

شاهدتُ مشغّلًا خبيرًا يكسر لكمة $400 لأنه أعاد حساب سماحية الانحناء عند لوحة التحكم بعد أن خرج أول جزء مفتوحًا بمقدار 1.5 درجة. قام بتعديل عمق المحور Y بالإحساس، وضغط زر التشغيل، فاصطدم المعدن بالقالب بقوة أكبر من الصفيحة السابقة. قطعة تالفة. أداة متضررة. عشر دقائق من الصمت.
لم يكن مهملًا. كان وحيدًا.
هذا هو الشكل الحقيقي لـ“البرمجة عند الدواسة” عندما يمتلئ صندوق الخردة بـ15%.
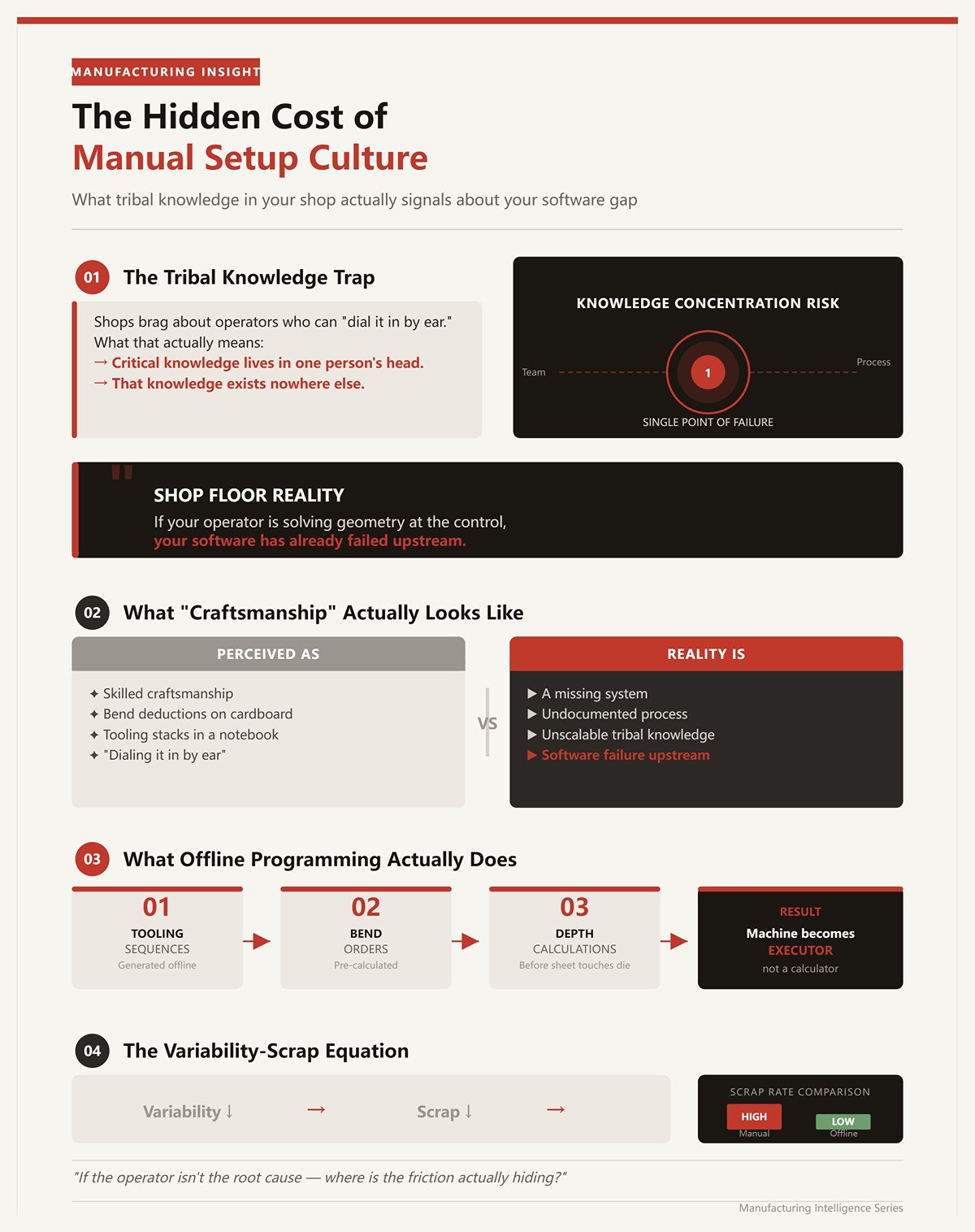
لقد رأيت ورشًا تتفاخر بالمشغّلين الذين يمكنهم “ضبط الآلة بالأذن”. ما يعنيه ذلك عادة هو أن المعرفة المتراكمة تعيش في رأس شخص واحد فقط ولا مكان آخر.
عندما يكتب أفضل مشغّل مكبس لديك خصومات الانحناء على قطعة كرتون ويحتفظ بأكوام الأدوات في دفتر ملاحظات، فذلك ليس حرفية—بل نظام مفقود.
واقع أرض المصنع: إذا كان مشغّلك يحل مسائل هندسية عند لوحة التحكم، فإن برنامجك قد فشل بالفعل في المراحل السابقة.
البرمجة غير المتصلة ليست لعرض أجزاء ثلاثية الأبعاد جميلة. إنها لإزالة الذاكرة البشرية من المسار الحرج. فعندما تُنشأ تسلسلات الأدوات، وترتيبات الانحناء، وحسابات العمق قبل أن تلامس الصفيحة القالب، تصبح الآلة منفّذًا لا حاسبًا. ينخفض الفاقد لأن التباين ينخفض.
