

Vi uma matriz de 36 polegadas de 4 vias ficar “perfeita” num suporte, ombro com ombro, sem luz visível nas extremidades. O operador trabalhou 120 toneladas sobre chapa calibre 10. O centro levantou apenas o suficiente para deslizar uma lâmina de medição por baixo após a primeira batida. No terceiro trabalho, uma fissura fina rastejou a partir do raio do canto.
Correspondia ao comprimento do suporte.
Ainda assim falhou.
Está a olhar para o comprimento como se fosse suporte. Se a matriz ocupa o espaço, assume que a carga tem para onde ir. É assim que os aprendizes pensam mesmo antes de as ferramentas gritarem.
Um suporte de 4 vias não é um bloco de espaçador. É uma fundação. Se a cama ou o suporte só tocam na matriz em alguns pontos altos, a força não se espalha uniformemente — salta entre os pontos de contacto. O aço sob carga comporta-se de forma previsível: vãos não apoiados deflectem. E quando deflectem sob força de flexão, a tensão concentra-se na transição do material apoiado para o não apoiado.
É aí que começam as fissuras.
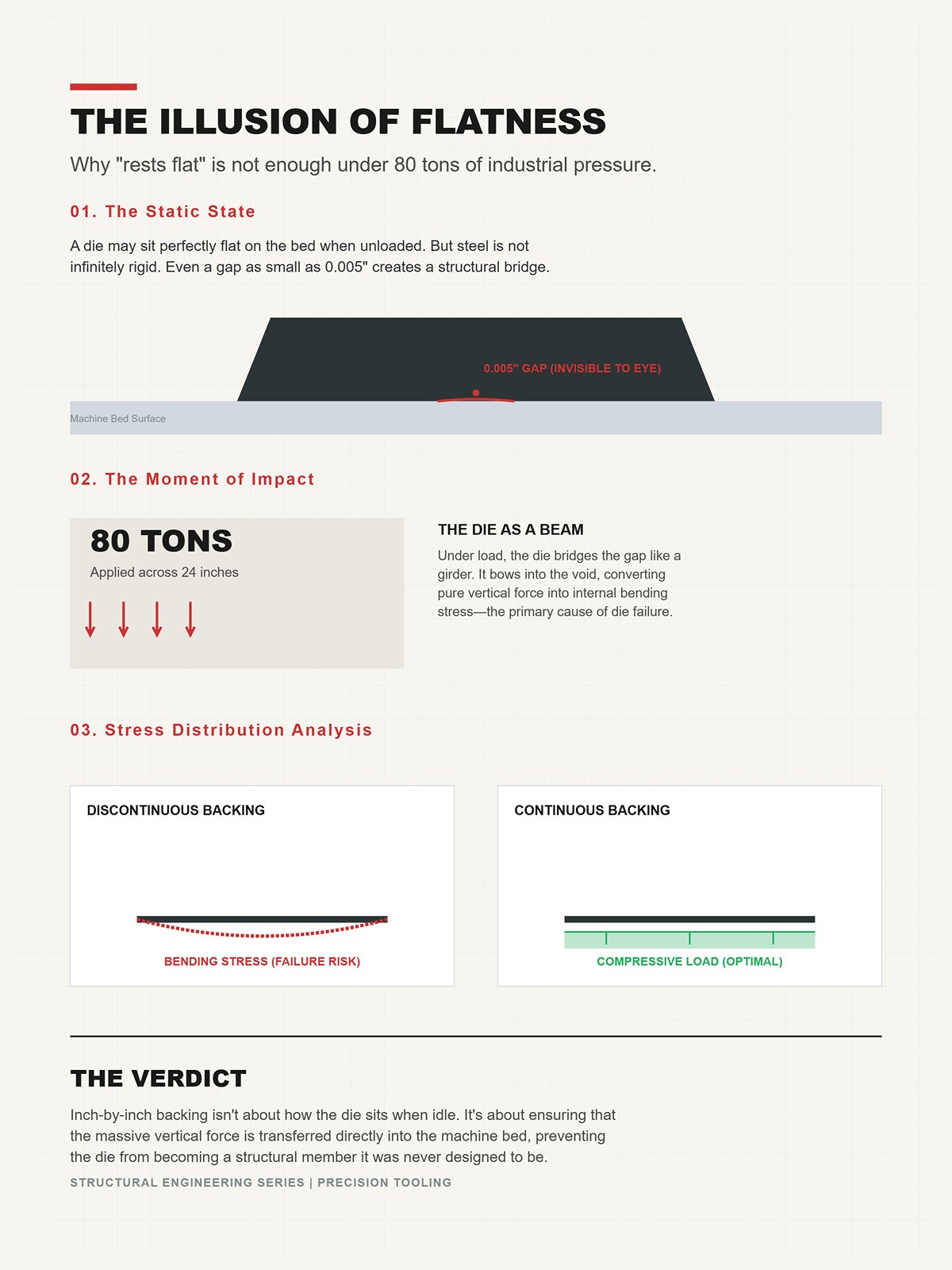
Imagine uma matriz que “assenta plana”. Coloca-a, não balança, aperta firme. Parece bem. Agora aplique 80 toneladas sobre uma secção de 24 polegadas. Se houver até 0,005 polegadas de folga no centro, a matriz faz ponte sobre essa folga como uma viga. Sob carga, curva-se para dentro dela.
Não consegue ver esse movimento a olho nu. Mas o aço sente-o.
O corpo da matriz torna-se um elemento estrutural a suportar tensão de flexão para a qual nunca foi concebido. Matrizes de 4 vias são construídas para dispersar a carga vertical através da sua massa, não para atravessar vazios por baixo como uma viga de ponte. Apoio contínuo centímetro a centímetro transforma a força vertical em carga compressiva diretamente na cama. Quebrar essa continuidade converte a compressão em flexão dentro do próprio bloco da matriz.
