

Ich habe gesehen, wie ein 36-Zoll-4-Wege-Matrize “perfekt” in einem Halter saß, Schulter an Schulter, kein Tageslicht an den Enden sichtbar. Der Bediener lief 120 Tonnen über 10-Gauge. Die Mitte hob sich gerade genug, um nach dem ersten Schlag eine Fühlerlehre darunterzuschieben. Beim dritten Auftrag kroch ein Haarriss aus dem Eckradius.
Sie entsprach der Länge des Halters.
Sie fiel trotzdem aus.
Du betrachtest die Länge, als wäre sie Unterstützung. Wenn die Matrize den Raum füllt, gehst du davon aus, dass die Last irgendwo hin kann. So denken Auszubildende, kurz bevor das Werkzeug schreit.
Ein 4-Wege-Halter ist kein Distanzblock. Er ist ein Fundament. Wenn das Bett oder der Halter die Matrize nur an einigen hohen Punkten berührt, verteilt sich die Kraft nicht gleichmäßig – sie springt zwischen den Kontaktpunkten. Stahl unter Last verhält sich vorhersehbar: nicht gestützte Spannweiten durchbiegen. Und wenn sie sich unter Biegekräften durchbiegen, konzentriert sich die Spannung an der Übergangsstelle von gestütztem zu nicht gestütztem Material.
Dort beginnen Risse.
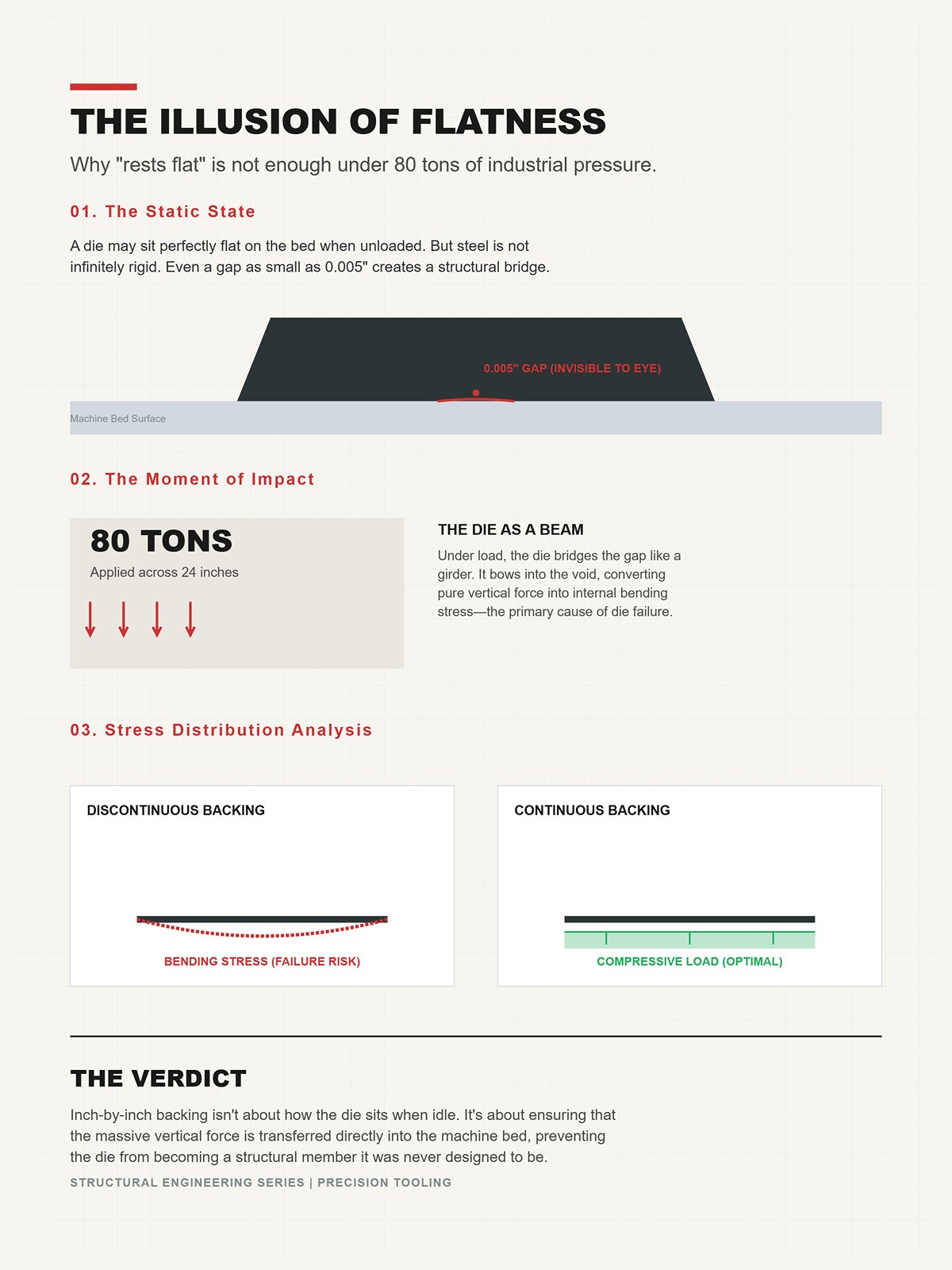
Stell dir eine Matrize vor, die “flach aufliegt”. Du setzt sie ein, sie wackelt nicht, klemmt fest. Sieht gut aus. Jetzt wende 80 Tonnen auf einen 24-Zoll-Abschnitt an. Wenn es sogar 0,005 Zoll Lücke in der Mitte gibt, überbrückt die Matrize diese Lücke wie einen Balken. Unter Last biegt sie sich hinein.
Diese Bewegung kannst du mit bloßem Auge nicht sehen. Aber der Stahl spürt sie.
Der Matrizenkörper wird zu einem tragenden Bauteil, das Biegespannung trägt, für die er nie konstruiert wurde. 4-Wege-Matrizen sind dafür gebaut, vertikale Last durch ihre Masse zu verteilen, nicht um Hohlräume darunter wie ein Brückenträger zu überspannen. Durchgehende Unterstützung Zoll für Zoll verwandelt vertikale Kraft in Drucklast direkt ins Bett. Unterbrichst du diese Kontinuität, verwandelst du Druck in Biegung innerhalb des Matrizenblocks selbst.
Die Frage ist also nicht, ob sie unbelastet “flach aufliegt”.
Sondern was passiert, in dem Moment, in dem die Tonnage wirkt.

Sprechen wir jetzt über die Presse, die niemand ausrichten möchte, weil “sie ja noch läuft”. Ein älterer Tisch mit 0,010 Zoll Kronenverschleiß in der Mitte. Du legst deinen 4-Wege-Halter darauf. Der Halter berührt fest an den Enden und vielleicht eine hervorstehende Stelle nahe der Mitte.
Du spannst ihn fest und denkst, du hättest ihn fixiert.
Hör mir zu, Stahl kümmert sich nicht um deinen Optimismus. Er trägt nur dort, wo er Kontakt hat.
