

Eu vi um operador sénior partir um punção $400 porque voltou a fazer os cálculos da tolerância de dobra no controlo depois de a primeira peça sair com 1,5 graus de abertura. Ajustou a profundidade Y por instinto, iniciou o ciclo, e o material bateu no fundo com mais força do que a folha anterior. Peça para sucata. Ferramenta danificada. Dez minutos de silêncio.
Ele não foi descuidado. Estava sozinho.
É isso que “programar no pedal” realmente significa quando o caixote da sucata chega às 15%.
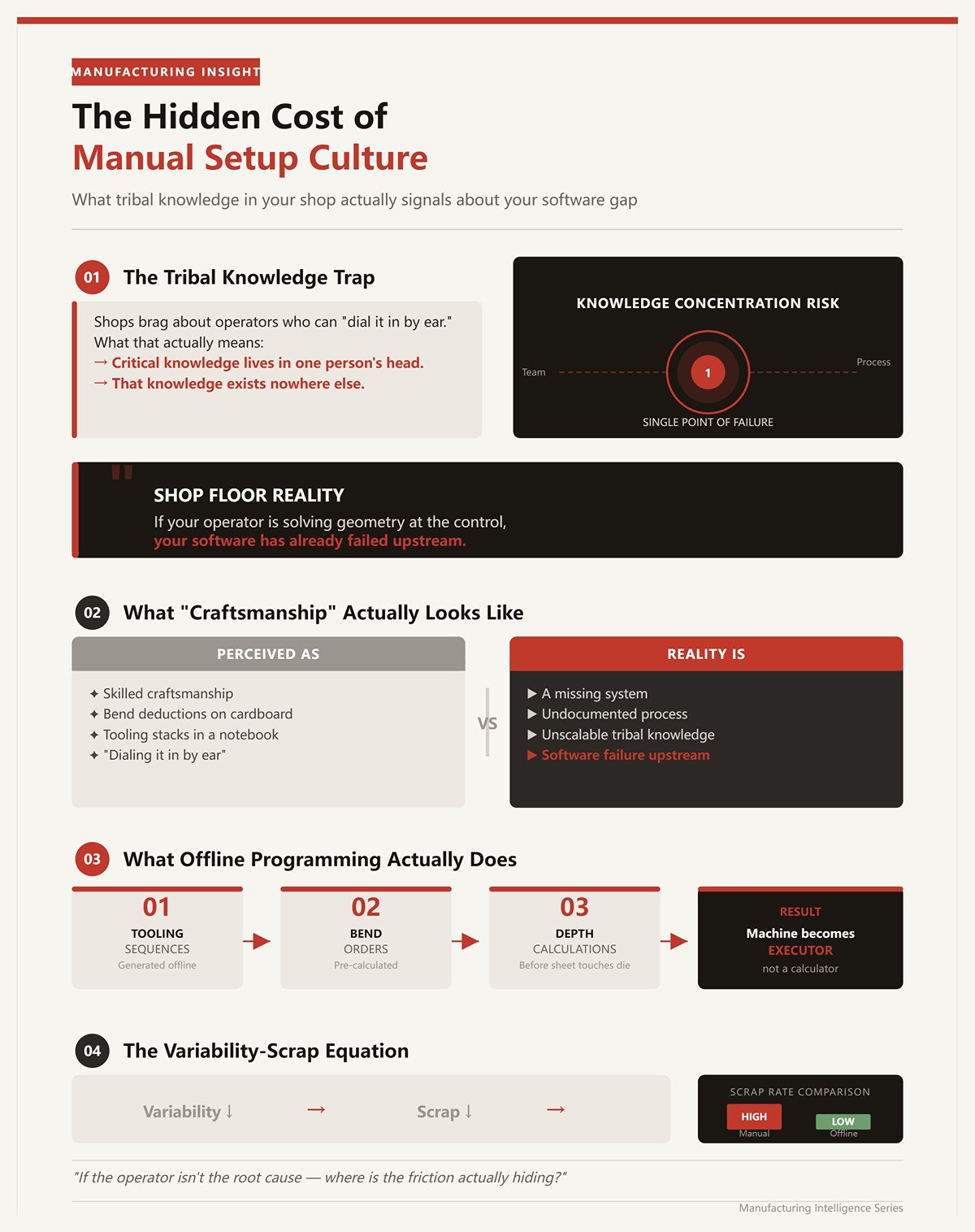
Já vi oficinas gabarem-se de operadores que conseguem “acertar só pelo ouvido”. O que isso normalmente significa é que o conhecimento tribal vive na cabeça de uma única pessoa e em mais lado nenhum.
Quando o seu melhor operador de prensa escreve as deduções de dobra num pedaço de cartão e guarda pilhas de ferramentas num caderno, isso não é artesanato — é um sistema em falta.
Realidade no Piso de Produção: Se o seu operador está a resolver geometria no controlo, o seu software já falhou a montante.
Programação offline não é sobre peças 3D bonitas. É sobre retirar a memória humana do caminho crítico. Quando as sequências de ferramentas, ordens de dobras e cálculos de profundidade são gerados antes de a chapa tocar na matriz, a máquina torna-se um executor, não um calculador. A sucata diminui porque a variabilidade diminui.
Então, se o operador não é a causa raiz, onde é que a fricção realmente está escondida?