Assim, a questão não é se “assenta plana” sem carga.
É o que acontece no momento em que a tonelagem bate.

Agora vamos falar sobre a prensa que ninguém quer nivelar porque “ainda está a funcionar”. Uma mesa antiga com 0,010 polegadas de desgaste convexo no centro. Colocas o teu suporte de 4 vias em cima. O suporte toca firmemente nas extremidades e talvez num ponto saliente perto do meio.
Prendes e pensas que o fixaste bem.
Ouça-me, o aço não se importa com o teu otimismo. Só suporta carga onde toca.
Toda essa tonelagem é canalizada através desses poucos pontos de contacto. O suporte flete. A matriz acima dele dobra-se entre esses pontos. Cada ciclo martela as mesmas zonas de tensão. As microfissuras começam onde o apoio termina.
Uma vez vi uma oficina ignorar isso numa configuração segmentada. Racharam uma matriz multiperfil $10,000 porque o suporte só assentava em três ilhas de contacto ao longo do seu comprimento. Não explodiu. Simplesmente foi-se rasgando lentamente enquanto todos culpavam a dureza do material.
O verdadeiro culpado era o ar por baixo do aço.
O que achas que acontece quando essa zona sem apoio fica dentro de um bloco de 4 vias com quatro cavidades internas?
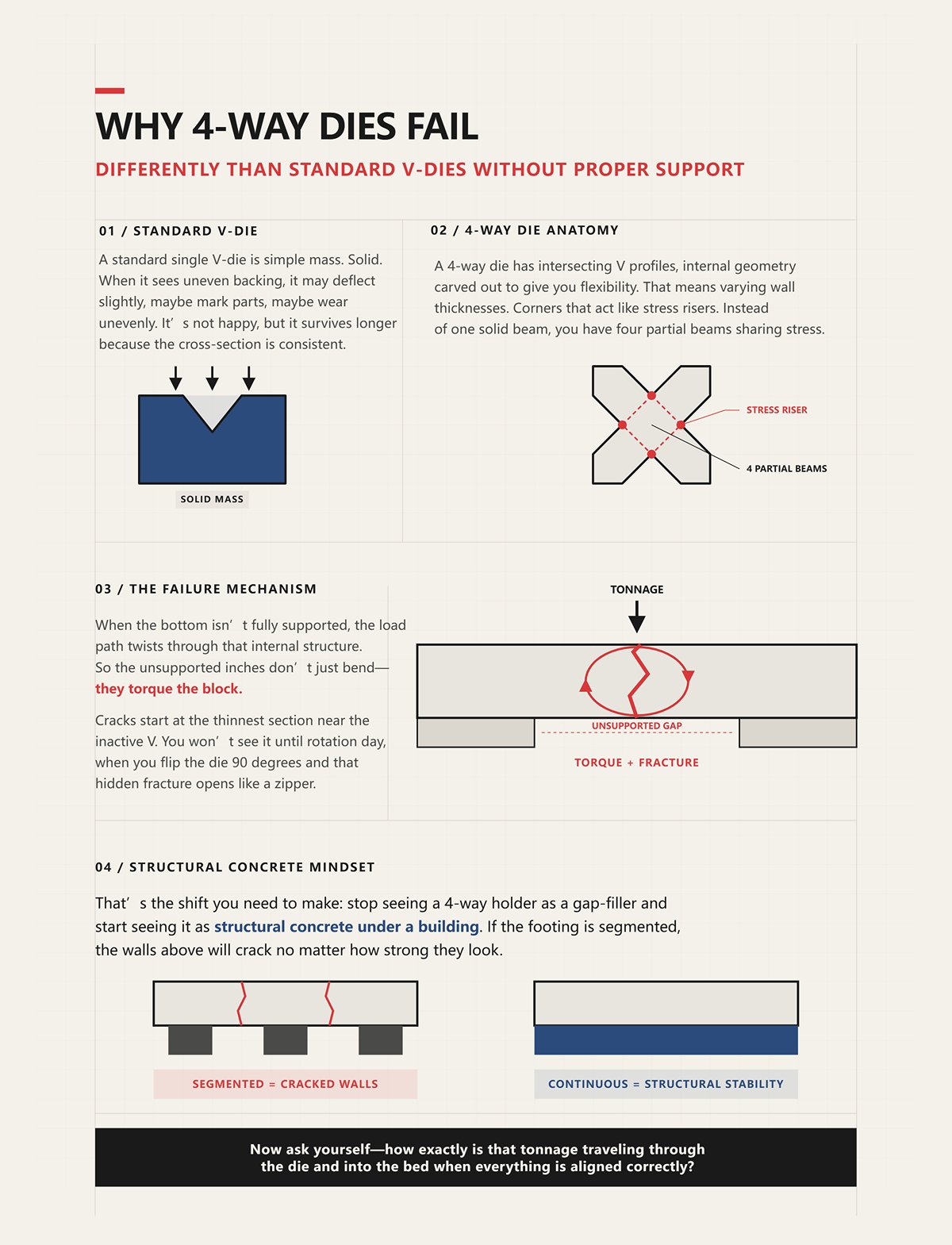
Uma matriz em V simples é massa sólida. Quando enfrenta um apoio desigual, pode fletir ligeiramente, talvez marcar as peças, talvez desgastar-se de forma irregular. Não é ideal, mas sobrevive mais tempo porque a sua secção transversal é consistente.
Uma matriz de 4 vias é diferente. Tem perfis em V que se cruzam, geometria interna escavada para te dar flexibilidade. Isso significa espessuras de parede variadas. Cantos que atuam como concentradores de tensão. Quando a base não está totalmente apoiada, o caminho da carga torce-se através dessa estrutura interna.
