

Ich habe gesehen, wie ein erfahrener Bediener einen $400-Stempel zerstörte, weil er die Berechnung der Biegezugabe am Steuergerät erneut durchführte, nachdem das erste Teil um 1,5 Grad zu offen herauskam. Er stellte die Y-Tiefe nach Gefühl ein, startete den Zyklus, und das Material schlug härter auf als das vorherige Blech. Ausschussteil. Beschädigtes Werkzeug. Zehn Minuten Schweigen.
Er war nicht unachtsam. Er war allein.
So sieht “Programmieren am Pedal” wirklich aus, wenn der Schrottbehälter 15% erreicht.
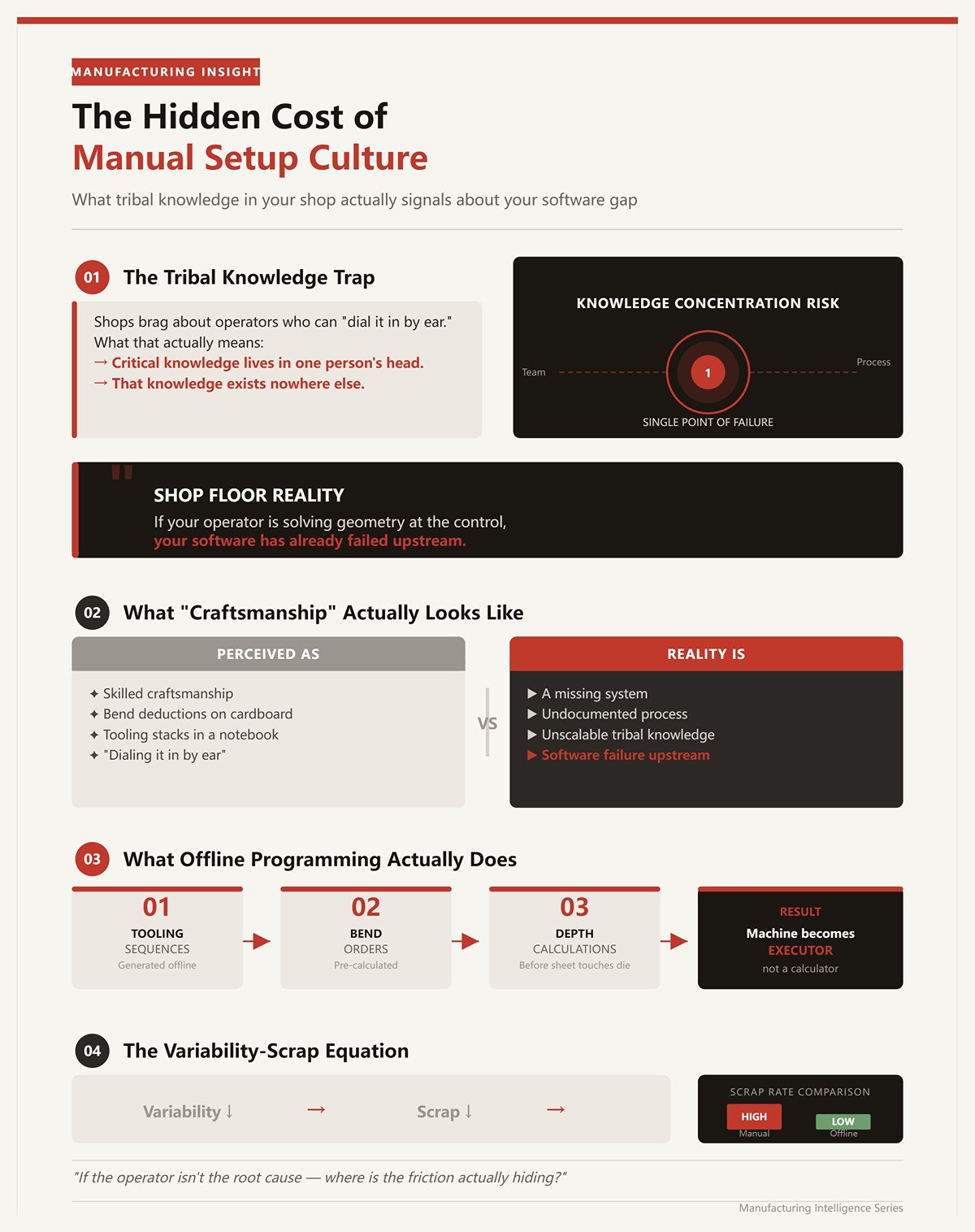
Ich habe Werkstätten gesehen, die sich damit rühmen, dass Bediener “es nach Gehör einstellen können”. Was das normalerweise bedeutet, ist, dass das Stammeswissen im Kopf einer einzigen Person lebt und sonst nirgendwo.
Wenn Ihr bester Abkantpressen-Bediener Biegeabzüge auf Pappe schreibt und Werkzeugstapel in einem Notizbuch aufbewahrt, ist das kein Handwerk – es ist ein fehlendes System.
Realität auf dem Werkstattboden: Wenn Ihr Bediener Geometrie am Steuergerät löst, hat Ihre Software bereits im Vorfeld versagt.
Offline-Programmierung geht nicht um hübsche 3D-Teile. Es geht darum, menschliches Gedächtnis aus dem kritischen Pfad zu entfernen. Wenn Werkzeugfolgen, Biegenreihenfolgen und Tiefenberechnungen erstellt werden, bevor das Blech jemals die Matrize berührt, wird die Maschine zu einem Ausführer, nicht zu einem Rechner. Ausschuss sinkt, weil die Variabilität sinkt.
Wenn der Bediener also nicht die Ursache ist, wo versteckt sich die Reibung tatsächlich?