Die gesamte Tonnage wird durch diese wenigen Kontaktstellen geleitet. Der Halter biegt sich. Das Werkzeug darüber verformt sich zwischen diesen Punkten. Jeder Zyklus schlägt auf die gleichen belasteten Zonen. Mikrorisse entstehen dort, wo die Unterstützung endet.
Ich habe einmal gesehen, wie eine Werkstatt das bei einer segmentierten Einrichtung ignoriert hat. Sie haben eine $10,000 Mehrprofilmatrize gesprengt, weil der Halter nur auf drei Kontaktinseln entlang seiner Länge auflag. Sie ist nicht explodiert. Sie hat sich nur langsam selbst zerlegt, während alle die Materialhärte verantwortlich machten.
Der wahre Schuldige war die Luft unter dem Stahl.
Was meinst du, was passiert, wenn diese nicht unterstützte Spannweite sich innerhalb eines 4-Wege-Blocks mit vier inneren Hohlräumen befindet?
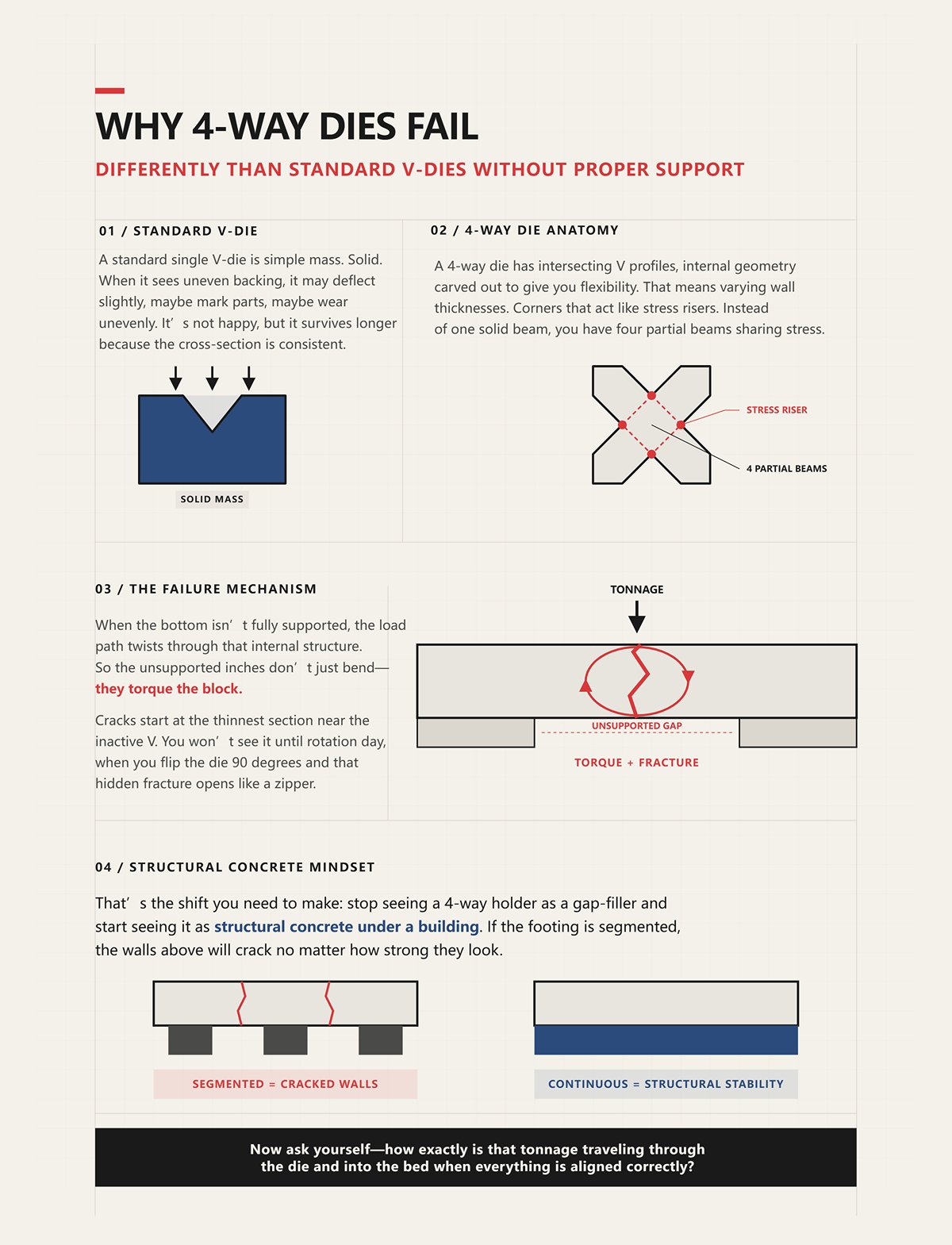
Eine Standard-Einzel-V-Matrize ist einfache Masse. Solide. Wenn sie eine ungleichmäßige Abstützung erfährt, kann sie sich leicht verformen, eventuell Teile markieren, vielleicht ungleichmäßig verschleißen. Sie ist nicht glücklich, hält aber länger durch, weil der Querschnitt gleichmäßig ist.
Eine 4-Wege-Matrize ist anders. Sie hat sich kreuzende V-Profile, eine innere Geometrie, die dir Flexibilität bietet. Das bedeutet unterschiedliche Wandstärken. Ecken, die als Spannungsverstärker wirken. Wenn die Unterseite nicht vollständig gestützt ist, verdreht sich der Lastpfad durch diese innere Struktur.
Anstatt eines soliden Balkens hast du vier Teilbalken, die sich die Spannung teilen.
Die nicht unterstützten Zoll biegen sich also nicht nur – sie verdrehen den Block. Risse entstehen am dünnsten Abschnitt nahe dem inaktiven V. Du wirst sie nicht sehen, bis zum Drehtag, wenn du die Matrize um 90 Grad drehst und dieser versteckte Riss sich wie ein Reißverschluss öffnet.
Das ist der Denkwechsel, den du vollziehen musst: Hör auf, einen 4-Wege-Halter als Lückenfüller zu sehen, und fang an, ihn als tragenden Beton unter einem Gebäude zu betrachten. Wenn das Fundament segmentiert ist, werden die Wände darüber Risse bekommen, egal wie stark sie aussehen.
Frag dich jetzt – wie genau wandert diese Tonnage durch die Matrize und in den Tisch, wenn alles richtig ausgerichtet ist?
Eine 240‑Tonnen-Abkantpresse, die eine 3/4‑Zoll-Platte über 36 Zoll biegt, zieht etwa 126 Tonnen Gesamtlast. Klingt auf dem Papier sicher. Aber dieselbe Maschine kann eine Tischgrenze von 40 Tonnen pro Fuß haben. Verteile 126 Tonnen über drei Fuß, und du erhältst 42 Tonnen pro Fuß – bereits mehr, als der Rahmen aufnehmen kann.
Nichts ist gebrochen, weil die Gesamtzahl zu hoch war. Es ist gebrochen, weil die Last konzentriert war.
