

私は、シニアオペレーターが$400パンチを割ってしまうところを見ました。最初の部品が1.5度開いて出てきた後、彼は曲げ代の計算を制御盤でやり直し、感覚的にY深さを微調整してサイクルを開始しました。すると、材料は前のシートよりも強く押しつけられました。スクラップ部品。破損した工具。10分間の沈黙。.
彼は不注意だったわけではありません。彼は一人だったのです。.
それが「ペダルでプログラミングする」ということが実際にどう見えるか──スクラップ箱が15%に達した時の光景です。.
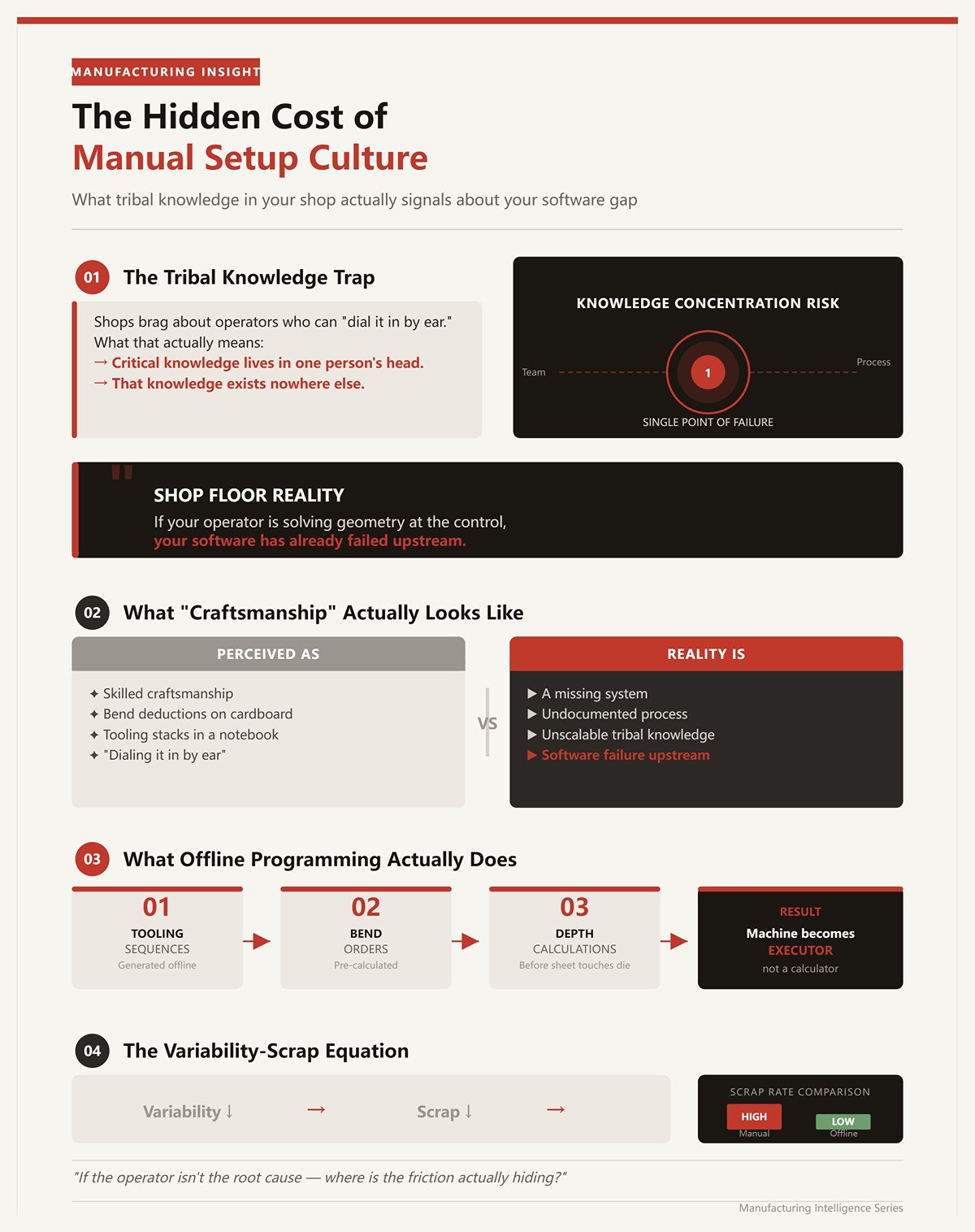
「耳で調整できる」オペレーターを誇らしげに語る工場を見たことがあります。たいていそれは、その部族的知識が一人の頭の中にしか存在しないことを意味しています。.
最高のプレスブレーキオペレーターが曲げ控を段ボールに書き、工具の積み重ねをノートに記録しているなら、それは職人技ではなく──システムの欠如です。.
現場の現実: もしオペレーターが制御盤で幾何計算をしているなら、あなたのソフトウェアはすでに上流で失敗しています。.
オフラインプログラミングは、美しい3D部品を作るためのものではありません。それは人的記憶を重要経路から排除するためのものです。工具シーケンス、曲げ順序、深さ計算がシートが金型に触れる前に生成されると、機械は「計算する者」ではなく「実行者」になります。スクラップが減るのは、ばらつきが減るからです。.
では、オペレーターが根本原因でないなら、摩擦は実際どこに潜んでいるのでしょうか?
