

Я видел, как опытный оператор сломал пуансон $400, потому что он заново пересчитал припуск на гиб на панели управления после того, как первая деталь вышла с отклонением на 1,5 градуса. Он на ощупь подкорректировал глубину Y, запустил цикл, и материал уперся в нижнюю часть матрицы сильнее, чем предыдущий лист. Деталь в брак. Оснастка повреждена. Десять минут тишины.
Он не был неосторожен. Он был один.
Вот так на самом деле выглядит “программирование у педали”, когда бункер для брака достигает 15%.
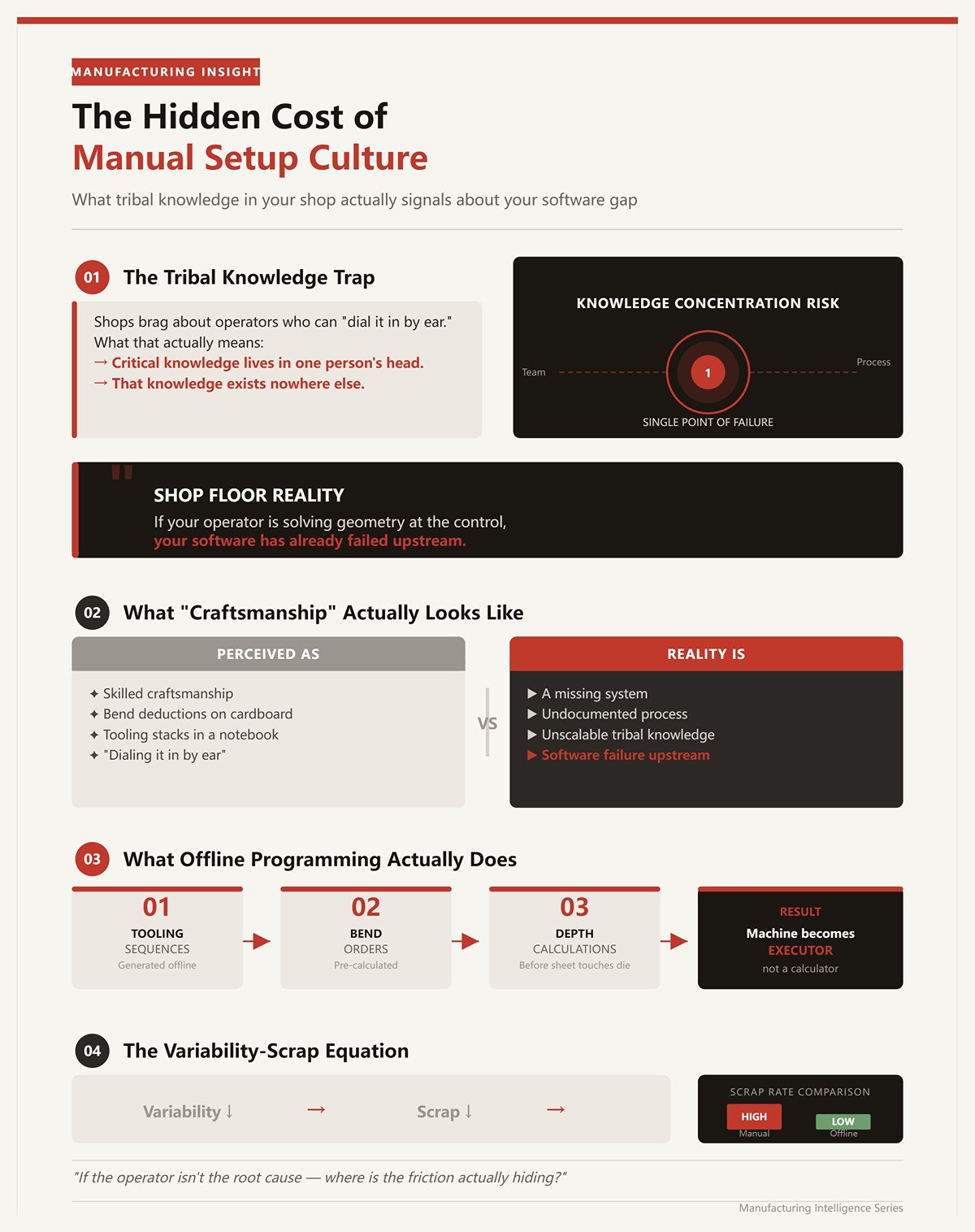
Я видел цеха, которые гордятся операторами, способными “настроить на слух”. Обычно это означает, что вся «племенная» информация хранится в голове одного человека и нигде больше.
Когда ваш лучший оператор листогиба записывает вычеты на гиб на картонке и хранит стопки оснастки в блокноте, это не мастерство — это отсутствие системы.
Реальность цеха: Если ваш оператор решает задачи геометрии на панели управления, ваше программное обеспечение уже дало сбой на предыдущем этапе.
Офлайн-программирование — это не про красивые 3D-детали. Это про исключение человеческой памяти из критического пути. Когда последовательность установки оснастки, порядок гибов и расчёт глубины создаются до того, как лист коснётся матрицы, машина становится исполнителем, а не калькулятором. Брак уменьшается, потому что уменьшается вариативность.
Так если оператор — не первопричина, где же на самом деле скрывается трение?