So wandert Tonnage tatsächlich – Zoll für Zoll, direkt nach unten durch das berührende Stahlmaterial und sonst nirgends. Wenn Halter und Matrize vollständig abgestützt sind, wird die Kraft zu reiner Druckbelastung in das Bett eingeleitet. Wenn sie es nicht sind, verwandelt sich die Kraft in Biegung innerhalb des Werkzeugs und in konzentrierte Spannung im Rahmen. Die Maschine kümmert sich nicht darum, was in der Broschüre über die Gesamtkapazität steht. Sie spürt nur den Druck pro Fuß an der Kontaktlinie.
Wenn du also sagst: “Die Abkantpresse hat 240 Tonnen”, solltest du eigentlich fragen: Wie viele Tonnen liegen gerade auf jedem Fuß des Betts?
Sieh dir das Typenschild einer typischen 150‑Tonnen‑, 10‑Fuß‑Bremse an. Viele von ihnen sind beschränkt auf etwa 25 Tonnen pro Fuß. Das ist die strukturelle Obergrenze von Bett und Kolben, keine Empfehlung. Du kannst mit einer kurzen Matrize arbeiten und unter 150 Gesamttonnen bleiben, während du trotzdem das Limit pro Fuß im Arbeitsbereich überschreitest.
Und dein Halter sitzt genau in der Mitte dieses Bereichs.
Ein 4‑Wege‑Halter mit einer Nennlast von 60 Tonnen über seine gesamten 36 Zoll ist nicht automatisch sicher bei 60 Tonnen über 18 Zoll. Halbierst du die Arbeitslänge, verdoppelst du die Last pro Zoll. Der Querschnitt des Halters überträgt nun dieselbe Kraft über weniger Kontaktpunkte, wodurch die Flächenpressung ins Bett und die Biegespannung im Halterkörper steigen.
Hier täuschen sich viele Werkstätten. Sie passen die Matrizenlänge an die Halterlänge an. Sie passen die Halterklassifizierung an die Gesamttonnage der Maschine an. Alles scheint “zu passen”.”
Aber der Stahl spürt es.
Lastangaben müssen als Tonnen pro Zoll der abgestützten Länge gelesen werden. Wenn dein Prozess 40 Tonnen pro Fuß haben, erzeugt, dann muss jeder Zoll von Halter und Bett unter dieser Matrize in der Lage sein, kontinuierlich 3,33 Tonnen zu tragen – nicht nur an den Enden, nicht nur an den Klemmstellen – sondern kontinuierlich.
Denn Kraft teleportiert sich nicht an stärkere Bereiche. Sie bleibt dort, wo sie aufgebracht wird.
Stell dir nun eine schmal‑schultrige 4‑Wege‑Matrize vor, die auf einem Halter sitzt, der unten nicht vollkommen eben ist. Die tatsächliche Kontaktfläche könnte nur ½ Zoll breit entlang jeder Schulter sein. Das ist dein realer Lastpfad.
Nehmen wir hypothetische 30 Tonnen über 12 Zoll. Das ergibt 2,5 Tonnen pro Zoll insgesamt. Aber wenn aufgrund leichter Unebenheit nur die halbe Schulterbreite trägt, hast du die Kontaktspannung an dieser Linie effektiv verdoppelt. Der lokale Druck steigt stark an, auch wenn deine Berechnung sagt, du seist “innerhalb der Grenzen”.”
Stahl unter Druck ist geduldig. Stahl unter ungleichmäßigem Druck wird zu einem Balken.
Wenn es ein 0,005 Zoll Hohlraum unter der Mitte, das Gesenk überbrückt ihn. Unter Belastung biegt sich der Spannbereich nach unten. Selbst wenige Hundertstel einer Abweichung in einem gehärteten Mehrprofilblock verändern die interne Spannung von vertikaler Druckbelastung zu Biegespannung an den unteren Fasern. Zugspannung ist es, die Werkzeugstahl zum Riss bringt, nicht Druckbelastung.
Und in einem 4‑Wege‑Gesenk bedeutet diese internen Hohlräume, dass die neutrale Achse – die Linie, an der die Spannung von Druck zu Zug wechselt – nicht wie bei einem massiven Block zentriert ist. Die dünneren Wände in der Nähe des inaktiven Vs erfahren zuerst eine höhere Zugspannung. Dort beginnen Haarrisse.
Nicht, weil Sie die gesamte Tonnage überschritten haben.
Sondern weil Sie sie unter einer schmalen, teilweise unterstützten Schulter konzentriert haben.
Beginnen Sie mit 0,002 Zoll Bettverschleiß in der Mitte. Fügen Sie 0,001 Zoll Zunder oder Schmutz unter dem Halter hinzu. Fügen Sie 0,002 Zoll Bearbeitungstoleranz zwischen Halter und Gesenkbasis hinzu. Keiner dieser Werte wirkt allein bedrohlich.
Kombinieren Sie sie und Sie haben 0,005 Zoll potenzielle Lücke.
Diese Lücke wandelt die vertikale Kraft bei jedem Zyklus in ein Biegemoment um. Der Halter biegt sich leicht. Das Gesenk biegt sich etwas mehr. Wenn Sie ausspannen, federt es zurück – fast. Über Hunderte von Schlägen wird dieses “fast” zu einer permanenten Verformung. Nun liegt das Gesenk selbst unbelastet nicht mehr „flach“. Der nächste Auftrag beginnt mit eingebauter Fehlausrichtung.
Hören Sie mir zu, Ermüdung kündigt sich nicht an. Sie sammelt sich genau an der Übergangsstelle zwischen unterstütztem und nicht unterstütztem Stahl.
Wenn Ausrichtung und Abstützung korrekt sind, wandert die Tonnage direkt nach unten: Stempel zur Gesenk‑Schulter, Schulter zur Halterfläche, Halterfläche zum Bett, Bett in den Rahmen. Eine saubere, vertikale Drucksäule. Kein Drehmoment. Kein Spannbereich. Keine versteckten Zugzonen innerhalb einer Kavität.
Wenn die Ausrichtung schlampig ist, knickt diese Säule. Und sobald sie knickt, verstärkt die interne Geometrie eines 4‑Wege‑Gesenkes die Verformung, anstatt sie zu absorbieren.
Deshalb entscheidet die Halterarchitektur – wie sie unterstützt, zentriert und die Last verteilt – darüber, ob diese Kräfte vertikal bleiben oder seitlich durch Ihr Werkzeug reißen.
An einer 12‑Fuß‑Abkantpresse mit einer Nennleistung von 25 Tonnen pro Fuß, haben wir einmal ein 36‑Zoll‑4‑Wege‑Gesenk in drei verschiedenen Haltern eingerichtet und denselben Auftrag gefahren: 3/8‑Platte, schweres Luftbiegen, genau bei 22 Tonnen pro Fuß im Arbeitsbereich. Gleiche Maschine. Gleiches Gesenk. Gleiche Tonnage. Drei völlig unterschiedliche Spannungsmuster zeigten sich in der Blaumarkierung und bei Fühlerlehren.
An dem Gesenk hat sich nichts geändert.
Nur das, was darunter war.
