

私は、36インチの4ウェイダイがホルダーに「完璧に」収まっているのを見たことがある。端から端まで肩を並べて、隙間から光が見えないほどだった。オペレーターが運転した。 120トン 10ゲージの板に対して。最初の打ち込み後、中央部がわずかに持ち上がり、そこにシクネスゲージを滑り込ませることができた。3回目の加工では、コーナーのR部分から髪の毛ほどのクラックが這い出した。.
それはホルダーの長さと一致していた。.
それでも壊れた。.
あなたは長さを「支持」として見ている。ダイがスペースを満たしていれば、荷重は行き場を持つと思い込む。それが工具が悲鳴を上げる直前の見習いの考え方だ。.
4ウェイホルダーはスペーサーブロックではない。それは基礎だ。ベッドやホルダーがダイのわずかな高い部分だけに接触している場合、力は均等に広がらず、接触点の間を跳ね回る。荷重を受けた鋼材は予測通りに振る舞う:支持されていない部分はたわむ。そして、曲げ力の下でたわむとき、応力は支持された部分から支持されていない部分への移行点に集中する。.
そこがクラックの始まる場所だ。.
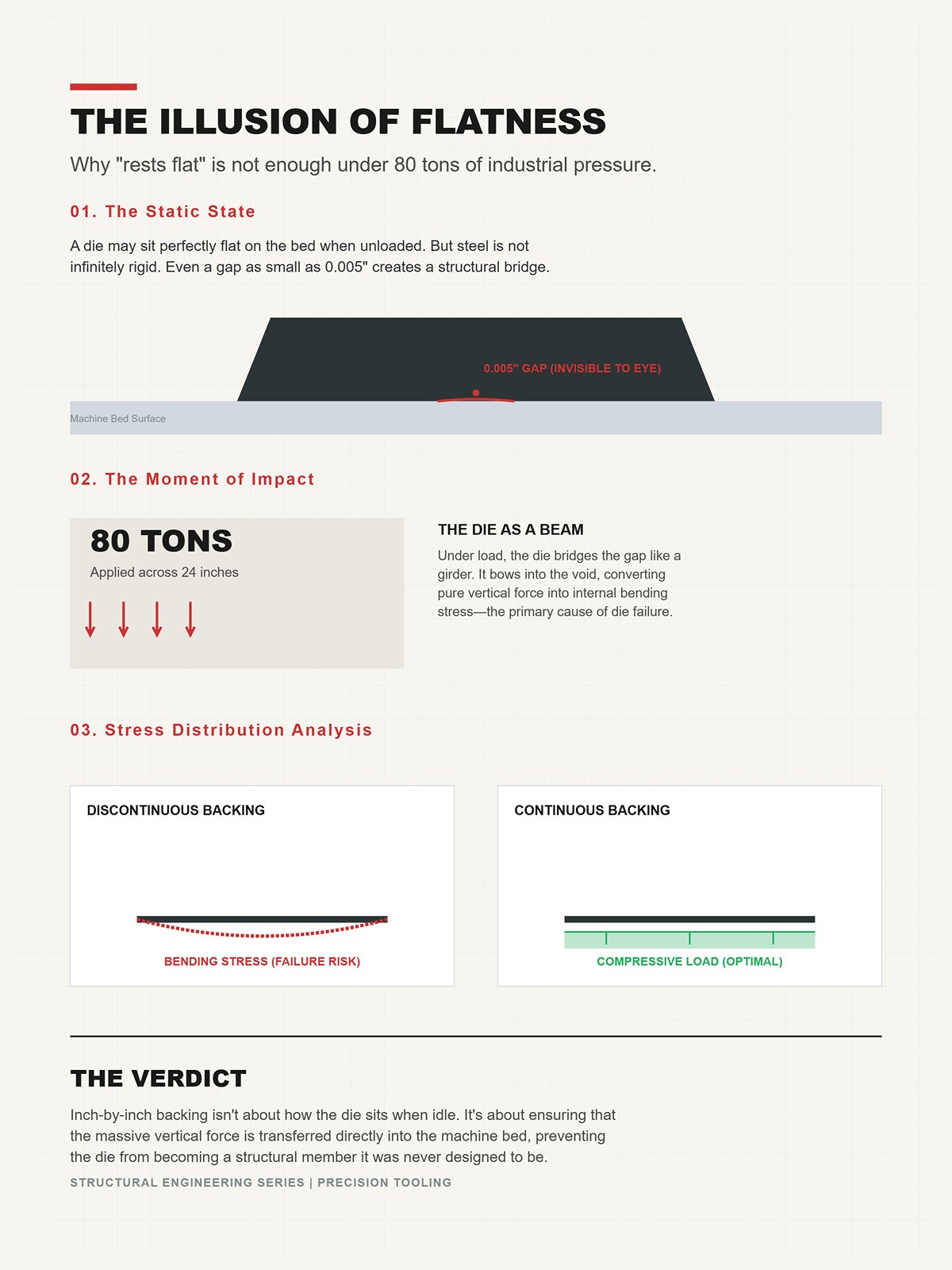
「平らに載る」ダイを想像してみてほしい。セットしたときに揺れず、クランプでしっかり固定されている。見た目は問題ない。では、 80トン を24インチの範囲にかけてみる。もし中央にたった 0.005インチ の隙間があれば、ダイはその隙間を橋のように跨ぐことになる。荷重がかかると、それに向かってたわむ。.