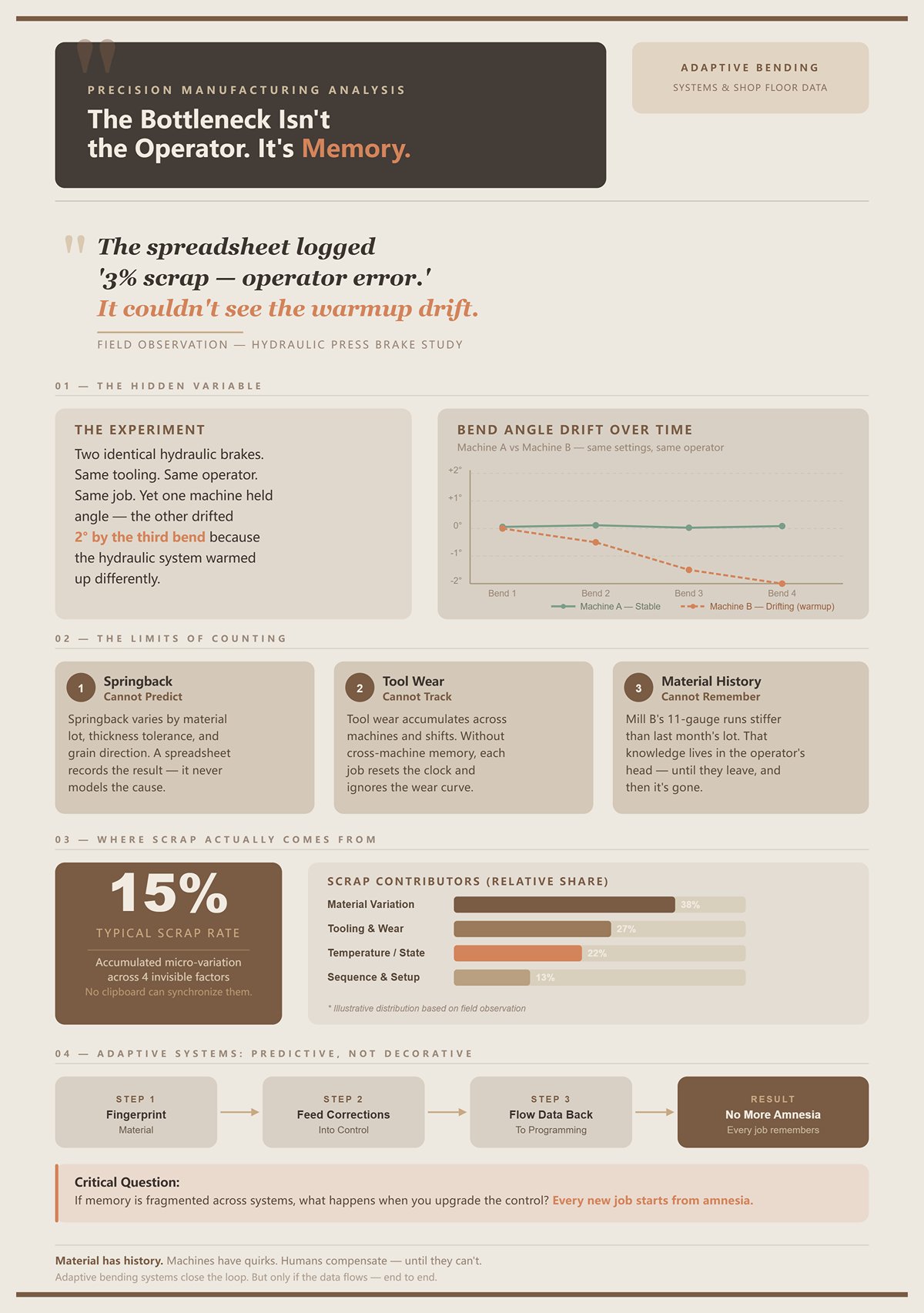
Однажды я работал на двух одинаковых гидравлических листогибах на одной и той же работе, с одинаковой оснасткой и одним оператором. Один держал угол. Другой ушёл на два градуса к третьему гибу, потому что гидравлическая система прогрелась иначе.
Электронная таблица этого не заметила. Она просто записала “3% брак — ошибка оператора”.”
Электронные таблицы подходят для подсчёта повреждений. Они не могут предсказать упругий возврат, отслеживать износ инструмента на разных машинах или помнить, что эта партия 11-го калибра с завода B идёт жёстче, чем партия прошлого месяца.
У материала есть история. У машин есть особенности. Люди компенсируют, пока не могут.
Реальность цеха: Брак 15% обычно накапливается из-за микровариаций — материал, оснастка, температура, последовательность — ни одно из которых нельзя синхронизировать с помощью бумажки на планшете.
Современные адаптивные системы гибки уменьшают брак, потому что они создают «отпечаток» материала и передают корректировки обратно в управление. Это предиктивно, а не декоративно. Но если эти данные не возвращаются в вашу среду программирования, каждая новая работа начинается с амнезии.
Если память фрагментирована, что произойдёт, когда вы обновите управление?

Я помню, как впервые мы заменили изношенный задний упор на новый CNC‑контроллер. Сенсорный экран. Библиотека инструментов. Встроенный калькулятор углов. Операторы были в восторге.
Отходы снизились — с примерно 15% до, может быть, 12%.
А потом всё застопорилось.
Контроллер сохранял программы, да. Но он не стандартизировал инструмент по всем прессам. Не обеспечивал единообразные последовательности. Не взаимодействовал со старым гидравлическим станком в углу, который всё ещё выполнял половину нашего объёма. Каждая машина стала своим островом — с лучшим освещением.
Вот в чём иллюзия: более быстрая наладка на одном прессе кажется улучшением всей системы.
Реальность цеха: Умный остров всё равно остаётся островом.
Базовые CNC‑апгрейды улучшают память машины. Но они ничего не делают для общего языка между машинами, баз данных инструментов и логики программирования. Пока ваши гидравлические и электрические системы не говорят на одном языке инструментов и материалов, уровень отходов определяется для каждой детали отдельно — на педали.