إذن إذا لم يكن المشغّل هو السبب الجذري، فأين يختبئ الاحتكاك فعلاً؟
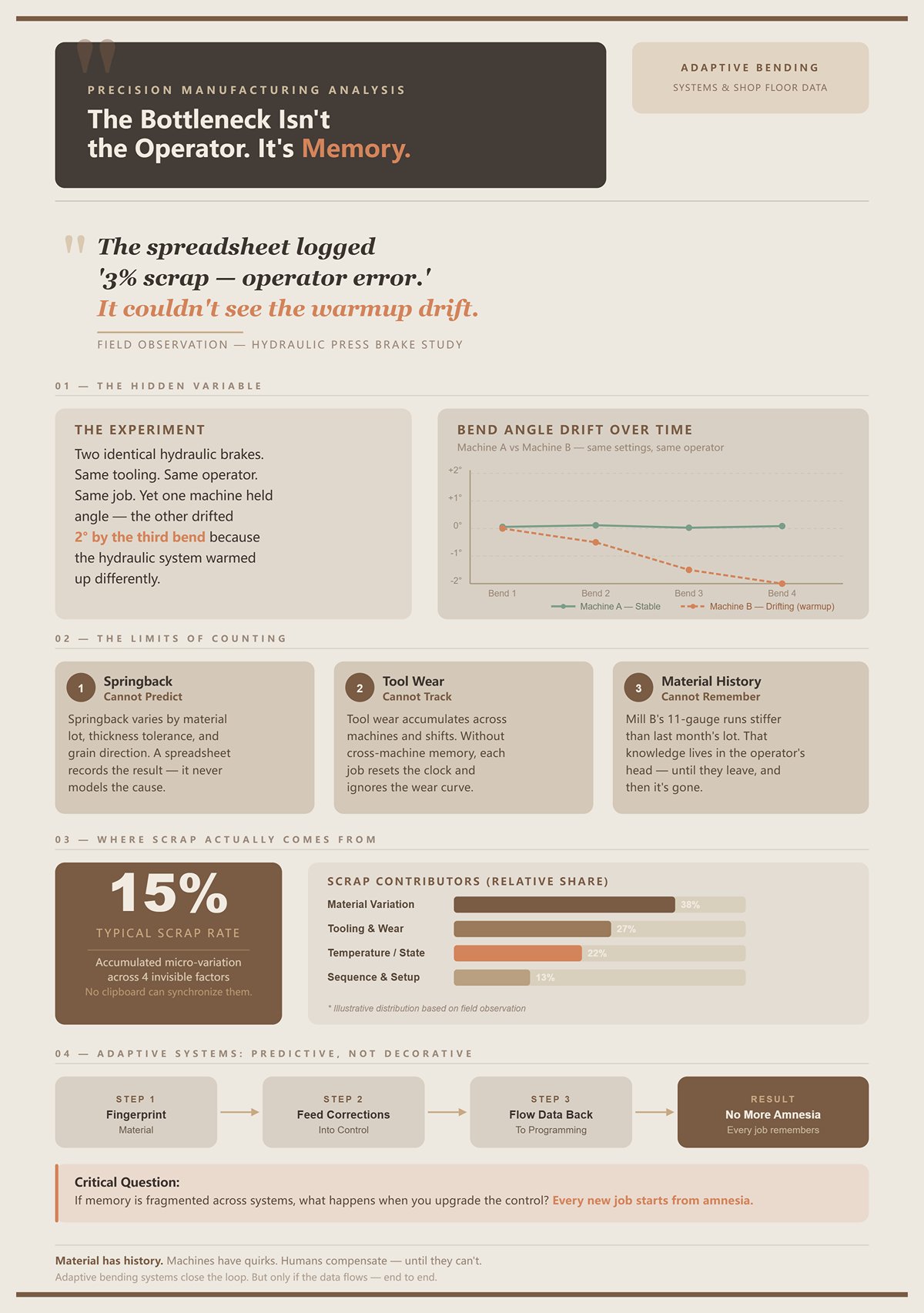
لقد أدرتُ مرة مكبسين هيدروليكيين متطابقين على نفس المهمة، بنفس الأدوات، وبنفس المشغّل. أحدهما حافظ على الزاوية. أما الآخر فانحرف بدرجتين عند الانحناءة الثالثة لأن النظام الهيدروليكي سخن بطريقة مختلفة.
لم تكتشف ذلك جدول البيانات. كل ما سجّلته هو “3% خردة — خطأ المشغّل”.”
جداول البيانات جيدة لعدّ الخسائر. لكنها لا يمكنها التنبؤ برد الارتداد، أو تتبع تآكل الأدوات بين الآلات، أو تذكر أن دفعة 11-gauge هذه من المطحنة B أكثر صلابة من دفعة الشهر الماضي.
للمواد تاريخ. وللآلات طباع. والبشر يتكيفون حتى يعجزوا.
واقع أرض المصنع: معدل خردة 15% عادة ما يكون نتيجة تراكم تباينات دقيقة—في المادة، والأدوات، ودرجة الحرارة، والتسلسل—ولا يمكن لأي لوحة ورقية مزامنتها.
أنظمة الانحناء التكيفية الحديثة تقلل الفاقد لأنها تُحلّل بصمة المادة وتعيد التصحيحات إلى وحدة التحكم. هذا توقعي، لا تجميلي. لكن ما لم يتدفق هذا البيانات إلى بيئة البرمجة لديك، فإن كل مهمة جديدة تبدأ من الصفر.
إذا كانت الذاكرة مجزأة، فماذا سيحدث عند ترقية وحدة التحكم؟

أتذكر المرة الأولى التي استبدلنا فيها مقياس الارتداد المتهالك بتحكم CNC جديد. شاشة لمس. مكتبة أدوات. آلة حاسبة للزاوية مدمجة. أحبها المشغلون كثيراً.
انخفضت نسبة الخردة — من 15% إلى ربما 12%.
ثم توقفت عند حد معين.
كان التحكم يخزن البرامج، نعم. لكنه لم يوحد الأدوات بين مكابس الثني. لم يفرض تسلسلات متسقة. لم يتواصل مع المكبس الهيدروليكي الأقدم في الزاوية الذي ما زال يشغل نصف حجم إنتاجنا. أصبحت كل آلة جزيرة مستقلة مع إضاءة أفضل.
هذه هي الوهم: الإعداد الأسرع في مكبس واحد يبدو كتحسين للنظام.
واقع أرض المصنع: الجزيرة الأذكى تظل جزيرة.
ترقيات CNC الأساسية تحسّن ذاكرة الآلة. لكنها لا تفعل شيئاً للغة المشتركة بين الآلات، وقواعد بيانات الأدوات، ومنطق البرمجة. حتى تتحدث أنظمتك الهيدروليكية والكهربائية نفس بيانات الأدوات والمواد، ستظل نسبة الخردة تُتفاوض قطعة بقطعة عند الدواسة.
وإذا كان المرض الحقيقي هو العزلة بين الآلات، فما الذي تعالجه بالضبط تلك المحاكيات ثلاثية الأبعاد البراقة؟
شاهدت مندوب مبيعات يدور قطعة ثلاثية الأبعاد مثالية على شاشة مقاس 70 بوصة بينما يقف مشغلنا الرئيسي وهو يحمل لكمة عنق إوزة مشروخة في يده. النموذج أظهر كل ثنية باللون الأزرق البراق. لا اصطدامات. لا تحذيرات. فقط معدن مثالي متخيّل ينثني ببطء.
قمنا بتشغيل نفس القطعة بعد الظهر على مكبسنا الهيدروليكي الأقدم. في الثنية الثالثة، نزل الكباس، واصطدمت حافة الرجوع بإصبع مقياس الارتداد لأن اللكمة الفعلية في الرف كان لها مسمار أطول قليلاً من نموذج المكتبة. البرنامج يعرف “عنق الإوزة”. لكنه لا يعرف تلك التي كسرناها الأسبوع الماضي واستبدلناها بعلامة تجارية مختلفة.
الرسوم المتحركة لم تكن تكذب. كانت غير مكتملة.
هذه هي الفجوة التي لا يريد أحد الاعتراف بها. هناك محاكاة تحسب، وهناك محاكاة تزيّن. النموذج ثلاثي الأبعاد الدوّار؟ هذا عرض تقديمي. محرك الاصطدام الفعلي — إذا كان مبنياً على ملفات أدوات حقيقية وأبعاد آلة حقيقية — فهو شيء آخر كلياً. عندما تخلط الورش بين الاثنين، يظنون أن الرسومات الأجمل تحل عزلة الأدوات، والبرمجة، والآلات. لكنها لا تفعل.
إذا صنعت أدوات تحكم أذكى جزر أذكى، فإن الرسومات ثلاثية الأبعاد البرّاقة غالباً تصنع جزر أجمل.
