

Saya telah melihat sebuah die 4 arah berdiameter 36 inci duduk “sempurna” di dalam dudukannya, bahu ke bahu, tanpa celah cahaya di ujung-ujungnya. Operator menjalankan 120 ton melintasi plat 10-gauge. Bagian tengahnya terangkat sedikit, cukup untuk bisa memasukkan feeler gauge di bawahnya setelah pukulan pertama. Pada pekerjaan ketiga, retakan halus menjalar keluar dari radius sudut.
Panjangnya sama dengan panjang dudukan.
Namun tetap gagal.
Kamu melihat panjang seolah itu adalah penopang. Jika die memenuhi ruang, kamu berasumsi beban memiliki tempat untuk berpindah. Itulah cara berpikir para pemula tepat sebelum perkakas berteriak.
Dudukan 4 arah bukan balok spacer. Itu fondasi. Jika alas atau dudukan hanya menyentuh die di beberapa titik tinggi, gaya tidak menyebar secara merata—melainkan meloncat di antara titik kontak. Baja di bawah beban berperilaku dengan cara yang dapat diprediksi: bentangan yang tidak didukung akan melengkung. Dan ketika melengkung di bawah gaya tekuk, tegangan terkonsentrasi di transisi antara material yang didukung dan yang tidak didukung.
Di situlah retakan mulai.
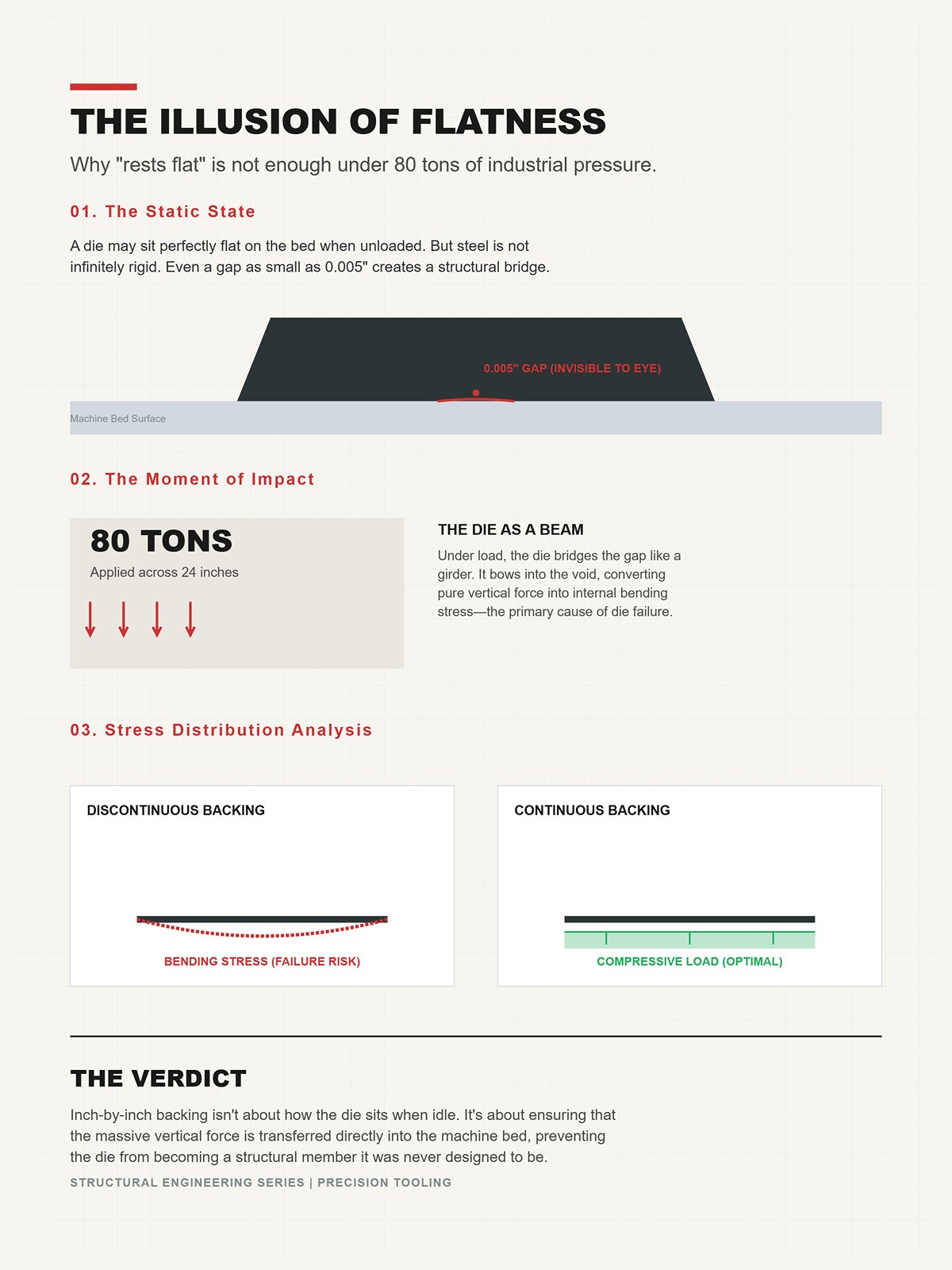
Bayangkan sebuah die yang “terletak rata.” Kamu memasangnya, tidak bergoyang, jepitan rapat. Terlihat baik-baik saja. Sekarang terapkan 80 ton melintasi bagian sepanjang 24 inci. Jika ada bahkan 0,005 inci celah di tengah, die menjembatani celah itu seperti balok. Di bawah beban, ia melengkung ke dalamnya.
Kamu tidak bisa melihat gerakan itu dengan mata. Tapi baja merasakannya.
Badan die menjadi elemen struktural yang menanggung tegangan lentur yang tidak pernah dirancang untuk ditanggungnya. Die 4 arah dibuat untuk menyebarkan beban vertikal melalui massanya, bukan untuk menjembatani ruang di bawahnya seperti balok jembatan. Penopang berkelanjutan setiap inci mengubah gaya vertikal menjadi beban tekan langsung ke alas. Jika kontinuitas itu terputus, kamu mengubah tekanan menjadi gaya lentur di dalam blok die itu sendiri.
Jadi, pertanyaannya bukan apakah ia “terletak rata” saat tidak diberi beban.
Pertanyaannya adalah apa yang terjadi pada saat tonase menghantam.

Sekarang mari kita bicarakan tentang mesin press yang tidak ada yang mau ratakan karena “masih berjalan.” Meja lama dengan 0,010 inci keausan mahkota di tengah. Kamu menurunkan pemegang 4 arah di atasnya. Pemegang itu menempel kuat di ujung dan mungkin satu titik menonjol di dekat tengah.
