

He visto una matriz de 36 pulgadas de 4 vías colocarse “perfecta” en un soporte, hombro con hombro, sin que se vea luz en los extremos. El operador la hizo funcionar 120 toneladas sobre calibre 10. El centro se levantó lo suficiente como para deslizar una galga de espesores debajo después del primer golpe. Para el tercer trabajo, una grieta fina salió arrastrándose del radio de la esquina.
Coincidía con la longitud del soporte.
Igual falló.
Estás viendo la longitud como si fuera soporte. Si la matriz llena el espacio, asumes que la carga tiene por dónde ir. Así piensan los aprendices justo antes de que la herramienta grite.
Un soporte de 4 vías no es un bloque espaciador. Es una base. Si la cama o el soporte solo toca la matriz en algunos puntos altos, la fuerza no se distribuye uniformemente—salta entre puntos de contacto. El acero bajo carga se comporta de forma predecible: los tramos sin soporte se desvían. Y cuando se desvían bajo fuerza de doblado, el esfuerzo se concentra en la transición de material soportado a material no soportado.
Ahí es donde comienzan las grietas.
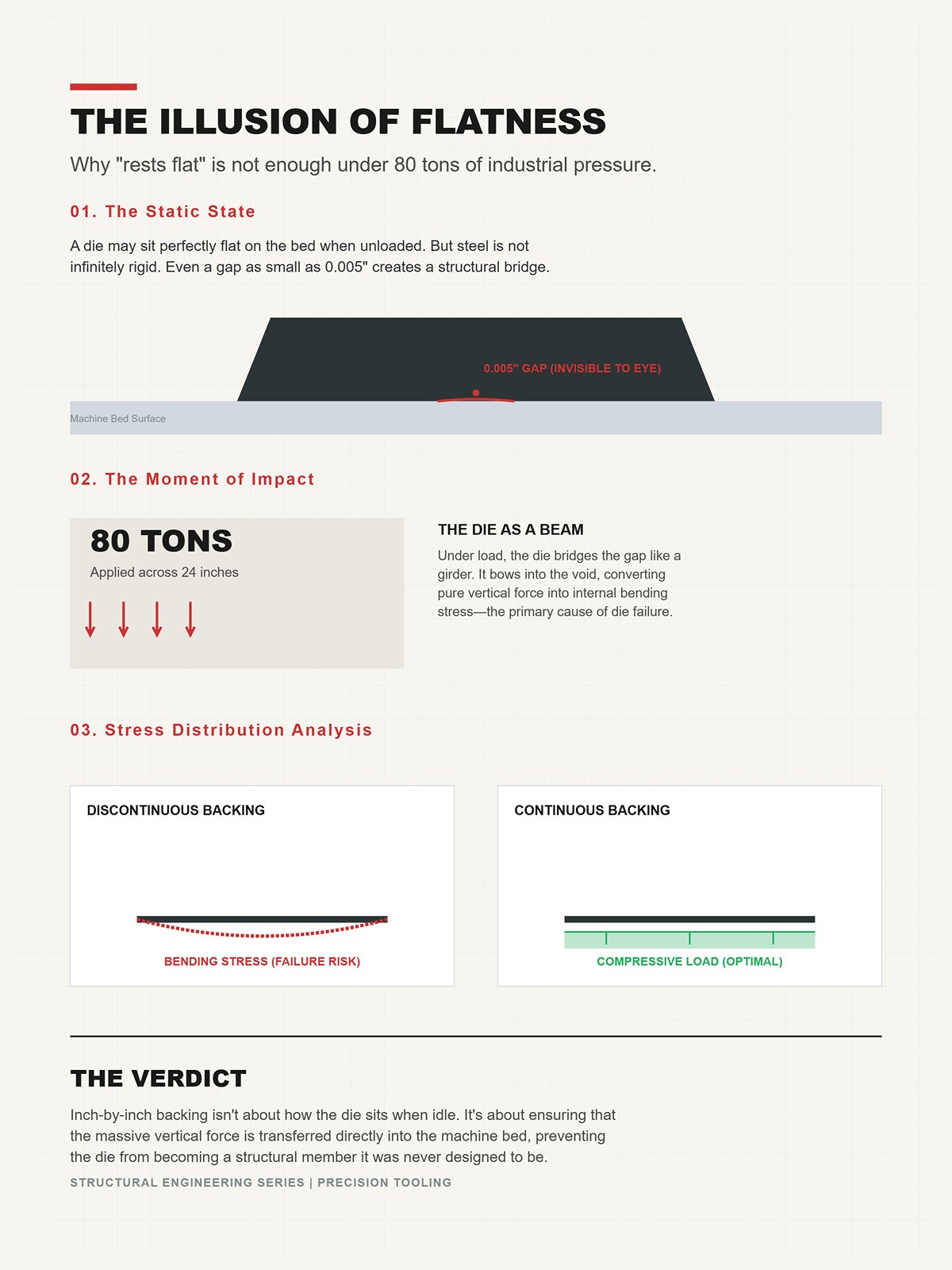
Imagina una matriz que “descansa plana”. La colocas, no se balancea, sujeta bien. Parece bien. Ahora aplica 80 toneladas sobre una sección de 24 pulgadas. Si hay siquiera 0.005 pulgadas de hueco en el centro, la matriz puentea ese hueco como una viga. Bajo carga, se curva hacia él.
No puedes ver ese movimiento a simple vista. Pero el acero lo siente.
El cuerpo de la matriz se convierte en un elemento estructural que soporta un esfuerzo de flexión para el que nunca fue diseñado. Las matrices de 4 vías están construidas para dispersar la carga vertical a través de su masa, no para salvar vacíos debajo como una viga de puente. El respaldo continuo pulgada por pulgada convierte la fuerza vertical en carga de compresión directa hacia la cama. Rompe esa continuidad, y conviertes la compresión en flexión dentro del propio bloque de la matriz.