И если настоящая болезнь — это изоляция между машинами, то что именно лечат эти глянцевые 3D‑симуляции?
Я видел, как продавец вращал идеальную 3D‑деталь на 70‑дюймовом мониторе, пока мой ведущий оператор стоял с треснувшим гусинным штампом в руках. Модель показывала каждый изгиб в глянцевом синем цвете. Никаких столкновений. Никаких предупреждений. Просто идеальное, выдуманное сгибание металла в замедленном режиме.
Мы сделали ту же деталь тем же днём на нашем старом гидравлическом прессе. На третьем изгибе ползун опустился, и обратный фланец задел палец заднего упора, потому что фактический штамп в стойке имел чуть более длинный хвостовик, чем модель в библиотеке. Программа знала “гусинный штамп”. Она не знала тот, который мы сломали в прошлый вторник и заменили на другой бренд.
Анимация не лгала. Она была неполной.
Вот тот разрыв, который никто не хочет признавать. Есть симуляция, которая рассчитывает, и есть симуляция, которая украшает. Вращающаяся 3D‑модель? Это презентация. Основной движок предотвращения столкновений — если он построен на реальных профилях инструментов и реальных габаритах машин — это совсем другое. Когда цеха путают одно с другим, они думают, что покупка более красивой графики решает изоляцию между инструментами, программированием и машинами. Не решает.
Если умные контроллеры создают умные острова, то эффектная 3D‑графика часто создаёт более красивые острова.
Однажды я запрограммировал глубокую четырёхстороннюю коробку с двумя внутренними подгибами. В плоском виде выглядело просто. Первая попытка в реальности? Последний обратный фланец некуда было разместить; корпус штампа мешал уже сформированной стенке. Мы узнали об этом на 90 тоннах, в середине цикла.
Правильный движок предотвращения столкновений поймал бы это ещё до того, как был бы разрезан лист.
Не мультяшная версия. Настоящая. Та, которая выдавливает точный профиль штампа — радиус, ширину плеча, длину хвостовика — и проводит его через каждый этап изгиба в контексте реальной геометрии машины. Продвинутые системы используют иерархии ограничивающих объёмов (BVH) для эффективной проверки столкновений, то есть они не просто разворачивают и сворачивают деталь; они моделируют каждое пошаговое движение инструмента в пространстве.
В контролируемых тестах исследователи показали, что небольшой, но критически важный процент сложных деталей — около 5% в одном крупном наборе данных из сотен реалистичных геометрий — не имели возможного финального изгиба из‑за неизбежных столкновений инструментов. Плоский шаблон выглядел нормально. Базовое разворачивание говорило “изготовляемо”. Только полная 3D‑проверка столкновений с учётом инструментов выявила тупик.
Эта функция окупается уже при первом случае, когда вы избегаете лазерной резки 200 заготовок, которые физически невозможно сформовать.
Реальность цеха: Обнаружение столкновений, связанное с реальными данными о инструменте, предотвращает аварии; вращение затенённой модели этого не делает.
Но вот в чём подвох: предотвращение столкновений работает только тогда, когда ваша база данных инструмента соответствует вашему стеллажу. Если программное обеспечение считает, что плечо вашего пуансона равно 0,590, а в станке оно измеряется как 0,630, то ваш “цифровой двойник” — это просто воображаемый металл с лучшим освещением. Так что вопрос становится не “Выглядит ли это реалистично?”, а “Питается ли оно тем же языком инструмента, который понимает каждый пресс-тормоз?”
А столкновение — это только половина войны. Что насчёт самого угла гиба?
У меня была партия 11-го калибра, которая стабильно выходила на 1,5 градуса более открытой. Та же программа. Тот же инструмент. Тот же оператор. Разный плавочный номер.
Статическая геометрия этого не знает.
Плоская CAD-модель предполагает идеальную пластическую деформацию — согнули на 90, получили 90. Реальная сталь имеет предел текучести, прочность на разрыв, направление волокон и вариацию толщины. Упругий возврат — это материал, который восстанавливается после снятия нагрузки, и он изменяет ваш конечный угол в зависимости от этих свойств.
Серьёзное офлайн-программное обеспечение не просто рисует гиб; оно рассчитывает перегиб на основе моделей материала. Введите предел текучести из сертификата завода, толщину по фактическому измерению, внутренний радиус, связанный с раскрытием матрицы, и оно оценит, насколько нужно перегнуть за 90, чтобы после отпускания получить ровно 90.
Некоторые цеха сочетают это с измерением угла в реальном времени — лазеры или механические датчики, которые приостанавливаются около нижней мёртвой точки и корректируют финальный ход. Мощно. Но эти датчики требуют чистки, калибровки и стабильных опорных точек. В грязном цеху они сбиваются. Когда они сбиваются, они усиливают ошибку вместо её исправления.
А это значит, что самая надёжная система — та, где измеренные корректировки возвращаются в офлайн-базу данных. Если эта партия 11-го калибра идёт на 1,5 градуса более открытой, следующая программа для этого материала не должна начинаться с нуля.
Но если эти данные не возвращаются в вашу среду программирования, каждая новая работа начинается с амнезии.
Красивые 3D-графики не управляют этим циклом. Алгоритмы, учитывающие материал и связанные с общими базами данных, управляют. И это имеет значение только если каждый пресс-тормоз — гидравлический динозавр и блестящий сервоэлектрический — читает по одной и той же инструкции.