Kamu menjepitnya dan mengira sudah menguncinya rapat.
Dengarkan aku, baja tidak peduli dengan optimisme kamu. Ia hanya menanggung beban di tempat yang disentuhnya.
Semua tonase itu mengalir melalui beberapa titik kontak tersebut. Pemegang melengkung. Cetakan di atasnya melentur di antara titik-titik itu. Setiap siklus menghantam zona yang sama yang mengalami tegangan. Mikro-retakan mulai muncul di tempat dukungan berakhir.
Aku pernah melihat sebuah bengkel mengabaikan hal itu dalam pengaturan tersegmentasi. Mereka memecahkan cetakan multi-profil $10.000 karena pemegang hanya menahan pada tiga pulau kontak di sepanjang panjangnya. Itu tidak meledak. Ia hanya perlahan merobek dirinya sendiri sementara semua orang menyalahkan kekerasan material.
Penyebab sebenarnya adalah udara di bawah baja.
Apa yang kamu pikir terjadi ketika bentangan tanpa dukungan itu berada di dalam blok 4 arah dengan empat rongga internal?
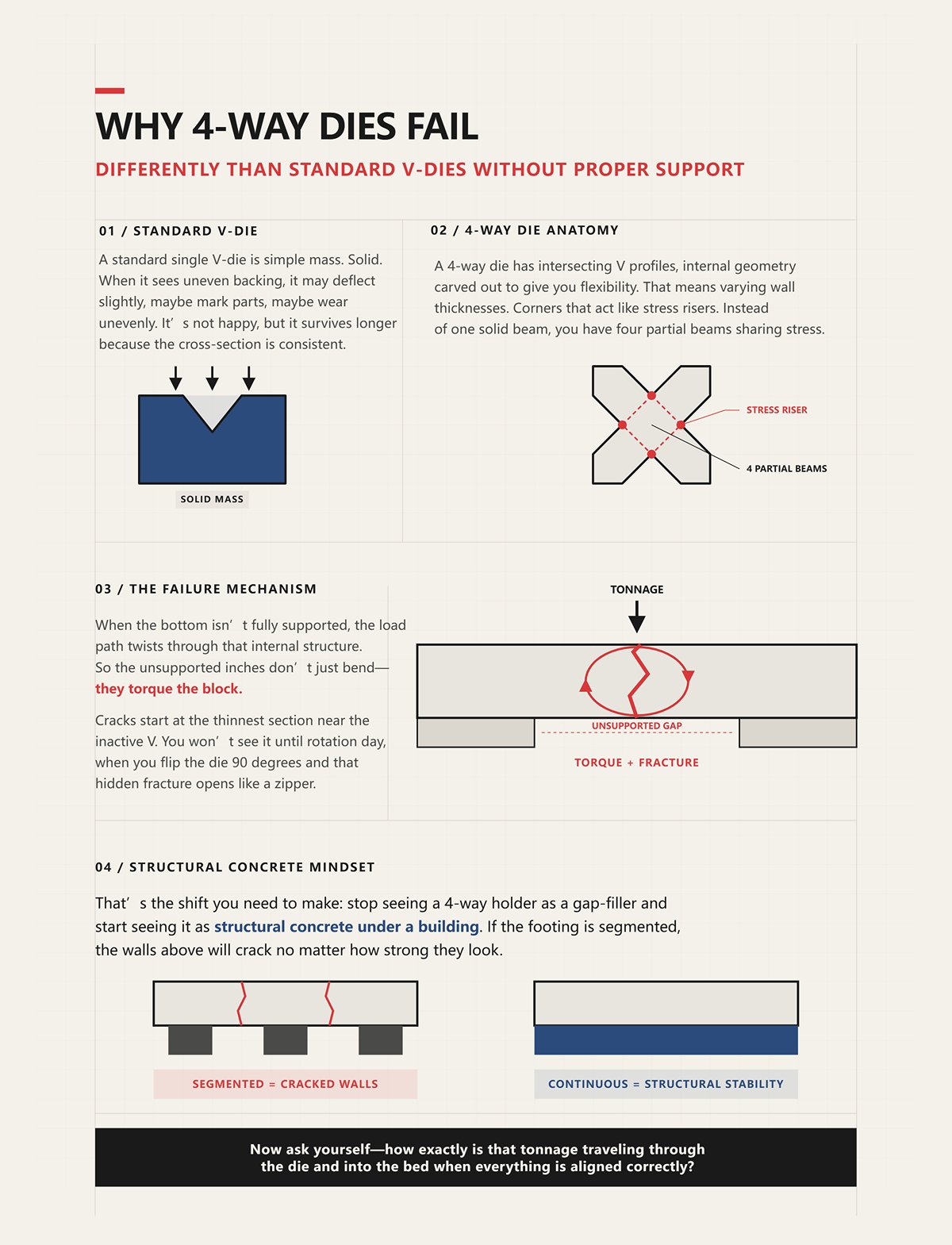
Cetakan V tunggal standar adalah massa sederhana. Padat. Ketika menerima penopang yang tidak rata, ia mungkin melengkung sedikit, mungkin meninggalkan bekas pada bagian, mungkin aus tidak merata. Ia tidak senang, tapi bertahan lebih lama karena penampangnya konsisten.
Cetakan 4 arah berbeda. Ia memiliki profil V yang berpotongan, geometri internal yang diukir untuk memberikan fleksibilitas. Itu berarti ketebalan dinding yang bervariasi. Sudut-sudut yang bertindak seperti pemicu tegangan. Ketika bagian bawah tidak sepenuhnya didukung, jalur beban berputar melalui struktur internal itu.
Alih-alih satu balok padat, kamu memiliki empat balok parsial yang berbagi tegangan.
Jadi inci yang tidak didukung itu tidak hanya melengkung—mereka memutar blok. Retakan mulai muncul di bagian paling tipis dekat V yang tidak aktif. Kamu tidak akan melihatnya sampai hari rotasi, saat kamu memutar cetakan 90 derajat dan retakan tersembunyi itu terbuka seperti resleting.
Itulah pergeseran yang perlu kamu lakukan: berhenti melihat pemegang 4 arah sebagai pengisi celah dan mulailah melihatnya sebagai beton struktural di bawah sebuah bangunan. Jika pondasinya tersegmentasi, dinding di atas akan retak tidak peduli seberapa kuat tampilannya.
Sekarang tanyakan pada dirimu sendiri—bagaimana sebenarnya tonase itu melewati cetakan lalu masuk ke meja ketika semuanya sejajar dengan benar?