Así que la pregunta no es si “descansa plana” sin carga.
Es qué sucede en el momento en que la tonelada golpea.

Ahora hablemos de la prensa que nadie quiere nivelar porque “todavía funciona”. Una bancada vieja con 0,010 pulgadas de desgaste en forma de corona en el centro. Colocas tu soporte de 4 vías sobre ella. El soporte toca con fuerza en los extremos y quizás en un punto ligeramente sobresalido cerca del medio.
Lo sujetas y piensas que lo has fijado bien.
Escúchame, el acero no se preocupa por tu optimismo. Solo carga donde hay contacto.
Toda esa tonelada de fuerza se canaliza a través de esos pocos puntos de contacto. El soporte se deflecta. El dado encima de él se flexiona entre esos puntos. Cada ciclo golpea las mismas zonas sometidas a esfuerzo. Las microfracturas comienzan donde termina el soporte.
Una vez vi un taller ignorar eso en una configuración segmentada. Destrozaron un dado multiperfil $10,000 porque el soporte solo descansaba en tres islas de contacto a lo largo de su longitud. No explotó. Simplemente se fue desgarrando poco a poco mientras todos culpaban a la dureza del material.
El verdadero culpable era el aire bajo el acero.
¿Qué crees que sucede cuando ese tramo sin soporte está dentro de un bloque de 4 vías con cuatro cavidades internas?
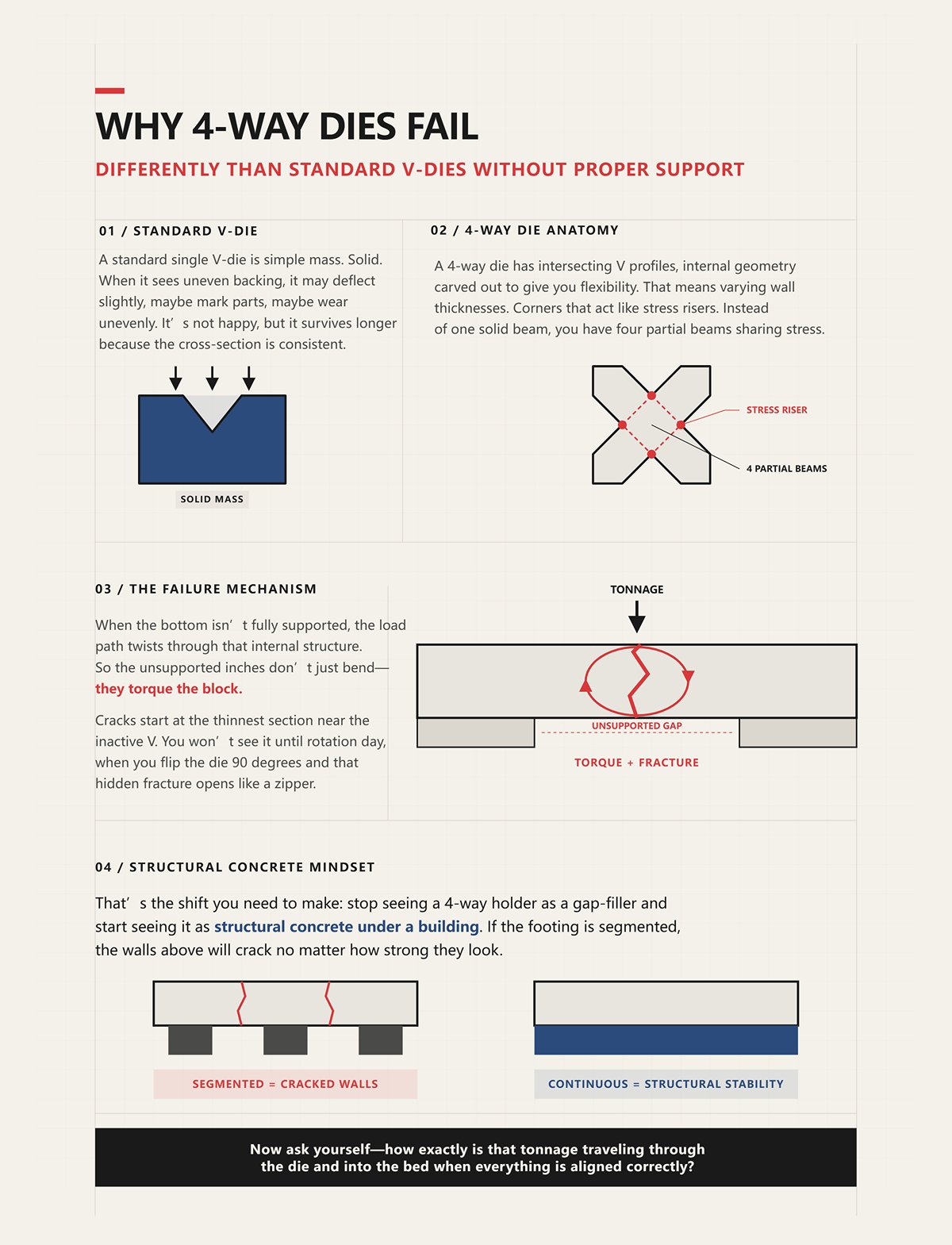
Un dado estándar de una sola V es una simple masa. Sólido. Cuando tiene un respaldo desigual, puede deflectarse ligeramente, tal vez marcar las piezas o desgastarse de forma irregular. No es ideal, pero sobrevive más tiempo porque la sección transversal es uniforme.
Un dado de 4 vías es diferente. Tiene perfiles en V que se intersectan, geometría interna vaciada para darte flexibilidad. Eso significa espesores de pared variables. Esquinas que actúan como concentradores de esfuerzo. Cuando la parte inferior no está completamente apoyada, la trayectoria de carga se tuerce a través de esa estructura interna.
En lugar de una sola viga sólida, tienes cuatro vigas parciales que comparten el esfuerzo.
