

一台10英尺折弯机,120吨,下模间隙刚好够吞下一个指尖。操作员将毛坯对齐,抽出双手,伸向安装在基座上的双手按钮。滑块下降时,他已经向前倾身准备在上行时接住工件。.
他是“符合规范”的。”
那么,为什么他的工长要在地板上有血的情况下填写事故报告?
走进任何2015年前建的车间,你会看到同样的配置:双手按钮间距符合规定 ANSI B11.3 使操作员在循环开始时双手处于操作点外。双通道布线。防联锁。季度测试日志用蓝色墨水签名。.
纸面上看起来很完美。.
在车间里,观察节奏。定位工件。伸回手。按按钮。跨步上前。接住工件。重新定位。再伸回手。再次按按钮。每一次折弯都需要在钢材移动前全身重新离开刀口。.
这种重置是遵规的代价。你一直在用秒数和皮肉支付它。.
双手控制并不能消除危险。它只是强迫在启动时保持距离。滑块依然是闭合的钢齿;你只是教会操作员在咬合前退后一步。循环开始后,机器并不知道他的手在哪里。.
如果你认为距离等于保护,你已经在用希望赌你的事故记录——而检查员不会罚希望,他们会罚失败。.
我曾审查过一个案例,操作员同时按下两个按钮,滑块下降,当冲头接触到工件时,他本能地向前伸手稳住开始倾斜的窄边。.
折弯机毫不在意。它正处于行程中。.
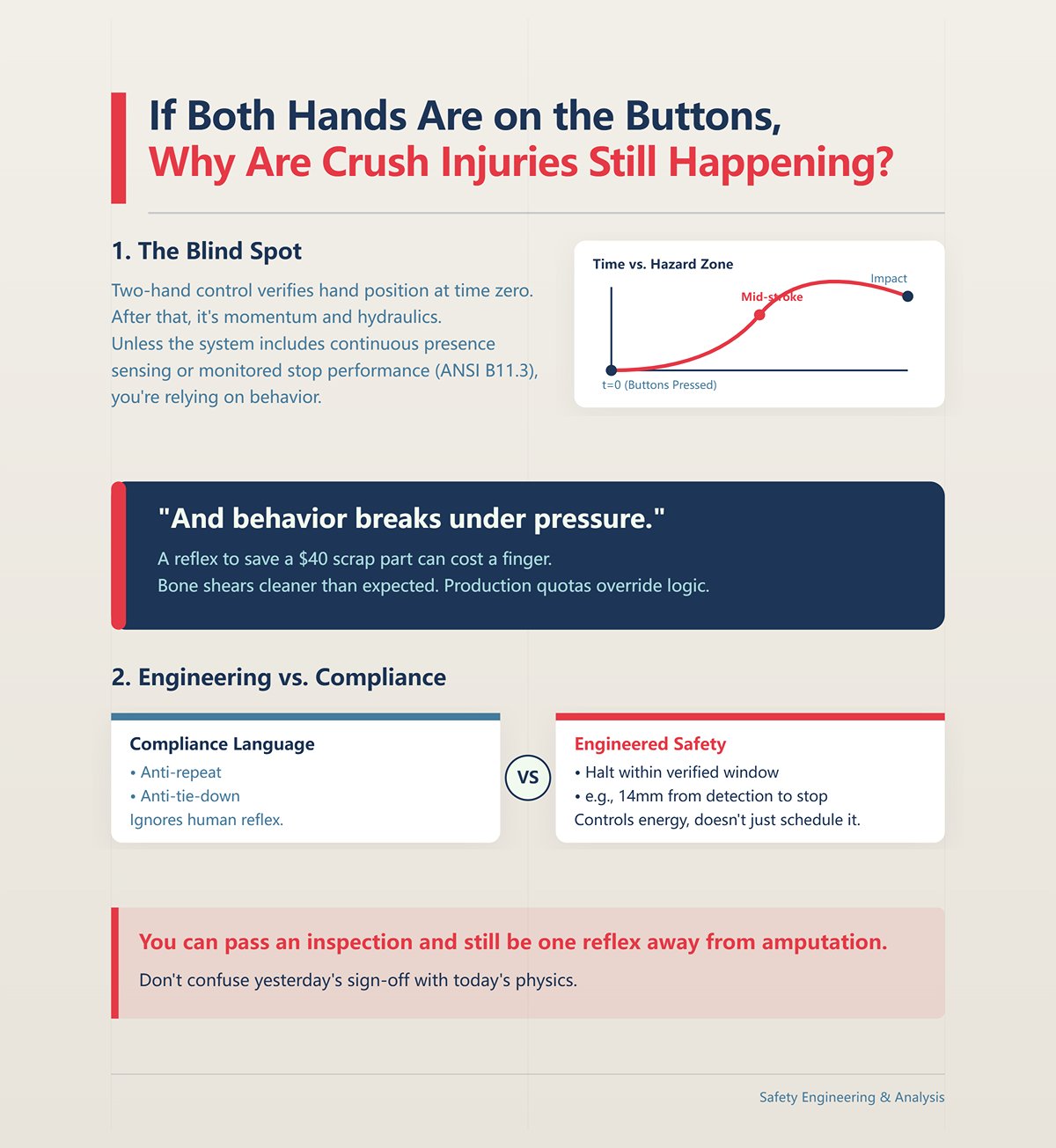
这就是盲点。双手控制只验证零点时的手部位置。之后,就是惯性和液压。除非系统包含持续存在感应或符合当前 ANSI B11.3 预期的监控停止性能,否则你只能依赖行为。.