Das ist der Teil, den die meisten Werkstätten wie einen Abstandshalter behandeln. Wenn das Versagen durch Lastkonzentration und Mikro‑Durchbiegung verursacht wird, dann ist der Halter kein Zubehör — er ist das Fundament. Ändere das Fundament, und du änderst, ob diese Kraftsäule vertikal bleibt oder seitlich durch die Hohlräume eines Mehrprofilblocks ausweicht. Was also hält in der Architektur diese Säule gerade?
Nimm einen echten monolithischen 4‑Wege‑Halter: ein durchgehendes, bearbeitetes Gehäuse, von Ende zu Ende plan geschliffen, mit Passstiften und Nut versehen, sodass er sich selbst im Maschinenbett zentriert. Keine Nähte. Keine unterbrochenen Schultern. Wenn du ihn festziehst, wird er zu einer Verlängerung des unteren Balkens der Presse.
Jetzt belaste ihn bei 22 Tonnen pro Fuß über die gesamte Länge von 36 Zoll.
Da der Körper durchgehend ist, verteilt sich die Druckspannung über die gesamte Basis. Jeder mikroskopische Hochpunkt wird durch elastische Kompression über die gesamte Länge aufgenommen, nicht auf eine Fuge konzentriert. Der Halter verhält sich wie ein einzelner tiefer Balken unter Druck, nicht wie drei kurze, aneinandergefügte Balken. Das ist wichtig, weil die Balkensteifigkeit mit der Abschnittskontinuität skaliert; brichst du den Abschnitt, verringerst du das Flächenträgheitsmoment an der Bruchstelle drastisch.
Bei Arbeiten mit hoher Tonnage — sagen wir, alles, was konstant über 20 Tonnen pro Fuß liegt — hört diese Kontinuität auf, ein “nice to have” zu sein. Sie wird verpflichtend. Die Werkzeugschultern drücken nach unten. Die Halterfläche drückt gleichmäßig nach oben zurück. Das Maschinenbett trägt die Last. Keine Gelenkpunkte. Keine lokale Drehung.
Stell dir ein Werkzeug vor, das “plan aufliegt” über 36 Zoll geschliffenen Stahls, mit weniger als 0,0015 Zoll Abweichung von Ende zu Ende. Unter Last ist die Durchbiegungskurve glatt und vorhersehbar. Die neutrale Achse im 4‑Wege‑Block bleibt zentriert. Du hältst die Spannung in der Druckzone, wo Werkzeugstahl stark ist.
Aber monolithische Halter kosten mehr, wiegen mehr und erfordern präzisen Zustand des Maschinenbetts. Also stellt sich die Frage: Können segmentierte Konstruktionen denselben vertikalen Kraftfluss mit größerer Flexibilität bieten?
Stell drei 12‑Zoll‑Segmente nebeneinander. Spann sie fest. Aus fünf Fuß Entfernung sehen sie wie ein Stück aus.
Sind sie aber nicht.
Jede Fuge ist ein potenzielles Scharnier. Selbst wenn die Oberflächen geschliffen sind, teilen sich die Stoßenden die Last selten perfekt. Unter 22 Tonnen pro Fuß, wenn ein Segment nur 0,002 Zoll niedriger aufgrund von Bettverschleiß oder Schmutz trägt das benachbarte Segment einen unverhältnismäßig hohen Anteil, bis die elastische Verformung es ausgleicht. Diese Ausgleichung ist die Durchbiegung. Durchbiegung im Halter wird zu Biegung in der Matrize.
Der Mechanismus ist einfach. Ein segmentierter Halter unterbricht den Druckpfad durch vertikale Nähte. Diese Nähte verringern die seitliche Steifigkeit. Wenn die Last nahe einer Verbindung auftrifft, kann sich das Segment mikroskopisch um seine Basis drehen, weil sein Nachbar nicht strukturell verbunden ist – nur geklemmt. Die Klemmkraft widersteht der Trennung, nicht der Drehung unter dem Biegemoment.
Heißt das, segmentierte Halter sind wertlos? Nein.
Bei mittleren Lasten – sagen wir unter 15 Tonnen pro Fuß – mit engen Bett-Toleranzen und ordnungsgemäßer Passstiftung können sie akzeptabel funktionieren. Sie überzeugen in Setups, bei denen man Mehrfach-V-Matrizen für Flexibilität ein paar Zoll nach links oder rechts verschiebt. Europäische Mehrfach-V-Systeme erreichen Vielseitigkeit durch gleitende Verbindung entlang eines massiven Blocks. Segmentierte Halter versuchen, diese Flexibilität darunter nachzuahmen. Der Unterschied ist, dass die Matrize monolithisch bleibt; die Unterstützung nicht.
Und der Stahl spürt es.
Je mehr man Vielseitigkeit anstrebt, desto sorgfältiger muss man die Ebenheit der Fugen, Ausrichtschlüssel und die Vorspannung von Ende zu Ende kontrollieren. Ohne präzise Selbstzentrierungsmerkmale – konische Schlüssel, geschliffene Zungen, kontrollierte Endabstände – stapelt man Mikro-Durchbiegungen genau dort, wo die Matrizenhohlräume am dünnsten sind.
Wenn also Segmentierung Gelenke einführt, was passiert, wenn jemand “Längenunterschiede” mit einer Säge „lösen“ will?
Ich sah eine Werkstatt, die einen 48‑Zoll‑Halter auf 30 kürzte, weil “er der Halterlänge entsprach”, die sie für einen kurzen Auftrag brauchten. Sauberer Schnitt. Entgratet. Sah professionell aus.
Sie hatten gerade die innere Rippe durchtrennt, die die Basis mit der oberen Schulter verband.
Die meisten hochwertigen Halter sind keine einfachen Rechtecke. Sie sind mit interner Massenverteilung konstruiert – dickere Stege unter der Lastlinie, Entlastungstaschen abseits davon – damit der Druckpfad direkt unter den Matrizen-Schultern bleibt. Wenn man einen schneidet, entfernt man oft die Endbegrenzung, die den Querschnitt unter Last am Aufweiten hindert. Man verändert die Randbedingungen von fixiert zu teilweise frei.
Unter über 20 Tonnen pro Fuß, macht das einen Unterschied. Der verkürzte Halter hat nun geringere Torsionssteifigkeit und veränderten Spannungsfluss. Der verbleibende Abschnitt muss die gleiche Last pro Zoll mit geringerer struktureller Kontinuität tragen. Man hat einen Träger mit einer beeinträchtigten Flanschstruktur geschaffen.
Ich verlor eine $10,000 Mehrprofil-Matrize früh in meiner Karriere wegen genau dieser Maßnahme. Ein Haarriss begann an der inaktiven V-Form, die dem Schnittende am nächsten lag. Wir lagen innerhalb der Gesamttonnage. Wir lagen innerhalb der nominalen pro-Fuß-Bewertung. Aber die Abstützung war nicht mehr kontinuierlich. Mikrodrehung am nicht unterstützten Ende verwandelte die vertikale Druckspannung in Biegezugspannung innerhalb der Matrizenwand.
