

Vi a un operador experimentado romper un punzón $400 porque volvió a calcular la deducción de pliegue en el control después de que la primera pieza saliera 1.5 grados abierta. Ajustó la profundidad Y “a ojo”, presionó ciclo y el material hizo fondo con más fuerza que la hoja anterior. Pieza de desecho. Herramienta dañada. Diez minutos de silencio.
No fue descuidado. Estaba solo.
Así es realmente “programar con el pedal” cuando el contenedor de chatarra llega a 15%.
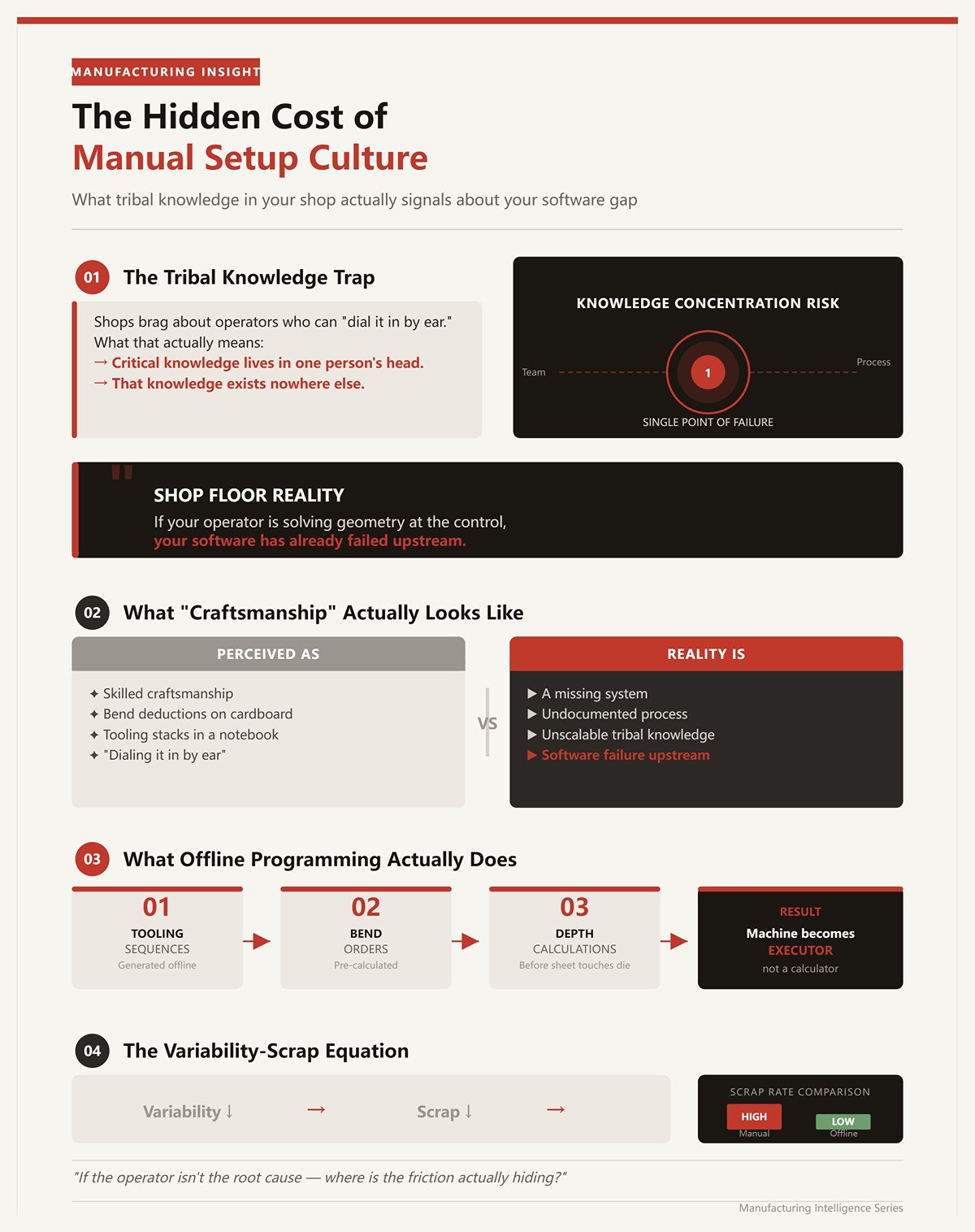
He visto talleres presumir de operadores que pueden “ajustarlo de oído”. Lo que eso suele significar es que el conocimiento tribal vive en la cabeza de una sola persona y en ningún otro lugar.
Cuando tu mejor operador de prensa escribe deducciones de pliegue en cartón y guarda pilas de herramientas en un cuaderno, eso no es artesanía: es un sistema que falta.
Realidad del taller: Si tu operador está resolviendo geometría en el control, tu software ya ha fallado aguas arriba.
La programación fuera de línea no se trata de piezas 3D bonitas. Se trata de eliminar la memoria humana del camino crítico. Cuando las secuencias de herramientas, los órdenes de pliegue y los cálculos de profundidad se generan antes de que la lámina toque la matriz, la máquina se convierte en ejecutora, no en calculadora. La chatarra disminuye porque disminuye la variabilidad.
Entonces, si el operador no es la causa raíz, ¿dónde se esconde realmente la fricción?