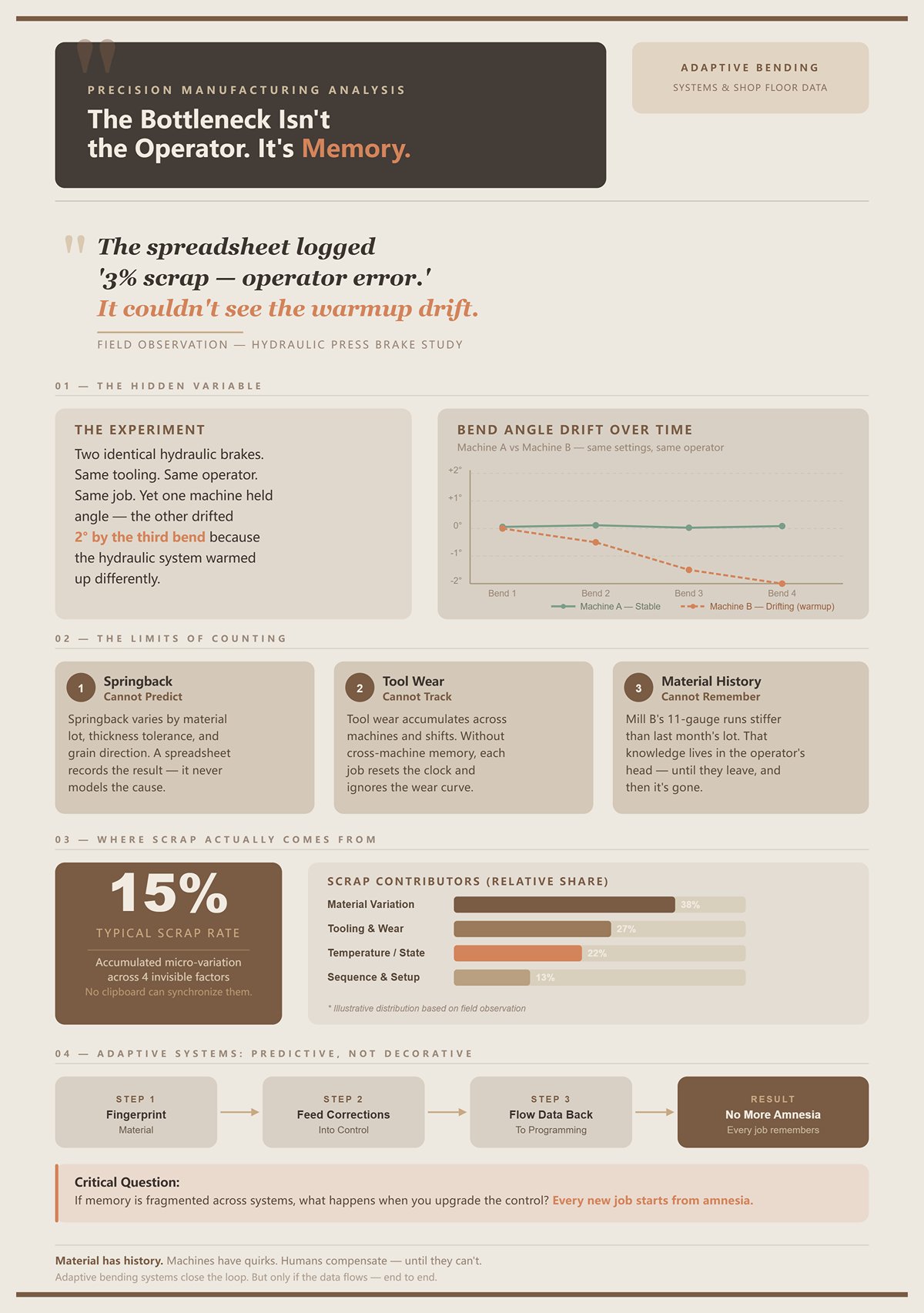
Ich habe einmal zwei identische hydraulische Abkantpressen für denselben Auftrag, mit demselben Werkzeug und demselben Bediener betrieben. Eine hielt den Winkel. Die andere driftete um zwei Grad bis zur dritten Biegung, weil sich das Hydrauliksystem unterschiedlich erwärmte.
Die Tabelle hat das nicht erfasst. Sie vermerkte nur “3% Ausschuss — Bedienerfehler”.”
Tabellenkalkulationen sind gut, um Schäden zu zählen. Sie können jedoch keine Rückfederung vorhersagen, den Werkzeugverschleiß über mehrere Maschinen hinweg verfolgen oder sich merken, dass diese Charge 11-Gauge von Werk B steifer läuft als die des letzten Monats.
Material hat eine Geschichte. Maschinen haben Eigenheiten. Menschen kompensieren, bis sie es nicht mehr können.
Realität auf dem Werkstattboden: Eine 15%-Ausschussquote ist meist angesammelte Mikro-Variation – Material, Werkzeug, Temperatur, Reihenfolge – von denen keine mit einem Klemmbrett synchronisiert werden kann.
Moderne adaptive Biegesysteme reduzieren Ausschuss, weil sie Material „fingerabdrücken“ und Korrekturen zurück ins Steuergerät einspeisen. Das ist vorausschauend, nicht dekorativ. Aber solange diese Daten nicht zurück in Ihre Programmierumgebung fließen, beginnt jeder neue Auftrag mit Amnesie.
Wenn das Gedächtnis fragmentiert ist, was passiert, wenn Sie das Steuergerät aufrüsten?

Ich erinnere mich an das erste Mal, als wir einen müden Hinteranschlag durch eine neue CNC-Steuerung ersetzt haben. Touchscreen. Werkzeugbibliothek. Eingebauter Winkelrechner. Die Bediener liebten es.
Ausschuss sank – von 15% auf vielleicht 12%.
Dann stagnierte es.
Die Steuerung speicherte Programme, ja. Aber sie standardisierte nicht das Werkzeug über alle Abkantpressen hinweg. Sie erzwang keine konsistenten Abläufe. Sie kommunizierte nicht mit der älteren Hydraulik in der Ecke, die immer noch die Hälfte unseres Volumens produzierte. Jede Maschine wurde zu einer eigenen Insel – mit besserer Beleuchtung.
Das ist die Illusion: Schnellere Einrichtung an einer Abkantpresse fühlt sich wie eine Systemverbesserung an.
Realität auf dem Werkstattboden: Eine intelligentere Insel ist immer noch eine Insel.
Einfache CNC-Upgrades verbessern den Speicher der Maschine. Sie tun nichts für eine gemeinsame Sprache zwischen Maschinen, Werkzeugdatenbanken und Programmierlogik. Solange Ihre Hydraulik und Elektrik nicht dieselben Werkzeug- und Materialdaten sprechen, wird Ihre Ausschussrate Teil für Teil am Pedal ausgehandelt.
Und wenn die eigentliche Krankheit die Isolation zwischen Maschinen ist – was genau heilen diese glänzenden 3D-Simulationen?
Ich sah zu, wie ein Verkäufer ein makelloses 3D-Teil auf einem 70-Zoll-Monitor drehte, während mein leitender Bediener mit einem gesprungenen Schwanenhals-Stempel in der Hand danebenstand. Das Modell zeigte jeden Biegeschritt in glänzendem Blau. Keine Kollisionen. Keine Warnungen. Nur perfektes, vorgespieltes Metall, das sich in Zeitlupe faltete.
Wir fertigten dasselbe Teil an diesem Nachmittag auf unserer älteren Hydraulik. Beim dritten Biegeschritt fuhr der Stößel herunter, und der Rückflansch streifte den Hinteranschlagfinger, weil der tatsächliche Stempel im Regal einen etwas längeren Schaft hatte als das Bibliotheksmodell. Die Software kannte “Schwanenhals”. Sie kannte nicht den, den wir letzten Dienstag gebrochen und durch eine andere Marke ersetzt hatten.
Die Animation log nicht. Sie war unvollständig.
Das ist die Trennung, die niemand zugeben will. Es gibt Simulationen, die berechnen, und Simulationen, die dekorieren. Das rotierende 3D-Modell? Das ist Präsentation. Die zugrunde liegende Kollisions-Engine – wenn sie auf echten Werkzeugprofilen und echten Maschinenhüllen basiert – ist etwas völlig anderes. Wenn Werkstätten beides verwechseln, glauben sie, dass der Kauf hübscherer Grafiken die Isolation zwischen Werkzeugen, Programmierung und Maschinen behebt. Tut er nicht.