Em vez de uma viga sólida, tens quatro vigas parciais a partilhar o esforço.
Assim, as polegadas sem apoio não se limitam a dobrar — elas torcem o bloco. As fissuras começam na secção mais fina, perto do V inativo. Não o verás até ao dia da rotação, quando viras a matriz 90 graus e essa fratura escondida se abre como um fecho éclair.
É essa a mudança que precisas de fazer: deixa de ver um suporte de 4 vias como um simples preenchedor de espaço e começa a vê-lo como betão estrutural sob um edifício. Se a fundação for segmentada, as paredes por cima vão rachar, por mais fortes que pareçam.
Agora pergunta a ti mesmo — como é que exatamente essa tonelagem percorre a matriz e chega à mesa quando tudo está devidamente alinhado?
Uma prensa de 240 toneladas a dobrar chapa de 3/4 de polegada ao longo de 36 polegadas aplica cerca de 126 toneladas de força total. Parece seguro no papel. Mas essa mesma máquina pode ter um limite de mesa de 40 toneladas por pé. Espalhe 126 toneladas por três pés e terá 42 toneladas por pé — já ultrapassando o que o quadro foi construído para suportar.
Nada se partiu porque o número total era demasiado alto. Partiu-se porque a carga estava concentrada.
É assim que a tonelagem realmente se distribui — polegada a polegada, diretamente para baixo através de qualquer aço em contacto e em mais nenhum lugar. Quando o suporte e a matriz estão totalmente apoiados, a força torna-se compressão pura no leito. Quando não estão, a força transforma-se em flexão dentro da ferramenta e em tensão concentrada na estrutura. A máquina não se importa com o que o folheto diz sobre a capacidade total. Ela apenas sente a pressão por pé na linha de contacto.
Portanto, quando dizes: “A prensa é de 240 toneladas”, o que deverias perguntar é: quantas toneladas estão agora sobre cada pé do leito?
Olha para a chapa de identificação de uma prensa típica de 150 toneladas e 10 pés. Muitas delas estão limitadas a cerca de 25 toneladas por pé. Esse é o limite estrutural do leito e do martelo, não uma sugestão. Podes usar uma matriz curta e permanecer abaixo das 150 toneladas totais, mas ainda assim ultrapassar esse limite por pé na zona de trabalho.
E o teu suporte está exatamente no meio dessa zona.
Um suporte de 4 vias classificado para 60 toneladas ao longo das suas 36 polegadas completas não é automaticamente seguro a 60 toneladas em 18 polegadas. Reduz a metade o comprimento de trabalho e duplicas a carga por polegada. A secção transversal do suporte agora transporta a mesma força por menos pontos de contacto, aumentando a pressão de apoio sobre o leito e a tensão de flexão dentro do corpo do suporte.
É aqui que as oficinas se enganam. Correspondem o comprimento da matriz ao comprimento do suporte. Correspondem a classificação do suporte à tonelagem total da máquina. Tudo “corresponde”.”
Mas o aço sente isso.
As classificações de carga devem ser lidas como toneladas por polegada de comprimento suportado. Se a tua operação produz 40 toneladas por pé, então cada polegada de suporte e de leito sob essa matriz deve ser capaz de suportar continuamente 3,33 toneladas — não apenas nas extremidades, não apenas nos pontos de fixação — continuamente.
Porque a força não se teletransporta para áreas mais fortes. Ela permanece onde é aplicada.
Agora imagina uma matriz de 4 vias com ombros estreitos apoiada num suporte que não está perfeitamente plano por baixo. A área real de contacto pode ter apenas 1/2 polegada de largura ao longo de cada ombro. Esse é o teu verdadeiro caminho de carga.
Considera um exemplo hipotético de 30 toneladas distribuídas por 12 polegadas. Isso equivale a 2,5 toneladas por polegada no total. Mas se apenas metade da largura do ombro estiver a suportar devido a ligeira irregularidade, duplicaste efetivamente a tensão de contacto nessa linha. A pressão aumenta localmente, mesmo que os teus cálculos digam que estás “dentro dos limites”.”
O aço sob compressão é paciente. O aço sob compressão desigual torna-se numa viga.
Se houver uma 0,005 polegadas vazio sob o centro, a matriz faz a ponte sobre ele. Sob carga, essa distância flete para baixo. Mesmo alguns milésimos de flexão num bloco endurecido de perfis múltiplos alteram a tensão interna de compressão vertical para tração de flexão nas fibras inferiores. É a tração que racha o aço da ferramenta, não a compressão.
E numa matriz de 4 vias, essas cavidades internas significam que o eixo neutro — a linha onde a tensão muda de compressão para tração — não está centrado como num bloco sólido. As paredes mais finas junto ao V inativo veem primeiro uma tensão de tração maior. É aí que começam as fissuras.
Não porque excedeste a tonelagem total.
Mas porque a concentraste sob um ombro estreito e parcialmente apoiado.
Começa com 0,002 polegadas de desgaste na cama ao centro. Adiciona 0,001 polegadas de incrustações ou detritos sob o suporte. Adiciona 0,002 polegadas de tolerância de maquinação entre o suporte e a base da matriz. Nenhum destes números assusta por si só.
Acumula‑os e estás em 0,005 polegadas de folga potencial.
Essa folga transforma a força vertical num momento de flexão a cada ciclo. O suporte flete ligeiramente. A matriz flete um pouco mais. Quando desapertas, recupera — quase. Ao fim de centenas de golpes, esse quase torna‑se deformação permanente. Agora a matriz já não “assenta plana” mesmo sem carga. O trabalho seguinte começa com desalinhamento incorporado.
Ouve‑me, a fadiga não se anuncia. Acumula‑se exatamente na transição entre o aço apoiado e o não apoiado.
