

Una pressa piegatrice da 10 piedi, 120 tonnellate, matrice inferiore con un’apertura appena sufficiente a inghiottire la punta di un dito. L’operatore allinea il pezzo, sfila le mani, raggiunge i due pulsanti palmari montati su un piedistallo. Il pistone scende mentre lui è già inclinato in avanti per afferrare il pezzo nella corsa di ritorno.
È “conforme”.”
Allora perché il suo caposquadra sta compilando un rapporto d’incidente con del sangue sul pavimento?
Cammina in qualsiasi officina costruita prima del 2015 e vedrai lo stesso assetto: due pulsanti palmari distanziati secondo ANSI B11.3 così che le mani dell’operatore siano fuori dal punto di operazione quando il ciclo inizia. Cablaggio a doppio canale. Anti‑ripetizione. Registro di test trimestrale firmato con inchiostro blu.
Sulla carta, è impeccabile.
Sul pavimento, osserva il ritmo. Posiziona il pezzo. Raggiungi indietro. Premi. Fai un passo avanti. Afferra. Riposiziona. Raggiungi indietro. Premi di nuovo. Ogni piega richiede un reset completo del corpo lontano dalle ganasce prima che l’acciaio si muova.
Quel reset è il prezzo della conformità. E lo hai pagato in secondi e in pelle.
I controlli a due mani non eliminano il pericolo. Impongono solo la distanza al momento dell’avvio. Il pistone è ancora un insieme di denti d’acciaio che si chiudono; hai solo insegnato all’operatore a fare un passo indietro prima del morso. La macchina non sa dove si trovano le sue mani una volta iniziato il ciclo.
Se pensi che distanza significhi protezione, stai già basando il registro degli incidenti sulla speranza—e gli ispettori non multano la speranza, multano i fallimenti.
Ho esaminato un caso in cui un operatore premette entrambi i pulsanti, il pistone scese e, quando il punzone contattò il pezzo, istintivamente si protese in avanti per stabilizzare una flangia stretta che iniziava a inclinarsi.
La pressa non si interessò. Era a metà corsa.
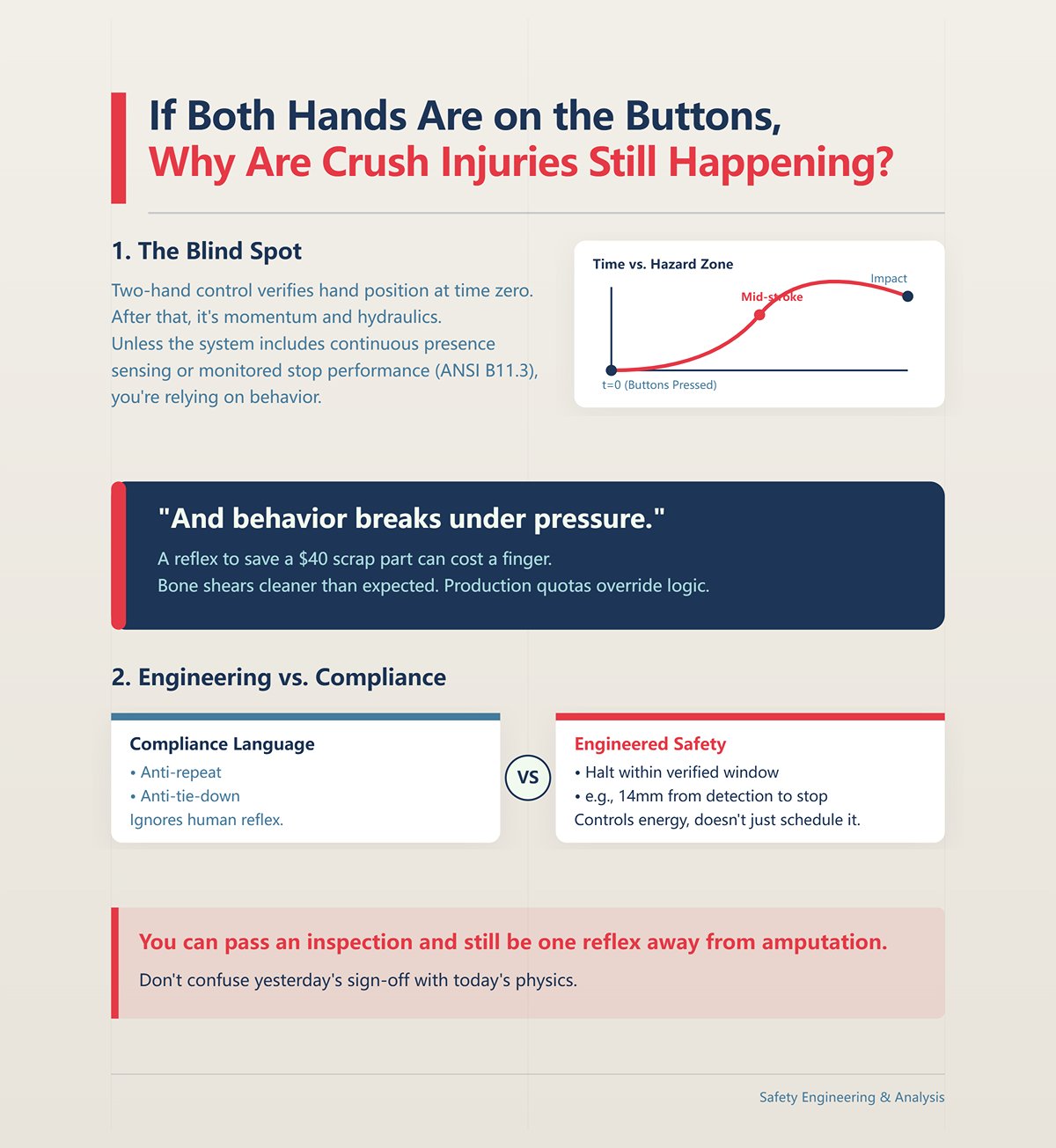
Questo è il punto cieco. Il controllo a due mani verifica la posizione delle mani al tempo zero. Dopo, è questione di inerzia e idraulica. A meno che il sistema non includa un rilevamento di presenza continua o una prestazione di arresto monitorata che soddisfi le ANSI B11.3 aspettative attuali, stai facendo affidamento sul comportamento.