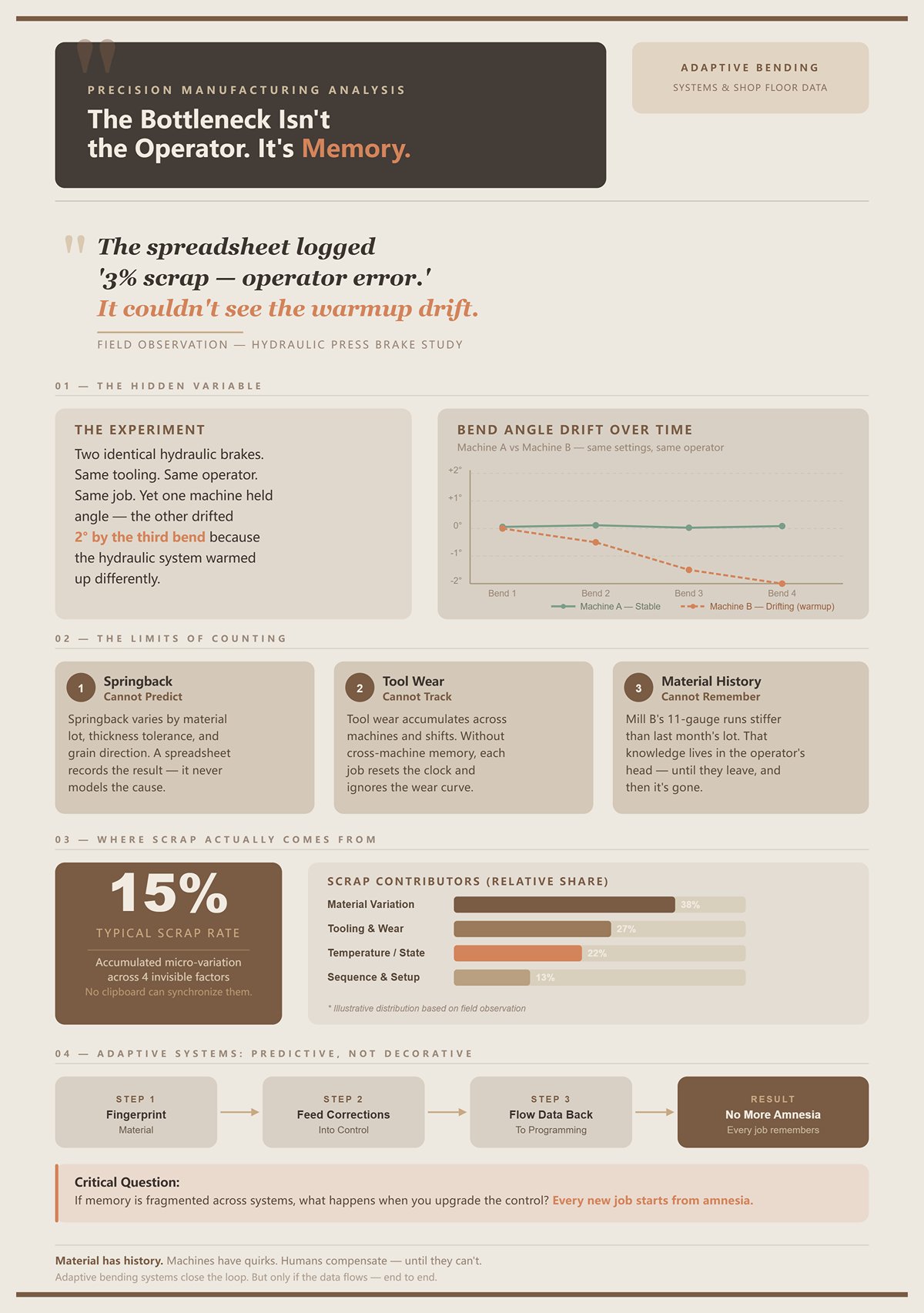
Una vez operé dos frenos hidráulicos idénticos en el mismo trabajo, con las mismas herramientas y el mismo operador. Uno mantuvo el ángulo. El otro derivó dos grados para el tercer pliegue porque el sistema hidráulico se calentó de manera diferente.
La hoja de cálculo no detectó eso. Solo registró “3% chatarra — error del operador.”
Las hojas de cálculo están bien para contar daños. No pueden predecir el retorno elástico, seguir el desgaste de herramientas entre máquinas ni recordar que este lote de calibre 11 del Molino B se comporta más rígido que el lote del mes pasado.
El material tiene historia. Las máquinas tienen peculiaridades. Los humanos compensan hasta que ya no pueden.
Realidad del taller: Una tasa de chatarra de 15% suele ser microvariación acumulada—material, herramientas, temperatura, secuencia—ninguna de las cuales puede sincronizar una planilla.
Los sistemas modernos de doblado adaptativo reducen la chatarra porque identifican el material y retroalimentan las correcciones al control. Eso es predictivo, no decorativo. Pero a menos que esos datos regresen a tu entorno de programación, cada nuevo trabajo comienza desde la amnesia.
Si la memoria está fragmentada, ¿qué ocurre cuando actualizas el control?

Recuerdo la primera vez que reemplazamos un tope trasero desgastado por un nuevo control CNC. Pantalla táctil. Biblioteca de herramientas. Calculadora de ángulos integrada. A los operarios les encantó.
La chatarra cayó—de 15% a quizá 12%.
Luego se estabilizó.
El control almacenaba programas, sí. Pero no estandarizaba las herramientas entre prensas. No aplicaba secuencias coherentes. No se comunicaba con la prensa hidráulica más vieja en la esquina que todavía manejaba la mitad de nuestro volumen. Cada máquina se convirtió en su propia isla, con mejor iluminación.
Esa es la ilusión: un ajuste más rápido en una prensa se siente como una mejora del sistema.
Realidad del taller: Una isla más inteligente sigue siendo una isla.
Las mejoras básicas de CNC mejoran la memoria de la máquina. No hacen nada por el lenguaje compartido entre máquinas, bases de datos de herramientas y lógica de programación. Hasta que tus hidráulicos y tus sistemas eléctricos hablen el mismo lenguaje de herramientas y materiales, tu tasa de desperdicio se negocia pieza por pieza en el pedal.
Y si la verdadera enfermedad es el aislamiento entre máquinas, ¿qué es exactamente lo que están curando esas brillantes simulaciones 3D tan llamativas?