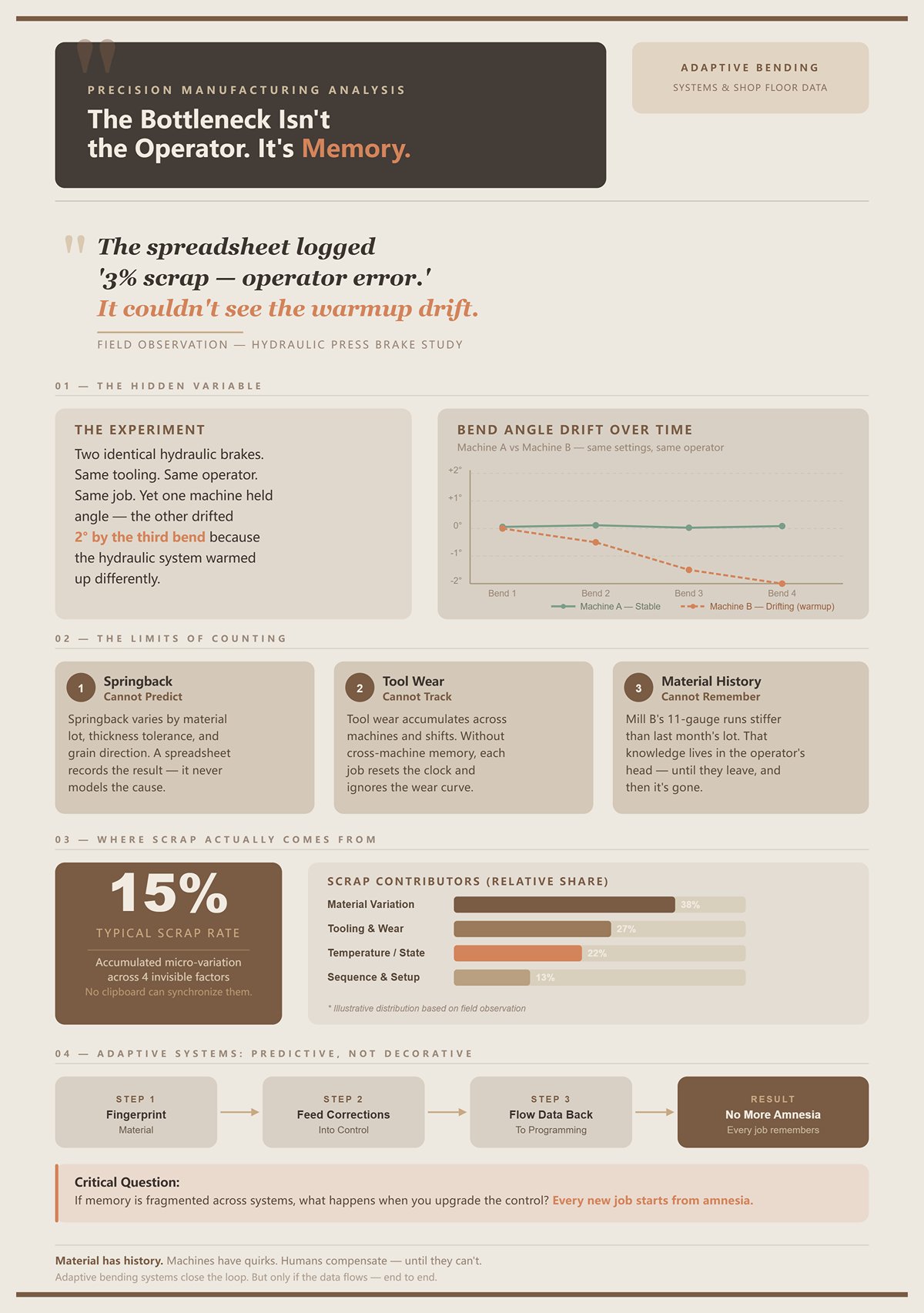
Já trabalhei com dois travões hidráulicos idênticos no mesmo trabalho, mesmas ferramentas, mesmo operador. Um manteve o ângulo. O outro desviou dois graus na terceira dobra porque o sistema hidráulico aqueceu de forma diferente.
A folha de cálculo não detetou isso. Apenas registou “3% sucata — erro do operador”.”
As folhas de cálculo servem para contar danos. Não conseguem prever o retorno elástico, rastrear desgaste das ferramentas entre máquinas, nem lembrar que este lote de calibre 11 da Fábrica B é mais rígido do que o lote do mês passado.
O material tem história. As máquinas têm manias. Os humanos compensam até não conseguirem mais.
Realidade no Piso de Produção: Uma taxa de sucata de 15% é normalmente uma acumulação de microvariações — material, ferramentas, temperatura, sequência — nenhuma das quais um clipboard consegue sincronizar.
Os sistemas modernos de dobragem adaptativa reduzem a sucata porque identificam a “impressão digital” do material e alimentam correções de volta para o controlo. Isso é preditivo, não decorativo. Mas, a menos que esses dados voltem para o seu ambiente de programação, cada novo trabalho começa com amnésia.
Se a memória estiver fragmentada, o que acontece quando atualiza o controlo?

Lembro-me da primeira vez que substituímos um antigo batente traseiro por um novo controlo CNC. Ecrã tátil. Biblioteca de ferramentas. Calculadora de ângulos integrada. Os operadores adoraram.
A sucata diminuiu — de 15% para talvez 12%.
Depois estabilizou.
O controlo armazenava programas, sim. Mas não normalizava as ferramentas entre as dobras. Não aplicava sequências consistentes. Não comunicava com a velha hidráulica no canto que ainda produzia metade do nosso volume. Cada máquina tornou-se a sua própria ilha, mas com melhor iluminação.
Essa é a ilusão: uma configuração mais rápida numa dobra parece uma melhoria no sistema.
Realidade no Piso de Produção: Uma ilha mais inteligente continua a ser uma ilha.
Melhorias CNC básicas aumentam a memória da máquina. Não fazem nada para criar uma linguagem partilhada entre máquinas, bases de dados de ferramentas e lógica de programação. Até que as suas hidráulicas e elétricas falem os mesmos dados de ferramentas e materiais, a taxa de sucata é negociada peça a peça no pedal.