E il comportamento si rompe sotto pressione.
Vent’anni fa vidi un uomo perdere la punta dell’indice perché cercò di “dare solo una spinta” a un pezzo scivolato durante la discesa. L’osso si taglia più netto di quanto immagini. Aveva controlli a due mani. Aveva anche una quota di produzione.
Il linguaggio della conformità parla di anti-ripetizione e anti-tie‑down. Non parla del riflesso umano di salvare una piega storta da quarantadollari di scarto. La zona di pericolo resta aperta una volta che il pistone si impegna, e se la tua prestazione di arresto non è progettata per fermare entro una finestra verificata—pensa 14 mm dalla rilevazione all’arresto—non stai controllando l’energia, la stai programmando.
Puoi superare un’ispezione ed essere comunque a un riflesso di distanza da un’amputazione. Non confondere l’approvazione di ieri con la fisica di oggi, o la multa che seguirà avrà più zeri del tuo bonus trimestrale.
Ora sostituisci i pulsanti a palmo con richiami meccanici—cavi ai polsi che si retraggono mentre il martinetto discende. Ho visto operatori stringerli così tanto da lasciare segni rossi, perché il sistema si ritrae solo fino al punto in cui è regolato.

Fai andare quello per otto ore su lamiera pesante.
Ogni ciclo: braccia in avanti per posizionare, tensione sui cavi, spalle che resistono alla trazione mentre il martinetto scende, poi che contrastano la forza della molla nel ritorno. Tieni le mani fuori dallo spazio dello stampo, certo. Ma carichi anche la cuffia dei rotatori migliaia di volte a turno.
Hai scambiato il rischio acuto di schiacciamento con quello cumulativo di sforzo.
E lo sforzo non compare nel registro OSHA 300 allo stesso modo di una falange mozzata. Appare sotto forma di tempo perso, richieste di indennizzo etichettate come ’sovrasforzo“, e un operatore di pressa cinquantaduenne che non riesce a sollevare il braccio sopra il petto. Il pericolo si è spostato dal punto di pizzicamento all’articolazione.
Se il tuo dispositivo di sicurezza protegge la macchina in modo più affidabile del corpo dell’operatore, cosa stai realmente ottimizzando?
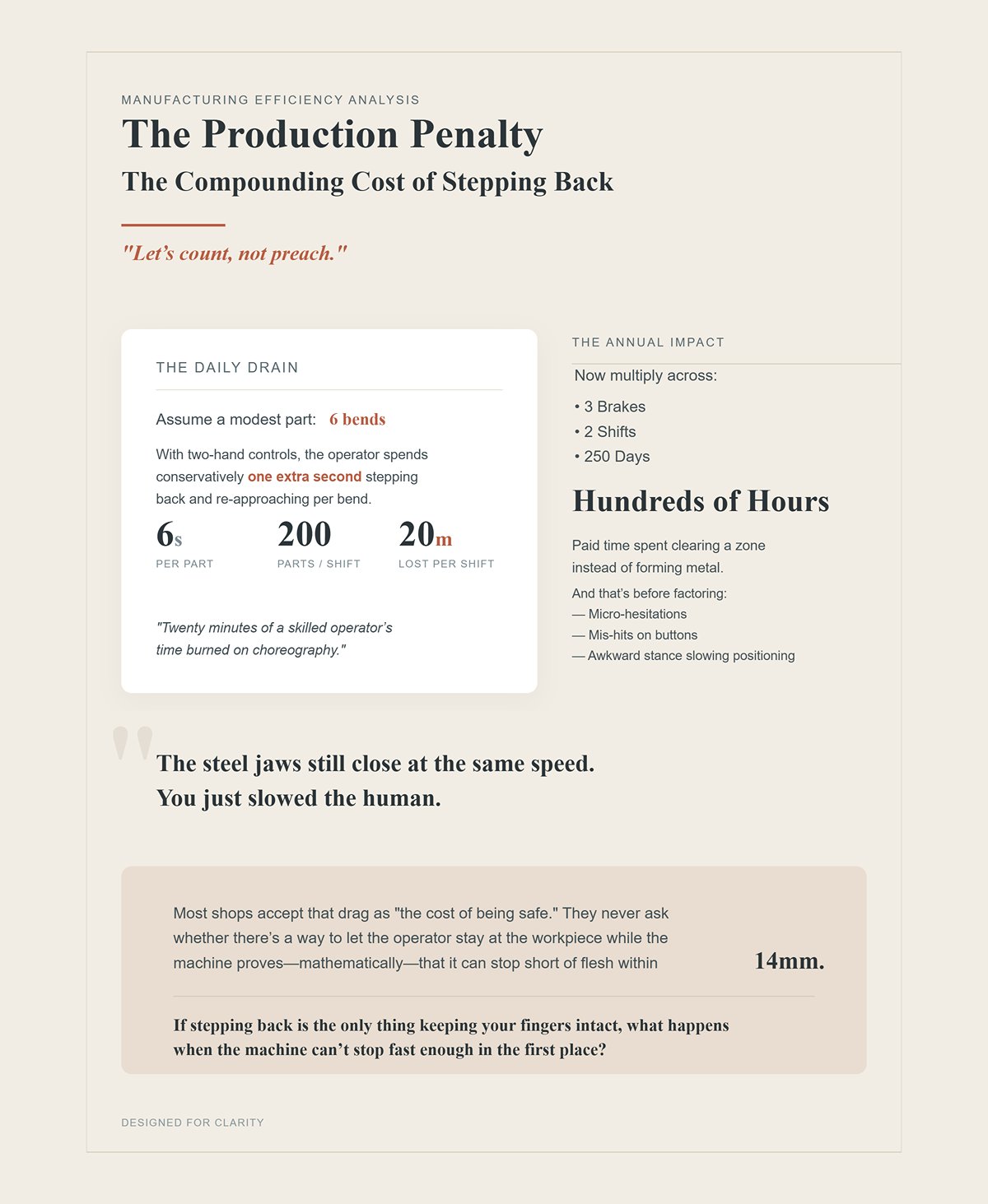
Contiamo, non predichiamo.