Wenn intelligentere Steuerungen intelligentere Inseln schaffen, erzeugt auffälliges 3D oft hübschere Inseln.
Ich habe einmal eine tiefe vierseitige Box mit zwei inneren Umschlägen programmiert. Sah flach einfach aus. Erster Versuch in der Realität? Der endgültige Rückflansch hatte keinen Platz; der Stempelblock kollidierte mit der bereits geformten Wand. Wir erfuhren das bei 90 Tonnen, mitten im Zyklus.
Eine richtige Kollisions-Engine hätte das erkannt, bevor überhaupt ein Blech geschnitten wurde.
Nicht die Cartoon-Version. Die echte. Die Art, die das exakte Stempelprofil – Radius, Schulterbreite, Schaftlänge – extrudiert und es durch jeden Biegeschritt gegen die tatsächliche Maschinengometrie führt. Fortgeschrittene Systeme verwenden Bounding Volume Hierarchies (BVH), um Kollisionen effizient zu prüfen, was bedeutet, dass sie nicht nur entfalten und wieder falten; sie simulieren jede inkrementelle Bewegung des Werkzeugs im Raum.
In kontrollierten Testumgebungen haben Forscher gezeigt, dass ein kleiner, aber kritischer Prozentsatz komplexer Teile – etwa 5% in einem großen Datensatz von Hunderten realistischer Geometrien – keinen machbaren letzten Biegeschritt hatten, aufgrund unvermeidbarer Werkzeugkollisionen. Das Flachmuster sah gut aus. Einfaches Entfalten sagte “herstellbar”. Nur vollständige 3D-werkzeugbewusste Kollisionsprüfung deckte die Sackgasse auf.
Diese Funktion amortisiert sich bereits beim ersten Mal, wenn Sie vermeiden, 200 Rohlinge per Laser zu schneiden, die physisch nicht geformt werden können.
Realität auf dem Werkstattboden: Die Kollisionserkennung, die mit echten Werkzeugdaten verknüpft ist, verhindert Zusammenstöße; ein rotierendes schattiertes Modell tut das nicht.
Aber hier ist der Haken: Kollisionsvermeidung funktioniert nur, wenn Ihre Werkzeugdatenbank mit Ihrem Werkzeugbestand übereinstimmt. Wenn die Software denkt, dass Ihre Stempelschulter 0,590 misst und die in der Maschine 0,630 misst, ist Ihr “digitaler Zwilling” nur vorgetäuschtes Metall mit besserer Beleuchtung. Die Frage wird also weniger “Sieht es realistisch aus?” und mehr “Wird es mit derselben Werkzeugsprache gespeist, die jede Abkantpresse versteht?”
Und Kollision ist nur die halbe Schlacht. Was ist mit dem Biegewinkel selbst?
Ich hatte eine Charge 11-Gauge, die konstant 1,5 Grad offen herauskam. Gleiches Programm. Gleiches Werkzeug. Gleicher Bediener. Unterschiedliche Schmelzcharge.
Statische Geometrie weiß das nicht.
Ein flaches CAD-Modell geht von idealer plastischer Verformung aus—biegen auf 90, erhalten 90. Echter Stahl hat Streckgrenze, Zugfestigkeit, Kornrichtung und Dickenvariationen. Federeffekt ist das elastische Zurückfedern des Materials nach Entlastung, und er verschiebt Ihren Endwinkel basierend auf diesen Eigenschaften.
Seriöse Offline-Software zeichnet nicht nur den Bogen; sie berechnet den Überbiegewinkel basierend auf Materialmodellen. Geben Sie ihr die Streckgrenze aus einem Werkszertifikat, die Dicke aus einer tatsächlichen Messung, den Innenradius in Verbindung mit Ihrer Matrizenöffnung, und sie schätzt, wie weit über 90 Sie gehen müssen, um nach der Entlastung bei 90 zu landen.
Manche Werkstätten kombinieren das mit Echtzeitwinkelmessung—Laser oder mechanische Sensoren, die nahe dem unteren Totpunkt pausieren und den Endhub korrigieren. Leistungsstark. Aber diese Sensoren brauchen Reinigung, Kalibrierung und stabile Referenzpunkte. In einer schmutzigen Werkstatt driften sie. Wenn sie driften, verstärken sie den Fehler statt ihn zu korrigieren.
Das bedeutet, dass das robusteste System eines ist, bei dem gemessene Korrekturen zurück in die Offline-Datenbank gespeist werden. Wenn diese Schmelzcharge von 11-Gauge 1,5 Grad offen läuft, sollte das nächste Programm für dieses Material nicht bei null anfangen.
Aber solange diese Daten nicht zurück in Ihre Programmierumgebung fließen, beginnt jeder neue Auftrag mit Amnesie.
Hübsche 3D-Grafiken verwalten diesen Kreislauf nicht. Materialbewusste Algorithmen, die mit gemeinsamen Datenbanken verknüpft sind, tun es. Und das ist nur relevant, wenn jede Abkantpresse—hydraulischer Dinosaurier und glänzende Servo-Elektro—vom selben Spielbuch liest.
Also, was bricht, wenn die Eingaben nicht diszipliniert sind?
| Abschnitt | Inhalt |
|---|---|
| Praxisproblem | Eine Charge 11-Gauge kam konstant 1,5 Grad offen heraus, trotz Verwendung desselben Programms, Werkzeugs und Bedieners—nur die Schmelzcharge war unterschiedlich. |
| Grenzen der statischen Geometrie | Ein flaches CAD-Modell geht von idealer plastischer Verformung aus—biegen auf 90°, erhalten 90°. Es berücksichtigt keine Variationen in Streckgrenze, Zugfestigkeit, Kornrichtung oder Dicke. |
| Was den Federeffekt verursacht | Federeffekt tritt auf, wenn das Material nach Entlastung elastisch zurückfedert und den endgültigen Biegewinkel basierend auf den Materialeigenschaften verschiebt. |
| Rolle von Offline-Software | Fortschrittliche Software berechnet den erforderlichen Überbiegewinkel mithilfe von Materialmodellen, anstatt nur die Biegungen zu zeichnen. |
| Erforderliche Eingaben für Genauigkeit | Streckgrenze (aus dem Werkszeugnis), tatsächliche Dickenmessungen und der Innenradius, der mit der Matrizenöffnung verbunden ist, werden verwendet, um den notwendigen Überbiegewinkel zu schätzen. |
| Winkelmessung in Echtzeit | Einige Werkstätten verwenden Laser oder mechanische Sensoren, um Winkel in der Nähe des unteren Totpunkts zu messen und den Endhub automatisch zu korrigieren. |
| Risiken von Sensorsystemen | Sensoren erfordern Reinigung, Kalibrierung und stabile Referenzpunkte. In schmutzigen Umgebungen kann Drift auftreten, wodurch Fehler verstärkt statt korrigiert werden. |
| Robustester Ansatz | Gemessene Korrekturen sollten in die Offline-Datenbank zurückgeführt werden, damit zukünftige Programme das bekannte Materialverhalten berücksichtigen (z. B. 1,5° offen für eine bestimmte Schmelzcharge). |
| Problem des Datenflusses | Ohne Rückmeldung in die Programmierumgebung beginnt jeder neue Auftrag ohne historische Korrekturdaten. |
| Grafik vs. Intelligenz | 3D-Grafiken allein steuern keine Korrekturschleifen; materialbewusste Algorithmen, die mit gemeinsamen Datenbanken verbunden sind, tun dies. |
| Systemweite Konsistenz | Alle Abkantpressen – hydraulisch oder servo-elektrisch – müssen auf dasselbe gemeinsame Datensystem zugreifen, um Konsistenz zu gewährleisten. |
| Abschließende Frage | Was fällt aus, wenn Material- und Prozesseingaben nicht richtig kontrolliert werden? |
Wir haben einmal einer schönen Simulation auf einem großen Paneel mit fünf aufeinanderfolgenden Biegungen vertraut. Die Software hat jeden Schritt freigegeben. Keine Warnsignale. Die Einrichtung sah narrensicher aus.
