

Saya melihat seorang operator senior memecahkan punch $400 karena dia menghitung ulang matematika allowance tekukan di kontrol setelah bagian pertama keluar dengan sudut terbuka 1,5 derajat. Dia menyesuaikan kedalaman Y berdasarkan perasaan, menekan siklus, dan material mengenai dasar lebih keras daripada lembar sebelumnya. Bagian menjadi scrap. Peralatan rusak. Sepuluh menit hening.
Dia tidak ceroboh. Dia sendirian.
Itulah yang sebenarnya terlihat dari “pemrograman di pedal” ketika bak sampah mencapai 15%.
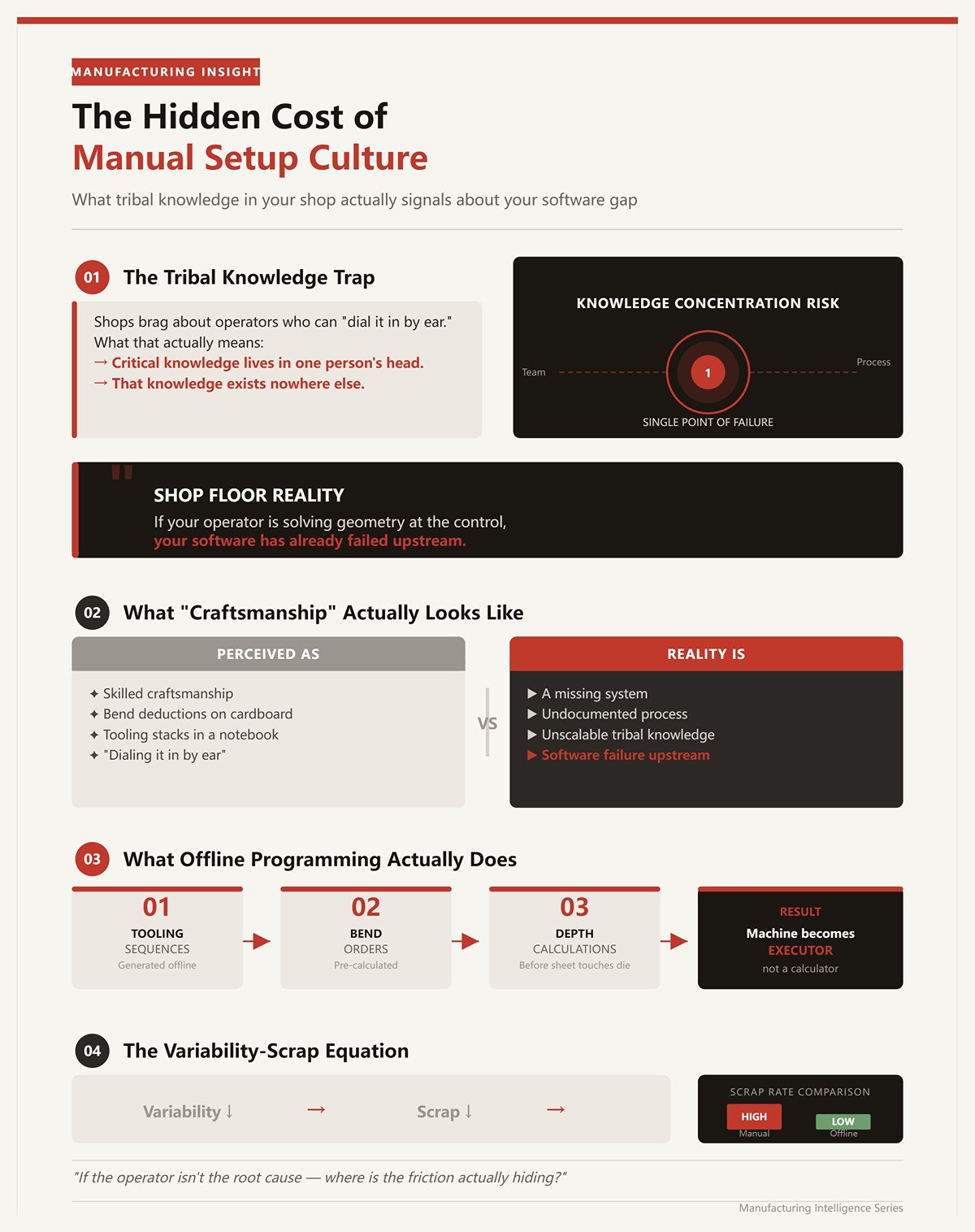
Saya pernah melihat bengkel yang menyombongkan operator yang bisa “menyetel dengan pendengaran.” Biasanya itu berarti pengetahuan turun-temurun hanya ada di kepala satu orang dan tidak di tempat lain.
Ketika operator rem terbaik Anda menulis pengurangan tekukan di atas karton dan menyimpan tumpukan perkakas dalam buku catatan, itu bukanlah keterampilan istimewa—itu adalah sistem yang hilang.
Kenyataan di Lantai Produksi: Jika operator Anda sedang memecahkan masalah geometri di kontrol, perangkat lunak Anda sudah gagal dari hulu.
Pemrograman offline bukan tentang bagian 3D yang indah. Ini tentang menghapus ingatan manusia dari jalur kritis. Ketika urutan perkakas, urutan tekukan, dan perhitungan kedalaman dihasilkan sebelum lembaran logam menyentuh cetakan, mesin menjadi pelaksana, bukan kalkulator. Scrap menurun karena variabilitas berkurang.
Jadi jika operator bukan penyebab utama, di mana sebenarnya gesekan itu bersembunyi?