Supponiamo un pezzo modesto: 6 pieghe. Con i comandi a due mani, l’operatore impiega—conservativamente—un secondo in più per ogni piega, facendo un passo indietro e riaffrontando. Sono 6 secondi per pezzo. A 200 pezzi a turno, sono 1.200 secondi. Venti minuti.
Venti minuti del tempo di un operatore qualificato bruciati in coreografia.
Ora moltiplica per tre presse, due turni, 250 giorni. Si arriva a centinaia di ore all’anno—tempo pagato trascorso a liberare una zona invece di formare metallo. E questo prima ancora di considerare le micro‑esitazioni, i colpi mancati sui pulsanti, la postura scomoda che rallenta il posizionamento.
Le ganasce d’acciaio si chiudono comunque alla stessa velocità. Hai solo rallentato l’essere umano.
La maggior parte delle officine accetta quell’inerzia come “il costo della sicurezza”. Nessuno si chiede se esista un modo per far restare l’operatore sul pezzo mentre la macchina dimostra—matematicamente—che può fermarsi prima di toccare la carne entro 14 mm.
Se fare un passo indietro è l’unica cosa che tiene intatte le tue dita, cosa succede quando la macchina non riesce a fermarsi abbastanza in fretta?
Sei davanti alla pressa, mani su una flangia da 36 pollici, occhi sulla punta del punzone. Il martinetto sta scendendo a velocità di produzione—ben oltre 10 mm/s. Il tuo istinto dice: se qualcosa va storto, il sistema di sicurezza lo fermerà.
Ecco la domanda che conta davvero: può fermarsi entro 14 mm la distanza da dove sarebbe il tuo dito?
Non “ha due pulsanti”. Non “c’è un laser”. Non “il venditore ha detto che è conforme”. In base a ANSI B11.3, l’intero modello di rischio si riduce a una singola e brutale misurazione: quanto si muove il pistone dal momento in cui viene rilevato un pericolo al momento in cui il movimento si ferma completamente. Se quella distanza supera 14 mm alla velocità di produzione, non hai una protezione di prossimità ravvicinata. Hai del teatro.
E il teatro non rallenta l’acciaio.
La pressa piegatrice è un insieme di ganasce che si chiudono. I comandi a due mani ti fanno arretrare dai denti prima del morso. Un AOPD—dispositivo di protezione optoelettronico attivo—cerca di sincronizzare il morso in modo che le ganasce si fermino prima di toccarsi. Ma nulla di ciò conta se le prestazioni di arresto della macchina non riescono fisicamente a rispettare quella 14 mm finestra.
Quindi, prima di chiederti quale protezione sia la migliore, poni una domanda più difficile: qual è la tua reale distanza di arresto, misurata sotto carico, oggi?
Alla OSHA non importa cosa hai installato. Loro si preoccupano della relazione tra tempo di arresto e distanza di sicurezza ai sensi del 29 CFR 1910 Subpart O. Questa relazione è aritmetica, non un’opinione.
Ecco come si traduce sul campo.
Se la tua pressa funziona più velocemente di quanto 10 mm/s, ANSI B11.3 non ti consente di fare affidamento solo sulla “velocità sicura”. A quelle velocità, un operatore può raggiungere lo spazio della matrice prima che il pistone riesca a decelerare, a meno che un dispositivo di rilevamento presenza non rilevi l’intrusione e il pistone si fermi entro una distanza verificata—ancora una volta, pensa a 14 mm come soglia critica per i sistemi AOPD di prossimità ravvicinata.
Ora immagina una barriera fotoelettrica montata a 200 mm dal punto di schiacciamento. Se la tua distanza di arresto misurata è di 120 mm, sei a posto—sulla carta. Ma se un operatore può stare tra quella barriera e la matrice, non rilevato, hai creato un punto cieco geometrico. Lo standard richiede espressamente una protezione aggiuntiva in quello scenario. Distanza senza rilevamento è una scappatoia abbastanza grande per farci passare una mano.
Quindi la vera variabile non è il dispositivo. È:
Tempo di arresto × velocità di avvicinamento = distanza minima di sicurezza.
