

İlk parça 1,5 derece açık çıktığında, kıdemli bir operatörün kontrol panelinde bükme payı hesaplarını yeniden çalıştırarak bir $400 zımbayı kırmasına tanık oldum. Y-derinliğini hissiyatla ayarladı, döngüyü başlattı ve malzeme önceki sacdan daha sert şekilde tabana oturdu. Hurda parça. Hasarlı takım. On dakika sessizlik.
Dikkatsiz değildi. Yalnızdı.
Hurda kutusu 15% olduğunda “pedalda programlama” gerçekte böyle görünüyor.
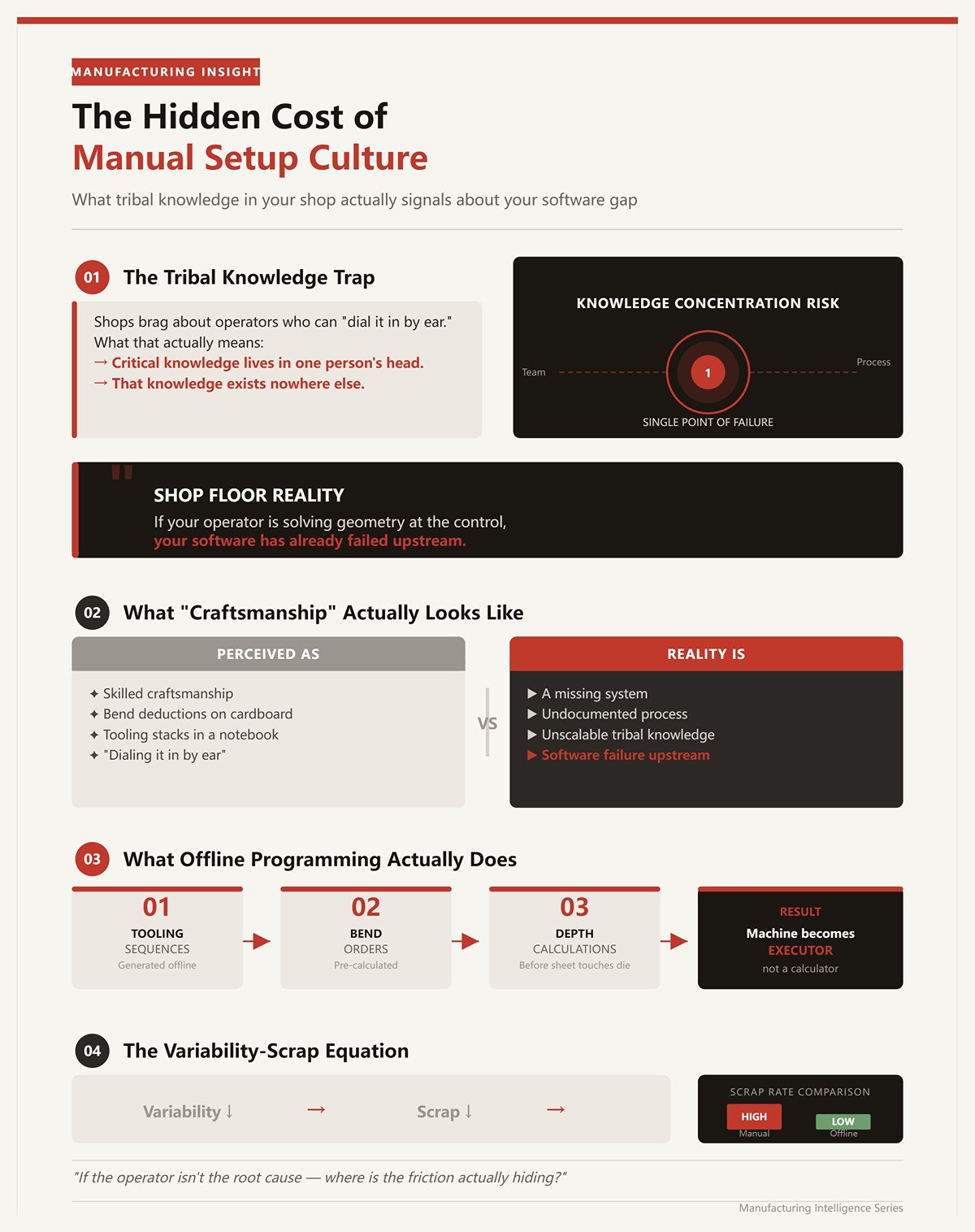
Operatörlerin “kulaktan ayarlayabildiği” ile övünen atölyeler gördüm. Bu genellikle şu anlama gelir: tüm kabile bilgisi tek bir kişinin kafasında ve başka hiçbir yerde.
En iyi pres operatörünüz bükme indirimlerini kartona yazıyor ve takım yığınlarını bir defterde tutuyorsa, bu ustalık değil—eksik bir sistemdir.
Atölye Gerçeği: Operatörünüz geometrik hesapları kontrol panelinde yapıyorsa, yazılımınız zaten yukarı akışta başarısız olmuş demektir.
Çevrimdışı programlama süslü 3D parçalarla ilgili değildir. Kritik yoldan insan hafızasını çıkarmakla ilgilidir. Takım dizilimleri, bükme sıraları ve derinlik hesaplamaları sac daha kalıba değmeden önce oluşturulduğunda, makine bir hesaplayıcı değil, bir uygulayıcı olur. Hurda azalır çünkü değişkenlik azalır.
Yani operatör kök neden değilse, sürtünme aslında nerede saklanıyor?