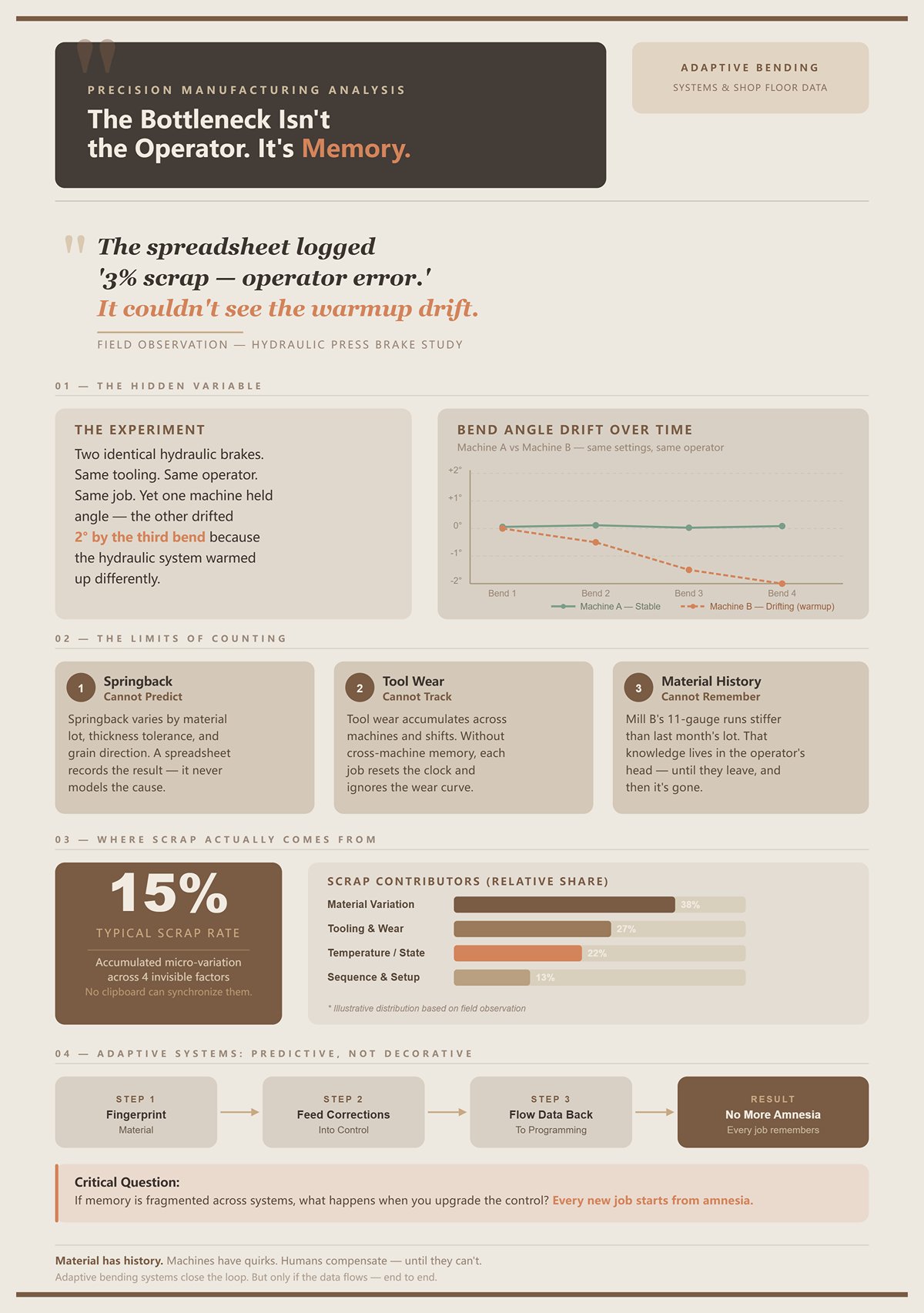
Saya pernah menjalankan dua rem hidrolik identik dalam pekerjaan yang sama, dengan perkakas dan operator yang sama. Satu mempertahankan sudut. Yang lain bergeser dua derajat pada tekukan ketiga karena sistem hidrolik memanas dengan cara yang berbeda.
Spreadsheet tidak menangkap hal itu. Ia hanya mencatat “3% scrap — kesalahan operator.”
Spreadsheet baik untuk menghitung kerusakan. Mereka tidak dapat memprediksi springback, melacak keausan alat di seluruh mesin, atau mengingat bahwa batch 11-gauge dari Mill B ini lebih kaku daripada lot bulan lalu.
Material memiliki riwayat. Mesin punya keanehan. Manusia menyesuaikan diri sampai mereka tidak bisa lagi.
Kenyataan di Lantai Produksi: Tingkat scrap 15% biasanya merupakan akumulasi variasi mikro—material, perkakas, suhu, urutan—yang tidak dapat disinkronkan oleh clipboard.
Sistem tekuk adaptif modern mengurangi scrap karena mereka mengambil sidik jari material dan mengirimkan koreksi kembali ke kontrol. Itu bersifat prediktif, bukan dekoratif. Tapi kecuali data itu mengalir kembali ke lingkungan pemrograman Anda, setiap pekerjaan baru dimulai dari kehilangan ingatan.
Jika ingatan terfragmentasi, apa yang terjadi ketika Anda memutakhirkan kontrolnya?

Saya ingat pertama kali kami mengganti backgauge yang sudah lelah dengan kontrol CNC baru. Layar sentuh. Perpustakaan alat. Kalkulator sudut bawaan. Operator menyukainya.
Limbah turun—dari 15% menjadi mungkin 12%.
Lalu berhenti berkembang.
Kontrolnya menyimpan program, ya. Tetapi tidak menstandarkan perkakas di seluruh brake. Tidak memastikan urutan yang konsisten. Tidak berkomunikasi dengan hidrolik tua di sudut yang masih menjalankan setengah volume kami. Setiap mesin menjadi pulau sendiri dengan pencahayaan yang lebih baik.
Itulah ilusinya: pengaturan lebih cepat pada satu brake terasa seperti peningkatan sistem.
Kenyataan di Lantai Produksi: Pulau yang lebih pintar tetaplah pulau.
Peningkatan CNC dasar meningkatkan memori mesin. Mereka tidak berbuat apa-apa untuk bahasa bersama di antara mesin, basis data perkakas, dan logika pemrograman. Sampai hidrolik dan elektrik Anda berbicara dengan data perkakas dan material yang sama, tingkat limbah Anda dinegosiasikan satu per satu di pedal.
Dan jika penyakit sebenarnya adalah isolasi antara mesin, apa tepatnya yang sedang disembuhkan oleh simulasi 3D mengilap itu?
Saya menyaksikan seorang salesman memutar bagian 3D yang sempurna di monitor 70 inci sementara operator utama saya berdiri dengan sebuah punch gooseneck retak di tangannya. Model menunjukkan setiap lipatan dalam warna biru mengilap. Tidak ada tabrakan. Tidak ada peringatan. Hanya lipatan logam sempurna yang dibuat dalam gerakan lambat.
Kami menjalankan bagian yang sama sore itu di hidrolik tua kami. Lipatan ketiga, ram turun, dan flange balik mengenai jari backgauge karena punch yang sebenarnya di rak memiliki tang sedikit lebih panjang daripada model perpustakaan. Perangkat lunak tahu “gooseneck.” Ia tidak tahu yang kami retak minggu lalu dan kami ganti dengan merek berbeda.
Animasi itu tidak berbohong. Ia tidak lengkap.