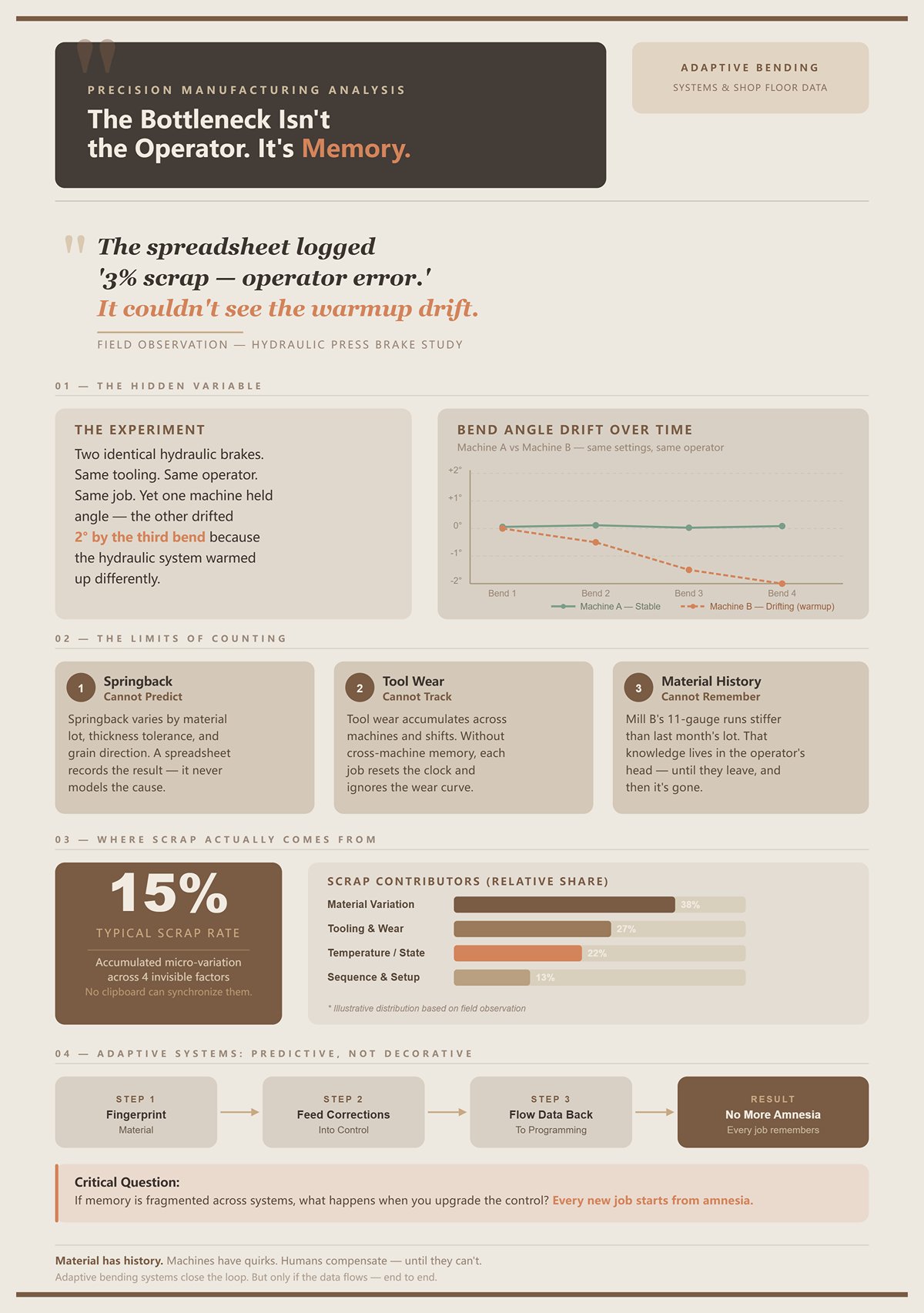
私はかつて、同じ作業を同じ工具、同じオペレーターで、2台の同一油圧ブレーキで運転しました。1台は角度を維持しました。もう1台は、油圧システムの温まり方が違ったため、3回目の曲げで2度ずれました。.
スプレッドシートはそれを見逃しました。ただ「3%スクラップ — オペレーターエラー」と記録しただけです。“
スプレッドシートは損害を数えるには問題ありません。しかし、スプリングバックを予測したり、機械間で工具の摩耗を追跡したり、ミルBの11ゲージ材が先月のロットより硬いことを記憶したりすることはできません。.
材料には履歴があります。機械には癖があります。人間は補正します──できなくなるまで。.
現場の現実: 15%のスクラップ率は通常、積み重なった微小なばらつき──材料、工具、温度、順序──によるものです。いずれもクリップボードでは同期できません。.
最新の適応式曲げシステムがスクラップを減らすのは、材料を指紋認識し、補正データを制御にフィードバックするからです。それは予測的であり、装飾的ではありません。しかし、そのデータがプログラミング環境に戻らない限り、新しい作業は毎回記憶喪失から始まります。.
記憶が断片化しているとき、制御装置をアップグレードしたらどうなるでしょうか?

初めて疲れたバックゲージを新しいCNC制御装置に交換したときのことを覚えています。タッチスクリーン、工具ライブラリ、角度計算機が内蔵されていました。オペレーターたちはそれを気に入りました。.
スクラップの発生率が下がった――15%からおそらく12%へ。.
それから横ばいになった。.
制御装置はプログラムを保存していた。だが、ブレーキ間で工具の標準化はしていなかった。作業手順の一貫性も守らなかった。工場の隅で、いまだに生産量の半分を担っている古い油圧機と通信することもなかった。各機械は照明がよくなっただけの孤立した島となった。.
それが錯覚だ。1台のブレーキで段取りが速くなると、システム全体が改善されたように感じてしまう。.
現場の現実: 賢い島でも、結局は島のままだ。.
基本的なCNCのアップグレードは、機械の記憶能力を向上させる。しかし、機械間の共通言語、工具データベース、プログラム論理には何の改善ももたらさない。油圧と電動が同じ工具・素材データを共有できるようになるまで、スクラップ率はペダルを踏むたびに1部品ごとに交渉され続ける。.