Der erste Teil lief sauber. Zweiter Teil? Der Winkel driftete, weil sich das Hydrauliköl erwärmte. Beim vierten Teil bedeutete der kumulative Fehler, dass der letzte Flansch sein Ziel um zwei Grad verfehlte und der simulierte Abstand in der realen Welt verschwand. Was im Modell “sicher” war, wurde zu einem leichten Kontakt im Stahl.
Das Modell ging von statischem Maschinenverhalten aus. Die Maschine war lebendig.
Simulations-Engines sind deterministisch. Sie gehen davon aus, dass sich der Maschinenrahmen innerhalb definierter Parameter verformt, der Hinteranschlag innerhalb der Toleranz wiederholt, das Werkzeug perfekt sitzt und das Material der Datenbank entspricht. Bricht man auch nur eine dieser Annahmen – abgenutzte Matrizen-Schultern, ausgetauschte Stempelmarken, nicht kalibrierte Bombierung – driftet die virtuelle Welt von der physischen ab.
Dann wird 3D zu einer Maschine falscher Sicherheit. Der Bediener vertraut dem grünen Haken und hört auf, die Einrichtung zu hinterfragen. Ausschuss entsteht nicht aus Unwissenheit; er entsteht aus fehlgeleiteter Gewissheit.
Realität auf dem Werkstattboden: Wenn Ihr Bediener die Geometrie am Steuer löst, hat Ihre Software bereits im Vorfeld versagt – aber wenn Ihre Simulation echtes Werkzeug, Materialrückmeldung und Maschinenvariabilität ignoriert, versagt sie ebenso still.
Ironischerweise hat High-End-Simulation absolut ihren Platz. Maschinenbauer nutzen sie, um völlig neue Biegekonzepte zu validieren, bevor überhaupt Stahl geschnitten wird. Das ist Innovationsarbeit – die Maschine selbst zu entwerfen. In der Werkstatt erfinden wir keine Physik. Wir versuchen, sie konsistent zu wiederholen, über ungleiche Pressen hinweg, die kaum miteinander kommunizieren.
Die eigentliche Frage ist also nicht, ob 3D-Simulation funktioniert.
Sondern ob Ihre Simulation eng genug mit Werkzeugautomatisierung und gemeinsamen Maschinendaten verbunden ist, um aufzuhören, Metall vorzutäuschen – und stattdessen wie ein Übersetzer zu agieren, den jede Presse im Gebäude versteht.
Dritte Schicht. Zwei Bediener. Ein Eilauftrag mit acht Biegungen. Der Programmierer hatte ihn bereits am Steuer “fertiggestellt” – Biegenreihenfolge optimiert, Kollisionen geklärt, Winkel berechnet. Sah auf dem Bildschirm sauber aus.
Fünfundvierzig Minuten später hatte die Maschine immer noch kein gutes Teil gefertigt.
Warum? Weil das Programm die Biegenreihenfolge kannte. Es kannte nicht die Maschine.
Der Bediener suchte im Regal nach einem 30-Grad-Stempel, der dem virtuellen entsprach, teilte eine 10-Fuß-Matrize in gestufte Segmente, weil das Steuer nicht für die Werkzeuglänge geplant hatte, und schrieb dann die Hinteranschlagspositionen um, nachdem er festgestellt hatte, dass die physischen Finger mit einem zuvor geformten Flansch kollidieren würden. Die Simulation lag in Bezug auf die Geometrie richtig. Sie schwieg zur Realität der Einrichtung.
Das ist die Lücke, in der dieser Abschnitt lebt.
Eine Biegenreihenfolge beantwortet eine Frage: In welcher Reihenfolge verforme ich dieses Flachmuster, damit es nicht mit sich selbst kollidiert?
Eine Maschine zu programmieren beantwortet eine andere: Mit welchem genauen Stempel- und Matrizen-Segmenten, in welcher physischen Reihenfolge entlang des Betts, mit welchen Spannzonen, Bombierwerten und Anschlagfreiräumen, sodass ein Bediener die Werkzeuge einmal laden und Teile ohne Nachdenken fertigen kann?
Das sind nicht dieselben Aufgaben.
Ich habe gesehen, wie Software eine “perfekte” Acht-Schritt-Sequenz ausgab, die fünf vollständige Werkzeugwechsel erforderte, weil sie für Kollision optimierte, nicht für gemeinsames Werkzeug über die Biegungen hinweg. Auf dem Papier effizient. Auf dem Boden Stillstand.
Dedizierte Offline-Systeme, die ihren Preis wert sind, behandeln Werkzeuge als begrenzte Ressource. Sie bewerten Biegenreihenfolge und Werkzeugauswahl gemeinsam, suchen nach Sequenzen, die Umrüstungen minimieren, Matrizenöffnungen wiederverwenden und die tatsächlichen segmentierten Längen in Ihrer Bibliothek berücksichtigen. Das ist kombinatorische Logik, nicht nur Grafik.
Wenn diese Logik funktioniert, sinkt die Rüstzeit drastisch. Viele Werkstätten berichten von einer Reduzierung der Rüstzeit um etwa 50% nach der Verlagerung der Programmierung ins Offline – nicht weil sich die Biegungen geändert haben, sondern weil der Werkzeugplan festgelegt wurde, bevor der Bediener einen Schraubenschlüssel in die Hand nahm. Die Abkantpresse läuft weiter, während die Programmierung woanders stattfindet.
Verpasst man diesen Unterschied, steht man am Ende mit einem Million-Dollar-Bremsgerät und einem Gabelschlüssel in der Hand daneben.
Ich hatte einmal eine hydraulische Abkantpresse aus den frühen 2000ern neben einer neuen servo-elektrischen stehen. Zwei verschiedene Steuerungen. Zwei verschiedene OEM-Software-Ökosysteme. Beide behaupteten “automatische Werkzeugwahl”.”