Itulah perbedaan yang tidak ingin diakui siapa pun. Ada simulasi yang menghitung, dan ada simulasi yang menghias. Model 3D berputar? Itu presentasi. Mesin tabrak di baliknya—jika dibangun dengan profil alat nyata dan batas mesin nyata—adalah sesuatu yang sama sekali berbeda. Ketika bengkel menyamakan keduanya, mereka pikir membeli grafik yang lebih cantik akan memperbaiki isolasi antara perkakas, pemrograman, dan mesin. Tidak.
Jika kontrol yang lebih pintar menciptakan pulau yang lebih pintar, 3D yang mencolok sering kali menciptakan pulau yang lebih indah.
Saya pernah memprogram kotak empat sisi dalam yang dalam dengan dua hem internal. Terlihat mudah secara datar. Percobaan pertama di dunia nyata? Flange balik terakhir tidak punya tempat untuk masuk; badan punch mengganggu dinding yang sudah terbentuk. Kami mengetahuinya pada 90 ton, di tengah siklus.
Mesin tabrak yang tepat akan menangkapnya sebelum lembaran bahkan dipotong.
Bukan versi kartun. Yang nyata. Yang mengekstrusi profil punch yang tepat—radius, lebar bahu, panjang tang—dan menyapukannya melalui setiap langkah lipatan terhadap geometri mesin yang sebenarnya. Sistem canggih menggunakan hierarki volume pembatas (BVH) untuk memeriksa tabrakan secara efisien, artinya mereka tidak hanya membuka dan melipat kembali; mereka mensimulasikan setiap gerakan alat secara incremental di ruang.
Dalam lingkungan pengujian terkendali, peneliti telah menunjukkan bahwa persentase kecil namun kritis dari bagian kompleks—sekitar 5% dalam satu dataset besar dari ratusan geometri realistis—tidak memiliki lipatan akhir yang dapat dilakukan karena tabrakan alat tak terhindarkan. Pola datar terlihat baik. Pelipatan dasar mengatakan “dapat diproduksi.” Hanya deteksi tabrakan 3D berbasis alat yang penuh yang mengungkap jalan buntu tersebut.
Fitur itu membayar dirinya sendiri pada kali pertama Anda menghindari pemotongan laser terhadap 200 blank yang secara fisik tidak bisa dibentuk.
Kenyataan di Lantai Produksi: Deteksi tabrakan yang terhubung dengan data perkakas nyata mencegah kecelakaan; memutar model berbayangan tidak melakukannya.
Tapi inilah masalahnya: penghindaran tabrakan hanya bekerja jika basis data perkakas Anda sesuai dengan rak Anda. Jika perangkat lunak menganggap bahu punch Anda adalah 0,590 dan yang ada di mesin berukuran 0,630, “kembar digital” Anda hanyalah logam pura-pura dengan pencahayaan lebih baik. Jadi pertanyaannya menjadi kurang “Apakah ini terlihat realistis?” dan lebih “Apakah diberi masukan dengan bahasa perkakas yang sama yang dipahami setiap brake?”
Dan tabrakan hanyalah setengah dari perang. Bagaimana dengan sudut tekukan itu sendiri?
Saya memiliki satu batch 11-gauge yang secara konsisten keluar 1,5 derajat terbuka. Program sama. Perkakas sama. Operator sama. Lot panas berbeda.
Geometri statis tidak tahu itu.
Model CAD datar mengasumsikan deformasi plastik ideal—tekuk ke 90, dapat 90. Baja nyata memiliki kekuatan luluh, kekuatan tarik, arah butir, dan variasi ketebalan. Springback adalah material yang pulih secara elastis setelah beban dilepas, dan itu menggeser sudut akhir Anda berdasarkan sifat-sifat tersebut.
Perangkat lunak serius yang offline tidak hanya menggambar tekukan; ia menghitung overbend berdasarkan model material. Masukkan kekuatan luluh dari sertifikat pabrik, ketebalan dari pengukuran nyata, radius dalam yang terhubung dengan bukaan dies Anda, dan ia memperkirakan seberapa jauh melewati 90 Anda harus pergi untuk mendarat di 90 setelah pelepasan.
Beberapa bengkel memadukan itu dengan pengukuran sudut waktu nyata—laser atau sensor mekanis yang berhenti dekat titik mati bawah dan mengoreksi stroke akhir. Kuat. Tetapi sensor tersebut memerlukan pembersihan, kalibrasi, dan titik referensi yang stabil. Di bengkel yang kotor, mereka melenceng. Ketika melenceng, mereka memperbesar kesalahan alih-alih mengoreksi.
Yang berarti sistem paling tangguh adalah yang koreksi terukurnya mengalir kembali ke basis data offline. Jika lot panas 11-gauge ini berjalan 1,5 derajat terbuka, program berikutnya untuk material itu tidak boleh memulai dari nol.
Namun kecuali data itu masuk kembali ke lingkungan pemrograman Anda, setiap pekerjaan baru dimulai dari amnesia.
Grafik 3D yang indah tidak mengelola loop tersebut. Algoritma yang memahami material dan terhubung ke basis data bersama melakukannya. Dan itu hanya penting jika setiap brake—dinosaurus hidraulik maupun servo-elektrik yang mengkilap—membaca dari buku petunjuk yang sama.
Jadi apa yang rusak ketika input tidak disiplin?