لقد برمجت مرة صندوقاً عميقاً بأربع جوانب مع طويتين داخليتين. بدا سهلاً في الوضع المسطح. المحاولة الأولى في الحياة الواقعية؟ حافة الرجوع النهائية لم يكن لها مكان تذهب إليه؛ جسم اللكمة تدخل مع الجدار الذي تم تشكيله بالفعل. اكتشفنا ذلك عند 90 طن، في منتصف الدورة.
محرك اصطدام حقيقي كان سيكتشف ذلك قبل أن تُقطع أي صفيحة.
ليس النسخة الكرتونية. النسخة الحقيقية. النوع الذي يبثق ملف اللكمة بشكل دقيق — نصف القطر، عرض الكتف، طول المسمار — ويجري مسحه عبر كل خطوة ثني مقابل هندسة الآلة الفعلية. تستخدم الأنظمة المتقدمة هياكل حجمية حدودية (BVH) لفحص الاصطدامات بكفاءة، أي أنها لا تقوم فقط بفرد وطي الشكل مجدداً؛ بل تحاكي كل حركة تدريجية للأداة في الفضاء.
في بيئات اختبار مضبوطة، أظهر الباحثون أن نسبة صغيرة لكنها حاسمة من القطع المعقدة — حوالي 5% في مجموعة بيانات كبيرة من مئات الهندسيات الواقعية — لم يكن لها ثنية نهائية قابلة للتنفيذ بسبب اصطدامات أدوات لا يمكن تجنبها. بدا النمط المسطح جيداً. قال فك الشكل الأساسي “قابل للتصنيع”. لكن الكشف الكامل عن الاصطدام ثلاثي الأبعاد المراعِ للأداة كشف الطريق المسدود.
هذه الميزة تسدد كلفتها من المرة الأولى التي تتجنب فيها قطع 200 قطعة بالليزر لا يمكن تشكيلها فعليًا.
واقع أرض المصنع: كشف الاصطدام المرتبط ببيانات الأدوات الحقيقية يمنع الحوادث، أما تدوير نموذج مظلل فلا يفعل ذلك.
لكن هنا تكمن المشكلة: تجنب الاصطدام يعمل فقط إذا كانت قاعدة بيانات الأدوات لديك مطابقة لما في حوامل الأدوات. إذا كان البرنامج يعتقد أن كتف القاطع لديك 0.590 بينما القياس في الماكينة هو 0.630، فإن “التوأم الرقمي” لديك مجرد معدن وهمي مع إضاءة أفضل. لذا يصبح السؤال أقل “هل يبدو واقعيًا؟” وأكثر “هل تتم تغذيته بنفس لغة الأدوات التي يفهمها كل مكبح؟”
والاصطدام هو نصف المعركة فقط. ماذا عن زاوية الانحناء نفسها؟
كان لدي دفعة من الفولاذ بقياس 11-gauge تأتي دائمًا بزاوية مفتوحة بمقدار 1.5 درجة. نفس البرنامج. نفس الأدوات. نفس المشغل. لكن دفعة حرارة مختلفة.
الهندسة الثابتة لا تعرف ذلك.
النموذج المسطح في CAD يفترض تشوهًا بلاستيكيًا مثاليًا—انحناء حتى 90، تحصل على 90. الفولاذ الحقيقي لديه مقاومة خضوع، مقاومة شد، اتجاه الحبوب، وتباين في السماكة. الارتداد هو استعادة المادة مرونياً بعد إزالة الحمل، وهو يغيّر زاويتك النهائية بناءً على تلك الخصائص.
البرامج الجادة خارج الخط لا ترسم الانحناء فحسب؛ بل تحسب الانحناء الزائد بناءً على نماذج المواد. أعطها مقاومة الخضوع من شهادة المصنع، السماكة من قياس فعلي، ونصف القطر الداخلي المرتبط بفتحة القالب، وهي تقدّر مدى تجاوز 90 للوصول إلى 90 بعد الإطلاق.
بعض الورش تقرن ذلك بقياس زاوية في الوقت الفعلي—ليزر أو حساسات ميكانيكية تتوقف قرب مركز ميت سفلي وتصحيح الضربة النهائية. قوي. لكن تلك الحساسات تحتاج للتنظيف والمعايرة ونقاط مرجعية مستقرة. في ورشة متسخة، تنحرف. وعندما تنحرف، فإنها تضخم الخطأ بدلًا من تصحيحه.
وهذا يعني أن النظام الأكثر قوة هو الذي تدخل فيه التصحيحات المقاسة في قاعدة البيانات خارج الخط. إذا كانت هذه الدفعة من 11-gauge تعمل بزاوية مفتوحة 1.5 درجة، فلا ينبغي أن يبدأ البرنامج التالي لهذا المعدن من الصفر.
لكن ما لم تتدفق تلك البيانات إلى بيئة البرمجة، فإن كل عمل جديد يبدأ من النسيان.
الرسوم ثلاثية الأبعاد الجميلة لا تدير ذلك الدورة. الخوارزميات التي تراعي المواد والمربوطة بقاعدة بيانات مشتركة تفعل ذلك. وهذا لا يهم إلا إذا كانت كل مكابح—ديناصور هيدروليكي وسيرفو-كهربائي لامع—تقرأ من نفس الدليل.
فماذا يحدث عندما لا تكون المدخلات منضبطة؟
| القسم | المحتوى |
|---|---|
| مشكلة واقعية | دفعة من 11-gauge جاءت بشكل ثابت مفتوحة بمقدار 1.5 درجة رغم استخدام نفس البرنامج، الأدوات، والمشغل—الفرق الوحيد كان دفعة الحرارة. |
| حدود الهندسة الثابتة | النموذج المسطح في CAD يفترض تشوهًا بلاستيكيًا مثاليًا—انحناء حتى 90°، تحصل على 90°. وهو لا يأخذ في الاعتبار تغيرات مقاومة الخضوع، مقاومة الشد، اتجاه الحبوب، أو السماكة. |
| ما الذي يسبب الارتداد | يحدث الارتداد عندما تستعيد المادة مرونياً بعد إزالة الحمل، مما يغير زاوية الانحناء النهائية بناءً على خصائص المادة. |
| دور البرامج غير المتصلة بالإنترنت | البرامج المتقدمة تحسب الانحناء الزائد المطلوب باستخدام نماذج المواد بدلاً من مجرد رسم الانحناءات. |
| المدخلات المطلوبة للدقة | تستخدم مقاومة الخضوع (من شهادة المصنع)، قياسات السمك الفعلية، ونصف القطر الداخلي المرتبط بفتحة القالب لتقدير الانحناء الزائد الضروري. |
| قياس زاوية في الوقت الفعلي | تستخدم بعض الورش أجهزة ليزر أو حساسات ميكانيكية لقياس الزوايا بالقرب من النقطة السفلية الميتة وتصحيح الضربة النهائية تلقائيًا. |
| مخاطر أنظمة الحساسات | تتطلب الحساسات التنظيف والمعايرة ونقاط مرجعية مستقرة. في البيئات الملوثة، يمكن أن يحدث انجراف يؤدي إلى تضخيم الأخطاء بدلاً من تصحيحها. |
| النهج الأكثر صلابة | يجب أن تغذي التصحيحات المقاسة قاعدة البيانات غير المتصلة بحيث تأخذ البرامج المستقبلية في الاعتبار سلوك المادة المعروف (على سبيل المثال، انفتاح بمقدار 1.5° لدفعة حرارية محددة). |
| مشكلة تدفق البيانات | بدون تغذية مرتدة في بيئة البرمجة، يبدأ كل عمل جديد بدون بيانات التصحيح التاريخية. |
| الرسومات مقابل الذكاء | لا تدير الرسومات ثلاثية الأبعاد حلقات التصحيح وحدها؛ الخوارزميات الواعية بالمواد والمتصلة بقواعد بيانات مشتركة هي التي تفعل ذلك. |
| الاتساق على مستوى النظام | يجب أن تشير جميع مكابح الضغط—الهيدروليكية أو الكهربائية بالخدمة—إلى نفس نظام البيانات المشترك لتحقيق الاتساق. |
| السؤال الختامي | ما الذي يفشل عندما لا يتم ضبط مدخلات المادة والعملية بشكل صحيح؟ |
لقد وثقنا ذات مرة بمحاكاة جميلة على لوحة كبيرة تحتوي على خمسة انحناءات متسلسلة. أجاز البرنامج كل خطوة. بلا إشارات خطر. بدا الإعداد مضمونًا تمامًا.