E se a verdadeira doença é o isolamento entre máquinas, o que exatamente é que essas simulações 3D brilhantes estão realmente a curar?
Vi um vendedor rodar uma peça 3D impecável num monitor de 70 polegadas enquanto o meu operador principal estava ali, com um punção gooseneck rachado na mão. O modelo mostrava cada dobra num azul lustroso. Sem colisões. Sem avisos. Apenas metal perfeito, fictício, a dobrar em câmera lenta.
Executámos a mesma peça naquela tarde na nossa hidráulica mais antiga. À terceira dobra, o aríete desceu e a aba de retorno bateu no dedo do batente traseiro porque o punção real no suporte tinha uma haste ligeiramente mais longa do que o modelo da biblioteca. O software sabia “gooseneck”. Não sabia o que tínhamos rachado na terça-feira passada e substituído por outra marca.
A animação não estava a mentir. Estava incompleta.
Essa é a divisão que ninguém quer admitir. Há simulação que calcula e há simulação que decora. O modelo 3D giratório? Isso é apresentação. O motor de colisão subjacente — se for construído com perfis reais de ferramentas e envelopes reais de máquinas — é algo completamente diferente. Quando as oficinas confundem os dois, pensam que comprar gráficos mais bonitos resolve o isolamento entre ferramentas, programação e máquinas. Não resolve.
Se controlos mais inteligentes criaram ilhas mais inteligentes, 3D vistoso muitas vezes cria ilhas mais bonitas.
Uma vez programei uma caixa profunda de quatro lados com duas dobras internas. Parecia fácil na chapa plana. Primeira tentativa na vida real? A aba de retorno final não tinha onde ficar; o corpo do punção interferia com a parede já formada. Descobrimos isso a 90 toneladas, a meio do ciclo.
Um motor de colisão adequado teria detetado isso antes mesmo de cortar a chapa.
Não a versão de desenho animado. A verdadeira. Do tipo que extruda o perfil exato do punção — raio, largura do ombro, comprimento da haste — e o percorre em cada passo de dobra contra a geometria real da máquina. Sistemas avançados usam hierarquias de volumes delimitadores (BVH) para verificar colisões de forma eficiente, o que significa que não se limitam a desdobrar e dobrar novamente; simulam cada movimento incremental da ferramenta no espaço.
Em ambientes de teste controlados, os investigadores demonstraram que uma pequena, mas crítica, percentagem de peças complexas — cerca de 5% num grande conjunto de dados de centenas de geometrias realistas — não tinha dobra final viável devido a colisões inevitáveis de ferramentas. O padrão plano parecia bom. O desdobramento básico dizia “fabricável”. Só a deteção completa de colisões em 3D com conhecimento real das ferramentas revelou o impasse.
Essa função paga-se a si mesma na primeira vez que evita cortar a laser 200 chapas que não podem ser fisicamente formadas.
Realidade no Piso de Produção: A deteção de colisões ligada a dados reais de ferramentas impede acidentes; rodar um modelo sombreado não.
Mas aqui está o detalhe: a prevenção de colisões só funciona se a sua base de dados de ferramentas corresponder ao seu rack. Se o software pensar que o ombro do seu punção mede 0,590 e o que está na máquina medir 0,630, o seu “gémeo digital” é apenas metal imaginário com melhor iluminação. Assim, a questão torna-se menos “Parece realista?” e mais “É alimentado com a mesma linguagem de ferramentas que todos os prensas travão entendem?”
E a colisão é apenas metade da guerra. E quanto ao ângulo de dobra em si?
Tive um lote de chapa 11-gauge que saía consistentemente 1,5 graus mais aberto. Mesmo programa. Mesmas ferramentas. Mesmo operador. Lote de produção diferente.
A geometria estática não sabe disso.
Um modelo CAD plano assume deformação plástica ideal—dobrar para 90, obter 90. O aço real tem resistência ao escoamento, resistência à tração, direção do grão e variação de espessura. A recuperação elástica é o material a recuperar elasticamente após a remoção da carga, e altera o ângulo final com base nessas propriedades.
Software sério offline não apenas desenha a dobra; calcula a dobra excedida com base em modelos de material. Insira a resistência ao escoamento de um certificado de fábrica, a espessura a partir de uma medição real, o raio interno ligado à abertura da matriz, e estima quanto além dos 90 deve ir para atingir 90 após a libertação.
Algumas oficinas combinam isso com medição de ângulo em tempo real—lasers ou sensores mecânicos que fazem pausa perto do ponto morto inferior e corrigem o golpe final. Potente. Mas esses sensores precisam de limpeza, calibração e pontos de referência estáveis. Numa oficina suja, eles derivam. Quando derivam, amplificam o erro em vez de o corrigir.
O que significa que o sistema mais robusto é aquele em que as correções medidas alimentam a base de dados offline. Se este lote de chapa 11-gauge correr 1,5 graus mais aberto, o próximo programa para esse material não deve começar do zero.
Mas a menos que esses dados sejam reintegrados no seu ambiente de programação, cada novo trabalho começa em amnésia.
Bonitos gráficos 3D não gerem esse ciclo. Algoritmos sensíveis ao material ligados a bases de dados partilhadas fazem-no. E isso só tem importância se cada prensa travão—dinossauro hidráulico e servo-elétrica brilhante—ler a partir do mesmo manual.
