

J’ai vu un opérateur senior casser un poinçon $400 parce qu’il a refait le calcul de la compensation de pliage sur la commande après que la première pièce soit sortie avec 1,5 degré d’ouverture. Il a ajusté la profondeur Y au feeling, lancé le cycle, et le matériau a touché le fond plus fort que la feuille précédente. Pièce mise au rebut. Outil endommagé. Dix minutes de silence.
Il n’était pas négligent. Il était seul.
Voilà à quoi ressemble vraiment le “programmation au pédalier” quand la benne à rebut atteint 15%.
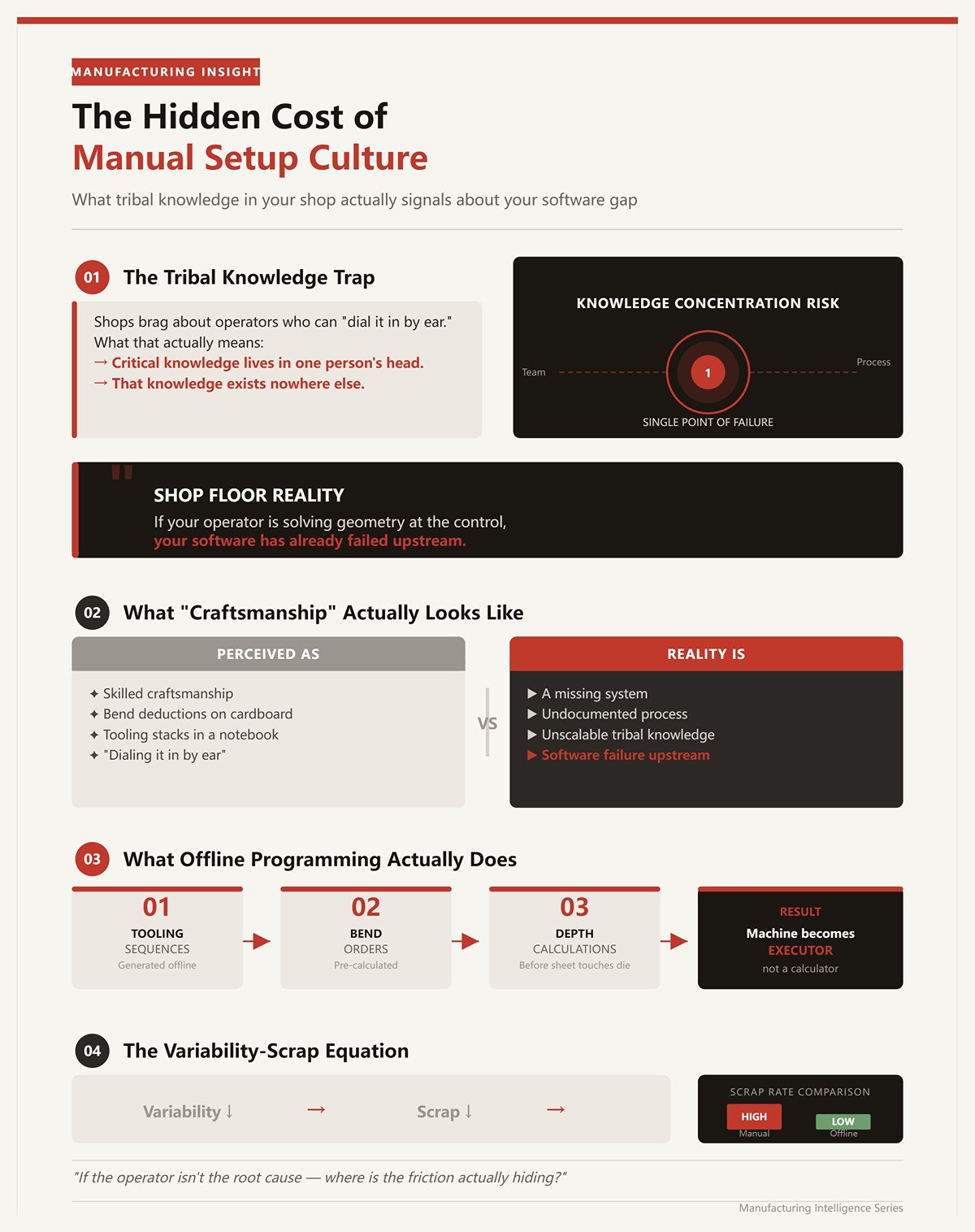
J’ai vu des ateliers se vanter d’opérateurs capables de “régler à l’oreille”. Ce que cela signifie généralement, c’est que le savoir tribal vit dans la tête d’une seule personne et nulle part ailleurs.
Quand votre meilleur opérateur de presse plieuse note les déductions de pliage sur du carton et garde des piles d’outils dans un carnet, ce n’est pas de l’artisanat — c’est un système manquant.
Réalité de l’atelier : Si votre opérateur résout la géométrie sur la commande, votre logiciel a déjà échoué en amont.
La programmation hors ligne n’est pas une question de jolies pièces en 3D. Il s’agit de retirer la mémoire humaine du chemin critique. Lorsque les séquences d’outillage, les ordres de pliage et les calculs de profondeur sont générés avant que la tôle ne touche jamais la matrice, la machine devient un exécutant, pas un calculateur. Le rebut diminue parce que la variabilité diminue.
Alors si l’opérateur n’est pas la cause racine, où se cache réellement la friction ?