Quando o alinhamento e o apoio estão corretos, a tonelagem viaja em linha reta para baixo: punção até ao ombro da matriz, ombro até à face do suporte, face do suporte até à cama, cama até à estrutura. Uma coluna compressiva vertical e limpa. Sem torção. Sem vão. Sem zonas de tração escondidas dentro de uma cavidade.
Quando o alinhamento é descuidado, essa coluna dobra‑se. E uma vez dobrada, a geometria interna de uma matriz de 4 vias amplifica a distorção em vez de a absorver.
É por isso que a arquitetura do suporte — como apoia, centra e distribui a carga — determina se essas forças permanecem verticais ou começam a rasgar lateralmente o teu ferramental.
Num travão de 12 pés com capacidade nominal de 25 toneladas por pé, configurámos uma vez uma matriz de 4 vias de 36 polegadas em três suportes diferentes e executámos o mesmo trabalho: chapa de 3/8, dobra aérea pesada, exatamente em 22 toneladas por pé na zona de trabalho. Mesma máquina. Mesma matriz. Mesma tonelagem. Surgiram três padrões de tensão completamente diferentes observados em bluing e calibradores de folga.
Nada na matriz mudou.
Apenas o que estava por baixo.
Essa é a parte que a maioria das oficinas trata como um espaçador. Se a falha é provocada pela concentração de carga e micro‑deflexão, então o suporte não é um acessório — é a base. Mude a base, e muda se aquela coluna de força se mantém vertical ou começa a inclinar-se lateralmente através das cavidades de um bloco de perfis múltiplos. Então, o que na arquitetura mantém essa coluna direita?
Pegue um verdadeiro suporte monolítico de 4 vias: um corpo contínuo, maquinado, plano e retificado de ponta a ponta, com pinos e chavetas para se centrar automaticamente na bancada. Sem juntas. Sem ombros interrompidos. Ao apertá-lo, torna-se uma extensão da viga inferior da prensa.
Agora cargue-o em 22 toneladas por pé ao longo das 36 polegadas completas.
Por ser contínuo, a tensão compressiva distribui-se por toda a base. Qualquer micro ponto alto é absorvido pela compressão elástica ao longo de todo o comprimento, não concentrado numa junta. O suporte comporta-se como uma única viga profunda em compressão, não como três vigas curtas encostadas. Isso é importante porque a rigidez da viga escala com a continuidade da secção; quebre a secção e reduz drasticamente o momento de inércia na quebra.
Em trabalhos de alta tonelagem — digamos qualquer coisa consistentemente acima de 20 toneladas por pé — essa continuidade deixa de ser “bom ter”. Torna-se obrigatória. Os ombros da matriz empurram para baixo. A face do suporte empurra uniformemente para cima. A bancada suporta-o. Sem pontos de dobragem. Sem rotação local.
Imagine uma matriz que “assenta plana” ao longo de 36 polegadas de aço retificado, com menos de 0,0015 polegada de variação de ponta a ponta. Sob carga, a curva de deflexão é suave e previsível. O eixo neutro dentro do bloco de 4 vias permanece centrado. Mantém-se a tensão em compressão, onde o aço ferramenta é forte.
Mas os suportes monolíticos custam mais, pesam mais e exigem condições precisas da bancada. Então a questão passa a ser: podem os designs segmentados oferecer o mesmo caminho de carga vertical com mais flexibilidade?
Coloque três segmentos de 12 polegadas lado a lado. Aperte-os bem. A cinco pés de distância, parecem uma única peça.
Não são.
Cada junta é um potencial ponto de dobragem. Mesmo que as faces superiores sejam retificadas, as extremidades raramente partilham a carga de forma perfeita. Sob 22 toneladas por pé, se um segmento estiver apenas 0,002 polegada mais baixo devido ao desgaste da mesa ou a detritos, o segmento adjacente recebe uma parte desproporcionada até que a deformação elástica o iguale. Essa equalização é a deflexão. A deflexão dentro do suporte transforma-se em flexão dentro da matriz.
O mecanismo é simples. Um suporte segmentado interrompe o caminho compressivo com juntas verticais. Essas juntas reduzem a rigidez lateral. Quando a carga incide perto de uma junta, o segmento pode rodar microscopicamente na sua base porque o vizinho não está estruturalmente ligado — apenas fixado por aperto. A força de aperto resiste à separação, não à rotação sob momento fletor.
Isso significa que os suportes segmentados são inúteis? Não.
Com cargas moderadas — digamos abaixo de 15 toneladas por pé — com tolerâncias apertadas da mesa e cavilhas apropriadas, eles podem ter um desempenho aceitável. Destacam-se em configurações em que se deslocam matrizes multi‑V alguns centímetros para a esquerda ou direita para obter flexibilidade. Os sistemas europeus multi‑V obtêm versatilidade através do engate deslizante ao longo de um único bloco sólido. Os suportes segmentados tentam imitar essa flexibilidade por baixo. A diferença é que a matriz permanece monolítica; o suporte não.
E o aço sente isso.
Quanto mais se procura versatilidade, mais cuidadosamente se deve controlar a planicidade das juntas, as chaves de alinhamento e a pré-carga de extremidade a extremidade. Sem características de auto‑centragem precisas — chaves cónicas, linguetas retificadas, folgas de extremidade controladas — acumulam-se micro‑deflexões exatamente onde as cavidades da matriz são mais finas.
Portanto, se a segmentação introduz articulações, o que acontece quando alguém decide “resolver” uma discrepância de comprimento com uma serra?
Vi uma oficina cortar um suporte de 48 polegadas para 30 porque “coincidia com o comprimento do suporte” de que precisavam para uma produção curta. Corte limpo. Rebarbado. Tinha um aspeto profissional.
Tinham acabado de cortar a nervura interna que ligava a base ao ombro superior.