Se non hai mai calcolato questo per la tua specifica pressa, con le sue condizioni idrauliche, alla velocità di produzione, stai indovinando. E indovinare davanti a un ispettore OSHA si traduce rapidamente in sanzioni. Non multano le marche di sensori. Multano le prestazioni di arresto non verificate.
| Argomento | Dettagli |
|---|---|
| Base normativa | OSHA valuta la conformità in base alla relazione tra il tempo di arresto e la distanza di sicurezza secondo 29 CFR 1910 Subpart O. Questa relazione è aritmetica, non opinione. |
| Limitazione della velocità di sicurezza | Se la velocità del freno supera 10 mm/s, ANSI B11.3 non consente di fare affidamento solo sulla “velocità di sicurezza”. |
| Rischio a velocità più elevate | A velocità superiori a 10 mm/s, un operatore può raggiungere lo spazio dello stampo prima che il martinetto rallenti, a meno che un dispositivo di rilevamento presenza rilevi l’intrusione e arresti il martinetto entro una distanza verificata (ad esempio, soglia di 14 mm per sistemi AOPD a prossimità ravvicinata). |
| Esempio di barriera fotoelettrica | Una barriera fotoelettrica montata a 200 mm dal punto di schiacciamento con una distanza di arresto misurata di 120 mm risulta conforme sulla carta. |
| Rischio di punto cieco geometrico | Se un operatore può stare non rilevato tra la barriera e lo stampo, esiste un punto cieco. Gli standard richiedono protezione aggiuntiva in questo caso. La distanza senza rilevamento crea un rischio grave. |
| Formula di base | Tempo di arresto × velocità di avvicinamento = distanza minima di sicurezza |
| Rischio di conformità | Se la distanza di arresto non è stata calcolata per il freno specifico, le condizioni idrauliche e la velocità di produzione, la conformità si basa su supposizioni. L'OSHA cita prestazioni di arresto non verificate—non marchi di sensori. |
Passiamo ai fatti concreti.
Un test di scorrimento misura quanto il punzone avanza dopo che è stato inviato un segnale di arresto. Non quanto velocemente dovrebbe fermarsi. Quanto velocemente si ferma davvero. Sotto carico. Alla temperatura. Su quella macchina.
Si fa funzionare il punzone alla normale velocità di avvicinamento. Si attiva un arresto—tramite il sistema di controllo o la funzione di test AOPD. Si misura la distanza dal segnale all'arresto completo. Quel numero è la verità.
Ho visto freni pubblicizzati come “pronti per AOPD” che hanno superato di 22 mm una mattina fredda e di 18 mm dopo pranzo quando l’olio si è assottigliato. Entrambi i numeri superano 14 mm. Entrambi i numeri squalificano la macchina da una vera protezione a distanza ravvicinata secondo ANSI B11.3 le aspettative.
Ed ecco il colpo di scena: le linee guida OSHA richiedono che le prestazioni di arresto vengano monitorate per eventuali deviazioni ad ogni corsa. Non una volta all'anno. Non “quando la manutenzione ci arriva.” Se il tempo di arresto si allunga e non lo rilevi, la tua distanza di sicurezza calcolata è una finzione.
La finzione è costosa. Gli ispettori non discutono sulle tue intenzioni; misurano i tuoi numeri.
Quindi quando un’officina mi dice, “Abbiamo installato i laser, siamo coperti,” la mia prima domanda è semplice: mostrami il tuo ultimo test documentato della distanza di arresto. Se non possono, l’intera narrativa sulla sicurezza crolla in circa trenta secondi.
Se non puoi dimostrare che il punzone si ferma prima di colpire la carne entro 14 mm, non hai una sicurezza progettata. Hai ottimismo con cablaggio.
Ora arriviamo alla parte che nessuno vuole sentire.
Gli AOPD sono dispositivi brutalmente onesti. Molti sistemi costruiti per ANSI B11.3 non permetteranno al freno di ciclare alla velocità massima se il laser fallisce. Alcuni non funzioneranno affatto. Non è un difetto di progettazione—è la norma che impone una scelta: riparare la protezione o fermare la produzione.
Ma è qui che le officine si bruciano.
Montano un moderno AOPD su un sistema idraulico di 20 anni con valvole proporzionali usurate, distributori bloccati e risposta della pompa al limite. Il sensore rileva un'intrusione in millisecondi. Il controllo invia immediatamente un comando di arresto. La valvola esita. La pressione si scarica lentamente. Il pistone continua a muoversi.
Il rilevamento è rapido. La decelerazione no.
Se il tuo circuito idraulico non riesce a scaricare pressione e chiudere il flusso abbastanza velocemente da rispettare quella 14 mm finestra di arresto, il sensore più sofisticato del mondo non può salvarti. Diventa un testimone del fallimento.
Ho verificato macchine meccanicamente incapaci di qualificarsi per AOPD a distanza ravvicinata perché la loro distanza di arresto superava la finestra consentita. Lo standard è chiaro: freni che non riescono a fermarsi in modo affidabile entro quella distanza non funzionano adeguatamente per essere equipaggiati con quel metodo di protezione. Non puoi risolvere con il software un olio lento.
Ecco quindi la verifica della realtà.
Prima di prevedere un budget per i laser, prima di promettere agli operatori che possono restare sul pezzo senza fare un passo indietro, testa la macchina. Verifica la distanza di arresto. Valuta il tempo di risposta della valvola, il decadimento della pressione idraulica e la latenza del controllo come sistema.