Mesin press brake 240 ton yang menekuk pelat setebal 3/4 inci sepanjang 36 inci menarik sekitar 126 ton total gaya. Kedengarannya aman di atas kertas. Tetapi mesin yang sama mungkin memiliki batas meja sebesar 40 ton per kaki. Sebarkan 126 ton di sepanjang tiga kaki dan Anda akan mendapatkan 42 ton per kaki—sudah melampaui batas yang mampu ditahan oleh rangka.
Tidak ada yang rusak karena angka totalnya terlalu tinggi. Itu rusak karena bebannya terkonsentrasi.
Begitulah cara tonase sebenarnya berpindah—inci demi inci, lurus ke bawah melalui baja apa pun yang bersentuhan dan tidak ke tempat lain. Ketika penahan dan cetakan sepenuhnya didukung, gaya menjadi kompresi murni ke dalam alas. Ketika tidak, gaya berubah menjadi pembengkokan di dalam perkakas dan tegangan terkonsentrasi di rangka. Mesin tidak peduli apa yang dikatakan brosur tentang kapasitas total. Mesin hanya merasakan tekanan per kaki di garis kontak.
Jadi ketika Anda berkata, “Rem ini 240 ton,” yang seharusnya Anda tanyakan adalah: berapa banyak ton yang berada di setiap kaki alas saat ini?
Lihat pada pelat nama rem 150 ton, panjang 10 kaki yang khas. Banyak di antaranya dibatasi sekitar 25 ton per kaki. Itu adalah batas struktural dari alas dan pelat tekan, bukan sekadar saran. Anda dapat menggunakan cetakan pendek dan tetap di bawah 150 ton total sambil masih melampaui batas per kaki di zona kerja.
Dan penahan Anda berada tepat di tengah zona tersebut.
Penahan 4‑arah dengan nilai 60 ton di seluruh lebar 36 inci tidak otomatis aman pada 60 ton di atas 18 inci. Potong panjang kerja menjadi setengah dan Anda menggandakan beban per inci. Penampang penahan sekarang menanggung gaya yang sama melalui lebih sedikit titik kontak, meningkatkan tekanan bantalan ke alas dan tegangan bengkok di dalam tubuh penahan.
Di sinilah bengkel sering menipu diri sendiri. Mereka mencocokkan panjang cetakan dengan panjang penahan. Mereka mencocokkan nilai penahan dengan tonase total mesin. Semuanya “cocok.”
Tapi baja merasakannya.
Nilai beban harus dibaca sebagai ton per inci dari panjang yang didukung. Jika operasi Anda menghasilkan 40 ton per kaki, maka setiap inci penahan dan alas di bawah cetakan itu harus mampu menanggung 3,33 ton secara terus-menerus, bukan hanya di ujungnya, bukan hanya di titik penjepit—secara terus-menerus.
Karena gaya tidak berpindah secara ajaib ke area yang lebih kuat. Ia tetap di tempat diterapkannya.
Sekarang bayangkan cetakan 4‑arah dengan bahu sempit duduk di atas penahan yang tidak sepenuhnya rata di bawahnya. Area kontak sebenarnya mungkin hanya selebar 1/2 inci di sepanjang setiap bahu. Itulah jalur beban Anda yang sebenarnya.
Ambil contoh hipotetis 30 ton di atas 12 inci. Itu berarti 2,5 ton per inci secara keseluruhan. Tetapi jika hanya setengah lebar bahu yang menanggung beban karena sedikit ketidakrataan, Anda secara efektif menggandakan tekanan kontak di garis tersebut. Tekanan melonjak secara lokal, meskipun perhitungan Anda mengatakan Anda “masih dalam batas.”
Baja di bawah kompresi adalah sabar. Baja di bawah kompresi yang tidak merata menjadi seperti balok.
Jika ada sebuah 0,005 inci Rongga di bawah pusat, die menjembatani area itu. Saat diberi beban, bentangan itu melengkung ke bawah. Bahkan beberapa ribu inci pelengkungan pada blok multi-profil yang telah dikeraskan mengubah tegangan internal dari kompresi vertikal menjadi tegangan lentur pada serat bagian bawah. Tegangan adalah yang membuat baja perkakas retak, bukan kompresi.
Dan dalam die 4‑arah, rongga‑rongga internal itu berarti sumbu netral—garis di mana tegangan berubah dari kompresi menjadi tarik—tidak berada di tengah seperti blok solid. Dinding yang lebih tipis di dekat V yang tidak aktif mengalami tegangan tarik lebih tinggi lebih dulu. Di situlah garis rambut mulai muncul.
Bukan karena Anda melebihi total tonase.
Karena Anda memusatkannya di bawah bahu yang sempit dan hanya sebagian didukung.
Mulai dengan keausan tempat tidur 0,002 inci di tengah. Tambahkan 0,001 inci kerak atau serpihan di bawah pemegang. Tambahkan 0,002 inci toleransi pemesinan antara pemegang dan dasar die. Tidak ada angka‑angka tersebut yang menakuti siapa pun jika sendiri.
Tumpuk semuanya dan Anda berada pada 0,005 inci celah potensial.
Celah itu mengubah gaya vertikal menjadi momen lentur setiap siklus. Pemegang sedikit melentur. Die melentur sedikit lebih banyak. Saat Anda melepas penjepit, ia kembali—hampir. Setelah ratusan pukulan, “hampir” menjadi bentuk permanen. Sekarang die tidak lagi “terletak rata” bahkan tanpa beban. Pekerjaan berikutnya dimulai dengan ketidaksejajaran bawaan.
Dengarkan saya, kelelahan tidak memberi tahu dirinya. Ia menumpuk tepat pada transisi antara baja yang didukung dan yang tidak didukung.
Ketika penyelarasan dan penopang benar, tonase mengalir langsung ke bawah: punch ke bahu die, bahu ke permukaan pemegang, permukaan pemegang ke tempat tidur, tempat tidur ke rangka. Kolom kompresi vertikal yang bersih. Tidak ada torsi. Tidak ada bentangan. Tidak ada zona tegangan tersembunyi di dalam rongga.
Ketika penyelarasan ceroboh, kolom itu melengkung. Dan begitu melengkung, geometrinya di dalam die 4‑arah memperbesar distorsi alih‑alih menyerapnya.
Itulah mengapa arsitektur pemegang—bagaimana ia menopang, memusatkan, dan mendistribusikan beban—menentukan apakah gaya‑gaya itu tetap vertikal atau mulai merobek secara menyamping melalui perkakas Anda.
Pada brake 12 kaki dengan rating 25 ton per kaki, kami pernah memasang die 4‑arah 36 inci di tiga pemegang berbeda dan mengerjakan pekerjaan yang sama: pelat 3/8, bending udara berat, tepat pada 22 ton per kaki di zona kerja. Mesin sama. Die sama. Tonase sama. Tiga pola tegangan yang sama sekali berbeda muncul pada bluing dan pengukur feeler.
