

36 inçlik 4 yönlü bir kalıbın tutucuda “mükemmel” şekilde oturduğunu izlemiştim; uçlarda gün ışığı görünmüyor, omuz omuza yerleşmişti. Operatör çalıştırdı 120 ton 10 numara sac boyunca. Merkez ilk darbede, altına kumpas (feeler gauge) kaydırılabilecek kadar kalktı. Üçüncü işte, köşe yarıçapından bir kılcal çatlak sürünerek çıktı.
Tutucu uzunluğuyla eşleşiyordu.
Yine de başarısız oldu.
Uzunluğa destekmiş gibi bakıyorsunuz. Kalıp alanı doldurunca, yükün gidecek bir yeri olduğunu varsayıyorsunuz. Takımın çığlığı kopmadan hemen önce çırakların düşündüğü şey budur.
4 yönlü bir tutucu ara blok değil, temeldir. Eğer yatak veya tutucu kalıba yalnızca birkaç yüksek noktadan değiyorsa, kuvvet eşit dağılmaz—temas noktaları arasında zıplar. Yük altındaki çelik öngörülebilir şekilde davranır: desteksiz açıklıklar esner. Ve bükülme kuvveti altında esnediğinde, gerilim destekli ve desteksiz malzeme geçişinde yoğunlaşır.
İşte çatlaklar orada başlar.
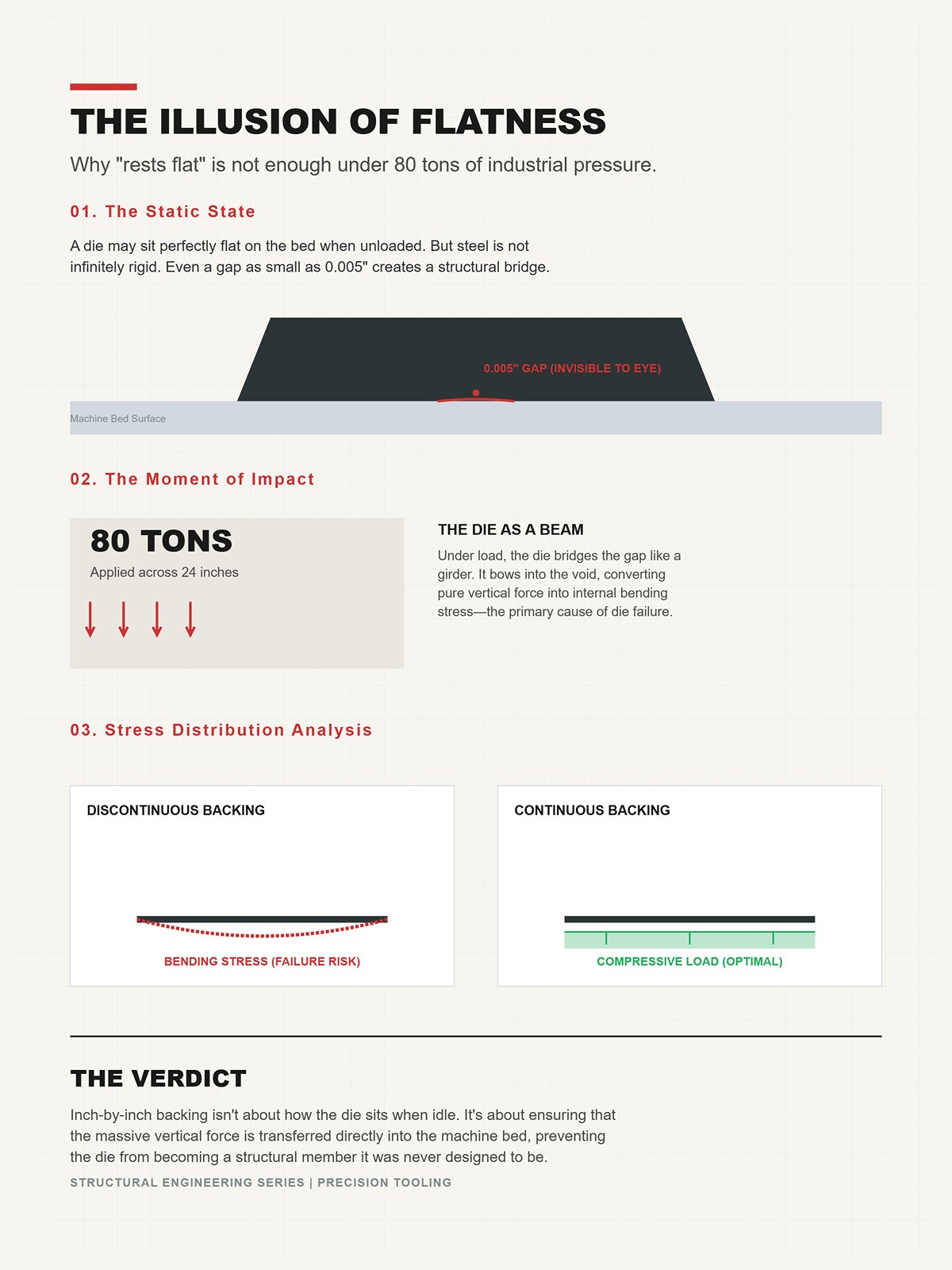
“Düz duran” bir kalıp hayal edin. İçeri yerleştirirsiniz, sallanmaz, kelepçeler sıkıdır. Görünüşte sorun yok. Şimdi uygulayın 80 ton 24 inçlik bir bölüm boyunca. Merkezde sadece 0.005 inç boşluk olsa bile, kalıp o boşluğu bir kiriş gibi köprüler. Yük altında, o boşluğa doğru eğilir.
Bu hareketi gözle göremezsiniz. Ama çelik bunu hisseder.
Kalıp gövdesi, tasarlanmadığı bir eğilme gerilimini taşıyan yapısal bir elemana dönüşür. 4 yönlü kalıplar, dikey yükü kütleleri aracılığıyla dağıtmak üzere üretilmiştir, altındaki boşlukları bir köprü kirişine benzer şekilde geçmek için değil. İnç inç sürekli destek, dikey kuvveti yatağa doğrudan basınç yüküne dönüştürür. O sürekliliği bozduğunuzda, basıncı kalıp bloğunun içinde eğilme gerilimine dönüştürmüş olursunuz.
Yani soru, yük uygulanmadığında “düz durup durmadığı” değildir.
Tonaş yükü geldiği anda ne olduğudur.

Şimdi “hala çalışıyor” diye kimsenin hizalamak istemediği prese gelelim. Ortasında 0,010 inç taç aşınması olan eski bir tabla. Üzerine 4 yönlü tutucunuzu bırakıyorsunuz. Tutucu uçlarda ve belki ortadaki bir çıkıntıda sertçe temas ediyor.