| Bagian | Konten |
|---|---|
| Masalah Dunia Nyata | Satu batch 11-gauge secara konsisten keluar 1,5 derajat terbuka meskipun menggunakan program, perkakas, dan operator yang sama—hanya lot panasnya yang berbeda. |
| Keterbatasan Geometri Statis | Model CAD datar mengasumsikan deformasi plastik ideal—tekuk ke 90°, dapat 90°. Itu tidak memperhitungkan variasi kekuatan luluh, kekuatan tarik, arah butir, atau ketebalan. |
| Apa Penyebab Springback | Springback terjadi ketika material pulih secara elastis setelah beban dilepas, menggeser sudut tekukan akhir berdasarkan sifat-sifat material. |
| Peran Perangkat Lunak Offline | Perangkat lunak canggih menghitung overbend yang diperlukan menggunakan model material, bukan hanya menggambar tekukan. |
| Input yang Diperlukan untuk Akurasi | Kekuatan luluh (dari sertifikat pabrik), pengukuran ketebalan aktual, dan radius dalam yang terkait dengan bukaan cetakan digunakan untuk memperkirakan overbend yang diperlukan. |
| Pengukuran Sudut Waktu Nyata | Beberapa bengkel menggunakan laser atau sensor mekanis untuk mengukur sudut dekat titik mati bawah dan secara otomatis mengoreksi langkah akhir. |
| Risiko Sistem Sensor | Sensor memerlukan pembersihan, kalibrasi, dan titik referensi yang stabil. Di lingkungan yang kotor, drift dapat terjadi, memperbesar kesalahan alih-alih mengoreksinya. |
| Pendekatan Paling Tangguh | Koreksi yang diukur harus dimasukkan kembali ke basis data offline sehingga program di masa depan mempertimbangkan perilaku material yang diketahui (misalnya, terbuka 1,5° pada lot panas tertentu). |
| Masalah Aliran Data | Tanpa umpan balik ke dalam lingkungan pemrograman, setiap pekerjaan baru dimulai tanpa data koreksi historis. |
| Grafis vs. Kecerdasan | Grafis 3D saja tidak mengelola loop koreksi; algoritma yang memahami material dan terhubung ke basis data bersama yang melakukannya. |
| Konsistensi di Seluruh Sistem | Semua press brake—hidrolik atau servo-elektrik—harus merujuk ke sistem data bersama yang sama untuk konsistensi. |
| Pertanyaan Penutup | Apa yang gagal ketika input material dan proses tidak dikontrol dengan baik? |
Kami pernah mempercayai simulasi yang indah pada panel besar dengan lima tekukan berurutan. Perangkat lunak melewati setiap langkah. Tidak ada tanda peringatan. Pengaturan terlihat sangat kuat.
Bagian pertama berjalan lancar. Bagian kedua? Sudut menyimpang karena oli hidrolik menghangat. Pada bagian keempat, kesalahan kumulatif membuat flensa terakhir meleset dari targetnya sebesar dua derajat, dan jarak bebas yang disimulasikan menghilang di dunia nyata. Apa yang “aman” dalam model menjadi gesekan ringan pada baja.
Model tersebut mengasumsikan perilaku mesin yang statis. Mesin itu hidup.
Mesin simulasi bersifat deterministik. Mereka mengasumsikan rangka mesin melentur dalam parameter yang telah ditentukan, pengukur belakang mengulang dengan toleransi, perkakas duduk dengan sempurna, material cocok dengan basis data. Hancurkan satu saja dari asumsi-asumsi itu—bahu cetakan yang aus, merek pahat yang ditukar, atau sistem penyesuaian yang tidak terkalibrasi—dan dunia virtual mulai menyimpang dari dunia fisik.
Saat itulah 3D menjadi mesin kepercayaan palsu. Operator mempercayai tanda centang hijau dan berhenti mempertanyakan pengaturan. Limbah tidak muncul karena ketidaktahuan; ia muncul karena keyakinan yang salah tempat.
Kenyataan di Lantai Produksi: Jika operatormu sedang memecahkan geometri di panel kontrol, perangkat lunakmu sudah gagal di tahap sebelumnya—tetapi jika simulasi mengabaikan perkakas nyata, umpan balik material, dan variabilitas mesin, maka ia gagal dengan cara yang sama sunyinya.
Ironinya, simulasi kelas atas benar-benar punya tempat. Pembuat mesin menggunakannya untuk memvalidasi konsep tekukan baru sepenuhnya sebelum baja dipotong. Itu pekerjaan inovasi—merancang mesin itu sendiri. Di lantai bengkel, kita tidak sedang menciptakan fisika. Kita berusaha mengulanginya, secara konsisten, di antara mesin tekuk yang tidak seragam dan nyaris tidak bisa “berbicara” satu sama lain.
Jadi pertanyaan sebenarnya bukan apakah simulasi 3D bekerja.
Pertanyaannya adalah apakah simulasimu terhubung cukup erat dengan otomatisasi perkakas dan data mesin bersama hingga berhenti menjadi logam pura-pura—dan mulai bertindak seperti penerjemah yang bisa dipahami setiap mesin tekuk di gedung.
Shift ketiga. Dua operator. Pekerjaan kilat dengan delapan tekukan. Programmer sudah “menyelesaikannya” di panel kontrol—urutan tekukan dioptimalkan, tabrakan dihapus, sudut dihitung. Terlihat rapi di layar.
Empat puluh lima menit kemudian, mesin masih belum menghasilkan satu pun bagian yang bagus.
Kenapa? Karena program mengetahui urutan tekukan. Ia tidak mengetahui mesinnya.
Operator mencari di rak sebuah pahat 30-derajat yang cocok dengan versi virtualnya, memecah cetakan sepanjang 10 kaki menjadi segmen-segmen bertahap karena kontrol tidak merencanakan panjang perkakas, lalu menulis ulang posisi pengukur belakang setelah menyadari jari fisik akan menabrak flensa yang sudah dibentuk sebelumnya. Simulasi benar soal geometri. Ia diam soal kenyataan pengaturan.
Itulah celah tempat bagian ini berada.
Urutan tekukan menjawab satu pertanyaan: dalam urutan apa saya membentuk pola datar ini agar tidak bertabrakan dengan dirinya sendiri?
Memprogram mesin menjawab pertanyaan berbeda: dengan pahat dan cetakan yang mana, disusun dalam urutan fisik seperti apa di sepanjang meja, dengan zona penjepit, nilai penyesuaian, dan jarak pengukur seperti apa, agar operator dapat memasang perkakas sekali dan menjalankan bagian tanpa berpikir?
Itu bukan tugas yang sama.
Saya pernah melihat perangkat lunak menghasilkan urutan delapan langkah yang “sempurna” namun membutuhkan lima kali pergantian perkakas penuh karena dioptimalkan untuk menghindari tabrakan, bukan untuk kesamaan perkakas di tiap tekukan. Di atas kertas, efisien. Di lantai, buang waktu.
Sistem offline khusus yang layak dibayar memperlakukan perkakas sebagai sumber daya terbatas. Mereka mengevaluasi urutan tekukan dan pemilihan perkakas secara bersamaan, mencari urutan yang meminimalkan pergantian, menggunakan kembali bukaan cetakan, dan menghormati panjang segmen nyata dalam pustakamu. Itu logika kombinatorial, bukan sekadar grafis.
Saat logika itu bekerja, waktu setup turun drastis. Banyak bengkel melaporkan kira-kira pengurangan 50% dalam setup setelah memindahkan pemrograman ke offline—bukan karena lipatan berubah, tetapi karena rencana penggunaan alat sudah ditentukan sebelum operator menyentuh kunci pas. Mesin brake terus beroperasi sementara pemrograman terjadi di tempat lain.
Jika melewatkan perbedaan itu, Anda akhirnya menjaga mesin brake bernilai jutaan dolar dengan kunci pas bulan sabit di tangan.