Então, o que falha quando os dados de entrada não são disciplinados?
| Secção | Conteúdo |
|---|---|
| Problema do Mundo Real | Um lote de chapa 11-gauge saía consistentemente 1,5 graus mais aberto apesar de usar o mesmo programa, ferramentas e operador—apenas o lote de produção era diferente. |
| Limitação da Geometria Estática | Um modelo CAD plano assume deformação plástica ideal—dobrar para 90°, obter 90°. Não contabiliza variações na resistência ao escoamento, resistência à tração, direção do grão ou espessura. |
| O Que Causa a Recuperação Elástica | A recuperação elástica ocorre quando o material recupera elasticamente após a remoção da carga, alterando o ângulo final de dobra com base nas propriedades do material. |
| Papel do Software Offline | Software avançado calcula a sobrecurvatura necessária utilizando modelos de material em vez de apenas desenhar as curvas. |
| Entradas Necessárias para Precisão | Resistência à cedência (do certificado do material), medições reais de espessura e raio interno ligado à abertura da matriz são usados para estimar a sobrecurvatura necessária. |
| Medição de Ângulo em Tempo Real | Algumas oficinas usam lasers ou sensores mecânicos para medir ângulos perto do ponto morto inferior e corrigir automaticamente o golpe final. |
| Riscos dos Sistemas de Sensores | Os sensores requerem limpeza, calibração e pontos de referência estáveis. Em ambientes sujos, pode ocorrer desvio, amplificando erros em vez de corrigi-los. |
| Abordagem Mais Robusta | As correções medidas devem ser integradas na base de dados offline para que futuros programas tenham em conta o comportamento conhecido do material (por exemplo, 1,5° aberto para um lote de produção específico). |
| Problema de Fluxo de Dados | Sem feedback para o ambiente de programação, cada novo trabalho começa sem dados históricos de correção. |
| Gráficos vs. Inteligência | Gráficos 3D por si só não gerem ciclos de correção; algoritmos sensíveis ao material, ligados a bases de dados partilhadas, sim. |
| Consistência em Todo o Sistema | Todas as quinadeiras—hidráulicas ou servo-elétricas—devem referenciar o mesmo sistema de dados partilhados para garantir consistência. |
| Pergunta Final | O que falha quando os inputs de material e processo não são devidamente controlados? |
Em tempos, confiámos numa simulação bonita num painel grande com cinco curvas sequenciais. O software aprovou cada passo. Sem alertas. A preparação parecia à prova de falhas.
A primeira peça saiu perfeita. A segunda peça? O ângulo desviou porque o óleo hidráulico aqueceu. À quarta peça, o erro cumulativo fez com que a última aba ficasse dois graus fora do alvo, e a folga simulada desapareceu no mundo real. O que era “seguro” no modelo tornou-se numa ligeira fricção no aço.
O modelo assumiu comportamento estático da máquina. A máquina estava viva.
Os motores de simulação são determinísticos. Assumem que a estrutura da máquina se deforma dentro de parâmetros definidos, que o batente traseiro repete dentro da tolerância, que a ferramenta assenta perfeitamente e que o material corresponde à base de dados. Quebre qualquer uma dessas premissas—ombros da matriz desgastados, troca de marcas de punção, coroamento não calibrado—e o mundo virtual afasta-se do físico.
É aí que o 3D se torna uma máquina de falsa confiança. O operador confia na marca de verificação verde e deixa de questionar a configuração. O desperdício não vem da ignorância; vem da certeza mal colocada.
Realidade no Piso de Produção: Se o seu operador está a resolver geometria no controlo, o seu software já falhou a montante—mas se a sua simulação ignora ferramentas reais, feedback do material e variabilidade da máquina, falha de forma igualmente silenciosa.
A ironia é que a simulação de topo tem, absolutamente, o seu lugar. Os fabricantes de máquinas usam-na para validar conceitos de dobra totalmente novos antes de cortar aço. Isso é trabalho de inovação—projetar a própria máquina. No chão de fábrica, não estamos a inventar física. Estamos a tentar repeti-la, de forma consistente, em travões desajustados que mal “falam” uns com os outros.
Portanto, a verdadeira questão não é saber se a simulação 3D funciona.
É saber se a sua simulação está suficientemente ligada à automatização das ferramentas e aos dados partilhados das máquinas para deixar de ser metal de faz-de-conta—e passar a atuar como um tradutor que qualquer travão no edifício possa entender.
Terceiro turno. Dois operadores. Um trabalho urgente com oito dobras. O programador já o tinha “terminado” no controlo—ordem de dobras otimizada, colisões eliminadas, ângulos calculados. Parecia impecável no ecrã.
Quarenta e cinco minutos depois, a máquina ainda não tinha produzido uma peça boa.
Porquê? Porque o programa conhecia a sequência de dobras. Não conhecia a máquina.
O operador estava à procura na prateleira de um punção de 30 graus que correspondesse ao virtual, a dividir uma matriz de 10 pés em segmentos organizados porque o controlo não tinha previsto o comprimento das ferramentas, e a reescrever posições do batente traseiro depois de perceber que os dedos físicos iriam colidir com uma aba já formada. A simulação estava correta quanto à geometria. Estava silenciosa sobre a realidade da configuração.
É nesse intervalo que vive esta secção.
Uma sequência de dobras responde a uma única questão: em que ordem deformo este padrão plano para que não colida consigo próprio?
Programar uma máquina responde a uma questão diferente: com que punção e segmentos de matriz exatos, dispostos em que ordem física ao longo da cama, com que zonas de fixação, valores de coroamento e folgas do batente, para que um operador possa carregar as ferramentas uma única vez e executar peças sem pensar?
Estas não são a mesma tarefa.
Já vi software produzir uma sequência “perfeita” de oito passos que exigia cinco trocas completas de ferramentas porque otimizava para colisão, e não para ferramentas comuns entre dobras. No papel, eficiente. No chão de fábrica, tempo morto.