Perché se il tuo pistone non può fermarsi entro 14 mm, ogni altro dispositivo di sicurezza al mondo è solo teatro — e la sanzione che seguirà non interesserà quanto fosse avanzato il tuo sensore nella brochure.
Poniamo che il tuo freno idraulico del 1992 superi la distanza di arresto di 18 mm dopo pranzo e di 22 mm alla prima accensione a freddo. Hai fatto il test. Hai i numeri. Così vicino a 14 mm da sentirlo — eppure ancora fuori dalla finestra per una vera protezione ravvicinata secondo ANSI B11.3.
Quali sono le tue opzioni?
Se la macchina non può fisicamente fermarsi entro 14 mm, hai tre percorsi onesti. Uno: ricostruire la risposta idraulica — valvole, guarnizioni, decadimento della pressione, latenza del controllo — finché il tempo di arresto non rientra nei limiti. Due: spostare il dispositivo di rilevamento della presenza più lontano dalla matrice per adattarlo alla reale distanza di arresto, aumentando la distanza di sicurezza e facendo arretrare l’operatore. Tre: tornare al controllo a due mani o al sistema di protezione perimetrale e accettare l’impatto produttivo.
Questo è tutto. Nessuna quarta opzione.
Ma quando la macchina può soddisfa il requisito di arresto — verificato, documentato, monitorato ad ogni corsa — è lì che il Dispositivo Optoelettronico Attivo dimostra il suo valore. A differenza dei comandi a due mani che costringono l’operatore ad allontanarsi dalle ganasce d’acciaio, un AOPD accompagna la corsa del martinetto verso il basso, proteggendo effettivamente il punto di presa fino a quando viene raggiunto il punto di esclusione. La protezione vive dove vive il pericolo.
Ed è questo il punto di svolta.
I comandi a due mani proteggono l’inizio del movimento. L’AOPD protegge il movimento pericoloso.
Se il tuo dispositivo di sicurezza protegge la macchina in modo più affidabile del corpo dell’operatore, cosa stai realmente ottimizzando?
Immagina una pressa piegatrice lunga 10 piedi che piega un vassoio poco profondo. Una barriera luminosa standard è montata a 200 mm dallo spazio della matrice per soddisfare la distanza di sicurezza calcolata in base al tempo di arresto. L’operatore carica il pezzo grezzo, il martinetto inizia a scendere e a metà corsa il bordo di ritorno interrompe il fascio.
Stop. Reset. Ciclo di nuovo.
Quello è l’arresto fastidioso di cui tutti si lamentano.
Il problema non è la barriera. È la geometria.
Le barriere luminose tradizionali creano una parete di rilevamento verticale. Qualsiasi cosa entri in quella parete ferma la corsa. È perfetto quando l’obiettivo è tenere tutto il personale fuori dall’intera zona di pericolo durante le corse complete — specialmente su pezzi di grandi dimensioni o postazioni condivise. Ma durante la piegatura di scatole o flange, è il pezzo stesso a diventare l’intruso.
I sistemi laser AOPD a stretta prossimità funzionano in modo diverso. Proiettano un campo di rilevamento stretto, a pochi millimetri sopra l’apertura della matrice, e viaggiano insieme al martinetto fino al punto di esclusione programmato. Invece di proteggere lo spazio vuoto 200 mm più lontano, proteggono direttamente il punto di presa — e fermano il martinetto se qualcosa entra in quella zona prima della profondità di esclusione.
Nessuna zona cieca tra barriera e matrice. Nessun passo indietro. Nessuna interruzione del fascio a metà corsa dovuta alla geometria del pezzo.
I sistemi moderni permettono persino di passare da una modalità all’altra — laser per piegature strette, barriera luminosa per utensili alti o protezione a piena altezza — tramite l’HMI, con il monitoraggio del tempo di arresto attivo in entrambe. Questo approccio ibrido elimina la vecchia discussione del “o l’uno o l’altro”.
L’arresto fastidioso non era la prova che le barriere luminose fossero inutili. Era la prova che la protezione basata sulla distanza e il lavoro al punto di operazione risolvono problemi diversi.
Montare una barriera abbastanza lontano da rispettare la reale distanza di arresto significa perdere la prossimità. Montarla troppo vicino senza verificare il tempo di arresto significa perdere la conformità.
E se il calcolo della distanza di sicurezza non corrisponde alle prestazioni di arresto documentate, hai appena consegnato all’ispettore una violazione con il tuo nome sopra.
Ora entriamo nella parte che le officine sbagliano.
Durante una piegatura a scatola, il risvolto deve entrare nel campo di rilevamento. Se il sistema si fermasse ogni volta che il metallo attraversa il fascio, non finiresti mai un pezzo. Quindi usiamo il muting — un punto programmato nella corsa dove l’AOPD consente al materiale di entrare perché il gap rimanente è inferiore alla distanza di sicurezza validata.
Se fatto correttamente, il muting è legato direttamente alla distanza di arresto misurata. Se il tuo sovraccarico verificato è 13mm, il punto di muting è impostato in modo che il punzone non possa percorrere più di quella distanza rimanente prima dell’arresto completo.
Se fatto in modo approssimativo, gli operatori “oscurano” zone o sopprimono il dispositivo per comodità.
La soppressione totale sembra produttiva. Fino a quando qualcuno non infila la mano durante quella finestra non protetta.
Secondo ANSI B11.3, il muting deve essere controllato, documentato e legato alle prestazioni di arresto di quella specifica macchina. Molti AOPD moderni monitorano il tempo di arresto ad ogni corsa e bloccheranno la macchina se la deviazione supera i limiti consentiti. Non è il sistema che sta complicando le cose. È il sistema che impedisce al tuo calcolo di muting di diventare fantasia.