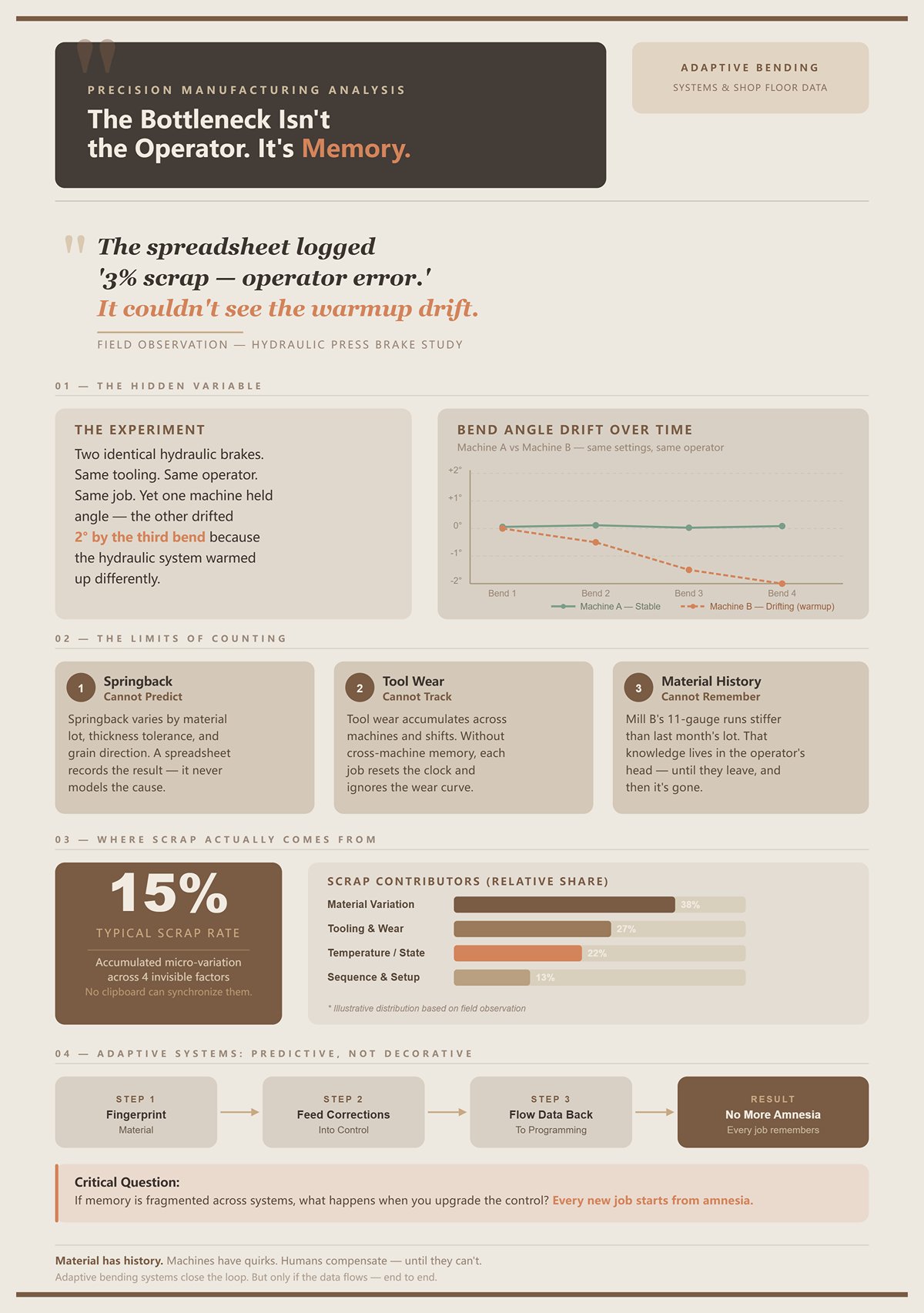
J’ai déjà fait fonctionner deux presses plieuses hydrauliques identiques sur le même travail, avec le même outillage et le même opérateur. L’une gardait l’angle. L’autre dérivait de deux degrés au troisième pli parce que le système hydraulique chauffait différemment.
Le tableur n’a pas détecté cela. Il a seulement enregistré “3% rebut — erreur opérateur”.”
Les tableurs sont bons pour compter les dégâts. Ils ne peuvent pas prédire le retour élastique, suivre l’usure des outils sur plusieurs machines, ou se souvenir que ce lot de tôle de 11-gauge provenant de l’aciérie B est plus rigide que celui du mois dernier.
Le matériau a un historique. Les machines ont des particularités. Les humains compensent jusqu’à ce qu’ils ne puissent plus.
Réalité de l’atelier : Un taux de rebut de 15% est généralement une accumulation de micro-variations — matériau, outillage, température, séquence — qu’aucun clipboard ne peut synchroniser.
Les systèmes modernes de pliage adaptatif réduisent le rebut parce qu’ils identifient les caractéristiques du matériau et renvoient les corrections dans la commande. C’est prédictif, pas décoratif. Mais à moins que ces données ne soient réinjectées dans votre environnement de programmation, chaque nouveau travail commence dans l’amnésie.
Si la mémoire est fragmentée, que se passe-t-il lorsque vous mettez à niveau la commande ?

Je me souviens de la première fois où nous avons remplacé un butée arrière fatiguée par une nouvelle commande CNC. Écran tactile. Bibliothèque d’outils. Calculateur d’angle intégré. Les opérateurs ont adoré.
Les rebuts ont chuté — de 15% à peut-être 12%.
Puis cela s’est stabilisé.
La commande stockait des programmes, oui. Mais elle ne standardisait pas les outils entre les presses plieuses. Elle n’imposait pas de séquences cohérentes. Elle ne communiquait pas avec l’ancienne hydraulique dans le coin qui produisait encore la moitié de notre volume. Chaque machine est devenue sa propre île avec un meilleur éclairage.
C’est l’illusion : un réglage plus rapide sur une presse plieuse donne l’impression d’une amélioration du système.
Réalité de l’atelier : Une île plus intelligente reste une île.
Les mises à niveau CNC de base améliorent la mémoire de la machine. Elles ne font rien pour le langage partagé entre machines, bases de données d’outils et logique de programmation. Tant que vos systèmes hydrauliques et électriques ne parlent pas les mêmes données d’outillage et de matériau, votre taux de rebut se négocie pièce par pièce au pédalier.
Et si la vraie maladie est l’isolement entre machines, que soignent exactement ces simulations 3D brillantes ?
J’ai vu un vendeur faire tourner une pièce 3D impeccable sur un écran de 70 pouces pendant que mon opérateur principal tenait dans sa main un poinçon col de cygne fissuré. Le modèle montrait chaque pli en bleu brillant. Pas de collisions. Pas d’avertissements. Juste un métal parfait, fictif, se pliant au ralenti.