Jede verstand nur wirklich ihren eigenen Dialekt.
OEM-gebundene Systeme sind wie proprietäre Schnellspannvorrichtungen: innerhalb ihrer eigenen Welt elegant, überall sonst umständlich. Ihre Werkzeugbibliotheken sind standardmäßig auf die Stempel, Radien und Sicherheitszonen des Herstellers eingestellt. Versuchen Sie, eine gemeinsame Datenbank über Marken hinweg aufzubauen, und Sie exportieren, formatieren neu oder – schlimmer – tippen alles erneut.
Eine neutrale CAD/CAM-Plattform, die mehrere Marken unterstützt, kehrt die Struktur um. Eine zentrale Werkzeugbibliothek. Eine Materialdatenbank. Postprozessoren übersetzen diese gemeinsame Absicht in die jeweilige Sprache der Steuerung.
Betrachten Sie es als einen werkstattweiten Übersetzer. Die Geometrie und die Werkzeugstrategie leben an einem Ort; die Ausgabe passt sich je nach Maschine an.
Ohne diese Neutralität wird jede Abkantpresse zu einer Insel mit eigenem Gedächtnis. Ändern Sie eine Stempel-Schulterdimension in einem System, und die anderen glauben weiterhin die alte Zahl. So schleicht sich “Scheinmetall” wieder ein.
Das Risiko ist natürlich „Kompatibilitätstheater“ – Software, die angeblich Mehrmarkenunterstützung bietet, aber nur mit wenigen tief integriert ist. Wenn Ihre alte Hydraulik keine hochgeladenen Programme akzeptieren kann oder keine Kommunikationsanschlüsse hat, kann keine Neutralität das beheben. Das bedeutet, dass die Softwareauswahl mit einer Hardwareprüfung beginnen muss, nicht mit einem Demo-Video.
Und das wirft die unangenehme Frage auf: Wie automatisch ist “automatisch” wirklich?
Ich habe Auto-Tooling-Module getestet, die stolz einen vollständigen Werkzeugstapel in Sekunden generierten. Beeindruckend – bis wir ein nicht standardmäßiges Teil mit gemischten Flanschenhöhen und begrenztem Matrizenbestand liefen.
Der erste Durchgang erforderte drei manuelle Eingriffe: Wechsel zu einem schmaleren Stempel, um einen Rückflansch freizumachen, Erzwingen einer gemeinsamen Matrizenöffnung zur Reduzierung von Umrüstungen und Umstellen von Segmenten, weil die Software von Voll-Längen-Werkzeugen ausging, die wir nicht besaßen.
Auto-Tooling reduziert Eingriffe. Es eliminiert sie nicht.
Praktisch gesehen können einfache Teile – einfache Boxen, konsistentes Material, vollständige Werkzeugbibliothek – vom CAD bis zur Maschinendatei ohne Eingriffe laufen. Komplexe Geometrien oder unvollständige Bibliotheken legen die Schwachstellen offen. Die besseren Systeme scheitern elegant: Sie markieren Konflikte bei Einschränkungen, zeigen, warum ein Werkzeug gewählt wurde, und lassen Sie mit nachvollziehbarer Logik überschreiben, die zurück in die Datenbank fließt.
Schwache Systeme geben einfach eine Sequenz aus und überlassen es dem Bediener, die Geometrie an der Steuerung zu lösen.
Realität auf dem Werkstattboden: Wenn Ihr Bediener Geometrie am Steuergerät löst, hat Ihre Software bereits im Vorfeld versagt.
Die eigentliche Kennzahl ist nicht “Wird es automatisch generiert?”, sondern “Wie viele Entscheidungen werden nach der Generierung immer noch mit einem Schraubenschlüssel statt mit einer Maus getroffen?”
Wenn die Antwort “einige, und sie werden zurück in die gemeinsame Bibliothek gespeichert” lautet, bauen Sie eine gemeinsame Sprache auf. Wenn die Antwort “kommt auf die Maschine an” lautet, sind Sie wieder bei Dialekten.
Und Dialekte sind handhabbar – bis Ihre Flotte drei Generationen von Hydraulik- und Elektromaschinen umfasst, die überhaupt nicht von Natur aus miteinander sprechen.
Ich habe eine hydraulische Bremse von 1998, die gerade genug Öl verliert, um die Werkstatt zu parfümieren, und eine brandneue Servo-Elektrik, die einen Timing-Fehler auswirft, wenn man sie schief anschaut. Dasselbe Teil. Auf dem Papier dasselbe Werkzeug. Zwei völlig unterschiedliche Persönlichkeiten, wenn man den Zyklusstart drückt.
Bei der Hydraulik wird die Synchronisation des Stößels durch Ölfluss über Proportionalventile gesteuert. Sie driftet langsam; man kompensiert mit Bombierung und Druckanpassungen. Bei der Servo erfolgt die Synchronisation über Encoder – Kugelgewindespindeln, Servomotoren, Positionsregelkreise. Sie ist präzise, bis eine lose Kupplung oder eine thermische Überlast die Achsen aus dem Gleichlauf bringt und die Steuerung ein Ritual verlangt: Strom aus, Strom an, Joggen, Vierteldrehung an einem Feinjustierknopf, auf das richtige Blinken der Anzeige warten.
Wenn man also fragt: “Welches Automatisierungsniveau ist in einer gemischten Werkstatt realistisch?”, lautet die ehrliche Antwort: Man kann Geometrie und Werkzeugstrategie über Maschinen hinweg automatisieren. Man kann jedoch nicht die physikalischen und steuerungstechnischen Unterschiede zwischen hydraulischer Druckregelung und servo-gesteuerter Positionsregelung wegautomatisieren.
Das ist die Lücke, die Software überbrücken muss.
Solange deine hydraulische Bremse von 1998 und deine brandneue Servo nicht denselben Werkzeugkopf teilen, hast du kein System – du hast Inseln.
Ich habe gesehen, wie eine Servo-Elektrik ungleichmäßige Biegewinkel über eine 6-Fuß-Flansch warf, weil eine Kugelgewindespindel um ein paar Tausendstel hinterherhinkte. Die Simulation hatte perfekte Parallelität gezeigt. Der Postprozessor hatte hydrauliktypische Druckausgleichslogik angenommen – beide Seiten “teilen” die Last durch Öl von selbst.
Servos “teilen” von selbst gar nichts. Sie folgen Positionsbefehlen. Wenn die Rückkopplung einer Seite nicht stimmt, wird sie fröhlich mit chirurgischer Präzision schief biegen.
Hydrauliken, besonders schwere Hochtonnage-Einheiten, dominieren weiterhin dicke Bleche, weil sie über den gesamten Hub eine konstante Kraft liefern. Elektrische Servos glänzen bei Wiederholgenauigkeit und Energieeffizienz bei dünneren Materialien. Hybride kombinieren beides, behalten manchmal mechanische Kupplungen oder Schwungräder für Spitzenleistung, weil reine Servos Schwierigkeiten mit gleichmäßiger Beschleunigung bei hoher Tonnage haben.