Так что ломается, когда входные данные не дисциплинированы?
| Раздел | Содержание |
|---|---|
| Проблема из реальной жизни | Партия 11-го калибра стабильно выходила на 1,5 градуса более открытой, несмотря на использование той же программы, инструмента и оператора — различался только плавочный номер. |
| Ограничение статической геометрии | Плоская CAD-модель предполагает идеальную пластическую деформацию — согнули на 90°, получили 90°. Она не учитывает вариации предела текучести, прочности на разрыв, направления волокон или толщины. |
| Что вызывает упругий возврат | Упругий возврат происходит, когда материал восстанавливается после снятия нагрузки, изменяя конечный угол гиба в зависимости от свойств материала. |
| Роль офлайн-программного обеспечения | Продвинутое программное обеспечение рассчитывает необходимый перегиб, используя модели материалов, а не просто прорисовывая изгибы. |
| Необходимые входные данные для точности | Предел текучести (из заводского сертификата), фактические измерения толщины и внутренний радиус, связанный с раскрытием матрицы, используются для оценки необходимого перегиба. |
| Измерение угла в реальном времени | Некоторые мастерские используют лазеры или механические датчики для измерения углов вблизи нижней мёртвой точки и автоматической коррекции финального хода. |
| Риски систем с датчиками | Датчики требуют очистки, калибровки и стабильных опорных точек. В грязных условиях может происходить дрейф, усиливающий ошибки вместо их исправления. |
| Наиболее надёжный подход | Измеренные коррекции должны возвращаться в офлайн-базу данных, чтобы будущие программы учитывали известное поведение материала (например, 1,5° открыто для конкретной партии металла). |
| Проблема потока данных | Без обратной связи в среду программирования каждая новая работа начинается без исторических данных коррекции. |
| Графика против интеллекта | Одна только 3D-графика не управляет циклами коррекции; это делают алгоритмы, учитывающие материал, подключённые к общим базам данных. |
| Системная согласованность | Все листогибы — гидравлические или сервоэлектрические — должны ссылаться на одну и ту же общую систему данных для согласованности. |
| Заключительный вопрос | Что выходит из строя, когда материал и процессные входные данные не контролируются должным образом? |
Однажды мы доверились красивой симуляции на большой панели с пятью последовательными изгибами. Программа одобрила каждый шаг. Ни одного предупреждения. Настройка казалась безупречной.
Первая деталь прошла чисто. Вторая? Угол ушёл, потому что гидравлическое масло нагрелось. К четвёртой детали накопленная ошибка привела к тому, что последний фланец промахнулся по цели на два градуса, и смоделированный зазор исчез в реальности. То, что было “безопасно” в модели, стало лёгким трением по стали.
Модель предполагала статичное поведение машины. Машина была жива.
Движки симуляции детерминированы. Они предполагают, что рама машины прогибается в пределах заданных параметров, задний упор повторяет в допуске, инструмент садится идеально, материал соответствует базе данных. Нарушите хотя бы одно из этих предположений — изношенные плечи матрицы, смена бренда пуансона, некалиброванное компенсирование — и виртуальный мир начнёт расходиться с физическим.
Вот тогда 3D превращается в машину ложной уверенности. Оператор доверяет зелёной галочке и перестаёт задавать вопросы по настройке. Брак возникает не из-за незнания; он возникает из-за misplaced уверенности.
Реальность цеха: Если ваш оператор решает геометрию на пульте, ваше ПО уже провалилось на предыдущем этапе — но если ваша симуляция игнорирует реальный инструмент, обратную связь по материалу и вариативность машины, она проваливается так же тихо.
Ирония в том, что высококлассная симуляция абсолютно имеет своё место. Производители машин используют её для проверки совершенно новых концепций гибки до того, как будет разрезана сталь. Это работа по инновациям — проектирование самой машины. На производственном участке мы не изобретаем физику. Мы пытаемся повторить её, стабильно, на разных прессах, которые едва «понимают» друг друга.
Так что настоящий вопрос — не в том, работает ли 3D-симуляция.
А в том, связана ли ваша симуляция достаточно тесно с автоматизацией инструмента и общими машинными данными, чтобы перестать быть «притворным металлом» — и начать действовать как переводчик, которого понимает каждый пресс в здании.
Третья смена. Два оператора. Срочная работа с восемью гибами. Программист уже “закончил” её на пульте — порядок гибов оптимизирован, столкновения устранены, углы рассчитаны. На экране всё выглядело чисто.
Через сорок пять минут машина всё ещё не выдала годную деталь.
Почему? Потому что программа знала последовательность гибов. Она не знала машину.
Оператор искал на стойке пуансон на 30 градусов, соответствующий виртуальному, делил 10-футовую матрицу на сегментированные участки, потому что пульт не учитывал длину инструмента, затем переписывал позиции заднего упора после того, как понял, что физические пальцы столкнутся с ранее сформированным фланцем. Симуляция была права насчёт геометрии. Она молчала о реальности настройки.
В этом и заключается разрыв, который описывает этот раздел.
Последовательность гибов отвечает на один вопрос: в каком порядке я деформирую этот плоский раскрой, чтобы он не столкнулся сам с собой?
Программирование машины отвечает на другой вопрос: каким именно пуансоном и сегментами матрицы, расположенными в каком физическом порядке вдоль станины, с какими зонами зажима, значениями компенсирования и зазорами упора, чтобы оператор мог загрузить инструмент один раз и запускать детали без лишних мыслей?
Это не одна и та же задача.
Я видел, как ПО выдаёт “идеальную” восьмишаговую последовательность, которая требовала пяти полных смен инструмента, потому что оно оптимизировало для предотвращения столкновений, а не для общего инструмента на всех гибах. На бумаге — эффективно. На производстве — потеря времени.