Vi a un vendedor girar una pieza 3D impecable en un monitor de 70 pulgadas mientras mi operador principal estaba ahí con un punzón cuello de cisne agrietado en la mano. El modelo mostraba cada pliegue en un azul brillante. Sin colisiones. Sin advertencias. Solo metal perfecto, imaginario, doblándose en cámara lenta.
Ejecutamos la misma pieza esa tarde en nuestra hidráulica más vieja. En el tercer pliegue, el ariete descendió y el reborde de retorno golpeó el dedo del tope trasero porque el punzón real del estante tenía una lengüeta ligeramente más larga que la del modelo en la biblioteca. El software conocía “cuello de cisne”. No conocía el que habíamos roto el martes pasado y reemplazado con una marca diferente.
La animación no mentía. Estaba incompleta.
Esa es la división que nadie quiere admitir. Hay simulaciones que calculan y simulaciones que decoran. ¿El modelo 3D giratorio? Eso es presentación. El motor de colisiones subyacente—si está construido sobre perfiles de herramientas reales y espacios reales de máquina—es algo completamente distinto. Cuando los talleres confunden ambos, creen que comprar gráficos más bonitos resuelve el aislamiento entre herramientas, programación y máquinas. No lo hace.
Si los controles más inteligentes crearon islas más inteligentes, el 3D llamativo a menudo crea islas más bonitas.
Una vez programé una caja profunda de cuatro lados con dos pliegues internos. Se veía fácil en plano. ¿El primer intento en la realidad? El reborde final de retorno no tenía a dónde ir; el cuerpo del punzón interfería con la pared ya formada. Lo aprendimos a 90 toneladas, a mitad del ciclo.
Un motor de colisiones adecuado lo habría detectado antes de cortar siquiera una hoja.
No la versión de dibujos animados. La real. La que extruye el perfil exacto del punzón—radio, ancho del hombro, longitud de la lengüeta—y lo desplaza a través de cada paso de pliegue contra la geometría real de la máquina. Los sistemas avanzados utilizan jerarquías de volúmenes delimitadores (BVH) para comprobar colisiones de manera eficiente, lo que significa que no solo desplegan y repliegan; simulan cada movimiento incremental de la herramienta en el espacio.
En entornos de prueba controlados, los investigadores han demostrado que un pequeño pero crítico porcentaje de piezas complejas—alrededor de 5% en un gran conjunto de datos de cientos de geometrías realistas—no tenía un pliegue final viable debido a colisiones de herramientas inevitables. El patrón plano parecía correcto. El desdoble básico decía “fabricable”. Solo la detección completa de colisiones en 3D consciente de las herramientas reveló el callejón sin salida.
Esa función se paga sola la primera vez que evitas cortar con láser 200 láminas que físicamente no pueden formarse.
Realidad del taller: La detección de colisiones vinculada a datos reales de herramientas evita choques; hacer girar un modelo sombreado no lo hace.
Pero aquí está el detalle: la evitación de colisiones solo funciona si tu base de datos de herramientas coincide con tu estante. Si el software piensa que el hombro de tu punzón mide 0.590 y el de la máquina mide 0.630, tu “gemelo digital” es solo metal imaginario con mejor iluminación. Así que la pregunta deja de ser “¿Se ve realista?” y pasa a ser “¿Está alimentado con el mismo lenguaje de herramientas que entiende cada prensa?”
Y la colisión es solo la mitad de la batalla. ¿Qué pasa con el propio ángulo de doblado?
Tuve un lote de calibre 11 que salía constantemente 1.5 grados más abierto. Mismo programa. Mismo utillaje. Mismo operador. Lote de acero distinto.
La geometría estática no sabe eso.
Un modelo CAD plano asume una deformación plástica ideal: doblas a 90 y obtienes 90. El acero real tiene límite elástico, resistencia a la tracción, dirección del grano y variación de espesor. La recuperación elástica es el material que se recupera de forma elástica después de retirar la carga, y cambia tu ángulo final según esas propiedades.
El software serio fuera de línea no solo dibuja el doblez; calcula el sobre-doblado en función de modelos de material. Se le introduce la resistencia de fluencia proveniente del certificado del molino, el espesor medido realmente, el radio interior ligado a la abertura de la matriz, y estima cuánto más allá de 90 debes ir para llegar a 90 después de soltar.
Algunos talleres combinan esto con medición del ángulo en tiempo real—láseres o sensores mecánicos que se detienen cerca del punto muerto inferior y corrigen el recorrido final. Potente. Pero esos sensores necesitan limpieza, calibración y puntos de referencia estables. En un taller sucio, se desvían. Cuando se desvían, amplifican el error en lugar de corregirlo.
Lo que significa que el sistema más robusto es aquel en el que las correcciones medidas se retroalimentan en la base de datos fuera de línea. Si este lote de calibre 11 se abre 1.5 grados, el siguiente programa para ese material no debería comenzar desde cero.
Pero a menos que esos datos regresen a tu entorno de programación, cada nuevo trabajo comienza desde la amnesia.
Los bonitos gráficos en 3D no manejan ese bucle. Los algoritmos conscientes del material vinculados a bases de datos compartidas sí. Y eso solo importa si cada prensa—desde el dinosaurio hidráulico hasta el brillante servoeléctrico—lee del mismo manual.