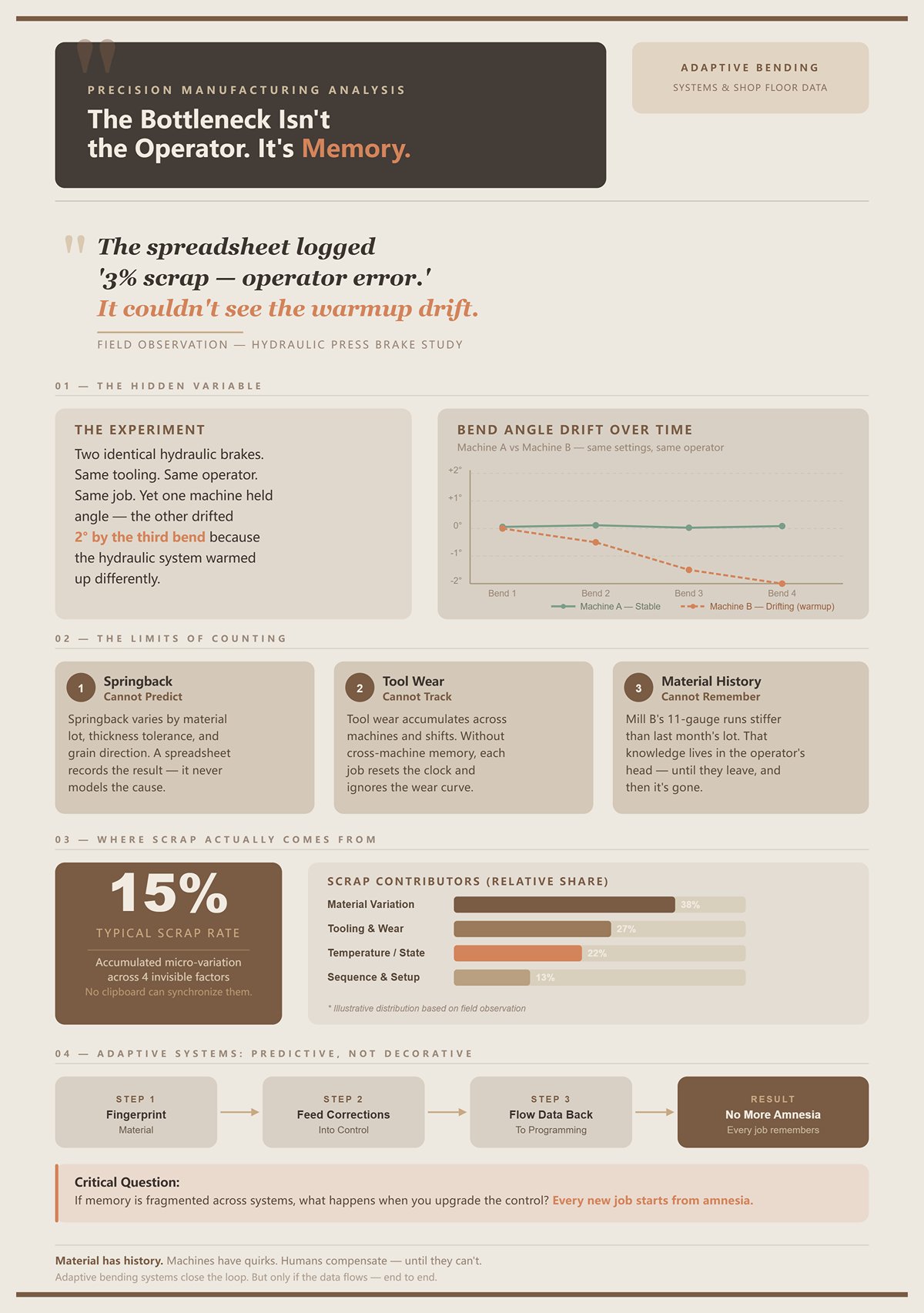
Aynı işte, aynı takımla, aynı operatörle iki aynı hidrolik pres çalıştırdım. Biri açıyı korudu. Diğeri, hidrolik sistem farklı şekilde ısındığı için üçüncü bükmede iki derece kaydı.
Elektronik tablo bunu yakalamadı. Sadece “3% hurda — operatör hatası” olarak kaydetti.”
Elektronik tablolar hasarı saymak için iyidir. Yaylanmayı tahmin edemez, makineler arasında takım aşınmasını takip edemez veya Mill B’den gelen bu 11 gauge partisinin geçen ayki partiden daha sert çalıştığını hatırlayamaz.
Malzemenin geçmişi vardır. Makinelerin huyları vardır. İnsanlar telafi eder, ta ki edemez hale gelene kadar.
Atölye Gerçeği: 15% hurda oranı genellikle biriken mikro değişkenliktir—malzeme, takım, sıcaklık, sıra—bunların hiçbirini bir pano senkronize edemez.
Modern adaptif bükme sistemleri hurdayı azaltır çünkü malzemeyi parmak izi gibi tanır ve düzeltmeleri kontrol paneline geri besler. Bu öngörücü, süslü değil. Ancak bu veri programlama ortamınıza geri akmadıkça, her yeni iş amneziyle başlar.
Bellek parçalanmışsa, kontrolü yükselttiğinizde ne olur?

Yorgun bir arka dayamayı yeni bir CNC kontrol ile değiştirdiğimiz ilk zamanı hatırlıyorum. Dokunmatik ekran. Takım kütüphanesi. Dahili açı hesaplayıcı. Operatörler bayılmıştı.
Hurda düştü—15%’den belki 12%’ye.
Sonra durağanlaştı.
Kontrol programları depoluyordu, evet. Ama frenler arasında takımları standartlaştırmıyordu. Tutarlı dizilimleri zorlamıyordu. Hâlâ hacmimizin yarısını üreten köşedeki eski hidrolik ile konuşmuyordu. Her makine, daha iyi aydınlatmaya sahip kendi adasına dönüştü.
İllüzyon şu: bir frenin daha hızlı kurulumu sistem iyileştirmesi gibi hissedilir.
Atölye Gerçeği: Daha akıllı bir ada hâlâ bir adadır.
Temel CNC yükseltmeleri makinenin belleğini geliştirir. Makinalar, takım veritabanları ve programlama mantığı arasında ortak dili geliştirmezler. Hidrolikleriniz ve elektrikleriniz aynı takım ve malzeme verilerini konuşana kadar, hurda oranınız pedalda parça parça pazarlık edilir.
Ve gerçek hastalık makineler arasındaki izolasyonsa, o parlak 3D simülasyonlar tam olarak neyi iyileştiriyor?
Bir satıcının 70 inçlik ekranda kusursuz bir 3D parçayı döndürmesini izledim, baş operatörüm ise elinde çatlamış bir boyunlu zımba tutuyordu. Model her kıvrımı parlak maviyle gösteriyordu. Çarpışma yok. Uyarı yok. Sadece mükemmel, hayali metalin yavaşça katlanması.
Aynı parçayı o öğleden sonra eski hidrolikte çalıştırdık. Üçüncü kıvrımda, ram indi ve geri dönüş flanşı, raf modelinden biraz daha uzun tanga sahip gerçek zımba nedeniyle arka dayama parmağına çarptı. Yazılım “boyunlu zımba”yı biliyordu. Geçen Salı kırdığımızı ve farklı marka ile değiştirdiğimizi bilmiyordu.
Animasyon yalan söylemiyordu. Eksikti.
Kimsenin kabul etmek istemediği ayrım bu. Hesaplama yapan simülasyon var, bir de süsleyen simülasyon. Dönen 3D model? O sunum. Gerçek takım profilleri ve gerçek makine sınırları üzerine kurulu çarpışma motoru ise tamamen başka bir şeydir. Atölyeler ikisini karıştırdığında, daha güzel grafikler satın almanın takım, programlama ve makineler arasındaki izolasyonu çözdüğünü sanırlar. Çözmez.