Стоящие своих денег специализированные оффлайн-системы рассматривают инструмент как ограниченный ресурс. Они оценивают порядок гибов и выбор инструмента вместе, ищут последовательности, которые минимизируют смены, повторно используют отверстия матрицы и учитывают реальные сегментированные длины в вашей библиотеке. Это комбинаторная логика, а не просто графика.
Когда эта логика работает, время наладки резко сокращается. Многие мастерские сообщают примерно о 50% сокращении времени наладки после переноса программирования в офлайн — не потому, что изменились гибы, а потому, что план по оснастке был принят до того, как оператор взял в руки гаечный ключ. Пресс продолжает цикл, пока программирование происходит в другом месте.
Если упустить это различие, то окажешься присматривающим за прессом стоимостью в миллион долларов с разводным ключом в руках.
У меня однажды был гидравлический пресс начала 2000-х, стоящий рядом с новым сервоэлектрическим. Два разных контроллера. Две разные экосистемы ПО от OEM. Оба утверждали, что имеют “автоматическую оснастку”.”
Каждый по-настоящему понимал только свой собственный диалект.
Системы, привязанные к OEM, похожи на фирменные быстрозажимы: удобны внутри своего мира, но неудобны везде за его пределами. Их библиотеки оснастки по умолчанию используют пуансоны, радиусы, зоны безопасности этого производителя. Попробуйте создать общую базу данных для разных брендов — и вы будете экспортировать, переформатировать или, что хуже, перепечатывать.
Нейтральная CAD/CAM-платформа, поддерживающая несколько брендов, переворачивает структуру. Одна мастер-библиотека оснастки. Одна база данных материалов. Постпроцессоры переводят этот общий замысел на родной язык каждого контроллера.
Думайте об этом как о переводчике для всей мастерской. Геометрия и стратегия оснастки находятся в одном месте; вывод адаптируется под каждую машину.
Без этой нейтральности каждый пресс становится островом со своей собственной памятью. Измените размер плеча пуансона в одной системе — и другие будут продолжать верить в старое значение. Так “фиктивный металл” снова пробирается внутрь.
Риск, конечно, заключается в театре совместимости — когда ПО заявляет о поддержке нескольких брендов, но глубоко интегрируется только с несколькими. Если ваш старый гидравлический пресс не может принимать загруженные программы или не имеет коммуникационных портов, никакая нейтральность это не исправит. Это значит, что выбор ПО должен начинаться с аудита оборудования, а не с демонстрационного ролика.
И это поднимает неприятный вопрос: насколько “автоматическая” автоматизация на самом деле?
Я тестировал модули автооснастки, которые с гордостью генерировали полный набор инструментов за секунды. Впечатляет — пока мы не запустили нестандартную деталь с разными высотами фланцев и ограниченным набором матриц.
Первый проход потребовал трёх ручных корректировок: замены на более узкий пуансон, чтобы обойти обратный фланец, принудительного использования общей матрицы для уменьшения числа переналадок и перестановки сегментов, потому что ПО предполагало наличие полноразмерных инструментов, которых у нас не было.
Автооснастка сокращает вмешательство. Она не устраняет его полностью.
На практике простые детали — простые коробки, одинаковый материал, полная библиотека оснастки — могут идти без вмешательства от CAD до машинного файла. Сложная геометрия или неполные библиотеки выявляют слабые места. Лучшие системы терпят сбой достойно: они отмечают конфликты ограничений, показывают, почему был выбран инструмент, и позволяют вам переопределить с логикой, которую можно отследить и вернуть в базу данных.
Слабые системы просто выдают последовательность и оставляют оператору решать геометрию на контроллере.
Реальность цеха: Если ваш оператор решает задачи геометрии на панели управления, ваше программное обеспечение уже дало сбой на предыдущем этапе.
Настоящий показатель — это не “Генерирует ли автоматически?”, а “После генерации, сколько решений всё ещё принимается с помощью гаечного ключа, а не мыши?”
Если ответ — “несколько, и они сохраняются обратно в общую библиотеку”, вы создаёте общий язык. Если ответ — “зависит от машины”, вы возвращаетесь к диалектам.
А диалекты можно контролировать — пока ваш парк не охватывает три поколения гидравлики и электроники, которые вообще не говорят на одном языке.
У меня есть гидравлический пресс-тормоз 1998 года, который протекает ровно настолько, чтобы ароматизировать мастерскую, и совершенно новый сервоэлектрический, который выдаёт ошибку синхронизации, если на него посмотреть неправильно. Одна и та же деталь. На бумаге один и тот же инструмент. Две совершенно разные «личности», когда нажимаешь старт цикла.
На гидравлике синхронизация штока осуществляется потоком масла через пропорциональные клапаны. Она медленно уходит; компенсируешь это корректировкой кривизны и давления. На серво синхронизация управляется энкодером — шариковые винты, серводвигатели, контуры позиционирования. Всё точно, пока ослабленная муфта или тепловая перегрузка не выводят оси из синхронизации, и управление требует ритуала: выключить/включить питание, пройтись в режиме джога, повернуть регулировочный винт на четверть оборота, дождаться нужного мигания индикатора.
Так что, когда вы спрашиваете: “Какой уровень автоматизации реалистичен в смешанной мастерской?” — вот честный ответ: можно автоматизировать геометрию и стратегию инструмента на разных машинах. Нельзя автоматизировать различия в физике и архитектуре управления между гидравлическим контролем давления и сервоуправлением по позиции.
Именно этот разрыв должно преодолеть программное обеспечение.
Пока ваш гидравлический пресс 1998 года и ваш новенький сервоэлектрический не разделяют один и тот же «мозг» инструмента, у вас нет системы — у вас острова.