Saya pernah memiliki mesin brake hidrolik dari awal 2000-an berdampingan dengan servo-elektrik baru. Dua pengontrol berbeda. Dua ekosistem perangkat lunak OEM berbeda. Keduanya mengklaim “tooling otomatis.”
Masing-masing hanya benar-benar memahami dialeknya sendiri.
Sistem yang terikat pada OEM seperti pengencang cepat proprietari: mulus di dunia mereka sendiri, canggung di tempat lain. Pustaka tooling mereka secara default menggunakan punch, radius, dan zona keselamatan dari pabrikan tersebut. Cobalah membangun basis data bersama lintas merek dan Anda akan mengekspor, memformat ulang, atau—yang lebih buruk—mengetik ulang.
Platform CAD/CAM netral yang mendukung berbagai merek membalik struktur. Satu pustaka tooling utama. Satu basis data material. Post-processor menerjemahkan maksud bersama itu ke bahasa asli masing-masing pengontrol.
Pikirkan ini sebagai penerjemah toko secara menyeluruh. Geometri dan strategi tooling berada di satu tempat; output beradaptasi per mesin.
Tanpa netralitas itu, setiap brake menjadi pulau dengan memorinya sendiri. Ubah dimensi bahu punch di satu sistem dan yang lain tetap percaya pada angka lama. Begitulah “logam palsu” merayap kembali.
Risikonya, tentu saja, adalah “teater kompatibilitas”—perangkat lunak mengklaim mendukung banyak merek tetapi hanya terintegrasi mendalam dengan beberapa saja. Jika brake hidrolik lama Anda tidak dapat menerima program yang diunggah atau tidak memiliki port komunikasi, tidak ada tingkat netralitas yang dapat memperbaikinya. Yang berarti pemilihan perangkat lunak harus dimulai dengan audit hardware, bukan demo reel.
Dan itu memunculkan pertanyaan yang tidak nyaman: seberapa otomatis “otomatis” sebenarnya?
Saya pernah menguji modul tooling otomatis yang dengan bangga menghasilkan tumpukan alat lengkap dalam hitungan detik. Mengagumkan—hingga kami menjalankan bagian non-standar dengan tinggi flange campuran dan rak die terbatas.
Percobaan pertama memerlukan tiga override manual: mengganti punch yang lebih sempit untuk melewati return flange, memaksa pembukaan die bersama untuk mengurangi pergantian alat, dan menata ulang segmen karena perangkat lunak mengasumsikan alat full-length yang tidak kami miliki.
Tooling otomatis mengurangi intervensi. Ia tidak menghilangkannya.
Secara praktis, bagian sederhana—kotak sederhana, material konsisten, pustaka tooling lengkap—dapat berjalan tanpa sentuhan dari CAD ke file mesin. Geometri kompleks atau pustaka yang tidak lengkap memperlihatkan celah. Sistem yang lebih baik gagal secara elegan: mereka menandai konflik kendala, menunjukkan mengapa alat dipilih, dan memungkinkan Anda melakukan override dengan logika yang dapat dilacak dan memberi umpan balik ke basis data.
Sistem yang lemah hanya membuang urutan dan membiarkan operator memecahkan geometri di kontrol.
Kenyataan di Lantai Produksi: Jika operator Anda sedang memecahkan masalah geometri di kontrol, perangkat lunak Anda sudah gagal dari hulu.
Metrik sebenarnya bukanlah “Apakah itu menghasilkan otomatis?” tetapi “Setelah menghasilkan, berapa banyak keputusan yang masih dibuat dengan kunci pas dibandingkan dengan mouse?”
Jika jawabannya “sedikit, dan mereka disimpan kembali ke pustaka bersama,” Anda membangun bahasa umum. Jika jawabannya “tergantung pada mesin,” Anda kembali ke dialek.
Dan dialek bisa dikelola—hingga armada Anda mencakup tiga generasi hidrolik dan elektrik yang sama sekali tidak secara alami berbicara satu sama lain.
Saya memiliki rem hidrolik tahun 1998 yang bocor cukup minyak untuk memberi aroma di bengkel dan sebuah servo-elektrik baru yang memberi kesalahan waktu jika Anda melihatnya dengan cara yang salah. Bagian yang sama. Peralatan yang sama di atas kertas. Dua kepribadian yang benar-benar berbeda ketika Anda menekan start siklus.
Pada hidrolik, sinkronisasi ram ditangani oleh aliran minyak melalui katup proporsional. Ia melayang perlahan; Anda mengimbangi dengan pengaturan crowning dan tekanan. Pada servo, sinkronisasi didorong oleh encoder—sekrup bola, motor servo, loop posisi. Ini presisi sampai kopling longgar atau beban termal membuat sumbu keluar sinkron dan kontrol menuntut ritual: matikan daya, jog, seperempat putaran pada tombol trim, perhatikan indikator berkedip yang tepat.
Jadi ketika Anda bertanya, “Tingkat otomatisasi apa yang realistis di bengkel campuran?” inilah jawaban yang jujur: Anda dapat mengotomatisasi geometri dan strategi perkakas di seluruh mesin. Anda tidak dapat mengotomatisasi perbedaan fisika dan arsitektur kontrol antara kontrol tekanan hidrolik dan kontrol posisi servo.
Itulah celah yang harus dijembatani perangkat lunak.
Sampai rem hidrolik 1998 Anda dan servo baru Anda berbagi otak peralatan yang sama, Anda tidak memiliki sistem—Anda memiliki pulau-pulau.
Saya pernah melihat servo-elektrik menghasilkan sudut bengkok yang tidak merata di sepanjang flensa 6 kaki karena satu sekrup bola tertinggal beberapa ribuan inci. Simulasi menunjukkan paralelisme sempurna. Post mengasumsikan penyamaan tekanan ala hidrolik—kedua sisi “secara alami” berbagi beban melalui minyak.
Servo tidak “secara alami” berbagi apa pun. Mereka mematuhi perintah posisi. Jika loop umpan balik satu sisi salah, ia dengan senang hati membengkokkan keluar dari persegi dengan presisi seperti bedah.
Hidrolik, khususnya unit bertonase tinggi, masih mendominasi pelat tebal karena mereka memberikan gaya yang konsisten sepanjang langkah. Servo elektrik unggul dalam pengulangan dan efisiensi energi pada pelat tipis. Hybrid mencampur keduanya, terkadang mempertahankan kopling mekanis atau roda gila untuk daya puncak karena servo murni kesulitan menjaga kelancaran percepatan pada tonase tinggi.
Mesin yang berbeda memecahkan gaya dan gerakan dengan cara yang berbeda.