Tidak ada yang berubah dari die tersebut.
Hanya apa yang ada di bawahnya.
Itu bagian yang oleh sebagian besar bengkel dianggap sebagai spacer. Jika kegagalan disebabkan oleh konsentrasi beban dan defleksi mikro, maka penahan bukanlah aksesori — melainkan alas pondasi. Ubah alasnya, dan Anda mengubah apakah kolom gaya itu tetap vertikal atau mulai melengkung ke samping melalui rongga blok multi‑profil. Jadi, apa yang dalam arsitektur membuat kolom itu tetap lurus?
Ambil penahan 4‑arah monolitik sejati: satu badan kontinu yang dimesin, digiling rata dari ujung ke ujung, dipasak dan dikunci sehingga mampu menyetel posisi sendiri di alas. Tanpa sambungan. Tanpa bahu putus. Ketika Anda mengencangkannya, ia menjadi perpanjangan dari balok bawah rem.
Sekarang bebani pada 22 ton per kaki seluruh lebar 36 inci.
Karena badannya kontinu, tegangan tekan terdistribusi sepanjang dasar. Titik tinggi mikro mana pun diserap oleh kompresi elastis di seluruh panjang, bukan terkonsentrasi pada sambungan. Penahan berperilaku seperti satu balok dalam kompresi yang dalam, bukan tiga balok pendek yang disambung. Itu penting karena kekakuan balok bergantung pada kesinambungan penampang; putuskan penampangnya dan Anda memangkas momen inersia di titik putus.
Dalam pekerjaan tonase tinggi — katakanlah apa pun yang konsisten di atas 20 ton per kaki — kesinambungan itu berhenti menjadi “tambahan yang bagus.” Itu menjadi keharusan. Bahu cetakan menekan ke bawah. Permukaan penahan menekan balik secara seragam. Alas menahannya. Tidak ada titik engsel. Tidak ada rotasi lokal.
Bayangkan cetakan yang “beristirahat rata” di atas 36 inci baja yang digiling, dengan kurang dari 0,0015 inci variasi dari ujung ke ujung. Di bawah beban, kurva defleksi halus dan dapat diprediksi. Sumbu netral di dalam blok 4‑arah tetap terpusat. Anda menjaga tegangan dalam kompresi di mana baja perkakas kuat.
Namun penahan monolitik lebih mahal, lebih berat, dan memerlukan kondisi alas yang presisi. Jadi pertanyaannya menjadi: dapatkah desain tersegmentasi memberi Anda jalur beban vertikal yang sama dengan fleksibilitas lebih besar?
Tempatkan tiga segmen 12‑inci berdampingan. Jepit rapat. Dari jarak lima kaki, terlihat seperti satu kesatuan.
Namun sebenarnya tidak.
Setiap sambungan berpotensi menjadi engsel. Bahkan jika permukaan atas digiling, ujung penyambung jarang berbagi beban secara sempurna. Di bawah 22 ton per kaki, jika satu segmen hanya 0,002 inci lebih rendah karena keausan tempat tidur atau kotoran, segmen yang berdekatan mengambil bagian yang tidak proporsional sampai deformasi elastis menyamakan beban. Penyamaan itu disebut defleksi. Defleksi di dalam penahan menjadi pembengkokan di dalam cetakan.
Mekanismenya sederhana. Penahan bersegmen memutus jalur kompresi dengan sambungan vertikal. Sambungan tersebut mengurangi kekakuan lateral. Ketika beban mengenai dekat sambungan, segmen dapat berputar secara mikroskopis di sekitar dasarnya karena tetangganya tidak terikat secara struktural — hanya dijepit. Gaya penjepitan menahan pemisahan, bukan rotasi di bawah momen lentur.
Apakah itu berarti penahan bersegmen tidak berguna? Tidak.
Pada beban sedang — katakanlah di bawah 15 ton per kaki — dengan toleransi tempat tidur yang rapat dan sistem pasak yang tepat, mereka dapat bekerja dengan baik. Mereka unggul dalam pengaturan di mana Anda menggeser cetakan multi‑V beberapa inci ke kiri atau kanan untuk fleksibilitas. Sistem multi‑V Eropa mendapatkan fleksibilitas dengan sambungan geser di sepanjang satu blok padat. Penahan bersegmen mencoba meniru fleksibilitas itu di bagian bawah. Perbedaannya adalah cetakan tetap monolitik; penahannya tidak.
Dan baja merasakannya.
Semakin Anda mengejar fleksibilitas, semakin hati-hati Anda harus mengontrol kerataan sambungan, kunci penyelarasan, dan prategang dari ujung ke ujung. Tanpa fitur pemusatan otomatis yang presisi — kunci meruncing, lidah yang digiling, celah ujung yang dikontrol — Anda menumpuk mikro‑defleksi tepat di tempat rongga cetakan Anda paling tipis.
Jadi jika segmentasi menimbulkan engsel, apa yang terjadi ketika seseorang memutuskan untuk “menyelesaikan” ketidaksesuaian panjang dengan gergaji?
Saya melihat sebuah bengkel memotong penahan sepanjang 48 inci menjadi 30 karena “sesuai dengan panjang penahan” yang mereka butuhkan untuk produksi singkat. Potongan bersih. Dibersihkan dari geram. Terlihat profesional.
Mereka baru saja memotong rusuk internal yang mengikat dasar ke bahu atas.
Sebagian besar penahan berkualitas bukanlah persegi panjang sederhana. Penahan tersebut dirancang dengan distribusi massa internal — jaring yang lebih tebal di bawah garis beban, kantong pelepasan di tempat lain — agar jalur kompresi tetap langsung di bawah bahu cetakan. Ketika Anda memotong satu bagian, Anda sering menghapus kendala ujung yang menjaga bagian agar tidak melebar di bawah beban. Anda mengubah kondisi batas dari tetap menjadi sebagian bebas.
Menurut 20+ ton per kaki, itu penting. Penahan yang diperpendek sekarang memiliki kekakuan torsi yang berkurang dan aliran tegangan yang berubah. Bagian yang tersisa harus menanggung beban per inci yang sama dengan kontinuitas struktural yang lebih sedikit. Anda telah menciptakan balok dengan sayap yang terganggu.
Saya kehilangan sebuah $10,000 cetakan multi‑profil di awal karier saya karena tindakan yang sama persis itu. Retakan rambut mulai di V tidak aktif yang paling dekat dengan ujung potongan. Kami berada dalam total tonase. Kami berada dalam peringkat nominal per kaki. Tetapi penyangga tidak lagi berkesinambungan. Mikro‑rotasi di ujung yang tidak didukung mengubah kompresi vertikal menjadi tegangan lentur di dalam dinding rongga cetakan.