Я видел, как сервоэлектрический сделал разные углы изгиба на 6-футовом фланце, потому что один шариковый винт отставал на несколько тысячных. Симуляция показывала идеальный параллелизм. Постпроцессор предполагал гидравлическое выравнивание давления — обе стороны “естественно” делят нагрузку через масло.
Серво “естественно” ничего не делят. Они подчиняются командам по позиции. Если контур обратной связи одной стороны сбился, он с хирургической точностью согнёт деталь не под прямым углом.
Гидравлика, особенно мощные установки, всё ещё доминирует на толстой плите, потому что обеспечивает постоянное усилие на протяжении хода. Электрические серво блестят в повторяемости и энергоэффективности на тонких листах. Гибриды смешивают оба подхода, иногда сохраняя механические муфты или маховики для пиковых нагрузок, потому что чистые серво испытывают трудности с плавностью ускорения при высоких тоннажах.
Разные машины решают задачи силы и движения по-разному.
Но большинство оффлайн-программ абстрагируют их в одну и ту же модель изгиба: целевой угол, коэффициент материала, позиция заднего упора, глубина хода.
Эта абстракция полезна — пока она не скрывает предположения об управлении.
Если ваш постпроцессор отправляет одинаковые команды по глубине на гидравлику, которая мыслит в давлении, и на серво, которое мыслит в позиции, вы доверяете двум разным философиям обратной связи, что они дадут один и тот же угол. Иногда так и будет. Иногда вы получите на 5 градусов меньше и будете спорить, кто трогал кривизну.
Реальность цеха: Автоматизация рушится на стыке, где ПО предполагает, что физика универсальна.
Так что что на самом деле знает ваше ПО о машине, на которую оно отправляет пост — тип управления, метод компенсации, поведение синхронизации — или оно просто выдаёт цифры, надеясь, что контроллер сам разберётся?
Однажды я изменил радиус плеча пуансона в нашей основной библиотеке после того, как мы его скололи на срочной работе. Обновил его в оффлайн-системе. Забыл, что OEM-контроллер на старом прессе имел свою локальную копию.
На следующей неделе та же деталь пошла на старую гидравлику. Оператор доверился библиотеке контроллера. Столкновение.
Не потому что геометрия была неправильной. А потому что две базы данных разошлись на 0,5 мм.
Когда вы смешиваете разные бренды и поколения, вы на самом деле смешиваете разные модели владения данными. Старые гидравлические системы часто хранят оснастку локально в контроллере с ограниченными возможностями импорта. Новые электрические машины рассчитывают на сетевые библиотеки, иногда синхронизированные с облаком. Экосистемы OEM предпочитают свои собственные каталоги. Системы сторонних производителей обещают нейтральность.
Вопрос не в том: “Могу ли я создать единую библиотеку оснастки?”
А в том: “Какая система является источником истины — и какие просто потребляют переведённые данные?”
Если управление сервоавтоматикой автоматически корректирует высоту инструмента, а гидравлика требует ручного ввода шайб, ваша централизованная база данных должна хранить не только геометрию, но и машинно-специфическую логику компенсации. Иначе один и тот же пробой превращается в две разные физические реальности в зависимости от того, где он установлен.
Вот почему нейтральность CAD/CAM важна — но нейтральность без контроля превращается в театр. Если операторы могут редактировать оснастку прямо на станке, не отправляя изменения обратно в систему, вы снова получаете фрагментацию памяти.
Но если эти данные не возвращаются в вашу среду программирования, каждая новая работа начинается с амнезии.
А амнезия обходится дорого.
Так что даже если вы формально решили вопрос владения данными, сколько поведения машины вы действительно способны увидеть и стандартизировать — особенно на старом оборудовании?
Мы прикрутили линейные шкалы к старой гидравлике, чтобы улучшить повторяемость. Добавили измерение угла на ползуне. Связали это с офлайн-системой, чтобы реальные результаты гибки учитывались при расчёте пружинного возврата.
Это помогло. Количество брака на повторных заказах снизилось, потому что мы перестали каждый раз гадать с корректировкой материала.
Но вот чего мы не видели: задержки отклика внутренних клапанов, колебания температуры масла между сменами, микрознос в механических сочленениях. Серво рядом показывает крутящий момент двигателя, нагрузку по осям, ошибку позиционирования в реальном времени. Гидравлика даёт давление и глубину — и массу догадок.
Даже после модернизации старая машина имеет “тёмные зоны” в своём поведении.
И часть этой тьмы структурная. Ранние модернизации тяжёлых прессов с сервоприводом сохраняли механические муфты для пиковых усилий, потому что одни двигатели не справлялись с динамикой плавно. Это механическое включение часто не оборудовано датчиками с той же точностью, что современные сервопетли. Положение выхода можно измерить. Но не всегда можно увидеть кратковременную механическую уступчивость внутри.
Так что же реально можно автоматизировать?
Можно стандартизировать библиотеки инструмента. Можно унифицировать последовательности гибки и логику перенастройки. Можно передавать согласованные программы на разные машины. Можно собирать обратную связь по углу там, где стоят датчики.
Нельзя полностью уравнять «личности» машин, не перерабатывая их конструкцию.
Реальность цеха: Заставить устаревшую гидравлику “говорить” не значит заставить её думать, как сервопривод — это значит построить программное обеспечение, достаточно умное, чтобы переводить между мышечной силой давления и точностью энкодера.
И когда вы добились того, что они говорят на одном языке оснастки, следующий вопрос уже не о совместимости.
Речь идёт о видимости.
Вы сначала оптимизируете гибку, а потом контролируете производительность — или вам нужно получать обратную связь в реальном времени, прежде чем любая оптимизация начнёт хоть что-то значить?