Nous avons plié la même pièce cet après-midi-là sur notre ancienne hydraulique. Au troisième pli, le vérin est descendu et le retour de la bride a heurté le doigt de la butée arrière parce que le poinçon réel dans le rack avait une tige légèrement plus longue que le modèle de la bibliothèque. Le logiciel connaissait le “col de cygne”. Il ne connaissait pas celui que nous avions fissuré mardi dernier et remplacé par une autre marque.
L’animation ne mentait pas. Elle était incomplète.
Voilà la distinction que personne ne veut admettre. Il y a la simulation qui calcule, et celle qui décore. Le modèle 3D tournant ? C’est de la présentation. Le moteur de collision sous-jacent — s’il est construit sur de vrais profils d’outils et de véritables enveloppes de machines — est quelque chose de totalement différent. Quand les ateliers confondent les deux, ils pensent que l’achat de graphismes plus jolis résout l’isolement entre outillage, programmation et machines. Ce n’est pas le cas.
Si des commandes plus intelligentes créent des îles plus intelligentes, des 3D tape-à-l’œil créent souvent des îles plus jolies.
J’ai déjà programmé une boîte profonde à quatre côtés avec deux ourlets internes. Cela semblait facile à plat. Première tentative en vrai ? La bride de retour finale n’avait nulle part où aller ; le corps du poinçon interférait avec la paroi déjà formée. Nous l’avons découvert à 90 tonnes, en cours de cycle.
Un moteur de collision adéquat l’aurait détecté avant même qu’une tôle ne soit découpée.
Pas la version dessin animé. La vraie. Celle qui extrude le profil exact du poinçon — rayon, largeur d’épaulement, longueur de tige — et le fait balayer chaque étape de pliage contre la géométrie réelle de la machine. Les systèmes avancés utilisent des hiérarchies de volumes englobants (BVH) pour vérifier les collisions efficacement, ce qui signifie qu’ils ne se contentent pas de déplier et replier ; ils simulent chaque mouvement incrémental de l’outil dans l’espace.
Dans des environnements de test contrôlés, les chercheurs ont montré qu’un petit mais critique pourcentage de pièces complexes — environ 5% dans un grand ensemble de données de centaines de géométries réalistes — n’avaient pas de pli final viable en raison de collisions d’outils inévitables. Le patron à plat semblait correct. Le dépliage basique disait “fabricable”. Seule la détection de collision 3D prenant en compte les outils a révélé l’impasse.
Cette fonction s’amortit la première fois que vous évitez de découper au laser 200 ébauches qui ne peuvent physiquement pas être formées.
Réalité de l’atelier : La détection de collision liée aux données réelles des outils empêche les accidents ; faire tourner un modèle ombré ne le fait pas.
Mais voilà le hic : l’évitement de collision ne fonctionne que si votre base de données d’outillage correspond à votre rack. Si le logiciel pense que l’épaulement de votre poinçon mesure 0,590 et que celui dans la machine mesure 0,630, votre “ jumeau numérique ” n’est qu’un métal fictif avec un meilleur éclairage. La question devient donc moins “ Est-ce que ça semble réaliste ? ” et plus “ Est-il alimenté avec le même langage d’outillage que chaque presse plieuse comprend ? ”
Et la collision n’est que la moitié de la bataille. Qu’en est-il de l’angle de pliage lui-même ?
J’avais un lot de tôle de 11-gauge qui sortait systématiquement avec 1,5 degrés d’ouverture. Même programme. Même outillage. Même opérateur. Lot de production différent.
La géométrie statique ne sait pas cela.
Un modèle CAO à plat suppose une déformation plastique idéale — plier à 90, obtenir 90. L’acier réel a une limite d’élasticité, une résistance à la traction, une direction de grain et une variation d’épaisseur. Le retour élastique est la récupération élastique du matériau après retrait de la charge, et il modifie votre angle final en fonction de ces propriétés.
Un logiciel sérieux hors ligne ne se contente pas de dessiner le pli ; il calcule le surpliage en fonction des modèles de matériau. Donnez-lui la limite d’élasticité issue d’un certificat de laminage, l’épaisseur issue d’une mesure réelle, le rayon intérieur lié à l’ouverture de votre matrice, et il estime de combien dépasser 90 pour arriver à 90 après relâchement.
Certains ateliers associent cela à une mesure d’angle en temps réel — lasers ou capteurs mécaniques qui s’arrêtent près du point mort bas et corrigent la course finale. Puissant. Mais ces capteurs nécessitent nettoyage, calibration et points de référence stables. Dans un atelier sale, ils dérivent. Quand ils dérivent, ils amplifient l’erreur au lieu de la corriger.
Ce qui signifie que le système le plus robuste est celui où les corrections mesurées sont réinjectées dans la base de données hors ligne. Si ce lot de tôle de 11-gauge sort avec 1,5 degrés d’ouverture, le programme suivant pour ce matériau ne devrait pas repartir de zéro.
Mais à moins que ces données ne soient réinjectées dans votre environnement de programmation, chaque nouveau travail repart de l’amnésie.
De jolis graphismes 3D ne gèrent pas cette boucle. Les algorithmes prenant en compte le matériau et liés à des bases de données partagées le font. Et cela n’a d’importance que si chaque presse plieuse — dinosaure hydraulique et servo-électrique brillant — lit dans le même manuel.
Alors, que se passe-t-il quand les données d’entrée ne sont pas disciplinées ?