Namun sebagian besar perangkat lunak offline menyederhanakannya menjadi model bengkok yang sama: sudut target, faktor material, posisi backgauge, kedalaman ram.
Penyederhanaan itu berguna—sampai ia menyembunyikan asumsi kontrol.
Jika post-processor Anda mengirim perintah berbasis kedalaman yang identik ke hidrolik yang berpikir dalam tekanan dan servo yang berpikir dalam posisi, Anda mempercayai dua filosofi umpan balik yang berbeda untuk menghasilkan sudut yang sama. Kadang mereka akan berhasil. Kadang Anda akan 5 derajat terbuka dan berdebat siapa yang menyentuh crowning.
Kenyataan di Lantai Produksi: Otomatisasi gagal di sambungan di mana perangkat lunak mengasumsikan fisika itu universal.
Jadi apa yang sebenarnya diketahui perangkat lunak Anda tentang mesin yang sedang diposting—jenis kontrol, metode kompensasi, perilaku sinkron—atau apakah ia hanya memuntahkan angka dan berharap pengontrol yang mengurusnya?
Saya pernah mengubah radius bahu punch di pustaka utama kami setelah kami merusaknya pada pekerjaan mendesak. Memperbaruinya di sistem offline. Lupa bahwa kontrol OEM pada rem lama memiliki salinan lokal sendiri.
Minggu berikutnya, bagian yang sama dijalankan pada hidrolik lawas. Operator mempercayai pustaka kontrol. Tabrakan.
Bukan karena geometri salah. Karena dua basis data berbeda pendapat tentang detail 0,5 mm.
Saat Anda mencampur merek dan generasi, Anda sebenarnya sedang mencampur model kepemilikan data. Hidrolik yang lebih tua sering menyimpan tooling secara lokal di pengontrol dengan kemampuan impor terbatas. Elektrik yang lebih baru mengharapkan pustaka terhubung jaringan, terkadang sinkronisasi ke cloud. Ekosistem OEM lebih memilih katalog mereka sendiri. Sistem pihak ketiga menjanjikan netralitas.
Pertanyaannya bukan “Bisakah saya membuat pustaka tooling utama?”
Melainkan “Sistem mana yang menjadi otoritas—dan mana yang hanya mengonsumsi terjemahan?”
Jika kontrol servo secara otomatis menyesuaikan terhadap offset tinggi alat tetapi hidrolik mengandalkan entri shim manual, basis data terpusat Anda harus menyimpan tidak hanya geometri tetapi juga logika offset spesifik mesin. Jika tidak, punch yang sama menjadi dua realitas fisik berbeda tergantung di mana ia dipasang.
Itulah sebabnya CAD/CAM netral itu penting—tetapi netralitas tanpa penegakan hanyalah sandiwara. Jika operator dapat mengedit tooling di kontrol tanpa mendorong perubahan kembali ke hulu, Anda kembali ke fragmentasi memori.
Namun kecuali data itu masuk kembali ke lingkungan pemrograman Anda, setiap pekerjaan baru dimulai dari amnesia.
Dan amnesia itu mahal.
Jadi bahkan jika Anda menyelesaikan kepemilikan data di atas kertas, berapa banyak perilaku mesin yang sebenarnya dapat Anda lihat dan standarkan—terutama pada mesin tua?
Kami memasang skala linear pada hidrolik tua untuk meningkatkan repeatability. Menambahkan pengukuran sudut pada ram. Menghubungkannya ke sistem offline sehingga hasil tekuk aktual dapat memberi informasi pada faktor springback.
Itu membantu. Limbah berkurang pada pekerjaan berulang karena kami tidak menebak koreksi material setiap kali.
Namun inilah yang tidak dapat kami lihat: keterlambatan respons katup internal, variasi suhu oli antar shift, keausan mikro pada sambungan mekanis. Servo di sebelahnya melaporkan torsi motor, beban sumbu, dan kesalahan posisi secara waktu nyata. Hidrolik memberi Anda tekanan dan kedalaman—dan banyak tebakan bijak.
Meskipun telah dipasang ulang, mesin lama masih memiliki “zona gelap” dalam perilakunya.
Dan sebagian dari kegelapan itu bersifat struktural. Peningkatan servo awal pada press berat mempertahankan kopling mekanis untuk gaya puncak karena motor saja tidak dapat menangani dinamika dengan mulus. Keterlibatan mekanis itu sering tidak diinstrumen pada fidelitas yang sama seperti loop servo modern. Anda dapat mengukur posisi keluaran. Anda tidak selalu dapat melihat kepatuhan mekanis sementara di dalamnya.
Jadi apa yang realistis bisa diautomasi?
Anda dapat menstandarkan pustaka tooling. Anda dapat menyatukan urutan tekuk dan logika staging. Anda dapat mendorong program yang konsisten ke seluruh mesin. Anda dapat mengumpulkan umpan balik sudut di mana sensor tersedia.
Anda tidak dapat sepenuhnya menyamakan kepribadian mesin tanpa merancang ulang.
Kenyataan di Lantai Produksi: Memaksa hidrolik lama untuk “berbicara” tidak berarti membuatnya berpikir seperti servo—itu berarti membangun perangkat lunak yang cukup cerdas untuk menerjemahkan antara otot yang digerakkan oleh tekanan dan presisi yang digerakkan oleh encoder.
Dan setelah Anda membuat mereka berbicara dalam bahasa tooling yang sama, pertanyaan selanjutnya bukan lagi tentang kompatibilitas.
Melainkan tentang visibilitas.
Apakah Anda mengoptimalkan tekukan terlebih dahulu lalu memantau kinerja—atau apakah Anda memerlukan umpan balik waktu nyata sebelum optimasi apa pun benar-benar berarti sesuatu?
Saya pernah melihat rem elektrik $180,000 diam selama 27 menit karena penjepitnya tidak berada di tempat yang program katakan. Layar menunjukkan lampu hijau. Dasbor kemudian melaporkan “gangguan kecil.” Pekerjaan masih dikirim terlambat.
Jadi, apakah Anda memerlukan umpan balik real-time di setiap mesin sebelum otomatisasi benar-benar dapat bekerja?
Tidak.
Namun jika Anda tidak dapat melihat apa yang dilakukan mesin Anda setiap menit, Anda hanya menebak di mana hambatan sebenarnya berada.
Inilah titik porosnya. Pemrograman offline memaksa hidrolik lama dan elektrik modern untuk berbicara dalam bahasa tooling yang sama. Pemantauan memberi tahu Anda apakah mereka benar-benar melakukan percakapan — atau hanya mengangguk sopan sambil membuang waktu dalam setup, penyesuaian, dan micro-stoppages. Yang satu adalah penerjemah. Yang lainnya adalah pencatat sidang. Tanpa transkrip, Anda tidak tahu siapa yang berbohong.