Однажды я наблюдал, как электромеханический пресс-тормоз $180 000 простаивал 27 минут, потому что зажим находился не там, где программа ожидала. На экране горели зелёные индикаторы. Позже панель отчётности зафиксировала “незначительную остановку”. Заказ всё равно был отправлен с опозданием.
Так нужно ли получать обратную связь в реальном времени с каждой машины, прежде чем автоматизация начнёт действительно работать?
Нет.
Но если вы не видите, что делают ваши машины каждую минуту, вы лишь предполагаете, где на самом деле находится узкое место.
Вот он, поворот. Офлайн-программирование заставляет устаревшую гидравлику и современные электромеханические станки говорить на одном языком оснастки. Мониторинг показывает, действительно ли они ведут диалог — или просто вежливо кивают, теряя время на наладке, регулировке и микропростоях. Один из них — переводчик. Другой — стенографист. Без расшифровки вы не узнаете, кто солгал.
А без этой прозрачности окупаемость инвестиций — всего лишь сказка на ночь.
Я прикрутил датчики угла к старому гидравлическому прессу, полагая, что наконец победил проблему со спрингбеком. Через две недели показания поплыли, потому что никто не чистил линзы, и “самокорректирующаяся” система начала реагировать на грязь, а не на металл.
Реальное время не значит надёжность.
Есть разница между предотвращением следующего плохого изгиба и документированием предыдущего. Потоковые данные ПЛК высокой частоты могут классифицировать простои по коду ошибки, прерыванию цикла, осевому сбою — прекрасная детализация. Но если вашей команде нужно три месяца, чтобы разобраться в панели мониторинга, вы просто установили ещё одну машину, которая требует постоянного присмотра.
Реальность цеха: Слой мониторинга, который требует собственного обслуживания, превращается в ещё один источник простоев.
Отчёты после выполнения показывают, что произошло. Потоковые данные в реальном времени могут сообщать об этом по мере событий — но они всё равно запаздывают на несколько миллисекунд, иногда секунд, и не перепишут ошибочную последовательность изгибов, уже загруженную в контроллер. Мониторинг не исправляет геометрию. Он выявляет трение.
Что приводит к вопросу: что вы на самом деле пытаетесь исправить первым — брак или время?
Когда-то я клялся, что наша средняя наладка занимает “около 20 минут”. Мы наконец отследили её точно — отсчёт начинался с момента извлечения первого инструмента из стеллажа и заканчивался на первой годной детали — и реальное число оказалось 38.
Вот это значение действительно имеет значение.
Если офлайн-программное обеспечение автоматизирует последовательности оснастки, заранее выставляет зажимы и устраняет изменения с панели управления, вы должны увидеть сокращение наладки. Не теоретически. В минутах. Но если вы не знаете исходные данные по каждой машине, смене и оператору, вы не сможете доказать улучшение — вы просто будете чувствовать себя более занятыми.
Гипотетический пример: допустим, офлайн-программирование сокращает наладку на 12 минут на задание для пресса, выполняющего 10 заданий в день. Это возвращает две часа. Умножьте на ставку оплаты труда и стоимость эксплуатации машины. Теперь у вас есть цифра. Без отслеживания — только ощущение.
Реальность цеха: Если вы не видите время наладки по минутам, вы лишь гадаете об окупаемости и называете это стратегией.
Мониторинг — это не лекарство. Это весы.
И вы не садитесь на диету без весов.
Я видел цеха с настенным дашбордом, кричащим проценты OEE, в то время как программисты в полной изоляции настраивают компенсации изгиба. Две системы. Две реальности.
Так получается то, что я называю производством с «расщеплённым мозгом».
Ваш слой программирования генерирует последовательности инструментов, порядок изгибов и целевые глубины. Ваш слой мониторинга фиксирует простои, тревоги, количество циклов. Если они не взаимодействуют, вы не сможете связать всплеск микропростоев с конкретной конфигурацией инструмента или стратегией изгиба. Вы просто видите “простой увеличился”.”
Но если эти данные не возвращаются в вашу среду программирования, каждая новая работа начинается с амнезии.
Современные электрические машины с встроенными функциями предиктивного анализа стирают эту границу. Они могут самостоятельно корректировать угол, компенсировать дрейф, сигнализировать о необходимости обслуживания до отказа. Впечатляет. Но эти оптимизации живут внутри одного контроля. Ваш гидравлический пресс 1998 года через проход не получает выгоды. Ваша офлайн-система не учится, если вы не заставите данные поступать вверх по цепочке.
В итоге вы снова получаете умные острова.
Настоящий шаг — это не выбор между мониторингом и офлайн-автоматизацией. Это правильная последовательность: используйте мониторинг для установления базовой истины, внедряйте офлайн-автоматизацию инструмента для борьбы с настройками и непостоянством, затем возвращайте данные о производительности, чтобы улучшать программы по всему парку.
Сначала — видимость. Потом — перевод. Потом — внедрение.
Если вы нарушите порядок, вы будете оптимизировать в темноте — и именно так я однажды чуть не обанкротил свой цех.
Так с чего же на самом деле начать построение системы контролируемого гиба, не утонув в ПО до того, как оно начнёт приносить прибыль?
Однажды я подписал заказ на “полностью интегрированное решение для гибки” после одной глянцевой демонстрации. Через шесть месяцев у нас было три новых логина, два дашборда, которым никто не доверял, и те же 5 градусов открытости на 90°, который должен был быть идеально квадратным.
Ошибка была не в покупке ПО.
Ошибка была в покупке в неправильном порядке.
Вы не строите систему контролируемого гиба, просто складывая функции. Вы строите её, атакуя вашу основную потерю — брак, простой или слепоту — и заставляя каждую машину говорить на одном и том же «языке инструмента», прежде чем попросите их работать в гармонии. Мониторинг — это весы. Автоматизация — это диета. Но вы всё равно должны решить, в чём именно у вас «лишний вес».