| Section | Contenu |
|---|---|
| Problème réel | Un lot de tôle de 11-gauge sortait systématiquement avec 1,5 degrés d’ouverture malgré l’utilisation du même programme, du même outillage et du même opérateur — seul le lot de production était différent. |
| Limite de la géométrie statique | Un modèle CAO à plat suppose une déformation plastique idéale — plier à 90°, obtenir 90°. Il ne prend pas en compte les variations de limite d’élasticité, de résistance à la traction, de direction du grain ou d’épaisseur. |
| Ce qui cause le retour élastique | Le retour élastique se produit lorsque le matériau récupère élastiquement après retrait de la charge, modifiant l’angle final du pli en fonction des propriétés du matériau. |
| Rôle du logiciel hors ligne | Un logiciel avancé calcule le surpliage requis en utilisant des modèles de matériau plutôt qu’en se contentant de dessiner les pliages. |
| Entrées requises pour la précision | La limite d’élasticité (provenant du certificat de matériau), les mesures réelles d’épaisseur et le rayon intérieur lié à l’ouverture de la matrice sont utilisés pour estimer le surpliage nécessaire. |
| Mesure d’angle en temps réel | Certains ateliers utilisent des lasers ou des capteurs mécaniques pour mesurer les angles près du point mort bas et corriger automatiquement la course finale. |
| Risques des systèmes à capteurs | Les capteurs nécessitent un nettoyage, un étalonnage et des points de référence stables. Dans des environnements sales, une dérive peut se produire, amplifiant les erreurs au lieu de les corriger. |
| Approche la plus robuste | Les corrections mesurées doivent être intégrées dans la base de données hors ligne afin que les futurs programmes tiennent compte du comportement connu du matériau (par ex., ouverture de 1,5° pour un lot spécifique). |
| Problème de flux de données | Sans retour d’information dans l’environnement de programmation, chaque nouveau travail commence sans données de correction historiques. |
| Graphiques vs. intelligence | Les graphiques 3D seuls ne gèrent pas les boucles de correction ; ce sont les algorithmes tenant compte du matériau et connectés à des bases de données partagées qui le font. |
| Cohérence à l’échelle du système | Toutes les presses plieuses — hydrauliques ou servo-électriques — doivent se référer au même système de données partagé pour assurer la cohérence. |
| Question de clôture | Que se passe-t-il lorsque les données d’entrée sur le matériau et le processus ne sont pas correctement contrôlées ? |
Nous avons autrefois fait confiance à une belle simulation sur un grand panneau avec cinq pliages séquentiels. Le logiciel validait chaque étape. Aucun signal d’alerte. La configuration semblait infaillible.
La première pièce a été réalisée sans problème. La deuxième ? L’angle a dérivé parce que l’huile hydraulique s’est réchauffée. À la quatrième pièce, l’erreur cumulative a fait que le dernier flanc a raté sa cible de deux degrés, et le jeu simulé a disparu dans le monde réel. Ce qui était “ sûr ” dans le modèle est devenu un léger frottement dans l’acier.
Le modèle supposait un comportement statique de la machine. La machine était vivante.
Les moteurs de simulation sont déterministes. Ils supposent que le bâti de la machine se déforme dans des paramètres définis, que le butoir arrière se répète dans la tolérance, que les outils s'installent parfaitement, que le matériau correspond à la base de données. Brisez l’une de ces hypothèses — épaulements de matrice usés, marques de poinçons échangées, système de compensation non calibré — et le monde virtuel s’éloigne du monde physique.
C’est là que la 3D devient une machine à fausse confiance. L’opérateur fait confiance au coche vert et cesse de remettre en question la configuration. Les rebuts ne viennent pas de l’ignorance ; ils viennent d’une certitude mal placée.
Réalité de l’atelier : Si votre opérateur résout la géométrie sur la commande, votre logiciel a déjà échoué en amont — mais si votre simulation ignore les outils réels, le retour matière, et la variabilité de la machine, elle échoue tout aussi silencieusement.
L’ironie, c’est que la simulation haut de gamme a absolument sa place. Les constructeurs de machines l’utilisent pour valider de tout nouveaux concepts de pliage avant que l’acier ne soit jamais découpé. C’est un travail d’innovation — concevoir la machine elle-même. Sur le plancher de l’atelier, nous n’inventons pas la physique. Nous essayons de la répéter, de façon constante, sur des presses plieuses mal assorties qui communiquent à peine entre elles.
Ainsi, la vraie question n’est pas de savoir si la simulation 3D fonctionne.
C’est de savoir si votre simulation est assez étroitement connectée à l’automatisation des outils et aux données partagées des machines pour cesser d’être du métal imaginaire — et commencer à agir comme un traducteur que chaque presse plieuse du bâtiment peut comprendre.
Troisième équipe. Deux opérateurs. Un travail urgent avec huit plis. Le programmeur l’avait déjà “terminé” sur la commande — ordre de pliage optimisé, collisions dégagées, angles calculés. À l’écran, tout semblait propre.
Quarante-cinq minutes plus tard, la machine n’avait toujours pas produit une pièce correcte.
Pourquoi ? Parce que le programme connaissait la séquence de pliage. Il ne connaissait pas la machine.
L’opérateur cherchait dans le rack un poinçon à 30 degrés correspondant à celui du monde virtuel, scindait une matrice de 3 mètres en segments étagés parce que la commande n’avait pas prévu la longueur des outils, puis réécrivait les positions du butoir après avoir réalisé que les doigts physiques allaient percuter un bord préalablement formé. La simulation avait raison sur la géométrie. Elle était muette sur la réalité de la configuration.
C’est l’écart que cette section explore.
Une séquence de pliage répond à une question : dans quel ordre est-ce que je déforme ce profil plat pour qu’il ne se heurte pas lui-même ?
Programmer une machine répond à une autre question : avec quels segments de poinçon et de matrice exacts, disposés dans quel ordre physique le long du banc, avec quelles zones de serrage, valeurs de compensation, et dégagements du butoir, afin qu’un opérateur puisse charger les outils une fois et produire des pièces sans réfléchir ?
Ce ne sont pas la même tâche.
J’ai vu des logiciels produire une séquence “parfaite” en huit étapes nécessitant cinq changements complets d’outillage parce qu’ils optimisaient pour les collisions, pas pour l’outillage commun à travers les plis. Sur le papier, efficace. Sur le plancher, temps mort.
Les systèmes hors ligne dédiés qui valent la peine d’être achetés traitent l’outillage comme une ressource contrainte. Ils évaluent l’ordre de pliage et la sélection d’outils ensemble, recherchant des séquences qui minimisent les changements, réutilisent les ouvertures de matrice, et respectent les longueurs segmentées réelles de votre bibliothèque. C’est une logique combinatoire, pas seulement des graphismes.
Quand cette logique fonctionne, le temps de configuration chute fortement. De nombreux ateliers rapportent une réduction d’environ 50 % du temps de configuration après avoir déplacé la programmation hors ligne — non pas parce que les plis ont changé, mais parce que le plan d’outillage était décidé avant que l’opérateur ne touche à une clé. La presse plieuse continue de cycler pendant que la programmation se fait ailleurs.