而在压力下,行为会崩溃。.
二十年前我见过一人因为试图在下降过程中“轻推一下”滑动的工件而失去了食指末端。骨头剪断比你想象的要干净。他有双手控制。他也有生产配额。.
规范中的语言谈的是防重复、防联锁。它不谈人类本能去拯救价值四十美元的弯曲废料。一旦滑块开始动作,危险区域仍然开放,如果你的停止性能没有被设计成在可验证的窗口内停下——想想 14毫米 从检测到停止——你并不是在控制能量,而是在安排它的时间。.
你可以通过检查,但仍然只差一个反射动作就会失去一条肢体。不要把昨天的签字批准与今天的物理现实混淆,否则接下来的罚款零的数量会比你季度奖金还多。.
现在把掌控按钮换成机械回拉装置——绑在手腕上的钢索,在冲压滑块下降时收回。我见过操作员把它系得足够紧,留下红色压痕,因为系统只会收回到设定的长度。.

在厚板上连续运行八小时。.
每个循环:双臂向前定位,钢索拉紧,肩膀抵抗滑块下降时的拉力,然后在回程时对抗弹簧力。确实能让双手远离模具空间,但也让肩袖在一个班次中承受数千次负荷。.
你用累积性拉伤替代了急性压伤风险。.
而拉伤不会像断指那样出现在 OSHA 300 日志里。它表现为停工时间、标注为’过度用力“的工伤赔偿申请,以及一个52岁的折弯机操作员连手臂都抬不到胸口。危险从夹点转移到了关节。.
如果你的安全装置保护机器的可靠性比保护操作员身体更高,你到底在优化什么?
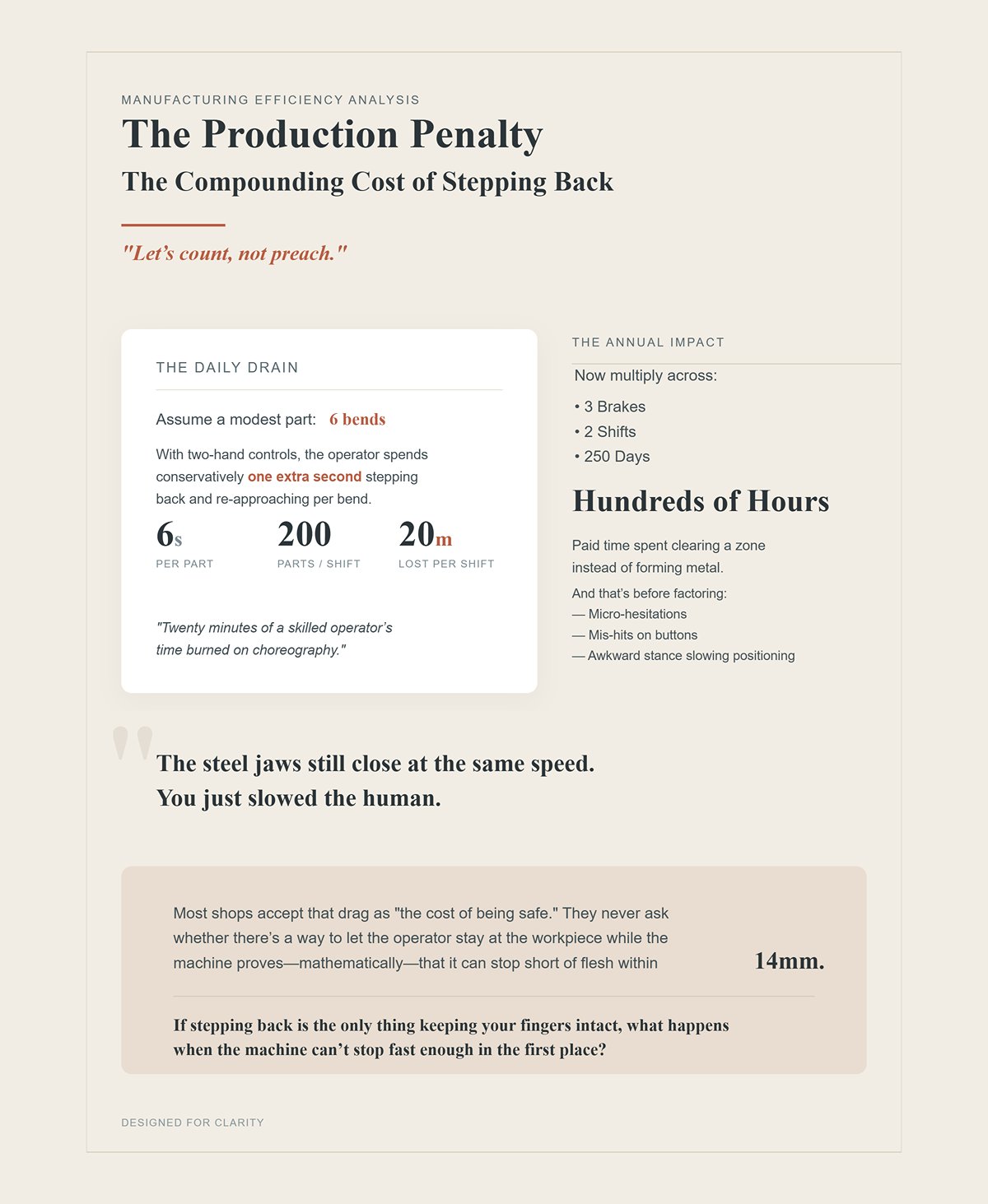