Onu sıkıştırıyorsunuz ve kilitlediğinizi sanıyorsunuz.
Beni dinleyin, çelik sizin iyimserliğinize aldırmaz. Sadece temas ettiği yerde yük taşır.
O tüm tonaj, o birkaç temas noktasından geçer. Tutucu eğilir. Üstündeki kalıp, o noktalar arasında esner. Her çevrim aynı stresli bölgeleri döver. Destek bittiği yerde mikro çatlaklar oluşmaya başlar.
Bunun göz ardı edildiğini bir atölyede, parçalı bir kurulumda gördüm. $10,000 çok profilli bir kalıbı, tutucu tüm uzunluğu boyunca sadece üç temas adasında yük taşıdığı için çatladılar. Patlamadı. Sadece yavaş yavaş kendini parçaladı; herkes ise suçu malzeme sertliğine attı.
Asıl suçlu, çeliğin altındaki havaydı.
Peki ya o desteksiz açıklık, dört iç boşluğu olan bir 4 yönlü bloğun içinde kaldığında ne olur sizce?
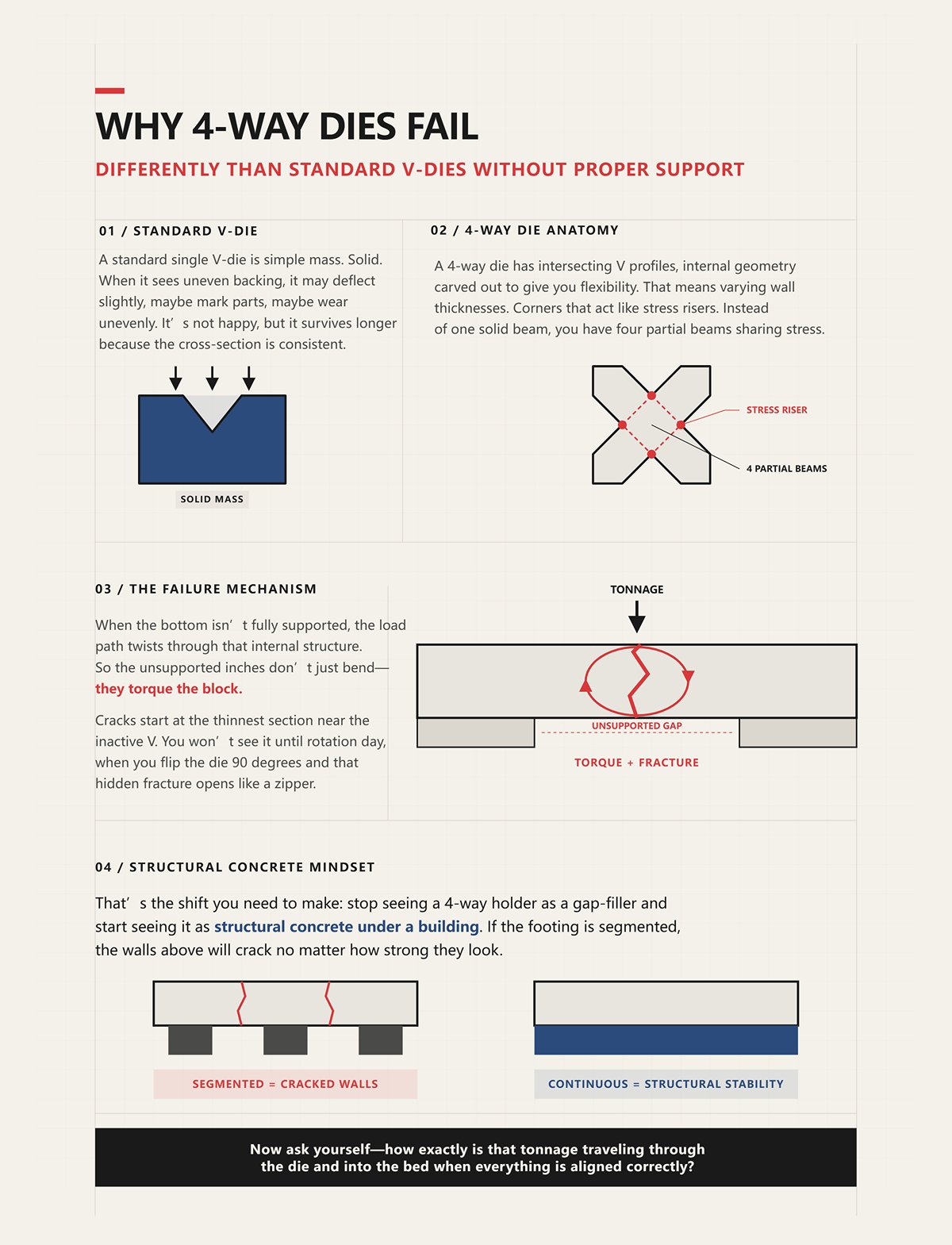
Standart tek V kalıbı basit bir kütledir. Katıdır. Düzensiz destek gördüğünde biraz eğilebilir, parçaları işaretleyebilir, düzensiz aşınabilir. Memnun değildir ama kesit tutarlılığı sayesinde daha uzun süre dayanır.
4 yönlü kalıp farklıdır. Size esneklik sağlamak için oyulmuş iç geometrili, kesişen V profillerine sahiptir. Bu da değişken duvar kalınlıkları demektir. Gerilme yığıcı gibi davranan köşeler vardır. Alt tamamen desteklenmediğinde, yük yolu bu iç yapı boyunca burulur.
Tek bir katı kiriş yerine, stresi paylaşan dört kısmi kirişiniz olur.
Yani desteksiz inçler sadece bükülmekle kalmaz—bloğu burar. Çatlaklar, etkin olmayan V’nin yanındaki en ince bölümden başlar. Onu dönüş günü gelene kadar görmezsiniz; kalıbı 90 derece çevirdiğinizde o gizli çatlak fermuar gibi açılır.
Yapmanız gereken bakış açısı değişimi şudur: 4 yönlü tutucuyu bir boşluk doldurucu olarak görmekten vazgeçin ve onu bir binanın altındaki yapısal beton olarak görmeye başlayın. Temel parçalı olursa, ne kadar sağlam görünürse görünsün üstteki duvarlar çatlar.
Şimdi kendinize sorun—her şey doğru hizalandığında, o tonaj tam olarak kalıptan geçerek yatağa nasıl iletiliyor?
36 inç boyunca 3/4 inç plaka büken 240 tonluk bir abkant pres toplamda yaklaşık 126 ton kuvvet çeker. Kağıt üzerinde güvenli görünüyor. Ama aynı makine, ayak başına 40 ton. sınırına sahip bir tabla taşıyor olabilir. 126 tonu üç ayağa yayarsanız ayak başına 42 tona ulaşırsınız—bu da zaten gövdenin taşımak için tasarlandığı sınırı aşmış demektir.