Eğer daha akıllı kontroller daha akıllı adalar yarattıysa, gösterişli 3D genellikle daha güzel adalar yaratır.
Bir keresinde iki iç kenarlı derin dört taraflı bir kutu programladım. Düz görünüşte kolaydı. Gerçekte ilk deneme? Son geri dönüş flanşının gidecek yeri yoktu; zımba gövdesi önceden şekillendirilmiş duvarla çakışıyordu. Bunu 90 tonluk yükte, döngü ortasında öğrendik.
Doğru bir çarpışma motoru bunu daha levha kesilmeden yakalardı.
Çizgi film versiyonu değil. Gerçek olan. Tam olarak zımba profilini—yarıçap, omuz genişliği, tang uzunluğu—çıkartan ve her kıvrım adımında gerçek makine geometrisine karşı süpüren türden. Gelişmiş sistemler çarpışmaları verimli şekilde kontrol etmek için bounding volume hierarchies (BVH) kullanır, yani sadece açıp kapatmaz; aracın uzaydaki her aşamalı hareketini simüle ederler.
Kontrollü test ortamlarında, araştırmacılar karmaşık parçaların küçük ama kritik bir yüzdesinin—yüzlerce gerçekçi geometriden oluşan büyük bir veri setinde yaklaşık %5%—kaçınılmaz takım çarpışmaları nedeniyle uygulanabilir son bükmeye sahip olmadığını göstermiştir. Düz model gayet iyi görünüyordu. Basit açma işlemi “üretilebilir” diyordu. Sadece tam 3D takım farkındalığına sahip çarpışma tespiti çıkmazı ortaya çıkardı.
Bu özellik, fiziksel olarak şekillendirilemeyen 200 sacı lazerle kesmekten kaçındığınız ilk seferde kendini amorti eder.
Atölye Gerçeği: Gerçek takım verilerine bağlı çarpışma tespiti kazaları önler; gölgeli bir modeli döndürmek bunu yapmaz.
Ama işte püf noktası: çarpışmadan kaçınma yalnızca takım veritabanınız rafınızdaki ile eşleşirse işe yarar. Yazılım zımba omzunuzun 0.590 olduğunu düşünüyor ve makinedeki 0.630 ölçüyorsa, “dijital ikiziniz” sadece daha iyi aydınlatmaya sahip hayali metal olur. Dolayısıyla soru “Gerçekçi görünüyor mu?”dan çok “Her presin anlayacağı aynı takım dilini mi kullanıyor?” olur.”
Ve çarpışma savaşın sadece yarısıdır. Peki ya bükme açısının kendisi?
11 numara sacdan oluşan bir partide sürekli olarak 1,5 derece açık çıktı. Aynı program. Aynı takım. Aynı operatör. Farklı üretim partisi.
Statik geometri bunu bilmez.
Düz bir CAD modeli ideal plastik deformasyonu varsayar—90’a bük, 90 elde et. Gerçek çelik akma dayanımı, çekme dayanımı, lif yönü ve kalınlık değişkenliğine sahiptir. Geri esneme, yük kaldırıldıktan sonra malzemenin elastik olarak toparlanmasıdır ve bu özelliklere bağlı olarak nihai açınızı değiştirir.
Ciddi çevrimdışı yazılım sadece bükmeyi çizmez; malzeme modellerine göre fazla bükmeyi hesaplar. Ona bir fabrika sertifikasından akma dayanımını, gerçek ölçümden kalınlığı, kalıp açıklığına bağlı iç yarıçapı verin ve serbest bırakıldıktan sonra 90’a ulaşmak için 90’ın ne kadar üzerine çıkmanız gerektiğini tahmin eder.
Bazı atölyeler bunu gerçek zamanlı açı ölçümü ile birleştirir—alt ölü noktaya yakın duraklayan ve son vuruşu düzelten lazerler veya mekanik sensörler. Güçlüdür. Ancak bu sensörlerin temizlenmesi, kalibre edilmesi ve sabit referans noktalarına sahip olması gerekir. Kirli bir atölyede sapma gösterirler. Sapma olduğunda, hatayı düzeltmek yerine büyütürler.
Bu da en sağlam sistemin, ölçülen düzeltmelerin çevrimdışı veritabanına geri beslendiği sistem olduğu anlamına gelir. Bu üretim partisindeki 11 numara sac 1,5 derece açık çalışıyorsa, o malzeme için bir sonraki program sıfırdan başlamamalıdır.
Ama bu veri programlama ortamınıza geri akmadıkça, her yeni iş hafızasız başlar.
Gösterişli 3D grafikler bu döngüyü yönetmez. Malzeme farkındalığına sahip algoritmalar, paylaşılan veritabanlarına bağlı olarak yönetir. Ve bu yalnızca her pres—hidrolik dinozor ve parlak servo-elektrik—aynı oyun kitabını okuduğunda önemlidir.
Peki girdiler disiplinli olmadığında ne bozulur?
| Bölüm | İçerik |
|---|---|
| Gerçek Dünya Problemi | 11 numara sacdan oluşan bir parti, aynı program, takım ve operatör kullanılmasına rağmen sürekli olarak 1,5 derece açık çıktı—tek fark üretim partisiydi. |
| Statik Geometrinin Sınırlaması | Düz bir CAD modeli ideal plastik deformasyonu varsayar—90°’ye bük, 90° elde et. Akma dayanımı, çekme dayanımı, lif yönü veya kalınlık değişkenliklerini hesaba katmaz. |
| Geri Esnemeye Ne Sebep Olur | Yük kaldırıldıktan sonra malzeme elastik olarak geri toparlandığında yaylanma meydana gelir, bu da malzeme özelliklerine bağlı olarak nihai bükme açısını değiştirir. |
| Çevrimdışı Yazılımın Rolü | Gelişmiş yazılımlar, sadece bükme çizimleri yapmak yerine malzeme modellerini kullanarak gerekli fazla bükmeyi hesaplar. |
| Doğruluk İçin Gerekli Girdiler | Akma dayanımı (fabrika sertifikasından), gerçek kalınlık ölçümleri ve kalıp açıklığına bağlı iç yarıçap, gerekli fazla bükmeyi tahmin etmek için kullanılır. |
| Gerçek Zamanlı Açı Ölçümü | Bazı atölyeler, alt ölü noktaya yakın açıyı ölçmek için lazerler veya mekanik sensörler kullanır ve nihai vuruşu otomatik olarak düzeltir. |
| Sensör Sistemlerinin Riskleri | Sensörler temizlik, kalibrasyon ve sabit referans noktaları gerektirir. Kirli ortamlarda sapma meydana gelebilir ve bu, hataları düzeltmek yerine artırabilir. |
| En Dayanıklı Yaklaşım | Ölçülen düzeltmeler çevrimdışı veritabanına geri beslenmelidir, böylece gelecekteki programlar bilinen malzeme davranışını hesaba katabilir (ör. belirli bir parti için 1,5° açık). |
| Veri Akışı Sorunu | Programlama ortamına geri besleme olmadan, her yeni iş geçmiş düzeltme verileri olmadan başlar. |
| Grafikler ve Zeka | Tek başına 3D grafikler düzeltme döngülerini yönetmez; paylaşılan veritabanlarına bağlı malzeme farkındalığına sahip algoritmalar yönetir. |
| Sistem Genelinde Tutarlılık | Tüm pres frenler—hidrolik veya servo-elektrik—tutarlılık için aynı paylaşılan veri sistemine referans vermelidir. |
| Kapanış Sorusu | Malzeme ve proses girdileri düzgün kontrol edilmediğinde ne başarısız olur? |
Bir zamanlar beş ardışık bükümü olan büyük bir panelde güzel bir simülasyona güvenmiştik. Yazılım her adımı onayladı. Hiçbir kırmızı bayrak yoktu. Kurulum kusursuz görünüyordu.