そして、もし本当の病が「機械間の孤立」だとしたら、あの光沢のある3Dシミュレーションはいったい何を治しているのだろう?
私は営業担当が70インチのモニターで完璧な3D部品を回転させるのを見ていた。その横で、主任オペレーターは割れたグースネックパンチを手にして立っていた。モデルは光沢のある青で曲げを描写し、衝突も警告もなく、ただ完璧な「仮想の」金属がスローモーションで折り曲げられていた。.
同じ部品をその日の午後、古い油圧機で加工した。3番目の曲げでラムが下降し、リターンフランジがバックゲージの指に当たった。というのも実際のパンチはライブラリモデルよりタンが少し長かったからだ。ソフトウェアは「グースネック」を知っていたが、先週割れて別メーカー品に交換したことまでは知らなかった。.
アニメーションは嘘をついていたわけではない。ただ、不完全だった。.
それが誰も認めたがらない分断だ。計算するシミュレーションと、飾るためのシミュレーション。回転する3Dモデルは「プレゼンテーション」だ。基盤にある衝突検知エンジン――実際の工具プロファイルと機械の作動範囲に基づいて構築されているなら――それはまったく別物だ。工場がこの2つを混同すると、きれいなグラフィックを買えば工具・プログラム・機械間の孤立が解消されると錯覚する。だが、それは違う。.
賢い制御が賢い島を生み出したように、派手な3Dはもっと美しい島を生み出すだけだ。.
かつて、内部ヘムが2つある深い四面体の箱をプログラムした。平面では簡単そうに見えた。だが実際の初回加工では、最後のリターンフランジの逃げ場がなく、パンチ本体がすでに成形済みの壁に干渉した。それを学んだのは、90トンが作動している真っ最中だった。.
適切な衝突検知エンジンがあれば、板材を切る前にそれを防げただろう。.
漫画のようなものではない。本物のものだ。パンチのプロファイル――半径、ショルダー幅、タン長――を正確に押し出し、機械の実際の形状に対して1曲げごとに動作を追跡するタイプ。高度なシステムは境界ボリューム階層(BVH)を使って衝突を効率的にチェックし、単に展開・再折り畳みをするだけでなく、工具の空間内での増分的な動きをきちんとシミュレートする。.
制御された試験環境で研究者は示した。複雑な部品の小さいが重要な割合――数百の現実的形状からなる大規模データセットのうち約5%――が、工具衝突のため最終曲げが不可能だった。平面展開では問題なし。基本的なアンフォールドでは「製作可能」と出た。完全な3Dツール認識型衝突検知だけが行き止まりを暴いた。.
その機能は、物理的に成形不可能なレーザーカット済みブランク200枚を無駄にしない最初の瞬間に、すでに投資回収される。.
現場の現実: 実際の工具データに結びついた衝突検知はクラッシュを防ぐ。陰影付きモデルを回すだけでは防げない。.
しかし問題はこうです。衝突回避は、ツーリングデータベースがラックと一致している場合にしか機能しません。ソフトウェアがパンチショルダーを0.590と認識しているのに、実際の機械のパンチショルダーが0.630である場合、あなたの「デジタルツイン」は、照明が良いだけの架空の金属です。つまり、問いは「リアルに見えるかどうか」ではなく、「すべてのプレスブレーキが理解できる同じツーリング言語でデータが供給されているかどうか」に変わります。“
そして衝突は戦いの半分にすぎません。問題はベンド角そのものです。
11ゲージの材料を使ったバッチが常に1.5度開いた状態で仕上がりました。同じプログラム。同じツール。同じオペレーター。違うヒートロット。.
静的ジオメトリはそれを知りません。.
平面のCADモデルは理想的な塑性変形を前提とします——90°に曲げれば90°になる、と。しかし実際の鋼材には、降伏強さ、引張強さ、繊維方向、厚さのばらつきが存在します。スプリングバックとは、荷重を取り除いた後に材料が弾性的に回復する現象であり、これらの特性によって最終角度が変わります。.
本格的なオフラインソフトウェアは、単にベンド線を描くだけでなく、材料モデルに基づいてオーバーベンドを計算します。ミル証明書から降伏強さを、実測から厚さを、そしてダイ開口部に関連付けられた内半径を入力すると、90°に仕上げるために何度まで曲げる必要があるかを推定します。.
一部の工場では、それにリアルタイムの角度測定を組み合わせています——レーザーや機械式センサーが、下死点付近で一時停止し、最終ストロークを補正します。これは強力です。しかしこれらのセンサーは、清掃、キャリブレーション、安定した基準点が必要です。汚れた工場ではドリフトが発生し、そのドリフトは誤差を修正するどころか増幅します。.
つまり、最も堅牢なシステムとは、測定された補正値がオフラインデータベースにフィードバックされるものです。もしこの11ゲージのヒートロットで1.5度開きが発生したなら、その材料の次のプログラムはゼロから始めるべきではありません。.
しかし、そのデータがプログラミング環境に戻らない限り、すべての新しいジョブは記憶喪失から始まります。.
美しい3Dグラフィックではこのループを管理できません。共有データベースにリンクされた材料対応アルゴリズムなら可能です。そしてそれが意味を持つのは、油圧の旧式ブレーキもピカピカのサーボ電動ブレーキも、同じルールブックを参照している場合だけです。.