Hiçbir şey toplam sayı çok yüksek olduğu için kırılmadı. Yük yoğunlaştığı için kırıldı.
Tonaj aslında böyle aktarılır—inç inç, yalnızca temas eden çelikten aşağı doğru ve başka hiçbir yere geçmeden. Tutucu ve kalıp tamamen desteklendiğinde, kuvvet yatağa saf bir basınca dönüşür. Desteklenmediklerinde ise kuvvet takım içinde eğilmeye ve çerçevede yoğun gerilime dönüşür. Makine, broşürdeki toplam kapasiteyle ilgilenmez. Yalnızca temas hattındaki ayak başına düşen basıncı “hisseder”.
Yani “Fren 240 tonluk” dediğinizde aslında sormanız gereken şu: şu anda yatağın her bir ayağına kaç ton düşüyor?
Tipik bir 150 ton, 10 fitlik frende isim plakasına bakın. Çoğunun sınırı yaklaşık Ayak başına 25 ton. ’dur. Bu, yatağın ve koçun yapısal tavanıdır, bir öneri değil. Kısa bir kalıpla çalışabilir ve toplamda 150 tonun altında kalırken yine de çalışma bölgesinde ayak başına limiti aşabilirsiniz.
Ve tutucunuz tam olarak o bölgenin ortasında duruyor.
Tam 36 inç boyunca 60 ton için derecelendirilmiş 4 yollu bir tutucu, 18 inçte 60 tonla otomatik olarak güvenli değildir. Çalışma uzunluğunu yarıya indirdiğinizde, inç başına yükü ikiye katlarsınız. Tutucunun kesiti artık aynı kuvveti daha az temas noktası üzerinden taşır, bu da yatağa iletilen yatak basıncını ve tutucu gövdesi içindeki eğilme gerilimini artırır.
İşte atölyelerin kendilerini kandırdığı yer burası. Kalıp uzunluğunu tutucu uzunluğuna eşleştirirler. Tutucu oranını makinenin toplam tonajına eşleştirirler. Her şey “eşleşir”.”
Ama çelik bunu hisseder.
Yük oranları, desteklenen uzunluk başına inç başına ton olarak okunmalıdır. İşleminiz ayak başına 40 ton, üretiyorsa, o kalıbın altındaki her inçlik tutucu ve yatak sürekli olarak 3,33 ton taşımaya uygun olmalıdır; sadece uçlarda veya kelepçe noktalarında değil—sürekli olarak.
Çünkü kuvvet daha güçlü alanlara ışınlanmaz. Uygulandığı yerde kalır.
Şimdi altı tamamen düz olmayan dar omuzlu bir 4 yollu kalıbın bir tutucunun üzerinde oturduğunu hayal edin. Gerçek temas alanı omuzların her biri boyunca yalnızca 1/2 inç genişliğinde olabilir. İşte gerçek yük yolunuz bu.
Varsayımsal olarak 12 inçte 30 ton alın. Bu, genel olarak inç başına 2,5 ton demektir. Ancak küçük bir düzensizlik nedeniyle yalnızca omuz genişliğinin yarısı yük taşıyorsa, o hat üzerindeki temas gerilimini fiilen ikiye katlamış olursunuz. Matematiksel olarak “sınırlar içinde” olsanız bile, basınç yerel olarak zirve yapar.”
Basınç altındaki çelik sabırlıdır. Dengesiz basınç altındaki çelik bir kirişe dönüşür.
Eğer 0,005 inç merkezde boşluk, kalıp onu köprüler. Yük altında, o açıklık aşağı doğru eğilir. Sertleştirilmiş çok profilli bir blokta sadece birkaç mikronluk bir eğilme bile iç gerilimi dikey basınçtan, alt liflerde bükülme gerilmesine dönüştürür. Takım çeliğini çatlatan şey gerilmedir, basınç değil.
Ve 4 yönlü bir kalıpta, bu iç boşluklar nötr eksenin — gerilimin basınçtan çekmeye geçtiği çizginin — katı bir bloktaki gibi ortalanmamış olduğu anlamına gelir. Etkin olmayan V’nin yakınındaki daha ince duvarlar ilk olarak daha yüksek çekme gerilmesine maruz kalır. Kılcal çatlaklar orada başlar.
Toplam tonajı aştığın için değil.
Dar, kısmen desteklenmiş bir omuzun altına yoğunlaştırdığın için.
Ortada 0.002 inçlik tabla aşınmasıyla başla. Tutucunun altına 0.001 inçlik oksit katmanı veya kir ekle. Tutucu ile kalıp tabanı arasına 0.002 inçlik işleme toleransı ekle. Bu sayıların hiçbiri tek başına kimseyi korkutmaz.
Hepsini üst üste koyduğunda 0.005 inç potansiyel bir boşluk elde edersin.
Bu boşluk dikey kuvveti her çevrimde bir eğilme momentine dönüştürür. Tutucu hafifçe esner. Kalıp biraz daha fazla esner. Sıkıştırmayı bıraktığında geri seker — hemen hemen. Yüzlerce darbede, o “hemen hemen” kalıcı deformasyon haline gelir. Artık kalıp boşta bile “düz yatmaz.” Bir sonraki iş, gömülü bir hizasızlıkla başlar.
Beni dinle, yorulma kendini belli etmez. Destekli ve desteksiz çelik arasındaki geçiş noktasında birikir.
Hiza ve destek doğru olduğunda, tonaj dik bir hat üzerinden akar: zımba kalıp omzuna, omuz tutucu yüzeyine, tutucu yüzeyi tablaya, tabla da şasiye. Temiz, dikey bir basınç kolonu. Burulma yok. Açıklık yok. Bir boşluğun içinde saklanan gerilme bölgeleri yok.
Hiza bozuk olduğunda o kolon kırılır. Ve bir kez kırıldığında, 4 yönlü bir kalıbın iç geometrisi bozulmayı emmek yerine büyütür.
İşte bu yüzden tutucu mimarisi — yükü nasıl desteklediği, ortaladığı ve dağıttığı — bu kuvvetlerin dikey kalıp kalmayacağını ya da takımına yanlamasına yırtılmaya başlayacağını belirler.
12 fitlik bir pres frende, nominal kapasitesi Ayak başına 25 ton, ile, bir keresinde 36 inçlik 4 yönlü bir kalıbı üç farklı tutucuya yerleştirip aynı işi yaptık: 3/8 plakası, ağır hava bükümü, tam olarak çalışma bölgesinde ayak başına 22 ton . Aynı makine. Aynı kalıp. Aynı tonaj. Maviyle kontrol ettiğimizde ve mastarlarla ölçtüğümüzde tamamen farklı üç gerilim deseni ortaya çıktı.