Dengarkan saya, ketika Anda memotong penahan standar, Anda bukan sedang memangkas baja berlebih. Anda sedang memotong struktur yang menjaga beban tetap vertikal.
Jika Anda benar-benar membutuhkan panjang khusus, penahan harus dirancang dengan panjang itu sejak awal — dengan jaring, rusuk, dan massa ditempatkan untuk bentangan tersebut — bukan dipotong setelah jadi.
Karena begitu Anda memahami bahwa beban berjalan inci demi inci, pertanyaan berikutnya bukan lagi tentang kapasitas total.
Ini tentang apa yang terjadi selama rotasi, reposisi, dan pertukaran tengah — ketika penopang itu terganggu sebentar dan cetakan harus kembali menetap ke kolom vertikal yang sama tanpa bergeser ke samping.
Anda memutar cetakan 4‑arah sembilan puluh derajat. Cetakan jatuh kembali ke penjepit. Tampak sudah duduk. Anda menjalankan tekukan berikutnya pada 22 ton per kaki.
Tapi ternyata kembali 0,002 inci tidak tepat di tengah.
Itulah yang terjadi pada kolom beban selama rotasi. Kolom itu tidak hilang. Kolom itu retak. Jalur tekan vertikal yang Anda bangun inci demi inci terputus, lalu terbentuk kembali oleh gravitasi dan gesekan, bukan oleh geometri. Jika penjepit tidak memaksa cetakan kembali ke tengah dengan referensi mekanis — bukan memperkirakan dengan mata, bukan mengetuk dengan palu — baja akan memilih posisinya sendiri. Dan baja tidak memilih secara sempurna.
Saat dalam beban, itu 0,002 inci menjadi lengan momen lateral. Tekanan pada bahu berubah menjadi pembengkokan di dalam dinding rongga. Anda tidak akan melihatnya pada pukulan pertama. Anda akan melihatnya setelah perubahan profil ke-50.
Jadi, sistem pemusatan mana yang benar-benar bertahan dalam penggunaan nyata?
Bayangkan dua pengaturan.
Pertama: penjepit dasar datar. Tidak ada kunci pemusatan. Operator meletakkan blok 4‑arah, menggesernya hingga menyentuh jari backgauge, menjepitnya, dan menganggapnya sudah benar. Lulus audit keselamatan dasar. Pelindung terpasang. Kontrol dua tangan berfungsi. Tidak ada yang ilegal.
Kedua: penjepit dengan saluran V presisi dan kunci pemusatan meruncing. Cetakan dijatuhkan dan dipaksa ke garis tengah yang dapat diulang dalam 0,001 inci secara geometri saja. Tanpa mengetuk. Tanpa perkiraan.
Di atas kertas, keduanya lulus inspeksi. Saat bergerak, hanya satu yang menjaga kolom beban tetap utuh.
Penyelarasan manual bergantung pada gesekan antara dasar cetakan dan permukaan penjepit. Gesekan menahan pergeseran; tidak mengoreksi ketidaksejajaran. Selama rotasi 90 derajat, cetakan terangkat, berputar, dan kembali duduk. Jika permukaan penjepit memiliki bahkan 0,0015 inci variasi ujung ke ujung — dan sebagian besar alas memang begitu — cetakan akan menetap ke sisi yang lebih rendah. Gravitasi lebih kuat daripada mata Anda.
Sekarang jalankan 18 ton per kaki. Ram turun. Bahu terhubung. Mata cetakan mencoba menyeimbangkan beban, tetapi tidak dapat bergerak bebas karena terjepit. Jadi, ia berputar secara mikroskopis. Putaran itu mendorong tegangan tarik ke V yang tidak aktif, berlawanan dengan rongga kerja.
Saluran V yang memusatkan sendiri mengubah mekanisme. Mereka mengubah gaya dudukan vertikal menjadi gaya penyelarasan lateral. Saat mata cetakan turun, permukaan meruncing menggerakkannya ke garis tengah geometris sebelum penjepitan. Pemusatan ini bersifat struktural, bukan prosedural.
Mana yang bertahan dalam audit nyata — jenis yang mempertanyakan mengapa mata cetakan multi-profil Anda retak di stasiun yang tidak digunakan?
Yang di mana penyelarasan dibangun ke dalam baja, bukan dibiarkan menjadi kebiasaan.
Namun pemusatan saja tidak menghentikan pergerakan selama proses pembalikan itu sendiri.
| Aspek | Saluran V yang memusatkan sendiri | Penyelarasan Manual (Pemegang dasar rata) |
|---|---|---|
| Pengaturan Dasar | Saluran V yang digiling presisi dengan kunci pemusatan meruncing | Pemegang dasar rata tanpa kunci pemusatan |
| Metode Penempatan Mata Cetakan | Geometri memaksa mata cetakan ke garis tengah yang dapat diulang dalam toleransi 0,001 inci | Operator secara manual menggeser mata cetakan ke jari backgauge |
| Mekanisme Penyelarasan | Pemusatan struktural yang dibangun ke dalam baja | Penyelarasan prosedural berdasarkan kebiasaan operator |
| Selama Rotasi | Mata cetakan diarahkan kembali ke pusat oleh permukaan meruncing | Mata cetakan terangkat, berputar, dan duduk kembali berdasarkan gesekan dan gravitasi |
| Ketergantungan pada Gesekan | Minimal; penyelarasan didorong oleh geometri | Tinggi; gesekan menahan geseran tetapi tidak mengoreksi ketidaksejajaran |
| Dampak Variasi Alas (0,0015 inci) | Pusat geometrik mengkompensasi variasi | Cetakan turun ke sisi rendah karena gravitasi |
| Perilaku Di Bawah Beban (18 ton/ft) | Mempertahankan integritas kolom beban | Rotasi mikroskopis mendorong tegangan tarik ke dalam V yang tidak aktif |
| Risiko Retak di Stasiun yang Tidak Digunakan | Berkurang secara signifikan | Meningkat karena tegangan tarik yang diinduksi |
| Hasil Audit (Pemeriksaan Keselamatan Dasar) | Lulus | Lulus |
| Hasil Audit (Pemeriksaan Akar Masalah) | Penyelarasan dibenarkan secara struktural | Penyelarasan bergantung pada konsistensi operator |
| Keandalan Keseluruhan | Penyelarasan struktural yang dapat diulang | Penyelarasan bergantung gesekan dan bervariasi |
Ambil cetakan multi-profil 36 inci yang beratnya beberapa ratus pon. Anda melepaskannya. Anda mengaitkannya. Anda mulai melakukan rotasi 90 derajat.