Ho visto officine disattivare il monitoraggio del tempo di arresto perché i blocchi indesiderati rallentavano la produzione. Continuavano comunque a “far funzionare i laser”.”
È “conforme”.”
Fino a quando il rapporto di ispezione non confronta i dati di arresto registrati con la formula della distanza di sicurezza richiesta ai sensi del 29 CFR 1910 Subpart O.
Non puoi disattivare la fisica. E non puoi discutere con un ufficiale di conformità che tiene un metro e i tuoi stessi registri di manutenzione.
Parliamo di throughput.
Su un impianto con comandi a due mani, osserva un operatore esperto produrre 200 staffe piccole. Le mani lasciano il pezzo. Premono i pulsanti. Aspettano la discesa. Le mani tornano. Riposizionano.
Quella micro‑sequenza richiede forse mezzo secondo in più per ciclo rispetto a rimanere sul pezzo.
Mezzo secondo sembra irrilevante. Su 200 pezzi, sono 100 secondi. Su 1.000 pezzi, sono più di otto minuti. E questo prima di considerare le micro‑esitazioni, i colpi mancati sui pulsanti, la postura scomoda che rallenta il posizionamento.
Con un AOPD a prossimità ravvicinata, le mani dell’operatore non lasciano mai il pezzo a meno che non lo decidano. Il punzone scende alla velocità normale, protezione attiva fino al muting. Nessun passo indietro. Nessuna ricerca dei pulsanti. Solo caricare, allineare, ciclo, ripetere.
Le officine si aspettano che la sicurezza costi tempo. Quando passano dal controllo a due mani a un AOPD configurato correttamente su una pressa piegatrice che rientra entro 14 mm, spesso sono sorprese di vedere tempi di ciclo uguali o più veloci — perché il movimento dell’operatore si è accorciato.
Movimento più corto. Meno fatica. Meno micro‑ritardi.
Ma questo vale solo se le prestazioni di arresto della macchina sono reali e stabili. Se il ritardo idraulico ti costringe a montare la protezione più lontano, torni a uscire dalla zona e a perdere quell’efficienza.
Ecco quindi il limite netto.
Se il tuo freno non può arrestarsi in modo affidabile entro 14 mm, devi o sistemare l’idraulica, accettare una distanza di sicurezza aumentata con ridotta prossimità, oppure restare con i comandi a due mani e una produzione più lenta. L’AOPD non è magia. È matematica applicata a olio e acciaio.
E se dichiari una protezione a prossimità ravvicinata senza dati di arresto documentati a supporto, il guadagno produttivo non conterà quando la multa arriverà sulla tua scrivania.
Lo scorso autunno sono stato accanto a una pressa piegatrice da 10 piedi mentre un ispettore OSHA sfogliava un raccoglitore e chiedeva tre cose: gli ultimi risultati del test di tempo di arresto, la prova della valutazione del rischio secondo ANSI B11.3, e i registri che dimostrassero che il monitor di tempo di arresto non era stato bypassato. L’officina aveva laser sul pistone. Il proprietario continuava a dire: “Siamo coperti.”
All’ispettore non interessava l’hardware. Gli interessavano i numeri.
Voleva il superamento documentato in millimetri alla temperatura operativa completa, conferma che il sistema si fermava entro 14 mm nel caso peggiore di carico, e prove che i punti di muting fossero calcolati a partire da quei dati — non ipotizzati. Ha confrontato la distanza di arresto registrata con la profondità di muting configurata. Poi ha chiesto i registri di manutenzione per dimostrare che le prestazioni non erano variate.
Ecco come si presenta “pronto per l’ispezione” nella pratica: distanza di arresto misurata (fredda e calda), distanza di sicurezza calcolata, logica di muting collegata, monitoraggio automatico del tempo di arresto abilitato e una valutazione del rischio in archivio che fa riferimento alla metodologia ANSI B11.3 e B11.0. Non un adesivo. Non una brochure commerciale. Una matematica che puoi difendere.
E se la tua documentazione dice 14 mm ma l’ultimo arresto verificato era 18, quella multa arriverà con gli interessi.
Ora parliamo di dove la matematica incontra il mondo reale.
Immagina una scatola a quattro lati, flange da 3 pollici su tutti i lati. Alla terza piega, quelle flange si sollevano come corna. Mentre il pistone scende, il pezzo stesso entra nel campo di rilevamento. Con una barriera fotoelettrica tradizionale montata a due piedi di distanza, stai oscurando zone a destra e sinistra solo per finire il pezzo.
L’oscuramento non è il male. L’oscuramento alla cieca lo è.
Secondo ANSI B11.3, la prossimità ravvicinata AOPD è consentita solo dopo una valutazione del rischio documentata. Tale valutazione deve considerare la geometria del pezzo, l’altezza dell’utensile, la portata dell’operatore e le prestazioni di arresto validate della macchina. Se la flangia costringe le mani dell’operatore entro quella 14 mm fermare la finestra prima del muto, devi o regolare il processo o cambiare modalità.
I sistemi moderni ti permettono di passare dal laser alla tenda tramite l’HMI, con monitoraggio del tempo di arresto attivo in entrambe. Questa configurazione ibrida gestisce forse il 95% della piegatura tipica. Il restante 5%—scatole strette, attrezzature alte, ripassi scomodi—richiede disciplina. A volte significa modalità a velocità sicura per parte della corsa. A volte significa riorganizzare la sequenza delle piegature per mantenere le mani libere durante la velocità massima.