Por lo tanto, las pulgadas sin soporte no solo se doblan, también tuercen el bloque. Las grietas comienzan en la sección más delgada cerca de la V inactiva. No la verás hasta el día de rotación, cuando giras el dado 90 grados y esa fractura oculta se abre como una cremallera.
Ese es el cambio que debes hacer: deja de ver un soporte de 4 vías como un simple relleno y empieza a verlo como el hormigón estructural bajo un edificio. Si la zapata está segmentada, las paredes de arriba se agrietarán sin importar qué tan fuertes parezcan.
Ahora pregúntate: ¿cómo exactamente viaja esa tonelada de fuerza a través del dado y hacia la bancada cuando todo está correctamente alineado?
Una prensa plegadora de 240 toneladas que dobla una placa de 3/4 de pulgada sobre 36 pulgadas genera unas 126 toneladas de fuerza total. Suena seguro en el papel. Pero esa misma máquina puede tener un límite de bancada de 40 toneladas por pie. Extiende 126 toneladas sobre tres pies y tienes 42 toneladas por pie—ya más allá de lo que el bastidor está diseñado para soportar.
Nada se rompió porque el número total fuera demasiado alto. Se rompió porque la carga estaba concentrada.
Así es como realmente viaja la tonelada—pulgada por pulgada, directamente hacia abajo a través de cualquier acero que esté en contacto y en ningún otro lugar. Cuando el soporte y el troquel están totalmente respaldados, la fuerza se convierte en compresión pura en la cama. Cuando no lo están, la fuerza se convierte en flexión dentro de la herramienta y en estrés concentrado en el bastidor. A la máquina no le importa lo que diga el folleto sobre la capacidad total. Solo siente presión por pie en la línea de contacto.
Así que cuando dices: “La prensa tiene 240 toneladas”, lo que deberías preguntar es: ¿cuántas toneladas están justo ahora sobre cada pie de cama?
Mira la placa de identificación de una prensa típica de 150 toneladas y 10 pies. Muchas de ellas están limitadas a aproximadamente 25 toneladas por pie. Ese es el techo estructural de la cama y el carro, no una sugerencia. Puedes usar un troquel corto y permanecer por debajo de las 150 toneladas totales y aún así superar ese límite por pie en la zona de trabajo.
Y tu soporte está justo en el medio de esa zona.
Un soporte de 4 vías con capacidad para 60 toneladas a lo largo de sus 36 pulgadas no es automáticamente seguro con 60 toneladas sobre 18 pulgadas. Si reduces la longitud de trabajo a la mitad, duplicas la carga por pulgada. La sección transversal del soporte ahora soporta la misma fuerza a través de menos puntos de contacto, aumentando la presión de apoyo en la cama y el estrés de flexión dentro del cuerpo del soporte.
Aquí es donde los talleres se engañan. Igualan la longitud del troquel con la longitud del soporte. Igualan la capacidad del soporte con la tonelada total de la máquina. Todo “coincide”.”
Pero el acero lo siente.
Las capacidades de carga deben leerse como toneladas por pulgada de longitud soportada. Si tu operación produce 40 toneladas por pie, entonces cada pulgada de soporte y cama bajo ese troquel debe ser capaz de soportar continuamente 3.33 toneladas, no solo en los extremos, no solo en los puntos de sujeción—continuamente.
Porque la fuerza no se teletransporta hacia áreas más fuertes. Se queda donde se aplica.
Ahora imagina un troquel de 4 vías de hombro estrecho colocado sobre un soporte que no está perfectamente plano debajo. La verdadera zona de contacto podría ser de solo 1/2 pulgada de ancho a lo largo de cada hombro. Esa es tu ruta real de carga.
Toma un hipotético de 30 toneladas en 12 pulgadas. Eso es 2.5 toneladas por pulgada en total. Pero si solo la mitad del ancho del hombro soporta debido a una ligera desigualdad, has duplicado efectivamente el estrés de contacto en esa línea. La presión aumenta localmente, aunque tus cálculos dicen que estás “dentro de los límites”.”
El acero bajo compresión es paciente. El acero bajo compresión desigual se convierte en una viga.
Si hay un 0.005 pulgadas vacío bajo el centro, la matriz lo puentea. Bajo carga, ese vano se deflecta hacia abajo. Incluso unas milésimas de deflexión en un bloque endurecido de perfiles múltiples cambian la tensión interna de compresión vertical a tensión de flexión en las fibras inferiores. La tensión es lo que rompe el acero para herramientas, no la compresión.
Y en una matriz de 4 vías, esas cavidades internas significan que el eje neutro —la línea donde la tensión pasa de compresión a tensión— no está centrado como en un bloque sólido. Las paredes más delgadas cerca de la V inactiva ven primero mayor tensión de tracción. Ahí es donde comienzan las grietas capilares.
No porque excedieras el tonelaje total.
Sino porque lo concentraste bajo un hombro estrecho y parcialmente soportado.
Comienza con 0.002 pulgadas de desgaste en la cama en el centro. Suma 0.001 pulgadas de escamas o residuos bajo el soporte. Suma 0.002 pulgadas de tolerancia de mecanizado entre el soporte y la base de la matriz. Ninguno de esos números asusta por sí solo.
Acumúlalos y estás en 0.005 pulgadas de posible brecha.
Esa brecha convierte la fuerza vertical en un momento de flexión en cada ciclo. El soporte se flexiona ligeramente. La matriz se flexiona un poco más. Cuando aflojas, vuelve casi a su forma—casi. Después de cientos de golpes, ese casi se convierte en deformación permanente. Ahora la matriz ya no “descansa plana” incluso sin carga. El siguiente trabajo comienza con desalineación incorporada.
Escúchame, la fatiga no se anuncia. Se acumula exactamente en la transición entre acero soportado y no soportado.