では、入力が統制されていないと何が壊れるのでしょうか?
| セクション | 内容 |
|---|---|
| 実際の問題 | 11ゲージのバッチが、同じプログラム、ツーリング、オペレーターを使っているにもかかわらず、常に1.5度開いて仕上がった——異なっていたのはヒートロットだけ。. |
| 静的ジオメトリの限界 | 平面のCADモデルは理想的な塑性変形を前提としています——90°に曲げれば90°になる、と。しかし、降伏強さ、引張強さ、繊維方向、厚さの違いは考慮されません。. |
| スプリングバックの原因 | スプリングバックは、荷重を取り除いた後に材料が弾性的に回復することで発生し、材料特性に応じて最終的なベンド角を変化させます。. |
| オフラインソフトウェアの役割 | 高度なソフトウェアは、ベンドを描くだけでなく、材料モデルを使用して必要なオーバーベンド量を計算します。. |
| 精度のために必要な入力項目 | 降伏強さ(ミルシートから)、実際の板厚測定値、およびダイ開口に関連する内側半径が、必要なオーバーベンドの推定に使用されます。. |
| リアルタイム角度測定 | 一部の工場では、下死点付近の角度をレーザーまたは機械式センサーで測定し、最終ストロークを自動修正します。. |
| センサーシステムのリスク | センサーは清掃、校正、安定した基準点を必要とします。汚れた環境ではドリフトが発生し、誤差を補正するどころか拡大させることがあります。. |
| 最も堅牢なアプローチ | 測定された修正値はオフラインデータベースにフィードバックされ、将来のプログラムが既知の材料挙動(例:特定のヒートロットで1.5°開く)を考慮できるようにします。. |
| データフローの問題 | プログラミング環境にフィードバックがなければ、新しいジョブごとに履歴修正データがない状態から始まります。. |
| グラフィック vs. インテリジェンス | 3Dグラフィックだけでは補正ループを管理できません。共有データベースに接続された材料対応アルゴリズムこそがそれを行います。. |
| システム全体の一貫性 | 油圧式でもサーボ電動式でも、すべてのプレスブレーキは一貫性を保つため、同一の共有データシステムを参照する必要があります。. |
| 締めくくりの問い | 材料およびプロセス入力が適切に制御されないと何が失敗するのか? |
かつて、5つの連続曲げを持つ大きなパネルの美しいシミュレーションを信頼したことがありました。ソフトウェアはすべての工程をクリアしました。警告はありません。セットアップは完璧に見えました。.
最初の部品は問題なく加工されました。2つ目の部品では?油圧オイルが温まって角度がずれました。4つ目の部品では累積誤差により、最後のフランジが目標から2度外れ、シミュレーション上のクリアランスが実機では消失しました。モデル上で「安全」だったものが、実際の鉄板では軽い擦れになったのです。.
モデルは機械が静的に動作すると仮定していました。だが、機械は生きていたのです。.
シミュレーションエンジンは決定論的に動作します。機械フレームが定義された範囲内でたわみ、バックゲージが公差内で繰り返し、工具が完全に据え付き、材料がデータベースと一致することを前提としています。これらのうち一つでも崩れると—摩耗したダイ肩、交換されたパンチブランド、校正されていないクラウニングなど—仮想世界は現実世界から乖離していきます。.
それが、3Dが誤った自信製造機になるときです。オペレーターは緑のチェックマークを信頼し、セットアップの確認をやめます。スクラップは無知から生じるのではなく、誤った確信から生じます。.
現場の現実: オペレーターが制御盤で幾何計算をしている時点で、ソフトウェアはすでに上流工程で失敗しています──しかし、シミュレーションが実際の工具、素材からのフィードバック、機械のばらつきを無視している場合、それは静かに失敗しているのです。.
皮肉なことに、ハイエンドのシミュレーションには確かに役割があります。機械メーカーは、鋼材を切断する前に、まったく新しい曲げコンセプトを検証するために使用します。それは革新のための作業──つまり機械自体の設計です。工場現場では、私たちは物理法則を発明しているのではありません。それを、互いにほとんど互換性のないブレーキ間で、一貫して再現しようとしているのです。.
だから本当の問いは「3Dシミュレーションが機能するかどうか」ではありません。.
それは、シミュレーションが工具自動化や共有機械データと十分に密接に接続され、仮想の金属ごっこをやめて、建物内のすべてのブレーキが理解できる翻訳者として機能し始めることができるかどうかです。.
深夜シフト。オペレーターが二人。8回曲げの急ぎ仕事。プログラマーはすでに制御盤でそれを「完成」させていました──曲げ順序は最適化され、干渉は解消され、角度も計算済み。画面上は完璧に見えました。.
45分後、機械はまだ良品を一つもサイクルしていませんでした。.
なぜでしょう?それはプログラムが曲げ順序を知っていても、機械のことを知らなかったからです。.
オペレーターは、仮想のものと一致する30度パンチをラックから探し、工具長を考慮していない制御盤のせいで10フィートのダイを段取り替えして分割し、さらにバックゲージ位置を修正しました。なぜなら、物理的なフィンガーが既に形成されたフランジに衝突することが分かったからです。シミュレーションは幾何的には正しかったのですが、セットアップの現実については沈黙していました。.
この章が扱うのは、このギャップです。.
曲げ順序のプログラミングは、1つの質問に答えます:この平板パターンを自己干渉なく変形させるには、どの順番で曲げればよいか?
機械のプログラミングは別の質問に答えます:どの正確なパンチとダイのセグメントを、ベッド上にどんな物理的順序で並べ、どのクランプゾーン、クラウニング値、ゲージクリアランスで使用すれば、オペレーターが工具を一度セットするだけで考えずに部品を加工できるか?
これらは同じ作業ではありません。.
私は、ソフトウェアが「完璧な」8ステップのシーケンスを出力したのに、干渉を回避するためだけに最適化していたせいで、5回もの工具交換が必要になった例を見たことがあります。紙の上では効率的でも、現場では停止時間です。.
投資する価値のある専用オフラインシステムは、工具を制約されたリソースとして扱います。曲げ順と工具選定を同時に評価し、段取り替えを最小化し、ダイ開口を再利用し、ライブラリ内の実際の分割長に適合するシーケンスを探します。それは単なるグラフィックではなく、組合せロジックなのです。.