Quello che non significa mai è disabilitare il dispositivo perché “il pezzo continua a farlo scattare”.”
Una volta ho visto un giovane operatore allungarsi intorno a una zona parzialmente mutata per stabilizzare la parete di una scatola. Il punzone ha superato più del previsto—ritardo idraulico in una mattina fredda. Ha perso la punta dell’indice. Taglio netto. Nessun dramma. Solo ganasce d’acciaio che si chiudono qualche millimetro oltre quanto previsto dai documenti.
Puoi discutere con i programmi di produzione. Non puoi discutere con la viscosità dell’olio e la gravità.
Se la tua valutazione dei rischi non affronta esplicitamente geometrie complesse, un ispettore lo farà—e valuterà quell’omissione di conseguenza.
Ora prendi un pezzo largo due pollici. Le punte delle dita dell’operatore sono naturalmente entro un pollice dall’apertura della matrice durante l’allineamento. Alla velocità di avvicinamento massima, la tua unica protezione è la capacità dell’AOPD di rilevare l’intrusione e comandare l’arresto prima che il punzone si muova più di 14 mm.
Questo presuppone che i tuoi sistemi idraulici rispondano in modo istantaneo e ripetibile.
Sulle presse piegatrici più vecchie, il tempo di risposta delle valvole crea un divario misurabile tra il segnale di arresto e il fermo meccanico. Ho registrato macchine che rispettavano le specifiche a caldo ma le superavano a freddo di diversi millimetri. Questa deriva costringe a una delle due scelte: aumentare la distanza di sicurezza—eliminando la vicinanza—o limitare il punzone a ≤10mm/s per l’intera corsa.
Dieci millimetri al secondo.
A quella velocità, hai eliminato il vantaggio di produttività rispetto ai comandi a due mani. I tempi di ciclo si allungano. Gli operatori diventano impazienti. La direzione inizia a chiedersi perché la pressa laser “più veloce” sembri lenta.
Perché la fisica pone il limite.
Le modalità a velocità sicura esistono per un motivo. Usa la velocità massima per l’avvicinamento con AOPD attivo quando validato. Passa alla velocità sicura quando le mani devono rimanere vicine e la geometria non consente una separazione affidabile durante il muto. Programma. Documenta. Addestra.
Se il tuo dispositivo di sicurezza protegge la macchina in modo più affidabile del corpo dell’operatore, cosa stai realmente ottimizzando?
Esegui piccoli pezzi a velocità massima senza dati di arresto verificati e non stai solo rischiando le dita—stai giocando d’azzardo con una sanzione che specificherà la velocità massima del punzone nero su bianco.
Ecco dove la maggior parte delle officine perde sia sicurezza che produttività: installano l’AOPD e lo dimenticano.
Le lenti laser raccolgono nebbia d’olio. I supporti di montaggio vengono urtati durante i cambi di matrice. I cablaggi si allentano. Il sistema si accende ancora. L’indicatore resta verde. Ma l’allineamento si sposta di un millimetro alla volta.
Gli AOPD moderni con monitoraggio integrato del tempo di arresto rileveranno la deviazione e forzeranno la velocità sicura o bloccheranno la macchina. Gli operatori lo odiano. I supervisori lo odiano ancora di più. Così qualcuno disattiva il monitoraggio “temporaneamente”.”
È “conforme”.”
Fino al giorno in cui la contaminazione causa guasti intermittenti di rilevamento e la macchina passa a ≤10mm/s a ogni altra corsa. La produzione crolla. O peggio, il sistema non rileva una mano durante un avvicinamento ad alta velocità perché la geometria del fascio è uscita dalla tolleranza calibrata.
Ispezione visiva giornaliera. Pulizia settimanale. Verifica documentata trimestrale dei tempi di arresto sotto carico pieno. Revisione annuale della valutazione dei rischi. Non sono incombenze burocratiche; sono ciò che mantiene la 14 mm promessa reale invece che teorica.
Il modo più veloce per perdere sia la protezione che la produttività è presumere che il sensore ti salverà mentre ignori la valvola che non riesce a rispettare le specifiche o la lente che non hai pulito da sei mesi.
Salta quella disciplina, e la prossima persona che calcolerà la tua distanza di arresto indosserà un distintivo e scriverà numeri che iniziano con un simbolo del dollaro.
Non rimani pronto all’ispezione comprando un laser. Rimani pronto all’ispezione costruendo un sistema di controllo che possa dimostrare, su richiesta, che il tuo pistone si fermerà entro 14 mm in condizioni di produzione reali.
È questo il punto che la maggior parte delle officine manca. Trattano l’AOPD come un aggiornamento di produttività e la conformità come un raccoglitore su uno scaffale. Sotto ANSI B11.3, le due cose sono la stessa. Se il tuo sistema di protezione non è affidabile dal punto di vista del controllo, convalidato e documentato prima della prima produzione, non sei conforme — sei solo fortunato. E la fortuna finisce il giorno in cui un ispettore chiede la tua ultima verifica dei tempi di arresto sotto piena tonnellata.
Quindi la domanda non è “Ho un laser?”
È “Posso difendere ogni millimetro di corsa del pistone tra rilevamento e arresto?”
“Affidabilità del controllo” significa che un singolo guasto non può causare la perdita della funzione di sicurezza. Doppio canale. Feedback monitorato. Valvole ridondanti. Rilevamento dei guasti che impone uno stato sicuro. Questo è il linguaggio di ANSI B11.3 e della più ampia famiglia B11.