Так с чего начать, чтобы не утонуть?
Несколько лет назад мы отправили в брак партию кронштейнов толщиной 3/16, потому что фланец задел палец заднего упора на третьем изгибе. Программа выглядела нормально на экране. Оператор клялся, что следовал ей. Столкновение всё равно произошло.
Это была не проблема оператора.
Это была даже не проблема машины.
Это была проблема классификации.
Ошибка программирования означает, что последовательность гибов, расположение инструмента или целевые глубины были неверны ещё до того, как первый инструмент был снят с стойки. Ошибка исполнения означает, что программа была правильной, но что-то изменилось — изношенный радиус пуансона, грязное посадочное место матрицы, вмешательство оператора. Ошибка видимости означает, что ни программирование, ни исполнение явно не были неправильными, но никто не заметил, как время наладки увеличилось с 20 до 38 минут или как микроостановки начали накапливаться между гибами.
Если вы не можете назвать, в какую категорию попадает ваша последняя неисправность, вы ещё не готовы что-либо покупать.
Реальность цеха: Если ваш оператор решает задачи геометрии на панели управления, ваше программное обеспечение уже дало сбой на предыдущем этапе.
Ответьте честно на этот один вопрос — и туман начнёт рассеиваться. Но что, если честный ответ неприятен?
Я сломал гусак $400, потому что наша программа требовала инструмент, которого на самом деле не было в этой станции. Контроллеру было всё равно. Он просто сделал то, что ему сказали.
Это потеря из-за ошибки программирования.
Если брак и переделка буквально уничтожают вас, первый доллар нужно потратить не на красивую симуляцию, а на офлайн CAM, который использует реальные библиотеки инструмента, реальные зоны зажима, реальные ограничения машины — а не выдуманный металл.
Офлайн-программирование — это переводчик. Оно берёт негласные знания вашего лучшего специалиста по гибке и превращает их в повторяемую последовательность инструмента, которая работает и на гидравлическом станке 1998 года, и на новом сервоприводном. Один и тот же порядок гибов. Одни и те же вызовы инструмента. Одна и та же логика глубины.
При правильном выполнении наладка сокращается, потому что программа уже решила, какие пуансоны, в каком порядке и в каких станциях использовать. Оператор загружает и запускает. Он не импровизирует.
А теперь неприятный контраргумент.
Есть цеха, которые устанавливают новый ЧПУ пресс и получают окупаемость менее чем за год, не трогая программное обеспечение. Я видел это. Одно лишь оборудование может стабилизировать контроль угла и уменьшить дрейф. Но если эта новая машина становится ещё одним «умным островом» — со своей собственной базой данных инструмента и своим способом мышления — вы уменьшили вариативность на одном прессе и сохранили хаос во всём парке.
Если переделка носит системный характер, программное обеспечение, которое стандартизирует логику инструмента на всех машинах, переживёт любую отдельную единицу оборудования.
Но что, если брак — это не ваша главная проблема?
У нас был гидравлический пресс, который “казался ненадёжным”. Это был официальный диагноз. Казался.
После того как мы подключили базовый мониторинг состояния машин по всему цеху, мы выяснили, что он не ломался. Он простаивал, ожидая материал 14% смены и ожидая программы 9%.
Это потеря видимости, замаскированная под механическую неисправность.
Если ваша боль — это незапланированные простои, не брак, а машины, которые стоят тихо, когда должны работать в цикле, — начните с универсального мониторинга. Не с эксклюзивной панели на новейшем прессе. На всех. Одни и те же определения. Одни и те же временные метки. Один и тот же язык для “работает”, “наладка”, “авария”, “простой”.”
Потому что пока вы не увидите простой, классифицированный по причинам, вы будете продолжать обвинять гидравлику в ошибках планирования.
Реальность цеха: Машина, которая механически доступна на 85%, но фактически используется на 60%, не нуждается сначала в модернизации. Ей нужна правда.
Мониторинг здесь — не лекарство. Это фонарик. И если эти данные не возвращаются в вашу среду программирования, каждая новая работа начинается с амнезии.
Итак, вы классифицировали свою основную потерю. Вы выбрали первый слой. Что теперь мешает вам снова скатиться к выбору функций?
Я сидел на демонстрациях, где продавец увеличивал 3D-модель, вращал её, делал сечение и называл это “полной возможностью цифрового двойника”. На производстве мы называли это «притворным металлом».
Функции — это изолированные обещания.
Контролируемая система гибки — это разговор.
Вы не покупаете “офлайн CAM” или “мониторинг”. Вы проектируете стек, в котором:
Это система языка.
Старые гидравлические прессы не обязаны становиться электрическими. Старые системы управления не обязаны становиться новыми. Но они должны говорить на одном и том же «диалекте» гибки, иначе вы будете вечно управлять переводчиками.
Вот неочевидная часть.
Правильная отправная точка определяется не тем, что выглядит современно. Она определяется тем, где ваша текущая потеря накапливается быстрее всего. Брак накапливается через каждую работу. Простой накапливается через каждую смену. Пробелы в видимости накапливаются через каждое решение.
Выберите накапливающую силу. Атакуйте её первой. Затем добавьте следующий элемент так, чтобы он усиливал первый, а не конкурировал с ним.
Перестаньте спрашивать: “В каком ПО больше всего функций?”
Начните с вопроса: “Что должно быть написано на каждом тормозе на моем производстве — совершенно одинаковыми словами — чтобы это место работало без подвигов?”


