その動きを肉眼では確認できない。しかし鋼材はそれを感じ取っている。.
ダイ本体は、本来設計されていない曲げ応力を受ける構造体となる。4ウェイダイは質量全体で垂直荷重を分散させるように設計されており、橋桁のように下の空間を跨ぐためのものではない。一インチごとに途切れのない支持があることで、垂直力はベッドに真っ直ぐに圧縮荷重として伝わる。その連続性が途切れると、圧縮がダイブロック内部での曲げ応力に変わる。.
だから問題は、荷重がかかっていない状態で「平らに載っているかどうか」ではない。.
トン数が加わった瞬間に何が起こるか、だ。.

では、“まだ動いているから”という理由で誰も水平出しをしたがらないプレスについて話をしよう。古いベッドには 0.010インチ の中央部分のクラウン摩耗がある。そこに4方向ホルダーを載せると、ホルダーは端部で硬く当たり、中央付近では少し高くなった一点に触れるだけだ。.
それをクランプして、固定できたと思う。.
聞いてくれ、鋼材はあなたの楽観的な考えなど気にしない。接触したところでしか荷重を受けないんだ。.
そのすべてのトン数が数か所の接触パッチに集中する。ホルダーはたわみ、上のダイもそれらの点の間で曲がる。各サイクルが同じ応力集中部を叩き続け、支持が途絶えるところから微細亀裂が始まる。.
私は以前、分割セットアップでそれを無視した工場を見たことがある。ホルダーが長さ方向に3か所の接触部分しか支えていなかったため、$10,000の多段形状ダイが割れてしまった。爆発したわけではない。ただ、材料硬度を皆が責めている間に、ゆっくりと自壊していったのだ。.
本当の原因は、鋼材の下にあった空気だった。.
その未支持部分が4方向ブロックの内部に4つのキャビティを持つ構造の中にあるとしたら、どうなると思う?
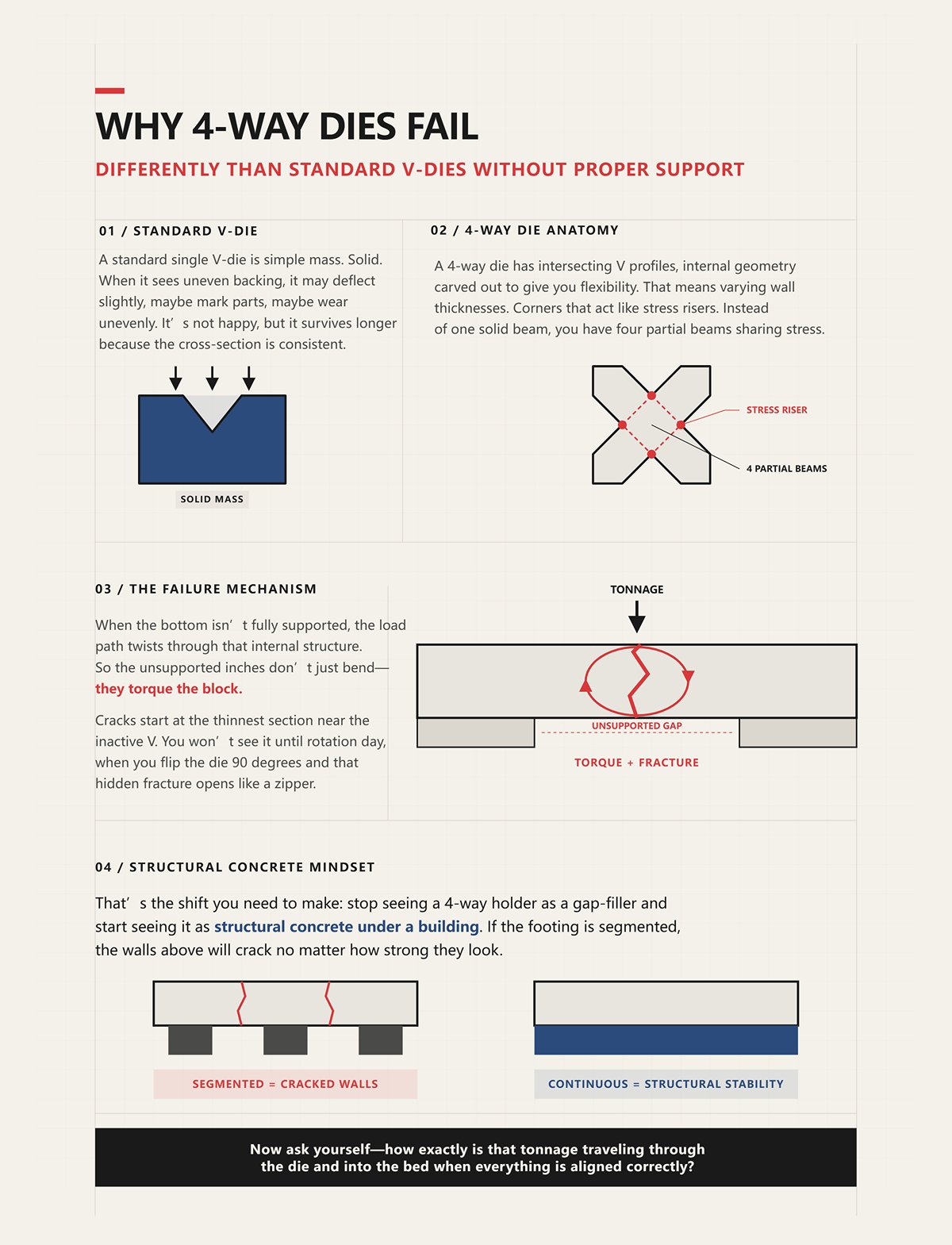
標準の単一Vダイは単純な塊だ。ソリッド。不均一なバックアップを受けると少したわんだり、部品を傷つけたり、摩耗が不均一になったりするかもしれない。完全ではないが、断面が一様なため長持ちする。.