Di pertengahan rotasi, pusat gravitasi melewati luar jejak alas. Untuk sesaat, cetakan itu menjadi seperti bandul.
Jika pemegang hanya menyediakan rak datar, tidak ada yang mencegah pergeseran lateral selain kendali pengikatan Anda. Jika ia memiliki penahan samping, bibir penahan, atau sambungan dovetail, cetakan tetap terkendali bahkan saat sebagian terangkat.
Inilah perbedaan mekanisnya: selama pembalikan, kondisi kontak berubah dari kompresi seluruh permukaan menjadi kontak tepi dan kemudian menjadi kontak titik. Dalam transisi itu, setiap kelonggaran menjadi pergerakan. Kelonggaran lateral sebesar 0,003 inci di alas dapat diterjemahkan menjadi ketidakselarasan sudut di bahu setelah diklem kembali.
Menurut 20 ton per kaki, Kesalahan sudut itu menghasilkan pembebanan bahu yang tidak simetris. Satu bahu mengalami tekanan kompresif lebih tinggi; dinding berlawanan mengalami tegangan lentur. Baja perkakas menahan kompresi dengan sangat baik. Ia benci tegangan.
Dengarkan aku, gravitasi tidak peduli pada jadwal produksi Anda. Jika pemegang tidak secara positif memposisikan cetakan sepanjang lintasan rotasi — bukan hanya saat sepenuhnya duduk — Anda sedang mempertaruhkan keselarasan setiap kali mengganti profil.
Dan sebagian besar bengkel mengganti profil puluhan kali dalam satu shift.
Yang membawa kita pada kerusakan yang tidak Anda sadari.
Bayangkan sebuah bengkel menjalankan empat bukaan-V berbeda pada satu blok 4‑arah. Sepuluh rotasi di pagi hari. Sepuluh lagi setelah makan siang. Setiap kali, cetakan duduk kembali dalam 0,001–0,003 inci dari posisi sebelumnya — tapi tidak persis sama.
Menurut 15 ton per kaki, mungkin Anda masih aman. Deformasi elastisnya kecil. Baja seakan mengabaikannya.
Dorong melewati 20 ton per kaki, dan ketidaksamaan kecil itu berhenti menjadi penyesuaian elastis biasa. Itu berubah menjadi pembalikan tegangan siklik di rongga yang tidak aktif. Satu kali jalan membebani dinding timur sedikit lebih berat. Rotasi berikutnya membebani dinding utara. Lalu barat. Lalu selatan.
Anda telah menciptakan siklus lenturan multi-arah dengan amplitudo rendah dalam baja perkakas yang dikeraskan.
Tidak cukup untuk mematahkannya dalam sehari.
Cukup untuk menukleasi retakan mikro pada penampang paling tipis — biasanya di antara rongga-V yang berdekatan tempat material sudah dikurangi untuk kelonggaran. Setiap rotasi membangun kembali kolom beban secara tidak sempurna. Setiap pembangunan ulang yang tidak sempurna menambah satu lagi luka mikroskopis.
Bengkel menyalahkan “perlakuan panas yang buruk.” Atau “perkakas murahan.”
Namun pola itu mengatakan yang sebenarnya: retakan muncul di transisi profil, bukan pada pekerjaan V tunggal dengan tonase puncak. Faktor umum adalah rotasi tanpa re-sentrisasi deterministik dan dukungan penuh.
Pemegang adalah pijakan. Sistem penyentrisan adalah juru ukur. Jika juru ukur membiarkan bangunan bergeser sedikit setiap kali diposisikan ulang, fondasi tidak akan gagal karena kompresi. Fondasi akan gagal karena kelelahan.
Dan jika pemegang bisa melakukan semuanya dengan benar, apa yang terjadi ketika mesin press itu sendiri tidak mengulang garis tengah yang sama setelah setiap langkah?
Jika pemegang Anda menyentris ulang secara sempurna tetapi ram bergeser sedikit ke kiri atau kanan setiap langkah, beban itu tidak hilang.
Beban itu berpindah.
Gaya selalu ditransfer di antarmuka. Bukan pada gambar katalog. Bukan dalam promosi penjualan. Pada kontak baja-ke-baja tempat cetakan Anda bertemu dengan apa pun yang Anda susun di antara cetakan dan mesin. Jika susunan itu mencakup adaptor, blok transisi, tirus yang tidak cocok, atau sistem penyelaras yang melawan meja, di situlah ram yang bergeser pertama kali muncul sebagai defleksi.
Bayangkan sebuah cetakan yang “terlihat datar.” Tampak duduk dengan baik. Cocok dengan panjang pemegang. Tapi baja merasakannya.
Ketika ram turun sedikit tidak di tengah, cetakan ingin bergeser ke samping untuk membentuk kembali kolom kompresi yang lurus. Jika antarmuka Anda merupakan permukaan bearing yang berkelanjutan, inci demi inci, beban akan terdistribusi sebagai kompresi. Jika tersegmentasi—cetakan ke adaptor, adaptor ke pemegang, pemegang ke meja—setiap antarmuka menjadi engsel dengan celah mikronya sendiri.
Di situlah pembengkokan dimulai.
Anda tidak sedang mengawinkan bentuk. Anda sedang mengawinkan jalur beban. Dan sambungan paling lemah dalam susunan itu yang akan menentukan aturan pernikahan.
Jadi di mana sebenarnya gaya itu masuk ke sistem?
Tirus hanyalah lidah persegi panjang yang masuk ke dalam slot pada pemegang. Sistem tanpa tirus menjepit seluruh dasar dengan rahang hidraulis atau mekanis. Keduanya akan “menahan” cetakan. Hanya satu yang menentukan jalur beban dengan jelas.
Dengan tirus tradisional, gaya vertikal masuk melalui bahu cetakan ke dasar, kemudian terkonsentrasi di permukaan tirus dan dinding slot. Area kontak menyusut. Tekanan meningkat. Jika ram sedikit tidak di tengah, tirus menekan tidak merata terhadap satu dinding slot sebelum bagian dasar lainnya menyadari apa yang terjadi.
Sekarang bayangkan dasar tanpa tirus dengan penjepitan penuh muka dan tarikan ke atas. Gaya penjepit menarik cetakan ke tempat dudukan yang dapat diulang sebelum tonase tiba. Beban vertikal kemudian menyebar di seluruh antarmuka dasar-ke-pemegang. Antarmuka itu lebar. Tekanan per inci persegi turun. Sistem berperilaku lebih seperti fondasi daripada pin dowel.
Jalur beban pendek. Permukaan bearing lebar. Lebih sedikit engsel.
