

Я видел, как 36-дюймовая четырёхсторонняя матрица стояла “идеально” в держателе, вплотную, без просвета по краям. Оператор запустил 120 тонн по листу толщиной 10 калибра. Центр поднялся ровно настолько, чтобы под него после первого удара можно было просунуть щуп. К третьей операции из радиуса угла поползла тонкая трещина.
Она совпала по длине с держателем.
И всё равно разрушилась.
Вы рассматриваете длину как опору. Если матрица заполняет пространство, вы предполагаете, что нагрузке есть куда передаваться. Так думают ученики прямо перед тем, как оснастка начинает «кричать».
Четырёхсторонний держатель — это не проставочный блок. Это фундамент. Если станина или держатель касаются матрицы только в нескольких высоких точках, усилие распределяется неравномерно — оно «перескакивает» между точками контакта. Сталь под нагрузкой ведёт себя предсказуемо: не опирающиеся участки прогибаются. И когда они прогибаются под силой изгиба, напряжение концентрируется в зоне перехода от опёртого к неопёртому материалу.
Именно там начинаются трещины.
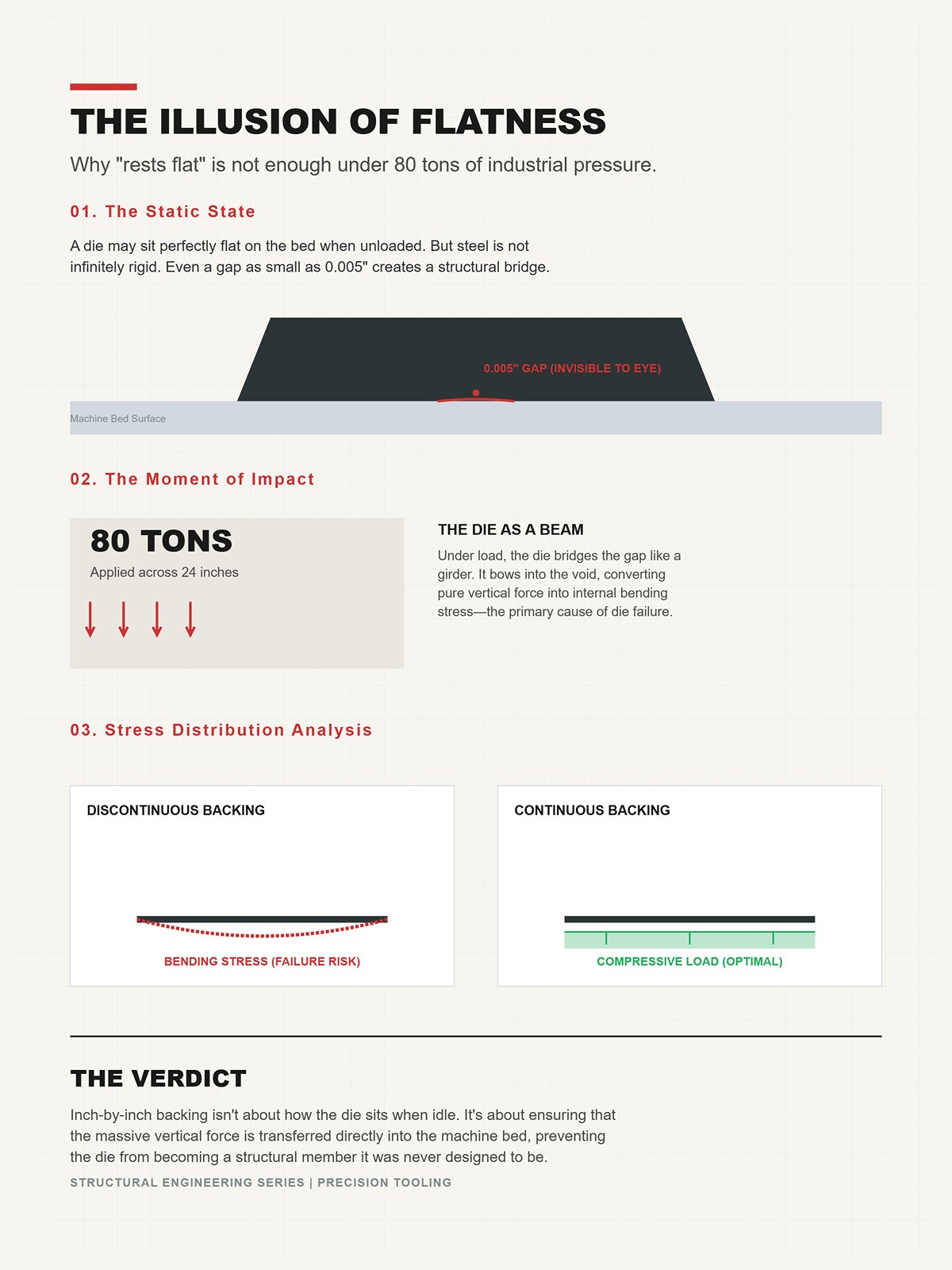
Представьте матрицу, которая “лежит ровно”. Вы ставите её, она не качается, зажимы держат надёжно. Всё выглядит нормально. Теперь приложите 80 тонн на участке длиной 24 дюйма. Если есть хотя бы 0,005 дюйма зазора в центре, матрица перекрывает этот зазор как балка. Под нагрузкой она прогибается в него.
Вы не видите этого движения глазом. Но сталь его ощущает.
Корпус матрицы превращается в несущую балку, испытывающую изгиб, на который она никогда не была рассчитана. 4‑сторонние матрицы созданы для рассеивания вертикальной нагрузки через свою массу, а не для перекрытия пустот под ними, как мостовая балка. Сплошная опора дюйм за дюймом превращает вертикальное усилие в сжимающую нагрузку, переданную прямо в станину. Нарушите эту непрерывность — и вы превратите сжатие во внутренний изгиб внутри самого блока матрицы.