İlk parça sorunsuz çalıştı. İkinci parça mı? Hidrolik yağ ısındığı için açı kaydı. Dördüncü parçaya gelindiğinde, biriken hata son flanşın hedefini iki derece kaçırmasına neden oldu ve simülasyondaki boşluk gerçek dünyada yok oldu. Modelde “güvenli” olan şey, çelikte hafif bir sürtünmeye dönüştü.
Model, makinenin statik davranacağını varsaymıştı. Makine ise canlıydı.
Simülasyon motorları deterministiktir. Makine gövdesinin tanımlı parametreler içinde esnediğini, arka dayamanın tolerans içinde tekrar ettiğini, takımın mükemmel oturduğunu, malzemenin veritabanıyla eşleştiğini varsayarlar. Bu varsayımlardan herhangi birini bozun—aşınmış kalıp omuzları, değiştirilmiş zımba markaları, kalibre edilmemiş taçlama—ve sanal dünya fiziksel olandan uzaklaşır.
İşte o zaman 3D, sahte güven makinesine dönüşür. Operatör yeşil onay işaretine güvenir ve kurulumu sorgulamayı bırakır. Hurda cehaletten değil; yanlış yere konmuş kesinlikten gelir.
Atölye Gerçeği: Operatör kontrol panelinde geometrik sorun çözüyor ise, yazılım zaten yukarı akışta başarısız olmuş demektir—ama simülasyon gerçek takımları, malzeme geri bildirimini ve makine değişkenliğini göz ardı ediyorsa, aynı sessizlikle başarısız olur.
İroni şu ki, üst düzey simülasyonun kesinlikle bir yeri vardır. Makine üreticileri, çelik kesilmeden önce tamamen yeni bükme konseptlerini doğrulamak için kullanır. Bu yenilik çalışmasıdır—makinenin kendisini tasarlamak. Atölyede fizik icat etmiyoruz. Onu tutarlı bir şekilde, birbirine zor konuşan uyumsuz preslerde tekrar etmeye çalışıyoruz.
Yani gerçek soru 3D simülasyonun çalışıp çalışmadığı değil.
Simülasyonunuzun takım otomasyonu ve paylaşılan makine verileriyle yeterince sıkı bağlantılı olup olmadığı, böylece sahte metal olmaktan çıkıp binadaki her presin anlayabileceği bir tercüman gibi davranmaya başlayıp başlamadığıdır.
Üçüncü vardiya. İki operatör. Sekiz bükümlü acil bir iş. Programcı bunu kontrol panelinde zaten “bitirmişti”—büküm sırası optimize edilmiş, çarpışmalar temizlenmiş, açılar hesaplanmıştı. Ekranda temiz görünüyordu.
Kırk beş dakika sonra makine hâlâ düzgün bir parça üretmemişti.
Neden? Çünkü program büküm sırasını biliyordu. Makineyi bilmiyordu.
Operatör, sanal olanla eşleşen 30 derecelik bir zımba için raflarda arama yapıyor, kontrol paneli takım uzunluğunu planlamadığı için 10 metrelik kalıbı sahnelenmiş segmentlere bölüyor, ardından fiziksel parmakların önceden şekillendirilmiş bir flanşa çarpacağını fark ettikten sonra arka dayama pozisyonlarını yeniden yazıyordu. Simülasyon geometri konusunda haklıydı. Kurulum gerçeği konusunda sessizdi.
İşte bu bölümün bulunduğu boşluk.
Bir büküm sırası tek bir soruya cevap verir: Bu düz deseni, kendi kendine çarpışmadan hangi sırayla deforme ederim?
Bir makineyi programlamak ise farklı bir soruya cevap verir: Operatörün takımları bir kez yükleyip parçaları düşünmeden çalıştırabilmesi için, yatak boyunca hangi tam zımba ve kalıp segmentleri, hangi fiziksel sırayla, hangi sıkma bölgeleri, taçlama değerleri ve dayama boşlukları ile sahnelenecek?
Bunlar aynı görev değildir.
Yazılımın, çarpışma için optimize ettiği için sekiz adımlık “mükemmel” bir sıra çıkardığını, ancak bükümler arasında ortak takımlar yerine beş tam takım değişimi gerektirdiğini gördüm. Kâğıt üzerinde verimli. Sahada ise ölü zaman.
Ödemeye değer özel çevrimdışı sistemler, kalıp ekipmanını kısıtlı bir kaynak olarak ele alır. Bükme sırası ve takım seçimini birlikte değerlendirerek, değişimleri en aza indiren, zımba boşluklarını yeniden kullanan ve kütüphanenizdeki gerçek segment uzunluklarına saygı duyan dizileri ararlar. Bu, sadece grafik değil, karmaşık kombinatoryal mantıktır.
Bu mantık doğru çalıştığında, hazırlık süresi ciddi şekilde düşer. Pek çok atölye, programlamayı çevrimdışı ortama geçirdikten sonra hazırlık süresinde yaklaşık ’lik bir azalma bildirmiştir—bükümler değiştiği için değil, operatör anahtara dokunmadan önce takım planı belirlendiği için. Fren, programlama başka bir yerde devam ederken çalışmayı sürdürür.
Bu ayrımı kaçırırsanız, elinizde İngiliz anahtarıyla milyon dolarlık bir frenin başında beklerken bulursunuz kendinizi.
Bir zamanlar 2000“lerin başlarından kalma hidrolik bir frenim, yeni bir servo-elektrikli frenin yanında duruyordu. İki farklı kontrolör. İki farklı OEM yazılım ekosistemi. Her ikisi de ”otomatik takım yerleştirme” özelliğine sahip olduklarını iddia ediyordu.”