Sistemas offline dedicados que valem a pena pagar tratam as ferramentas como um recurso limitado. Avaliam a ordem de dobras e a seleção de ferramentas em conjunto, procurando sequências que minimizem trocas, reutilizem aberturas de matriz e respeitem os comprimentos segmentados existentes na sua biblioteca. Isso é lógica combinatória, não apenas gráficos.
Quando essa lógica funciona, o tempo de configuração cai drasticamente. Muitas oficinas relatam uma redução de cerca de 50 % no tempo de configuração após transferirem a programação para offline—não porque as dobras mudaram, mas porque o plano de ferramentas foi decidido antes de o operador tocar numa chave inglesa. O travão continua a trabalhar enquanto a programação acontece noutra parte.
Falhe nessa distinção e acaba a tomar conta de um travão de um milhão de dólares com uma chave inglesa na mão.
Uma vez tive um travão hidráulico dos primeiros anos de 2000 ao lado de um novo servo-elétrico. Dois controladores diferentes. Dois ecossistemas de software OEM diferentes. Ambos diziam ter “ferramentas automáticas”.”
Cada um só compreendia verdadeiramente o seu próprio dialeto.
Os sistemas ligados ao OEM são como grampos rápidos proprietários: elegantes dentro do seu próprio mundo, desajeitados em qualquer outro. As suas bibliotecas de ferramentas têm por defeito as punções, raios e zonas de segurança do fabricante. Tente criar uma base de dados partilhada entre marcas e acaba a exportar, reformatar ou—pior ainda—a reescrever.
Uma plataforma CAD/CAM neutra que suporte várias marcas inverte a estrutura. Uma biblioteca mestre de ferramentas. Uma base de dados de materiais. Os pós-processadores traduzem essa intenção partilhada para a linguagem nativa de cada controlador.
Pense nisso como um tradutor para toda a oficina. A geometria e a estratégia de ferramentas residem num único local; a saída adapta-se a cada máquina.
Sem essa neutralidade, cada travão torna-se uma ilha com a sua própria memória. Mude a dimensão do ombro de uma punção num sistema e os outros continuam a acreditar no número antigo. É assim que o “metal imaginário” volta a aparecer.
O risco, claro, é o teatro da compatibilidade—software que afirma ter suporte multi-marca mas só integra profundamente com algumas. Se o seu hidráulico antigo não pode aceitar programas carregados ou não tem portas de comunicação, nenhuma neutralidade resolve isso. O que significa que a seleção do software tem de começar com uma auditoria de hardware, não com um vídeo de demonstração.
E isso levanta a questão desconfortável: quão automática é “automática”, realmente?
Já testei módulos de ferramentas automáticas que geraram orgulhosamente uma pilha completa de ferramentas em segundos. Impressionante—até termos executado uma peça não padrão com alturas de flanges misturadas e um rack de matrizes limitado.
A primeira passagem exigiu três substituições manuais: trocar para uma punção mais estreita para limpar um retorno de flange, forçar uma abertura de matriz partilhada para reduzir trocas, e reorganizar os segmentos porque o software assumiu ferramentas de comprimento total que não possuíamos.
As ferramentas automáticas reduzem a intervenção. Não a eliminam.
Em termos práticos, peças simples—caixas simples, material consistente, biblioteca de ferramentas completa—podem funcionar sem intervenção desde o CAD até ao ficheiro da máquina. Geometrias complexas ou bibliotecas incompletas expõem as falhas. Os melhores sistemas falham de forma controlada: assinalam conflitos de restrições, mostram porque é que uma ferramenta foi escolhida e permitem substituir com lógica rastreável que se alimenta de volta para a base de dados.
Sistemas fracos apenas despejam uma sequência e deixam o operador resolver a geometria no controlo.
Realidade no Piso de Produção: Se o seu operador está a resolver geometria no controlo, o seu software já falhou a montante.
A verdadeira métrica não é “gera automaticamente?” É “Após a geração, quantas decisões são ainda tomadas com uma chave inglesa em vez de um rato?”
Se a resposta for “algumas, e são guardadas de volta na biblioteca partilhada”, está a construir uma linguagem comum. Se a resposta for “depende da máquina”, está de volta aos dialetos.
E os dialetos são geríveis—até ao momento em que a sua frota abrange três gerações de hidráulicos e elétricos que não falam naturalmente entre si.
Tenho uma prensa hidráulica de 1998 que vaza apenas óleo suficiente para perfumar a oficina e uma servoelétrica nova em folha que lança um erro de temporização se olharmos para ela de lado. Mesma peça. Mesma ferramenta, em teoria. Duas personalidades completamente diferentes quando se carrega em iniciar ciclo.
Na hidráulica, a sincronização do cilindro é controlada pelo fluxo de óleo através de válvulas proporcionais. Ele deriva lentamente; compensas com ajustes de coroamento e pressão. Na servo, a sincronização é guiada por encoder — fusos de esferas, servomotores, elos de posição. É precisa até que uma acoplagem solta ou sobreaquecimento térmico façam os eixos perderem sincronismo e o controlo exija um ritual: desligar e ligar, fazer “jog”, um quarto de volta num botão de afinação, observar até a luz certa piscar.
Então, quando perguntas: “Que nível de automatização é realista numa oficina mista?”, aqui vai a resposta honesta: podes automatizar a geometria e a estratégia de ferramentas entre máquinas. O que não podes é automatizar as diferenças físicas e de arquitetura de controlo entre o controlo de pressão hidráulico e o controlo de posição servo.
É essa a fenda que o software tem de colmatar.
Até que a tua hidráulica de 1998 e a tua servo nova partilhem o mesmo cérebro de ferramentas, não tens um sistema — tens ilhas.
Vi uma servoelétrica provocar ângulos de dobra desiguais ao longo de uma aba de 6 pés porque um fuso de esferas atrasou alguns milésimos. A simulação mostrava um paralelismo perfeito. O pós-processamento assumia uma equalização de pressão ao estilo hidráulico — ambos os lados “naturalmente” partilhando a carga através do óleo.