Entonces, ¿qué falla cuando las entradas no son disciplinadas?
| Sección | Contenido |
|---|---|
| Problema del Mundo Real | Un lote de calibre 11 salía constantemente 1.5 grados más abierto a pesar de usar el mismo programa, herramienta y operador; solo el lote de acero era diferente. |
| Limitación de la Geometría Estática | Un modelo CAD plano asume una deformación plástica ideal—doblas a 90°, obtienes 90°. No tiene en cuenta variaciones en el límite elástico, la resistencia a la tracción, la dirección del grano o el espesor. |
| Qué Causa la Recuperación Elástica | La recuperación elástica ocurre cuando el material se recupera de forma elástica después de retirar la carga, cambiando el ángulo final del doblez según las propiedades del material. |
| Papel del Software Fuera de Línea | El software avanzado calcula el sobrecurvado requerido utilizando modelos de material en lugar de simplemente dibujar los dobleces. |
| Entradas requeridas para la precisión | La resistencia de fluencia (según el certificado del molino), las mediciones reales de espesor y el radio interior asociado a la apertura de la matriz se utilizan para estimar el sobrecurvado necesario. |
| Medición de ángulo en tiempo real | Algunos talleres usan láseres o sensores mecánicos para medir los ángulos cerca del punto muerto inferior y corregir automáticamente la carrera final. |
| Riesgos de los sistemas de sensores | Los sensores requieren limpieza, calibración y puntos de referencia estables. En entornos sucios puede producirse deriva, amplificando los errores en lugar de corregirlos. |
| Enfoque más robusto | Las correcciones medidas deben retroalimentarse en la base de datos fuera de línea para que los programas futuros tengan en cuenta el comportamiento conocido del material (por ejemplo, apertura de 1,5° para un lote de acero específico). |
| Problema de flujo de datos | Sin retroalimentación dentro del entorno de programación, cada nuevo trabajo comienza sin datos históricos de corrección. |
| Gráficos vs. Inteligencia | Los gráficos 3D por sí solos no gestionan los bucles de corrección; lo hacen los algoritmos conscientes del material conectados a bases de datos compartidas. |
| Consistencia en todo el sistema | Todas las prensas plegadoras, ya sean hidráulicas o servoelectricas, deben hacer referencia al mismo sistema de datos compartidos para mantener la consistencia. |
| Pregunta final | ¿Qué falla cuando los insumos de material y proceso no están controlados adecuadamente? |
Una vez confiamos en una simulación hermosa de un panel grande con cinco dobleces secuenciales. El software aprobó cada paso. Sin alertas. El montaje parecía infalible.
La primera pieza salió limpia. ¿La segunda? El ángulo se desvió porque el aceite hidráulico se calentó. Para la cuarta pieza, el error acumulado hizo que el último ala se desviara de su objetivo por dos grados, y la holgura simulada desapareció en el mundo real. Lo que era “seguro” en el modelo se convirtió en un leve roce en el acero.
El modelo asumía un comportamiento estático de la máquina. La máquina estaba viva.
Los motores de simulación son deterministas. Suponen que el bastidor de la máquina se flexiona dentro de parámetros definidos, que el tope trasero repite dentro de tolerancias, que las herramientas se asientan perfectamente, que el material coincide con la base de datos. Rompe cualquiera de esas suposiciones —hombros de matriz desgastados, punzones de marcas distintas, coronado sin calibrar— y el mundo virtual se desvía del físico.
Ahí es cuando el 3D se convierte en una máquina de falsa confianza. El operador confía en la marca verde y deja de cuestionar el ajuste. El desperdicio no proviene de la ignorancia; proviene de la certeza mal ubicada.
Realidad del taller: Si tu operador está resolviendo geometría en el control, tu software ya falló aguas arriba; pero si tu simulación ignora las herramientas reales, la retroalimentación del material y la variabilidad de la máquina, falla igual de silenciosamente.
La ironía es que la simulación de alto nivel sí tiene un lugar. Los fabricantes de máquinas la utilizan para validar conceptos completamente nuevos de doblado antes de que se corte el acero. Ese es trabajo de innovación: diseñar la máquina en sí. En el taller no estamos inventando física. Estamos tratando de repetirla, consistentemente, en prensas plegadoras desparejadas que apenas pueden comunicarse entre sí.
Así que la verdadera pregunta no es si la simulación 3D funciona.
Es si tu simulación está lo suficientemente conectada a la automatización de herramientas y a datos compartidos de máquina como para dejar de ser metal simulado y empezar a actuar como un traductor que cualquier prensa de la nave pueda entender.
Tercer turno. Dos operadores. Un trabajo urgente con ocho dobleces. El programador ya lo había “terminado” en el control: orden de doblez optimizado, colisiones despejadas, ángulos calculados. Se veía impecable en la pantalla.
Cuarenta y cinco minutos después, la máquina todavía no había producido una pieza buena.
¿Por qué? Porque el programa conocía la secuencia de doblez. No conocía la máquina.
El operador buscaba en el estante un punzón de 30 grados que coincidiera con el virtual, dividía una matriz de 10 pies en segmentos escalonados porque el control no había planificado la longitud de la herramienta, y luego reescribía las posiciones del tope trasero después de darse cuenta de que los dedos físicos chocarían con una pestaña ya formada. La simulación acertó en la geometría. Guardó silencio sobre la realidad del montaje.
Ahí es donde vive esta sección.
Una secuencia de doblez responde a una pregunta: ¿en qué orden deformo este patrón plano para que no colisione consigo mismo?
Programar una máquina responde a otra distinta: ¿con qué segmentos exactos de punzón y matriz, dispuestos en qué orden físico a lo largo de la cama, con qué zonas de sujeción, valores de coronado y holguras de tope, para que un operador pueda montar las herramientas una sola vez y producir piezas sin pensar?
No son la misma tarea.
He visto software que genera una secuencia “perfecta” de ocho pasos que requería cinco cambios completos de herramientas porque optimizó para evitar colisiones, no para un utillaje común en todos los dobleces. En papel, eficiente. En la planta, tiempo muerto.
Los sistemas offline dedicados que valen la pena tratan las herramientas como un recurso limitado. Evalúan el orden de los dobleces y la selección de herramientas juntos, buscando secuencias que minimicen los cambios, reutilicen aberturas de matriz y respeten las longitudes segmentadas reales en tu biblioteca. Eso es lógica combinatoria, no solo gráficos.