Oubliez cette distinction, et vous vous retrouverez à surveiller un frein d’un million de dollars avec une clé à molette à la main.
J’avais autrefois un frein hydraulique du début des années 2000 installé à côté d’un nouveau servo-électrique. Deux contrôleurs différents. Deux écosystèmes logiciels OEM différents. Tous deux prétendaient offrir un “ outillage automatique ”.”
Chacun ne comprenait véritablement que son propre dialecte.
Les systèmes liés à un OEM sont comme des systèmes de serrage rapide propriétaires : fluides dans leur propre univers, maladroits partout ailleurs. Leurs bibliothèques d’outillage privilégient par défaut les poinçons, rayons, et zones de sécurité du fabricant. Essayez de bâtir une base de données commune entre plusieurs marques et vous finirez par exporter, reformater ou—pire encore—retaper.
Une plateforme CAD/CAM neutre prenant en charge plusieurs marques renverse la structure. Une bibliothèque d’outillage principale. Une base de données matière unique. Les post-processeurs traduisent cette intention commune dans le langage natif de chaque contrôleur.
Considérez-la comme un traducteur à l’échelle de l’atelier. La géométrie et la stratégie d’outillage résident en un seul endroit ; la sortie s’adapte selon la machine.
Sans cette neutralité, chaque presse-plieuse devient une île avec sa propre mémoire. Modifiez la cote d’un épaulement de poinçon dans un système et les autres continuent de croire à l’ancienne valeur. C’est ainsi que le “ faux métal ” refait surface.
Le risque, bien sûr, c’est le théâtre de la compatibilité — des logiciels prétendant prendre en charge plusieurs marques mais ne s’intégrant vraiment qu’à quelques-unes. Si votre hydraulique ancienne génération ne peut pas accepter de programmes téléchargés ou manque de ports de communication, aucune neutralité ne pourra corriger cela. Ce qui signifie que le choix du logiciel doit commencer par un audit matériel, non par une bande-démo.
Et cela amène une question inconfortable : à quel point “ automatique ” est-il vraiment automatique ?
J’ai testé des modules d’auto-outillage capables de générer fièrement une pile d’outils complète en quelques secondes. Impressionnant—jusqu’à ce que nous exécutions une pièce non standard avec des hauteurs de bride mixtes et un stock de matrices limité.
La première passe a nécessité trois corrections manuelles : passage à un poinçon plus étroit pour dégager une bride de retour, imposition d’une ouverture de matrice commune pour réduire les changements, et reconfiguration des segments parce que le logiciel supposait des outils pleine longueur que nous ne possédions pas.
L’auto-outillage réduit l’intervention. Il ne l’élimine pas.
Concrètement, des pièces simples—boîtes basiques, matériau homogène, bibliothèque d’outillages complète—peuvent passer du CAD au fichier machine sans intervention. Les géométries complexes ou les bibliothèques incomplètes révèlent les failles. Les meilleurs systèmes échouent avec élégance : ils signalent les conflits de contraintes, expliquent pourquoi un outil a été choisi et vous permettent d’outrepasser avec une logique traçable qui alimente la base de données.
Les systèmes faibles se contentent de générer une séquence et laissent l’opérateur résoudre la géométrie sur le pupitre de commande.
Réalité de l’atelier : Si votre opérateur résout la géométrie sur la commande, votre logiciel a déjà échoué en amont.
La vraie mesure n’est pas “ Est-ce que ça se génère automatiquement ? ” mais plutôt “ Après génération, combien de décisions se prennent encore avec une clé plutôt qu’une souris ? ”
Si la réponse est “ quelques-unes, et elles sont sauvegardées dans la bibliothèque partagée ”, vous construisez un langage commun. Si la réponse est “ cela dépend de la machine ”, vous revenez aux dialectes.
Et les dialectes restent gérables—jusqu’à ce que votre parc regroupe trois générations d’hydrauliques et d’électriques qui ne se comprennent pas naturellement entre elles.
J’ai un frein hydraulique de 1998 qui fuit juste assez d’huile pour parfumer l’atelier et un servo-électrique flambant neuf qui lance une erreur de synchronisation si on le regarde de travers. Même pièce. Même outillage sur le papier. Deux personnalités totalement différentes quand on appuie sur départ cycle.
Sur l’hydraulique, la synchronisation du vérin est gérée par le flux d’huile à travers des valves proportionnelles. Ça dérive lentement ; on compense avec le bombage et des ajustements de pression. Sur le servo, la synchronisation est pilotée par codeur — vis à billes, moteurs servo, boucles de position. C’est précis jusqu’à ce qu’un accouplement lâche ou qu’une surcharge thermique désynchronise les axes et que la commande exige un rituel : cycle de mise hors tension, jog, quart de tour sur un bouton de réglage, surveiller le bon clignotement d’un indicateur.
Alors, quand vous demandez : “ Quel niveau d’automatisation est réaliste dans un atelier mixte ? ”, voici la réponse honnête : vous pouvez automatiser la stratégie de géométrie et d’outillage sur différentes machines. Vous ne pouvez pas automatiser les différences de physique et d’architecture de commande entre le contrôle de pression hydraulique et le contrôle de position servo.
C’est la faille que les logiciels doivent combler.
Tant que votre hydraulique de 1998 et votre servo flambant neuf ne partagent pas le même cerveau d’outillage, vous n’avez pas un système — vous avez des îles.
J’ai vu un servo-électrique produire des angles de pliage irréguliers sur un pli de 6 pieds parce qu’une vis à billes accusait un retard de quelques millièmes. La simulation avait montré un parallélisme parfait. Le post supposait une égalisation de pression à la façon hydraulique — les deux côtés “ partageant ” naturellement la charge via l’huile.
Les servos ne “ partagent ” rien naturellement. Ils obéissent aux commandes de position. Si la boucle de retour d’un côté est décalée, il pliera de travers avec une précision chirurgicale.