As servos não partilham “naturalmente” nada. Elas obedecem a comandos de posição. Se o ciclo de feedback de um lado estiver errado, dobrará alegremente fora de esquadro, com precisão cirúrgica.
As hidráulicas, especialmente as de grande tonelagem, continuam a dominar a chapa grossa porque fornecem força consistente ao longo do curso. As servos elétricas destacam-se pela repetibilidade e eficiência energética em chapas finas. As híbridas combinam ambas, por vezes mantendo embraiagens mecânicas ou volantes de inércia para potência de pico, porque servos puros têm dificuldade com suavidade de aceleração em altas tonelagens.
Máquinas diferentes resolvem força e movimento de maneiras diferentes.
Mas a maioria do software offline abstrai-as para o mesmo modelo de dobra: ângulo alvo, fator de material, posição do batente traseiro, profundidade do êmbolo.
Essa abstração é útil — até esconder as suposições de controlo.
Se o teu pós-processador envia comandos idênticos baseados em profundidade para uma hidráulica que pensa em pressão e para uma servo que pensa em posição, estás a confiar em duas filosofias de feedback diferentes para atingirem o mesmo ângulo. Às vezes resulta. Outras vezes ficas 5 graus aberto e a discutir quem mexeu no coroamento.
Realidade no Piso de Produção: A automatização falha na costura onde o software assume que a física é universal.
Então o que é que o teu software realmente sabe sobre a máquina para a qual está a fazer o pós — tipo de controlo, método de compensação, comportamento de sincronização — ou está apenas a cuspir números e a esperar que o controlador descubra?
Uma vez alterei o raio do ombro de um punção na nossa biblioteca principal depois de o lascarmos num trabalho urgente. Atualizei-o no sistema offline. Esqueci-me de que o controlo OEM na prensa mais antiga tinha a sua própria cópia local.
Na semana seguinte, a mesma peça correu na hidráulica de legado. O operador confiou na biblioteca do controlo. Colisão.
Não porque a geometria estivesse errada. Mas porque duas bases de dados discordaram sobre um detalhe de 0,5 mm.
Quando misturas marcas e gerações, estás realmente a misturar modelos de propriedade de dados. As hidráulicas mais antigas costumam guardar as ferramentas localmente no controlador, com capacidade limitada de importação. As elétricas mais recentes esperam bibliotecas em rede, por vezes sincronizadas na nuvem. Os ecossistemas OEM preferem os seus próprios catálogos. Os sistemas de terceiros prometem neutralidade.
A questão não é “Posso criar uma biblioteca mestre de ferramentas?”
É “Qual sistema é a autoridade — e quais estão apenas a consumir traduções?”
Se o controlo do servo se autoajusta para compensar desvios de altura da ferramenta, mas o hidráulico depende de inserções manuais de calços, a tua base de dados centralizada deve armazenar não apenas a geometria, mas também a lógica de compensação específica da máquina. Caso contrário, o mesmo punção torna-se duas realidades físicas diferentes dependendo de onde está montado.
É por isso que o CAD/CAM neutro é importante — mas neutralidade sem aplicação é teatro. Se os operadores puderem editar ferramentas no controlo sem enviar as alterações de volta a montante, voltas ao problema de fragmentação da memória.
Mas a menos que esses dados sejam reintegrados no seu ambiente de programação, cada novo trabalho começa em amnésia.
E a amnésia é cara.
Portanto, mesmo que resolvas a propriedade dos dados no papel, quanta do comportamento da máquina consegues realmente ver e padronizar — especialmente em equipamento antigo?
Montámos escalas lineares num velho hidráulico para melhorar a repetibilidade. Adicionámos medição de ângulo no êmbolo. Ligámos ao sistema offline para que os resultados reais das curvaturas pudessem informar os fatores de recuperação elástica.
Foi útil. A sucata caiu em trabalhos repetidos porque deixámos de adivinhar a correção do material sempre.
Mas eis o que não conseguimos ver: atraso de resposta das válvulas internas, variação da temperatura do óleo ao longo dos turnos, micro-desgaste nas ligações mecânicas. O servo ao lado relata torque do motor, carga do eixo, erro posicional em tempo real. O hidráulico dá-te pressão e profundidade — e muita suposição informada.
Mesmo com retrofit, a máquina mais antiga tem “zonas escuras” no seu comportamento.
E parte dessa obscuridade é estrutural. As primeiras atualizações de servo em prensas pesadas mantinham embraiagens mecânicas para força máxima porque os motores sozinhos não conseguiam lidar com a dinâmica de forma estável. Esse acoplamento mecânico muitas vezes não é instrumentado com a mesma fidelidade que os ciclos modernos de servo. Podes medir a posição de saída. Nem sempre consegues ver a conformidade mecânica transitória interna.
Então o que é realisticamente automatizável?
Podes padronizar bibliotecas de ferramentas. Podes unificar sequências de curvatura e lógica de preparação. Podes enviar programas consistentes para todas as máquinas. Podes recolher feedback de ângulo onde existem sensores.
Não podes igualar totalmente as “personalidades” das máquinas sem as redesenhar.
Realidade no Piso de Produção: Obrigar hidráulicos antigos a “falar” não significa fazê-los pensar como servos — significa criar software suficientemente inteligente para traduzir entre músculo movido a pressão e precisão movida por encoder.
E quando já os tens a falar a mesma linguagem de ferramentas, a próxima questão já não é sobre compatibilidade.
É sobre visibilidade.
Otimizas as curvaturas primeiro e depois monitorizas o desempenho — ou precisas de feedback em tempo real antes de qualquer otimização significar alguma coisa?