Cuando esa lógica funciona, el tiempo de preparación se reduce drásticamente. Muchos talleres reportan aproximadamente una reducción del 50 % en el tiempo de preparación después de pasar a la programación offline; no porque los dobleces cambiaron, sino porque el plan de utillaje se decidió antes de que el operador tocara una llave. La prensa sigue funcionando mientras la programación ocurre en otro lugar.
Si pierdes esa distinción, acabarás cuidando de un freno de un millón de dólares con una llave ajustable en la mano.
Una vez tuve un freno hidráulico de principios de los 2000 junto a uno nuevo servoeléctrico. Dos controladores diferentes. Dos ecosistemas de software OEM distintos. Ambos afirmaban tener “herramientado automático”.”
Cada uno solo comprendía realmente su propio dialecto.
Los sistemas vinculados a un OEM son como abrazaderas rápidas propietarias: fluidos dentro de su propio mundo, incómodos en cualquier otro. Sus bibliotecas de herramientas se predeterminan a los punzones, radios y zonas de seguridad de ese fabricante. Intenta crear una base de datos compartida entre marcas y acabarás exportando, reformateando o, peor aún, reescribiendo.
Una plataforma CAD/CAM neutral que admita múltiples marcas invierte la estructura. Una sola biblioteca maestra de herramientas. Una sola base de datos de materiales. Los posprocesadores traducen esa intención compartida al lenguaje nativo de cada controlador.
Piénsalo como un traductor para todo el taller. La geometría y la estrategia de herramientas viven en un solo lugar; la salida se adapta a cada máquina.
Sin esa neutralidad, cada freno se convierte en una isla con su propia memoria. Cambia la dimensión del hombro de un punzón en un sistema y los otros seguirán creyendo el número antiguo. Así es como el “metal ficticio” se cuela de nuevo.
El riesgo, por supuesto, es el teatro de la compatibilidad: software que afirma admitir múltiples marcas pero que solo se integra a fondo con unas pocas. Si tu hidráulico heredado no puede aceptar programas cargados o carece de puertos de comunicación, ninguna neutralidad lo arreglará. Lo que significa que la selección de software debe comenzar con una auditoría de hardware, no con un video de demostración.
Y eso plantea la incómoda pregunta: ¿qué tan “automático” es realmente lo “automático”?
He probado módulos de herramentado automático que generaban con orgullo una pila completa de herramientas en segundos. Impresionante… hasta que ejecutamos una pieza no estándar con alturas de pestaña mixtas y un almacén de matrices limitado.
La primera pasada requirió tres anulaciones manuales: cambiar a un punzón más estrecho para salvar una pestaña de retorno, forzar una apertura de matriz compartida para reducir cambios, y reubicar segmentos porque el software asumió herramientas de largo completo que no teníamos.
El herramentado automático reduce la intervención. No la elimina.
En términos prácticos, piezas sencillas—cajas simples, material consistente, biblioteca de herramientas completa—pueden ejecutarse sin intervención desde el CAD hasta el archivo de máquina. Geometrías complejas o bibliotecas incompletas dejan ver las grietas. Los mejores sistemas fallan de manera controlada: señalan conflictos de restricciones, muestran por qué se eligió una herramienta y te permiten anular con lógica rastreable que se retroalimenta a la base de datos.
Los sistemas deficientes simplemente arrojan una secuencia y dejan al operador resolver la geometría en el control.
Realidad del taller: Si tu operador está resolviendo geometría en el control, tu software ya ha fallado aguas arriba.
La métrica real no es “¿Lo genera automáticamente?” Es “Después de generar, ¿cuántas decisiones siguen tomándose con una llave en vez de un ratón?”
Si la respuesta es “unas pocas, y se guardan de nuevo en la biblioteca compartida”, estás construyendo un lenguaje común. Si la respuesta es “depende de la máquina”, has vuelto a los dialectos.
Y los dialectos son manejables… hasta que tu flota abarca tres generaciones de hidráulicos y eléctricos que no hablan naturalmente entre sí.
Tengo un freno hidráulico de 1998 que pierde justo la cantidad suficiente de aceite como para perfumar el taller, y un servoeléctrico nuevo que lanza una falla de sincronización si lo miras mal. Mismo componente. Mismo utillaje sobre el papel. Dos personalidades completamente diferentes cuando se pulsa el inicio del ciclo.
En el hidráulico, la sincronización del ariete se maneja mediante el flujo de aceite a través de válvulas proporcionales. Se desvía lentamente; compensas con ajustes de coronado y presión. En el servo, la sincronización está guiada por encoders: husillos de bolas, servomotores, bucles de posición. Es preciso hasta que un acoplamiento flojo o una sobrecarga térmica desincroniza los ejes y el control exige un ritual: apagar y encender, mover al paso, un cuarto de vuelta en un potenciómetro, observar que parpadee el indicador correcto.
Así que cuando preguntas: “¿Qué nivel de automatización es realista en un taller mixto?”, aquí está la respuesta honesta: puedes automatizar la geometría y la estrategia de utillaje entre máquinas. No puedes automatizar las diferencias físicas ni de arquitectura de control entre el control de presión hidráulico y el control de posición servo.
Esa es la grieta que el software tiene que salvar.
Hasta que tu hidráulico de 1998 y tu servo nuevo compartan el mismo cerebro de utillaje, no tienes un sistema; tienes islas.
Vi un servoeléctrico producir ángulos de doblado desiguales a lo largo de una brida de 1,8 metros porque un husillo de bolas se retrasó unas milésimas. La simulación había mostrado paralelismo perfecto. El postprocesador asumió igualación de presión al estilo hidráulico: ambos lados compartiendo “naturalmente” la carga a través del aceite.