Так что вопрос не в том, лежит ли она “ровно” без нагрузки.
А в том, что происходит в момент, когда ударяет тоннаж.

Теперь давайте поговорим о прессе, который никто не хочет выравнивать, потому что “он всё ещё работает”. Старое основание с 0,010 дюйма износа выпуклости в центре. Вы кладёте на него держатель с четырьмя направлениями. Держатель плотно касается концов и, возможно, одного выступающего участка возле середины.
Вы зажимаете его и думаете, что закрепили его надёжно.
Послушайте меня: сталь не заботится о вашем оптимизме. Она нагружается только там, где касается.
Вся тоннажность проходит через эти несколько точек контакта. Держатель прогибается. Штамп над ним изгибается между этими точками. Каждый цикл бьёт по одним и тем же напряжённым зонам. Микротрещины начинают появляться там, где заканчивается поддержка.
Однажды я видел, как цех проигнорировал это на сегментированной установке. Они сломали многопрофильный штамп $10,000, потому что держатель опирался только на три островка контакта по всей его длине. Он не взорвался. Он просто медленно разрывался, пока все обвиняли твёрдость материала.
Настоящим виновником был воздух под сталью.
Как вы думаете, что происходит, когда этот неприкрытый участок находится внутри 4‑ходового блока с четырьмя внутренними полостями?
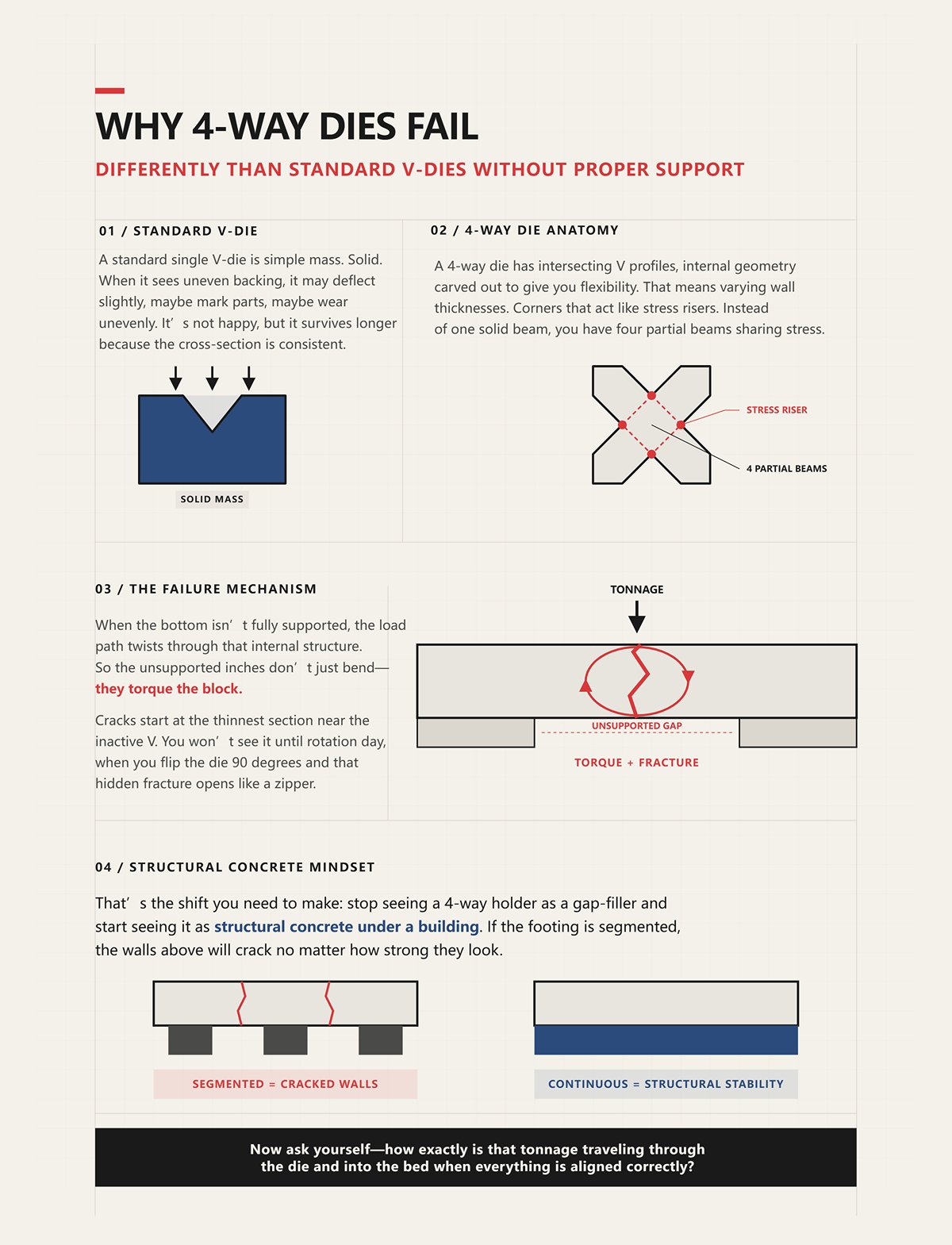
Стандартный одинарный V‑штамп — это простая масса. Сплошная. Когда он сталкивается с неравномерной опорой, он может слегка прогнуться, возможно, оставить следы на деталях, возможно, износиться неравномерно. Он недоволен, но живёт дольше, потому что его поперечное сечение равномерное.
4‑ходовой штамп другой. У него пересекающиеся V‑профили, внутренняя геометрия вырезана, чтобы дать вам гибкость. Это означает разную толщину стенок. Углы, действующие как концентраторы напряжений. Когда нижняя часть не полностью поддерживается, путь нагрузки закручивается через эту внутреннюю структуру.