Cuando la alineación y el soporte están correctos, el tonelaje viaja directamente hacia abajo: del punzón al hombro de la matriz, del hombro a la cara del soporte, de la cara del soporte a la cama, de la cama al marco. Una columna limpia, vertical y de compresión. Sin torsión. Sin vano. Sin zonas de tensión escondidas dentro de una cavidad.
Cuando la alineación es descuidada, esa columna se dobla. Y una vez que se dobla, la geometría interna de una matriz de 4 vías magnifica la distorsión en lugar de absorberla.
Por eso la arquitectura del soporte—cómo soporta, centra y distribuye la carga—decide si esas fuerzas permanecen verticales o empiezan a desgarrar lateralmente tu herramienta.
En una prensa de 12 pies clasificada 25 toneladas por pie, una vez montamos una matriz de 4 vías de 36 pulgadas en tres soportes diferentes e hicimos el mismo trabajo: placa de 3/8, doblez en aire pesado, justo en 22 toneladas por pie en la zona de trabajo. Misma máquina. Misma matriz. Mismo tonelaje. Tres patrones de tensión completamente diferentes aparecieron en el azul y en las galgas calibradoras.
Nada acerca de la matriz cambió.
Solo lo que estaba debajo de eso.
Esa es la parte que la mayoría de los talleres tratan como un separador. Si la falla se produce por concentración de carga y microdeflexión, entonces el soporte no es un accesorio, sino la base. Cambia la base y cambias si esa columna de fuerza se mantiene vertical o empieza a arquearse hacia los lados a través de las cavidades de un bloque multiperfil. Entonces, ¿qué en la arquitectura mantiene esa columna recta?
Toma un soporte monolítico verdadero de 4 vías: un cuerpo continuo y mecanizado, rectificado plano de extremo a extremo, con pasadores y chavetas para centrarse automáticamente en la cama. Sin uniones. Sin hombros interrumpidos. Cuando lo ajustas con torsión, se convierte en una extensión de la viga inferior de la prensa.
Ahora cárgalo en 22 toneladas por pie todo el ancho de 36 pulgadas.
Como el cuerpo es continuo, el esfuerzo de compresión se distribuye a lo largo de toda la base. Cualquier punto alto microscópico se absorbe mediante la compresión elástica a lo largo de toda la longitud, no concentrado en una junta. El soporte se comporta como una sola viga profunda en compresión, no como tres vigas cortas unidas. Eso importa porque la rigidez de la viga depende de la continuidad de la sección; rompe la sección y reduces drásticamente el momento de inercia en la rotura.
En trabajos de alto tonelaje —digamos cualquier cosa consistentemente por encima de 20 toneladas por pie — esa continuidad deja de ser “agradable de tener”. Se vuelve obligatoria. Los hombros de la matriz empujan hacia abajo. La cara del soporte empuja hacia arriba de manera uniforme. La cama lo sostiene. Sin puntos de bisagra. Sin rotación local.
Imagina una matriz que “descansa plana” a lo largo de 36 pulgadas de acero rectificado, con menos de 0.0015 pulgadas de variación de extremo a extremo. Bajo carga, la curva de deflexión es suave y predecible. El eje neutro dentro del bloque de 4 vías permanece centrado. Mantienes la tensión en compresión, donde el acero para herramientas es fuerte.
Pero los soportes monolíticos cuestan más, pesan más y exigen una condición precisa de la cama. Así que la pregunta se convierte en: ¿pueden los diseños segmentados ofrecer el mismo camino de carga vertical con más flexibilidad?
Coloca tres segmentos de 12 pulgadas uno junto al otro. Sujétalos con fuerza. Desde una distancia de metro y medio, parecen una sola pieza.
No lo son.
Cada junta es un posible punto de bisagra. Incluso si las caras superiores están rectificadas, los extremos de acoplamiento rara vez comparten la carga perfectamente. Bajo 22 toneladas por pie, si un segmento tiene solo 0.002 pulgadas más bajo debido al desgaste del banco o a los residuos, el segmento adyacente toma una parte desproporcionada hasta que la deformación elástica lo iguala. Esa igualación es la deflexión. La deflexión dentro del soporte se convierte en flexión dentro de la matriz.
El mecanismo es simple. Un soporte segmentado interrumpe la trayectoria de compresión con juntas verticales. Esas juntas reducen la rigidez lateral. Cuando la carga impacta cerca de una unión, el segmento puede rotar microscópicamente sobre su base porque su vecino no está unido estructuralmente — solo sujeto con abrazaderas. La fuerza de sujeción resiste la separación, no la rotación bajo un momento de flexión.
¿Significa eso que los soportes segmentados son basura? No.
Con cargas moderadas — digamos menos de 15 toneladas por pie — con tolerancias de banco ajustadas y pasadores adecuados, pueden funcionar aceptablemente. Brillan en configuraciones donde se desplazan matrices multi‑V unas pocas pulgadas a la izquierda o derecha para obtener flexibilidad. Los sistemas europeos multi‑V logran versatilidad mediante un acoplamiento deslizante a lo largo de un bloque sólido. Los soportes segmentados intentan imitar esa flexibilidad por debajo. La diferencia es que la matriz sigue siendo monolítica; el soporte no.
Y el acero lo siente.
Cuanto más persigues la versatilidad, más cuidadosamente debes controlar la planitud de las juntas, las llaves de alineación y la precarga extremo a extremo. Sin características precisas de autocentrado — llaves cónicas, lengüetas rectificadas, holguras de extremo controladas — estás acumulando micro‑deflexiones justo donde tus cavidades de matriz son más delgadas.
Entonces, si la segmentación introduce bisagras, ¿qué ocurre cuando alguien decide “resolver” una discrepancia de longitud con una sierra?
Vi un taller cortar un soporte de 48 pulgadas a 30 porque “coincidía con la longitud del soporte” que necesitaban para una producción corta. Corte limpio. Desbarbado. Se veía profesional.