让我们来计算,而不是说教。.
假设一个简单的零件:6次折弯。使用双手控制时,操作员每次折弯——保守估计——多花一秒后退再重新靠近。这是每件零件多6秒。每班200件,就是1,200秒,二十分钟。.
二十分钟的熟练工时间浪费在动作编排上。.
现在乘以三台折弯机、两班、250天。你每年就损失了数百小时——付费时间用来清空工作区域而不是成形金属。而且这还没算上微小的犹豫、按钮误触、尴尬的站姿导致定位变慢。.
钢铁的夹口依然以相同速度闭合。只是你让人变慢了。.
大多数工厂接受这种拖延作为“安全的代价”。他们从不问是否有办法让操作员留在工件旁,同时机器能——用数学证明——在接触皮肤前停下来。 14毫米.
如果后退是唯一保护你手指的方式,那么当机器一开始就无法足够快地停下,会发生什么?
你站在折弯机前,双手握着36英寸的法兰,眼睛盯着冲头尖端。滑块正以生产速度下降——远高于 10毫米/秒. 你的直觉会说:如果出现问题,安全系统会将其停止。.
真正重要的问题是:它能在 14毫米 你的手指所在的位置内停下来吗?
不是“它有两个按钮吗”,不是“有激光吗”,也不是“销售员说它符合规定吗”。在 ANSI B11.3, 之下,整个风险模型会归结为一个残酷的测量——从检测到危险的那一刻到完全停止运动的那一刻,冲头行进的距离。如果这个距离在生产速度下超过 14毫米 ,你就没有近距离保护。你只是做了表面功夫。.
而表面功夫不会让钢材减速。.