4方向ダイは違う。交差するV形状のプロファイルを持ち、柔軟性を与えるために内部構造が削られている。つまり壁厚にばらつきがあり、角部は応力集中点となる。底面が完全に支持されないと、荷重の経路が内部構造内でねじれる。.
一つのソリッドな梁ではなく、四つの部分梁が応力を分担しているようなものだ。.
だから未支持の部分は単に曲がるだけでなく、ブロックをねじる。亀裂は非使用側のV近くの最も薄い断面から始まる。回転の日、つまりダイを90度回して使うその日に、隠れていた亀裂がファスナーのように開くのだ。.
ここで発想を変えるべきだ。4方向ホルダーを隙間埋めとしてではなく、建物の下の構造コンクリートとして見ること。基礎が分割されていれば、その上の壁はどんなに強そうでも必ず割れる。.
では自分に問いかけてみよう──すべてが正しく整列しているとき、そのトン数はどのようにダイを通ってベッドへ流れているのだろうか?
36インチ長の3/4インチ厚プレートを曲げる240トンのプレスブレーキは、約126トンの総荷重を引き出す。理論上は安全に聞こえる。しかしその同じ機械にはベッドの許容限界が 1フィートあたり40トン. 3フィートに126トンを広げると、1フィートあたり42トンとなり、すでにフレームの設計耐荷重を超えています。.
壊れたのは総重量が大きすぎたからではありません。荷重が集中したために壊れたのです。.
これがトン数が実際に伝わる仕組みです—インチ単位で、接触している鋼材を真っ直ぐ下方向に通り、他のどこにも行きません。ホルダーとダイが完全に支えられている場合、その力は純粋な圧縮力としてベッドに伝わります。そうでない場合は、その力は工具内部の曲げ力となり、フレームの局所的な応力となります。機械はパンフレットに記載された総容量を気にしません。機械が感じるのは接触線におけるフィートあたりの圧力だけです。.
だから、あなたが「ブレーキは240トンだ」と言うとき、本来聞くべきなのは「今ベッドの各フィートに何トン載っているのか」です。
典型的な150トン、10フィートブレーキの銘板を見てみましょう。それらの多くは約 フィートあたり25トン. に制限されています。これはベッドとラムの構造的上限であり、推奨値ではありません。短いダイを使用すれば、総トン数150トン未満でも、作業区域でフィートあたりの制限を超えてしまう可能性があります。.
そしてホルダーは、その作業区域の真ん中に設置されています。.
36インチ全長で60トンの定格を持つ4ウェイホルダーは、18インチで60トン載せても安全とは限りません。作業長を半分にすれば、インチあたりの荷重は倍になります。ホルダーの断面は同じ力をより少ない接触点で伝えることになり、ベッドへの局所的な圧力やホルダー内部の曲げ応力が増加します。.
ここで工場は自分を欺きます。ダイの長さをホルダーの長さに合わせ、ホルダーの定格を機械の総トン数に合わせます。全てが「一致」しているように見えます。“
しかし、鋼材はそれを感じています。.
荷重定格は、支持長あたりのインチ単位のトン数として読む必要があります。あなたの作業が 1フィートあたり40トン, なら、そのダイの下にあるホルダーやベッドの全てのインチが、端だけではなくクランプ点だけでもなく—常に3.33トンを継続的に耐えられる必要があります。.
力は強い部分に瞬間移動することはありません。力は加えられた場所に留まります。.