Her biri yalnızca kendi lehçesini gerçekten anlıyordu.
OEM’e bağlı sistemler, tescilli hızlı kilitlere benzer: kendi dünyalarında şık, başka her yerde beceriksizdirler. Takım kütüphaneleri varsayılan olarak o üreticinin zımbalarını, yarıçaplarını, güvenlik bölgelerini kullanır. Markalar arası ortak bir veritabanı oluşturmaya çalıştığınızda, dışa aktarma, yeniden biçimlendirme veya—daha kötüsü—manuel tekrar yazma işleriyle uğraşırsınız.
Birden fazla markayı destekleyen tarafsız bir CAD/CAM platformu yapıyı tersine çevirir. Tek bir ana takım kütüphanesi. Tek bir malzeme veritabanı. Son işlemciler bu ortak niyeti her bir kontrolörün yerel diline çevirir.
Bunu tüm atölye çapında bir çevirmen olarak düşünün. Geometri ve takım stratejisi tek bir yerde bulunur; çıktı ise makineye göre uyarlanır.
Bu tarafsızlık olmadan, her fren kendi hafızasına sahip bir ada haline gelir. Bir sistemde zımba omuz ölçüsünü değiştirirsiniz, diğerleri hâlâ eski sayıya inanır. “Sözde metal”in yeniden sızmasının yolu budur.
Risk, elbette, “uyumluluk tiyatrosu”dur—yazılımın çok markalı desteği olduğunu iddia etmesi ama sadece birkaçına derin entegrasyon sağlaması. Eski model hidrolik sisteminiz yüklenmiş programları kabul etmiyorsa veya iletişim portlarından yoksunsa, hiçbir tarafsızlık bunu düzeltemez. Bu da demektir ki yazılım seçimi, gösteri videolarıyla değil, donanım denetimiyle başlamalıdır.
Ve bu, rahatsız edici soruyu gündeme getirir: “Otomatik” gerçekten ne kadar otomatik?
Bir keresinde gururla birkaç saniyede tam takım yığını oluşturan otomatik takım modüllerini test ettim. Etkileyiciydi—ta ki farklı flanş yüksekliklerine ve sınırlı kalıp rafına sahip standart dışı bir parçayı çalıştırana kadar.
İlk çalıştırmada üç manuel düzeltme gerekti: bir dönüş flanşını temizlemek için daha dar bir zımba takmak, değişimleri azaltmak için ortak bir kalıp boşluğu kullanmaya zorlamak ve yazılımın sahip olmadığımız tam uzunlukta takımlar varsaydığı için segmentlerin yeniden düzenlenmesi.
Otomatik takım yerleştirme müdahaleyi azaltır. Tamamen ortadan kaldırmaz.
Pratik olarak, basit kutular, tutarlı malzeme ve eksiksiz takım kütüphanesine sahip parçalar, CAD’den makine dosyasına kadar müdahalesiz çalıştırılabilir. Karmaşık geometriler veya eksik kütüphaneler ise çatlakları ortaya çıkarır. Daha iyi sistemler zarif bir şekilde başarısız olur: kısıtlama çakışmalarını işaret eder, bir takımın neden seçildiğini gösterir ve veritabanına geri beslenen izlenebilir mantıkla geçersiz kılmanıza izin verir.
Zayıf sistemler sadece bir sıra oluşturur ve geometri sorununu kontrol panelinde operatöre bırakır.
Atölye Gerçeği: Operatörünüz geometrik hesapları kontrol panelinde yapıyorsa, yazılımınız zaten yukarı akışta başarısız olmuş demektir.
Gerçek ölçüt “Otomatik olarak oluşturuyor mu?” değil; “Oluşturduktan sonra hâlâ kaç karar İngiliz anahtarıyla, fareyle değil, veriliyor?” olmalıdır.”
Eğer cevap “birkaç ve onlar paylaşılan kütüphaneye geri kaydediliyor” ise, ortak bir dil inşa ediyorsunuz demektir. Eğer cevap “makineye bağlı” ise, yeniden lehçelere dönmüşsünüz demektir.
Ve lehçeler yönetilebilir—ta ki filonuz, birbirleriyle hiç doğal olarak konuşmayan üç nesil hidrolik ve elektrik sistemini kapsayana kadar.
1998 model bir hidrolik frenim var, dükkânı parfümleyecek kadar yağ sızdırıyor ve yanlış bakarsanız zamanlama hatası veren yepyeni bir servo-elektriğim var. Aynı parça. Kağıt üzerinde aynı takım. Döngü başlat düğmesine bastığınızda tamamen farklı iki kişilik.
Hidrolikte, piston senkronizasyonu oransal valflerden geçen yağ akışıyla sağlanır. Yavaşça kayar; bunu bombe verme ve basınç ayarlamalarıyla telafi edersiniz. Servoda senkronizasyon enkoder kontrollüdür—bilyalı vidalar, servo motorlar, pozisyon döngüleri. Gevşek bir kaplin veya termal aşırı yük eksenleri senkron dışına çıkarana kadar hassastır ve kontrol bir ritüel ister: güç döngüsü, jog, ayar düğmesinde çeyrek tur, doğru gösterge yanmasını bekle.
Yani “Karma bir atölyede gerçekçi otomasyon seviyesi nedir?” diye sorarsanız, dürüst cevap şu: makineler arasında geometri ve takım stratejisini otomatikleştirebilirsiniz. Hidrolik basınç kontrolü ile servo pozisyon kontrolü arasındaki fizik ve kontrol mimarisi farklarını otomatikleştiremezsiniz.
Yazılımın köprülemesi gereken çatlak budur.
1998 hidrolik ve yepyeni servonuz aynı takım beynini paylaşana kadar bir sisteminiz yok—adalarınız var.
Bir servo-elektriğin, bir bilyalı vidanın birkaç binde gecikmesi nedeniyle 6 fitlik bir flanş boyunca eşit olmayan bükme açıları verdiğini gördüm. Simülasyon mükemmel paralellik göstermişti. Post, hidrolik tarzı basınç eşitlemesini varsaymıştı—her iki tarafın yağı “doğal olarak” yükü paylaşması.
Servolar “doğal olarak” hiçbir şeyi paylaşmaz. Pozisyon komutlarına uyarlar. Bir tarafın geri besleme döngüsü bozuksa, kare dışı bükmeyi cerrahi hassasiyetle yapar.