折弯机就像一副闭合的牙齿。双手控制让你在咬合前退离牙齿。AOPD——主动光电保护装置——试图在咬合时机上让牙齿停在短处。但如果机器的停止性能在物理上无法满足那个 14毫米 时间窗口,这些都没有意义。.
所以在你问哪种防护最好之前,先问一个更难的问题:你今天在负载下的实际停止距离是多少?
OSHA不关心你安装了什么。他们关心的是在29 CFR 1910 O分部下停止时间与安全距离的关系。这个关系是算术,不是意见。.
它在车间里是这样体现的。.
如果你的折弯机运行速度超过 10毫米/秒, ANSI B11.3 就不能仅依赖“安全速度”。在这些速度下,除非存在感应装置检测到侵入并且冲头在验证的距离内停止,否则操作者可能在冲头减速前伸手到模具空间——再次强调,把 14毫米 视为近距离AOPD系统的关键阈值。.
现在想象一个光幕安装在距夹点200毫米的位置。如果你测得的停止距离是120毫米,理论上没问题。但如果操作者可以在光幕与模具之间站立而不被检测到,你就制造了一个几何盲区。标准明确要求在这种情况下增加额外保护。没有检测的距离就是一个足够让手伸过去的漏洞。.
所以真正的变量不是设备,而是:
停止时间 × 接近速度 = 最小安全距离。.
如果你从未针对你的具体折弯机、液压状态、生产速度计算过这个数值,那你就是在猜。而在OSHA执法官面前猜测会迅速变成罚单。他们不会因为传感器品牌罚款,他们会因为未经验证的停止性能罚款。.
| 主题 | 详情 |
|---|---|
| 法规依据 | OSHA 根据停止时间与安全距离之间的关系来评估合规性 29 CFR 1910 O 分章. 。此关系是算术关系,而非意见。. |
| 安全速度限制 | 如果制动速度超过 10 毫米/秒, ,ANSI B11.3 不允许仅依赖“安全速度”。. |
| 高速度下的风险 | 当速度超过 10 毫米/秒时,操作员可能会在滑块减速前到达模具空间,除非存在感应设备检测到侵入并在验证距离内停止滑块(例如,, 近距离 AOPD 系统的 14 毫米阈值). |
| 光幕示例 | 光幕安装在距离夹点 200 毫米 的位置,测得的停止距离为 120 毫米 在纸面上看似符合要求。. |
| 几何盲区风险 | 如果操作员能在光幕与模具之间站立而未被检测到,就存在盲区。在这种情况下,标准要求额外的防护。无检测的距离会造成严重风险。. |
| 核心公式 | 停止时间 × 接近速度 = 最小安全距离 |
| 合规风险 | 如果没有针对特定制动器、液压状况和生产速度计算停止距离,合规就只能基于猜测。OSHA引用的是未经验证的停止性能——而不是传感器品牌。. |
让我们具体一点。.
超程测试测量的是在发出停止信号后滑块继续移动的距离。不是它应该多快停下,而是它实际多快停下。在负载下,在温度下,在那台机器上。.
你以正常接近速度运行滑块。你触发一个停止——可以通过控制系统或AOPD测试功能。你测量从信号到完全停止的距离。这个数字就是你的真实数据。.
我见过宣传为“AOPD就绪”的制动器在寒冷的早晨超程22毫米,午饭后油变稀时超程18毫米。这两个数字都超过 14毫米. 。这两个数字都使该机器无法实现真正的近距离安全防护,符合 ANSI B11.3 的期望。.
关键是:OSHA指南要求每一次冲程都要监控停止性能的偏差。不是一年一次,不是“等维护部门有空再做”。如果你的停止时间漂移而你没发现,你计算出的安全距离就是虚构的。.
虚构是昂贵的。检查员不会争论你的意图;他们会测量你的数据。.
所以当一个车间告诉我,“我们安装了激光器,我们就安全了”,我第一个问题很简单:给我看你最近一次记录的停止距离测试。如果他们拿不出来,整个安全叙事会在大约三十秒内崩溃。.
如果你不能证明滑块在 14毫米, 内停在皮肤之前,你就没有工程化安全。你有的是带线的乐观。.
现在我们来说没人愿意听的部分。.
AOPD是极其诚实的设备。许多按照 ANSI B11.3 制造的系统,如果激光失效,就不会让制动器以全速循环。有些甚至根本不会运行。这不是设计缺陷——这是标准强迫你做出选择:修复防护或停止生产。.