Una barriera fotoelettrica autonoma collegata a un vecchio circuito a frizione non lo è. Né lo è un laser collegato a una singola valvola a solenoide senza monitoraggio della posizione dello stelo. Se la valvola si blocca e il pistone scivola oltre 14 mm, il tuo sensore ha fatto il suo lavoro. Il tuo sistema idraulico no. E lo standard non assegna voti per l’impegno.
L’integrazione significa che il segnale dell’AOPD alimenta un sistema di controllo con livello di sicurezza certificato che monitora continuamente o a intervalli definiti il tempo di arresto. Significa che le tue valvole idrauliche sono progettate o modificate per la ridondanza e l’autocontrollo. Significa che un guasto impone una velocità sicura o un blocco — non “comunque avvio ciclo”.”
Ed è lì che la maggior parte dei retrofit crolla. Le officine aggiungono un sensore di fascia alta a un’architettura di controllo costruita nel 1992 e la chiamano moderna. È “conforme”.”
Finché un ispettore non traccia il circuito di sicurezza, nota che non c’è monitoraggio della risposta della valvola e chiede come garantisci la distanza di arresto che giustifica il funzionamento a stretta prossimità. È allora che la conversazione si trasforma in una citazione con molte virgole.
Se il tuo dispositivo di sicurezza protegge la macchina in modo più affidabile del corpo dell’operatore, cosa stai realmente ottimizzando?
Non inizi con una citazione. Inizi con una valutazione dei rischi.
Prima che un ordine d’acquisto lasci mai la tua scrivania, documenti: modello della macchina, tonnellaggio, tempo di arresto misurato a caldo e a freddo, altezze degli utensili, geometrie tipiche dei pezzi, spazi di portata dell’operatore, e quali lavori rientrano in quella 14 mm finestra di idoneità. Se la macchina non riesce costantemente a fermarsi entro quella finestra, lo standard è chiaro: non funziona in modo sufficientemente adeguato per essere dotata di AOPD a prossimità ravvicinata.
Non è una preferenza. È una squalifica.
Ed ecco la parte non ovvia: questa valutazione protegge la produzione tanto quanto la sicurezza. Quando mappi quali lavori richiedono modalità ibride — laser più barriera, o laser più velocità sicura — eviti il panico del venerdì pomeriggio in cui qualcuno disattiva un canale perché “il pezzo continua a farlo scattare.” Hai già definito quali 5% di lavori necessitano di protezioni alternative e li hai programmati di conseguenza.
Gli ispettori non si aspettano la perfezione. Si aspettano prove. Una valutazione dei rischi scritta che fa riferimento a ANSI B11.3 clausole, test documentati del tempo di arresto sotto carico, e modalità di protezione definite per famiglia di lavori, dimostra loro che stai gestendo il rischio, non reagendo ad esso.
Spiegagli quel calcolo con calma.
Oppure lascia che lo facciano loro con una calcolatrice e un programma di penalità.
I comandi a due mani hanno insegnato a una generazione a fare un passo indietro dalle ganasce e tenere premuti i pulsanti fino a un quarto di pollice dal fondo. Non è solo un metodo; è memoria muscolare. Quando passi all’operazione a pedale con AOPD a prossimità ravvicinata, stai chiedendo agli operatori di tenere i pezzi vicino all’acciaio in movimento e di fidarsi del tempo di arresto.
La fiducia non viene da un manuale. Viene dalla dimostrazione.
Mostri loro la distanza di arresto misurata. Spieghi cosa 14 mm significa nello spazio fisico — meno dello spessore del loro mignolo. Dimostri le condizioni di guasto: blocchi il raggio, osservi la macchina forzare la velocità sicura. Simuli un guasto della valvola e mostri il blocco. Ora il sistema non è magia; è prevedibile.
E questo prima ancora di considerare le micro‑esitazioni, i colpi mancati sui pulsanti, le posture scomode che rallentano il posizionamento. Quando gli operatori si rendono conto che possono stabilizzare naturalmente i piccoli pezzi, attivare con un pedale, e mantenere la piena velocità di avvicinamento perché il tempo di arresto è stato convalidato, la produttività smette di contrapporsi alla sicurezza.
Ma devi anche addestrare i limiti. Quali lavori richiedono velocità sicura. Quali richiedono il passaggio alla modalità a barriera. Quali richiedono il ritorno al controllo a due mani perché la geometria invalida il rilevamento di prossimità. L’AOPD supera i controlli a due mani dove entrambi sono possibili; non li elimina dalla tua dotazione.
Rendi questo chiaro, o un operatore improvviserà.
E l’improvvisazione è ciò che gli ispettori chiamano “intenzionale”.”
Ecco la prospettiva che voglio che mantenga: la conformità non è una scelta di dispositivo. È una catena di fisica difendibile, collegata all’affidabilità del controllo, documentata prima della produzione, e rinforzata finché riscrive la memoria muscolare.
Quando costruisci il sistema in questo modo, le ganasce d’acciaio non diventano più lente. Diventano prevedibili. E la prevedibilità è ciò che ti permette di lavorare alla massima velocità senza scommettere su dita o multe.
Ora guarda il tuo freno più vecchio e poniti una domanda difficile: può davvero fermarsi all’interno 14 mm—a freddo, carico e verificato—oppure stai progettando una strategia di sicurezza attorno a una macchina che non è mai stata idonea sin dall’inizio?


