Hidrolikler, özellikle yüksek tonajlı olanlar, kalın levhada hâlâ hâkimdir çünkü strok boyunca tutarlı kuvvet sağlarlar. Elektrik servolar, daha hafif kalınlıklarda tekrarlanabilirlik ve enerji verimliliğinde parıldar. Hibritler her ikisini karıştırır, bazen saf servolar yüksek tonajda hızlanma düzgünlüğüyle mücadele ettiği için mekanik kavramalar veya volanları tepe güç için korur.
Farklı makineler kuvvet ve hareketi farklı şekillerde çözer.
Ama çoğu çevrimdışı yazılım bunları aynı bükme modeline soyutlar: hedef açı, malzeme faktörü, arka dayama pozisyonu, piston derinliği.
Bu soyutlama faydalıdır—ta ki kontrol varsayımlarını gizleyene kadar.
Post-processor, basınca göre düşünen bir hidrolik ile pozisyona göre düşünen bir servoya aynı derinlik tabanlı komutları gönderirse, aynı açıya ulaşmak için iki farklı geri besleme felsefesine güveniyorsunuz demektir. Bazen olur. Bazen 5 derece açık kalır ve kimin bombe ayarına dokunduğu konusunda tartışırsınız.
Atölye Gerçeği: Otomasyon, yazılım fiziğin evrensel olduğunu varsaydığı dikişte başarısız olur.
Peki yazılımınız gönderdiği makine hakkında gerçekte ne biliyor—kontrol tipi, telafi yöntemi, senkronizasyon davranışı—yoksa sadece rakamları mı gönderiyor ve kontrolörün işi çözmesini mi umuyor?
Bir acil işte kırdığımız bir zımba omuz yarıçapını ana kütüphanemizde değiştirmiştim. Çevrimdışı sistemde güncelledim. Eski frenin OEM kontrolünde kendi yerel kopyası olduğunu unuttum.
Ertesi hafta, aynı parça eski hidrolikte çalıştı. Operatör kontrolün kütüphanesine güvendi. Çarpışma.
Geometri yanlış olduğu için değil. İki veri tabanı 0,5 mm’lik bir detay konusunda anlaşamadığı için.
Markaları ve nesilleri karıştırdığınızda aslında veri sahipliği modellerini karıştırıyorsunuz. Eski hidrolikler genellikle sınırlı dışa aktarma kabiliyetiyle takım verisini denetleyicide yerel olarak saklar. Yeni nesil elektrikliler ağ tabanlı, bazen bulutla senkronize edilmiş kütüphaneler bekler. OEM ekosistemleri kendi kataloglarını tercih eder. Üçüncü taraf sistemler tarafsızlık vaat eder.
Soru “Ana bir takım kütüphanesi oluşturabilir miyim?” değil.”
Asıl soru “Hangi sistem otorite—and hangileri sadece çevirileri tüketiyor?”
Eğer servo kontrolü takım yüksekliği ofsetlerini otomatik olarak ayarlıyorsa ama hidrolik manuel pul değerlerine dayanıyorsa, merkezi veri tabanınız sadece geometrileri değil, makineye özgü ofset mantığını da depolamalı. Aksi halde aynı zımba, monte edildiği yere bağlı olarak iki farklı fiziksel gerçekliğe dönüşür.
Bu yüzden tarafsız CAD/CAM önemlidir—ama yaptırım olmadan tarafsızlık sadece bir gösteridir. Eğer operatörler denetleyici üzerinden takım verisini düzenleyip değişiklikleri yukarıya geri göndermiyorsa, hafıza parçalanmasına geri dönersiniz.
Ama bu veri programlama ortamınıza geri akmadıkça, her yeni iş hafızasız başlar.
Ve amnezi pahalıdır.
Yani veri sahipliğini teoride çözmüş olsanız bile, makinenin davranışının ne kadarını gerçekten görebilir ve standartlaştırabilirsiniz—özellikle eski demirlerde?
Tekrarlanabilirliği artırmak için eski bir hidrolik prese doğrusal cetveller sabitledik. Koçta açı ölçümü ekledik. Gerçek büküm sonuçlarının geri esneme katsayılarını bilgilendirebilmesi için çevrimdışı sisteme bağladık.
Faydalı oldu. Aynı işleri tekrar ederken hurda düştü çünkü her seferinde malzeme düzeltmesini tahmin etmiyorduk.
Ama şunu göremedik: dahili valf tepki gecikmesi, vardiyalar arasında yağ sıcaklığı değişkenliği, mekanik bağlantılardaki mikro-aşınma. Yanındaki servo motor torkunu, eksen yükünü, konum hatasını gerçek zamanlı raporluyor. Hidrolik size basınç ve derinlik verir—ve bol miktarda tahmin yürütme.
Yeniden donatılmış olsa bile, eski makinenin davranışında hâlâ “karanlık bölgeler” vardır.
Ve bu karanlığın bir kısmı yapısaldır. Ağır preslerdeki erken servo yükseltmeleri, motorlar dinamiği yeterince pürüzsüz taşıyamadığı için tepe kuvvetleri sağlamak üzere mekanik kavramaları korurdu. Bu mekanik angajman genellikle modern servo döngüleri kadar yüksek hassasiyetle ölçümlenmiş değildir. Çıkış pozisyonunu ölçebilirsiniz. Ancak içteki geçici mekanik esnekliği her zaman göremezsiniz.
Peki, gerçekte ne otomatikleştirilebilir?
Takım kütüphanelerini standartlaştırabilirsiniz. Büküm sıralarını ve sahneleme mantığını birleştirebilirsiniz. Tutarlı programları makineler arasında dağıtabilirsiniz. Sensörlerin mevcut olduğu yerlerde açı geri bildirimi toplayabilirsiniz.
Makinelerin “kişiliklerini” tamamen eşitleyemezsiniz, yeniden tasarlamadıkça.
Atölye Gerçeği: Eski hidrolikleri “konuşturmak” onları servo gibi düşünmeye zorlamak anlamına gelmez—bu, basınca dayalı kas gücüyle kodlayıcı kontrollü hassasiyet arasında çeviri yapacak kadar akıllı yazılım inşa etmek demektir.
Ve artık aynı takım dilini konuşabildiklerinde, bir sonraki soru uyumlulukla ilgili değildir.
Konu görünürlükle ilgilidir.
Önce bükmeleri optimize edip sonra performansı mı izliyorsunuz — yoksa herhangi bir optimizasyonun işe yaraması için gerçek zamanlı geri bildirime mi ihtiyacınız var?
Bir keresinde $180,000 elektrikli frenin, kelepçe programda olması gereken yerde olmadığı için 27 dakika boyunca boşta durduğunu izledim. Ekranda yeşil ışıklar yanıyordu. Gösterge paneli daha sonra “küçük durma” raporladı. İş yine de geç sevk edildi.