Вместо одного сплошного бруса у вас четыре частичных бруса, делящих нагрузку.
Таким образом, неподдерживаемые дюймы не просто изгибаются — они скручивают блок. Трещины начинаются в самой тонкой части возле неактивного V. Вы не увидите их до дня вращения, когда вы повернёте штамп на 90 градусов, и эта скрытая трещина откроется, словно застёжка‑молния.
Вот тот сдвиг в мышлении, который вам нужен: перестаньте видеть держатель 4‑направленного штампа как заполнитель зазоров и начните видеть его как структурный бетон под зданием. Если фундамент сегментирован, стены выше треснут, независимо от того, насколько прочными они выглядят.
Теперь спросите себя — как именно тоннаж проходит через штамп и в основание, когда всё выровнено правильно?
Пресс‑гиб на 240 тонн, гнущий плиту толщиной 3/4 дюйма на 36 дюймов, требует примерно 126 тонн общей силы. На бумаге это звучит безопасно. Но тот же станок может иметь ограничение для основания 40 тонн на фут. Распределите 126 тонн на три фута, и вы получите 42 тонны на фут — уже больше, чем рассчитана несущая способность рамы.
Ничего не сломалось из-за слишком большого общего числа. Оно сломалось, потому что нагрузка была сосредоточена.
Вот как на самом деле распространяется тоннаж — дюйм за дюймом, строго вниз через ту сталь, с которой есть контакт, и нигде больше. Когда держатель и матрица полностью опираются, сила превращается в чистое сжатие в станине. Когда нет — сила превращается в изгиб внутри инструмента и концентрированные напряжения в раме. Машине всё равно, что написано в брошюре о её общей мощности. Она «ощущает» только давление на каждый фут в зоне контакта.
Так что, когда вы говорите “Пресс-тормоз на 240 тонн”, правильнее спросить: сколько тонн сейчас приходится на каждый фут станины?
Посмотрите на табличку типичного 150‑тонного, 10‑футового пресса. У многих из них ограничение примерно 25 тонн на фут. Это структурный предел станины и ползуна, а не рекомендация. Можно использовать короткую матрицу и оставаться ниже 150 тонн общей нагрузки, при этом превышая допустимое значение на фут в рабочей зоне.
А ваш держатель находится прямо посередине этой зоны.
Держатель 4‑стороннего типа, рассчитанный на 60 тонн по всей длине 36 дюймов, не будет автоматически безопасен при 60 тоннах на 18 дюймах. Если сократить рабочую длину вдвое, нагрузка на дюйм удвоится. Поперечное сечение держателя теперь передаёт ту же силу через меньшее количество точек контакта, увеличивая давление на станину и изгибающие напряжения в теле держателя.
Вот где цеха обманывают сами себя. Они подбирают длину матрицы под длину держателя. Они подбирают номинал держателя под общую мощность машины. Всё вроде бы “совпадает”.”
Но сталь это чувствует.
Нагрузочные характеристики нужно читать как тонны на дюйм поддерживаемой длины. Если ваш процесс создаёт 40 тонн на фут, то каждый дюйм держателя и станины под этой матрицей должен непрерывно выдерживать 3,33 тонны, не только на концах и не только в точках зажима — а по всей длине.
Потому что сила не телепортируется в более прочные области. Она остаётся там, где приложена.
Теперь представьте 4‑стороннюю матрицу с узкими плечами, установленную на держателе, который снизу не идеально ровный. Фактическая контактная зона может составлять всего 1/2 дюйма шириной вдоль каждого плеча. Это и есть ваш настоящий путь нагрузки.
Возьмём гипотетические 30 тонн на 12 дюймов. Это 2,5 тонны на дюйм в среднем. Но если из-за небольшой неровности работает только половина ширины плеча, вы фактически удвоили контактные напряжения на этой линии. Давление локально возрастает, даже если расчёт показывает, что вы “в пределах”.”
Сталь под равномерным сжатием терпелива. Сталь под неравномерным сжатием превращается в балку.
Если 0,005 дюйма пустота под центром, матрица перекрывает её. Под нагрузкой этот пролёт прогибается вниз. Даже несколько тысячных дюйма прогиба в закалённом многопрофильном блоке изменяют внутреннее напряжение с вертикального сжатия на изгибное растяжение в нижних волокнах. Растяжение — вот что разрушает инструментальную сталь, а не сжатие.
А в 4‑сторонней матрице внутренние полости означают, что нейтральная ось — линия, где напряжение меняется от сжатия к растяжению — не находится по центру, как в массивном блоке. Более тонкие стенки рядом с неактивным V первыми испытывают более высокое растяжение. С этого и начинаются микротрещины.
Не потому, что вы превысили общую нагрузку.
А потому, что вы сосредоточили её под узким, частично поддержанным плечом.
Начните с износа станины в центре на 0,002 дюйма. Добавьте 0,001 дюйма окалины или мусора под держателем. Добавьте 0,002 дюйма машинного допуска между держателем и основанием матрицы. По отдельности эти числа никого не пугают.
Сложите их, и вы получите 0,005 дюйма возможного зазора.
Этот зазор превращает вертикальную силу в изгибающий момент при каждом цикле. Держатель слегка гнётся. Матрица гнётся чуть больше. Когда вы разжимаете, она почти возвращается обратно — почти. За сотни ударов это “почти” превращается в постоянный прогиб. Теперь матрица больше не «лежит ровно» даже без нагрузки. Следующая работа начинается с встроенного рассогласования.
Послушайте меня, усталость не объявляет о себе. Она накапливается точно на переходе между поддерживаемой и неподдерживаемой сталью.