Los servos no comparten nada “naturalmente”. Obedecen comandos de posición. Si el bucle de retroalimentación de un lado está desajustado, doblará alegremente fuera de escuadra con precisión quirúrgica.
Los hidráulicos, especialmente las unidades de gran tonelaje, todavía dominan en chapa gruesa porque entregan fuerza constante a lo largo del recorrido. Los servos eléctricos destacan en repetibilidad y eficiencia energética en calibres más ligeros. Los híbridos mezclan ambos, a veces conservando embragues o volantes mecánicos para potencia pico, porque los servos puros tienen dificultades con la suavidad de aceleración en altos tonelajes.
Diferentes máquinas resuelven la fuerza y el movimiento de diferentes maneras.
Pero la mayoría del software fuera de línea las abstrae en el mismo modelo de doblado: ángulo objetivo, factor de material, posición del tope trasero, profundidad del ariete.
Esa abstracción es útil—hasta que oculta las suposiciones de control.
Si tu postprocesador envía comandos idénticos basados en profundidad a un hidráulico que piensa en presión y a un servo que piensa en posición, estás confiando en dos filosofías de retroalimentación distintas para llegar al mismo ángulo. A veces lo harán. A veces te quedarás 5 grados abierto y discutiendo sobre quién tocó el coronado.
Realidad del taller: La automatización falla en la costura donde el software asume que la física es universal.
Entonces, ¿qué sabe realmente tu software sobre la máquina a la que está enviando datos—tipo de control, método de compensación, comportamiento de sincronización—o solo arroja números esperando que el controlador lo resuelva?
Una vez cambié el radio del hombro de un punzón en nuestra biblioteca principal después de que se astillara en un trabajo urgente. Lo actualicé en el sistema fuera de línea. Olvidé que el control OEM del freno más antiguo tenía su propia copia local.
La semana siguiente, la misma pieza se ejecutó en el hidráulico heredado. El operador confió en la biblioteca del control. Colisión.
No porque la geometría fuera incorrecta. Sino porque dos bases de datos no coincidieron en un detalle de 0,5 mm.
Cuando mezclas marcas y generaciones, en realidad estás mezclando modelos de propiedad de datos. Los hidráulicos más antiguos suelen almacenar el utillaje localmente en el controlador con capacidad limitada de importación. Los eléctricos más nuevos esperan bibliotecas en red, a veces sincronizadas en la nube. Los ecosistemas OEM prefieren sus propios catálogos. Los sistemas de terceros prometen neutralidad.
La pregunta no es “¿Puedo construir una biblioteca maestra de utillaje?”
Es “¿Qué sistema es la autoridad y cuáles solo consumen traducciones?”
Si el control del servo se ajusta automáticamente para compensar las desviaciones de altura de la herramienta, pero el sistema hidráulico depende de la introducción manual de calzas, tu base de datos centralizada debe almacenar no solo la geometría, sino también la lógica de compensación específica de cada máquina. De lo contrario, el mismo punzón se convierte en dos realidades físicas distintas dependiendo de dónde esté montado.
Por eso importa la neutralidad CAD/CAM, pero la neutralidad sin aplicación es puro teatro. Si los operarios pueden editar el utillaje en el control sin enviar los cambios de vuelta al sistema origen, vuelves a tener fragmentación de memoria.
Pero a menos que esos datos regresen a tu entorno de programación, cada nuevo trabajo comienza desde la amnesia.
Y la amnesia es costosa.
Así que, incluso si resuelves la propiedad de los datos en el papel, ¿cuánto del comportamiento de la máquina puedes realmente ver y estandarizar, especialmente en máquinas antiguas?
Atornillamos reglas lineales a una máquina hidráulica antigua para mejorar la repetibilidad. Añadimos medición de ángulo en el ariete. La conectamos al sistema fuera de línea para que los resultados reales de los doblados pudieran alimentar los factores de recuperación elástica.
Ayudó. Se redujo el desperdicio en trabajos repetitivos porque ya no estábamos adivinando la corrección del material cada vez.
Pero esto es lo que no podíamos ver: el retraso en la respuesta de las válvulas internas, la variabilidad de la temperatura del aceite entre turnos, el microdesgaste en los enlaces mecánicos. El servo al lado informa del par del motor, la carga del eje y el error posicional en tiempo real. El hidráulico te da presión y profundidad… y muchas conjeturas fundamentadas.
Incluso con modernización, la máquina antigua tiene “zonas oscuras” en su comportamiento.
Y parte de esa oscuridad es estructural. Las primeras actualizaciones de servomotores en prensas pesadas mantenían embragues mecánicos para alcanzar la fuerza máxima, porque los motores por sí solos no podían manejar la dinámica con suavidad. Ese acoplamiento mecánico a menudo no está instrumentado con la misma fidelidad que los bucles servo modernos. Puedes medir la posición de salida. No siempre puedes ver la conformidad mecánica transitoria interna.
Entonces, ¿qué es automatable de manera realista?
Puedes estandarizar las bibliotecas de utillaje. Puedes unificar las secuencias de doblado y la lógica de montaje. Puedes enviar programas coherentes a todas las máquinas. Puedes recopilar retroalimentación de ángulo donde existan sensores.
No puedes igualar completamente las personalidades de las máquinas sin rediseñarlas.
Realidad del taller: Forzar a los sistemas hidráulicos heredados a “hablar” no significa hacer que piensen como servos, sino crear un software lo bastante inteligente como para traducir entre músculo impulsado por presión y precisión guiada por codificador.
Y una vez que los tienes hablando el mismo idioma de utillaje, la siguiente pregunta ya no trata de compatibilidad.
Se trata de visibilidad.
¿Optimizar los doblados primero y luego monitorear el rendimiento, o necesitas retroalimentación en tiempo real antes de que cualquier optimización tenga sentido?