Uma vez vi um travão elétrico $180,000 parado durante 27 minutos porque uma braçadeira não estava onde o programa dizia que estaria. O ecrã mostrava luzes verdes. O painel depois relatou “paragem menor”. O trabalho ainda foi enviado com atraso.
Então, precisa de feedback em tempo real em todas as máquinas para que a automação possa realmente funcionar?
Não.
Mas se não consegue ver o que as suas máquinas estão a fazer minuto a minuto, está apenas a adivinhar onde é que realmente vive o seu gargalo.
Este é o ponto de viragem. A programação offline obriga hidráulicos antigos e elétricos modernos a falar a mesma linguagem de ferramental. A monitorização diz-lhe se eles estão realmente a ter essa conversa — ou apenas a acenar educadamente enquanto perdem tempo na configuração, ajuste e micro-paragens. Um é o tradutor. O outro é o estenógrafo. Sem a transcrição, não sabe quem mentiu.
E sem essa visibilidade, o ROI é uma história para adormecer.
Fixei sensores de ângulo num hidráulico mais antigo pensando que finalmente tinha eliminado as suposições sobre o retorno elástico. Duas semanas depois as leituras desviaram porque ninguém limpou as lentes, e o sistema “auto-corrigido” começou a perseguir sujidade em vez de aço.
Tempo real não significa fiável.
Há uma diferença entre evitar a próxima dobra má e documentar a última. Feeds de PLC de alta frequência podem categorizar tempos de inatividade por código de alarme, interrupção de ciclo, falha de eixo — uma granularidade linda. Mas se a sua equipa precisar de três meses para compreender o painel, acabou de instalar mais uma máquina que precisa de vigilância constante.
Realidade no Piso de Produção: Uma camada de monitorização que exige a sua própria manutenção torna-se outra fonte de tempo de inatividade.
Relatórios pós-execução dizem-lhe o que aconteceu. Feeds em tempo real podem dizer-lhe enquanto está a acontecer — mas ainda têm um atraso de alguns milissegundos, às vezes alguns segundos, e não reescrevem uma sequência de dobra errada já postada no controlo. A monitorização não corrige geometria. Expõe fricção.
O que levanta a questão: o que está realmente a tentar corrigir primeiro — desperdício, ou tempo?
Uma vez jurei que a nossa configuração média era “cerca de 20 minutos”. Finalmente medimos corretamente — o relógio começava na primeira ferramenta fora do suporte, parava na primeira peça boa — e o número real era 38.
Esse é o número que importa.
Se o software offline automatiza sequências de ferramental, pré-posiciona braçadeiras e elimina edições no lado do controlo, deve ver a configuração diminuir. Não em teoria. Em minutos. Mas se não conhece a sua base por máquina, turno e operador, não pode provar a melhoria — apenas sentir-se mais ocupado.
Exemplo hipotético: digamos que a programação offline reduz a configuração em 12 minutos por trabalho num travão que faz 10 trabalhos por dia. São duas horas recuperadas. Multiplique pela taxa laboral e custo da máquina. Agora tem um número. Sem monitorização, tem apenas uma sensação.
Realidade no Piso de Produção: Se não consegue ver o tempo de configuração ao minuto, está apenas a adivinhar o ROI e a chamá-lo de estratégia.
A monitorização não é a cura. É a balança.
E não fazes dieta sem uma balança.
Já vi oficinas com um painel montado na parede a gritar percentagens de OEE enquanto os programadores ajustam deduções de dobra totalmente isolados. Dois sistemas. Duas realidades.
É assim que consegues o que eu chamo fabrico de cérebro dividido.
A tua camada de programação gera sequências de ferramentas, ordens de dobra e metas de profundidade. A tua camada de monitorização regista tempos de paragem, alarmes, contagens de ciclos. Se não comunicarem, não consegues correlacionar um pico de micro-paragens com uma configuração específica de ferramenta ou estratégia de dobra. Apenas vês “tempo de paragem aumentado”.”
Mas a menos que esses dados sejam reintegrados no seu ambiente de programação, cada novo trabalho começa em amnésia.
As máquinas elétricas modernas com funcionalidades preditivas incorporadas borram esta linha. Podem autoajustar o ângulo, compensar desvios, sinalizar manutenção antes de falharem. Impressionante. Mas essas otimizações vivem apenas naquele controlo específico. A tua hidráulica de 1998 do outro lado do corredor não beneficia. O teu sistema offline não aprende a menos que forces os dados para montante.
Assim voltas a ficar com ilhas inteligentes.
A verdadeira jogada não é escolher entre monitorização e automação offline. É sequenciar corretamente: usar a monitorização para estabelecer a verdade de base, implementar a automação de ferramentas offline para atacar o setup e a inconsistência, e depois devolver o desempenho para refinar os programas em toda a frota.
Visibilidade primeiro. Tradução segundo. Aplicação terceiro.
Se saltares a ordem, estás a otimizar às cegas — e foi assim que quase levei a minha fábrica à falência uma vez.
Então, onde é que realmente começas a construir um sistema de dobra controlado sem afogar-te em software antes de ele te dar retorno?
Uma vez assinei uma ordem de compra para uma “solução de dobra totalmente integrada” depois de uma demonstração brilhante. Seis meses depois, tínhamos três novos logins, dois painéis que ninguém confiava, e os mesmos 5 graus abertos num 90 que deveria ter estado perfeitamente quadrado.
O erro não foi comprar software.
Foi comprar na ordem errada.
Não constróis um sistema de dobra controlado empilhando funcionalidades. Constróis atacando primeiro a tua maior perda — sucata, tempo de paragem ou falta de visibilidade — e forçando todas as máquinas a falar a mesma linguagem de ferramentas antes de lhes pedires para cantar em harmonia. A monitorização é a balança. A automação é a dieta. Mas ainda tens de decidir de que estás “acima do peso”.