Когда выравнивание и опора правильные, нагрузка идёт строго вниз: пуансон — к плечу матрицы, плечо — к лицевой поверхности держателя, лицевая поверхность держателя — к станине, станина — в раму. Чистая вертикальная колонна сжатия. Без кручения. Без пролёта. Нет зон растяжения, скрытых внутри полости.
Когда выравнивание небрежное, эта колонна ломается. И как только она ломается, внутренняя геометрия 4‑сторонней матрицы усиливает искажение, вместо того чтобы его поглощать.
Вот почему архитектура держателя — то, как он поддерживает, центрирует и распределяет нагрузку — решает, останутся ли эти силы вертикальными или начнут рвать ваш инструмент в сторону.
На 12‑футовом гибочном прессе с номиналом 25 тонн на фут, мы однажды установили 36‑дюймовую 4‑стороннюю матрицу в трёх разных держателях и выполнили одну и ту же работу: 3/8‑дюймовая плита, тяжёлый гиб воздухом, на 22 тонны на фут в рабочей зоне. Та же машина. Та же матрица. Та же нагрузка. В трёх вариантах проявились совершенно разные картины напряжений — по отпечаткам и по щупам.
С матрицей ничего не произошло.
Только то, что было под ним.
Это та часть, которую большинство мастерских воспринимает как проставку. Если разрушение вызвано концентрацией нагрузки и микро‑прогибом, то держатель — это не аксессуар, а основание. Измените основание — и вы измените, будет ли силовая колонна оставаться вертикальной или начнёт изгибаться вбок через полости многопрофильного блока. Так что же в конструкции удерживает эту колонну прямой?
Возьмите настоящий монолитный 4‑сторонний держатель: одно цельное, обработанное тело, шлифованное по всей длине, закреплённое на штифтах и ключах, чтобы оно само центрировалось в станине. Без швов. Без прерываний плеч. Когда вы затягиваете его, он становится продолжением нижней балки пресса.
Теперь нагрузите его при 22 тонны на фут по всей длине 36 дюймов.
Поскольку корпус непрерывный, сжатие распределяется по всей базе. Любой микро‑выступ компенсируется упругим сжатием по всей длине, а не концентрируется в соединении. Держатель ведёт себя как одна глубокая балка в сжатии, а не как три короткие балки, приставленные друг к другу. Это важно, потому что жёсткость балки зависит от непрерывности сечения; разорвите сечение — и вы резко уменьшите момент инерции в месте разрыва.
В высоконагрузочных работах — скажем, при постоянных нагрузках выше 20 тонн на фут — эта непрерывность перестаёт быть “приятной опцией”. Она становится обязательной. Плечи штампа давят вниз. Лицевая часть держателя равномерно толкает вверх. Станина принимает нагрузку. Никаких точек шарнирных соединений. Никакого локального вращения.
Представьте штамп, который “лежит ровно” на протяжении 36 дюймов шлифованной стали, с разницей менее 0.0015 дюйма от конца до конца. Под нагрузкой кривая прогиба плавная и предсказуемая. Нейтральная ось внутри 4‑стороннего блока остаётся по центру. Вы удерживаете напряжение в сжатии, где инструментальная сталь сильна.
Но монолитные держатели стоят дороже, весят больше и требуют точного состояния станины. Так возникает вопрос: могут ли сегментированные конструкции дать вам тот же вертикальный путь нагрузки с большей гибкостью?
Установите три сегмента по 12 дюймов рядом друг с другом. Зажмите их плотно. С расстояния в пять футов они выглядят как единая деталь.
Это не так.
Каждое соединение — потенциальный шарнир. Даже если верхние поверхности шлифованы, сопрягаемые торцы редко распределяют нагрузку идеально. Под 22 тонны на фут, если один сегмент всего лишь 0.002 дюйма ниже из-за износа станины или мусора соседний сегмент принимает непропорционально большую нагрузку, пока упругая деформация её не выравнивает. Это выравнивание — прогиб. Прогиб внутри держателя превращается в изгиб внутри матрицы.
Механизм прост. Сегментированный держатель прерывает путь сжатия вертикальными швами. Эти швы уменьшают боковую жесткость. Когда нагрузка приходится близко к стыку, сегмент может микроскопически вращаться вокруг своей базы, так как сосед не связан конструктивно — только зажат. Сила зажима сопротивляется разъединению, а не вращению под воздействием изгибающего момента.
Это значит, что сегментированные держатели — хлам? Нет.
При умеренных нагрузках — скажем менее 15 тонн на фут — при точных допусках по станине и правильном штифтовании они могут работать приемлемо. Они особенно полезны в установках, где вы смещаете многопрофильные V‑образные матрицы на несколько дюймов влево или вправо для гибкости. Европейские системы с многопрофильными V получают универсальность за счёт скользящего зацепления вдоль одного целого блока. Сегментированные держатели пытаются имитировать эту гибкость снизу. Разница в том, что матрица остаётся монолитной; опора нет.
И сталь это ощущает.
Чем больше вы стремитесь к универсальности, тем тщательнее нужно контролировать плоскостность стыков, направляющие ключи и преднатяг по всей длине. Без точных самоустанавливающихся элементов — конических ключей, шлифованных гребней, контролируемых зазоров на концах — вы накапливаете микропрогибы именно там, где ваши полости матриц самые тонкие.
Так если сегментация вводит “шарниры”, что произойдёт, когда кто‑то решит «решить» несоответствие длины пилой?
Я видел, как в цеху обрезали держатель длиной 48 дюймов до 30, потому что “он соответствовал длине держателя”, которая им была нужна для короткого заказа. Чистый рез. Зачищенные края. Выглядело профессионально.
Они только что разрезали внутреннее ребро, которое связывало основание с верхним плечом.