但这就是车间被坑的地方。.
他们在一台有着磨损比例阀、卡滞阀芯、泵响应勉强的20年老液压系统上安装了一个现代AOPD。传感器在毫秒内检测到侵入。控制系统立即发送停止命令。阀门犹豫。压力缓慢泄掉。冲床滑行。.
检测很快。减速却不快。.
如果你的液压回路无法足够快地卸压并关闭流量以满足那个 14毫米 停止时间窗口,那么世界上最先进的传感器也救不了你。它只会成为失败的见证者。.
我审查过一些机械上根本无法符合近距离AOPD要求的机器,因为它们的停止距离超过了允许的窗口。标准很明确:不能在该距离内可靠停止的刹车,功能不足以配备这种防护方法。你不能用软件绕过迟缓的油液。.
所以,这就是现实检验。.
在你为激光预算之前,在你向操作员承诺他们可以不后退就留在工件旁之前,你要测试机器。你要验证停止距离。你要评估阀门响应时间、液压压力衰减和控制延迟作为一个系统。.
因为如果你的冲床不能在 14毫米, 内停止,世界上其他任何安全装置都只是表演——而随之而来的罚单不会在乎你的传感器在宣传册里看起来多先进。.
假设你的1992年液压刹车在午餐后超程 18毫米 冷启动时超程 22毫米 你做了测试。你有了数据。离 14毫米 那么近你几乎能尝到——却仍然在真正近距离防护的窗口之外 ANSI B11.3.
那么你的选择是什么?
如果机器在物理上不能在 14毫米, 内停止,你有三条诚实的路径。第一:重建液压响应——阀门、密封、压力衰减、控制延迟——直到停止时间达标。第二:将存在感应装置移得离模具更远,以匹配实际停止距离,这会增加安全距离并让操作员后退。第三:退回到双手控制或周边防护,并接受产量的损失。.
就是这样。没有第四扇门。.
但是当机器 能 满足停止要求——每一次行程都经过验证、记录、监控——这就是主动光电子装置发挥作用的地方。与迫使操作员从钢制夹口后退的双手控制不同,AOPD随滑块下行,在达到静音点之前守护实际咬合点。保护存在于危险所在之处。.
这就是关键所在。.
双手控制保护的是运动的开始。AOPD保护的是危险的运动。.
如果你的安全装置保护机器的可靠性比保护操作员身体更高,你到底在优化什么?
想象一台10英尺的折弯机在折一个浅盘。标准光幕安装在距模具空间200毫米的位置,以满足基于停止时间计算出的安全距离。操作员放入毛坯,滑块开始下行,行程过半时回折边缘打断了光束。.
停止。复位。再次循环。.
这就是大家抱怨的烦人误触发。.
问题不在于光幕,而在于几何结构。.
传统光幕形成一堵垂直检测墙。任何进入这堵墙的东西都会停止行程。当你的目标是让 所有人员 在全行程期间远离整个危险区域时,这非常完美——尤其是在处理大型零件或共享工作空间时。但在折箱或折边作业中,零件本身就成了入侵者。.
近距离激光AOPD系统的工作方式不同。它们在模具开口上方几毫米处投射出一个窄感应区域,并随滑块一起移动直到预设静音点。它们不是守护距离模具200毫米外的空空间,而是直接守护夹点——如果在静音深度之前有任何东西进入该区域,就会停止滑块。.
光幕与模具之间没有盲区。无需后退。零件几何不会在行程中途打断光束。.
现代系统甚至允许你在模式之间切换——紧箱折弯用激光,高工具或全高度保护用光幕——通过HMI实现,两种模式下都启用停止时间监控。这种混合方式终结了过去的非此即彼争论。.
烦人的误触发并不是光幕无用的证明,而是基于距离的防护和操作点防护在解决不同问题的证明。.
将光幕安装得足够远以满足真实停止距离,你就失去了近距离保护。将它安装得很近而不验证停止时间,你就失去了合规性。.
如果你的安全距离计算与记录的停止性能不匹配,你就等于把一张带有你名字的罚单递到检查员手里。.
现在我们进入车间容易搞砸的部分。.