Una vez vi un freno eléctrico $180,000 quedarse inactivo durante 27 minutos porque una abrazadera no estaba donde el programa decía que estaría. La pantalla mostraba luces verdes. El panel luego informó “parada menor”. El trabajo igual se envió con retraso.
Entonces, ¿necesitas retroalimentación en tiempo real de cada máquina antes de que la automatización realmente funcione?
No.
Pero si no puedes ver lo que están haciendo tus máquinas minuto a minuto, solo estás adivinando dónde vive realmente tu cuello de botella.
Este es el punto de inflexión. La programación offline obliga a los sistemas hidráulicos heredados y a los eléctricos modernos a hablar el mismo lenguaje de herramental. El monitoreo te dice si realmente están manteniendo la conversación — o solo asintiendo educadamente mientras pierden tiempo en preparación, ajustes y microparadas. Uno es el traductor. El otro es el taquígrafo. Sin la transcripción, no sabes quién mintió.
Y sin esa visibilidad, el ROI es un cuento para dormir.
Atornillé sensores de ángulo a un viejo sistema hidráulico pensando que por fin había eliminado las conjeturas sobre el resorteo. Dos semanas después, las lecturas se desviaron porque nadie limpió las lentes, y el sistema “autocorrector” empezó a perseguir polvo en lugar de acero.
En tiempo real no significa confiable.
Hay una diferencia entre prevenir la próxima mala flexión y documentar la última. Las fuentes PLC de alta frecuencia pueden clasificar el tiempo de inactividad por código de alarma, interrupción de ciclo, fallo de eje — una granularidad hermosa. Pero si tu equipo necesita tres meses para entender el panel, acabas de instalar otra máquina que requiere supervisión constante.
Realidad del taller: Una capa de monitoreo que exige su propio mantenimiento se convierte en otra fuente de tiempo de inactividad.
Los informes posteriores te dicen lo que pasó. Las transmisiones en tiempo real pueden decirte mientras está sucediendo — pero aún así tienen retrasos de unos milisegundos, a veces unos segundos, y no reescriben una secuencia de flexión incorrecta ya cargada en el control. El monitoreo no corrige la geometría. Expone la fricción.
Lo que lleva a la pregunta: ¿qué intentas realmente arreglar primero — el desperdicio o el tiempo?
Una vez juré que nuestro tiempo promedio de configuración era “unos 20 minutos”. Finalmente lo medimos correctamente — el cronómetro empezaba con la primera herramienta fuera del estante y se detenía con la primera pieza buena — y el número real fue 38.
Ese es el número que importa.
Si el software offline automatiza las secuencias de herramental, prepara previamente las abrazaderas y elimina las ediciones desde el control, deberías ver una reducción en la configuración. No en teoría. En minutos. Pero si no conoces tu línea de base por máquina, turno y operador, no puedes probar una mejora — solo puedes sentirte más ocupado.
Ejemplo hipotético: supongamos que la programación offline reduce la configuración en 12 minutos por trabajo en una prensa que ejecuta 10 trabajos al día. Son dos horas recuperadas. Multiplica por la tarifa de mano de obra y el costo de la máquina. Ahora tienes una cifra. Sin seguimiento, solo tienes una sensación.
Realidad del taller: Si no puedes ver el tiempo de configuración minuto a minuto, estás adivinando el ROI y llamándolo estrategia.
El monitoreo no es la cura. Es la balanza.
Y no haces dieta sin una báscula.
He visto talleres con un tablero montado en la pared mostrando porcentajes de OEE mientras los programadores ajustan deducciones de plegado en total aislamiento. Dos sistemas. Dos realidades.
Así es como se obtiene lo que yo llamo fabricación de cerebro dividido.
Tu capa de programación genera secuencias de herramientas, órdenes de pliegue y objetivos de profundidad. Tu capa de supervisión registra tiempos muertos, alarmas, conteos de ciclos. Si no se comunican, no puedes correlacionar un aumento en las microparadas con una configuración de herramienta o estrategia de pliegue específica. Solo ves “aumento del tiempo de inactividad”.”
Pero a menos que esos datos regresen a tu entorno de programación, cada nuevo trabajo comienza desde la amnesia.
Las máquinas eléctricas modernas con funciones predictivas integradas difuminan esta línea. Pueden autoajustar el ángulo, compensar la deriva, señalar mantenimiento antes de una falla. Impresionante. Pero esas optimizaciones viven dentro de ese único control. Tu hidráulica de 1998 al otro lado del pasillo no se beneficia. Tu sistema fuera de línea no aprende a menos que obligues a que los datos suban en la cadena.
Así terminas de nuevo con islas más inteligentes.
El verdadero paso no es elegir entre supervisión y automatización fuera de línea. Es secuenciarlos correctamente: usa la supervisión para establecer la verdad base, implementa la automatización de herramientas fuera de línea para atacar los tiempos de preparación y la inconsistencia, luego retroalimenta el rendimiento para refinar los programas en toda la flota.
Visibilidad primero. Traducción segundo. Aplicación tercero.
Si te saltas el orden, estarás optimizando a ciegas — y así fue como casi llevé mi planta a la quiebra una vez.
Entonces, ¿por dónde comienzas realmente a construir un sistema de plegado controlado sin ahogarte en software antes de que te devuelva la inversión?
Una vez firmé una orden de compra para una “solución de plegado totalmente integrada” después de una demostración reluciente. Seis meses después, teníamos tres nuevos inicios de sesión, dos tableros que nadie confiaba y los mismos 5 grados abiertos en un ángulo de 90 que debería haber sido perfectamente cuadrado.
El error no fue comprar software.
Fue comprar en el orden equivocado.
No construyes un sistema de plegado controlado apilando funciones. Lo construyes atacando primero tu pérdida dominante — desperdicio, tiempo muerto o falta de visibilidad — y obligando a cada máquina a hablar el mismo lenguaje de herramientas antes de pedirles que canten en armonía. La supervisión es la báscula. La automatización es la dieta. Pero aún tienes que decidir de qué estás con sobrepeso.