狭いショルダーを持つ4ウェイダイが、下部が完全に平らではないホルダーに置かれていると想像してください。実際の接触面は、各ショルダー沿いにわずか1/2インチ幅しかないかもしれません。それが実際の荷重経路です。.
仮に12インチに30トンをかけると、全体ではインチあたり2.5トンですが、肩幅の半分しか荷重を受けていない場合、接触応力はその箇所で事実上倍増します。計算上は「限度内」でも局所的な圧力は急上昇します。“
圧縮下の鋼材は忍耐強い。しかし不均一な圧縮下の鋼材は梁になります。.
もしそこに 0.005インチ 中央の下に空隙がある場合、ダイがそれを橋渡しします。荷重がかかると、そのスパンは下方向にたわみます。硬化された多輪郭ブロックで数千分の数インチのたわみが生じるだけでも、内部応力は垂直圧縮から下側繊維における曲げ引張へと変化します。引張こそが工具鋼を割る原因であり、圧縮ではありません。.
そして4方向ダイでは、内部空洞によって中立軸—圧縮から引張に応力が反転する線—がソリッドブロックのように中心には位置しません。非稼働のV近くの薄い壁が、最初により高い引張応力を受けます。そこから微細な亀裂が始まります。.
総トン数を超えたからではありません。.
狭く、部分的に支持されたショルダー下に荷重を集中させたためです。.
中心部分に0.002インチのベッド摩耗から始めます。ホルダー下にスケールや破片が0.001インチ加わります。ホルダーとダイベースの間に0.002インチの加工公差が加わります。そのどれも単独では誰も恐れません。.
それらを積み重ねると 0.005インチ 潜在的な隙間が生まれます。.
その隙間が、垂直力を毎サイクル曲げモーメントに変換します。ホルダーはわずかにたわみ、ダイはさらに少し多くたわみます。クランプを解除すると、ほぼ元に戻ります。しかし数百回の打撃の後、その「ほぼ」が永久変形へと変わります。こうしてダイは荷重がなくても「平らに休む」ことがなくなります。次の作業は内在する不整合から始まるのです。.
聞いてください、疲労は予告しません。それは支持された鋼と支持されていない鋼の正確な境界で蓄積されます。.
アライメントとバックアップが正しい場合、トン数はまっすぐ下方向へ伝達されます:パンチからダイショルダー、ショルダーからホルダーフェイス、ホルダーフェイスからベッド、ベッドからフレームへ。すっきりした垂直の圧縮カラムです。トルクなし。スパンなし。内部に隠れた引張ゾーンもありません。.
アライメントが甘いと、そのカラムが曲がります。そして一度曲がると、4方向ダイの内部形状はその歪みを吸収するのではなく、拡大させます。.
それゆえ、ホルダーの構造—それがどのように支持し、中心を取り、荷重を分配するか—が、力が垂直に保たれるか、あるいは工具内を横方向に引き裂き始めるかを決定するのです。.
定格が フィートあたり25トン, の12フィートブレーキで、かつて36インチの4方向ダイを3種類のホルダーにセットして同じジョブを実施しました:3/8インチのプレート、重いエアベンド、ちょうど 1フィートあたり22トン の作業ゾーンです。同じ機械。同じダイ。同じトン数。ブルーイングとシックネスゲージの手応えでは、まったく異なる応力パターンが3通り現れました。.
ダイそのものは何も変わっていませんでした。.
その下にあったものだけ。.
それが、ほとんどの工場でスペーサーのように扱われる部分です。もし故障が荷重集中や微小たわみによって引き起こされるなら、ホルダーは単なる付属品ではなく「土台」です。土台を変えれば、その力の柱が垂直のまま保たれるか、それとも多層プロファイルブロックの空洞を通って横方向に曲がり始めるかが変わります。では、その柱を直立に保つものは構造上、何なのでしょうか?
真のモノリシック4方向ホルダーを考えてみましょう。端から端まで連続した機械加工ボディで、平面に研磨され、ダウエルとキーによってベッド上で自動的に中心合わせされます。継ぎ目なし。途切れた肩なし。締め付ければ、プレスブレーキ下部ビームの延長部となります。.
次に荷重をかけます 1フィートあたり22トン 全幅36インチにわたって。.
ボディが連続しているため、圧縮応力はベース全体に分散されます。微小な高い部分があっても、それは全長にわたる弾性圧縮によって吸収され、継ぎ目に集中しません。ホルダーは3つの短いビームを突き合わせたものではなく、1本の深いビームとして圧縮に耐えます。これは重要で、ビーム剛性は断面の連続性に比例し、断面を途切らせるとその時点で断面二次モーメントが大幅に低下するのです。.
高トン数の作業 ― つまり 1フィートあたり20トン を超えるものでは、その連続性は「あると良いもの」ではなく「必須」になります。ダイショルダーが下に押し、ホルダーフェイスが均一に押し返し、ベッドがそれを支えます。ヒンジポイントなし。局所的な回転なし。.