在进行箱形折弯时,法兰必须进入检测区域。如果系统每次金属穿过光束就停止,你将永远无法完成一个零件。因此我们使用“消隐”——这是行程中一个预设的点,在此点上AOPD允许材料进入,因为剩余间隙小于经过验证的安全距离。.
正确执行时,消隐与测得的停止距离直接相关。如果你的验证超程是 13毫米, ,则消隐点设定为使滑块在完全停止前不能超过该剩余距离。.
懒惰的做法是操作员为了方便而“屏蔽”区域或抑制设备。.
全面抑制看似提高了生产效率。直到有人在那个无保护的时间窗口伸手进去。.
在 ANSI B11.3, 的要求下,消隐必须受到控制、记录,并与该特定机器的停止性能相关联。许多现代AOPD会在每个行程中监控停止时间,如果偏差超过允许范围,就会锁定机器。这不是系统在为难你,这是它防止你的消隐计算变成虚构。.
我见过一些工厂禁用停止时间监控,因为频繁的锁定影响了生产。他们仍然在“运行激光”。”
他是“符合规范”的。”
直到检查报告将记录的停止数据与29 CFR 1910 O分部下要求的安全距离公式进行比较。.
你不能消隐物理定律。你也不能与手持卷尺和你自己维护日志的合规官争论算术。.
我们来谈谈吞吐量。.
在双手控制的设置中,观察一位经验丰富的操作员运行200个小支架。双手离开零件。按按钮。等待下降。双手返回。重新定位。.
这个微小的动作序列每个循环可能比一直停留在工件旁多花半秒。.
半秒听起来微不足道。200个零件就是100秒。1,000个零件就是超过八分钟。而且这还没考虑微小犹豫、按钮误触、姿势不佳导致的定位变慢。.
使用近距离AOPD时,操作员的手除非自己选择,否则不会离开零件。滑块以正常速度下降,保护一直有效直到消隐。无需后退。无需伸手按按钮。只需装料、对齐、循环、重复。.
工厂通常认为安全会耗费时间。当他们从双手控制切换到在 14毫米, 范围内合格的、正确配置的AOPD折弯机时,他们常常惊讶地发现周期时间相等甚至更快——因为操作员的动作变短了。.
动作更短。疲劳更少。微小延迟更少。.
但这只有在机器的制动性能真实且稳定的情况下才成立。如果液压延迟迫使你将防护装置安装得更远,你又回到了走出保护区、降低效率的状态。.
所以这里是硬性界限。.
如果你的制动器不能可靠地在 14毫米, 内停下,要么修好液压系统,要么接受增加安全距离、降低近距离操作,或者继续使用双手控制并降低产出。AOPD不是魔法,它是依赖油和钢的数学。.
如果你声称有近距离防护,却没有记录的制动数据来支撑,那么当罚单落在你桌上时,生产效率的提升就毫无意义。.
去年秋天,我站在一台10英尺折弯机旁,一位OSHA合规官翻着一本文件夹,问了三件事:最新的制动时间测试结果、依据 ANSI B11.3, 进行风险评估的证明,以及显示制动时间监控未被绕过的记录。车间在滑块上装了激光。老板一直说:“我们有保障。”
检查员不关心硬件,他关心的是数据。.
他要的是在满负荷工作温度下以毫米为单位记录的超程数据,确认系统在 14毫米 的最坏情况下能停下,以及静音点是根据这些数据计算出来的——而不是猜的。他将记录的制动距离与配置的静音深度进行比较,然后要求维护日志来证明性能没有漂移。.
这就是实践中“随时可检”的样子:测量的制动距离(冷态和热态)、计算的安全距离、关联的静音逻辑、启用自动制动时间监控,以及引用 ANSI B11.3 和B11.0方法学的风险评估文件。不是贴纸,也不是销售宣传册,而是你能辩护的算术。.
如果你的文件上写着 14毫米 但你最后一次验证的制动是18,那么罚单会连同利息一起到来。.
现在我们来谈谈数学与现实世界的交汇点。.
想象一个四面箱体,四边都有3英寸的折边。在第三次折弯时,这些折边像鹿角一样竖起。当滑块下降时,零件本身进入感应区域。使用传统的安装在两英尺外的光幕时,你为了完成零件不得不左右屏蔽区域。.
屏蔽并不可怕,盲目屏蔽才可怕。.