Então, onde é que começas sem te afogares?
Há uns anos descartámos um lote de suportes de 3/16 porque a aba bateu no dedo do backgauge na terceira dobra. O programa parecia perfeito no ecrã. O operador jurou que o seguiu. A colisão aconteceu na mesma.
Isso não foi um problema do operador.
Não era sequer um problema de máquina.
Era um problema de classificação.
Erro de programação significa que a sequência de dobragem, o layout das ferramentas ou os valores alvo de profundidade estavam errados antes da primeira ferramenta sair do suporte. Erro de execução significa que o programa estava correto, mas algo se desviou — raio da punção gasto, assento de matriz sujo, anulação pelo operador. Erro de visibilidade significa que nem a programação nem a execução estavam obviamente erradas, mas ninguém viu o tempo de preparação aumentar de 20 para 38 minutos ou as micro-paragens acumularem-se entre as dobragens.
Se não consegue identificar em que categoria se enquadra a sua última falha, não está pronto para comprar nada.
Realidade no Piso de Produção: Se o seu operador está a resolver geometria no controlo, o seu software já falhou a montante.
Responder honestamente a essa única pergunta começa a dissipar o nevoeiro. Mas e se a resposta honesta for dolorosa?
Parti um gooseneck $400 porque o nosso programa pediu uma ferramenta que não tínhamos realmente nessa estação. O controlo não se importou. Limitou-se a fazer o que lhe foi mandado.
Isso é uma perda de programação.
Se o desperdício e o retrabalho estão a acabar consigo, o seu primeiro euro não deve ir para uma simulação mais bonita. Deve ir para CAM offline que imponha bibliotecas reais de ferramentas, zonas reais de fixação, limites reais da máquina — não metal fictício.
A programação offline é um tradutor. Transforma o conhecimento tácito do seu melhor operador de prensa em uma sequência de ferramentas repetível que funciona tanto na hidráulica de 1998 como na nova servo-eléctrica. Mesma ordem de dobragem. Mesmos códigos de chamada de ferramentas. Mesma lógica de profundidade.
Quando feito corretamente, a preparação reduz-se porque o programa já decidiu quais punções usar, em que ordem, e em quais estações. O operador carrega e executa. Não está a improvisar.
Agora o contraponto desconfortável.
Há oficinas que substituem uma prensa CNC e conseguem retorno em menos de um ano sem tocar no software. Eu já vi. Só o hardware pode estabilizar o controlo de ângulo e reduzir desvios. Mas se essa nova máquina se tornar mais uma ilha inteligente — com a sua própria base de dados de ferramentas e a sua própria lógica — reduziu a variabilidade numa prensa e preservou o caos no resto da frota.
Se o retrabalho é sistémico, o software que padroniza a lógica das ferramentas em todas as máquinas vai durar mais do que qualquer peça individual de ferro.
Mas e se o desperdício não for o seu verdadeiro problema?
Tínhamos uma hidráulica que “parecia pouco fiável”. Esse era o diagnóstico oficial. Parecia.
Assim que ligámos a monitorização básica do estado das máquinas em todo o piso, descobrimos que não estava a avariar. Estava parada à espera de material 14% do turno e à espera de programas 9%.
Isso é uma perda de visibilidade disfarçada de falha mecânica.
Se o seu problema é paragem não planeada — não desperdício, mas máquinas paradas quando deveriam estar a ciclar — deve começar com monitorização universal. Não um painel boutique na prensa mais recente. Todas elas. Mesmas definições. Mesmos carimbos temporais. Mesma linguagem para “em funcionamento”, “preparação”, “alarme”, “parada”.”
Porque até veres o tempo de inatividade categorizado por causa, vais continuar a culpar a hidráulica por erros de planeamento.
Realidade no Piso de Produção: Uma máquina que está 85% mecanicamente disponível mas apenas 60% realmente utilizada não precisa primeiro de um retrofit. Precisa de verdade.
Monitorizar aqui não é a cura. É a lanterna. E a menos que esses dados regressem ao teu ambiente de programação, cada novo trabalho começa com amnésia.
Então classificaste a tua principal perda. Escolheste a tua primeira camada. Agora, o que te impede de voltar a cair na tentação de procurar funcionalidades?
Já assisti a demonstrações onde o vendedor ampliou um modelo 3D, rodou-o, fez um corte em secção, e chamou-lhe “capacidade completa de gémeo digital”. No chão de fábrica, chamávamos-lhe metal de faz-de-conta.
As funcionalidades são promessas isoladas.
Um sistema controlado de dobragem é uma conversa.
Não estás a comprar “CAM offline” ou “monitorização.” Estás a conceber uma estrutura onde:
Isso é um sistema linguístico.
A hidráulica antiga não tem de se tornar elétrica. Os controlos antigos não têm de se tornar novos. Mas têm de falar o mesmo dialeto de dobragem, ou vais estar sempre a gerir tradutores.
Aqui está a parte não óbvia.
O ponto de partida correto não é determinado pelo que parece moderno. É determinado por onde a tua perda atual se acumula mais rapidamente. O desperdício acumula-se em cada trabalho. O tempo de inatividade acumula-se em cada turno. As lacunas de visibilidade acumulam-se em cada decisão.
Escolhe a força de acumulação. Ataca essa primeiro. Depois adiciona a peça seguinte para reforçar a primeira, não para competir com ela.
Para de perguntar: “Qual software tem mais funcionalidades?”
Começa a perguntar: “O que é que cada prensa na minha fábrica precisa de dizer — exatamente nas mesmas palavras — para este sítio funcionar sem heroísmos?”


