Les hydrauliques, surtout les unités à fort tonnage, dominent encore la plaque épaisse car elles délivrent une force constante sur toute la course. Les servos électriques brillent par leur répétabilité et leur efficacité énergétique sur les épaisseurs plus légères. Les hybrides mélangent les deux, gardant parfois des embrayages mécaniques ou des volants d’inertie pour la puissance de pointe car les servos purs peinent à assurer une accélération fluide à haut tonnage.
Différentes machines résolvent la force et le mouvement de différentes façons.
Mais la plupart des logiciels hors ligne les abstraient dans le même modèle de pli : angle cible, facteur matériau, position du butoir arrière, profondeur du vérin.
Cette abstraction est utile — jusqu’à ce qu’elle masque les hypothèses de commande.
Si votre post-processeur envoie des commandes identiques basées sur la profondeur à une hydraulique qui raisonne en pression et à un servo qui raisonne en position, vous faites confiance à deux philosophies de retour différentes pour arriver au même angle. Parfois ça marche. Parfois vous serez ouvert de 5 degrés et en train de discuter pour savoir qui a touché au bombage.
Réalité de l’atelier : L’automatisation échoue à la jonction où le logiciel suppose que la physique est universelle.
Alors, que sait vraiment votre logiciel de la machine à laquelle il transmet — type de commande, méthode de compensation, comportement de synchronisation — ou crache-t-il juste des chiffres en espérant que le contrôleur s’en débrouille ?
J’ai changé une fois le rayon d’épaule d’un poinçon dans notre bibliothèque principale après l’avoir ébréché sur un travail urgent. Mis à jour dans le système hors ligne. J’ai oublié que le contrôle OEM sur le vieux frein avait sa propre copie locale.
La semaine suivante, même pièce exécutée sur l’hydraulique héritée. L’opérateur se fiait à la bibliothèque du contrôle. Collision.
Pas parce que la géométrie était fausse. Parce que deux bases de données étaient en désaccord sur un détail de 0,5 mm.
Quand vous mélangez marques et générations, vous mélangez surtout des modèles de propriété de données. Les anciennes hydrauliques stockent souvent l’outillage localement dans le contrôleur avec une capacité d’import limitée. Les nouveaux électriques attendent des bibliothèques en réseau, parfois synchronisées sur le cloud. Les écosystèmes OEM préfèrent leurs propres catalogues. Les systèmes tiers promettent la neutralité.
La question n’est pas “ Puis-je construire une bibliothèque maîtresse d’outillage ? ”
C’est “ Quel système fait autorité — et lesquels ne font que consommer des traductions ? ”
Si le contrôle du servo s’ajuste automatiquement aux décalages de hauteur d’outil mais que l’hydraulique dépend d’entrées manuelles de cales, votre base de données centralisée doit stocker non seulement la géométrie mais aussi la logique de décalage spécifique à chaque machine. Sinon, le même poinçon devient deux réalités physiques différentes selon l’endroit où il est monté.
C’est pourquoi la neutralité CAD/CAM est importante — mais la neutralité sans application est du théâtre. Si les opérateurs peuvent modifier l’outillage au contrôle sans renvoyer les changements en amont, vous revenez à la fragmentation de la mémoire.
Mais à moins que ces données ne soient réinjectées dans votre environnement de programmation, chaque nouveau travail repart de l’amnésie.
Et l’amnésie coûte cher.
Donc même si vous résolvez la propriété des données sur le papier, quelle part du comportement de la machine pouvez-vous réellement voir et standardiser — surtout sur du matériel plus ancien ?
Nous avons fixé des règles linéaires sur une vieille hydraulique pour améliorer la répétabilité. Ajouté la mesure d’angle sur le coulisseau. Relié le tout au système hors ligne afin que les résultats réels de pliage puissent informer les facteurs de retour élastique.
Cela a aidé. Les rebuts ont diminué sur les travaux répétitifs car nous ne devinions plus la correction matière à chaque fois.
Mais voici ce que nous ne pouvions pas voir : le délai de réponse interne des valves, la variabilité de la température de l’huile entre les équipes, l’usure microscopique des liaisons mécaniques. Le servo à côté rapporte le couple moteur, la charge d’axe, l’erreur de position en temps réel. L’hydraulique vous donne la pression et la profondeur — et beaucoup de suppositions éclairées.
Même rétrofitée, la machine plus ancienne a des “ zones d’ombre ” dans son comportement.
Et une partie de cette obscurité est structurelle. Les premières mises à niveau servo dans les presses lourdes conservaient des embrayages mécaniques pour la force de pointe car les moteurs seuls ne pouvaient pas gérer les dynamiques en douceur. Cet engagement mécanique n’est souvent pas instrumenté avec la même fidélité que les boucles servo modernes. Vous pouvez mesurer la position de sortie. Vous ne pouvez pas toujours voir la conformité mécanique transitoire interne.
Alors, qu’est-ce qui est réellement automatisable ?
Vous pouvez standardiser les bibliothèques d’outillage. Vous pouvez unifier les séquences de pliage et la logique de mise en place. Vous pouvez envoyer des programmes cohérents sur toutes les machines. Vous pouvez collecter des retours d’angle là où des capteurs existent.
Vous ne pouvez pas complètement égaliser les personnalités des machines sans les redessiner.
Réalité de l’atelier : Forcer les hydrauliques héritées à “ parler ” ne signifie pas les faire penser comme des servos — cela signifie construire un logiciel assez intelligent pour traduire entre la force pilotée par pression et la précision pilotée par encodeur.
Et une fois que vous les avez amenées à parler le même langage d’outillage, la question suivante n’est plus celle de la compatibilité.
C’est celle de la visibilité.
Optimisez-vous les pliages d’abord puis surveillez-vous la performance — ou avez-vous besoin d’un retour en temps réel avant que toute optimisation ait la moindre valeur ?
J’ai déjà vu un frein électrique $180,000 rester inactif pendant 27 minutes parce qu’une pince n’était pas à l’endroit prévu par le programme. L’écran affichait des voyants verts. Le tableau de bord a ensuite signalé “ arrêt mineur ”. Le travail a tout de même été expédié en retard.
Alors, faut-il un retour d’information en temps réel sur chaque machine pour que l’automatisation fonctionne réellement ?
Non.
Mais si vous ne pouvez pas voir ce que font vos machines minute par minute, vous devinez simplement où se trouve réellement votre goulot d’étranglement.