そのロジックが機能すると、セットアップ時間は大幅に短縮されます。多くの工場では、プログラミングをオフラインに移行した後、セットアップが約50%削減されたと報告しています──曲げ順が変わったからではなく、工具計画がオペレーターがレンチを握る前に決定されていたからです。プレスブレーキは、他所でプログラミングしている間もサイクルを続けます。.
その違いを見逃すと、何百万ドルもするブレーキを片手にモンキーレンチを持って付きっきりで世話する羽目になります。.
かつて私は、2000年代初頭の油圧式ブレーキの隣に新型のサーボ電動ブレーキを並べて置いていました。コントローラは2種類。OEM専用ソフトウェアのエコシステムも2種類。どちらも「自動ツーリング」を謳っていました。“
どちらも本当の意味で理解しているのは自分の方言だけでした。.
OEMに縛られたシステムは、専用のクイッククランプのようなものです。自分の世界の中では滑らかに動くが、他では不格好。ツーリングライブラリは、そのメーカーのパンチやR、セーフティゾーンをデフォルトとして設定。ブランドをまたいで共通データベースを作ろうとすれば、エクスポートや再フォーマット、さらには最悪の場合手入力し直しが必要になります。.
複数メーカーに対応する中立的なCAD/CAMプラットフォームを使えば、構造は逆転します。1つのマスターツーリングライブラリ。1つの材料データベース。ポストプロセッサが、その共通の設計意図を各コントローラのネイティブ言語へと翻訳します。.
工場全体の翻訳機だと考えてみてください。形状やツーリング戦略は一ヶ所で管理し、出力は機械ごとに適応させます。.
その中立性がなければ、各ブレーキは独自の記憶を持つ孤島になります。あるシステムでパンチのショルダー寸法を変更しても、他のシステムは古い値を信じ続けます。こうして「架空の金属」が再び忍び寄るのです。.
もちろん、リスクは互換性の見せかけです——マルチブランド対応を謳いながら、実際は深く統合しているのは一部だけ。もし古い油圧機がプログラムのアップロードを受け付けなかったり通信ポートを持たなければ、中立なソフトでも解決できません。つまり、ソフトウェア選定はデモ映像ではなくハードウェア監査から始めなければならないのです。.
そして、不快な問いが浮かびます。「自動化」というのは本当にどこまで自動なのか?
私は自動ツーリングモジュールをテストしたことがあります。誇らしげに数秒で完全なツールスタックを生成してくれました。見事です——標準外の部品に混在フランジ高さと限られたダイラックを使うまでは。.
最初のパスでは3回の手動介入が必要でした:リターンフランジを避けるためにより狭いパンチへ変更、段取替えを減らすために共用ダイ開口を強制、そしてソフトが持っていると仮定した全長ツールを実際には持っていないためセグメントを再配置。.
自動ツーリングは介入を減らしますが、完全に排除はしません。.
実務的に言えば、シンプルな箱型、素材が一定、完全なツーリングライブラリが揃っているパーツなら、CADから機械ファイルまでノータッチで流せます。複雑な形状や不完全なライブラリはその隙間を露わにします。優れたシステムはうまく失敗します:制約の衝突を警告し、なぜその工具を選んだかを示し、データベースにフィードバックされる追跡可能なロジックで上書きを許可します。.
弱いシステムはシーケンスを吐き出すだけで、オペレーターにコントロール上で形状問題を解かせます。.
現場の現実: もしオペレーターが制御盤で幾何計算をしているなら、あなたのソフトウェアはすでに上流で失敗しています。.
本当の評価基準は「自動生成できるか」ではなく、「生成後にレンチで行う決定がいくつ残っているか」です。“
答えが「少しだけで、それらが共有ライブラリに保存される」なら、共通言語を築いていることになります。答えが「機械による」なら、また方言の世界に戻るだけです。.
方言は管理可能ですが——保有設備が3世代にわたる油圧式と電動式で自然に通信できないもの同士になるまでは。.
私の作業場には、軽く漏れて店内にオイルの匂いを漂わせる1998年製の油圧ブレーキと、新品ながらも少し触ればタイミングエラーを出すサーボ電動ブレーキがあります。同じ部品。同じツーリング(紙の上では)。しかし、サイクルスタートを押すと全く別の人格を見せます。.
油圧式では、ラムの同期は比例弁を通る油流で制御されます。徐々にずれますので、クランピングや圧力調整で補正します。サーボ式では、同期はエンコーダ駆動です——ボールねじ、サーボモーター、位置ループ。緩んだカップリングや熱過負荷で軸の同期が外れるまでは精密ですが、その瞬間にコントロールは儀式を要求します:電源を落とし、ジョグし、微調整ノブを四分の一回転回し、指示灯が正しく点滅するか確認するのです。.
では、「混合工場で現実的な自動化レベルはどの程度か?」と聞かれたときの正直な答えはこうだ。複数の機械にわたって形状や工具戦略を自動化することはできる。しかし、油圧の圧力制御とサーボの位置制御との物理的および制御アーキテクチャの違いを、自動化で消すことはできない。.
それこそが、ソフトウェアが橋渡しすべきギャップだ。.
1998年製の油圧機と真新しいサーボが同じ工具の知能を共有するまで、それはシステムではなく、ただの孤立した島にすぎない。.
私は、あるサーボ式電動機が、6フィートのフランジ全体で不均一な曲げ角度を出すのを目にしたことがある。片方のボールねじが数千分の数インチ遅れただけでそうなった。シミュレーションでは完璧な平行が示されていた。ポスト処理は油圧式のような圧力均等化を前提にしており、両側が「自然に」油を介して荷重を分担すると考えていたのだ。.