Entonces, ¿por dónde comienzas sin ahogarte?
Hace unos años descartamos un lote de soportes de 3/16 porque la pestaña chocó con el dedo del tope trasero en el tercer pliegue. El programa se veía bien en pantalla. El operador juró que lo siguió. Aun así, ocurrió la colisión.
Eso no fue un problema del operador.
Ni siquiera fue un problema de máquina.
Fue un problema de clasificación.
Error de programación significa que la secuencia de doblado, la disposición de herramientas o los objetivos de profundidad estaban mal antes de que la primera herramienta saliera del estante. Error de ejecución significa que el programa estaba bien, pero algo se desajustó: radio de punzón desgastado, asiento de la matriz sucio, anulación por parte del operador. Error de visibilidad significa que ni la programación ni la ejecución eran obviamente incorrectas, pero nadie vio cómo el tiempo de preparación pasó de 20 a 38 minutos o cómo las micro-paradas se iban acumulando entre dobleces.
Si no puedes nombrar en qué categoría cae tu último fallo, no estás listo para comprar nada.
Realidad del taller: Si tu operador está resolviendo geometría en el control, tu software ya ha fallado aguas arriba.
Responde honestamente a esa única pregunta y la niebla empieza a despejarse. Pero ¿y si la respuesta honesta duele?
Rompí un cuello de cisne $400 porque nuestro programa pedía una herramienta que en realidad no teníamos en esa estación. El control no se inmutó. Simplemente hizo lo que se le indicó.
Esa es una pérdida de programación.
Si el desperdicio y el retrabajo te están devorando, tu primer dólar no debe ir a una simulación más bonita. Debe ir a un CAM offline que imponga bibliotecas reales de herramientas, zonas reales de sujeción, límites reales de máquina — no metal imaginario.
La programación offline es un traductor. Toma el conocimiento tácito de tu mejor operario de prensa y lo fuerza a convertirse en una secuencia repetible de herramientas que funciona tanto en la hidráulica de 1998 como en la nueva servo-eléctrica. Mismo orden de doblez. Mismos códigos de herramientas. Misma lógica de profundidad.
Cuando se hace bien, la preparación se reduce porque el programa ya decidió qué punzones, en qué orden, y en qué estaciones. El operador carga y ejecuta. No está improvisando.
Ahora, el contrapunto incómodo.
Hay talleres que cambian una prensa CNC por otra nueva y ven retorno de inversión en menos de un año sin tocar el software. Lo he visto. Solo el hardware puede estabilizar el control de ángulo y reducir el desajuste. Pero si esa nueva máquina se convierte en otra isla más inteligente — con su propia base de datos de herramientas y su propia forma de pensar — habrás reducido la variabilidad en una prensa y mantenido el caos en el resto de la flota.
Si el retrabajo es sistémico, el software que estandariza la lógica de herramientas en todas las máquinas durará más que cualquier pieza individual de hierro.
Pero ¿y si el desperdicio no es tu verdadera hemorragia?
Teníamos una hidráulica que “parecía poco fiable”. Ese era el diagnóstico oficial. Parecía.
Una vez que conectamos un monitoreo básico del estado de las máquinas en todo el piso, descubrimos que no se estaba averiando. Estaba inactiva esperando material el 14% del turno y esperando programas el 9%.
Esa es una pérdida de visibilidad disfrazada de fallo mecánico.
Si tu problema es el tiempo de inactividad no planificado — no desperdicio, sino máquinas en silencio cuando deberían estar ciclando — empieza con monitoreo universal. No un panel boutique en la prensa más nueva. En todas. Mismas definiciones. Mismas marcas de tiempo. Mismo lenguaje para “en funcionamiento”, “configuración”, “alarma”, “inactiva”.”
Porque hasta que no veas el tiempo de inactividad categorizado por causa, seguirás culpando a la hidráulica por errores de programación.
Realidad del taller: Una máquina que está disponible mecánicamente al 85 % pero utilizada realmente al 60 % no necesita primero una modernización. Necesita la verdad.
La supervisión aquí no es la cura. Es la linterna. Y a menos que esos datos vuelvan a tu entorno de programación, cada nuevo trabajo empieza desde la amnesia.
Así que ya has clasificado tu pérdida dominante. Has elegido tu primera capa. ¿Qué te impide ahora volver a divagar en la compra de funciones?
He asistido a demostraciones donde el vendedor acercaba un modelo 3D, lo giraba, lo cortaba en sección y lo llamaba “capacidad completa de gemelo digital”. En el taller, lo llamábamos metal de mentira.
Las funciones son promesas aisladas.
Un sistema de plegado controlado es una conversación.
No estás comprando “CAM fuera de línea” o “monitoreo”. Estás diseñando una pila donde:
Ese es un sistema de lenguaje.
La hidráulica heredada no tiene que volverse eléctrica. Los controles antiguos no tienen que volverse nuevos. Pero sí tienen que hablar el mismo dialecto de plegado, o estarás gestionando traductores para siempre.
Aquí está la parte no obvia.
El punto de partida correcto no lo determina lo que parece moderno. Lo determina dónde tu pérdida actual se compone más rápido. El desecho se compone en cada trabajo. El tiempo de inactividad se compone en cada turno. Las brechas de visibilidad se componen en cada decisión.
Elige la fuerza que se compone. Atácala primero. Luego añade la siguiente pieza de forma que refuerce la primera, no compita con ella.
Deja de preguntar: “¿Qué software tiene más funciones?”
Empieza a preguntar: “¿Qué necesita decir cada plegadora de mi taller — con exactamente las mismas palabras — para que este lugar funcione sin heroicidades?”


