C’est le pivot. La programmation hors ligne oblige les hydrauliques héritées et les électriques modernes à parler le même langage d’outillage. La surveillance vous indique s’ils tiennent réellement la conversation — ou s’ils se contentent de hocher poliment la tête tout en perdant du temps dans la configuration, les réglages et les micro-arrêts. L’un est le traducteur. L’autre est le greffier. Sans le procès-verbal, vous ne savez pas qui a menti.
Et sans cette visibilité, le ROI est un conte pour s’endormir.
J’ai fixé des capteurs d’angle sur un hydraulique plus ancien en pensant avoir enfin éliminé les approximations liées au retour élastique. Deux semaines plus tard, les relevés ont dérivé parce que personne n’avait nettoyé les lentilles, et le système “ auto-correcteur ” s’est mis à traquer la saleté au lieu de l’acier.
Temps réel ne veut pas dire fiable.
Il y a une différence entre prévenir le prochain mauvais pli et documenter le dernier. Les flux PLC haute fréquence peuvent catégoriser les arrêts par code d’alarme, interruption de cycle, défaut d’axe — une granularité magnifique. Mais si votre équipe met trois mois à comprendre le tableau de bord, vous venez simplement d’installer une autre machine qui nécessite une surveillance constante.
Réalité de l’atelier : Une couche de surveillance qui exige sa propre maintenance devient une autre source d’arrêt.
Les rapports post-exécution vous disent ce qui s’est passé. Les flux en temps réel peuvent vous le dire pendant que cela se produit — mais ils accusent tout de même un retard de quelques millisecondes, parfois quelques secondes, et ils ne réécrivent pas une séquence de pliage erronée déjà envoyée au contrôle. La surveillance ne corrige pas la géométrie. Elle expose la friction.
Ce qui soulève la question : que cherchez-vous réellement à corriger en premier — les rebuts, ou le temps ?
J’ai juré un jour que notre configuration moyenne durait “ environ 20 minutes ”. Nous l’avons finalement mesurée correctement — le chronomètre démarrait à la sortie du premier outil du rack, s’arrêtait au premier bon produit — et le vrai chiffre était 38.
C’est le chiffre qui compte.
Si le logiciel hors ligne automatise les séquences d’outillage, pré-positionne les pinces et élimine les modifications côté contrôle, vous devriez voir la configuration diminuer. Pas en théorie. En minutes. Mais si vous ne connaissez pas votre référence par machine, équipe et opérateur, vous ne pouvez pas prouver l’amélioration — vous pouvez seulement vous sentir plus occupé.
Exemple hypothétique : disons que la programmation hors ligne réduit la configuration de 12 minutes par travail sur un frein exécutant 10 travaux par jour. Cela représente deux heures récupérées. Multipliez par le taux de main-d’œuvre et le coût machine. Vous avez maintenant un chiffre. Sans suivi, vous avez une impression.
Réalité de l’atelier : Si vous ne pouvez pas voir le temps de configuration à la minute près, vous devinez le ROI et vous appelez cela une stratégie.
La surveillance n’est pas le remède. C’est la balance.
Et vous ne faites pas de régime sans balance.
J’ai vu des ateliers avec un tableau de bord mural affichant bruyamment des pourcentages d’OEE pendant que les programmeurs ajustaient les déductions de pliage en totale isolation. Deux systèmes. Deux réalités.
C’est ainsi que vous obtenez ce que j’appelle la fabrication « cerveau scindé ».
Votre couche de programmation génère les séquences d’outillage, les ordres de pliage et les cibles de profondeur. Votre couche de surveillance enregistre les temps d’arrêt, les alarmes, les décomptes de cycles. Si elles ne communiquent pas, vous ne pouvez pas corréler un pic de micro‑arrêts à une configuration d’outillage ou une stratégie de pliage précise. Vous voyez simplement “ le temps d’arrêt a augmenté ”.”
Mais à moins que ces données ne soient réinjectées dans votre environnement de programmation, chaque nouveau travail repart de l’amnésie.
Les machines électriques modernes avec des fonctions prédictives intégrées brouillent cette frontière. Elles peuvent s’auto‑ajuster en angle, compenser la dérive, signaler une maintenance avant la panne. Impressionnant. Mais ces optimisations vivent à l’intérieur d’un seul et même contrôle. Votre hydraulique de 1998 en face n’en profite pas. Votre système hors ligne n’apprend rien à moins que vous ne forciez la donnée à remonter.
Vous vous retrouvez donc encore avec des îlots plus intelligents.
Le véritable enjeu n’est pas de choisir entre surveillance et automatisation hors ligne. C’est de les séquencer correctement : utiliser la surveillance pour établir une vérité de référence, déployer l’automatisation d’outillage hors ligne pour éliminer les réglages et l’inconstance, puis réinjecter la performance pour affiner les programmes à l’échelle du parc.
Visibilité d’abord. Traduction ensuite. Application enfin.
Si vous sautez l’ordre, vous optimisez à l’aveugle — et c’est comme ça que j’ai failli mettre mon atelier en faillite une fois déjà.
Alors, comment commencer à construire un système de pliage contrôlé sans vous noyer dans les logiciels avant qu’ils ne vous rapportent quoi que ce soit ?
J’ai déjà signé un bon de commande pour une “ solution de pliage entièrement intégrée ” après une simple démonstration brillante. Six mois plus tard, nous avions trois nouveaux identifiants, deux tableaux de bord que personne ne croyait, et toujours les mêmes 5 degrés d’ouverture sur un angle de 90 qui aurait dû être parfaitement droit.
L’erreur n’était pas d’avoir acheté un logiciel.
C’était d’avoir acheté dans le mauvais ordre.
On ne construit pas un système de pliage contrôlé en empilant des fonctionnalités. On le construit en attaquant d’abord sa perte dominante — rebut, temps d’arrêt ou manque de visibilité — et en obligeant chaque machine à parler le même langage d’outillage avant de lui demander de chanter en harmonie. La surveillance est la balance. L’automatisation est le régime. Mais il faut encore décider de sur quoi porte votre surcharge.
Alors, par où commencer sans vous noyer ?