Большинство качественных держателей — не простые прямоугольники. Они сконструированы с распределением внутренней массы — более толстыми стенками под линией нагрузки, разгрузочными полостями вдали от неё — так, чтобы путь сжатия оставался прямо под плечами матрицы. Когда вы его режете, вы часто удаляете торцевое ограничение, которое удерживает секцию от расползания под нагрузкой. Вы изменяете граничные условия с закреплённых на частично свободные.
Согласно Более 20 тонн на фут, — это имеет значение. Укороченный держатель теперь имеет меньшую крутильную жесткость и изменённый поток напряжений. Оставшаяся секция должна выдерживать ту же нагрузку на дюйм с меньшей конструктивной непрерывностью. Вы создали балку с ослабленным фланцем.
Я потерял $10,000 многопрофильную матрицу в начале своей карьеры из‑за точно такого же действия. Волосовидная трещина началась у неактивного V, ближайшего к срезанному концу. Мы были в пределах общей тоннажности. Мы были в пределах номинальной нагрузки на фут. Но опора больше не была цельной. Микровращение у не закреплённого конца превратило вертикальное сжатие в изгибающее растяжение внутри стенки полости матрицы.
Запомните: когда вы режете стандартный держатель, вы обрезаете не лишнюю сталь. Вы разрезаете конструкцию, которая удерживает нагрузку вертикальной.
Если вам действительно нужна индивидуальная длина, держатель должен быть спроектирован именно такой длины с начала — с расположением стенок, рёбер и массы для этого пролёта — а не обрезан уже после.
Потому что, как только вы поймёте, что нагрузка распространяется дюйм за дюймом, следующий вопрос уже не про общую вместимость.
Речь идет о том, что происходит во время вращения, перестановки и промежуточной смены — когда эта опора на короткое время нарушается, и пуансон должен вернуться в ту же вертикальную колонну без бокового смещения.
Вы вращаете четырёхсторонний пуансон на девяносто градусов. Он падает обратно в держатель. Выглядит, как будто сел на место. Вы запускаете следующий изгиб на 22 тонны на фут.
Но он вернулся 0.002 дюйма со смещением от центра.
Вот что происходит с колонной нагрузки во время вращения. Она не исчезает. Она ломается. Вертикальный путь сжатия, который вы строили дюйм за дюймом, прерывается, затем восстанавливается за счёт гравитации и трения, а не геометрии. Если держатель не возвращает пуансон к центру с помощью механической опоры — не на глаз, не ударами молотка — сталь выбирает своё собственное положение. И сталь выбирает не идеально.
Под нагрузкой это 0.002 дюйма становится боковым моментным плечом. Сжатие в области плеча превращается в изгиб внутри стены полости. Вы не увидите этого на первом ударе. Вы увидите это после пятидесятой смены профиля.
Так какая система центрирования на самом деле выдерживает реальную эксплуатацию?
Представьте два варианта установки.
Первый: держатель с плоским дном. Без центрирующих шпонок. Оператор ставит четырёхсторонний блок на место, подталкивает его к пальцу заднего упора, зажимает и считает, что всё в порядке. Он проходит базовый аудит безопасности. Защитные устройства на месте. Управление двумя руками работает. Нарушений закона нет.
Второй: держатель с высокоточно шлифованными V-каналами и конусными центрирующими шпонками. Пуансон падает и фиксируется на воспроизводимой центральной линии с точностью до 0,001 дюйма только за счёт геометрии. Без ударов. Без догадок.
На бумаге оба проходят инспекцию. В движении только один сохраняет целостность колонны нагрузки.
Ручное выравнивание зависит от трения между основанием пуансона и лицевой поверхностью держателя. Трение сопротивляется скольжению; оно не исправляет смещение. При вращении на 90 градусов пуансон поднимается, поворачивается и садится обратно. Если лицевая поверхность держателя имеет даже 0.0015 дюйма разброс по длине — а у большинства кроватей он есть — пуансон усядется в сторону низкой точки. Гравитация сильнее вашего глаза.
Теперь запустите 18 тонн на фут. Пуансон опускается. Включаются плечи. Матрица пытается уравновеситься под нагрузкой, но не может свободно перемещаться, потому что зажата. Поэтому она микроскопически вращается. Это вращение вызывает растягивающее напряжение в нерабочей V-канавке, противоположной рабочей полости.
Самоцентрирующиеся V-канавки изменяют механизм. Они преобразуют вертикальную посадочную силу в боковую силу выравнивания. Когда матрица опускается, конические поверхности направляют её к геометрической оси центра перед зажимом. Центрирование является конструктивным, а не процедурным.
Какая из них выдержит реальный аудит — тот, где кто-то спросит, почему твоя матрица с несколькими профилями треснула на неиспользуемой станции?
Та, у которой выравнивание встроено в сталь, а не оставлено на привычку.
Но одного центрирования недостаточно, чтобы остановить движение во время самого переворота.
| Аспект | Самоцентрирующиеся V-канавки | Ручное выравнивание (держатель с плоским дном) |
|---|---|---|
| Базовая настройка | Прецизионно шлифованные V-канавки с коническими центрирующими ключами | Держатель с плоским дном без центрирующих ключей |
| Метод позиционирования матрицы | Геометрия принуждает матрицу к повторяемой осевой линии с точностью до 0.001 дюйма | Оператор вручную подталкивает матрицу к упору заднего калибра |
| Механизм выравнивания | Конструктивное центрирование, встроенное в сталь | Процедурное выравнивание, основанное на привычке оператора |
| Во время вращения | Матрица возвращается к центру под направлением конических поверхностей | Матрица поднимается, поворачивается и снова устанавливается за счёт трения и силы тяжести |
| Зависимость от трения | Минимальное; выравнивание определяется геометрией | Высокое; трение препятствует скольжению, но не корректирует несоосность |
| Влияние изменения плиты (0,0015 дюйма) | Геометрическое центрирование компенсирует изменение | Штамп смещается в сторону низкой части под действием силы тяжести |
| Поведение под нагрузкой (18 тонн/фт) | Поддерживает целостность колонны нагрузки | Микроскопическое вращение направляет растягивающее напряжение в неактивную V |
| Риск растрескивания на неиспользуемой станции | Значительно снижен | Повышен из-за возникающего растягивающего напряжения |
| Результат аудита (Базовая проверка безопасности) | Пройдено | Пройдено |
| Результат аудита (Проверка первопричины) | Выравнивание оправдано конструкционно | Выравнивание зависит от стабильности работы оператора |
| Общая надежность | Повторяемое, конструкционное выравнивание | Переменное, зависящее от трения выравнивание |
Возьмите многопрофильную матрицу длиной 36 дюймов, весом в несколько сотен фунтов. Вы освобождаете зажим. Вы подцепляете её. Вы начинаете вращение на 90 градусов.