Hören Sie mir zu: Wenn Sie einen Standardhalter schneiden, entfernen Sie keinen überflüssigen Stahl. Sie schneiden durch die Struktur, die die Last vertikal hält.
Wenn Sie wirklich Sonderlängen benötigen, muss der Halter von Anfang an auf diese Länge ausgelegt sein – mit Stegen, Rippen und Masse, die für diese Spannweite platziert sind – nicht nachträglich abgesägt.
Denn sobald Sie verstehen, dass die Last Zoll für Zoll weitergegeben wird, stellt sich die nächste Frage nicht mehr nach der Gesamtkapazität.
Es geht darum, was während der Rotation, der Neupositionierung und des Mittel‑Swaps passiert — wenn diese Unterstützung kurz gestört wird und der Stempel wieder in dieselbe vertikale Säule zurückfinden muss, ohne seitlich zu verrutschen.
Sie drehen einen 4‑Wege‑Stempel um neunzig Grad. Er fällt zurück in den Halter. Sieht ausgesessen aus. Sie fahren den nächsten Bogen bei 22 Tonnen pro Fuß.
Aber er kam zurück 0,002 Zoll außerhalb der Mitte.
Das passiert mit der Lastsäule während der Rotation. Sie verschwindet nicht. Sie bricht. Der vertikale Druckpfad, den Sie Zoll für Zoll aufgebaut haben, wird unterbrochen und dann durch Schwerkraft und Reibung statt durch Geometrie neu aufgebaut. Wenn der Halter den Stempel nicht mit einer mechanischen Referenz zurück in die Mitte zwingt — nicht durch Augenmaß, nicht durch Klopfen mit einem Hammer — sucht sich der Stahl seine eigene Position. Und der Stahl wählt nicht perfekt.
Unter Last wird das 0,002 Zoll zu einem lateralen Momentarm. Druck an der Schulter verwandelt sich in Biegung innerhalb der Hohlwand. Sie werden es nicht beim ersten Schlag sehen. Sie werden es nach der fünfzigsten Profiländerung sehen.
Also welches Zentriersystem überlebt tatsächlich den realen Einsatz?
Stellen Sie sich zwei Aufbauten vor.
Erstens: ein Flachbodenhalter. Keine Zentrierschlüssel. Der Bediener setzt den 4‑Wege‑Block an seinen Platz, schiebt ihn gegen einen Hinteranschlagfinger, spannt ihn fest und hält ihn für gut. Er besteht eine grundlegende Sicherheitsprüfung. Schutzvorrichtungen sind vorhanden. Zwei‑Hand‑Bedienung funktioniert. Nichts Illegales.
Zweitens: ein Halter mit präzisionsgeschliffenen V‑Kanälen und konischen Zentrierschlüsseln. Der Stempel fällt hinein und wird allein durch Geometrie auf eine wiederholbare Mittellinie innerhalb von 0,001 Zoll gezwungen. Kein Klopfen. Keine Schätzung.
Auf dem Papier bestehen beide die Inspektion. In Bewegung hält nur einer die Lastsäule intakt.
Manuelle Ausrichtung hängt von der Reibung zwischen der Stempelbasis und der Halterfläche ab. Reibung widersteht dem Gleiten; sie korrigiert keine Fehlstellung. Während einer 90‑Grad‑Drehung hebt sich der Stempel, dreht sich und setzt sich wieder. Wenn die Halterfläche auch nur 0,0015 Zoll Variationen von Ende zu Ende — und die meisten Betten haben das — aufweist, wird sich der Stempel zur niedrigen Seite hin setzen. Die Schwerkraft ist stärker als Ihr Augenmaß.
Nun fahren Sie 18 Tonnen pro Fuß. Der Stößel fährt nach unten. Die Schultern greifen. Die Matrize versucht, sich unter Last auszugleichen, kann sich aber nicht frei bewegen, da sie eingespannt ist. Daher rotiert sie mikroskopisch. Diese Rotation überträgt Zugspannung in das inaktive V gegenüber der arbeitenden Kavität.
Selbstzentrierende V-Kanäle ändern den Mechanismus. Sie wandeln die vertikale Sitzkraft in eine laterale Ausrichtungskraft um. Wenn die Matrize absinkt, treiben die konischen Flächen sie vor dem Einspannen auf die geometrische Mittellinie. Die Zentrierung ist strukturell, nicht prozedural.
Welche übersteht eine echte Prüfung – die Art, bei der jemand fragt, warum Ihre Mehrprofilmatrize an der ungenutzten Station gebrochen ist?
Diejenige, bei der die Ausrichtung im Stahl eingebaut ist und nicht der Gewohnheit überlassen wird.
Aber allein die Zentrierung stoppt die Bewegung während des eigentlichen Drehvorgangs nicht.
| Aspekt | Selbstzentrierende V-Kanäle | Manuelle Ausrichtung (Flachbodenhalter) |
|---|---|---|
| Grundaufbau | Präzisionsgeschliffene V-Kanäle mit konischen Zentrierschlüsseln | Flachbodenhalter ohne Zentrierschlüssel |
| Matrizenpositionierungsmethode | Geometrie zwingt die Matrize zur wiederholbaren Mittellinie innerhalb von 0,001 Zoll | Bediener stupst Matrize manuell gegen Anschlagfinger |
| Ausrichtungsmechanismus | Strukturelle Zentrierung, im Stahl integriert | Verfahrensmäßige Ausrichtung, abhängig von der Gewohnheit des Bedieners |
| Während der Drehung | Matrize wird durch konische Flächen zurück zur Mitte geführt | Matrize hebt sich, schwenkt und setzt sich durch Reibung und Schwerkraft neu |
| Abhängigkeit von Reibung | Minimal; ausrichtung basiert auf Geometrie | Hoch; Reibung widersteht dem Gleiten, korrigiert jedoch keine Fehlausrichtung |
| Auswirkung der Bettvariation (0,0015 Zoll) | Geometrisches Zentrieren kompensiert die Variation | Die sinkt aufgrund der Schwerkraft zur niedrigen Seite hin |
| Verhalten unter Last (18 Tonnen/Fuß) | Erhält die Integrität der Lastsäule | Mikroskopische Rotation drückt die Zugspannung in das inaktive V |
| Rissrisiko an unbenutzter Station | Deutlich reduziert | Erhöht aufgrund induzierter Zugspannung |
| Audit-Ergebnis (Grundlegende Sicherheitsprüfung) | Bestanden | Bestanden |
| Audit-Ergebnis (Ursachenanalyse) | Ausrichtung strukturell gerechtfertigt | Ausrichtung abhängig von der Konsistenz des Bedieners |
| Gesamtzuverlässigkeit | Wiederholbare, strukturelle Ausrichtung | Variable, reibungsabhängige Ausrichtung |
Nehmen Sie eine 36‑Zoll-Mehrprofil-Matrize, die einige hundert Pfund wiegt. Sie lösen die Spannvorrichtung. Sie haken sie ein. Sie beginnen die 90‑Grad‑Drehung.