Acababan de cortar la costilla interna que unía la base con el hombro superior.
La mayoría de los soportes de calidad no son simples rectángulos. Están diseñados con distribución interna de masa — nervaduras más gruesas bajo la línea de carga, cavidades de alivio alejadas de ella — para que la trayectoria de compresión permanezca directamente debajo de los hombros de la matriz. Cuando cortas uno, a menudo eliminas la restricción en el extremo que evita que la sección se abra bajo carga. Cambias las condiciones de contorno de fijas a parcialmente libres.
Según más de 20 toneladas por pie, eso importa. El soporte acortado ahora tiene menor rigidez torsional y flujo de esfuerzo alterado. La sección restante debe soportar la misma carga por pulgada con menos continuidad estructural. Has creado una viga con una brida comprometida.
Perdí una $10,000 matriz multiperfil al inicio de mi carrera por exactamente esa acción. Una grieta capilar comenzó en la V inactiva más cercana al extremo cortado. Estábamos dentro de la tonelada total. Estábamos dentro de la capacidad nominal por pie. Pero el apoyo ya no era continuo. La micro‑rotación en el extremo sin soporte convirtió la compresión vertical en tensión de flexión dentro de la pared de la cavidad de la matriz.
Escúchame, cuando recortas un soporte estándar, no estás eliminando acero sobrante. Estás cortando la estructura que mantiene la carga vertical.
Si realmente necesitas una longitud personalizada, el soporte debe diseñarse con esa longitud desde el inicio — con nervaduras, costillas y masa dispuestas para ese tramo — no amputarse después.
Porque una vez que comprendes que la carga viaja pulgada a pulgada, la siguiente pregunta ya no trata sobre la capacidad total.
Se trata de lo que ocurre durante la rotación, el reposicionamiento y el cambio a mitad — cuando ese soporte se ve brevemente perturbado y el troquel tiene que volver a asentarse en la misma columna vertical sin desplazarse lateralmente.
Giras un troquel de 4 vías noventa grados. Cae de nuevo en el portaherramientas. Parece encajado. Realizas la siguiente flexión en 22 toneladas por pie.
Pero volvió 0.002 pulgadas descentrado.
Eso es lo que le sucede a la columna de carga durante la rotación. No desaparece. Se fractura. El camino vertical de compresión que construiste pulgada a pulgada se interrumpe y luego se reconstruye por gravedad y fricción en lugar de geometría. Si el portaherramientas no obliga al troquel a volver al centro con una referencia mecánica — no a ojo, ni golpeando con un mazo — el acero elige su propia posición. Y el acero no elige perfectamente.
Bajo carga, eso 0.002 pulgadas se convierte en un brazo de momento lateral. La compresión en el hombro se transforma en flexión dentro de la pared de la cavidad. No lo verás en el primer golpe. Lo verás después del quincuagésimo cambio de perfil.
Entonces, ¿qué sistema de centrado realmente sobrevive al uso real?
Imagínate dos configuraciones.
Primero: un portaherramientas de fondo plano. Sin llaves de centrado. El operario coloca el bloque de 4 vías en su sitio, lo empuja contra un dedo del tope trasero, lo sujeta y lo da por bueno. Pasa una auditoría básica de seguridad. Las protecciones están en su lugar. El control a dos manos funciona. Nada ilegal.
Segundo: un portaherramientas con canales en V rectificados con precisión y llaves de centrado cónicas. El troquel cae y se fuerza a una línea central repetible con una tolerancia de 0,001 pulgadas solo por geometría. Sin golpear. Sin adivinanzas.
Sobre el papel, ambos pasan la inspección. En movimiento, solo uno mantiene intacta la columna de carga.
La alineación manual depende de la fricción entre la base del troquel y la cara del portaherramientas. La fricción resiste el deslizamiento; no corrige la desalineación. Durante una rotación de 90 grados, el troquel se levanta, gira y vuelve a asentarse. Si la cara del portaherramientas tiene incluso 0.0015 pulgadas variación de extremo a extremo — y la mayoría de las camas la tienen — el troquel se asentará hacia el lado más bajo. La gravedad es más fuerte que tu ojo.
Ahora aplica 18 toneladas por pie. El ariete desciende. Los hombros se acoplan. La matriz intenta igualarse bajo carga, pero no puede desplazarse libremente porque está sujeta. Así que gira microscópicamente. Esa rotación empuja tensión hacia el V inactivo opuesto a la cavidad de trabajo.
Los canales en V autocentrantes cambian el mecanismo. Convierten la fuerza de asiento vertical en fuerza de alineación lateral. Cuando la matriz cae, las caras cónicas la conducen hacia la línea central geométrica antes de sujetarse. El centrado es estructural, no procedural.
¿Cuál sobrevive a una auditoría real — de las que alguien pregunta por qué se rompió tu matriz multiperfil en la estación no utilizada?
La que tiene la alineación incorporada en el acero, no la que depende del hábito.
Pero el centrado por sí solo no detiene el movimiento durante la rotación misma.