Kalıpla ilgili hiçbir şey değişmedi.
Sadece altındaki değişti.
Bu, çoğu atölyenin ara parça gibi davrandığı bölümdür. Eğer arıza yük yoğunlaşması ve mikro sapma tarafından belirleniyorsa, o zaman tutucu bir aksesuar değildir — temel taşıdır. Temel taşı değiştirirseniz, kuvvet sütununun dik kalıp kalmayacağını ya da çok profilli bir bloğun boşlukları arasında yana doğru eğilmeye başlayıp başlamayacağını değiştirirsiniz. Peki mimaride o sütunu düz tutan şey nedir?
Gerçek bir monolitik 4‑yollu tutucuyu düşünün: uçtan uca düz olarak taşlanmış, tek parça işlenmiş bir gövde, yatakta kendini ortalaması için pimlenmiş ve kamalanmış. Dikiş yok. Kesintiye uğramış omuzlar yok. Onu sıktığınızda, frenin alt kirişinin bir uzantısı haline gelir.
Şimdi yükü uygulayın çalışma bölgesinde ayak başına 22 ton tam 36 inç boyunca.
Gövde sürekli olduğu için, basınç gerilimi tüm taban boyunca dağıtılır. Herhangi bir mikro yüksek nokta, eklemde yoğunlaşmak yerine tüm uzunluğa yayılan elastik sıkıştırma ile emilir. Tutucu, birbirine yaslanmış üç kısa kiriş değil, sıkıştırma altında tek bir derin kiriş gibi davranır. Bu önemlidir çünkü kiriş rijitliği kesit sürekliliğiyle orantılıdır; kesiti kırarsanız, kırılma noktasındaki atalet momentini azaltırsınız.
Yüksek tonajlı çalışmalarda — örneğin sürekli olarak ayak başına 20 ton üzerinde olan her durumda — bu süreklilik “sahip olunması güzel” olmaktan çıkar. Zorunlu hale gelir. Kalıp omuzları aşağıya iter. Tutucu yüzü yukarı doğru eşit şekilde karşılık verir. Yatak bunu taşır. Menteşe noktaları yok. Yerel dönme yok.
36 inçlik taşlanmış çelik boyunca “düz yatan” bir kalıp hayal edin, uçtan uca 0.0015 inç varyasyonla. Yük altında, sapma eğrisi düzgün ve öngörülebilirdir. 4‑yollu bloğun içindeki nötr eksen merkezde kalır. Gerilimi, takım çeliğinin güçlü olduğu sıkıştırma içinde tutarsınız.
Ancak monolitik tutucular daha pahalıdır, daha ağırdır ve hassas yatak koşulları ister. Bu yüzden soru şu hale gelir: segmentli tasarımlar aynı dikey yük yolunu daha fazla esneklikle sağlayabilir mi?
Üç adet 12 inçlik segmenti yan yana yerleştirin. Sıkıca sabitleyin. Beş fit uzaktan bakıldığında tek parça gibi görünürler.
Öyle değiller.
Her bir eklem potansiyel bir menteşe noktasıdır. Üst yüzeyler taşlansa bile, birleşen uçlar nadiren yükü mükemmel şekilde paylaşır. Altında çalışma bölgesinde ayak başına 22 ton, eğer bir segment yatak aşınması veya kalıntı yüzünden sadece 0.002 inç daha alçakta ise, bitişik segment, elastik deformasyon dengeleyene kadar orantısız bir pay alır. Bu dengeleme işlemine sapma denir. Tutucu içindeki sapma, kalıp içindeki eğilme haline gelir.
Mekanizma basittir. Bölümlere ayrılmış bir tutucu, dikey dikişlerle basma yolunu keser. Bu dikişler yanal rijitliği azaltır. Yük bir birleşim noktasına yakın geldiğinde, segment komşusu yapısal olarak bağlı olmadığı — yalnızca sıkıştırıldığı — için tabanı etrafında mikroskobik olarak dönebilir. Sıkıştırma kuvveti ayrılmaya karşı direnç gösterir, eğilme momenti altında dönmeye değil.
Bu, bölümlere ayrılmış tutucuların işe yaramaz olduğu anlamına mı gelir? Hayır.
Orta yüklerde — diyelim ki ayağa 15 tondan az — yatak toleransları dar ve uygun pimleme ile kabul edilebilir şekilde çalışabilirler. Çok‑V kalıpları esneklik için birkaç inç sola veya sağa kaydırdığınız kurulumlarda parıldarlar. Avrupa çok‑V sistemleri, tek bir katı blok boyunca kayarak bağlanma ile çok yönlülük sağlar. Bölümlere ayrılmış tutucular, bu esnekliği alttan taklit etmeye çalışır. Fark, kalıbın yekpare kalmasıdır; destek ise öyle değildir.
Ve çelik bunu hisseder.
Ne kadar çok çok yönlülük peşinde koşarsanız, birleşim düzlüğünü, hizalama anahtarlarını ve uçtan uca ön yüklemeyi o kadar dikkatle kontrol etmeniz gerekir. Hassas kendi kendine merkezleme özellikleri — konik anahtarlar, taşlanmış çıkıntılar, kontrollü uç boşlukları — olmadan, die yuvalarınızın en ince olduğu yerde mikro‑sapmaları üst üste koymuş olursunuz.
Peki segmentasyon menteşeler getiriyorsa, biri uzunluk uyuşmazlığını bir testereyle “çözmeye” karar verdiğinde ne olur?
Bir atölyenin 48 inçlik bir tutucuyu 30 inçe kestiğini izledim çünkü kısa bir iş için “gerekli tutucu uzunluğu” ile eşleşiyordu. Temiz kesim. Pürüzler giderildi. Profesyonel görünüyordu.
Az önce tabanı üst omuza bağlayan dahili kirişi kesmişlerdi.
Kaliteli tutucular basit dikdörtgenler değildir. Yük hattının altında daha kalın gövdeler, ondan uzakta boşaltma cepleri ile iç kütle dağılımı planlanarak tasarlanırlar — böylece basma yolu doğrudan kalıp omuzlarının altında kalır. Kestiğinizde, çoğu zaman kesitin yük altında genişlemesini engelleyen uç kısıtlamayı ortadan kaldırırsınız. Sınır koşullarını sabitten kısmen serbest hale getirirsiniz.
Altında Ayağa 20+ tondan fazla, olduğunda bu önemlidir. Kısaltılmış tutucunun artık torsiyonel rijitliği azalmış ve gerilme akışı değişmiştir. Kalan bölüm, daha az yapısal süreklilikle aynı inç başına yükü taşımak zorundadır. Flanşı zayıflatılmış bir kiriş yaratmış olursunuz.