36インチの研磨鋼の上に「平らに乗る」ダイを想像してください。端から端までのばらつきは 0.0015インチ 未満。荷重下ではたわみ曲線が滑らかで予測可能です。4方向ブロック内部の中立軸は中央に保たれ、応力は工具鋼が強い圧縮状態で維持されます。.
しかし、モノリシックホルダーは高価で重く、正確なベッド状態を要求します。そこで問題はこうなります:分割設計で、より柔軟性を持ちながら同じ垂直荷重経路を得ることができるのか?
3つの12インチセグメントを並べてセットします。しっかりクランプします。5フィート離れて見れば、1つの部品に見えます。.
実際は違います。.
各継ぎ目は潜在的なヒンジです。上面が研磨されていても、合わせ面同士が完全に荷重を共有することはまれです。荷重下で 1フィートあたり22トン, 、もし1つのセグメントがほんの 0.002インチ ベッドの摩耗や異物によって低下すると、隣接するセグメントが不均衡な負荷を受け、弾性変形によってそれが均等化されるまで続く。 この均等化こそが「たわみ」である。 ホルダー内部のたわみは、ダイ内部の曲げとなる。.
その仕組みは単純だ。 セグメント化されたホルダーは、圧縮経路を垂直な継ぎ目で遮断する。 この継ぎ目が横方向の剛性を低下させる。 荷重が継ぎ目付近にかかると、隣接するセグメントは構造的に接着されているわけではなく、クランプされているだけのため、ベースを軸にして微視的に回転することができる。 クランプ力は分離には抵抗するが、曲げモーメント下での回転には抵抗しない。.
それでは、セグメント化されたホルダーは使い物にならないということか? いや、違う。.
中程度の荷重の場合 — たとえば 1フィートあたり15トン未満 — ベッド公差が適切でダウエルが正しく配置されていれば、十分に許容できる性能を発揮する。 複数のV型ダイを柔軟に左右に数インチ移動させるセットアップでは特に効果を発揮する。 ヨーロッパのマルチVシステムでは、単一のソリッドブロック上でスライド接合することで多用途性を得ている。 セグメントホルダーは、その柔軟性を下側で模倣しようとしているのだ。 違いは、ダイ自体は一体構造であるが、支持体がそうではないという点だ。.
そして鋼材はその影響を受ける。.
多用途性を追求すればするほど、継ぎ目の平坦度、アライメントキー、端から端までの予荷重を慎重に管理する必要がある。 テーパーキー、研磨された舌部、制御された端ギャップといった正確なセルフセンタリング機能がなければ、ダイキャビティの肉厚が最も薄い部分に微小なたわみを積み重ねることになる。.
では、セグメント化によって「ヒンジ」が生じるなら、誰かが長さの不一致を「ノコギリで解決」しようとしたらどうなるのか?
ある工場で48インチのホルダーを、短いロット用に「必要なホルダー長さ」に合わせるため、30インチに切断するのを見たことがある。 切断はきれいで、バリ取りもされ、見た目はプロらしかった。.
彼らはベースと上部ショルダーを結んでいた内部リブを真っ二つにしてしまっていた。.
高品質なホルダーは単なる長方形ではない。 内部の質量分布が設計されており — 荷重線下に厚いウェブを設け、離れた部分に軽量化ポケットを設ける — このように圧縮経路がダイショルダーの真下に保たれるようになっている。 一度切断すると、荷重下で断面が広がるのを防いでいた端部拘束を失うことが多い。 境界条件が固定から半自由へと変わってしまうのだ。.
規格下 1フィートあたり20トン以上, になると、それは重大な問題となる。 短くなったホルダーはねじり剛性を失い、応力の流れが変化する。 残された部分が構造的連続性を欠いたまま、同じインチ当たりの荷重を負担しなければならない。 つまり、フランジが損なわれた梁を作ってしまったのだ。.
私はキャリア初期に $10,000 マルチプロファイルダイをその失敗で失った。 切断端に最も近い非稼働Vからヘアラインクラックが始まった。 総トン数の範囲内だった。 名目上の1フィートあたりの定格内だった。 しかし、背面支持がもはや連続していなかった。 支持されていない端で微小な回転が起こり、垂直圧縮がダイキャビティ壁内部の曲げ引張へと変化した。.
聞いてほしい。 標準ホルダーを切るとき、余分な鋼材を取り除いているのではない。 荷重を垂直に保持する構造そのものを切断しているのだ。.
本当にカスタム長さが必要な場合、そのホルダーは最初からその長さとして設計されるべきだ — そのスパンに合わせてウェブ、リブ、質量が配置されているように — 後から切り落とすものではない。.
なぜなら、荷重がインチ単位で伝わるということを理解すれば、次に問うべきことはもはや総容量についてではなくなるからだ。.
回転、再配置、そして途中での交換中に起こることについてです — その支えが一時的に乱れ、金型が横にずれずに同じ垂直の列に再び収まらなければならないときのことです。.