サーボは「自然に」何かを分け合うことはない。サーボは位置コマンドに従う。片側のフィードバックループが狂えば、もう片方とぴったり直角でなくても、外科的精度で喜んで曲げてしまう。.
油圧機、とくに大トン数のものは、ストローク全体で一貫した力を出せるため、今でも厚板加工を支配している。一方、電動サーボは薄板において、繰り返し精度や省エネ性能で優れている。ハイブリッド機はその両方を組み合わせ、純粋なサーボでは大トン数時の加速度の滑らかさに課題があるため、ピークパワー用に機械式クラッチやフライホイールを残す場合もある。.
機械が力と動きを解決する方法はそれぞれ異なる。.
しかし、多くのオフライン・ソフトウェアは、それらを「目標角度、材料係数、バックゲージ位置、ラム深さ」という同じ曲げモデルに抽象化してしまう。.
その抽象化は便利だ——制御に関する前提を隠してしまうまでは。.
もしポストプロセッサが、圧力を基準に考える油圧機と、位置を基準に考えるサーボに同一の深さベースのコマンドを送っていたら、2つの異なるフィードバック思想に同じ角度が出ることを委ねていることになる。うまくいく場合もあれば、5度も開いてしまい、誰がクラウニングをいじったのかで口論になる場合もある。.
現場の現実: 自動化は、「物理法則は普遍だ」とソフトウェアが思い込む継ぎ目で失敗する。.
あなたのソフトウェアは、出力先の機械について——制御方式、補正方法、同期動作——何を本当に知っているのか?それとも数字を投げて、あとはコントローラが解決することを願っているだけなのか?
私は以前、急ぎの仕事でパンチの肩半径を欠けさせた後、メインライブラリで変更したことがある。オフラインシステムでは更新したが、古いブレーキのOEMコントローラが自分のローカルコピーを持っていることを忘れていた。.
翌週、同じ部品をレガシー油圧機で加工した。オペレーターはコントローラのライブラリを信用した。結果、衝突。.
形状が間違っていたわけではない。2つのデータベースが0.5 mmの細部で食い違っていたからだ。.
ブランドや世代を混ぜるということは、実際にはデータの所有モデルを混ぜているということだ。古い油圧機は、多くの場合、コントローラ内に工具データをローカル保存し、インポート機能も限定的だ。新しい電動機はネットワーク接続されたライブラリ(場合によってはクラウド同期)を前提としている。OEMのエコシステムは自社のカタログを好み、サードパーティのシステムは中立性を謳う。.
問題は「マスター工具ライブラリを作れるか?」ではない。“
それは「どのシステムが権威で、どれが単に翻訳を消費しているだけなのか?」ということだ。“
もしサーボがツールの高さオフセットを自動的に調整する一方で、油圧機構が手動のシム入力に依存している場合、中央データベースは単なる形状データだけでなく、機械固有のオフセットロジックも保存しなければなりません。そうしないと、同じパンチでも取り付けられた場所によって物理的に異なる現実が生まれてしまいます。.
だからこそ中立的なCAD/CAMが重要なのです——しかし、強制力のない中立性はただの見せかけです。もしオペレーターが制御側でツーリングを編集し、その変更を上流に反映させないままにできるなら、結局記憶の断片化に逆戻りです。.
しかし、そのデータがプログラミング環境に戻らない限り、すべての新しいジョブは記憶喪失から始まります。.
そして忘却は高くつくものです。.
つまり、たとえ書類上でデータ所有権の問題を解決したとしても、実際に機械の挙動をどの程度まで可視化し、標準化できるでしょうか——特に古い設備では?
私たちは再現性を高めるために、古い油圧機構にリニアスケールをボルト固定しました。ラムに角度測定を追加しました。実際のベンド結果がスプリングバック係数に反映されるように、オフラインシステムに接続しました。.
その効果はありました。繰り返しの仕事でスクラップが減少したのは、毎回材料補正を当てずっぽうで行うことがなくなったからです。.
しかし、私たちに見えなかったのは次のような点です:バルブ内部の応答遅れ、シフト間での油温変動、機械的リンク機構の微小な摩耗。隣にあるサーボはモーターのトルク、軸荷重、位置誤差をリアルタイムで報告します。油圧機は圧力と深さを教えてくれます——そして多くの「推測」が必要になります。.
後付けしても、古い機械には動作の「暗部」が残ります。.
そしてその暗部の一部は構造的なものです。初期の大型プレスのサーボ化改造では、モーター単体ではダイナミクスを滑らかに処理できなかったため、ピークフォース用に機械式クラッチを残していました。この機械的な結合は、現代のサーボループほど高い精度で計測されていないことが多いのです。出力位置は測定できますが、その内部で起こる一時的な機械的たわみは常に見えるわけではありません。.
では現実的に自動化できる範囲とは?
ツーリングライブラリを標準化できます。曲げシーケンスや段取りロジックを統一できます。機械間で一貫したプログラムを配信できます。センサーが存在する場所では角度フィードバックを収集できます。.
しかし、機械の「個性」を完全に均一化することは、それらを再設計しない限り不可能です。.
現場の現実: レガシー油圧機に「会話」させるとは、サーボのように考えさせることではなく、圧力駆動の筋肉とエンコーダ駆動の精密さを結びつける、十分に賢いソフトウェアを構築するということです。.
そして、両者が同じツーリング言語で「話せる」ようになったなら、次に問われるのはもはや互換性ではありません。.
それは「可視性」です。.
曲げを最初に最適化してからパフォーマンスを監視するのか——それともリアルタイムフィードバックがなければ、最適化など意味をなさないのか?
私は一度、$180,000の電動ブレーキが、クランプがプログラム上の位置にないために27分間停止しているのを見たことがあります。画面上はグリーンライトが点灯していました。ダッシュボードには後で「軽微な停止」と記録されていました。それでもジョブは納期に間に合いませんでした。.