Namun jangan romantisasi itu. Saya pernah melihat bengkel membaut cetakan multi-profil tanpa tirus ke pemegang Amerika lama dengan penjepit samping kasar dan menyebutnya “kompatibel.” Padahal tidak. Cetakan dirancang untuk beban vertikal; pemegang secara geometris masuk dari samping. Jalur gaya membelok di pelat adaptor di antaranya.
Dengarkan aku, kompatibilitas bukan berarti “itu pas.” Kompatibilitas berarti “gaya bergerak dalam garis lurus, sepenuhnya tertopang dari ram ke bed.”
Jika arah berubah di dalam tumpukan adaptor Anda, Anda baru saja membuat titik putar.
Jadi apa yang terjadi ketika Anda mencampur seluruh keluarga perkakas?
Perkakas bergaya Amerika masuk dari samping. Gaya Eropa jatuh secara vertikal dan mengunci ke atas dengan pin atau baji. Keduanya bisa menekuk bagian sepanjang hari. Perbedaannya muncul ketika Anda menumpuknya.
Katakanlah Anda menjalankan cetakan multi-profil Eropa di mesin tekan Amerika dengan menggunakan blok transisi. Blok tersebut mengubah geometri penjepitan vertikal menjadi geometri slot samping. Di atas kertas, blok itu dinilai untuk daya tekan (tonase). Dalam praktiknya, Anda telah menambahkan satu antarmuka lagi: cetakan ke blok, blok ke penahan.
Setiap antarmuka memiliki toleransi kerataan. Masing-masing memiliki toleransi kesejajaran. Tumpuk tiga di sepanjang tempat tidur sepanjang 10 kaki dan Anda akan mendapatkan akumulasi toleransi yang tidak akan pernah terlihat oleh mata Anda—tetapi cetakan Anda akan merasakannya di setiap tekanan.
Menurut 20 ton per kaki, Beberapa seperseribu inci hanya akan melentur dan kembali lagi. Dorong hingga 30 ton per kaki, dan seperseribu yang sama berubah menjadi tegangan bergantian saat ram bergeser dan sistem crowning mengimbangi. Adaptor menjadi elemen pertama yang miring secara mikroskopis. Cetakan mengikuti.
Kemiringan itu tidak dramatis. Hanya beberapa mikron. Cukup untuk memindahkan kompresi keluar dari pusat dan menimbulkan tarikan di bagian paling tipis di antara profil V.
Suatu kali saya menyaksikan sebuah bengkel memecahkan cetakan multi-profil $10,000 karena mereka “membuatnya berfungsi” dengan blok transisi yang dipotong sehingga menyisakan celah di bawah dua inci dari dasar. Itu cocok dengan panjang penahan. Gambar kerjanya mengatakan itu baik-baik saja. Enam minggu kemudian, retakan halus muncul tepat di tempat dukungan berhenti.
Mereka menyalahkan perlakuan panas.
Namun retakan itu mengikuti tepi bentangan yang tidak tertopang seperti peta.
Sekarang, harus diakui, sistem adaptor universal modern dapat mempertahankan pengulangan ±0,1 mm di berbagai mesin. Ketika direkayasa sebagai klem tunggal yang terintegrasi—dirancang untuk menghilangkan toleransi bertumpuk—mereka berperilaku seperti fondasi yang berkesinambungan. Itulah kompatibilitas yang sesungguhnya.
Pertanyaannya sederhana: apakah Anda menambahkan potongan, atau Anda memasang sistem?
Karena setiap potongan tambahan adalah potensi engsel.
Dan bahkan jika Anda mendapatkan antarmuka dengan benar, masih ada mesin itu sendiri yang melengkung di bawah beban.
Setiap bed mesin press brake melengkung di bawah beban. Fisika tidak berhenti bekerja hanya karena pelat nama mengatakan presisi. Sistem crowning—baik baji manual atau kompensasi hidrolik yang dikontrol CNC—memberi lengkungan awal pada bed agar ram dan bed bertemu sejajar di bawah tonase.
Inilah masalah yang tenang.
Jika penyangga Anda kaku di satu bagian dan disetel atau ditumpuk di bagian lain, sistem crowning tidak lagi menekuk satu struktur berkesinambungan. Sistem itu menekuk rakitan berlapis dengan kekakuan berbeda di titik‑titik berbeda. Mesin mengimbangi lendutan meja. Tumpukan adaptor Anda mengimbangi dengan cara yang berbeda. Mata pisau (die) berada di antara dua argumen.
Tapi baja merasakannya.
Jika fondasi penyangga bersifat terus‑menerus dan memiliki kekakuan yang cocok dengan meja, sistem crowning menciptakan tekanan kontak yang seragam di sepanjang panjang mata pisau. Jika penyangga tersegmentasi, crowning justru dapat memperkuat tekanan di sambungan, karena sambungan‑sambungan tersebut tertekan secara berbeda dibanding baja padat.
Anda akhirnya mendapatkan kelebihan beban lokal bahkan ketika perhitungan tonase Anda mengatakan bahwa Anda aman.
Di sinilah sebagian besar bengkel terlena. Mereka berasumsi kompensasi mesin akan menyelamatkan mereka dari kesalahan kecil pada antarmuka. Tidak akan. Kompensasi hanya bekerja ketika struktur yang dikompensasi berperilaku sebagai satu kesatuan.
Jadi sebelum Anda bertanya apakah mata pisau 4‑arah Anda akan “cocok” dengan mesin pres Anda, ajukan pertanyaan yang lebih sulit: apakah seluruh tumpukan—dari ram hingga meja—bertindak seperti satu fondasi berkesinambungan di bawah beban?
Karena jika tidak, seberapa pun hati‑hatinya rotasi atau pemusatan Anda tidak akan mampu mencegah kelelahan menemukan sambungan yang paling lemah.
Dan begitu Anda melihat tumpukan sebagai sistem struktural, bukan sekadar kumpulan bagian yang kompatibel, keputusan tidak lagi soal kenyamanan melainkan soal rekayasa.
Anda menginginkan cara praktis untuk memeriksa tumpukan dari ram ke meja dan memastikan apakah itu berperilaku seperti satu fondasi berkesinambungan di bawah beban.
Bagus. Berhenti menebak‑nebak. Berhenti mempercayai klaim katalog. Anda akan mengujinya dengan cara yang sama seperti insinyur struktural menguji pondasi: beban dulu, kontak kedua, penyelarasan ketiga.
Dalam urutan itu.
Karena jika Anda salah di langkah pertama, sisanya hanya pertunjukan.
Sebelum Anda membandingkan gaya Amerika, Eropa, 4‑arah, V tunggal—semua itu tidak penting—hitung tonase terburuk per kaki.
Bukan rata‑rata. Bukan yang biasanya Anda jalankan. Kasus terburuk.