4方向の金型を90度回転させます。それがホルダーに戻ります。見た目は収まっているように見えます。次の曲げ加工を開始します。 1フィートあたり22トン.
しかし、それは戻ってきました。 0.002インチ 中心からずれて。.
これが回転中に荷重列で起こることです。それは消えません。断裂します。あなたが一寸ずつ構築した垂直圧縮経路は中断され、幾何的な配置ではなく重力と摩擦によって再構築されます。ホルダーが機械的な基準で金型を中心に戻さない場合 — 目視やハンマーで軽く叩くのではなく — 鋼は自分の位置を選びます。そして鋼は完璧には選びません。.
荷重下では、それが 0.002インチ 横方向のモーメントアームになります。肩部での圧縮がキャビティ壁内部での曲げに変わります。最初の打撃ではそれは見えません。五十回のプロファイル変更の後にそれを見ることになります。.
では、実際の使用に耐えるセンタリングシステムはどれでしょうか?
二つのセットアップを思い浮かべてください。.
最初に:平底のホルダー。センタリングキーなし。オペレーターが4方向ブロックを設置し、バックゲージフィンガーに押し付け、クランプして、良しとします。基本的な安全監査には合格します。ガードは設置済み。両手操作は機能しています。違法ではありません。.
次に:精密に研削されたVチャンネルとテーパー付きセンタリングキーを備えたホルダー。金型が落ち込み、幾何的な配置だけで 0.001インチ の再現可能な中心線に強制されます。叩く必要なし。推測も不要。.
書類上では両方とも検査に合格します。動作時に荷重列を保てるのは一方だけです。.
手動アライメントは、金型の底面とホルダーの面との間の摩擦に依存します。摩擦は滑りを防ぎますが、ずれを修正することはありません。90度回転中、金型は持ち上がり、回転し、再び収まります。ホルダーの面が端から端までにわずかな 0.0015インチ ばらつきがある場合 — そしてほとんどのベッドにはそのようなばらつきがあります — 金型は低い側に落ち着きます。重力はあなたの目視よりも強いのです。.
次に 1フィートあたり18トンをかけてください。. ラムが下降する。ショルダーが作動する。ダイは荷重下で均一化しようとするが、固定されているため自由に動くことができない。その結果、微細に回転する。この回転が、作業キャビティの反対側にある非使用のVに引張応力を押し込む。.
セルフセンタリングVチャネルは機構を変える。垂直方向の着座力を横方向の位置調整力に変換する。ダイが落下すると、テーパー面がクランプ前にそれを幾何学的中心線へ導く。センタリングは手順ではなく構造に基づく。.
実際の監査で — 誰かが未使用のステーションでマルチプロファイルダイが割れた理由を尋ねるような — どちらが耐えられるだろうか?
位置合わせが習慣に任せられず、鋼に組み込まれている方だ。.
しかし、センタリングだけでは反転中の動きを止めることはできない。.
| 側面 | セルフセンタリングVチャネル | 手動位置合わせ(平底ホルダー) |
|---|---|---|
| 基本セットアップ | 精密研磨されたVチャネルとテーパーセンタリングキー | センタリングキーのない平底ホルダー |
| ダイ位置決め方法 | 形状により、ダイを0.001インチ以内で再現性のある中心線へ戻す | オペレーターがバックゲージフィンガーにダイを手動で寄せる |
| 位置合わせ機構 | 鋼に組み込まれた構造的センタリング | オペレーターの習慣に基づく手順的な位置合わせ |
| 回転中 | テーパー面によってダイが中心に導かれる | 摩擦と重力に基づいてダイが浮き上がり、回転し、再着座する |
| 摩擦依存 | 最小限;幾何形状によって決まる位置合わせ | 高い;摩擦が滑りを防ぐが、ずれを補正しない |
| ベッドのばらつきの影響(0.0015インチ) | 幾何学的なセンタリングがばらつきを補償する | 重力により金型が低い側へ沈み込む |
| 荷重下での挙動(18トン/フィート) | 荷重柱の一体性を維持する | 微小な回転が引張応力を不活性なV部に押し込む |
| 未使用ステーションでの亀裂発生リスク | 大幅に低減 | 誘発された引張応力により増加 |
| 監査結果(基本的安全チェック) | 合格 | 合格 |
| 監査結果(根本原因精査) | 構造的に位置合わせが正当化されている | 位置合わせが作業者の一貫性に依存 |
| 全体的な信頼性 | 再現性のある構造的な位置合わせ | 変動があり、摩擦に依存する位置合わせ |
数百ポンドの重さがある36インチの多形状ダイを用意します。クランプを外します。フックをかけます。90度回転を開始します。.
回転の途中で、重心がベースの接地面から外側に移動します。一瞬、ダイは振り子状態になります。.
ホルダーが平らな棚しか提供しない場合、横方向の移動を防ぐものはあなたの吊り具の操作以外にありません。側面保持具や捕捉リップ、または燕尾溝のかみ合わせがある場合は、部分的に持ち上げられていてもダイは拘束されたままです。.