Dan tanpa visibilitas itu, ROI hanyalah cerita pengantar tidur.
Saya memasang sensor sudut pada hidrolik lama dengan harapan saya akhirnya menghilangkan tebakan springback. Dua minggu kemudian pembacaan berubah karena tidak ada yang membersihkan lensa, dan sistem “self-correcting” mulai mengejar kotoran alih-alih baja.
Real-time tidak berarti dapat diandalkan.
Ada perbedaan antara mencegah lengkungan buruk berikutnya dan mendokumentasikan yang terakhir. Umpan PLC frekuensi tinggi dapat mengkategorikan downtime berdasarkan kode alarm, gangguan siklus, kesalahan sumbu — granularity yang indah. Namun jika tim Anda membutuhkan tiga bulan untuk memahami dasbor, Anda baru saja memasang mesin lain yang perlu diawasi.
Kenyataan di Lantai Produksi: Lapisan pemantauan yang membutuhkan perawatan sendiri menjadi sumber downtime lain.
Laporan pasca-run memberi tahu Anda apa yang terjadi. Umpan real-time dapat memberi tahu Anda selagi itu terjadi — namun tetap tertinggal beberapa milidetik, kadang beberapa detik, dan tidak memperbaiki urutan lengkungan buruk yang sudah dimasukkan ke kontrol. Pemantauan tidak memperbaiki geometri. Pemantauan membuka friksi.
Pertanyaannya: apa yang sebenarnya ingin Anda perbaiki terlebih dahulu — scrap, atau waktu?
Saya pernah bersumpah bahwa rata-rata setup kami “sekitar 20 menit.” Kami akhirnya melacaknya dengan benar — jam mulai pada alat pertama keluar dari rak, berhenti pada bagian pertama yang baik — dan angka sebenarnya adalah 38.
Itulah angka yang penting.
Jika perangkat lunak offline mengotomatisasi urutan tooling, menyiapkan penjepit terlebih dahulu, dan menghilangkan edit di sisi kontrol, Anda seharusnya melihat penurunan waktu setup. Bukan secara teori. Dalam menit. Tetapi jika Anda tidak tahu baseline Anda berdasarkan mesin, shift, dan operator, Anda tidak dapat membuktikan perbaikan — Anda hanya merasa lebih sibuk.
Contoh hipotetis: katakan pemrograman offline memotong waktu setup sebanyak 12 menit per pekerjaan pada rem yang menjalankan 10 pekerjaan sehari. Itu berarti dua jam yang dipulihkan. Kalikan dengan tarif tenaga kerja dan beban mesin. Sekarang Anda punya angka. Tanpa pelacakan, Anda hanya punya perasaan.
Kenyataan di Lantai Produksi: Jika Anda tidak dapat melihat waktu setup per menit, Anda hanya menebak ROI dan menyebutnya strategi.
Pemantauan bukanlah obat. Itu adalah timbangan.
Dan kamu tidak melakukan diet tanpa timbangan.
Aku pernah melihat bengkel dengan dasbor yang dipasang di dinding berteriak angka OEE sementara para pemrogram menyetel pengurangan tekukan secara total terisolasi. Dua sistem. Dua realitas.
Begitulah cara kamu mendapatkan apa yang aku sebut manufaktur otak terbelah.
Lapisan pemrogramanmu menghasilkan urutan perkakas, urutan tekukan, dan target kedalaman. Lapisan pemantauanmu mencatat waktu henti, alarm, jumlah siklus. Jika keduanya tidak berbicara, kamu tidak bisa mengaitkan lonjakan dalam micro-stop dengan konfigurasi perkakas tertentu atau strategi tekukan. Kamu hanya melihat “waktu henti meningkat.”
Namun kecuali data itu masuk kembali ke lingkungan pemrograman Anda, setiap pekerjaan baru dimulai dari amnesia.
Peralatan listrik modern dengan fitur prediktif bawaan mengaburkan batas ini. Mereka dapat menyesuaikan sudut secara otomatis, mengompensasi penyimpangan, memberi tanda perawatan sebelum terjadi kegagalan. Mengesankan. Namun optimasi itu hidup di dalam satu kendali itu saja. Mesin hidrolik tahun 1998 di seberang lorong tidak mendapat manfaat. Sistem offline-mu tidak belajar kecuali kamu memaksa data naik ke hulu.
Jadi kamu akhirnya kembali dengan pulau-pulau yang lebih pintar.
Langkah sebenarnya bukan memilih antara pemantauan dan otomasi offline. Melainkan mengurutkannya dengan benar: gunakan pemantauan untuk menetapkan kebenaran dasar, terapkan otomasi perkakas offline untuk menekan waktu setup dan ketidakkonsistenan, lalu umpan kembali performa untuk menyempurnakan program di seluruh armada.
Visibilitas dulu. Translasi kedua. Penegakan ketiga.
Jika kamu melewatkan urutannya, kamu sedang melakukan optimasi dalam kegelapan — dan begitulah aku hampir membuat lantai produksiku bangkrut sekali.
Jadi dari mana sebenarnya kamu mulai membangun sistem tekukan yang terkendali tanpa tenggelam dalam perangkat lunak sebelum sistem itu memberi hasil balik?
Aku pernah menandatangani surat pesanan untuk “solusi tekukan terintegrasi penuh” setelah satu demo yang mengilap. Enam bulan kemudian, kami punya tiga login baru, dua dasbor yang tidak dipercaya siapa pun, dan hasil tekukan 5 derajat terbuka pada sudut 90 yang seharusnya benar-benar siku.
Kesalahannya bukan membeli perangkat lunak.
Kesalahannya adalah membeli dengan urutan yang salah.
Kamu tidak membangun sistem tekukan terkendali dengan menumpuk fitur. Kamu membangunnya dengan menyerang kerugian dominanmu terlebih dahulu — cacat, waktu henti, atau kebutaan — dan memaksa setiap mesin berbicara dalam bahasa perkakas yang sama sebelum kamu memintanya bernyanyi selaras. Pemantauan adalah timbangan. Otomasi adalah dietnya. Tapi kamu masih harus memutuskan kelebihan bebanmu di mana.
Jadi dari mana kamu mulai tanpa tenggelam?
Beberapa tahun lalu kami membuang satu batch braket 3/16 karena flensa menabrak jari backgauge pada tekukan ketiga. Program terlihat baik-baik saja di layar. Operator bersumpah sudah mengikutinya. Namun tabrakan tetap terjadi.