Während der Drehung passiert der Schwerpunkt den Bereich außerhalb des Fußabdrucks der Basis. Für einen Moment ist die Matrize ein Pendel.
Wenn die Halterung nur eine flache Auflage bietet, verhindert nichts eine seitliche Verschiebung außer Ihrer Steuerung beim Anschlagen. Wenn sie seitliche Führungen, Halteflansche oder eine Schwalbenschwanzverbindung besitzt, bleibt die Matrize auch beim teilweisen Anheben fixiert.
Hier liegt der mechanische Unterschied: während eines Drehvorgangs ändert sich die Kontaktbedingung von Flächenpressung über Kantenkontakt zu Punktkontakt. In dieser Übergangsphase wird jede Spielpassung zu Bewegung. Ein seitliches Spiel von 0,003 Zoll an der Basis kann sich nach dem Wiederanspannen als Winkelausrichtungsfehler an der Schulter bemerkbar machen.
Unter 20 Tonnen pro Fuß, dieser Winkelabweichungsfehler erzeugt eine asymmetrische Belastung der Schultern. Eine Schulter erfährt höhere Druckspannung; die gegenüberliegende Wand erfährt Biegespannung. Werkzeugstahl verträgt Druck ausgezeichnet. Er hasst Zugspannung.
Hören Sie mir zu, die Schwerkraft kümmert sich nicht um Ihren Produktionsplan. Wenn die Halterung die Matrize während des gesamten Drehbogens nicht eindeutig positioniert – also nicht nur, wenn sie vollständig sitzt –, riskieren Sie bei jedem Profilwechsel die Ausrichtung.
Und die meisten Werkstätten wechseln dutzende Male pro Schicht die Profile.
Damit kommen wir zu dem Schaden, den Sie nicht kommen sehen.
Stellen Sie sich eine Werkstatt vor, die vier verschiedene V‑Öffnungen auf einem 4‑fach‑Block betreibt. Zehn Drehungen am Morgen. Zehn weitere nach dem Mittag. Jedes Mal sitzt die Matrize wieder innerhalb von 0,001–0,003 Zoll ihrer vorherigen Position – aber nicht exakt.
Unter 15 Tonnen pro Fuß, vielleicht kommen Sie damit davon. Die elastische Verformung ist gering. Der Stahl verkraftet es.
Gehen Sie darüber hinaus 20 Tonnen pro Fuß, und diese kleinen Fehlstellungen hören auf, elastische Selbstkorrektur zu sein. Sie werden zu zyklischen Spannungsumkehrungen in den inaktiven Kavitäten. Ein Durchlauf belastet die Ostwand etwas stärker. Die nächste Drehung belastet die Nordwand. Dann West. Dann Süd.
Sie haben niedrigamplitudige, multidirektionale Biegezyklen in gehärtetem Werkzeugstahl erzeugt.
Nicht genug, um ihn an einem Tag brechen zu lassen.
Genug, um Mikrorisse an den dünnsten Querschnitten zu erzeugen – meist zwischen angrenzenden V-Kavitäten, wo das Material bereits für Freiraum entlastet ist. Jede Drehung baut die Lastsäule unvollkommen wieder auf. Jede unvollkommene Wiederherstellung fügt eine weitere mikroskopische Narbe hinzu.
Werkstätten geben der “schlechten Wärmebehandlung” die Schuld. Oder “billigem Werkzeug”.”
Aber das Muster sagt die Wahrheit: Risse treten an Profilübergängen auf, nicht bei Spitzentonnen-Einschnittjobs mit einem einzelnen V-Profil. Der gemeinsame Faktor ist die Drehung ohne deterministisches Re-Zentrieren und vollständige Unterstützung.
Der Halter ist das Fundament. Das Zentriersystem ist der Vermesser. Wenn der Vermesser das Gebäude jedes Mal beim Umpositionieren um einen Hauch verschieben lässt, wird das Fundament nicht unter Druck versagen. Es wird unter Ermüdung versagen.
Und wenn der Halter alles richtig machen kann, was passiert, wenn die Presse selbst nach jedem Hub nicht dieselbe Mittellinie wiederholt?
Wenn Ihr Halter perfekt neu zentriert, sich der Stößel aber bei jedem Hub um einen Hauch nach links oder rechts bewegt, verschwindet die Last nicht.
Sie verlagert sich.
Kraft wird immer an der Schnittstelle übertragen. Nicht in der Katalogzeichnung. Nicht im Verkaufsargument. An der Stahl-zu-Stahl-Kontaktstelle, wo Ihre Matrize auf den Stapel trifft, den Sie zwischen ihr und der Maschine aufgebaut haben. Wenn dieser Stapel Adapter, Übergangsblöcke, nicht passende Nasen oder ein Camp-System umfasst, das gegen das Bett arbeitet, ist das der Punkt, an dem der wandernde Stößel sich zuerst als Durchbiegung zeigt.
Stellen Sie sich eine Matrize vor, die “flach aufliegt”. Sie sieht sitzend aus. Sie entspricht der Halterlänge. Aber der Stahl spürt es.
Wenn der Stößel leicht außerhalb der Mitte herunterkommt, möchte die Matrize sich seitlich verschieben, um eine gerade Drucksäule wiederherzustellen. Wenn Ihre Schnittstelle eine durchgehende, Zoll-für-Zoll-Tragfläche ist, verteilt sich die Last als Druck. Wenn sie segmentiert ist – Matrize zu Adapter, Adapter zu Halter, Halter zu Bett – wird jede Schnittstelle zu einem Scharnier mit eigener Mikrofreiheit.
An diesem Scharnier beginnt die Biegung.
Sie verbinden nicht nur Formen. Sie verbinden Lastwege. Und die schwächste Verbindung im Stapel bestimmt die Bedingungen der Verbindung.
Wo tritt diese Kraft tatsächlich ins System ein?
Eine Nase ist einfach eine rechteckige Zunge, die in einen Schlitz im Halter fällt. Nasenlose Systeme klemmen die gesamte Basis mit hydraulischen oder mechanischen Backen. Beide “halten” eine Matrize. Nur eine definiert den Lastweg klar.
Bei einer traditionellen Nase trifft die vertikale Kraft über die Matrizen-Schultern in die Basis und konzentriert sich dann an den Nasenflächen und den Schlitzwänden. Die Kontaktfläche schrumpft. Der Druck steigt. Wenn der Stößel leicht außerhalb der Mitte ist, drückt die Nase ungleichmäßig gegen eine Wand des Schlitzes, bevor der Rest der Basis überhaupt bemerkt, was passiert ist.
Stellen Sie sich nun eine nasenlose Basis mit Vollflächenklemmung und Aufwärtszug vor. Die Klemmkraft zieht die Matrize in einen wiederholbaren Sitz, bevor die Tonnage ankommt. Die vertikale Last verteilt sich dann über die gesamte Basis-Halter-Schnittstelle. Die Schnittfläche ist breit. Der Druck pro Quadratzoll sinkt. Das System verhält sich eher wie ein Fundament als wie ein Passstift.
Kurzer Lastweg. Breite Auflage. Weniger Scharniere.