ここで機械的な違いがあります:反転中の接触状態は全面圧縮から縁接触、そして点接触へと変化します。その移行の中で、すべてのクリアランスが移動に変わります。横方向のクリアランスが 0.003インチ ベースであれば、再クランプ時に肩部での角度のずれにつながる可能性があります。.
規格下 1フィートあたり20トン, その角度誤差は非対称な肩部荷重を発生させます。一方の肩部はより高い圧縮応力にさらされ、反対側の壁は曲げ引張を受けます。工具鋼は圧縮には非常に強いですが、引張には弱いのです。.
聞いてください。重力はあなたの生産スケジュールなど気にしません。ホルダーが回転弧全体でダイを確実に位置決めしていない場合 — 完全に着座している時だけではなく — プロファイルを切り替えるたびに位置合わせの賭けをしていることになります。.
そしてほとんどの工場は一シフトで何十回もプロファイルを切り替えます。.
これが、予期せぬ損傷の話につながります。.
一つの4方向ブロックで4種類のV開口を運用する工場を想像してください。午前中に10回回転。昼食後にさらに10回。毎回、ダイは以前の位置から 0.001~0.003インチ 以内に再着座しますが、完全に同じ位置ではありません。.
規格下 1フィートあたり15トン, 、この程度なら問題なく済むかもしれません。弾性変形は小さく、鋼は平然としています。.
限界を超えると 1フィートあたり20トン, 、そのわずかなズレは弾性の範囲を保つだけのものではなくなります。それは非稼働キャビティの周期的な応力反転となります。一回目の作業では東側の壁がわずかに強く荷重を受け、次の回転では北側、その次は西側、そして南側になります。.
硬化工具鋼内に低振幅で多方向の曲げサイクルを作り出してしまったのです。.
一日で折れてしまうほどではありません。.
最も薄い断面部分で微小亀裂を核形成するのに十分な力 — 通常は、隣接するVキャビティ間で、すでにクリアランスのために材料が除去されている箇所で発生する。回転するたびに荷重列が不完全に再構築される。不完全な再構築のたびに、さらに微細な傷が加わる。.
工場側は「熱処理が悪い」あるいは「安物の工具だ」と非難する。“
しかし、パターンが真実を語る:亀裂はプロファイルの遷移部で発生し、単一Vジョブの最大トン数点ではない。共通する要因は、決定的な再センタリングと完全な支持なしでの回転である。.
ホルダーは土台であり、センタリングシステムは測量士だ。測量士が再配置のたびに建物をわずかにずらしてしまうなら、基礎は圧縮では壊れない。疲労で壊れる。.
そして、ホルダーがすべてを正しく行えたとしても、プレス自体が各ストローク後に同じセンターラインを再現できなかったらどうなるだろう?
ホルダーが完全に再センタリングしても、ラムがストロークのたびにわずかに左または右にずれるなら、荷重は消えるわけではない。.
それは位置を移す。.
力は常にインターフェースで伝達される。カタログ図面上でも、販売の宣伝文句でもない。あなたの金型が機械との間に積み上げたスタックと接する鋼同士の接触部で伝達される。そのスタックにアダプター、トランジションブロック、形状の合わないタング、あるいはベッドと争うクラウニングシステムが含まれていれば、そこにさまようラムの「たわみ」が最初に現れる。.
「平らに休んでいる」ように見える金型を想像してほしい。見た目は正しく据え付けられており、ホルダーの長さと一致している。しかし鋼はそれを感じ取る。.
ラムがわずかに中心から外れて降りてくると、金型はまっすぐな圧縮荷重列を再確立しようと横方向に動こうとする。インターフェースが連続したインチ単位の接触面であれば、荷重は圧縮として再分配される。しかし、金型とアダプター、アダプターとホルダー、ホルダーとベッドと分割されていれば、それぞれのインターフェースが微小クリアランスを持つヒンジとなる。.
そのヒンジから曲げが始まる。.
あなたが結びつけているのは形状ではない。荷重経路なのだ。そしてスタックの中で最も弱い“結婚”が、その結びつきの条件を決定する。.
では、その力は実際どこからシステムに入るのか?
タングとは、ホルダー内のスロットに落ちる長方形の突起のことだ。タングなしシステムでは、油圧または機械式の爪でベース全体をクランプする。どちらも金型を「保持」できる。しかし、荷重経路を明確に定義できるのは一方だけだ。.
従来のタング構造では、垂直荷重が金型のショルダーを通ってベースに伝わり、その後タング面とスロット壁に集中する。接触面積が縮小し、圧力が上昇する。ラムがわずかに中心からずれていると、ベース全体がそれを感知するよりも前に、タングがスロットの片側壁に不均等に当たる。.
一方、全接触面クランプと引き上げ式のタングなしベースを考えてみよう。クランプ力は、トン数がかかる前に金型を再現可能な位置に引き込む。垂直荷重はその後、ベースからホルダーまでのインターフェース全体に広がる。インターフェースは広く、平方インチあたりの圧力が低減する。システムはダウエルピンというより基礎のように機能する。.