| Aspecto | Canales en V autocentrantes | Alineación manual (soporte de fondo plano) |
|---|---|---|
| Configuración básica | Canales en V rectificados con precisión con llaves cónicas de centrado | Soporte de fondo plano sin llaves de centrado |
| Método de posicionamiento de la matriz | La geometría obliga a la matriz a la línea central repetible dentro de 0,001 pulgadas | El operador empuja manualmente la matriz contra el dedo del tope trasero |
| Mecanismo de alineación | Centrado estructural incorporado en el acero | Alineación procedural basada en el hábito del operador |
| Durante la rotación | La matriz guiada de regreso al centro por las caras cónicas | La matriz se levanta, gira y se vuelve a asentar según la fricción y la gravedad |
| Dependencia de la fricción | Mínimo; alineación impulsada por la geometría | Alta; la fricción resiste el deslizamiento pero no corrige la desalineación |
| Impacto de la variación de la cama (0.0015 pulgadas) | La centración geométrica compensa la variación | El troquel se asienta hacia el lado bajo debido a la gravedad |
| Comportamiento bajo carga (18 toneladas/pie) | Mantiene la integridad de la columna de carga | La rotación microscópica empuja la tensión hacia la V inactiva |
| Riesgo de grietas en la estación no utilizada | Significativamente reducido | Aumentado debido a la tensión inducida |
| Resultado de auditoría (verificación básica de seguridad) | Aprobado | Aprobado |
| Resultado de auditoría (análisis de causa raíz) | Alineación justificada estructuralmente | Alineación dependiente de la consistencia del operador |
| Confiabilidad general | Alineación estructural repetible | Alineación variable dependiente de la fricción |
Toma una matriz de múltiples perfiles de 36 pulgadas que pese unos cientos de libras. La sueltas de las abrazaderas. La enganchas. Comienzas la rotación de 90 grados.
A mitad de la rotación, el centro de gravedad pasa fuera de la huella de la base. Por un momento, la matriz es un péndulo.
Si el soporte solo proporciona una repisa plana, nada previene el desplazamiento lateral excepto tu control de aparejo. Si proporciona retenedores laterales, labios de captura o un acoplamiento de cola de milano, la matriz permanece restringida incluso cuando está parcialmente levantada.
Aquí está la diferencia mecánica: durante un volteo, la condición de contacto cambia de compresión de cara completa a contacto de borde y luego a contacto puntual. En esa transición, cualquier holgura se convierte en recorrido. Una holgura lateral de 0,003 pulgadas en la base puede traducirse en desalineación angular en el hombro una vez que se vuelva a sujetar.
Según 20 toneladas por pie, esa desviación angular produce una carga asimétrica en el hombro. Un hombro ve mayor tensión de compresión; la pared opuesta experimenta tensión por flexión. El acero para herramientas tolera la compresión maravillosamente. Odia la tensión.
Escúchame, la gravedad no se preocupa por tu calendario de producción. Si el soporte no coloca positivamente la matriz durante todo el arco de rotación — no solo cuando está totalmente asentada — estás apostando la alineación cada vez que cambias perfiles.
Y la mayoría de los talleres cambian perfiles docenas de veces por turno.
Lo que nos lleva al daño que no ves venir.
Imagina un taller que utiliza cuatro aperturas en V diferentes en un bloque de 4 vías. Diez rotaciones por la mañana. Diez más después del almuerzo. Cada vez, la matriz se vuelve a asentar dentro de 0,001–0,003 pulgadas de su posición anterior — pero no exactamente.
Según 15 toneladas por pie, quizá te salgas con la tuya. La deformación elástica es pequeña. El acero se lo toma con calma.
Pasa de ese límite 20 toneladas por pie, y esas pequeñas desalineaciones dejan de ser ajustes elásticos. Se convierten en inversiones de tensión cíclica en las cavidades inactivas. Una corrida carga un poco más la pared este. La siguiente rotación carga la pared norte. Luego la oeste. Luego la sur.
Has creado ciclos de flexión de baja amplitud y multidireccionales en acero para herramientas endurecido.
No lo suficiente como para romperlo en un día.
Suficiente para nuclearlos microfracturas en las secciones transversales más delgadas — normalmente entre cavidades en V adyacentes donde el material ya está aliviado para dar espacio. Cada rotación reconstruye la columna de carga de forma imperfecta. Cada reconstrucción imperfecta añade otra cicatriz microscópica.
Los talleres culpan al “mal tratamiento térmico” o a “herramientas baratas”.”
Pero el patrón dice la verdad: las grietas aparecen en las transiciones de perfil, no en trabajos de una sola V de tonelaje máximo. El factor común es la rotación sin un recienteado determinista y sin respaldo completo.
El portaherramientas es el cimiento. El sistema de centrado es el topógrafo. Si el topógrafo permite que el edificio se desplace un pelo cada vez que se reposiciona, la base no fallará por compresión. Fallará por fatiga.
Y si el portaherramientas puede hacerlo todo bien, ¿qué sucede cuando la prensa misma no repite esa misma línea central después de cada golpe?
Si su portaherramientas recientea perfectamente pero el émbolo se desplaza un pelo a la izquierda o a la derecha en cada golpe, la carga no desaparece.
Se reubica.
La fuerza siempre se transfiere en la interfaz. No en el dibujo del catálogo. No en el discurso de ventas. En el contacto acero con acero donde su matriz se encuentra con cualquier pila que haya construido entre ella y la máquina. Si esa pila incluye adaptadores, bloques de transición, lengüetas desajustadas o un sistema de coronado que lucha contra la cama, allí es donde el émbolo errante se manifiesta primero como una desviación.
Imagine una matriz que “descansa plana”. Parece asentada. Coincide con la longitud del portaherramientas. Pero el acero lo siente.
Cuando el émbolo baja ligeramente descentrado, la matriz quiere desplazarse lateralmente para restablecer una columna de compresión recta. Si su interfaz es una superficie portante continua, pulgada por pulgada, la carga se redistribuye como compresión. Si está segmentada —matriz a adaptador, adaptador a portaherramientas, portaherramientas a la cama— cada interfaz se convierte en una bisagra con su propia microholgura.
Esa bisagra es donde comienza la flexión.
No está uniendo formas. Está uniendo rutas de carga. Y la unión más débil en la pila establece las condiciones del matrimonio.
Entonces, ¿dónde entra realmente esa fuerza en el sistema?
Una lengüeta es solo una lengua rectangular que cae en una ranura del portaherramientas. Los sistemas sin lengüeta sujetan toda la base con mordazas hidráulicas o mecánicas. Ambos “sostendrán” una matriz. Solo uno define claramente la ruta de carga.