Il y a quelques années, nous avons mis au rebut un lot d’équerres en 3/16 parce que le bord du pli a heurté le doigt du butoir arrière au troisième pli. Le programme paraissait correct à l’écran. L’opérateur jurait l’avoir suivi. La collision a eu lieu quand même.
Ce n’était pas un problème d’opérateur.
Ce n’était même pas un problème de machine.
C’était un problème de classification.
Une erreur de programmation signifie que la séquence de pliage, la disposition des outils ou les objectifs de profondeur étaient incorrects avant même que le premier outil ne sorte du rack. Une erreur d’exécution signifie que le programme était correct, mais que quelque chose a dérivé — rayon de poinçon usé, siège de matrice sale, intervention de l’opérateur. Une erreur de visibilité signifie que ni la programmation ni l’exécution n’étaient manifestement incorrectes, mais que personne n’a vu le temps de réglage passer de 20 à 38 minutes ou les micro-arrêts s’accumuler entre les pliages.
Si vous ne pouvez pas nommer dans quelle catégorie se situe votre dernière défaillance, vous n’êtes pas prêt à acheter quoi que ce soit.
Réalité de l’atelier : Si votre opérateur résout la géométrie sur la commande, votre logiciel a déjà échoué en amont.
Répondez honnêtement à cette seule question et le brouillard commencera à se dissiper. Mais que faire si la réponse honnête fait mal ?
J’ai fissuré un col de cygne $400 parce que notre programme demandait un outil que nous n’avions pas réellement dans cette station. Le contrôle ne s’en souciait pas. Il a simplement fait ce qu’on lui avait dit.
C’est une perte due à la programmation.
Si les rebuts et les reprises vous dévorent, votre premier dollar ne va pas à une simulation plus jolie. Il va à la FAO hors ligne qui impose de vraies bibliothèques d’outillage, de vraies zones de serrage, de vraies limites machine — pas du métal imaginaire.
La programmation hors ligne est un traducteur. Elle prend le savoir empirique de votre meilleur opérateur de presse plieuse et le force dans une séquence d’outillage reproductible qui fonctionne sur l’hydraulique de 1998 et sur la nouvelle servo-électrique. Même ordre de pliage. Même appel d’outils. Même logique de profondeur.
Lorsqu’elle est bien faite, la mise en place se réduit car le programme a déjà décidé quels poinçons, dans quel ordre, dans quelles stations. L’opérateur charge et exécute. Il n’improvise pas.
Maintenant, le contrepoint inconfortable.
Il existe des ateliers qui installent une nouvelle presse plieuse CNC et voient un retour sur investissement en moins d’un an sans toucher au logiciel. Je l’ai vu. Le matériel seul peut stabiliser le contrôle d’angle et réduire la dérive. Mais si cette nouvelle machine devient une autre île plus intelligente — avec sa propre base de données d’outillage et sa propre façon de penser — vous avez réduit la variabilité sur une presse plieuse et conservé le chaos sur l’ensemble du parc.
Si la reprise est systémique, un logiciel qui standardise la logique d’outillage sur toutes les machines durera plus longtemps que n’importe quelle pièce de fer.
Mais que faire si le rebut n’est pas votre véritable hémorragie ?
Nous avions une hydraulique qui “ semblait peu fiable ”. C’était le diagnostic officiel. Semblait.
Une fois que nous avons câblé un suivi basique de l’état des machines sur tout l’atelier, nous avons découvert qu’elle ne tombait pas en panne. Elle restait inactive en attendant le matériau 14% du poste et en attendant les programmes 9%.
C’est une perte de visibilité déguisée en panne mécanique.
Si votre problème est l’arrêt imprévu — pas le rebut, mais des machines silencieuses alors qu’elles devraient être en cycle — commencez par un suivi universel. Pas un tableau de bord spécialisé sur la dernière presse plieuse. Toutes. Mêmes définitions. Mêmes horodatages. Même langage pour “ en fonctionnement ”, “ réglage ”, “ alarme ”, “ inactif ”.”
Parce que tant que vous ne voyez pas les arrêts classés par cause, vous continuerez à blâmer l’hydraulique pour des erreurs de planification.
Réalité de l’atelier : Une machine qui est disponible mécaniquement à 85% mais réellement utilisée à 60% n’a pas besoin d’un rétrofit en premier. Elle a besoin de vérité.
La surveillance ici n’est pas le remède. C’est la lampe de poche. Et à moins que ces données ne soient réinjectées dans votre environnement de programmation, chaque nouveau travail commence par de l’amnésie.
Donc vous avez classé votre perte dominante. Vous avez choisi votre première couche. Qu’est-ce qui vous empêche maintenant de dériver à nouveau vers la chasse aux fonctionnalités ?
J’ai assisté à des démonstrations où le commercial zoomait sur un modèle 3D, le faisait tourner, le coupait en section, et appelait cela “ capacité complète de jumeau numérique ”. Sur le terrain, nous appelions ça du métal fictif.
Les fonctionnalités sont des promesses isolées.
Un système de pliage contrôlé est une conversation.
Vous n’achetez pas du “ CAM hors ligne ” ou de la “ surveillance ”. Vous concevez une pile où :
C’est un système linguistique.
Les hydraulique anciennes n’ont pas besoin de devenir électriques. Les anciens contrôles n’ont pas besoin de devenir nouveaux. Mais ils doivent parler le même dialecte de pliage, sinon vous gérerez des traducteurs pour toujours.
Voici la partie non évidente.
Le bon point de départ n’est pas déterminé par ce qui semble moderne. Il est déterminé par l’endroit où votre perte actuelle se compose le plus rapidement. Les rebuts se composent à travers chaque travail. Les arrêts se composent à travers chaque équipe. Les lacunes de visibilité se composent à travers chaque décision.
Choisissez la force de composition. Attaquez-la en premier. Puis ajoutez la pièce suivante de manière à renforcer la première, pas à lui faire concurrence.
Arrêtez de demander : “ Quel logiciel a le plus de fonctionnalités ? ”
Commencez à demander : “ Que doit dire chaque presse plieuse sur mon sol — exactement avec les mêmes mots — pour que cet endroit fonctionne sans exploits héroïques ? ”


