在 ANSI B11.3, ,近距离AOPD只有在有记录的风险评估之后才允许。该评估必须考虑零件几何形状、模具高度、操作员的触及范围以及机器经过验证的制动性能。如果折边迫使操作员的双手进入该 14毫米 在静音之前停止窗口,你要么调整流程,要么切换模式。.
现代系统允许通过 HMI 在激光和幕帘之间切换,两种模式下都启用停止时间监控。这种混合设置能处理大约 95% 的典型成型。剩下的 5%——紧凑的箱体、高耸的模具、尴尬的重复冲压——需要严格的纪律。有时意味着在行程的一部分使用安全速度模式。有时意味着重新排序折弯,以确保在全速运行时双手保持安全距离。.
它绝不意味着因为“零件总是触发它”而禁用设备。”
我曾见过一位年轻操作员伸手绕过部分静音区域去稳住箱壁。那天早晨很冷,液压滞后比预期更严重,滑块超程。他失去了食指尖端。干净的切割,没有戏剧性,只是钢铁的钳口比文件假设的多闭合了几毫米。.
你可以与生产计划争论,但你不能与油的粘度和重力争论。.
如果你的风险评估没有明确处理复杂几何形状,检查员会——而且他会按相应的价格计算你的疏忽。.
现在拿一个宽两英寸的零件。对齐时,操作员的指尖自然会在模口一英寸以内。在全速接近时,你唯一的保护是 AOPD 能够检测到侵入并在滑块行程超过之前发出停止命令 14毫米.
这是假设你的液压系统能即时且可重复地响应。.
在较老的折弯机上,阀门响应时间会在停止信号与机械停止之间产生可测量的间隙。我记录过机器在温暖时符合规范,但在寒冷时超出几毫米。这种漂移迫使你做出两种选择之一:增加安全距离——牺牲近距离作业——或在整个行程中将滑块速度限制在 ≤10mm/s。.
每秒十毫米。.
在这种速度下,你已经抹去了相对于双手控制的吞吐优势。循环时间延长,操作员开始不耐烦,管理层开始问为什么“更快”的激光折弯机感觉很慢。.
因为物理设定了上限。.
安全速度模式存在是有原因的。当验证通过时,使用全速接近并启用 AOPD。当双手必须保持近距离且几何形状无法实现可靠的静音分离时,切换到安全速度。编程、记录、培训。.
如果你的安全装置保护机器的可靠性比保护操作员身体更高,你到底在优化什么?
在没有验证停止数据的情况下以全速运行小零件,你不仅是在冒着手指的风险——你还在赌一张会用黑字写明你最大滑块速度的罚单。.
这是大多数工厂同时失去安全与产能的地方:他们安装了 AOPD 然后就忘了它。.
激光镜头会积聚油雾。安装支架在换模时会被碰撞。线束会松动。系统仍然通电,指示灯保持绿色,但对准会一次偏移一毫米。.
带有集成停止时间监控的现代 AOPD 会检测到偏差,并强制安全速度或锁定机器。操作员讨厌这样,主管更讨厌,所以有人会“临时”禁用监控。”
他是“符合规范”的。”
直到有一天污染导致间歇性检测故障,机器每隔一次行程就会降到 ≤10mm/s。产量崩溃。更糟的是,由于光束几何形状偏离了校准容差,系统在高速接近时未能检测到一只手。.
每日目视检查。每周清洁。在满负荷下进行季度记录的制停时间验证。年度风险评估审查。这些不是官僚的琐事,它们是保持 14毫米 承诺真实而非理论化的关键。.
失去保护和生产力最快的方式,就是假设传感器会在你忽视那个达不到规格的阀门或半年没有擦过的镜头时救你。.
如果跳过这种纪律,下一个计算你制停距离的人会佩戴徽章,并书写以美元符号开头的数字。.
你不是通过买一台激光器来保持随时可检状态。你是通过构建一个能够按需证明冲床在 14毫米 真实生产条件下能够停下的控制系统来维持随时可检状态。.
这是大多数工厂错过的关键转折。他们把 AOPD 当作生产力升级,把合规当作架子上的文件夹。在 ANSI B11.3, 之下,这两者是同一件事。如果你的防护不是在首次生产运行之前就具备控制可靠性、经过验证并有记录,你就不合规——你只是幸运。而幸运会在检查员要求你提供最近一次满吨位制停时间验证的那一天耗尽。.