В середине вращения центр тяжести выходит за пределы опорного контура. На мгновение матрица превращается в маятник.
Если держатель представляет собой лишь плоскую полку, боковое смещение ничто не предотвращает, кроме управления оснасткой. Если он имеет боковые направляющие, фиксирующие кромки или соединение «ласточкин хвост», матрица остаётся зафиксированной даже при частичном подъёме.
Вот в чём механическая разница: при перевороте условие контакта изменяется от полного прилегания по плоскости к контакту по краю, а затем к точечному контакту. В этом переходе любой зазор превращается в перемещение. Боковой зазор 0,003 дюйма на основании может привести к угловому несоосному положению в области плеча после повторного зажима.
Согласно 20 тонн на фут, такой угловой перекос создаёт асимметричную нагрузку на плечи. Одно плечо испытывает повышенное сжатие, противоположная стенка — изгибное растяжение. Инструментальная сталь прекрасно переносит сжатие. Она не любит растяжение.
Послушайте, гравитации всё равно на ваш производственный график. Если держатель не фиксирует матрицу положительно на всём протяжении дуги вращения — а не только в полностью установленном положении — вы рискуете точностью выравнивания каждый раз, когда меняете профиль.
А большинство цехов меняют профили десятки раз за смену.
Что приводит нас к повреждениям, которых вы не ожидаете.
Представьте цех, работающий с четырьмя различными V‑образными раскрытиями на одном четырёхстороннем блоке. Десять вращений утром. Ещё десять после обеда. Каждый раз матрица переустанавливается с точностью 0,001–0,003 дюйма по отношению к предыдущему положению — но не точно.
Согласно 15 тонн на фут, — возможно, вы отделаетесь без последствий. Упругая деформация невелика. Сталь не замечает.
Превысьте предел 20 тонн на фут, — и эти крошечные несоосности перестают быть упругими колебаниями. Они превращаются в циклические изменения напряжений в неактивных полостях. Один проход немного сильнее нагружает восточную стенку. Следующее вращение — северную. Потом западную. Потом южную.
Вы создали малую по амплитуде, многовекторную циклическую нагрузку изгиба в закалённой инструментальной стали.
Недостаточную, чтобы сломать её за один день.
Достаточно, чтобы инициировать микротрещины в самых тонких сечениях — обычно между соседними V-образными полостями, где материал уже снят для зазора. Каждый оборот восстанавливает колонну нагрузки несовершенно. Каждое несовершенное восстановление добавляет еще один микроскопический след.
Мастерские винят “плохую термообработку” или “дешевый инструмент”.”
Но рисунок говорит правду: трещины появляются на переходах профиля, а не на работах с максимальной нагрузкой на один V. Общий фактор — вращение без детерминированного повторного центрирования и полного упора.
Держатель — это основание. Система центрирования — строительный геодезист. Если геодезист допускает смещение здания на долю миллиметра при каждом перемещении, фундамент не провалится от сжатия. Он выйдет из строя от усталости.
А если держатель может делать всё правильно, что произойдет, если сам пресс не будет повторять ту же осевую линию после каждого хода?
Если ваш держатель идеально центрирует, но ползун смещается на долю миллиметра влево или вправо при каждом ходе, нагрузка не исчезает.
Она перемещается.
Сила всегда передается на интерфейсе. Не на чертеже в каталоге. Не в рекламной речи. На контакте «сталь к стали», где ваш штамп соединяется с любым пакетом, который вы собрали между ним и машиной. Если этот пакет включает адаптеры, переходные блоки, несовместимые шипы или систему компенсации прогиба, борющуюся с станиной, именно там блуждающий ползун первым проявится как прогиб.
Представьте штамп, который “лежит ровно”. Он выглядит как установленный. Длина совпадает с держателем. Но сталь это чувствует.
Когда ползун опускается чуть вне центра, штамп хочет сместиться вбок, чтобы восстановить прямую колонну сжатия. Если ваш интерфейс — это одна непрерывная, дюйм за дюймом, несущая поверхность, нагрузка перераспределяется как сжатие. Если он сегментирован — штамп к адаптеру, адаптер к держателю, держатель к станине — каждый интерфейс становится шарниром со своим микрозазором.
Именно в этом шарнире начинается изгиб.
Вы соединяете не формы. Вы соединяете пути нагрузки. И самое слабое соединение в пакете определяет условия «брака».
Так куда же эта сила фактически входит в систему?
Шип — это просто прямоугольный выступ, который вставляется в паз держателя. Системы без шипов зажимают всю основу гидравлическими или механическими губками. Оба варианта “удержат” штамп. Только один четко определяет путь нагрузки.
В традиционном шипе вертикальная сила передается через плечи штампа в основу, затем концентрируется на гранях шипа и стенках паза. Площадь контакта уменьшается. Давление растет. Если ползун чуть вне центра, шип неравномерно упирается в одну стенку паза, прежде чем остальная часть основы поймет, что произошло.