Ambil bahan paling tebal, bukaan V paling kecil, kekuatan tarik tertinggi yang Anda tekuk di produksi. Jalankan angka‑angkanya. Jika pekerjaan Anda mencapai 28 ton per kaki, maka setiap inci dari tumpukan penyangga dan mata pisau itu harus mampu bertahan 28 ton per kaki berulang kali tanpa mengubah kompresi menjadi tekukan.
Sekarang inilah bagian yang tidak jelas.
Banyak bengkel yang frustrasi menemukan, di atas kertas, bahwa mesin press mereka dapat menghasilkan 35 ton per kaki—tetapi bodi cetakan 4 arah mereka hanya diberi nilai untuk 25 ton per kaki pada V paling sempitnya. Atau pemegang mereka hanya diberi nilai untuk 20 ton per kaki ketika dipasang dengan blok transisi.
Itu membuat tumpukan tidak memenuhi syarat bahkan sebelum Anda memeriksa kontaknya.
Dan ya, hal itu saja sudah mengeliminasi sejumlah bengkel dari operasi aman dengan cetakan multi-profil pada beban yang mereka anggap “normal.”
Anda tidak memilih pemegang dan berharap ia mampu menanggung beban. Anda harus membuktikan beban tersebut berada di bawah batas struktural setiap komponen.
Jika angka Anda mendekati nilai batas, Anda bukan “hampir aman.” Anda sedang secara siklik melelahkan baja.
Jadi setelah Anda tahu jumlah ton per kaki yang sebenarnya, apa yang sebenarnya Anda minta dilakukan pemegang terhadap beban itu?
Di sinilah kebanyakan orang membohongi diri sendiri.
Mereka meletakkan cetakan di tempatnya. Cetakan tampak datar. Tampak baik. Panjangnya sesuai dengan pemegang.
Bayangkan sebuah cetakan yang “terduduk datar” di atas tiga bantalan yang agak menonjol, dengan rongga 0,003 inci di antara mereka. Tanpa beban, Anda tidak akan pernah melihatnya. Dalam kondisi 25 ton per kaki, ketiga bantalan itu menjadi kolom terkonsentrasi. Rongga menjadi bentangan lentur.
Tapi baja merasakannya.
Berikut cara Anda memeriksanya tanpa menebak-nebak:
Jika Anda bisa menyelipkan bahkan pengukur tipis di bawah bagian mana pun, berarti Anda tidak memiliki dukungan yang kontinu.
Kemudian datang tes sebenarnya: naikkan ke tonase sedang—jauh di bawah maksimal, tetapi cukup untuk mensimulasikan beban kerja. Lepaskan. Angkat cetakan. Cari tanda bekas. Kontak yang terang hanya di ujung atau dekat penjepit? Itu adalah beban tersegmentasi.
Dengarkan saya, bahkan dua inci tanpa dukungan di tengah cetakan multi‑profil 30 ton per kaki bukan “mungkin baik-baik saja.” Itu adalah asal mula kelelahan.
Kontinu berarti dukungan setiap inci. Tidak ada celah cahaya. Tidak ada jembatan. Tidak ada shim bertumpuk yang berperilaku berbeda di bawah pembengkokan.
Jika kontak benar, beban tersebar. Jika tersegmentasi, cetakan menjadi balok.
Jadi sekarang anggap Anda memiliki kontak yang benar. Satu fondasi solid. Apakah Anda selesai?
Tidak jika Anda masih mengejar garis tengah dengan palu tanpa pantulan.
Kontinuitas struktural tanpa pengulangan pemusatan seperti menuang pondasi sempurna lalu membangun dinding dua inci dari garis kapur.
Cetakan multi‑profil memperkuat hal ini.
Setiap kali Anda memutar cetakan 4‑arah, Anda menuntut agar ia kembali ke garis tengah yang sama relatif terhadap ram. Jika pemegang Anda bergantung pada dorongan manual, penjepit samping, atau penyelarasan berdasarkan perkiraan mata, Anda telah memasukkan variabilitas ke jalur beban.
Di bawah beban rendah, Anda akan melihat sudut bergeser. Di bawah beban tinggi—katakanlah 30 ton per kaki—gaya luar pusat memperkenalkan torsi pada badan cetakan.
Torsi itu mendorong kompresi ke satu bagian dan tegangan ke sisi berlawanan di antara bukaan V. Di situlah retakan mulai muncul.
Pengulangan berarti:
Anda seharusnya dapat melepas dan memasang kembali mata cetak serta mempertahankan posisi tengah dengan toleransi dalam beberapa ribu inci tanpa mengkalibrasi ulang referensi backgauge Anda.
Jika setiap rotasi memaksa Anda untuk mengetuk ulang, mengukur ulang, menyesuaikan ulang, sistem tersebut tidak jujur secara struktural. Sistem itu memaafkan Anda pada tonase rendah dan menghukum Anda pada tonase tinggi.
Jadi sekarang Anda telah melakukan tiga hal: memverifikasi kapasitas, mengonfirmasi dukungan berkesinambungan, dan menghilangkan pergeseran pusat.
Inilah pertanyaan yang sebagian besar pemilik hindari.
Sistem perubahan cepat menghemat menit. Tumpukan adaptor menghemat modal. Pemegang pemotong menghemat material.
Semua itu terlihat pintar di lembar kerja.
Tetapi jika tumpukan Anda tidak dapat menjamin dukungan berkesinambungan pada tonase maksimum per kaki Anda, dan tidak dapat kembali ke posisi tengah tanpa campur tangan manusia, maka Anda tidak membeli sebuah fondasi.
Anda membeli sebuah spacer.
Fondasi itu membosankan. Berat. Presisi. Dibangun secara berlebihan untuk apa yang biasanya Anda lakukan. Mereka ada agar ketika mesin mencapai beban puncak, tidak ada bagian di dalam tumpukan yang harus bernegosiasi.
Ini adalah sudut pandang yang ingin saya bawa ke depan:
Berhenti bertanya, “Apakah pemegang ini cocok dengan mata cetak saya?”
Mulailah bertanya, “Apakah seluruh rangkaian ram‑to‑bed saya bertindak seperti satu kolom kompresi yang tak terputus pada tonase nyata tertinggi saya?”
Pertanyaan itu tidak jelas karena semuanya terlihat baik-baik saja pada beban separuh.
Retakan tidak mulai pada beban separuh.
Dan begitu Anda melihat tumpukan Anda sebagai sistem struktural alih-alih kumpulan bagian yang kompatibel, Anda tidak akan berbelanja demi kenyamanan.
Anda akan berbelanja demi kontinuitas.


