Aber idealisieren Sie es nicht. Ich habe Werkstätten gesehen, die nasenlose Mehrprofil-Matrizen mit groben Seitenklemmen an alte amerikanische Halter schrauben und es “kompatibel” nennen. War es nicht. Die Matrize war konstruktionsbedingt auf vertikale Belastung ausgelegt; der Halter war geometrisch auf seitlichen Eintritt ausgelegt. Der Kraftweg knickte an der Adapterplatte dazwischen.
Hör mir zu, Kompatibilität bedeutet nicht “es passt”. Kompatibilität bedeutet “die Kraft verläuft in einer geraden, vollständig abgestützten Linie vom Stößel bis zum Tisch.”
Wenn sich die Richtung innerhalb deines Adapterstapels ändert, hast du gerade einen Drehpunkt gebaut.
Was passiert also, wenn du ganze Werkzeugfamilien mischst?
Werkzeuge im amerikanischen Stil werden seitlich eingeschoben. Werkzeuge im europäischen Stil werden vertikal eingesetzt und mit Stiften oder Keilen nach oben verriegelt. Beide können den ganzen Tag Teile biegen. Der Unterschied zeigt sich, wenn man sie stapelt.
Angenommen, du verwendest ein europäisches Mehrprofil-Werkzeug in einer amerikanischen Presse mit Übergangsblöcken. Der Block wandelt die vertikale Spanngeometrie in Seitenschlitzgeometrie um. Auf dem Papier ist er für die Tonnage ausgelegt. In der Praxis hast du eine weitere Schnittstelle eingefügt: Werkzeug zu Block, Block zu Halter.
Jede Schnittstelle hat eine Ebenheitstoleranz. Jede hat eine Parallelitätstoleranz. Staple drei davon über ein 10-Fuß-Bett, und du hast eine Toleranzakkumulation, die dein Auge niemals sehen wird – aber dein Werkzeug wird sie bei jedem Hub spüren.
Unter 20 Tonnen pro Fuß, Einige Zehntausendstel Zoll biegen sich nur leicht und kommen zurück. Drücke bis 30 Tonnen pro Fuß, und diese gleichen Zehntausendstel werden zu wechselnden Spannungen, während der Stößel wandert und das Plansystem kompensiert. Der Adapter wird zum ersten Element, das sich mikroskopisch neigt. Das Werkzeug folgt.
Diese Neigung ist nicht dramatisch. Es sind nur einige Mikrometer. Genug, um die Kompression aus der Mitte zu verschieben und Zugspannung an der dünnsten Stegstelle zwischen den V-Profilen zu erzeugen.
Ich habe einmal gesehen, wie eine Werkstatt ein $10.000-Mehrprofilwerkzeug riss, weil sie es “zum Laufen gebracht” hatten mit gekürzten Übergangsblöcken, die Lücken unter zwei Zoll der Basis ließen. Es passte zur Halterlänge. Die Zeichnungen sagten, es sei in Ordnung. Sechs Wochen später zeigten sich Haarrisse genau dort, wo die Abstützung endete.
Sie gaben der Wärmebehandlung die Schuld.
Aber der Riss folgte dem Rand der nicht gestützten Spannweite wie eine Karte.
Um fair zu sein – moderne universelle Adaptersysteme können ±0,1 mm Wiederholgenauigkeit über Maschinen hinweg halten. Wenn sie als eine einzige, integrierte Klemme konstruiert sind – entworfen, um gestapelte Toleranzen zu eliminieren – verhalten sie sich wie ein durchgehendes Fundament. Das ist echte Kompatibilität.
Die Frage ist einfach: Fügst du Teile hinzu oder installierst du ein System?
Denn jedes hinzugefügte Teil ist ein potenzielles Scharnier.
Und selbst wenn du die Schnittstellen richtig hinbekommst, biegt sich immer noch die Maschine selbst unter Last.
Jede Abkantpresse verbiegt sich unter Last. Die Physik legt keine Pause ein, nur weil das Typenschild Präzision sagt. Plansysteme – manuelle Keile oder CNC-gesteuerte hydraulische Kompensation – wölben das Bett vor, sodass Stößel und Bett unter Tonnage parallel aufeinander treffen.
Hier ist das leise Problem.
Wenn Ihr Halter in einem Abschnitt starr und in einem anderen unterlegt oder gestapelt ist, biegt das Krönungssystem keine einzige durchgehende Struktur mehr. Es biegt eine geschichtete Baugruppe mit unterschiedlicher Steifigkeit an verschiedenen Stellen. Die Maschine kompensiert die Durchbiegung des Betts. Ihr Adapterstapel kompensiert auf andere Weise. Das Gesenk sitzt zwischen zwei Gegensätzen.
Aber der Stahl spürt es.
Wenn das Fundament des Halters durchgehend ist und in seiner Steifigkeit dem Bett entspricht, erzeugt die Krönung einen gleichmäßigen Kontaktdruck über die gesamte Länge des Gesenks. Wenn der Halter segmentiert ist, kann die Krönung den Druck an den Fugen tatsächlich verstärken, weil sich diese Verbindungen anders zusammendrücken als massiver Stahl.
Sie enden mit örtlich begrenzter Überlastung, selbst wenn Ihre Tonnageberechnung besagt, dass Sie im sicheren Bereich sind.
Hier werden die meisten Werkstätten überrascht. Sie gehen davon aus, dass die Kompensation der Maschine sie vor kleinen Schnittstellenfehlern bewahren wird. Das wird sie nicht. Kompensation funktioniert nur, wenn die zu kompensierende Struktur sich wie ein einziges Teil verhält.
Bevor Sie also fragen, ob Ihr 4‑Wege‑Gesenk zu Ihrer Presse “passt”, stellen Sie eine schwierigere Frage: Verhält sich der gesamte Stapel – vom Stößel bis zum Bett – unter Last wie ein einziges, durchgehendes Fundament?
Denn wenn nicht, wird keine noch so sorgfältige Drehung oder perfekte Zentrierung verhindern, dass Ermüdung die schwächste Naht findet.
Und sobald Sie den Stapel als strukturelles System statt als Haufen kompatibler Teile betrachten, hört die Entscheidung auf, eine Frage der Bequemlichkeit zu sein, und wird zu einer Frage der Ingenieurkunst.
Sie wollen eine praktische Methode, um Ihren Stapel von Stößel bis Bett zu prüfen und herauszufinden, ob er sich unter Last wie ein durchgehendes Fundament verhält.
Gut. Hören Sie auf, es nur zu schätzen. Hören Sie auf, Katalogangaben zu vertrauen. Sie werden es genauso testen, wie ein Bauingenieur ein Fundament prüfen würde: zuerst Belastung, dann Kontakt, dann Ausrichtung.
In genau dieser Reihenfolge.
Denn wenn Sie den ersten Schritt falsch machen, ist der Rest nur Theater.
Bevor Sie amerikanisch, europäisch, 4‑Wege oder Einzel‑V vergleichen – das alles spielt keine Rolle – berechnen Sie Ihre schlimmsten Tonnen pro Fuß.