A maioria dos suportes de qualidade não são simples retângulos. São projetados com distribuição interna de massa — nervuras mais espessas sob a linha de carga, cavidades de alívio afastadas dela — para que o caminho compressivo permaneça diretamente sob os ombros da matriz. Quando se corta um, muitas vezes remove-se a restrição de extremidade que impede a secção de se alargar sob carga. Alteram-se as condições de contorno de fixas para parcialmente livres.
De acordo com a norma Mais de 20 toneladas por pé, isso é relevante. O suporte encurtado passa a ter rigidez torsional reduzida e fluxo de tensão alterado. A secção restante deve suportar a mesma carga por polegada com menos continuidade estrutural. Criou-se uma viga com uma aba comprometida.
Perdi uma $10,000 matriz multi‑perfil no início da minha carreira por causa exatamente desse erro. Uma fissura capilar começou no V inativo mais próximo do extremo cortado. Estávamos dentro da tonelagem total. Estávamos dentro da classificação nominal por pé. Mas o apoio já não era contínuo. A micro‑rotação na extremidade sem apoio transformou a compressão vertical em tensão de flexão dentro da parede da cavidade da matriz.
Ouçam-me, quando cortam um suporte padrão, não estão a aparar aço em excesso. Estão a cortar através da estrutura que mantém a carga vertical.
Se realmente precisarem de um comprimento personalizado, o suporte deve ser concebido com esse comprimento desde o início — com nervuras, reforços e massa dimensionados para esse vão — e não amputado posteriormente.
Porque, uma vez que se compreende que a carga se transfere polegada a polegada, a próxima questão já não é sobre a capacidade total.
Trata-se do que acontece durante a rotação, reposicionamento e troca intermédia — quando esse suporte é brevemente perturbado e a matriz tem de se voltar a assentar na mesma coluna vertical sem se desviar lateralmente.
Rodas uma matriz de 4 vias noventa graus. Ela volta a cair no suporte. Parece encaixada. Fazes a próxima dobra a 22 toneladas por pé.
Mas ela voltou 0,002 polegada descentrada.
É isso que acontece à coluna de carga durante a rotação. Ela não desaparece. Fractura-se. O percurso compressivo vertical que construíste, polegada a polegada, é interrompido e depois reconstruído pela gravidade e fricção, em vez da geometria. Se o suporte não obrigar a matriz a recentrar-se com uma referência mecânica — sem estimativas visuais, sem pancadas com martelo — o aço escolhe a sua própria posição. E o aço não escolhe de forma perfeita.
Sob carga, isso 0,002 polegada torna-se num braço de momento lateral. A compressão no ombro transforma-se em flexão dentro da parede da cavidade. Não o verás no primeiro golpe. Vais vê-lo após a quinquagésima mudança de perfil.
Então, que sistema de centragem é que realmente resiste ao uso real?
Imagina duas configurações.
Primeira: um suporte de fundo plano. Sem chaves de centragem. O operador coloca o bloco de 4 vias no lugar, encosta-o a um batente traseiro, aperta-o e considera o trabalho feito. Passa numa auditoria básica de segurança. As proteções estão no lugar. O controlo a duas mãos funciona. Nada de ilegal.
Segunda: um suporte com canais em V retificados com precisão e chaves de centragem cónicas. A matriz encaixa e é forçada a uma linha central repetível com uma precisão de 0,001 polegada apenas pela geometria. Sem pancadas. Sem suposições.
No papel, ambos passam a inspeção. Em movimento, só um mantém a coluna de carga intacta.
O alinhamento manual depende da fricção entre a base da matriz e a face do suporte. A fricção resiste ao deslizamento; não corrige o desalinhamento. Durante uma rotação de 90 graus, a matriz eleva-se, roda e volta a assentar. Se a face do suporte tiver até 0,0015 polegada variação de ponta a ponta — e na maioria das bancadas tem — a matriz vai assentar para o lado mais baixo. A gravidade é mais forte do que o teu olho.
Agora aplica 18 toneladas por pé. O êmbolo desce. Os ombros engatam. A matriz tenta igualar sob carga, mas não consegue traduzir livremente porque está presa. Então roda microscopicamente. Essa rotação coloca tensão de tração no V inativo, oposto à cavidade de trabalho.
Canais em V auto-centrantes mudam o mecanismo. Convertem força vertical de assentamento em força de alinhamento lateral. Quando a matriz cai, as faces em cunha levam-na à linha central geométrica antes de prender. O centramento é estrutural, não procedural.
Qual sobrevive a uma auditoria real — daquelas em que alguém pergunta porque é que a sua matriz multi-perfil partiu na estação não utilizada?
Aquela em que o alinhamento está incorporado no aço, não deixado ao hábito.
Mas o centramento por si só não impede o movimento durante a própria rotação.
| Aspeto | Canais em V auto-centrantes | Alinhamento manual (suporte de fundo plano) |
|---|---|---|
| Configuração básica | Canais em V com precisão e chaves de centragem em cunha | Suporte de fundo plano sem chaves de centragem |
| Método de posicionamento da matriz | A geometria força a matriz para a linha central repetível dentro de 0,001 polegadas | Operador empurra manualmente a matriz contra o dedo da régua traseira |
| Mecanismo de alinhamento | Centragem estrutural incorporada no aço | Alinhamento procedural baseado no hábito do operador |
| Durante a rotação | A matriz guiada de volta ao centro pelas faces em cunha | A matriz levanta, pivota e volta a assentar com base no atrito e na gravidade |
| Dependência do atrito | Mínimo; alinhamento determinado pela geometria | Elevado; o atrito resiste ao deslizamento, mas não corrige o desalinhamento |
| Impacto da Variação da Base (0,0015 polegadas) | O centramento geométrico compensa a variação | A matriz assenta no lado mais baixo devido à gravidade |
| Comportamento Sob Carga (18 toneladas/pé) | Mantém a integridade da coluna de carga | A rotação microscópica empurra a tensão de tração para dentro do V inativo |
| Risco de Fissuração na Estação Não Utilizada | Significativamente reduzido | Aumentado devido à tensão de tração induzida |
| Resultado da Auditoria (Verificação Básica de Segurança) | Aprovado | Aprovado |
| Resultado da Auditoria (Análise de Causa Raiz) | Alinhamento justificado estruturalmente | Alinhamento dependente da consistência do operador |
| Fiabilidade Global | Alinhamento estrutural e repetível | Alinhamento variável, dependente do atrito |
Pegue numa matriz de 36 polegadas de múltiplos perfis, com alguns centenas de libras de peso. Solte-a. Prenda-a. Comece a rotação de 90 graus.