所以问题不是“我有激光吗?”
而是“我能为检测到停之间冲床行程的每一毫米辩护吗?”
“控制可靠”意味着单一故障不能导致安全功能丧失。双通道。监控反馈。冗余阀门。故障检测会强制进入安全状态。这是 ANSI B11.3 以及更广泛的 B11 系列标准的语言。.
一个接入旧离合器电路的独立光幕不是那样的。一个接入单个电磁阀却没有监控阀芯位置的激光也不是那样的。如果阀门卡住,冲床滑行超过 14毫米, ,你的传感器完成了任务,你的液压系统没有。而标准不按努力打分。.
集成意味着 AOPD 信号接入安全等级的控制系统,该系统能持续或在规定间隔监控制停时间。这意味着你的液压阀门是设计或改装成具有冗余和自检功能的。这意味着故障会强制进入安全速度或锁定——而不是“仍然循环”。”
这正是大多数改造失败的地方。工厂将昂贵传感器加到1992年建造的控制架构上,就称它是现代化。他“合规”了。”
直到检查员追溯安全回路,看到没有阀门响应监控,并问你如何保证能证明近距离操作合理的制停距离。那时谈话就会变成带有逗号的罚单。.
如果你的安全装置保护机器的可靠性比保护操作员身体更高,你到底在优化什么?
你不会以引述开头。你要从危险评估开始。.
在任何采购订单从你的桌面发出之前,你要记录:机器型号、吨位、测得的热态和冷态停止时间、模具高度、典型零件几何形状、操作员可触及范围,以及哪些作业落在该 14毫米 适用范围窗口内。如果机器无法在该窗口内持续稳定地停止,标准的要求很明确:它的性能不足以配备近距离AOPD(自动光电防护装置)。.
那不是偏好问题,那是取消资格。.
现在说说不那么显而易见的部分:这种评估既保护生产,也保护安全。当你绘制出哪些作业需要混合模式——激光加光幕,或激光加安全速度——就能避免周五下午有人因为“零件总是触发防护”而禁用某个通道的恐慌。你已经定义了哪些作业中的5%需要替代防护方式,并为它们编程设定。.
检查员并不期望完美。他们期望有证据。一份引用条款的书面风险评估、在负载下记录的停止时间测试、以及按作业类别定义的防护模式,能告诉他们你是在管理风险,而不是被动应对风险。 ANSI B11.3 冷静地带他们走一遍这些数学计算。.
否则就让他们用计算器和罚款表替你做。.
改变肌肉记忆的培训:让操作员信任系统.
信任不是来自手册,而是来自演示。.
你向他们展示测得的停止距离。你解释这在.
物理空间中的意义——小于他们小指的厚度。你演示故障条件:挡住光束,看机器强制进入安全速度。模拟阀故障并展示锁定。这样系统不再是魔法,而是可预测的。 14毫米 而这还没考虑微小的犹豫、按钮操作的失误、减慢定位的尴尬姿势。当操作员意识到他们可以自然地稳定小零件,用脚踏触发,并保持全速接近因为停止时间已被验证时,产量就不再与安全对立。.
但你也要训练边界。哪些作业需要安全速度。哪些需要切换到光幕模式。哪些因几何形状无法使用近距离感应而必须恢复双手控制。在可行情况下,AOPD的性能优于双手控制,但它不会将双手控制从工具箱中抹去。.
要明确这一点,否则操作员会自己临时应对。.
而临时应对就是检查员所称的“故意”。.
我希望你铭记这样的视角:合规不是设备选择,而是一串可辩护的物理原理,连接到控制可靠性,在生产之前记录,并在培训中不断强化,直到重新塑造肌肉记忆。“
当你以这种方式构建系统时,钢 jaws 并不会变慢。它们变得可预测。而可预测性将让你在不赌指头或罚款的情况下全速运行。.
When you build the system that way, the steel jaws don’t get slower. They get predictable. And predictability is what lets you run at full speed without gambling on fingers or fines.
现在看看你最老的制动装置,问自己一个尖锐的问题:它真的能在内部停下来吗 14毫米——在冷态、满载并经过验证的情况下——还是你正围绕一台从一开始就不合格的机器来设计安全策略?


