Con una lengüeta tradicional, la fuerza vertical entra a través de los hombros de la matriz hacia la base, luego se concentra en las caras de la lengüeta y las paredes de la ranura. El área de contacto se reduce. La presión aumenta. Si el émbolo está un pelo descentrado, la lengüeta soporta de forma desigual contra una pared de la ranura antes de que el resto de la base siquiera se entere de lo ocurrido.
Ahora imagine una base sin lengüeta con sujeción de cara completa y tracción hacia arriba. La fuerza de sujeción tira de la matriz hasta un asiento repetible antes de que llegue el tonelaje. La carga vertical luego se distribuye por toda la interfaz base–portaherramientas. La interfaz es amplia. La presión por pulgada cuadrada disminuye. El sistema se comporta más como un cimiento que como un pasador.
Ruta de carga corta. Soporte amplio. Menos bisagras.
Pero no lo idealice. He visto talleres atornillar matrices sin lengüeta de múltiples perfiles en viejos portaherramientas americanos con rudimentarias abrazaderas laterales y llamarlo “compatible”. No lo era. La matriz estaba diseñada para carga vertical; el portaherramientas era de entrada lateral por geometría. La ruta de carga se doblaba en la placa adaptadora intermedia.
Escúchame, la compatibilidad no es “encaja”. La compatibilidad es “la fuerza viaja en una línea recta, totalmente soportada, desde el pistón hasta la mesa”.”
Si cambia de dirección dentro de tu pila de adaptadores, acabas de crear un punto de pivote.
Entonces, ¿qué ocurre cuando mezclas familias completas de herramientas?
Las herramientas de estilo americano se deslizan desde el lado. Las de estilo europeo caen verticalmente y se bloquean hacia arriba con pasadores o cuñas. Ambos pueden doblar piezas todo el día. La diferencia se nota cuando las apilas.
Digamos que usas una matriz multiperfil europea en una prensa americana usando bloques de transición. El bloque convierte la geometría de sujeción vertical en geometría de ranura lateral. En el papel, está clasificado para la tonelada. En la práctica, has insertado otra interfaz: matriz a bloque, bloque a soporte.
Cada interfaz tiene tolerancia de planitud. Cada una tiene tolerancia de paralelismo. Apila tres de ellas a lo largo de una cama de 10 pies y tienes una acumulación de tolerancias que tu ojo nunca verá, pero tu matriz sentirá en cada golpe.
Según 20 toneladas por pie, unas pocas décimas de milésima solo se flexionan y vuelven. Empuja hasta 30 toneladas por pie, y esas mismas décimas se convierten en tensión alterna mientras el pistón se desvía y el sistema de corona compensa. El adaptador se convierte en el primer elemento en inclinarse microscópicamente. La matriz le sigue.
Esa inclinación no es dramática. Son unos pocos micrones. Suficiente para mover la compresión fuera del centro e introducir tensión en la parte más delgada entre perfiles en V.
Una vez vi a un taller romper una matriz multiperfil $10,000 porque “hicieron que funcionara” con bloques de transición recortados que dejaban huecos bajo dos pulgadas de la base. Coincidía con la longitud del soporte. Los planos decían que estaba bien. Seis semanas después, aparecieron fracturas microscópicas exactamente donde terminaba el respaldo.
Culparon al tratamiento térmico.
Pero la grieta trazaba el borde del tramo sin soporte como un mapa.
Ahora, para ser justos, los sistemas adaptadores universales modernos pueden mantener una repetibilidad de ±0.1 mm en diferentes máquinas. Cuando están diseñados como una sola mordaza integrada, para eliminar tolerancias apiladas, se comportan como una base continua. Eso es compatibilidad real.
La pregunta es sencilla: ¿estás añadiendo piezas o estás instalando un sistema?
Porque cada pieza añadida es un posible punto de bisagra.
Y aunque consigas las interfaces correctas, todavía está la propia máquina doblándose bajo carga.
Cada cama de prensa se deflecta bajo carga. La física no se detiene porque la placa de identificación diga precisión. Los sistemas de corona—cuñas manuales o compensación hidráulica controlada por CNC—precurvan la cama para que el pistón y la cama se encuentren paralelos bajo la tonelada.
Aquí está el problema silencioso.
Si tu porta matrices es rígido en un segmento y calzado o apilado en otro, el sistema de contraflexión ya no está doblando una estructura continua única. Está doblando un conjunto en capas con diferentes rigideces en distintos puntos. La máquina compensa la deflexión del banco. Tu pila de adaptadores compensa de manera diferente. La matriz se encuentra entre dos argumentos.
Pero el acero lo siente.
Si la base del porta matrices es continua y tiene una rigidez similar a la del banco, la contraflexión crea una presión de contacto uniforme a lo largo de la longitud de la matriz. Si el porta matrices está segmentado, la contraflexión puede en realidad amplificar la presión en las uniones, porque esas juntas se comprimen de manera diferente que el acero macizo.
Terminas con sobrecargas localizadas incluso cuando tu cálculo de tonelaje indica que estás dentro de los límites de seguridad.
Aquí es donde la mayoría de los talleres se llevan una sorpresa. Suponen que la compensación de la máquina los salvará de pequeños pecados de interfaz. No lo hará. La compensación solo funciona cuando la estructura que se compensa se comporta como una sola pieza.
Así que antes de preguntar si tu matriz de 4 vías “encajará” en tu prensa, haz una pregunta más difícil: ¿actúa toda la pila —desde el ariete hasta el banco— como una base continua única bajo carga?
Porque si no lo hace, ninguna cantidad de rotación cuidadosa o centrado perfecto evitará que la fatiga encuentre la junta más débil.
Y una vez que ves la pila como un sistema estructural en lugar de un montón de piezas compatibles, la decisión deja de ser sobre conveniencia y se convierte en una cuestión de ingeniería.
Quieres una manera práctica de auditar tu pila de ariete a banco y saber si se comporta como una base continua única bajo carga.