الجزء الأول تم تشغيله بسلاسة. الجزء الثاني؟ انحرف الزاوية لأن الزيت الهيدروليكي ارتفعت حرارته. بحلول الجزء الرابع، أدى الخطأ التراكمي إلى أن الفلنجة الأخيرة انحرفت عن هدفها بدرجتين، واختفى الخلوص المحاكى في العالم الواقعي. ما كان “آمنًا” في النموذج أصبح احتكاكًا خفيفًا في الفولاذ.
افترض النموذج أن سلوك الماكينة ثابت. لكن الماكينة كانت حيّة.
محركات المحاكاة حتمية. فهي تفترض أن هيكل الماكينة ينحرف ضمن معايير محددة، وأن جهاز القياس الخلفي يعيد التمركز ضمن التفاوت المسموح، وأن الأدوات تُثبت بشكل مثالي، وأن المادة تتطابق مع قاعدة البيانات. اكسر أيًا من تلك الافتراضات — أكتاف قوالب مهترئة، استبدال ماركة الخرامة، أو عدم معايرة نظام التعويج — وسينحرف العالم الافتراضي عن العالم المادي.
حينها تصبح تقنية الثلاثي الأبعاد آلة للثقة الزائفة. يعتمد المشغل على علامة التحقق الخضراء ويتوقف عن التساؤل حول الإعداد. النفايات لا تأتي من الجهل؛ بل من اليقين في المكان الخطأ.
واقع أرض المصنع: إذا كان المشغل يحل مسائل هندسية عند لوحة التحكم، فهذا يعني أن برنامجك قد فشل مسبقًا، ولكن إن كانت محاكاتك تتجاهل الأدوات الحقيقية، وتغذية راجعة من المادة، وتغيرات الماكينة، فهي تفشل بنفس الصمت.
المفارقة أن المحاكاة عالية المستوى لها دور فعلي. فمصنعو الآلات يستخدمونها للتحقق من مفاهيم ثني جديدة بالكامل قبل أن يُقطع الفولاذ. هذا هو عمل الابتكار — تصميم الماكينة نفسها. أما في أرض المصنع، فنحن لا نخترع قوانين الفيزياء، بل نحاول تكرارها باستمرار عبر مكابح غير متجانسة بالكاد تتفاهم.
إذن السؤال الحقيقي ليس ما إذا كانت المحاكاة ثلاثية الأبعاد تعمل.
بل إن كانت محاكاتك متصلة بالشكل الكافي بأتمتة الأدوات وبيانات الآلات المشتركة لتتوقف عن أن تكون معدنًا زائفًا — وتبدأ بالتصرف كمترجم يمكن لكل مكبح في المبنى أن يفهمه.
الوردية الثالثة. عاملان. طلب عاجل مع ثماني طيات. المبرمج كان قد “أنهى” العمل على لوحة التحكم — ترتيب الطيات أمثل، الاصطدامات خالية، الزوايا محسوبة. بدا كل شيء مثاليًا على الشاشة.
بعد خمسٍ وأربعين دقيقة، لم تكن الماكينة قد أخرجت قطعة صالحة واحدة بعد.
لماذا؟ لأن البرنامج كان يعرف ترتيب الطيات، لكنه لم يعرف الماكينة.
كان المشغل يبحث في الرف عن خرامة بزاوية 30 درجة تتوافق مع الافتراضية، يقسم قالبًا بطول 10 أقدام إلى مقاطع مرحلية لأن البرنامج لم يخطط لطول الأداة، ثم يعيد كتابة مواقع جهاز القياس بعد أن أدرك أن الأصابع الفعلية ستصطدم بفلنجة مُشكّلة سابقًا. كانت المحاكاة صحيحة من ناحية الهندسة، لكنها صامتة بشأن واقع الإعداد.
هذا هو الفجوة التي يدور حولها هذا القسم.
تسلسل الطيات يجيب على سؤال واحد: بأي ترتيب أشوه هذا الشكل المسطح حتى لا يصطدم بنفسه؟
برمجة الماكينة تجيب على سؤال مختلف: بأي خرامة وقالب بالتحديد، مرتبة بأي تسلسل فعلي على السرير، مع أي مناطق تثبيت، وقيم تعويج، وخلوصات للقياس، بحيث يمكن للمشغل تحميل الأدوات مرة واحدة وتشغيل القطع دون تفكير؟
تلك ليست المهمة نفسها.
لقد شاهدت برنامجًا ينتج تسلسلًا “مثاليًا” من ثماني خطوات يتطلب خمس عمليات تبديل أدوات كاملة لأنه أمثل للاصطدام وليس لاستخدام أدوات مشتركة بين الطيات. على الورق، فعّال. على أرض الواقع، وقت ضائع.
الأنظمة المخصصة للبرمجة غير المتصلة والتي تستحق الدفع مقابلها تتعامل مع الأدوات كموارد مقيدة. فهي تقيم ترتيب الطيات واختيار الأدوات معًا، وتبحث عن تسلسلات تقلل من تبديل الأدوات، وتعيد استخدام فتحات القوالب، وتحترم الأطوال المجزأة الفعلية في مكتبتك. ذلك منطق تركيبي، وليس مجرد رسوميات.
عندما تعمل هذه المنهجية، ينخفض وقت الإعداد بشكل كبير. العديد من الورش تبلغ عن انخفاض في الإعداد بحوالي 50% بعد نقل البرمجة إلى وضع غير متصل—not لأن الانحناءات تغيرت، ولكن لأن خطة الأدوات كانت مقررة قبل أن يلمس المشغل المفتاح الإنجليزي. يستمر المكبس في التشغيل بينما تتم البرمجة في مكان آخر.
إذا فاتك هذا الفرق، سينتهي بك الأمر إلى مراقبة مكبس قيمته مليون دولار بينما تحمل مفتاحاً إنجليزياً.
كان لدي ذات مرة مكبس هيدروليكي من أوائل القرن 2000 بجوار مكبس سيرفو-كهربائي جديد. وحدتان تحكم مختلفتان. نظاما برامج من الشركة المصنعة مختلفان. كلاهما ادعى “تجهيز الأدوات تلقائياً”.”
كل واحد لم يفهم إلا لغته الخاصة حقاً.