A meio da rotação, o centro de gravidade passa para fora da área de base. Por um momento, a matriz é um pêndulo.
Se o suporte fornece apenas uma prateleira plana, nada impede o deslocamento lateral exceto o controlo do seu sistema de içamento. Se tiver retentores laterais, bordas de captura ou um encaixe em rabo-de-andorinha, a matriz permanece constrangida mesmo quando parcialmente levantada.
Aqui está a diferença mecânica: durante um giro, a condição de contacto muda de compressão de face completa para contacto de aresta e depois para contacto de ponto. Nessa transição, qualquer folga torna-se deslocamento. Uma folga lateral de 0,003 polegadas na base pode traduzir-se em desalinhamento angular na zona do ombro, uma vez novamente fixada.
De acordo com a norma 20 toneladas por pé, esse erro angular produz carga assimétrica no ombro. Um ombro vê maior tensão de compressão; a parede oposta sofre tensão de flexão. O aço de ferramenta tolera a compressão de forma excelente. Odeia a tensão.
Ouça-me, a gravidade não se importa com o seu calendário de produção. Se o suporte não posicionar de forma positiva a matriz ao longo de todo o arco de rotação — não apenas quando totalmente assentada — está a arriscar o alinhamento sempre que troca de perfil.
E a maioria das oficinas troca de perfil dezenas de vezes por turno.
O que nos leva aos danos que não vê a chegar.
Imagine uma oficina a trabalhar com quatro diferentes aberturas em V num bloco de 4 vias. Dez rotações de manhã. Mais dez depois do almoço. Cada vez, a matriz volta a assentar dentro de 0,001–0,003 polegadas da sua posição anterior — mas não exatamente.
De acordo com a norma 15 toneladas por pé, talvez consiga safar-se. A deformação elástica é pequena. O aço tolera.
Passe além 20 toneladas por pé, e esses pequenos desalinhamentos deixam de ser ajustes elásticos de rotina. Tornam-se inversões cíclicas de tensão nas cavidades inativas. Uma execução carrega ligeiramente mais a parede leste. A rotação seguinte carrega a parede norte. Depois oeste. Depois sul.
Criou ciclos de flexão de baixa amplitude e multidirecionais num aço de ferramenta endurecido.
Não suficiente para o quebrar num dia.
Suficiente para nucleares microfissuras nas secções transversais mais finas — normalmente entre cavidades em V adjacentes, onde o material já foi aliviado para folga. Cada rotação reconstrói a coluna de carga de forma imperfeita. Cada reconstrução imperfeita acrescenta mais uma cicatriz microscópica.
As oficinas culpam o “tratamento térmico defeituoso”. Ou “ferramentas baratas”.”
Mas o padrão revela a verdade: as fissuras aparecem nas transições de perfil, não nos trabalhos de V único de tonelagem máxima. O fator comum é a rotação sem recentragem determinística e apoio completo.
O suporte é a base. O sistema de centragem é o topógrafo. Se o topógrafo deixar o edifício deslocar-se um fio de cada vez que é reposicionado, a fundação não falhará por compressão. Vai falhar por fadiga.
E se o suporte conseguir fazer tudo corretamente, o que acontece quando a própria prensa não repete essa mesma linha central após cada golpe?
Se o seu suporte recentrar perfeitamente mas o êmbolo se deslocar um fio para a esquerda ou direita a cada golpe, a carga não desaparece.
Ela relocaliza-se.
A força transfere-se sempre na interface. Não no desenho do catálogo. Não no discurso de vendas. No contacto aço-com-aço onde a sua matriz encontra seja qual for o empilhamento que construiu entre ela e a máquina. Se esse empilhamento incluir adaptadores, blocos de transição, linguetas não correspondentes ou um sistema de sobrecoroamento a lutar contra a bancada, é aí que o êmbolo errante aparece primeiro como deflexão.
Imagine uma matriz que “descansa plana”. Parece assentada. Correspondia ao comprimento do suporte. Mas o aço sente-o.
Quando o êmbolo desce ligeiramente fora do centro, a matriz quer deslocar-se lateralmente para restabelecer uma coluna de compressão direita. Se a sua interface for uma superfície de contacto contínua, polegada a polegada, a carga redistribui-se como compressão. Se for segmentada — matriz para adaptador, adaptador para suporte, suporte para bancada — cada interface torna-se uma dobradiça com a sua própria microfolga.
Essa dobradiça é onde começa a flexão.
Não está a unir formas. Está a unir percursos de carga. E o casamento mais fraco no empilhamento define os termos do matrimónio.
Então, onde é que essa força realmente entra no sistema?
Uma lingueta é apenas uma língua retangular que encaixa numa ranhura no suporte. Sistemas sem lingueta prendem toda a base com garras hidráulicas ou mecânicas. Ambos “seguram” uma matriz. Apenas um define claramente o percurso da carga.