では、本当に自動化を機能させるためには、全ての機械でリアルタイムフィードバックを取る必要があるのでしょうか?
いいえ。.
しかし、機械が分単位で何をしているのか見えなければ、本当のボトルネックがどこにあるのかを推測しているだけだ。.
これが転換点だ。オフラインプログラミングは、旧式の油圧と最新の電気システムを同じツール言語で話せるように強制する。モニタリングは、それらが本当に会話しているのか——それとも、セットアップや調整、微小停止で時間を失いながら礼儀正しくうなずいているだけなのか——を教えてくれる。片方は翻訳者、もう片方は速記者だ。記録がなければ、誰が嘘をついたのか分からない。.
そしてその可視化がなければ、ROIは寝物語にすぎない。.
古い油圧機に角度センサーを取り付け、ようやくスプリングバックの推測をなくしたと思った。2週間後、誰もレンズを掃除しなかったために測定値がドリフトし、「自己補正」システムは鋼ではなく汚れを追いかけ始めた。.
リアルタイムだからといって信頼性があるとは限らない。.
次の悪い曲げを防ぐことと、最後の曲げを記録することとは違う。高頻度のPLCフィードは、アラームコード、サイクル中断、軸故障などによってダウンタイムを分類できる——見事な細かさだ。しかしチームがそのダッシュボードを理解するのに3か月もかかるなら、それはまた新たに付きっきりで世話をしなければならない機械を導入しただけということになる。.
現場の現実: 保守作業を必要とするモニタリングレイヤーは、別のダウンタイム要因になる。.
実行後レポートは「何が起こったか」を教えてくれる。リアルタイムフィードは「今起こっていること」を教えてくれる——とはいえ、数ミリ秒、時には数秒の遅れがあり、すでにコントロールに投稿された悪い曲げシーケンスを書き換えることはできない。モニタリングは形状を修正しない。摩擦をあらわにするのだ。.
ここで疑問が湧く。あなたが本当に最初に直そうとしているのは何か——スクラップか、それとも時間か。
以前、平均セットアップ時間は「約20分くらい」と誓って言っていた。ようやく正しく計測した——最初のツールをラックから取り出した時点で時計をスタートし、最初の良品ができた時点で止めた——すると実際の数字は38分だった。.
それが重要な数字だ。.
もしオフラインソフトウェアが治具シーケンスを自動化し、クランプを事前ステージングし、コントロール側の編集をなくせば、セットアップ時間は短縮されるはずだ。理論ではなく、分単位で。しかし、機械・シフト・作業者ごとのベースラインを知らなければ、改善を証明することはできず、忙しくなったように感じるだけだ。.
仮定の例:オフラインプログラミングによって、ブレーキ機で1日10ジョブを走らせる場合、ジョブあたりセットアップを12分短縮できるとしよう。これで2時間が回収される。労務費率と機械負荷を掛け合わせる。すると数字が出る。追跡しなければ、感じだけが残る。.
現場の現実: 分単位でセットアップ時間が分からなければ、ROIを推測して戦略と呼んでいるだけだ。.
モニタリングは治療薬ではない。それは計りだ。.
そして、計りなしではダイエットはできない。.
壁掛けのダッシュボードがOEEパーセンテージを叫んでいるのに、プログラマーがベンド補正値を完全に孤立した状態で調整している工場を見たことがある。二つのシステム。二つの現実。.
それが、私が「スプリットブレイン製造」と呼ぶものの正体です。.
あなたのプログラミング層は、ツーリングシーケンス、曲げ順序、深さ設定を生成します。監視層は、ダウンタイム、アラーム、サイクルカウントを記録します。これらが連携していなければ、ミクロ停止の急増を特定のツーリング構成や曲げ戦略に関連付けることはできません。ただ「ダウンタイムが増えた」としか見えないのです。“
しかし、そのデータがプログラミング環境に戻らない限り、すべての新しいジョブは記憶喪失から始まります。.
予知機能を内蔵した最新の電動機器は、この境界をあいまいにします。自動的に角度を調整し、ドリフトを補正し、故障前にメンテナンスを警告できます。見事です。しかし、そうした最適化はその制御装置の内部でしか生きていません。向かいの1998年製油圧機は恩恵を受けません。オフラインシステムも、データを上流に渡さなければ学習しません。.
その結果、再び「スマートな孤島」が生まれてしまいます。.
本当のポイントは、監視とオフライン自動化のどちらを選ぶかではありません。それらを正しい順番で並べることです。まず監視で基準となる真実を確立し、次にオフラインのツーリング自動化を導入して段取りと不整合に取り組み、その後、パフォーマンスデータをフィードバックして全機種のプログラムを改善するのです。.
まずは「可視化」。次に「変換」。最後に「実行」。.
この順序を飛ばせば、暗闇の中で最適化するようなものです——私はそれで一度、自分の工場をほぼ破産させかけました。.
では、回収できる前にソフトウェアに溺れることなく、どこから制御された曲げシステムの構築を始めるのでしょうか?
かつて私は「完全統合型曲げソリューション」の購買契約書に、たった1回の華やかなデモを見ただけで署名したことがあります。6か月後、ログインが3つ増え、誰も信頼しないダッシュボードが2つ増え、それでも90度曲げのはずの部品が5度開いたままでした。.
失敗の原因はソフトウェアを買ったことではありません。.
間違った順序で買ったことです。.
制御された曲げシステムは、機能を積み上げて作るものではありません。まずは最大の損失要因——スクラップ、ダウンタイム、あるいは見えないこと——に取り組み、すべての機械が同じツーリング言語で話すようにしてから、調和して「歌わせる」のです。監視は体重計。自動化はダイエット。しかし、どこに余分な脂肪があるかは自分で見極める必要があります。.
では、溺れることなくどこから始めるべきでしょう?