الأنظمة المرتبطة بالشركة المصنعة تشبه المشابك السريعة الاحتكارية: أنيقة داخل عالمها الخاص، ولكنها غير مريحة في أي مكان آخر. مكتبات أدواتها تعود افتراضياً إلى أدوات اللكم للشركة، نصف القطر، مناطق السلامة. حاول إنشاء قاعدة بيانات مشتركة عبر العلامات التجارية وستجد نفسك تصدّر، تعيد تنسيق، أو—والأسوأ—تعيد الكتابة.
منصة CAD/CAM محايدة تدعم علامات تجارية متعددة تقلب الهيكل. مكتبة أدوات رئيسية واحدة. قاعدة بيانات مواد واحدة. يقوم المعالجون النهائيون بترجمة النية المشتركة إلى لغة كل وحدة تحكم الأصلية.
فكر بها كأنها مترجم على نطاق الورشة. الهندسة واستراتيجية الأدوات تعيش في مكان واحد؛ المخرجات تتكيف حسب كل آلة.
بدون هذا الحياد، يصبح كل مكبس جزيرة لها ذاكرتها الخاصة. غيّر بعد كتف لكمة في نظام واحد وتستمر الأنظمة الأخرى في الاعتقاد بالرقم القديم. هكذا يعود “المعدن الوهمي”.
الخطر، بالطبع، هو مسرحية التوافق—برمجيات تدعي دعم علامات تجارية متعددة ولكنها تدمج بعمق مع عدد قليل فقط. إذا كان مكبسك الهيدروليكي القديم لا يقبل برامج مرفوعة أو يفتقر لمنافذ الاتصال، فلا مقدار من الحياد سيصلح ذلك. مما يعني أن اختيار البرامج يجب أن يبدأ بفحص الأجهزة، لا بعرض تجريبي.
وهذا يثير السؤال المزعج: ما مدى تلقائية “التلقائي” بالفعل؟
لقد اختبرت وحدات التجهيز التلقائي التي تولد بفخر ترتيب أدوات كامل في ثوانٍ. مثير للإعجاب—إلى أن شغّلنا قطعة غير قياسية بارتفاعات حواف مختلطة ورف أدوات محدود.
كانت الجولة الأولى بحاجة إلى ثلاث تعديلات يدوية: التبديل إلى لكمة أضيق لتجنب حافة مرتدة، فرض فتح قالب مشترك لتقليل التبديل، وإعادة ترتيب القطع لأن البرنامج افترض أدوات بطول كامل لا نملكها.
التجهيز التلقائي يقلل التدخل، لكنه لا يلغيّه.
من الناحية العملية، الأجزاء المباشرة—صناديق بسيطة، مواد متسقة، مكتبة أدوات كاملة—يمكن تشغيلها بدون تدخل من CAD إلى ملف الآلة. الأشكال المعقدة أو المكتبات غير المكتملة تكشف الثغرات. أفضل الأنظمة تفشل بشكل سلس: تشير إلى تعارضات القيود، توضح سبب اختيار الأداة، وتسمح لك بتعديلها بمنطق قابل للتتبع يعود إلى قاعدة البيانات.
الأنظمة الضعيفة تقوم فقط بإلقاء تسلسل وتترك المشغل يحل الهندسة عند وحدة التحكم.
واقع أرض المصنع: إذا كان مشغّلك يحل مسائل هندسية عند لوحة التحكم، فإن برنامجك قد فشل بالفعل في المراحل السابقة.
المؤشر الحقيقي ليس “هل يتم توليده تلقائياً؟” بل “بعد التوليد، كم عدد القرارات التي لا تزال تُتخذ باستخدام المفتاح الإنجليزي بدلاً من الفأرة؟”
إذا كان الجواب هو “قليل، ويتم تخزينها مرة أخرى في المكتبة المشتركة”، فأنت تبني لغة مشتركة. إذا كان الجواب “يعتمد على الآلة”، فأنت تعود إلى اللهجات.
واللهجات يمكن إدارتها—إلى أن يمتد أسطولك عبر ثلاثة أجيال من المكابس الهيدروليكية والكهربائية التي لا تتحدث مع بعضها بطبيعتها إطلاقاً.
لدي مكبح هيدروليكي من عام 1998 يسرب القليل من الزيت بما يكفي ليعطر الورشة، وسيرفو كهربائي جديد تمامًا يصدر خطأ في التوقيت إذا نظرت إليه نظرة خاطئة. نفس الجزء. نفس الأدوات على الورق. شخصيتان مختلفتان تمامًا عندما تضغط على زر بدء الدورة.
في النظام الهيدروليكي، يتم التعامل مع تزامن الكباس من خلال تدفق الزيت عبر الصمامات التناسبية. يحدث الانجراف ببطء، وتعوّض ذلك عبر تعديلات في الانحناء والضغط. في السيرفو، التزامن يتحكم به المشفر (الإينكودر) — لولب كروي، محركات سيرفو، حلقات موضعية. يكون دقيقًا إلى أن يتسبب اقتران مرتخٍ أو حمل حراري زائد في إخراج المحاور عن التزامن ويطلب التحكم طقسًا محددًا: إعادة تشغيل، تحريك يدوي، ربع دورة على مقبض ضبط دقيق، ومراقبة ومضة المؤشر الصحيحة.
لذا عندما تسأل: “ما مستوى الأتمتة الواقعي في ورشة مختلطة؟” إليك الجواب الصادق: يمكنك أتمتة الهندسة واستراتيجية الأدوات عبر الآلات. لكن لا يمكنك أتمتة الفوارق الفيزيائية وفوارق هيكل التحكم بين التحكم بالضغط الهيدروليكي والتحكم بالموقع في السيرفو.
هذه هي الفجوة التي يجب على البرنامج سدها.
إلى أن يتشارك نظامك الهيدروليكي لعام 1998 والسيرفو الجديد نفس دماغ الأدوات، فأنت لا تمتلك نظامًا متكاملاً — بل جزرًا منفصلة.
شاهدت سيرفو كهربائيًا يعطي زوايا انحناء غير متساوية على حافة بطول 6 أقدام لأن أحد اللولبين الكرويين تأخر ببضعة أجزاء من الألف. أظهرت المحاكاة توازيًا مثاليًا. لكن البرنامج اللاحق افترض توازن ضغط على الطريقة الهيدروليكية — أي أن الجانبين “يتشاركان” الحمل بشكل طبيعي عبر الزيت.
السيرفوات لا “تتشارك” أي شيء بشكل طبيعي. إنها تطيع أوامر الموضع. إذا كانت حلقة التغذية العكسية على أحد الجانبين غير متزامنة، فسيقوم بثني الجزء بشكلٍ غير مربع بدقة جراحية.
الأنظمة الهيدروليكية، خصوصًا ذات الحمولة العالية، لا تزال تهيمن على صفائح المعدن السميكة لأنها توفر قوة ثابتة عبر ضربة الكباس. أما السيرفوات الكهربائية فتتفوق في القابلية للتكرار وكفاءة الطاقة مع السماكات الخفيفة. الأنظمة الهجينة تمزج بين الاثنين، وأحيانًا تبقي على القوابض الميكانيكية أو دواليب الموازنة لتحقيق قدرة الذروة لأن السيرفوات الخالصة تواجه صعوبة في سلاسة التسارع عند الأحمال العالية.