Verschiedene Maschinen lösen Kraft und Bewegung auf unterschiedliche Weise.
Aber die meisten Offline-Softwares abstrahieren sie in dasselbe Biegemodell: Zielwinkel, Materialfaktor, Hinteranschlagposition, Stößeltiefe.
Diese Abstraktion ist nützlich – bis sie die Steuerungsannahmen verdeckt.
Wenn dein Postprozessor identische tiefenbasierte Befehle an eine Hydraulik sendet, die in Druck denkt, und an eine Servo, die in Position denkt, vertraust du darauf, dass zwei unterschiedliche Rückkopplungsphilosophien denselben Winkel erreichen. Manchmal tun sie das. Manchmal bist du 5 Grad offen und streitest darüber, wer die Bombierung verstellt hat.
Realität auf dem Werkstattboden: Automatisierung scheitert an der Nahtstelle, an der Software annimmt, dass Physik universell ist.
Also, was weiß deine Software tatsächlich über die Maschine, an die sie postet – Steuerungstyp, Kompensationsmethode, Synchronisationsverhalten – oder spuckt sie einfach Zahlen aus und hofft, dass die Steuerung es herausfindet?
Ich habe einmal den Schulterradius eines Stempels in unserer Hauptbibliothek geändert, nachdem wir ihn bei einem Eilauftrag beschädigt hatten. Habe ihn im Offline-System aktualisiert. Vergessen, dass die OEM-Steuerung der älteren Bremse ihre eigene lokale Kopie hatte.
In der nächsten Woche lief dasselbe Teil auf der alten Hydraulik. Der Bediener vertraute der Bibliothek der Steuerung. Kollision.
Nicht, weil die Geometrie falsch war. Sondern weil zwei Datenbanken sich bei einem Detail von 0,5 mm uneinig waren.
Wenn Sie Marken und Generationen mischen, mischen Sie tatsächlich Modelle der Datenhoheit. Ältere Hydraulikanlagen speichern Werkzeuge oft lokal im Controller mit begrenzter Importfähigkeit. Neuere elektrische Anlagen erwarten vernetzte Bibliotheken, manchmal cloud-synchronisiert. OEM-Ökosysteme bevorzugen ihre eigenen Kataloge. Drittsysteme versprechen Neutralität.
Die Frage ist nicht “Kann ich eine zentrale Werkzeugbibliothek erstellen?”
Sie lautet: “Welches System ist die Autorität – und welche konsumieren nur Übersetzungen?”
Wenn die Servosteuerung automatisch Werkzeughöhen-Offsets anpasst, aber die Hydraulik auf manuelle Unterlegscheiben-Eingaben angewiesen ist, muss Ihre zentrale Datenbank nicht nur Geometrie, sondern auch maschinenspezifische Offset-Logik speichern. Andernfalls wird derselbe Stempel zu zwei unterschiedlichen physischen Realitäten, je nachdem, wo er montiert ist.
Deshalb ist neutrale CAD/CAM wichtig – aber Neutralität ohne Durchsetzung ist Theater. Wenn Bediener Werkzeuge an der Steuerung bearbeiten können, ohne Änderungen zurück ins System zu übertragen, sind Sie wieder bei Speicherfragmentierung.
Aber solange diese Daten nicht zurück in Ihre Programmierumgebung fließen, beginnt jeder neue Auftrag mit Amnesie.
Und Amnesie ist teuer.
Selbst wenn Sie die Datenhoheit auf dem Papier lösen, wie viel vom Verhalten der Maschine können Sie tatsächlich sehen und standardisieren – besonders bei älteren Maschinen?
Wir haben an einer alten Hydraulik Längenmesssysteme angebracht, um die Wiederholgenauigkeit zu verbessern. Winkelmessung am Stößel hinzugefügt. In das Offline-System eingebunden, damit tatsächliche Biegeresultate die Rückfederungsfaktoren beeinflussen konnten.
Es hat geholfen. Ausschuss sank bei Wiederholaufträgen, weil wir nicht jedes Mal die Materialkorrektur erraten mussten.
Aber Folgendes konnten wir nicht sehen: interne Ventilreaktionsverzögerung, Öltemperaturvariabilität über Schichten hinweg, Mikroschleiß in mechanischen Verbindungen. Der Servo daneben meldet Motordrehmoment, Achslast, Positionsfehler in Echtzeit. Die Hydraulik liefert Druck und Tiefe – und eine Menge fundierter Vermutungen.
Selbst nachgerüstet hat die ältere Maschine “dunkle Zonen” in ihrem Verhalten.
Und ein Teil dieser Dunkelheit ist strukturell. Frühe Servo-Upgrades in schweren Pressen behielten mechanische Kupplungen für Spitzenkraft, weil Motoren allein die Dynamik nicht reibungslos bewältigen konnten. Dieses mechanische Eingreifen ist oft nicht mit derselben Genauigkeit instrumentiert wie moderne Servo-Regelkreise. Sie können die Ausgangsposition messen. Sie können nicht immer die transiente mechanische Nachgiebigkeit im Inneren sehen.
Was ist also realistisch automatisierbar?
Sie können Werkzeugbibliotheken standardisieren. Sie können Biegefolgen und Ablaufsteuerung vereinheitlichen. Sie können konsistente Programme auf Maschinen übertragen. Sie können Winkelrückmeldungen erfassen, wo Sensoren vorhanden sind.
Sie können Maschinencharakter nicht vollständig angleichen, ohne sie neu zu gestalten.
Realität auf dem Werkstattboden: Legacy-Hydrauliken zum “Sprechen” zu bringen bedeutet nicht, sie wie Servos denken zu lassen – es bedeutet, Software zu entwickeln, die intelligent genug ist, zwischen druckgetriebener Kraft und encodergetriebener Präzision zu übersetzen.
Und sobald Sie sie dieselbe Werkzeugsprache sprechen lassen, geht es nicht mehr um Kompatibilität.
Es geht um Sichtbarkeit.
Optimieren Sie zuerst die Biegungen und überwachen dann die Leistung – oder benötigen Sie Echtzeit-Feedback, bevor jede Optimierung überhaupt etwas bringt?
Ich habe einmal zugesehen, wie eine $180.000 elektrische Bremse 27 Minuten lang stillstand, weil eine Klemme nicht dort war, wo das Programm sie vorgesehen hatte. Der Bildschirm zeigte grüne Lichter. Das Dashboard meldete später “kleine Unterbrechung”. Der Auftrag wurde trotzdem zu spät ausgeliefert.
Also brauchen Sie Echtzeit-Feedback über jede Maschine, bevor Automatisierung tatsächlich funktioniert?
Nein.
Aber wenn Sie nicht sehen können, was Ihre Maschinen Minute für Minute tun, raten Sie nur, wo Ihr Engpass wirklich liegt.