Itu bukan masalah operator.
Itu bahkan bukan masalah mesin.
Itu adalah masalah klasifikasi.
Kesalahan pemrograman berarti urutan tekukan, tata letak peralatan, atau target kedalaman sudah salah sebelum alat pertama keluar dari rak. Kesalahan eksekusi berarti programnya benar, tetapi ada sesuatu yang melenceng — radius pukulan aus, dudukan cetakan kotor, atau operator menimpa pengaturan. Kesalahan visibilitas berarti baik pemrograman maupun eksekusi tidak tampak jelas salah, tetapi tidak ada yang memperhatikan waktu penyiapan merayap dari 20 menjadi 38 menit atau pemberhentian mikro yang menumpuk di antara tekukan.
Jika Anda tidak bisa menyebutkan ke kategori mana kegagalan terakhir Anda termasuk, berarti Anda belum siap membeli apa pun.
Kenyataan di Lantai Produksi: Jika operator Anda sedang memecahkan masalah geometri di kontrol, perangkat lunak Anda sudah gagal dari hulu.
Jawab satu pertanyaan itu dengan jujur, dan kabut mulai terangkat. Tapi bagaimana jika jawaban jujur itu menyakitkan?
Saya memecahkan gooseneck $400 karena program kami memanggil alat yang sebenarnya tidak kami miliki di stasiun itu. Kontrol tidak peduli. Ia hanya melakukan apa yang diperintahkan.
Itu adalah kerugian pemrograman.
Jika limbah dan pengerjaan ulang membuat Anda kewalahan, uang pertama Anda tidak boleh dipakai untuk simulasi yang lebih menarik. Uang itu sebaiknya digunakan untuk CAM offline yang memberlakukan pustaka peralatan nyata, zona penjepit nyata, batas mesin nyata — bukan logam khayalan.
Pemrograman offline adalah penerjemah. Ia mengambil pengetahuan turun-temurun dari operator rem terbaik Anda dan memaksanya menjadi urutan peralatan yang dapat diulang, yang berfungsi pada hidrolik tahun 1998 maupun servo-elektrik baru. Urutan tekukan yang sama. Pemanggilan alat yang sama. Logika kedalaman yang sama.
Jika dilakukan dengan benar, waktu penyiapan menyusut karena program sudah memutuskan pukulan mana, dalam urutan apa, di stasiun mana. Operator hanya memuat dan menjalankan. Dia tidak berimprovisasi.
Sekarang saatnya kontra-argumen yang tidak nyaman.
Ada bengkel yang mengganti dengan rem CNC baru dan melihat ROI dalam waktu kurang dari setahun tanpa menyentuh perangkat lunak. Saya sudah melihatnya. Perangkat keras saja dapat menstabilkan kontrol sudut dan mengurangi penyimpangan. Namun jika mesin baru itu menjadi pulau yang lebih pintar — dengan basis data peralatan sendiri dan cara berpikirnya sendiri — Anda memang mengurangi variasi pada satu rem, tetapi mempertahankan kekacauan di seluruh armada.
Jika pengerjaan ulang bersifat sistemik, perangkat lunak yang menstandarkan logika peralatan di semua mesin akan bertahan lebih lama daripada sepotong besi mana pun.
Tapi bagaimana jika limbah bukan sumber pendarahan utama Anda?
Kami memiliki mesin hidrolik yang “terasa tidak andal.” Itu diagnosis resminya. Terasa.
Setelah kami memasang pemantauan kondisi mesin dasar di seluruh lantai, kami mengetahui bahwa mesin itu sebenarnya tidak rusak. Mesin itu diam menunggu material 14% dari shift dan menunggu program 9%.
Itu adalah kerugian visibilitas yang dikemas sebagai kegagalan mekanis.
Jika rasa sakit Anda adalah waktu henti tak terencana — bukan kerugian bahan, tetapi mesin yang diam ketika seharusnya berputar — Anda mulai dengan pemantauan universal. Bukan dasbor khusus pada rem terbaru. Semua mesin. Definisi sama. Stempel waktu sama. Bahasa yang sama untuk “berjalan,” “pengaturan,” “alarm,” “diam.”
Karena sampai Anda melihat waktu henti dikategorikan berdasarkan penyebab, Anda akan terus menyalahkan hidrolik atas kesalahan penjadwalan.
Kenyataan di Lantai Produksi: Mesin yang 85% tersedia secara mekanis tetapi 60% benar-benar digunakan tidak memerlukan retrofit terlebih dahulu. Mesin itu membutuhkan kebenaran.
Pemantauan di sini bukanlah obat. Itu adalah senter. Dan kecuali data tersebut mengalir kembali ke lingkungan pemrograman Anda, setiap pekerjaan baru dimulai dari amnesia.
Jadi Anda telah mengklasifikasikan kerugian utama Anda. Anda telah memilih lapisan pertama Anda. Sekarang apa yang membuat Anda kembali tergelincir ke belanja fitur?
Saya pernah menghadiri demo di mana penjual memperbesar model 3D, memutarnya, memotong bagiannya, dan menyebutnya “kapabilitas digital twin penuh.” Di lantai produksi, kami menyebutnya logam pura-pura.
Fitur adalah janji yang terisolasi.
Sistem pembengkokan terkendali adalah sebuah percakapan.
Anda tidak membeli “CAM offline” atau “pemantauan.” Anda merancang susunan di mana:
Itu adalah sistem bahasa.
Hidrolik lama tidak harus menjadi listrik. Kontrol lama tidak harus menjadi baru. Tetapi mereka harus berbicara dalam dialek pembengkokan yang sama, atau Anda akan mengelola penerjemah selamanya.
Inilah bagian yang tidak terlihat jelas.
Titik awal yang tepat tidak ditentukan oleh apa yang terlihat modern. Ditentukan oleh di mana kerugian Anda saat ini paling cepat berkembang. Kerugian bahan berkembang di setiap pekerjaan. Waktu henti berkembang di setiap shift. Kekosongan visibilitas berkembang di setiap keputusan.
Pilih kekuatan yang berkembang. Serang itu terlebih dahulu. Kemudian tambahkan potongan berikutnya sehingga memperkuat yang pertama, bukan bersaing dengannya.
Berhenti bertanya, “Perangkat lunak mana yang memiliki fitur terbanyak?”
Mulai bertanya, “Apa yang harus dikatakan setiap rem tekan di lantai saya — dengan kata-kata yang persis sama — agar tempat ini berjalan tanpa heroik?”


