الآلات المختلفة تحل مسألة القوة والحركة بطرق مختلفة.
لكن معظم البرمجيات غير المتصلة (الأوفلاين) تبسطها جميعًا إلى نفس نموذج الثني: زاوية الهدف، عامل المادة، موضع الإسناد الخلفي، وعمق الكباس.
ذلك التبسيط مفيد — حتى يخفي افتراضات التحكم.
إذا كان المترجم اللاحق في برنامجك يرسل أوامر متطابقة تعتمد على العمق إلى مكبح هيدروليكي يعتمد على الضغط وإلى سيرفو يعتمد على الموضع، فأنت تثق بفلسفتين مختلفتين للتغذية العكسية لتحققا نفس الزاوية. أحيانًا سيحدث ذلك. وأحيانًا ستجد نفسك بزاوية مفتوحة بمقدار 5 درجات بينما تتجادل حول من عبث بضبط الانحناء.
واقع أرض المصنع: تفشل الأتمتة عند الفاصل الذي يفترض فيه البرنامج أن الفيزياء عالمية.
فما الذي يعرفه برنامجك فعليًا عن الآلة التي يُصدّر لها — نوع التحكم، طريقة التعويض، سلوك التزامن — أم أنه فقط يبصق أرقامًا ويتمنى أن وحدة التحكم تكتشف الباقي؟
قمت مرة بتغيير نصف قطر كتف المثقاب في مكتبتنا الرئيسية بعد أن انكسر أثناء مهمة عاجلة. حدثتُه في النظام غير المتصل. لكني نسيت أن وحدة التحكم الخاصة بالمكبح القديم من الشركة المصنعة كان لديها نسخة محلية خاصة بها.
في الأسبوع التالي، تم تشغيل نفس الجزء على النظام الهيدروليكي القديم. المشغل اعتمد على مكتبة وحدة التحكم. فحدث تصادم.
ليس لأن الهندسة كانت خاطئة. بل لأن قاعدتي بيانات اختلفتا حول تفصيل حجمه 0.5 مم.
عندما تخلط بين العلامات التجارية والأجيال، فأنت في الواقع تخلط بين نماذج ملكية البيانات. الأنظمة الهيدروليكية القديمة غالبًا ما تخزن أدوات التشغيل محليًا داخل وحدة التحكم بقدرات محدودة على الاستيراد. الأنظمة الكهربائية الأحدث تتوقع مكتبات شبكية، أحيانًا متزامنة مع السحابة. الأنظمة البيئية للمصنّعين الأصليين تفضل كتالوجاتها الخاصة. بينما تعد الأنظمة التابعة لجهات خارجية بالحياد.
السؤال ليس “هل يمكنني إنشاء مكتبة أدوات تشغيل رئيسية؟”
بل هو “أي نظام هو السلطة—وأي الأنظمة تكتفي باستهلاك الترجمات؟”
إذا كان التحكم في السيرفو يضبط تلقائيًا تعويضات ارتفاع الأداة بينما يعتمد النظام الهيدروليكي على إدخالات يدوية باستخدام شرائح، فلا بد أن تخزن قاعدة البيانات المركزية لديك ليس فقط الأشكال الهندسية بل أيضًا منطق التعويض الخاص بكل آلة. وإلا فإن نفس أداة التثقيب تصبح واقعين ماديين مختلفين اعتمادًا على مكان تركيبها.
لهذا السبب تعتبر حيادية نظم CAD/CAM مهمة—لكن الحياد دون تطبيق فعلي هو مجرد تمثيل. إذا تمكن المشغلون من تعديل الأدوات في وحدة التحكم دون إرسال التغييرات إلى النظام الأعلى، فإنك تعود إلى تجزئة الذاكرة.
لكن ما لم تتدفق تلك البيانات إلى بيئة البرمجة، فإن كل عمل جديد يبدأ من النسيان.
والفقدان التدريجي للذاكرة مكلف.
لذا حتى لو حليت مسألة ملكية البيانات على الورق، فكم من سلوك الماكينة يمكنك فعلاً رؤيته وتوحيده—خصوصًا في المعدات الحديدية القديمة؟
قمنا بتركيب مقاييس خطية على ماكينة هيدروليكية قديمة لتحسين قابلية التكرار. أضفنا قياس زاوية على الكبس. وربطناه بالنظام غير المتصل حتى يتمكن من استخدام نتائج الانحناءات الفعلية لتعديل عوامل الارتداد.
كان ذلك مفيدًا. انخفض الفاقد في الأعمال المتكررة لأننا لم نكن نخمن تصحيح المادة في كل مرة.
لكن إليك ما لم نتمكن من رؤيته: تأخر استجابة الصمامات الداخلية، تباين درجة حرارة الزيت بين النوبات، التآكل الدقيق في الوصلات الميكانيكية. السيرفو المجاور لها يرسل بيانات عزم المحرك، وحمل المحور، وخطأ الموضع في الوقت الحقيقي. أما النظام الهيدروليكي فيعطيك الضغط والعمق—وكثيرًا من التخمين المدروس.
حتى بعد التعديل، تظل الآلة القديمة تحتوي على “مناطق مظلمة” في سلوكها.
وبعض هذا الظلام بنيوي. ترقيات السيرفو المبكرة في المكابس الثقيلة أبقت على القوابض الميكانيكية من أجل تحقيق القوة القصوى لأن المحركات وحدها لم تكن قادرة على التعامل مع الديناميكيات بسلاسة. هذا الارتباط الميكانيكي لا يتم رصده بنفس دقة حلقات السيرفو الحديثة. يمكنك قياس موضع الخرج، لكن لا يمكنك دائمًا رؤية التوافق الميكانيكي اللحظي الداخلي.
إذًا ما الذي يمكن أتمتته بشكل واقعي؟
يمكنك توحيد مكتبات الأدوات. يمكنك توحيد تسلسل الانحناءات ومنطق التحضير. يمكنك إرسال البرامج المتوافقة عبر جميع الماكينات. يمكنك جمع تغذية راجعة للزاوية حيثما وُجدت الحساسات.
لكن لا يمكنك موازنة “شخصيات” الماكينات بشكل كامل دون إعادة تصميمها.
واقع أرض المصنع: إجبار الأنظمة الهيدروليكية القديمة على “التحدث” لا يعني جعلها تفكر مثل السيرفو—بل يعني بناء برمجيات ذكية بما يكفي لترجمة الفارق بين القوة المعتمدة على الضغط والدقة المعتمدة على المشفرات.
وبمجرد أن تجعلها تتحدث نفس لغة الأدوات، فإن السؤال التالي لم يعد عن التوافق بعد الآن.
بل عن الرؤية.
هل تقوم أولاً بتحسين الانحناءات ثم تراقب الأداء—أم أنك تحتاج إلى تغذية راجعة في الوقت الحقيقي قبل أن يكون لأي تحسين معنى فعلي؟
لقد شاهدت مرة مكبح كهربائي $180,000 يقف خاملاً لمدة 27 دقيقة لأن المشبك لم يكن في المكان الذي قال البرنامج إنه سيكون فيه. الشاشة كانت تعرض أضواء خضراء. لوحة البيانات أبلغت لاحقاً عن “توقف بسيط”. ومع ذلك تم شحن العمل متأخراً.