Das ist der Wendepunkt. Offline-Programmierung zwingt alte Hydraulikanlagen und moderne Elektromaschinen, dieselbe Werkzeug-Sprache zu sprechen. Monitoring zeigt Ihnen, ob sie tatsächlich das Gespräch führen – oder nur höflich nicken, während sie Zeit verlieren bei Einrichtung, Anpassung und Mikro-Stillständen. Das eine ist der Übersetzer. Das andere ist der Gerichtsreporter. Ohne das Protokoll wissen Sie nicht, wer gelogen hat.
Und ohne diese Sichtbarkeit ist ROI ein Märchen zum Einschlafen.
Ich habe Winkelsensoren an eine ältere Hydraulik geschraubt, in der Hoffnung, endlich das Rätselraten beim Rückfederungseffekt zu beenden. Zwei Wochen später drifteten die Messwerte, weil niemand die Linsen gereinigt hatte, und das “selbstkorrigierende” System jagte plötzlich Schmutz statt Stahl.
Echtzeit bedeutet nicht zuverlässig.
Es gibt einen Unterschied zwischen dem Verhindern der nächsten schlechten Biegung und dem Dokumentieren der letzten. Hochfrequente SPS-Datenströme können Stillstand nach Alarmcode, Zyklusunterbrechung, Achsfehler kategorisieren – wunderschöne Granularität. Aber wenn Ihr Team drei Monate braucht, um das Dashboard zu verstehen, haben Sie gerade eine weitere Maschine installiert, die beaufsichtigt werden muss.
Realität auf dem Werkstattboden: Eine Monitoring-Schicht, die ihre eigene Wartung erfordert, wird zu einer weiteren Quelle für Stillstand.
Nachlauf-Berichte sagen Ihnen, was passiert ist. Echtzeit-Feeds können es Ihnen sagen, während es passiert – aber sie hinken dennoch um einige Millisekunden, manchmal um einige Sekunden hinterher, und sie überschreiben keine schlechte Biegesequenz, die bereits in die Steuerung geladen wurde. Monitoring behebt keine Geometrie. Es deckt Reibung auf.
Was die Frage aufwirft: Was versuchen Sie eigentlich zuerst zu beheben – Ausschuss oder Zeit?
Ich habe einmal geschworen, unser durchschnittlicher Aufbau dauere “etwa 20 Minuten”. Wir haben es schließlich richtig verfolgt – die Uhr startete beim ersten Werkzeug aus dem Regal, stoppte beim ersten guten Teil – und die tatsächliche Zahl war 38.
Das ist die Zahl, die zählt.
Wenn Offline-Software Werkzeugsequenzen automatisiert, Klemmen vorab positioniert und Steuerungsänderungen eliminiert, sollten Sie sehen, dass die Einrichtung sinkt. Nicht theoretisch. In Minuten. Aber wenn Sie Ihre Ausgangswerte nicht nach Maschine, Schicht und Bediener kennen, können Sie keine Verbesserung beweisen – Sie können sich nur beschäftigter fühlen.
Hypothetisches Beispiel: Angenommen, Offline-Programmierung reduziert die Einrichtung um 12 Minuten pro Auftrag bei einer Bremse, die 10 Aufträge pro Tag bearbeitet. Das sind zwei Stunden zurückgewonnen. Multiplizieren Sie mit dem Lohnsatz und der Maschinenbelastung. Jetzt haben Sie eine Zahl. Ohne Tracking haben Sie ein Gefühl.
Realität auf dem Werkstattboden: Wenn Sie die Einrichtungszeit nicht minutengenau sehen können, raten Sie beim ROI und nennen es Strategie.
Überwachung ist nicht die Lösung. Sie ist die Waage.
Und man macht keine Diät ohne eine Waage.
Ich habe Betriebe gesehen, in denen ein wandmontiertes Dashboard OEE-Prozentsätze herausbrüllt, während Programmierer in völliger Isolation Biegeabzüge anpassen. Zwei Systeme. Zwei Realitäten.
So entsteht, was ich „Split-Brain-Fertigung“ nenne.
Ihre Programmebene erzeugt Werkzeugfolgen, Biegereihenfolgen und Tiefenziele. Ihre Überwachungsebene erfasst Stillstandszeiten, Alarme, Zykluszahlen. Wenn sie nicht miteinander kommunizieren, können Sie einen Anstieg von Mikrostopps nicht mit einer bestimmten Werkzeugkonfiguration oder Biegemethode in Verbindung bringen. Sie sehen nur “Stillstandszeit erhöht”.”
Aber solange diese Daten nicht zurück in Ihre Programmierumgebung fließen, beginnt jeder neue Auftrag mit Amnesie.
Moderne Elektropressen mit integrierten prädiktiven Funktionen verwischen diese Grenze. Sie können den Winkel selbst anpassen, Drift kompensieren, Wartung vor einem Ausfall melden. Beeindruckend. Aber diese Optimierungen leben innerhalb dieser einen Steuerung. Ihre Hydraulik von 1998 auf der anderen Seite der Halle profitiert nicht. Ihr Offline-System lernt nicht, es sei denn, Sie zwingen die Daten nach oben.
So entstehen wieder intelligente Inseln.
Der eigentliche Schritt besteht nicht darin, zwischen Überwachung und Offline-Automatisierung zu wählen. Es geht darum, sie richtig zu sequenzieren: Verwenden Sie die Überwachung, um die grundlegende Wahrheit festzustellen, setzen Sie Offline-Werkzeugautomatisierung ein, um Rüstzeiten und Inkonsistenzen zu bekämpfen, und speisen Sie dann die Leistung zurück, um Programme im gesamten Maschinenpark zu verfeinern.
Zuerst Sichtbarkeit. Zweitens Übersetzung. Drittens Durchsetzung.
Wenn Sie die Reihenfolge überspringen, optimieren Sie im Dunkeln – und genau so habe ich einmal fast meinen Fertigungsbereich in den Bankrott getrieben.
Also, wo beginnt man tatsächlich mit dem Aufbau eines kontrollierten Biegesystems, ohne in Software zu ertrinken, bevor sie sich auszahlt?
Ich habe einmal einen Bestellauftrag für eine “vollintegrierte Biegelösung” nach einer einzigen glänzenden Demo unterschrieben. Sechs Monate später hatten wir drei neue Logins, zwei Dashboards, denen niemand vertraute, und immer noch dieselben 5 Grad offen bei einem 90er, der eigentlich exakt rechtwinklig sein sollte.
Der Fehler war nicht der Kauf von Software.
Es war der Kauf in der falschen Reihenfolge.
Man baut kein kontrolliertes Biegesystem, indem man Funktionen stapelt. Man baut es, indem man zuerst den größten Verlust angreift – Ausschuss, Stillstand oder Blindheit – und jede Maschine zwingt, dieselbe Werkzeug-Sprache zu sprechen, bevor man sie bittet, im Einklang zu arbeiten. Überwachung ist die Waage. Automatisierung ist die Diät. Aber Sie müssen trotzdem entscheiden, worauf Sie „Übergewicht“ haben.
Also, wo fängt man an, ohne zu ertrinken?