Kariyerimin başlarında aynı hareket yüzünden bir $10,000 çok profilli kalıbımı kaybettim. Kılcal çatlak, kesik uca en yakın pasif V’de başladı. Toplam tonajın içindeydik. Nominal ayak başına yük kapasitesinin içindeydik. Ancak arka destek artık sürekli değildi. Desteksiz uçtaki mikro‑dönme, dikey basmayı kalıp oyuk duvarı içinde eğilme çekmesine dönüştürdü.
Beni dinleyin, standart bir tutucuyu kestiğinizde fazladan çeliği kesmiş olmuyorsunuz. Yükü dik tutan yapıyı kesiyorsunuz.
Gerçekten özel uzunluk istiyorsanız, tutucu baştan o uzunlukta tasarlanmalıdır — kirişleri, bağlantıları ve kütlesi o açıklık için yerleştirilmiş biçimde — sonradan kesilerek değil.
Çünkü yükün inç inç ilerlediğini anladığınızda, sonraki soru artık toplam kapasite hakkında olmaz.
Bu, dönüş, yeniden konumlandırma ve orta değişim sırasında — destek kısa bir süre bozulduğunda ve kalıbın yana kaymadan aynı dikey kolona yeniden oturması gerektiğinde — ne olduğudur.
Bir 4 yönlü kalıbı doksan derece döndürüyorsunuz. Tutucuya geri düşüyor. Yerine oturmuş gibi görünüyor. Sonraki bükmeyi çalıştırıyorsunuz çalışma bölgesinde ayak başına 22 ton.
Ama geri geldi 0.002 inç merkezden kaymış şekilde.
Dönme sırasında yük sütununa olan şey budur. Ortadan kaybolmaz. Kırılır. İnç inç inşa ettiğiniz dikey basınç yolu kesintiye uğrar, sonra geometri yerine yer çekimi ve sürtünmeyle yeniden kurulur. Eğer tutucu kalıbı mekanik bir referansla — göz kararıyla değil, tokmakla vurularak değil — merkeze zorlamazsa, çelik kendi konumunu seçer. Ve çelik mükemmel olanı seçmez.
Yük altında, bu 0.002 inç yanal bir moment koluna dönüşür. Omuzdaki basınç, oyuk duvarı içinde eğilme gerilmesine dönüşür. Bunu ilk darbede göremezsiniz. Elli profil değişiminden sonra göreceksiniz.
O halde hangi merkezleme sistemi gerçek kullanımda hayatta kalır?
İki kurulumu gözünüzde canlandırın.
Birincisi: Düz tabanlı bir tutucu. Merkezleme anahtarları yok. Operatör 4 yönlü bloğu yerine koyar, arka dayama parmağına yaslar, sıkıştırır ve tamam der. Temel bir güvenlik denetiminden geçer. Koruyucular yerinde. İki el kumandası çalışıyor. Yasal açıdan sorun yok.
İkincisi: Hassas taşlanmış V-kanallara ve konik merkezleme anahtarlarına sahip bir tutucu. Kalıp düşer ve yalnızca 0.001 inç lik bir tolerans içinde tekrarlanabilir bir merkez hattına, yalnızca geometriyle oturtulur. Tokmak yok. Tahmin yok.
Kâğıt üzerinde ikisi de denetimden geçer. Hareket halinde, yalnızca biri yük sütununu sağlam tutar.
Manuel hizalama, kalıp tabanı ile tutucu yüzü arasındaki sürtünmeye bağlıdır. Sürtünme kaymaya direnç gösterir; hizasızlığı düzeltmez. 90 derecelik bir döndürmede, kalıp yükselir, döner ve yeniden oturur. Tutucu yüzü uçtan uca 0.0015 inç değişkenlik gösteriyorsa — ki çoğu yatakta vardır — kalıp düşük tarafa yerleşir. Yer çekimi, göz kararından daha güçlüdür.
Şimdi çalıştırın ayak başına 18 ton. Koç iner. Omuzlar devreye girer. Kalıp yük altında eşitlenmeye çalışır, ancak serbestçe hareket edemez çünkü sıkıştırılmıştır. Bu yüzden mikroskobik olarak döner. Bu dönüş, aktif olmayan V’nin içine çekme gerilimi uygular, çalışan oyuk tarafının tam karşısına.
Kendinden merkezlenen V-kanalları mekanizmayı değiştirir. Dikey oturma kuvvetini yanal hizalama kuvvetine dönüştürürler. Kalıp düştüğünde, konik yüzeyler kelepçelenmeden önce onu geometrik merkez hattına yönlendirir. Merkezleme yapısaldır, prosedürel değildir.
Hangisi gerçek bir denetimden sağ çıkar — yani birinin neden çok profilli kalıbınızın kullanılmayan istasyonda çatladığını sorduğu türden?
Hizalamanın alışkanlığa bırakılmayıp çeliğe entegre edildiği durum.
Ancak yalnızca merkezleme, döndürme sırasında hareketi durdurmaz.
| Boyut | Kendinden merkezlenen V-kanalları | Manuel Hizalama (Düz tabanlı tutucu) |
|---|---|---|
| Temel Kurulum | Konik merkezleme anahtarlarına sahip hassas taşlanmış V-kanalları | Merkezleme anahtarı olmayan düz tabanlı tutucu |
| Kalıp Konumlama Yöntemi | Geometri, kalıbı 0.001 inç içinde tekrarlanabilir merkez hattına zorlar | Operatör kalıbı el ile arka dayama parmağına hafifçe iter |
| Hizalama Mekanizması | Çeliğe entegre yapısal merkezleme | Operatör alışkanlığına dayalı prosedürel hizalama |
| Döndürme Sırasında | Kalıp, konik yüzeyler tarafından merkeze geri yönlendirilir | Kalıp sürtünme ve yerçekimine bağlı olarak kalkar, döner ve yeniden oturur |
| Sürtünmeye Bağımlılık | Minimum; hizalama geometri tarafından sağlanır | Yüksek; sürtünme kaymayı engeller ancak yanlış hizalamayı düzeltmez |
| Tabla Varyasyonu Etkisi (0.0015 inç) | Geometrik merkezleme varyasyonu telafi eder | Kalıp, yerçekimi nedeniyle düşük tarafa doğru yerleşir |
| Yük Altındaki Davranış (18 ton/ft) | Yük kolonunun bütünlüğünü korur | Mikroskopik dönüş, çekme gerilmesini etkin olmayan V’ye iter |
| Kullanılmayan İstasyonda Çatlama Riski | Önemli ölçüde azaltılmış | Uygulanan çekme gerilmesi nedeniyle artmış |
| Denetim Sonucu (Temel Güvenlik Kontrolü) | Başarılı | Başarılı |
| Denetim Sonucu (Kök-Neden İncelemesi) | Hizalama yapısal olarak gerekçelendirilmiş | Hizalama, operatör tutarlılığına bağlı |
| Genel Güvenilirlik | Tekrarlanabilir, yapısal hizalama | Değişken, sürtünmeye bağlı hizalama |
Yaklaşık birkaç yüz pound ağırlığında, 36 inçlik çok profilli bir kalıp düşünün. Kilidini açarsınız. Ona kanca takarsınız. 90 derece döndürmeye başlarsınız.