Yani otomasyonun gerçekten çalışabilmesi için her makinede gerçek zamanlı geri bildirime mi ihtiyacınız var?
Hayır.
Ama makinelerinizin dakika dakika ne yaptığını göremiyorsanız, darboğazınızın nerede olduğunu tahmin ediyorsunuz demektir.
İşte bu dönüm noktası. Çevrimdışı programlama, eski hidrolikler ve modern elektriklilerin aynı takım dilini konuşmasını sağlar. İzleme size gerçekten konuşup konuşmadıklarını — yoksa yalnızca kurulum, ayarlama ve mikro durmalarda zaman kaybederken nazikçe baş salladıklarını — gösterir. Biri tercümandır. Diğeri zabıt katibi. Tutanak olmadan kimin yalan söylediğini bilemezsiniz.
Ve o görünürlük olmadan, yatırım getirisi bir masal olur.
Eski bir hidrolik üzerine açı sensörleri takarak yaylanma tahmin işini sonunda bitirdiğimi düşündüm. İki hafta sonra okumalar kaymaya başladı çünkü kimse lensleri temizlememişti ve “kendini düzelten” sistem çeliğin yerine kirin peşine düşmeye başladı.
Gerçek zamanlı olmak güvenilir olmak demek değildir.
Bir sonraki kötü bükmeyi önlemek ile sonuncusunu belgelemek arasında fark vardır. Yüksek frekanslı PLC beslemeleri durma sürelerini alarm kodu, çevrim kesintisi, eksen hatası gibi kategorilere ayırabilir — harika ayrıntılar. Ama ekibinizin gösterge panelini anlaması üç ay sürerse, sadece bakıcılık gerektiren başka bir makine kurmuş olursunuz.
Atölye Gerçeği: Bakım gerektiren bir izleme katmanı başka bir durma kaynağı haline gelir.
İşlem sonrası raporlar size ne olduğunu söyler. Gerçek zamanlı beslemeler size olurken söyleyebilir — ancak yine de birkaç milisaniye, bazen birkaç saniye gecikir ve kontrol paneline zaten gönderilmiş kötü bir bükme dizisini yeniden yazmaz. İzleme geometriyi düzeltmez. Sürtünmeyi ortaya çıkarır.
Bu da şu soruyu akla getirir: Öncelikle neyi düzeltmeye çalışıyorsunuz — hurdayı mı, zamanı mı?
Bir keresinde ortalama kurulumumuzun “yaklaşık 20 dakika” olduğunu iddia etmiştim. Nihayet doğru şekilde takip ettik — saat ilk takım raftan çıktığında başladı, ilk iyi parça üretildiğinde durdu — ve gerçek sayı 38 çıktı.
Önemli olan sayı budur.
Çevrimdışı yazılım takım dizilerini otomatikleştiriyor, kelepçeleri önceden konumlandırıyor ve kontrol tarafı düzenlemelerini ortadan kaldırıyorsa, kurulum süresinin düşmesini görmelisiniz. Teoride değil. Dakikalarda. Ama makine, vardiya ve operatör bazında temel verinizi bilmiyorsanız, iyileşmeyi kanıtlayamazsınız — sadece daha meşgul hissedersiniz.
Varsayımsal örnek: diyelim ki çevrimdışı programlama bir fren için iş başına kurulum süresini 12 dakika azaltıyor ve bu fren günde 10 iş yapıyor. Bu, iki saat geri kazanmak demektir. İşçilik ücreti ve makine yükü ile çarpın. Artık bir sayınız var. Takip olmadan, sadece bir hissiniz olur.
Atölye Gerçeği: Dakikası dakikasına kurulum süresini göremiyorsanız, ROI tahmini yapıyor ve buna strateji diyorsunuz.
İzleme tedavi değil. Ölçektir.
Ve kimse ölçeksiz diyet yapmaz.
Duvara monte edilmiş bir pano OEE yüzdelerini bağırırken, programcıların bükme düzeltmelerini tamamen izole bir şekilde ayarladığı atölyeler gördüm. İki sistem. İki gerçeklik.
Buna ben bölünmüş beyinli üretim diyorum.
Programlama katmanınız takım dizilerini, bükme sıralarını ve derinlik hedeflerini oluşturur. İzleme katmanınız duruş süresi, alarmlar, çevrim sayıları kaydeder. Eğer iletişim kurmazlarsa, mikro duraklamalardaki bir artışı belirli bir takım konfigürasyonu veya bükme stratejisiyle ilişkilendiremezsiniz. Sadece “duruş süresi arttı” görürsünüz.”
Ama bu veri programlama ortamınıza geri akmadıkça, her yeni iş hafızasız başlar.
Yerleşik kestirimsel özelliklere sahip modern elektrikli sistemler bu çizgiyi bulanıklaştırıyor. Açılarını kendi kendine ayarlayabilir, kaymayı telafi edebilir, arıza öncesinde bakım uyarısı verebilir. Etkileyici. Ama bu optimizasyonlar yalnızca o bir kontrol ünitesinin içinde yaşar. Koridorun karşısındaki 1998 model hidrolik bundan fayda görmez. Çevrimdışı sisteminiz veriyi yukarıya zorlamadıkça öğrenmez.
Sonuçta yine daha akıllı adacıklarla kalırsınız.
Gerçek hamle, izleme ile çevrimdışı otomasyon arasında seçim yapmak değil; onları doğru sıraya koymaktır: izlemeyi kullanarak temel gerçeği oluşturun, çevrimdışı takım otomasyonunu kurulum ve tutarsızlıkla mücadele için devreye alın, ardından performansı geri besleyerek filo genelinde programları iyileştirin.
Önce görünürlük. İkinci olarak aktarım. Üçüncü olarak uygulama.
Sıralamayı atlarsanız, karanlıkta optimizasyon yaparsınız — ve işte bu şekilde bir defasında üretim alanımı neredeyse iflasa sürüklemiştim.
O zaman yazılım sizi geri ödemeden boğmadan kontrollü bir bükme sistemi inşa etmeye nereden başlarsınız?
Bir keresinde, gösterişli bir tanıtım sonrası “tam entegre bükme çözümü” için bir satın alma emri imzaladım. Altı ay sonra, üç yeni oturum açmamız, kimsenin güvenmediği iki panomuz ve tam kare olması gereken 90 derecelik bir bükmede hâlâ 5 derece açıklığımız vardı.
Hata yazılım satın almak değildi.
Yanlış sırayla satın almaktı.
Kontrollü bir bükme sistemi özellikleri üst üste koyarak kurulmaz. En baskın kaybınıza — hurda, duruş veya körlük — öncelikle saldırarak kurulur ve her makinenin aynı takım dilinde konuşmasını sağlarsınız; sonra uyum içinde çalışmalarını istersiniz. İzleme ölçektir. Otomasyon diyettir. Ama yine de hangi fazlalıkla uğraştığınıza karar vermelisiniz.