Теперь представьте основу без шипа с полным зажимом по всей поверхности и подтягиванием вверх. Сила зажима притягивает штамп к повторяемому посадочному месту до того, как приходит нагрузка. Вертикальная нагрузка затем распределяется по всей поверхности интерфейса «основа-держатель». Интерфейс широкий. Давление на квадратный дюйм падает. Система ведет себя больше как фундамент, чем как фиксирующий штифт.
Короткий путь нагрузки. Широкая опора. Меньше шарниров.
Но не романтизируйте это. Я видел мастерские, которые прикручивали многопрофильные штампы без шипов к старым американским держателям с грубыми боковыми зажимами и называли это “совместимостью”. Это не было так. Штамп был рассчитан на вертикальную нагрузку по конструкции; держатель — на боковой вход по геометрии. Путь силы изогнулся на промежуточной плитке между ними.
Послушайте меня: совместимость — это не “оно подходит”. Совместимость — это “сила передаётся по прямой, полностью поддерживаемой линии от ползуна до станины”.”
Если она меняет направление внутри вашего набора адаптеров, вы фактически создали точку поворота.
Так что же происходит, когда вы смешиваете целые семейства инструментов?
Инструмент американского типа вставляется сбоку. Европейский — вставляется вертикально и фиксируется вверх с помощью штифтов или клиньев. Оба могут гнуть детали целый день. Разница проявляется, когда вы их складываете.
Допустим, вы используете европейский многопрофильный штамп на американском прессе с переходными блоками. Блок преобразует геометрию вертикального зажима в боковое пазовое соединение. На бумаге он рассчитан на нужное усилие. На практике вы добавили ещё один интерфейс: штамп к блоку, блок к держателю.
Каждый интерфейс имеет допуск по плоскостности. Каждый — допуск по параллельности. Сложите три таких интерфейса на длине станины в 10 футов, и вы получите накопление допусков, которое глаз никогда не заметит — но штамп почувствует на каждом ходе.
Согласно 20 тонн на фут, Несколько десятых тысячной просто прогибаются и возвращаются. Примените нагрузку 30 тонн на фут, — и эти самые десятые превращаются в чередующуюся нагрузку, когда ползун смещается, а система компенсации прогиба корректирует. Адаптер становится первым элементом, который микроскопически наклоняется. Штамп следует за ним.
Этот наклон не драматичен. Всего несколько микрон. Достаточно, чтобы сместить центр сжатия и добавить растяжение в самой тонкой перемычке между V-профилями.
Однажды я видел, как в цеху треснул многопрофильный штамп $10,000, потому что они “заставили его работать” с укороченными переходными блоками, которые оставляли зазор под двумя дюймами основания. Он совпадал по длине с держателем. Чертежи говорили, что всё в порядке. Через шесть недель появились микротрещины ровно там, где заканчивалась опора.
Они обвиняли термообработку.
Но трещина повторяла край неподдерживаемого пролёта, словно карта.
Чтобы быть справедливым, современные универсальные системы адаптеров могут удерживать повторяемость ±0,1 мм на разных станках. Когда они спроектированы как единый интегрированный зажим — созданный для устранения накопленных допусков — они ведут себя как непрерывный фундамент. Это и есть настоящая совместимость.
Вопрос простой: вы добавляете отдельные элементы или устанавливаете систему?
Потому что каждый добавленный элемент — это потенциальная ось вращения.
И даже если вы идеально подберёте все интерфейсы, остаётся сам станок, который прогибается под нагрузкой.
Каждая станина прессового тормоза прогибается под нагрузкой. Физика не перестаёт работать только потому, что на табличке написано «точность». Системы компенсации прогиба — ручные клинья или ЧПУ-управляемая гидравлическая компенсация — придают станине предварённый изгиб, чтобы ползун и станина встречались параллельно при рабочем усилии.
Вот в чём тихая проблема.
Если ваш держатель жёсткий в одном сегменте и подложен или сложен в другом, то система компенсации прогиба (кроунинг) больше не изгибает единую непрерывную конструкцию. Она изгибает многослойную сборку с разной жёсткостью в разных точках. Машина компенсирует прогиб станины. Ваша стопка переходников компенсирует по‑другому. Пуансон оказывается между двумя конфликтующими системами.
Но сталь это чувствует.
Если основание держателя непрерывное и по жёсткости сопоставимо со станиной, кроунинг создаёт равномерное контактное давление вдоль всей длины матрицы. Если же держатель сегментирован, кроунинг может фактически усилить давление в местах стыков, потому что эти соединения сжимаются иначе, чем сплошная сталь.
В результате вы получаете локальные перегрузки, даже если расчёт тоннажа показывает, что всё в пределах безопасного диапазона.
Вот здесь большинство цехов и сталкивается с неожиданностями. Они думают, что компенсация машины защитит их от мелких ошибок сопряжения. Не защитит. Компенсация работает только тогда, когда компенсируемая структура ведёт себя как единое целое.
Поэтому прежде чем спрашивать, “подойдёт” ли ваша четырёхсторонняя матрица к прессу, задайте более сложный вопрос: ведёт ли себя вся сборка — от ползуна до станины — как единое, непрерывное основание под нагрузкой?
Потому что если нет, никакая аккуратная настройка или идеальная центровка не предотвратит усталостное разрушение в самом слабом шве.
И как только вы начинаете рассматривать всю стопку как конструкционную систему, а не как набор совместимых деталей, выбор перестаёт быть вопросом удобства и становится вопросом инженерии.
Вам нужен практический способ проверить свою сборку от ползуна до станины и определить, ведёт ли она себя как единое непрерывное основание под нагрузкой.
Отлично. Хватит «на глаз». Хватит верить рекламным заявлениям. Вы будете проверять её точно так, как инженер‑строитель проверяет фундамент: сначала нагрузка, потом контакт, потом соосность.