数年前、3/16インチブラケットの一括ロットを廃棄したことがありました。3回目の曲げでフランジがバックゲージフィンガーに当たったのです。プログラム上は問題なし。オペレーターは手順通りに行ったと言いました。それでも衝突が起きたのです。.
それはオペレーターの問題ではありませんでした。.
機械の問題でもありませんでした。.
分類の問題だったのです。.
プログラミングエラーとは、曲げ順序、ツーリング配置、または深さ設定が、最初のツールを取り出す前に間違っていたことを意味します。実行エラーとは、プログラムは正しかったが、何かがずれた場合——摩耗したパンチ半径、汚れた型座、オペレーターの上書きなど。可視化エラーとは、プログラミングにも実行にも明確な誤りがないのに、段取り時間が20分から38分に延びたり、曲げ間のミクロ停止が積み重なっていても誰も気づかなかった場合を指します。.
もしあなたが最後の失敗がどのカテゴリーに当てはまるのかを言えないなら、まだ何も購入する準備ができていない。.
現場の現実: もしオペレーターが制御盤で幾何計算をしているなら、あなたのソフトウェアはすでに上流で失敗しています。.
その一つの質問に正直に答えれば、霧は晴れ始める。しかし、正直な答えが痛みを伴う場合はどうする?
私は$400のグースネックを壊した。なぜなら、プログラムがそのステーションに実際には存在しない工具を呼び出していたからだ。制御装置は気にしなかった。ただ言われた通りにやった。.
それはプログラムによる損失だ。.
スクラップや手戻りがあなたを追い詰めているなら、最初のお金は見栄えの良いシミュレーションには使わない。実在する工具ライブラリ、実在するクランプゾーン、実在する機械制限 — つまり架空の金属ではなく、それを強制するオフラインCAMに使うべきだ。.
オフラインプログラミングは翻訳者だ。それは、最も腕の良いブレーキ担当者の部族的知識を取り込み、1998年製油圧機でも新しいサーボ式電動機でも動作する、繰り返し可能な工具順序に変換する。同じ曲げ順序。同じ工具呼び出し。同じ深さロジック。.
正しく行えば、セットアップは縮小する。なぜならプログラムがどのパンチを、どの順序で、どのステーションで使うか既に決定しているからだ。オペレーターはロードして実行する。即興をしているわけではない。.
さて、不快な反論をしよう。.
新しいCNCブレーキを導入して、ソフトウェアには手を付けずに1年以内にROIを達成する工場もある。私はそれを見た。ハードウェアだけでも角度制御を安定させ、ドリフトを減少させることができる。しかし、その新しい機械が独自の工具データベースと独自の考え方を持つ、より賢い孤立した島になるなら、1台のブレーキの変動を減らしただけで、艦隊全体の混乱は温存される。.
手戻りが全体的に発生しているなら、機械全体で工具ロジックを標準化するソフトウェアは、どんな単体の鉄よりも長く持ちこたえる。.
しかし、スクラップが本当の流出源でない場合はどうする?
私たちは「信頼性が低そうな」油圧機を持っていた。それが公式の診断だった。低そうな感触、だ。.
工場全体に基本的な機械状態モニタリングを配線したところ、その機械は故障しているわけではなかった。シフトの14%の間、材料待ちをしており、9%の間はプログラム待ちをしていた。.
それは機械故障に見せかけた可視性不足による損失だ。.
痛みが予期せぬダウンタイム — つまりスクラップではなく、稼働すべき時間に機械が静かにしている状態 — であるなら、始めるべきは艦隊全体の共通モニタリングだ。最新ブレーキの特注ダッシュボードではない。全台同じ定義。同じタイムスタンプ。同じ「稼働」「セットアップ」「アラーム」「アイドル」の言語で。“
原因別に分類されたダウンタイムを見るまでは、スケジューリングのミスを油圧機のせいにし続けることになる。.
現場の現実: 機械が85%機械的に稼働可能でありながら60%しか実際に稼働していない場合、それに必要なのはまず改造ではなく真実だ。.
ここでのモニタリングは治療薬ではなく懐中電灯だ。そしてそのデータがプログラミング環境に戻らない限り、あらゆる新しいジョブは記憶喪失から始まる。.
それでは、主要な損失を分類しました。最初のレイヤーを選びました。では、なぜまた特徴選び(フィーチャーショッピング)に戻ってしまわないのか?
営業担当者が3Dモデルを拡大し、回転させ、断面を切って「完全なデジタルツイン機能です」と言うデモを見たことがあります。現場では、それを「見せかけの金属」と呼びました。.
機能とは、孤立した約束にすぎません。.
制御されたベンディングシステムとは、会話です。.
あなたが買うのは「オフラインCAM」や「モニタリング」ではありません。あなたが設計するのは次のような構造です:
それが「言語システム」です。.
既存の油圧機が電動になる必要はありません。古い制御システムが新しくなる必要もありません。ですが、同じベンディング方言を話す必要があります。そうでなければ、あなたは永遠に「翻訳者」を管理し続けることになります。.
ここからが意外な部分です。.
正しい出発点は、見た目が「最新」かどうかで決まるのではありません。現在、どこで損失が一番速く累積しているかで決まります。スクラップはすべての作業で累積します。ダウンタイムはすべてのシフトで累積します。可視性の欠如はすべての判断で累積します。.
累積要因を選びましょう。まずそれを攻撃します。そして、次の要素を重ね、それが最初を強化するように構築し、競合しないようにします。.
「どのソフトウェアが最も多くの機能を持っているか?」という質問をやめましょう。“
代わりに「この工場をヒーロー頼みでなく運営するために、現場のすべてのプレスブレーキが同じ言葉で何を語らなければならないのか?」と問うのです。“


