Com uma lingueta tradicional, a força vertical entra através dos ombros da matriz para a base, depois concentra-se nas faces da lingueta e paredes da ranhura. A área de contacto diminui. A pressão aumenta. Se o êmbolo estiver um fio fora do centro, a lingueta apoia-se de forma desigual contra uma parede da ranhura antes que o resto da base sequer perceba o que aconteceu.
Agora imagine uma base sem lingueta com fixação de face completa e tração para cima. A força de fixação puxa a matriz para um assento repetível antes da tonelagem chegar. A carga vertical espalha-se então por toda a interface base-suporte. A interface é ampla. A pressão por polegada quadrada cai. O sistema comporta-se mais como uma fundação do que como um pino de cavilha.
Percurso de carga curto. Apoio amplo. Menos dobradiças.
Mas não a romanticize. Já vi oficinas aparafusar matrizes de múltiplos perfis sem lingueta em suportes americanos antigos com grampos laterais rudimentares e dizer que era “compatível”. Não era. A matriz foi concebida para carga vertical; o suporte tinha entrada lateral por geometria. O percurso da força dobrava-se na placa adaptadora intermédia.
Ouve-me, compatibilidade não é “encaixa”. Compatibilidade é “a força viaja numa linha reta e totalmente suportada desde o martelo até à mesa”.”
Se muda de direção dentro do teu conjunto de adaptadores, acabaste de criar um ponto de pivô.
Então o que acontece quando misturas famílias inteiras de ferramentas?
A ferramenta de estilo americano entra de lado. A de estilo europeu desce verticalmente e bloqueia para cima com pinos ou cunhas. Ambas podem dobrar peças o dia todo. A diferença aparece quando as empilhas.
Digamos que utilizas uma matriz europeia de perfis múltiplos numa prensa americana com blocos de transição. O bloco converte a geometria de fixação vertical em geometria de ranhura lateral. No papel, está classificado para a tonelagem. Na prática, inseriste outra interface: matriz com bloco, bloco com suporte.
Cada interface tem tolerância de planicidade. Cada uma tem tolerância de paralelismo. Empilha três delas ao longo de uma mesa de 10 pés e terás uma acumulação de tolerâncias que o olho nunca vê — mas a tua matriz sente em cada golpe.
De acordo com a norma 20 toneladas por pé, Alguns décimos de milésimo apenas fletam e voltam. Força até 30 toneladas por pé, e esses mesmos décimos tornam-se tensão alternada à medida que o martelo deriva e o sistema de compensação de arqueamento ajusta. O adaptador torna-se o primeiro elemento a inclinar-se microscopicamente. A matriz segue.
Essa inclinação não é dramática. São poucos mícrons. Suficiente para deslocar a compressão do centro e introduzir tensão na zona mais fina entre os perfis em V.
Uma vez vi uma oficina rachar uma matriz multi-perfil $10,000 porque “fizeram-na funcionar” com blocos de transição cortados que deixavam folgas sob duas polegadas da base. Correspondia ao comprimento do suporte. Os desenhos diziam que estava tudo bem. Seis semanas depois, apareceram fissuras finas exatamente onde o apoio terminava.
Culparam o tratamento térmico.
Mas a fissura seguia a borda da zona sem suporte como um mapa.
Agora, para ser justo, os sistemas modernos de adaptadores universais conseguem manter uma repetibilidade de ±0,1 mm entre máquinas. Quando projetados como uma braçadeira única e integrada — concebida para eliminar tolerâncias empilhadas — comportam-se como uma fundação contínua. Isso é compatibilidade real.
A questão é simples: estás a adicionar peças, ou estás a instalar um sistema?
Porque cada peça adicionada é uma possível dobradiça.
E mesmo que acertes nas interfaces, ainda tens a própria máquina a fletir sob carga.
Cada bancada de prensa dobra-se sob carga. A física não deixa de funcionar só porque a placa diz precisão. Os sistemas de compensação de arqueamento — cunhas manuais ou compensação hidráulica controlada por CNC — pré-curvam a mesa para que o martelo e a mesa se encontrem paralelos sob a tonelagem.
Aqui está o problema silencioso.
Se o seu suporte for rígido num segmento e calçado ou empilhado noutro, o sistema de compensação deixa de dobrar uma estrutura contínua única. Está a dobrar uma montagem em camadas com diferentes rigidezes em pontos distintos. A máquina compensa a deflexão da mesa. A sua pilha de adaptadores compensa de forma diferente. A matriz fica entre dois argumentos.
Mas o aço sente isso.
Se a base do suporte for contínua e tiver rigidez correspondente à da mesa, a compensação cria uma pressão de contacto uniforme ao longo da matriz. Se o suporte for segmentado, a compensação pode realmente amplificar a pressão nas juntas, porque essas uniões comprimem-se de modo diferente do aço maciço.
Acaba por ter sobrecarga localizada mesmo quando o seu cálculo de tonelagem indica que está seguro.
É aqui que a maioria das oficinas é apanhada de surpresa. Assumem que a compensação da máquina as vai salvar de pequenos pecados de interface. Não vai. A compensação só funciona quando a estrutura a ser compensada se comporta como uma peça única.
Portanto, antes de perguntar se a sua matriz de 4 vias “encaixa” na prensa, faça uma pergunta mais difícil: toda a pilha — do martelo à mesa — comporta-se como uma fundação única e contínua sob carga?
Porque se não o fizer, nenhuma rotação cuidadosa ou centragem perfeita impedirá que a fadiga encontre a junta mais fraca.
E, assim que começar a ver a pilha como um sistema estrutural em vez de um monte de peças compatíveis, a decisão deixa de ser sobre conveniência e passa a ser sobre engenharia.
Quer uma forma prática de auditar a sua pilha do martelo à mesa e saber se ela se comporta como uma fundação contínua sob carga.