Именно в таком порядке.
Потому что если вы ошиблись на первом этапе, остальное — просто спектакль.
Прежде чем сравнивать американские, европейские, четырёхсторонние или одноугловые V‑матрицы — всё это не имеет значения — вычислите наихудший случай тонн на фут.
Не средний. Не тот, с которым вы “обычно работаете”. Худший случай.
Возьмите самый толстый материал, самое маленькое V‑отверстие, наибольшую прочность на растяжение из тех, что вы гнёте в производстве. Проведите расчёт. Если пиковая нагрузка вашей работы составляет 28 тонн на фут, то каждый дюйм держателя и стопки матриц должен выдерживать это 28 тонн на фут повторно, не превращая сжатие в изгиб.
А вот и неочевидная часть.
Многие разочарованные мастерские обнаруживают, на бумаге, что их пресс может выдавать 35 тонн на фут— но корпус их 4‑ходовой матрицы рассчитан на 25 тонн на фут в своём самом узком V. Или их держатель рассчитан только на 20 тонн на фут при установке с переходными блоками.
Это исключает комплект ещё до того, как вы проверите контакт.
И да, это само по себе исключает целый пласт мастерских из числа тех, кто может безопасно работать с многопрофильными матрицами при нагрузках, которые они считают “нормальными”.”
Вы не выбираете держатель и надеетесь, что он выдержит нагрузку. Вы доказываете, что нагрузка находится в пределах прочности каждого компонента.
Если ваши цифры близки к пределу, вы не “почти”. Вы циклически устаете сталь.
Итак, когда вы знаете реальные тонны на фут, что именно вы просите держатель с ними сделать?
Вот где большинство людей обманывают себя.
Они ставят матрицу на место. Она стоит ровно. Выглядит хорошо. Длина совпадает с держателем.
Представьте матрицу, которая “лежит ровно” на трёх чуть выступающих площадках, с полостью 0,003 дюйма между ними. Без нагрузки вы этого никогда не увидите. При 25 тонн на фут, эти три площадки становятся концентрированными колоннами. Полость превращается в пролёт на изгиб.
Но сталь это чувствует.
Вот как проверить это без догадок:
Если вы можете просунуть даже тонкий щуп под любую часть, значит нет непрерывной опоры.
А теперь настоящее испытание: увеличьте усилие до умеренного — значительно ниже максимума, но достаточно, чтобы имитировать рабочую нагрузку. Освободите. Снимите штамп. Проверьте следы контакта. Яркий отпечаток только на концах или возле зажимов? Это сегментированная нагрузка.
Послушайте, даже два несupported дюйма в середине многопрофильного штампа при 30 тонн на фут — это не “наверное, нормально”. Это источник усталостных трещин.
Непрерывность означает поддержание дюйм за дюймом. Без зазоров. Без мостиков. Без стопок прокладок, которые ведут себя по‑разному при прогибах.
Если контакт правильный, нагрузка распределяется. Если сегментированный — штамп превращается в балку.
Теперь предположим, что у вас настоящий контакт. Одна цельная основа. Всё готово?
Нет, если вы всё ещё «ловите» центр линией удара молотком с мягкой головкой.
Структурная непрерывность без повторяемости центрирования — то же, что залить идеальный фундамент, а потом возвести стены на два дюйма мимо линии разметки.
Многопрофильные штампы усиливают этот эффект.
Каждый раз, когда вы поворачиваете четырёхсторонний штамп, вы требуете, чтобы он вернулся к той же линии центра относительно ползуна. Если ваш держатель зависит от ручного подталкивания, боковых зажимов или выравнивания «на глаз», вы добавляете переменность в путь передачи нагрузки.
При малой нагрузке будет заметен уход угла. При высокой нагрузке — например при 30 тонн на фут— смещённая сила создаёт крутящий момент в теле штампа.
Этот крутящий момент вызывает сжатие одной перемычки и растяжение противоположной стороны между V‑образными отверстиями. Здесь и возникают трещины.
Повторяемость означает:
Вы должны иметь возможность снять и снова установить матрицу, сохранив центр с точностью до нескольких тысячных, без повторной калибровки опорной точки заднего упора.
Если каждый оборот заставляет вас снова простукивать, снова измерять, снова подгонять — система не является структурно честной. Она прощает вас при низком тоннаже и наказывает при высоком.
Итак, теперь вы сделали три вещи: проверили мощность, подтвердили непрерывную поддержку и устранили смещение центра.
Вот вопрос, которого большинство владельцев избегают.
Системы быстрой смены экономят минуты. Стопки адаптеров экономят капитал. Держатели для резки экономят материал.
Все это выглядит умно на таблице в Excel.
Но если ваша стопка не может гарантировать непрерывную поддержку при максимальном тоннаже на фут, и не может вернуться в центр без вмешательства человека, то вы купили не основание.
Вы купили проставку.
Основания скучные. Тяжёлые. Точные. Перестроенные сверх потребностей того, что вы “обычно” делаете. Они существуют для того, чтобы при достижении машиной пикового нагрузки ничто внутри стопки не нужно было согласовывать.
Это та призма, которую я хочу, чтобы вы использовали дальше:
Перестаньте спрашивать: “Подойдёт ли этот держатель для моей матрицы?”
Начните спрашивать: “Ведёт ли вся моя сборка от ползуна до стола себя как одна непрерывная сжимающая колонна при моем максимально реальном тоннаже?”
Этот вопрос неочевиден, потому что всё выглядит нормально при половинной нагрузке.
Трещины не появляются при половинной нагрузке.
И как только вы начнёте воспринимать свою стопку как структурную систему, а не как набор совместимых частей, вы перестанете выбирать удобство.
Вы будете выбирать непрерывность.


