Nicht den Durchschnitt. Nicht das, was Sie “normalerweise fahren”. Den schlimmsten Fall.
Nehmen Sie Ihr dickstes Material, die kleinste V‑Öffnung und die höchste Zugfestigkeit, die Sie in der Produktion biegen. Rechnen Sie die Werte durch. Wenn Ihr Auftrag Spitzenwerte von 28 Tonnen pro Fuß, erreicht, dann muss jeder Zoll dieses Halter‑ und Gesenkstapels 28 Tonnen pro Fuß wiederholt standhalten, ohne dass Druck in Biegung übergeht.
Hier kommt nun der nicht offensichtliche Teil.
Viele frustrierte Werkstätten stellen auf dem Papier fest, dass ihre Presse leisten kann 35 Tonnen pro Fuß— aber ihr 4‑Wege-Matrizenblock ist ausgelegt für 25 Tonnen pro Fuß in seinem engsten V. Oder ihr Halter ist nur ausgelegt für 20 Tonnen pro Fuß wenn er mit Übergangsblöcken montiert ist.
Das disqualifiziert den Aufbau, bevor man überhaupt die Auflage prüft.
Und ja, allein das schließt bereits einen Teil der Werkstätten davon aus, Mehrprofil-Matrizen sicher bei den Lasten zu betreiben, die sie für “normal” halten.”
Man wählt keinen Halter in der Hoffnung, dass er die Last trägt. Man weist nach, dass die Last innerhalb der strukturellen Grenze jeder Komponente liegt.
Wenn deine Werte nahe an der Nennbelastung liegen, bist du nicht “nah dran”. Du ermüdest den Stahl zyklisch.
Also, sobald du die tatsächlichen Tonnen pro Fuß kennst – was verlangst du eigentlich vom Halter?
Hier belügen sich die meisten selbst.
Sie setzen die Matrize ein. Sie liegt flach. Sie sieht gut aus. Sie passt zur Halterlänge.
Stell dir eine Matrize vor, die “flach aufliegt” auf drei leicht hervorstehenden Auflagepunkten, mit einer Vertiefung von 0,003 Zoll dazwischen. Unbelastet wirst du sie nie sehen. Unter 25 Tonnen pro Fuß, werden diese drei Punkte zu konzentrierten Stützsäulen. Die Vertiefung wird zu einem Biegebereich.
Aber der Stahl spürt es.
So prüfst du es, ohne zu raten:
Wenn Sie selbst eine dünne Lehre unter irgendeinen Abschnitt schieben können, haben Sie keine durchgehende Unterstützung.
Dann kommt der eigentliche Test: Erhöhen Sie auf mittlere Tonnage – deutlich unter dem Maximum, aber genug, um die Arbeitslast zu simulieren. Lösen. Entfernen Sie das Werkzeug. Suchen Sie nach Druckspuren. Heller Kontakt nur an den Enden oder in der Nähe der Spannungen? Das ist segmentierte Belastung.
Hören Sie mir zu, selbst zwei nicht unterstützte Zoll in der Mitte eines Mehrprofilwerkzeugs unter 30 Tonnen pro Fuß ist nicht “wahrscheinlich in Ordnung”. Es ist der Ursprung von Ermüdung.
Durchgehend bedeutet Unterstützung Zoll für Zoll. Kein Lichtspalt. Keine Brückenbildung. Keine gestapelten Unterlegscheiben, die sich unter der Krönung unterschiedlich verhalten.
Wenn der Kontakt korrekt ist, verteilt sich die Last. Wenn sie segmentiert ist, wird das Werkzeug zum Träger.
Nehmen Sie nun an, Sie haben echten Kontakt. Eine solide Grundlage. Sind Sie fertig?
Nicht, wenn Sie immer noch mit einem Schonhammer die Mittellinie auftreiben wollen.
Strukturelle Kontinuität ohne Zentrierwiederholbarkeit ist, als würden Sie ein perfektes Fundament gießen und dann die Wände zwei Zoll neben der Markierung errichten.
Mehrprofilwerkzeuge verstärken dies.
Jedes Mal, wenn Sie ein 4‑fach‑Werkzeug drehen, verlangen Sie, dass es zur selben Mittellinie relativ zum Stößel zurückkehrt. Wenn Ihre Halterung auf manuelles Nachjustieren, Seitenklemmen oder geschätzte Ausrichtung angewiesen ist, haben Sie Variabilität in den Kraftfluss eingebracht.
Bei niedriger Last sehen Sie Winkelabweichungen. Bei hoher Last – sagen wir 30 Tonnen pro Fuß– führt eine außermittige Kraft zu Torsion im Werkzeugkörper.
Diese Torsion drückt die Kompression auf einen Steg und die Zugspannung auf die gegenüberliegende Seite zwischen den V‑Öffnungen. Dort entstehen Risse.
Wiederholbarkeit bedeutet:
Sie sollten in der Lage sein, das Werkzeug zu entfernen und wieder einzusetzen und dabei die Mitte innerhalb weniger Tausendstel zu halten, ohne Ihre Hinteranschlagsreferenz neu zu kalibrieren.
Wenn jede Drehung Sie zwingt, erneut anzuschlagen, erneut zu messen, erneut zu justieren, ist das System strukturell nicht ehrlich. Es verzeiht Ihnen bei niedriger Tonnage und bestraft Sie bei hoher Tonnage.
Sie haben jetzt drei Dinge getan: die Kapazität überprüft, kontinuierliche Unterstützung bestätigt und das Abdriften der Zentrierung beseitigt.
Hier ist die Frage, die die meisten Besitzer vermeiden.
Schnellwechsel-Systeme sparen Minuten. Adapterstapel sparen Kapital. Schneidhalter sparen Material.
All das sieht in einer Tabellenkalkulation clever aus.
Aber wenn Ihr Stapel keine kontinuierliche Unterstützung bei Ihrer maximalen Tonnage pro Fuß, garantieren kann und nicht ohne menschliches Zutun zur Mitte zurückkehrt, dann haben Sie kein Fundament gekauft.
Sie haben einen Abstandshalter gekauft.
Fundamente sind langweilig. Schwer. Präzise. Überdimensioniert für das, was Sie “gewöhnlich” tun. Sie existieren, damit bei Spitzenlast der Maschine nichts im Stapel verhandeln muss.
Dies ist die Perspektive, die Sie beibehalten sollten:
Hören Sie auf zu fragen: “Wird dieser Halter mit meinem Werkzeug funktionieren?”
Beginnen Sie zu fragen: “Verhält sich meine gesamte Ram‑zu‑Bett‑Baugruppe wie eine ununterbrochene Drucksäule bei meiner höchsten tatsächlichen Tonnage?”
Diese Frage ist nicht offensichtlich, weil alles bei halber Last gut aussieht.
Risse entstehen nicht bei halber Last.
Und sobald Sie Ihren Stapel als ein strukturelles System statt als eine Sammlung kompatibler Teile sehen, werden Sie nicht für Bequemlichkeit einkaufen.
Sie werden für Kontinuität einkaufen.


