Dönme ortasında, ağırlık merkezi taban alanının dışına çıkar. Bir an için, kalıp bir sarkaçtır.
Tutucu yalnızca düz bir raf sağlıyorsa, yanal kaymayı engelleyen tek şey tesisat kontrolünüzdür. Yan tutucular, yakalama dudakları veya kırlangıç geçme bağlantısı sağlıyorsa, kalıp kısmen kaldırıldığında bile kısıtlı kalır.
İşte mekanik fark: Bir çevirme sırasında temas durumu tam yüz sıkışmasından kenar temasına, ardından nokta temasına dönüşür. Bu geçişte, herhangi bir boşluk hareket haline gelir. Yanal bir boşluk 0,003 inç tabanda olduğunda, yeniden sıkıldığında omuz hizasında açısal yanlış yerleşmeye dönüşebilir.
Altında ayak başına 20 ton, bu açısal hata, asimetrik omuz yüklemesi üretir. Bir omuz daha yüksek basınç gerilmesi görür; karşı duvar ise eğilme gerilmesine maruz kalır. Takım çeliği basınca karşı mükemmel dayanır. Gerginliği sevmez.
Beni dinle, yerçekimi üretim programını umursamaz. Tutucu, kalıbı yalnızca tamamen oturduğunda değil, dönme yayının tümünde pozitif olarak konumlandırmıyorsa — her profil değiştirdiğinizde hizalamayı riske atıyorsunuz demektir.
Ve çoğu atölye profilleri vardiya boyunca onlarca kez değiştirir.
Bu da bizi fark etmediğiniz hasara getiriyor.
Bir atölyede tek bir 4‑yollu blokta dört farklı V-açılış çalıştığını hayal edin. Sabah on dönüş. Öğle sonrası on dönüş daha. Her seferinde kalıp, önceki konumuna 0,001–0,003 inç yaklaşır — ama tam olarak değil.
Altında 15 ton/feet, belki bununla kurtulursunuz. Elastik deformasyon küçüktür. Çelik umursamaz.
Aşırıya geçtiğinizde ayak başına 20 ton, bu küçük yanlış hizalamalar elastik düzenlemeler olmaktan çıkar. Boşta kalan oyuklarda döngüsel gerilim tersine dönüşlerine dönüşür. Bir çalışmada doğu duvar biraz daha fazla yüklenir. Sonraki dönüş kuzey duvarı yükler. Sonra batı. Sonra güney.
Sertleştirilmiş takım çeliğinde düşük genlikli, çok yönlü eğilme döngüleri yaratmış olursunuz.
Bir günde kırmaya yetmez.
En ince kesitlerde — genellikle bitişik V-oyuklar arasında, malzemenin zaten boşluk için hafifletildiği yerlerde — mikro çatlakların oluşmasına yetecek kadar. Her dönüş, yük kolonunu mükemmel olmayan şekilde yeniden inşa eder. Her mükemmel olmayan yeniden inşa, başka bir mikroskopik yara ekler.
Dükkanlar “kötü ısıl işlem” ya da “ucuz takım”ı suçlar.”
Ama desen gerçeği söylüyor: çatlaklar profil geçişlerinde ortaya çıkar, tepe tonajlı tek V işlerinde değil. Ortak etken, belirleyici biçimde yeniden merkezlenme ve tam destek olmadan yapılan dönmedir.
Tutucu temeldir. Merkezleme sistemi ise ölçümcüdür. Eğer ölçümcü bina her yeniden konumlandırıldığında bir kıl kadar kaymasına izin verirse, temel basınçta çökmez. Yorulmada çöker.
Ve tutucu her şeyi doğru yapsa bile, pres her vuruştan sonra aynı merkez hattını tekrarlamazsa ne olur?
Tutucunuz mükemmel bir şekilde yeniden merkezleniyor ama ram her vuruşta kıl kadar sağa sola kayıyorsa, yük ortadan kaybolmaz.
Yer değiştirir.
Kuvvet her zaman ara yüzeyde aktarılır. Katalog çiziminde değil. Satış konuşmasında değil. Kalıbınızın, onunla makine arasına inşa ettiğiniz yığının herhangi bir kısmına temas ettiği çelik-çelik noktasında. Eğer o yığın adaptörler, geçiş blokları, uyumsuz bağlantı çıkıntıları veya yatağa karşı koyan bir bombelik sistemi içeriyorsa, gezen ram ilk olarak orada sapma olarak kendini gösterir.
“Düz oturuyor” görünen bir kalıp hayal edin. Görünürde yerinde durur. Tutucu uzunluğuyla eşleşmiştir. Ama çelik bunu hisseder.
Ram biraz merkez dışı indiğinde, kalıp yeniden düz bir basınç sütunu oluşturmak için yanal olarak kaymak ister. Eğer ara yüzeyiniz yekpare, inç inç temas eden bir yüzeyse, yük basınç olarak yeniden dağılır. Bölünmüşse—kalıptan adaptöre, adaptörden tutucuya, tutucudan yatağa—her ara yüzey kendi mikro boşluğuna sahip bir mafsal haline gelir.
Bükülme orada başlar.
Siz şekilleri birleştirmiyorsunuz. Yük yollarını evlendiriyorsunuz. Ve yığının içindeki en zayıf evlilik, bu birliğin şartlarını belirler.
Peki bu kuvvet aslında sisteme nereden girer?
Bir bağlantı dili, tutucudaki bir yuvaya oturan dikdörtgen bir çıkıntıdan ibarettir. Dilsiz sistemler ise tüm tabanı hidrolik veya mekanik çenelerle sıkar. Her ikisi de bir kalıbı “tutar.” Sadece biri yük yolunu net biçimde tanımlar.
Geleneksel bir bağlantı dilinde, düşey kuvvet kalıp omuzlarından tabana geçer, ardından bağlantı dili yüzlerinde ve yuva duvarlarında yoğunlaşır. Temas alanı küçülür. Basınç artar. Eğer ram kıl kadar merkez dışındaysa, bağlantı dili tabanının geri kalanı ne olduğunu fark etmeden önce, yuvanın tek duvarına dengesiz şekilde yük biner.
Şimdi tam yüzey sıkmalı ve yukarı çekmeli dilsiz bir tabanı hayal edin. Sıkma kuvveti, tonaj gelmeden önce kalıbı tekrarlanabilir bir yatağa çeker. Düşey yük ardından tüm taban-tutucu ara yüzeyine yayılır. Ara yüzey geniştir. İnç kare başına basınç düşer. Sistem bir dübel piminden çok bir temel gibi davranır.