Ótimo. Pare de avaliar a olho. Pare de confiar em alegações de catálogo. Vai testá-la da mesma forma que um engenheiro estrutural testaria uma sapata: primeiro carga, depois contacto, e, por último, alinhamento.
Nessa ordem.
Porque se errar o primeiro, o resto é teatro.
Antes de comparar Americano, Europeu, 4 vias, V simples — nada disso importa — calcule o seu pior caso em toneladas por pé.
Não a média. Nem o que “costuma utilizar”. Pior caso.
Pegue no seu material mais espesso, na abertura de V mais pequena e na maior resistência à tração que dobra em produção. Faça os cálculos. Se o seu trabalho atingir o pico de 28 toneladas por pé, então cada polegada dessa pilha de suporte e matriz deve resistir 28 toneladas por pé repetidamente sem transformar compressão em flexão.
Agora aqui está a parte não óbvia.
Muitas oficinas frustradas descobrem, no papel, que a sua prensa pode produzir 35 toneladas por pé— mas o corpo da sua matriz de 4 vias está classificado para 25 toneladas por pé na sua V mais estreita. Ou o seu suportador está apenas classificado para 20 toneladas por pé quando montado com blocos de transição.
Isso desqualifica o conjunto antes mesmo de verificar o contacto.
E sim, isso por si só elimina uma parte das oficinas de operar com segurança matrizes de múltiplos perfis às cargas que pensam ser “normais”.”
Não escolhe um suportador e espera que ele aguente a carga. Prova que a carga está dentro do limite estrutural de cada componente.
Se os seus números estão perto da classificação, não está “próximo”. Está a fatigar ciclicamente o aço.
Então, uma vez que sabe as reais toneladas por pé, o que está realmente a pedir ao suportador para fazer com isso?
É aqui que a maioria das pessoas se engana.
Colocam a matriz no lugar. Ela fica plana. Parece bem. Corresponde ao comprimento do suportador.
Imagine uma matriz que “descansa plana” sobre três almofadas ligeiramente salientes, com uma cavidade de 0,003 polegadas entre elas. Sem carga, nunca verá isso. Sob 25 toneladas por pé, essas três almofadas tornam-se colunas concentradas. A cavidade torna-se um vão de flexão.
Mas o aço sente isso.
Eis como pode auditá-la sem adivinhar:
Se conseguires deslizar mesmo uma lâmina fina sob qualquer secção, não tens suporte contínuo.
Depois vem o verdadeiro teste: aumenta para uma tonelagem moderada — bem abaixo do máximo, mas suficiente para simular a carga de trabalho. Liberta. Remove a matriz. Procura marcas de contacto. Contacto brilhante apenas nas extremidades ou perto das braçadeiras? Isso é carga segmentada.
Ouve-me, até mesmo dois polegadas sem suporte no meio de uma matriz de múltiplos perfis sob 30 toneladas por pé não é “provavelmente aceitável.” É uma origem de fadiga.
Contínuo significa apoio polegada a polegada. Sem frestas. Sem pontes. Sem calços empilhados a comportar-se de forma diferente sob arqueamento.
Se o contacto estiver correto, a carga distribui-se. Se estiver segmentado, a matriz transforma-se na viga.
Portanto, agora assume que tens contacto verdadeiro. Uma base sólida. Terminaste?
Não, se ainda estiveres a procurar o centro com um martelo de massa.
Continuidade estrutural sem repetibilidade de centramento é como verter uma fundação perfeita e depois construir as paredes dois polegadas fora da linha de giz.
As matrizes de múltiplos perfis amplificam isto.
Cada vez que rodas uma matriz de 4 vias, estás a pedir‑lhe que volte à mesma linha central em relação ao martelo. Se o teu suporte depender de ajustes manuais, grampos laterais ou alinhamento a olho, introduziste variabilidade no caminho da carga.
Sob carga baixa, verás desvio de ângulo. Sob carga alta — digamos 30 toneladas por pé— a força descentralizada introduz torção no corpo da matriz.
Essa torção empurra a compressão para uma nervura e a tensão para o lado oposto entre as aberturas em V. É aí que começam as fissuras.
Repetibilidade significa:
Deve ser possível remover e reinstalar a matriz e manter o centro dentro de alguns milésimos sem recalibrar a referência do resguardo traseiro.
Se cada rotação o obriga a voltar a roscar, medir, ajustar, o sistema não é estruturalmente honesto. Está a perdoá-lo a baixa tonagem e a castigá-lo a alta tonagem.
Então agora fez três coisas: verificou a capacidade, confirmou o suporte contínuo e eliminou o desvio de centragem.
Aqui está a pergunta que a maioria dos proprietários evita.
Os sistemas de mudança rápida poupam minutos. As pilhas de adaptadores poupam capital. Os suportes de corte poupam material.
Tudo isso parece inteligente numa folha de cálculo.
Mas se a sua pilha não conseguir garantir apoio contínuo na sua carga máxima em toneladas por pé, e não conseguir voltar ao centro sem persuasão humana, então não comprou uma fundação.
Comprou um espaçador.
As fundações são aborrecidas. Pesadas. Precisas. Sobredimensionadas para o que “normalmente” faz. Existem para que, quando a máquina atinge a carga máxima, nada dentro da pilha tenha de negociar.
Esta é a perspetiva que quero que leve consigo:
Pare de perguntar, “Este suporte funciona com a minha matriz?”
Comece a perguntar, “Todo o meu conjunto de martelo até bancada comporta-se como uma única coluna compressiva ininterrupta na minha tonelagem real mais alta?”
Essa pergunta não é óbvia porque tudo parece bem com meia carga.
As fissuras não começam com meia carga.
E quando vir a sua pilha como um sistema estrutural em vez de um conjunto de peças compatíveis, deixará de procurar conveniência.
Vai procurar continuidade.


