Bien. Deja de estimar a ojo. Deja de confiar en afirmaciones de catálogos. Vas a probarlo de la misma manera que un ingeniero estructural probaría una zapata: primero carga, segundo contacto, tercero alineación.
En ese orden.
Porque si fallas en el primero, el resto es teatro.
Antes de comparar americano, europeo, de 4 vías, V simple —nada de eso importa— calcula tus toneladas por pie en el peor caso.
No el promedio. No lo que “sueles usar”. El peor caso.
Toma tu material más grueso, la abertura en V más pequeña, la mayor resistencia a la tracción que doblas en producción. Haz los cálculos. Si tu trabajo alcanza un pico de 28 toneladas por pie, entonces cada pulgada de ese conjunto de porta matrices y matrices debe resistir 28 toneladas por pie repetidamente sin convertir la compresión en flexión.
Ahora aquí está la parte no obvia.
Muchos talleres frustrados descubren, sobre el papel, que su prensa puede producir 35 toneladas por pie—but su cuerpo de matriz de 4 vías está clasificado para 25 toneladas por pie en su V más estrecha. O su soporte solo está clasificado para 20 toneladas por pie cuando se monta con bloques de transición.
Eso descalifica el conjunto antes de siquiera comprobar el contacto.
Y sí, eso por sí solo elimina a un grupo de talleres de operar de forma segura matrices con múltiples perfiles a las cargas que creen que son “normales”.”
No eliges un soporte y esperas que soporte la carga. Debes demostrar que la carga está dentro del límite estructural de cada componente.
Si tus números están coqueteando con la clasificación, no estás “cerca”. Estás fatigando el acero de manera cíclica.
Entonces, una vez que conoces las toneladas reales por pie, ¿qué le estás pidiendo realmente al soporte que haga con ellas?
Aquí es donde la mayoría de la gente se engaña a sí misma.
Colocan la matriz en su lugar. Se asienta plana. Parece bien. Coincide con la longitud del soporte.
Imagina una matriz que “descansa plana” sobre tres almohadillas ligeramente sobresalientes, con un hueco de 0,003 pulgadas entre ellas. Sin carga, nunca lo notarás. Bajo 25 toneladas por pie, esas tres almohadillas se convierten en columnas concentradas. El hueco se convierte en un tramo en flexión.
Pero el acero lo siente.
Así es como lo verificas sin adivinar:
Si puedes deslizar incluso una galga fina bajo cualquier sección, no tienes soporte continuo.
Luego viene la prueba real: aumenta a tonelaje moderado—muy por debajo del máximo, pero lo suficiente para simular la carga de trabajo. Libera. Retira la matriz. Busca marcas de contacto. ¿Contacto brillante solo en los extremos o cerca de las abrazaderas? Eso es carga segmentada.
Escúchame, incluso dos pulgadas sin soporte en el centro de una matriz de múltiples perfiles bajo 30 toneladas por pie no es “probablemente está bien.” Es un origen de fatiga.
Continuo significa respaldo pulgada por pulgada. Sin luz de fondo. Sin puentes. Sin calzos apilados que se comporten diferente bajo el arqueo.
Si el contacto es correcto, la carga se distribuye. Si es segmentado, la matriz se convierte en la viga.
Así que ahora supongamos que tienes contacto verdadero. Una base sólida. ¿Has terminado?
No si todavía estás intentando alinear la línea central con un mazo de golpe muerto.
La continuidad estructural sin repetibilidad de centrado es como verter un cimiento perfecto y luego construir las paredes dos pulgadas fuera de la línea de referencia.
Las matrices de múltiples perfiles amplifican esto.
Cada vez que giras una matriz de 4 vías, estás pidiéndole que regrese a la misma línea central en relación con el carnero. Si tu soporte depende de empujes manuales, abrazaderas laterales o alineación a simple vista, has introducido variabilidad en el trayecto de carga.
Bajo carga baja, verás desviación de ángulo. Bajo carga alta—digamos 30 toneladas por pie—la fuerza fuera de centro introduce torsión en el cuerpo de la matriz.
Esa torsión empuja la compresión hacia una nervadura y la tensión hacia el lado opuesto entre las aperturas en V. Ahí es donde empiezan las grietas.
Repetibilidad significa:
Deberías poder retirar y reinstalar la matriz y mantener el centro dentro de unas pocas milésimas sin recalibrar la referencia de tu tope trasero.
Si cada rotación te obliga a volver a golpear, volver a medir, volver a ajustar, el sistema no es estructuralmente honesto. Te perdona a bajo tonelaje y te castiga a alto tonelaje.
Así que ahora has hecho tres cosas: verificado la capacidad, confirmado el soporte continuo y eliminado la deriva de centrado.
Aquí está la pregunta que la mayoría de los propietarios evitan.
Los sistemas de cambio rápido ahorran minutos. Las pilas de adaptadores ahorran capital. Los portacuchillas ahorran material.
Todo eso parece inteligente en una hoja de cálculo.
Pero si tu pila no puede garantizar soporte continuo a tu máximo de toneladas por pie, y no puede volver al centro sin persuasión humana, entonces no compraste una base.
Compraste un espaciador.
Las bases son aburridas. Pesadas. Precisas. Sobreconstruidas para lo que “usualmente” haces. Existen para que cuando la máquina alcance la carga máxima, nada dentro de la pila tenga que negociar.
Esta es la perspectiva que quiero que mantengas:
Deja de preguntar: “¿Este portacuchillas funcionará con mi matriz?”
Empieza a preguntar: “¿Todo mi conjunto de ariete a cama se comporta como una sola columna compresiva ininterrumpida a mi tonelaje real más alto?”
Esa pregunta no es obvia porque todo parece bien a media carga.
Las grietas no empiezan a media carga.
Y una vez que veas tu pila como un sistema estructural en lugar de una colección de partes compatibles, no comprarás por conveniencia.
Comprarás por continuidad.


