Kısa yük yolu. Geniş yatak alanı. Daha az mafsal.
Ama bunu romantikleştirmeyin. Eski Amerikan tutucularına ham yan kelepçelerle dilsiz çok profilli kalıplar vidalayıp buna “uyumlu” diyen atölyeler gördüm. Değildi. Kalıp tasarım gereği düşey yükleme yapıyordu; tutucu geometrik olarak yandan girişiyordu. Kuvvet yolu aradaki adaptör plakasında kırılıyordu.
Beni iyi dinleyin, uyumluluk “sığıyor” demek değildir. Uyumluluk “kuvvetin ramden yatağa düz, tam destekli bir hat boyunca ilerlemesi” demektir.”
Eğer adaptör yığınınızın içinde yön değiştiriyorsa, bir pivot noktası oluşturmuşsunuzdur.
Peki, tüm takımlama ailelerini karıştırdığınızda ne olur?
Amerikan tarzı takımlama yandan kayarak girer. Avrupa tarzı dikey olarak düşer ve pimler veya takozlarla yukarı doğru kilitlenir. Her ikisi de gün boyu parça bükebilir. Fark, bunları üst üste koyduğunuzda ortaya çıkar.
Diyelim ki bir Avrupa çok profilli kalıbı, geçiş blokları kullanarak bir Amerikan presinde çalıştırıyorsunuz. Blok, dikey sıkıştırma geometrisini yan yuvalı geometrisine çevirir. Kağıt üzerinde tonaj için derecelendirilmiştir. Uygulamada ise başka bir arayüz eklemiş olursunuz: kalıp ile blok, blok ile tutucu.
Her arayüzün düzgünlük toleransı vardır. Her birinin paralellik toleransı vardır. 10 feet’lik bir yatak boyunca üçünü üst üste koyarsanız, gözünüzün asla görmeyeceği—ama kalıbınızın her vuruşta hissedeceği—tolerans birikimi ortaya çıkar.
Altında ayak başına 20 ton, birkaç binde birkaç ondalık salınıp geri gelir. İtiş gücünü Ayakta 30 ton, ’a çıkarırsanız, aynı ondalıklar, koç yana kayarken ve taçlama sistemi telafi ederken, bu kez dönüşümlü gerilim haline gelir. Adaptör mikroskobik olarak eğilen ilk eleman olur. Kalıp onu takip eder.
Bu eğim dramatik değildir. Birkaç mikron seviyesindedir. Sıkıştırmayı merkez dışına taşımaya ve V profilleri arasındaki en ince kısımda gerilim yaratmaya yetecek kadar.
Bir keresinde, kesilip küçültülmüş geçiş bloklarıyla iki inçten az taban boşluğu kalan bir $10,000 çok profilli kalıbı “çalıştıran” bir atölyenin çatladığını izledim. Tutucu boyuna uyuyordu. Çizimler bunun uygun olduğunu söylüyordu. Altı hafta sonra, tam desteğin bittiği noktada saç teli inceliğinde çatlaklar ortaya çıktı.
Bunu ısıl işleme bağladılar.
Ama çatlak, desteklenmemiş açıklığın kenarını harita gibi takip etti.
Şimdi, adil olmak gerekirse, modern evrensel adaptör sistemleri makineler arasında ±0,1 mm tekrarlanabilirlik sağlayabilir. Üst üste binen toleransları ortadan kaldırmak için tasarlanmış tek, entegre bir kelepçe olarak mühendislik yapıldığında, sürekli bir temel gibi davranırlar. Bu gerçek uyumluluktur.
Soru basit: parça mı ekliyorsunuz, yoksa bir sistem mi kuruyorsunuz?
Çünkü eklediğiniz her parça potansiyel bir menteşe olur.
Ve arayüzleri doğru yapsanız bile, yük altında eğilen hâlâ makinenin kendisidir.
Her pres freni yatağı yük altında eğilir. Fizik, isim plakasında hassasiyet yazıyor diye mesaiyi bırakmaz. Taçlama sistemleri—manuel takozlar veya CNC kontrollü hidrolik telafi—yatak önceden eğilerek tonaj altında koç ve yatağın paralel şekilde buluşmasını sağlar.
İşte sessiz sorun.
Eğer tutucunuzun bir bölümü rijit, diğer bir bölümü ise takozlu veya istiflenmişse, taçlama sistemi artık tek bir sürekli yapıyı eğmiyor demektir. Farklı noktalarda farklı sertliğe sahip katmanlı bir montajı eğiyor. Makine tabla eğilmesini telafi eder. Adaptör istifiniz ise farklı şekilde telafi eder. Kalıp iki argüman arasında yer alır.
Ama çelik bunu hisseder.
Eğer tutucu altlığı sürekli ve tablanın sertliğiyle eşleşiyorsa, taçlama kalıp boyunca uniform temas basıncı oluşturur. Tutucu bölümlere ayrılmışsa, taçlama aslında dikiş noktalarındaki basıncı artırabilir, çünkü bu bağlantılar sağlam çeliğe göre farklı şekilde sıkışır.
Tona hesabınız güvenli olduğunu gösterse bile, lokal aşırı yüklenmeyle karşılaşırsınız.
İşte çoğu atölyenin hazırlıksız yakalandığı nokta burasıdır. Makinenin telafisinin onları küçük temas yüzeyi hatalarından kurtaracağını varsayarlar. Kurtarmaz. Telafi yalnızca telafi edilen yapı tek parça gibi davrandığında işe yarar.
Bu yüzden, 4 yollu kalıbınızın presinize “uyup uymayacağını” sormadan önce şu zor soruyu sorun: Koçtan tablayaya kadar tüm istif—yük altında tek, sürekli bir temel gibi mi davranıyor?
Çünkü eğer öyle davranmıyorsa, ne kadar dikkatli döndürme veya mükemmel ortalama yaparsanız yapın, yorgunluk en zayıf dikişi bulacaktır.
Ve istifi uyumlu parçalardan oluşan bir yığın yerine yapısal bir sistem olarak gördüğünüz anda, karar kolaylıktan çıkıp mühendislik meselesine dönüşür.
Koç‑tan‑tabla’ya olan istifinizi denetlemenin ve yük altında tek bir sürekli temel gibi davranıp davranmadığını bilmenin pratik bir yolunu istiyorsunuz.
Güzel. Göz kararıyla bakmayı bırakın. Katalog iddialarına güvenmeyi bırakın. Bunu bir inşaat mühendisi temelini nasıl test ederdiyse aynı şekilde test edeceksiniz: önce yük, sonra temas, üçüncü olarak hizalama.
Bu sırayla.
Çünkü ilk adımı yanlış yaparsanız, gerisi gösteriden ibarettir.