Peki boğulmadan nereden başlamalı?
Birkaç yıl önce, üçüncü bükmede flanş geri ölçüm parmağına çarptığı için 3/16'lık bir parti braketleri hurdaya çıkardık. Program ekranda gayet iyi görünüyordu. Operatör programı takip ettiğine yemin etti. Çarpışma yine de oldu.
Bu bir operatör sorunu değildi.
Bu bir makine sorunu bile değildi.
Bu bir sınıflandırma sorunu idi.
Programlama hatası, ilk alet rafından çıkmadan önce bükme sırası, takım düzeni veya derinlik hedeflerinin yanlış olması demektir. Uygulama hatası, program doğruydu ama bir şeyin kayması — aşınmış punch yarıçapı, kirli kalıp yuvası, operatör müdahalesi — anlamına gelir. Görünürlük hatası ise ne programlamanın ne de uygulamanın bariz şekilde yanlış olduğu, ancak kimsenin kurulum süresinin 20 dakikadan 38 dakikaya çıktığını veya bükmeler arasında mikro duraklamaların biriktiğini fark etmediği durumdur.
Son hatanızın hangi kategoriye girdiğini adlandıramıyorsanız, bir şey satın almaya hazır değilsiniz.
Atölye Gerçeği: Operatörünüz geometrik hesapları kontrol panelinde yapıyorsa, yazılımınız zaten yukarı akışta başarısız olmuş demektir.
O tek soruya dürüstçe cevap verin ve sis dağılmaya başlar. Ama ya dürüst cevap canınızı acıtıyorsa?
Programımız, o istasyonda gerçekte sahip olmadığımız bir aleti çağırdığı için $400 boyunlu punch’ı kırdım. Kontrol ünitesi umursamadı. Sadece kendisine söyleneni yaptı.
Bu bir programlama kaybıdır.
Hurda ve yeniden işleme sizi bitiriyorsa, ilk paranızı daha güzel simülasyona değil, gerçek takım kütüphanelerini, gerçek sıkma bölgelerini, gerçek makine limitlerini — hayali metali değil — zorlayan çevrim dışı CAM’a yatırın.
Çevrim dışı programlama bir tercümandır. En iyi pres bükücünüzün yerel bilgisini alır ve bunu hem 1998 hidrolikte hem de yeni servo-elektrikte çalışan tekrarlanabilir bir takım sırasına zorlar. Aynı bükme sırası. Aynı takım çağrıları. Aynı derinlik mantığı.
Doğru yapıldığında, kurulum küçülür çünkü program zaten hangi punch’ların, hangi sırada, hangi istasyonlarda kullanılacağını belirlemiştir. Operatör yükler ve çalıştırır. Doğaçlama yapmaz.
Şimdi rahatsız edici karşı argüman.
Yazılıma dokunmadan yeni bir CNC pres bükücü alıp bir yıl içinde yatırım geri dönüşü gören atölyeler var. Gördüm. Sadece donanım açı kontrolünü stabilize edebilir ve kaymayı azaltabilir. Ancak o yeni makine kendi takım veritabanına ve kendi düşünme biçimine sahip başka bir akıllı ada haline gelirse — bir pres bükücüde değişkenliği azaltıp filonun geri kalanında kaosu korumuş olursunuz.
Yeniden işleme sistematikse, makineler arasında takım mantığını standartlaştıran yazılım herhangi bir demir parçasından daha uzun ömürlü olur.
Ama ya hurda gerçek kanamanız değilse?
Güya “güvenilmez” hissi veren bir hidrolik makinemiz vardı. Resmi teşhis buydu. His.
Temel makine durum izlemeyi tüm üretim alanına bağladığımızda, makinenin bozulmadığını öğrendik. Vardiyanın 14%’sinde malzeme bekliyordu ve 9%’sinde program bekliyordu.
Bu, mekanik arıza gibi gösterilen bir görünürlük kaybıdır.
Eğer acınız plansız duruşsa — hurda değil, ama makineler döngüde olması gerekirken sessiz duruyorsa — işe evrensel izleme ile başlarsınız. En yeni pres frende özel bir gösterge paneli değil. Hepsinde. Aynı tanımlar. Aynı zaman damgaları. “Çalışıyor,” “kurulum,” “alarm,” “boşta” için aynı dil.”
Çünkü duruşu nedenine göre kategorize etmeden, zamanlama hataları için hidrolikleri suçlamaya devam edeceksiniz.
Atölye Gerçeği: Mekanik olarak kullanılabilir ama gerçekte kullanılan bir makineye önce yeniden donatma gerekmez. Gerçeğe ihtiyaç vardır.
Buradaki izleme tedavi değil. Bu bir el feneridir. Ve bu veri programlama ortamınıza geri akmadıkça, her yeni iş unutkanlıkla başlar.
Yani baskın kaybınızı sınıflandırdınız. İlk katmanı seçtiniz. Peki sizi tekrar özellik alışverişine geri dönmekten ne alıkoyar?
Satış temsilcisinin 3D modeli yakınlaştırıp döndürdüğü, kesit aldığı ve buna “tam dijital ikiz yeteneği” dediği demoları izledim. Sahada biz buna sahte metal derdik.
Özellikler izole edilmiş vaatlerdir.
Kontrollü bir bükme sistemi bir diyalogdur.
“Offline CAM” veya “izleme” satın almıyorsunuz. Şu şekilde çalışan bir yığın tasarlıyorsunuz:
Bu bir dil sistemidir.
Eski hidrolikler elektrikli olmak zorunda değil. Eski kontroller yeni olmak zorunda değil. Ama aynı bükme lehçesini konuşmak zorundalar, yoksa sonsuza kadar çevirmenleri yönetirsiniz.
İşte bariz olmayan kısım.
Doğru başlangıç noktası modern görünenle belirlenmez. Mevcut kaybınızın en hızlı nerede birleştiğiyle belirlenir. Hurda her işte birleşir. Duruş her vardiyada birleşir. Görünürlük boşlukları her kararda birleşir.
Birleşen gücü seçin. Önce ona saldırın. Sonra bir sonraki parçayı ilkini pekiştirecek şekilde ekleyin, onunla rekabet edecek şekilde değil.
“En fazla özelliğe sahip yazılım hangisi?” diye sormayı bırakın.”
Başlamaya şu soruyu sorarak: “Bu yerin kahramanlıklara gerek kalmadan çalışması için, zemindeki her frende tam olarak aynı kelimelerle ne yazması gerekiyor?”


