إذن هل تحتاج إلى تغذية راجعة لحظية عبر كل آلة قبل أن تعمل الأتمتة فعلياً؟
لا.
لكن إذا لم تتمكن من رؤية ما تفعله آلاتك دقيقةً بدقيقة، فأنت تخمن مكان عنق الزجاجة الحقيقي.
هذا هو التحول. البرمجة غير المتصلة تجبر الأجهزة الهيدروليكية التقليدية والكهربائية الحديثة على التحدث بنفس لغة الأدوات. المراقبة تخبرك ما إذا كانوا بالفعل يتحدثون — أو يكتفون بهز الرأس بأدب بينما يهدرون الوقت في الإعداد، والتعديل، والتوقفات الصغيرة. أحدهما هو المترجم. والآخر هو كاتب المحضر. بدون المحضر، لن تعرف من كذب.
وبدون هذه الرؤية، فإن العائد على الاستثمار مجرد حكاية قبل النوم.
لقد ثبّتُ أجهزة استشعار زاوية على مكبح هيدروليكي قديم معتقداً أنني قضيت أخيراً على التخمين في ارتداد الزوايا. بعد أسبوعين انحرفت القراءات لأن أحداً لم ينظف العدسات، وبدأ النظام “التصحيحي الذاتي” في مطاردة الغبار بدلاً من الفولاذ.
اللحظية لا تعني الموثوقية.
هناك فرق بين منع الانحناء السيئ التالي وتوثيق الانحناء السيئ الأخير. التغذية العالية التردد من وحدات التحكم المنطقية PLC يمكنها تصنيف وقت التوقف حسب رمز الإنذار، أو انقطاع الدورة، أو خطأ المحور — دقة رائعة. لكن إذا كان فريقك يحتاج إلى ثلاثة أشهر لفهم لوحة البيانات، فقد نصّبت للتو آلة أخرى تحتاج إلى مراقبة.
واقع أرض المصنع: طبقة مراقبة تتطلب صيانتها الخاصة تصبح مصدراً آخر للتوقف.
التقارير بعد التشغيل تخبرك بما حدث. التغذية اللحظية يمكن أن تخبرك أثناء حدوثه — لكنها لا تزال تتأخر لبضع ميلي ثانية، وأحياناً لبضع ثوان، وهي لا تعيد كتابة تسلسل الانحناء السيئ الذي تم إدخاله بالفعل إلى وحدة التحكم. المراقبة لا تصلح الهندسة. إنها تكشف الاحتكاك.
وهذا يثير السؤال: ما الذي تحاول إصلاحه أولاً — الخردة أم الوقت؟
لقد أقسمت مرة أن متوسط إعدادنا كان “حوالي 20 دقيقة”. عندما قمنا أخيراً بتتبعها بشكل صحيح — بدأنا الوقت عند إخراج أول أداة من الرف، وتوقفنا عند خروج أول قطعة صحيحة — كان الرقم الحقيقي 38.
هذا هو الرقم الذي يهم.
إذا كانت البرمجيات غير المتصلة تؤتمت تسلسلات الأدوات، وتجهز المشابك مسبقاً، وتقضي على التعديلات من جانب وحدة التحكم، فيجب أن ترى وقت الإعداد ينخفض. ليس في النظرية، بل بالدقائق. ولكن إذا لم تعرف خط الأساس حسب الآلة، والوردية، والمشغل، فلن تستطيع إثبات التحسن — ستشعر فقط أنك أكثر انشغالاً.
مثال افتراضي: لنقل إن البرمجة غير المتصلة تقلص الإعداد بمقدار 12 دقيقة لكل مهمة على مكبح يعمل بـ 10 مهام في اليوم. هذا يعادل ساعتين مسترجعتين. اضرب ذلك بمعدل الأجور وأعباء الآلة. الآن لديك رقم. بدون التتبع، لديك إحساس.
واقع أرض المصنع: إذا لم تتمكن من رؤية وقت الإعداد بالدقيقة، فأنت تخمن العائد على الاستثمار وتطلق عليه اسم استراتيجية.
المراقبة ليست العلاج. إنها الميزان.
وأنت لا تتبع حمية دون ميزان.
لقد رأيت ورشًا تحتوي على لوحة بيانات معلقة على الجدار تصرخ بالنسبة المئوية لـ OEE بينما يقوم المبرمجون بتعديل خصم الانحناء في عزلة تامة. نظامان. واقعان.
هكذا تحصل على ما أسميه التصنيع بانقسام الدماغ.
طبقة البرمجة لديك تولد تسلسلات الأدوات وأوامر الانحناء وأهداف العمق. طبقة المراقبة تسجل أوقات التوقف، الإنذارات، وعدد الدورات. إذا لم يتواصلا، لا يمكنك ربط ارتفاع في التوقفات الصغيرة بتكوين أدوات محدد أو استراتيجية انحناء معينة. أنت فقط ترى “ازداد وقت التوقف”.”
لكن ما لم تتدفق تلك البيانات إلى بيئة البرمجة، فإن كل عمل جديد يبدأ من النسيان.
الأجهزة الكهربائية الحديثة ذات الميزات التنبؤية المدمجة تطمس هذا الخط. يمكنها تعديل الزاوية ذاتيًا، تعويض الانجراف، رفع علم الصيانة قبل الفشل. مثير للإعجاب. لكن تلك التحسينات تعيش داخل وحدة التحكم تلك وحدها. جهازك الهيدروليكي من عام 1998 على الجانب الآخر من الممر لا يستفيد. نظامك غير المتصل لا يتعلم إلا إذا أجبرت البيانات على الصعود للمستوى الأعلى.
فتنتهي بامتلاك جزر أكثر ذكاءً مرة أخرى.
الخطوة الحقيقية ليست الاختيار بين المراقبة والأتمتة غير المتصلة. بل ترتيبهم بشكل صحيح: استخدم المراقبة لإرساء الحقيقة الأساسية، ثم نفذ أتمتة الأدوات غير المتصلة لمهاجمة الإعداد وعدم الاتساق، وبعدها أعد تغذية الأداء لصقل البرامج عبر الأسطول.
الرؤية أولاً. الترجمة ثانيًا. التنفيذ ثالثًا.
إذا تجاوزت الترتيب، فأنت تقوم بتحسين في الظلام — وهكذا كدت أن أتسبب في إفلاس أرضية العمل الخاصة بي مرة من قبل.
فأين تبدأ فعليًا في بناء نظام انحناء مضبوط دون أن تغرق في البرامج قبل أن تدر عليك عائدًا؟
لقد وقعت مرة أمر شراء لـ “حل انحناء متكامل بالكامل” بعد عرض براق واحد. بعد ستة أشهر، كان لدينا ثلاثة تسجيلات دخول جديدة، ولوحتان بيانات لا يثق بهما أحد، ونفس الخمسة درجات مفتوحة على زاوية 90 التي كان يجب أن تكون مربعة تمامًا.
الخطأ لم يكن في شراء البرنامج.
كان في الشراء بالترتيب الخاطئ.
أنت لا تبني نظام انحناء مضبوط بتكديس الميزات. بل تبنيه بمهاجمة خسارتك المهيمنة أولًا — سواء كانت هدرًا، أو وقت توقف، أو نقص في الرؤية — وإجبار كل آلة على التحدث بنفس لغة الأدوات قبل أن تطلب منها الغناء في تناغم. المراقبة هي الميزان. الأتمتة هي الحمية. لكن عليك أن تحدد ما الذي تعاني منه زيادة.