Amerikan, Avrupa, 4 yollu, tek V—hiçbiri fark etmez—önce en kötü senaryodaki ayak başına ton miktarını hesaplayın.
Ortalama değil. “Genellikle çalıştığınız” değer değil. En kötü durum.
Üretimde bükülen en kalın malzemenizi, en küçük V‑açıklığını, en yüksek çekme dayanımını alın. Hesaplamayı yapın. Eğer işinizde zirve nokta ayak başına 28 ton, ise, o tutucu ve kalıp istifinin her bir inçi ayak başına 28 ton sıkıştırmayı eğilmeye dönüştürmeden bu yükü tekrarla karşılayabilmelidir.
İşte burası göze çarpmayan kısım.
Birçok hayal kırıklığına uğramış atölye, kâğıt üzerinde, preslerinin üretebildiğini keşfeder her ayak başına 35 ton—ama 4 yönlü kalıp gövdeleri şu şekilde derecelendirilmiştir Ayak başına 25 ton en dar V’sinde. Ya da tutucu yalnızca şu şekilde derecelendirilmiştir ayak başına 20 ton geçiş bloklarıyla monte edildiğinde.
Bu, temas kontrolünü yapmadan önce istiflemeyi geçersiz kılar.
Ve evet, bu tek başına, birçok atölyeyi “normal” olduğunu düşündükleri yüklerde çok profilli kalıpları güvenli şekilde çalıştırma olasılığından çıkarır.”
Bir tutucu seçip yükü taşımasını ummazsınız. Yükün her bileşenin yapısal sınırları içinde olduğunu kanıtlarsınız.
Rakamlarınız derecelendirme sınırına flört ediyorsa, “yakınsınız” demek değildir. Çelikte çevrimsel yorgunluk yaratıyorsunuz demektir.
Yani gerçek ayak başına ton değerini bildiğinizde, tutucudan bununla ne yapmasını istiyorsunuz?
İnsanların çoğu burada kendilerine yalan söyler.
Kalıbı yerleştirirler. Düz oturur. İyi görünür. Tutucu uzunluğuyla eşleşir.
Üzerinde üç hafif çıkık ped üzerinde “düz duran” bir kalıp hayal edin; aralarında 0.003 inçlik bir boşluk vardır. Yüksüzken bunu asla görmezsiniz. Ayak başına 25 ton, altında, bu üç ped yoğunlaşmış sütunlara dönüşür. Boşluk ise bir eğilme açıklığına dönüşür.
Ama çelik bunu hisseder.
Tahmini olmadan bunu denetlemenin yolu şöyledir:
Eğer herhangi bir bölüme ince bir ölçü bile sokabiliyorsanız, sürekli destek yok demektir.
Sonra gerçek test gelir: tonajı orta seviyeye çıkarın — maksimumun oldukça altında, ancak çalışma yükünü simüle edecek kadar. Serbest bırakın. Kalıbı çıkarın. İz işaretlerine bakın. Parlak temas sadece uçlarda veya kelepçelerin yakınında mı? Bu, bölümlenmiş yüklemedir.
Dinle beni, çok profilli bir kalıbın ortasında desteklenmemiş iki inç bile Ayakta 30 ton “muhtemelen iyi” değildir. Bu, yorulma başlangıç noktasıdır.
Sürekli destek demek, inç inç dayanak demektir. Işık sızıntısı yok. Köprüleme yok. Taç altında farklı davranan üst üste konmuş ara parçalar yok.
Temas doğruysa, yük yayılır. Bölümlenmişse, kalıp kiriş haline gelir.
Şimdi gerçek temasınız olduğunu varsayın. Sağlam bir temel. İşiniz bitti mi?
Merkez hattını ölü darbe çekiciyle hâlâ kovalıyorsanız, hayır.
Merkezleme tekrarlanabilirliği olmayan yapısal süreklilik, mükemmel bir temel döküp sonra duvarları çizgi hattından iki inç uzağa inşa etmeye benzer.
Çok profilli kalıplar bunu daha da artırır.
Her 4 yönlü kalıbı döndürdüğünüzde, ona koç (ram) ile aynı merkez hattına geri dönmesini söylüyorsunuz. Tutucunuz elle itme, yan kelepçeler veya göz kararı hizalamaya dayanıyorsa, yük yoluna değişkenlik eklemiş olursunuz.
Düşük yükte açı kayması görürsünüz. Yüksek yükte — diyelim ki Ayakta 30 ton— merkez dışı kuvvet kalıp gövdesine burulma (torsiyon) kazandırır.
Bu burulma, V açıklıkları arasında bir kanada sıkıştırma, karşı tarafa ise gerilme uygular. Çatlaklar işte orada başlar.
Tekrarlanabilirlik şunu ifade eder:
Kalıbı çıkarıp yeniden takabilmeli ve arka dayama referansını yeniden kalibre etmeden merkezde birkaç binlik tolerans içinde tutabilmelisiniz.
Her dönüş sizi yeniden vurma, yeniden ölçme, yeniden ayarlama yapmaya zorluyorsa, sistem yapısal olarak dürüst değildir. Düşük tonajda sizi affediyor, yüksek tonajda cezalandırıyor.
Yani artık üç şey yaptınız: kapasiteyi doğruladınız, sürekli desteği onayladınız ve merkezleme kaymasını ortadan kaldırdınız.
İşte çoğu sahibin kaçındığı soru.
Hızlı değişim sistemleri dakika kazandırır. Adaptör yığınları sermayeden tasarruf sağlar. Kesme tutucuları malzemeden tasarruf sağlar.
Bunların hepsi bir hesap tablosunda akıllı görünür.
Ama yığınızdaki en yüksek ton/ft değerinde sürekli destek sağlayamıyorsa, ve insan müdahalesi olmadan merkeze dönemiyorsa, bir temel satın almadınız.
Bir ara parça aldınız.
Temeller sıkıcıdır. Ağırdır. Hassastır. Genelde yaptığınız iş için fazla güçlüdür. Makine tepe yüküne ulaştığında, yığın içindeki hiçbir şeyin pazarlık yapmasına gerek kalmasın diye vardır.
İleriye taşımak istediğim bakış açısı şu:
“Bu tutucu kalıbımla çalışır mı?” diye sormayı bırakın.”
“En yüksek gerçek tonajımda tüm piston‑yatağı montajım tek, kesintisiz bir basınç sütunu gibi davranıyor mu?” diye sormaya başlayın.”
Bu soru açık değildir çünkü yarı yükte her şey iyi görünür.
Çatlaklar yarı yükte başlamaz.
Ve yığınınızı uyumlu parçalar topluluğu yerine yapısal bir sistem olarak gördüğünüzde, kolaylık için alışveriş yapmazsınız.
Süreklilik için alışveriş yaparsınız.


