Vor einigen Jahren haben wir eine Charge von 3/16-Bügeln verschrottet, weil der Flansch bei der dritten Biegung den Anschlagfinger berührte. Das Programm sah auf dem Bildschirm gut aus. Der Bediener schwor, er habe es befolgt. Die Kollision passierte trotzdem.
Das war kein Bedienerproblem.
Es war nicht einmal ein Maschinenproblem.
Es war ein Klassifizierungsproblem.
Programmfehler bedeutet, dass die Biegefolge, das Werkzeuglayout oder die Tiefenziele falsch waren, bevor das erste Werkzeug aus dem Regal kam. Ausführungsfehler bedeutet, dass das Programm richtig war, aber etwas abgewichen ist — abgenutzter Stempelradius, verschmutzter Matrizensitz, Bediener-Override. Sichtbarkeitsfehler bedeutet, dass weder Programmierung noch Ausführung offensichtlich falsch waren, aber niemand bemerkte, dass die Rüstzeit von 20 auf 38 Minuten anstieg oder die Mikrostopps sich zwischen den Biegungen stapelten.
Wenn Sie nicht benennen können, in welchen Bereich Ihr letzter Fehler fällt, sind Sie nicht bereit, etwas zu kaufen.
Realität auf dem Werkstattboden: Wenn Ihr Bediener Geometrie am Steuergerät löst, hat Ihre Software bereits im Vorfeld versagt.
Beantworten Sie diese eine Frage ehrlich, und der Nebel beginnt sich zu lichten. Aber was, wenn die ehrliche Antwort weh tut?
Ich habe einen $400-Schwanenhals beschädigt, weil unser Programm ein Werkzeug vorsah, das wir tatsächlich nicht an dieser Station hatten. Die Steuerung kümmerte sich nicht darum. Sie tat einfach, was ihr gesagt wurde.
Das ist ein Programmverlust.
Wenn Ausschuss und Nacharbeit Sie auffressen, geht Ihr erster Euro nicht in hübschere Simulation. Er geht in Offline-CAM, das echte Werkzeugbibliotheken, echte Klemmzonen, echte Maschinenlimits erzwingt — kein vorgespieltes Metall.
Offline-Programmierung ist ein Übersetzer. Sie nimmt das Stammeswissen Ihres besten Biegearbeiters und zwingt es in eine wiederholbare Werkzeugfolge, die sowohl auf der hydraulischen Maschine von 1998 als auch auf der neuen Servo-Elektro funktioniert. Gleiche Biegefolge. Gleiche Werkzeugaufrufe. Gleiche Tiefenlogik.
Richtig gemacht, verkürzt sich die Rüstzeit, weil das Programm bereits entschieden hat, welche Stempel, in welcher Reihenfolge, in welchen Stationen. Der Bediener lädt und läuft. Er improvisiert nicht.
Nun der unangenehme Gegenpunkt.
Es gibt Werkstätten, die eine neue CNC-Abkantpresse einsetzen und innerhalb eines Jahres ROI sehen, ohne die Software anzufassen. Ich habe es gesehen. Hardware allein kann die Winkelkontrolle stabilisieren und Abweichungen reduzieren. Aber wenn diese neue Maschine zu einer weiteren, intelligenteren Insel wird — mit eigener Werkzeugdatenbank und eigener Denkweise — haben Sie die Variabilität an einer Presse reduziert und das Chaos in der gesamten Flotte erhalten.
Wenn Nacharbeit systemisch ist, wird Software, die die Werkzeuglogik über Maschinen hinweg standardisiert, länger halten als jedes einzelne Stück Eisen.
Aber was, wenn Ausschuss nicht Ihre eigentliche Blutung ist?
Wir hatten eine Hydraulik, die sich “unzuverlässig anfühlte”. Das war die offizielle Diagnose. Gefühl.
Nachdem wir eine grundlegende Maschinenzustandsüberwachung über den gesamten Boden verkabelt hatten, erfuhren wir, dass sie nicht kaputtging. Sie stand untätig und wartete auf Material 14% der Schicht und wartete auf Programme 9%.
Das ist ein Sichtbarkeitsverlust, der als mechanischer Fehler verkleidet ist.
Wenn Ihr Schmerz ungeplanter Stillstand ist – nicht Ausschuss, sondern Maschinen, die stillstehen, wenn sie eigentlich laufen sollten – beginnen Sie mit universeller Überwachung. Kein Boutique-Dashboard auf der neuesten Abkantpresse. Alle. Gleiche Definitionen. Gleiche Zeitstempel. Gleiche Sprache für “läuft”, “Einrichtung”, “Alarm”, “Leerlauf”.”
Denn solange Sie Stillstand nicht nach Ursache kategorisieren, werden Sie weiterhin die Hydraulik für Planungsfehler verantwortlich machen.
Realität auf dem Werkstattboden: Eine Maschine, die zu 85 % mechanisch verfügbar, aber nur zu 60 % tatsächlich genutzt wird, braucht nicht zuerst ein Retrofit. Sie braucht Wahrheit.
Überwachung ist hier nicht die Heilung. Sie ist die Taschenlampe. Und solange diese Daten nicht zurück in Ihre Programmierumgebung fließen, beginnt jeder neue Auftrag aus dem Gedächtnisverlust heraus.
Also haben Sie Ihren dominanten Verlust klassifiziert. Sie haben Ihre erste Ebene gewählt. Was hindert Sie jetzt daran, wieder in das Feature-Shopping abzudriften?
Ich habe Demos erlebt, bei denen der Verkäufer ein 3D-Modell herangezoomt, gedreht, geschnitten hat und es “vollständige digitale Zwilling-Fähigkeit” nannte. Auf dem Werkboden nannten wir es „Scheinmetall“.
Features sind isolierte Versprechen.
Ein kontrolliertes Biegesystem ist ein Gespräch.
Sie kaufen nicht “Offline-CAM” oder “Überwachung”. Sie entwerfen einen Stack, bei dem:
Das ist ein Sprachsystem.
Alte Hydrauliken müssen nicht elektrisch werden. Alte Steuerungen müssen nicht neu werden. Aber sie müssen denselben Biegedialekt sprechen, sonst verwalten Sie für immer Übersetzer.
Hier ist der nicht offensichtliche Teil.
Der richtige Ausgangspunkt wird nicht dadurch bestimmt, was modern aussieht. Er wird dadurch bestimmt, wo Ihr aktueller Verlust sich am schnellsten vervielfacht. Ausschuss vervielfacht sich durch jeden Auftrag. Stillstand vervielfacht sich durch jede Schicht. Sichtbarkeitslücken vervielfachen sich durch jede Entscheidung.
Wählen Sie die vervielfachende Kraft. Greifen Sie diese zuerst an. Dann fügen Sie das nächste Element hinzu, sodass es das erste verstärkt und nicht mit ihm konkurriert.
Hören Sie auf zu fragen: “Welche Software hat die meisten Features?”
Fangen Sie an zu fragen: “Was muss jede Abkantpresse in meiner Werkhalle sagen – in exakt denselben Worten – damit dieser Ort ohne Heldentaten läuft?”


