فأين تبدأ دون أن تغرق؟
قبل بضع سنوات، قمنا بإتلاف دفعة من حوامل 3/16 لأن الحافة اصطدمت بإصبع المقياس الخلفي في الانحناء الثالث. البرنامج بدا جيدًا على الشاشة. المشغل أقسم أنه اتبعه. وقع التصادم مع ذلك.
لم تكن تلك مشكلة المشغل.
لم تكن حتى مشكلة في الماكينة.
كانت مشكلة تصنيف.
خطأ البرمجة يعني أن تسلسل الثني أو تخطيط الأدوات أو أهداف العمق كانت خاطئة قبل أن يخرج أول أداة من الرف. خطأ التنفيذ يعني أن البرنامج كان صحيحاً، لكن حدث انحراف — نصف قطر المكبس متآكل، مقعد القالب متسخ، أو تجاوز المشغل للإعدادات. خطأ الرؤية يعني أن البرمجة والتنفيذ لم يكونا خاطئين بشكل واضح، لكن لم ينتبه أحد لتسلل وقت الإعداد من 20 إلى 38 دقيقة أو تراكم التوقفات الصغيرة بين عمليات الثني.
إذا لم تستطع تحديد أي فئة ينتمي إليها آخر فشل لديك، فأنت لست مستعداً لشراء أي شيء.
واقع أرض المصنع: إذا كان مشغّلك يحل مسائل هندسية عند لوحة التحكم، فإن برنامجك قد فشل بالفعل في المراحل السابقة.
أجب عن هذا السؤال بصدق وستبدأ الضبابية بالانقشاع. لكن ماذا لو كان الجواب الصادق مؤلماً؟
كسرت عنق أوزة $400 لأن برنامجنا طلب أداة لم تكن لدينا فعلياً في ذلك المحطة. وحدة التحكم لم تكترث. نفذت فقط ما أُمرت به.
هذه خسارة برمجة.
إذا كان الهدر وإعادة العمل يلتهمانك، فأول دولار لا يذهب لمحاكاة أجمل. بل يذهب إلى CAM غير متصل يفرض مكتبات أدوات حقيقية، مناطق تثبيت حقيقية، وحدود ماكينة حقيقية — ليس معدن وهمي.
البرمجة غير المتصلة هي مترجم. فهي تنقل المعرفة الميدانية من أفضل عامل لديك وتجبرها على تسلسل أدوات قابل للتكرار ويعمل على الهيدروليك القديم 1998 وعلى السيرفو-إلكتريك الجديد. نفس ترتيب الثني. نفس نداءات الأدوات. نفس منطق العمق.
عندما تنجز بشكل صحيح، يقل الإعداد لأن البرنامج قرر مسبقاً أي المكابس، بأي ترتيب، وفي أي محطات. يقوم المشغل بالتحميل والتشغيل. لا يرتجل.
والآن النقطة المضادة غير المريحة.
هناك ورش تستبدل مكبح CNC جديد وتحقق عائد الاستثمار في أقل من سنة دون المساس بالبرمجيات. لقد رأيت ذلك. الأجهزة وحدها يمكن أن تثبت التحكم في الزوايا وتقلل الانحراف. لكن إذا أصبحت تلك الماكينة الجديدة جزيرة أكثر ذكاءً — بقاعدة بيانات أدواتها وطريقتها الخاصة في التفكير — فقد قللت التباين على مكبح واحد وحافظت على الفوضى عبر الأسطول.
إذا كانت إعادة العمل مشكلة منهجية، فإن البرمجيات التي توحد منطق الأدوات عبر الماكينات ستدوم أطول من أي قطعة حديد واحدة.
لكن ماذا لو لم يكن الهدر هو نزيفك الحقيقي؟
كان لدينا مكبح هيدروليكي “يشعر بعدم الموثوقية”. كان هذا التشخيص الرسمي. يشعر.
عندما قمنا بتوصيل مراقبة حالة الماكينة الأساسية عبر أرض المصنع، اكتشفنا أنه لم يكن يتعطل. بل كان يجلس خاملاً ينتظر المادة 14% من الوردية وينتظر البرامج 9%.
هذه خسارة رؤية متنكرة في صورة فشل ميكانيكي.
إذا كان ألمك هو التوقف غير المخطط — ليس النفايات، بل الآلات الصامتة حين يُفترض أن تكون في دورة تشغيل — فابدأ بالمراقبة الشاملة. ليست لوحة تحكم أنيقة للفرامل الأحدث فقط. بل للجميع. نفس التعريفات. نفس الطوابع الزمنية. نفس اللغة لـ “تشغيل”، “إعداد”، “إنذار”، “خمول”.”
لأنه حتى ترى وقت التوقف مصنّفًا حسب السبب، ستستمر في لوم الأنظمة الهيدروليكية على أخطاء الجدولة.
واقع أرض المصنع: آلة جاهزيتها الميكانيكية 85% ولكن استخدامها الفعلي 60% لا تحتاج إلى تعديل أولا، بل إلى الحقيقة.
المراقبة هنا ليست العلاج، بل المصباح اليدوي. وإذا لم يتدفق ذلك البيانات عائدة إلى بيئة البرمجة الخاصة بك، فإن كل وظيفة جديدة تبدأ من الذَّاكرة الممسوحة.
لذا، لقد صنّفت خسارتك المهيمنة. واخترت الطبقة الأولى. فما الذي يمنعك الآن من الانجراف مجددًا نحو التسوق بحسب المزايا؟
جلست في عروض توضيحية حيث قام مندوب المبيعات بتكبير نموذج ثلاثي الأبعاد، وأداره، وقطّعه مقطعيًا، وسمّاه “قدرات توأم رقمي كامل”. أما على أرض الواقع، فكنا نسميه معدنًا متخيلًا.
الميزات وعود منفصلة.
أما نظام الثني المتحكم به، فهو حوار.
أنت لا تشتري “برمجة تصنيع غير متصلة” أو “مراقبة”. بل تصمم هيكلًا تكون فيه:
ذلك هو نظام لغة.
لا يجب أن تتحول الهيدروليكيات القديمة إلى كهرباء. ولا يجب أن تصبح أنظمة التحكم القديمة جديدة. لكنها يجب أن تتحدث نفس لهجة الثني، وإلا فستدير مترجمين إلى الأبد.
إليك الجزء غير الواضح.
نقطة البداية الصحيحة لا تحددها المظاهر الحديثة، بل حيث تتضاعف خسائرك الحالية بأسرع شكل. النفايات تتضاعف مع كل وظيفة. التوقف يتضاعف مع كل وردية. فجوات الرؤية تتضاعف مع كل قرار.
اختر القوة المتضاعفة. هاجمها أولاً. ثم أضف الجزء التالي بحيث يعزز الأول لا أن يتنافس معه.
توقف عن السؤال: “أي برنامج يملك أكثر ميزات؟”
ابدأ بالسؤال: “ما الذي يجب أن يقوله كل مكبس ثني في موقعي — بنفس الكلمات تمامًا — ليعمل هذا المكان دون بطولات فردية؟”


