短い荷重経路。広い支持面。より少ないヒンジ。.
しかし、理想視してはいけない。私は、タングなしの多プロファイル金型を古いアメリカ製ホルダーに荒いサイドクランプで固定し、「互換性がある」と称する工場を見たことがある。互換性はなかった。金型は設計上垂直荷重であったが、ホルダーは形状上側面からの挿入式だった。力の経路は間のアダプタープレートで折れ曲がっていた。.
聞いてください。互換性とは「ぴったりはまる」という意味ではありません。互換性とは「ラムからベッドまで、力が一直線に、完全に支持されたラインを伝達すること」です。“
アダプタスタックの内部で力の方向が変わるなら、それは支点を作ってしまったということです。.
では、異なる工具ファミリーを混ぜると何が起こるでしょうか?
アメリカ式工具は横からスライドインします。ヨーロッパ式は垂直に落とし込み、ピンやウェッジで上向きにロックします。どちらも一日中部品を曲げることができます。違いが現れるのは、それらを重ねたときです。.
仮にアメリカ製プレスにトランジションブロックを介してヨーロッパ式多形状ダイを取り付けるとします。ブロックは垂直クランプの形状を側面スロット形状に変換します。仕様上は定格荷重に耐える設計です。しかし実際には、ダイからブロック、ブロックからホルダーという新たな接触面が追加されています。.
それぞれの接触面には平面度の公差があります。それぞれに平行度の公差もあります。それを10フィートのベッド上で3段に積み重ねれば、目には見えない公差の累積が生じます――しかしダイはそれをストロークごとに感じるでしょう。.
規格下 1フィートあたり20トン, 数万分の数十分の一インチ程度ならわずかにたわんで元に戻ります。しかし 1フィートあたり30トン, まで押し込むと、そのわずかな狂いがラムのずれとクラウニングシステムの補正によって交互応力となります。アダプタが最初に微視的に傾き始め、ダイがそれに追従します。.
その傾きは劇的ではありません。数ミクロンの話です。圧縮が中心からずれ、V形状の間の最も薄い部分に引張応力が生じるには十分です。.
私は以前、ある工場が$10,000という多形状ダイを割ってしまうのを見たことがあります。彼らは「使えるようにした」といいながら、ベースの下に2インチの隙間ができるような切り詰めたトランジションブロックを使っていました。ホルダーの長さには合っていました。図面上は問題なしとされていました。しかし6週間後、支えが途切れた位置に正確にヘアラインクラックが現れました。.
彼らは熱処理を原因だとしました。.
しかしその亀裂は、未支持の区間の縁を地図のようにたどっていました。.
公平に言えば、現代のユニバーサルアダプタシステムは機械間で±0.1 mmの再現精度を保つことができます。積層公差を排除するよう設計された、単一の統合クランプとして構築されている場合、連続した基礎のように動作します。これが本当の互換性です。.
問題は単純です。あなたは部品を追加していますか?それともシステムを導入していますか?
なぜなら、追加された部品ひとつひとつが潜在的なヒンジとなるからです。.
そして、インターフェースを完璧にしても、機械自体が荷重下でたわむという事実は残ります。.
すべてのプレスブレーキベッドは荷重下でたわみます。ネームプレートに「高精度」と書かれていても、物理法則は休みません。クラウニングシステム――手動ウェッジまたはCNC制御の油圧補正――は、ラムとベッドが荷重下でも平行になるように、ベッドをあらかじめ反らせる仕組みです。.
これが静かな問題です。.
ホルダーがある部分では剛性があり、別の部分ではシムや積み重ねによって調整されている場合、クラウニングシステムはもはや単一の連続構造を曲げているのではありません。異なる剛性を持つ層状の組み合わせを曲げているのです。機械はベッドのたわみを補正します。あなたのアダプタースタックは異なる補正を行います。ダイは二つの論争の間に置かれます。.
しかし、鋼材はそれを感じています。.
ホルダーの基盤が連続していて、ベッドの剛性と一致している場合、クラウニングはダイの長さに沿って均一な接触圧を生み出します。しかしホルダーが分割されている場合、クラウニングは継ぎ目で圧力を増幅してしまうことがあります。なぜならその接合部は固体の鋼よりも異なる圧縮をするからです。.
トン数計算では安全と出ても、局所的な過負荷が発生してしまいます。.
これが多くの工場が不意打ちを受けるところです。彼らは機械の補正が軽微なインターフェースの不備を救ってくれると想定します。しかし、それは救いません。補正は補正対象の構造が一体として振る舞う場合にのみ機能するのです。.
だから、4方向ダイがプレスに「適合する」かどうか尋ねる前に、もっと難しい質問をしましょう:ラムからベッドまでのスタック全体は負荷の下で単一の連続した基盤として機能しているか?
もしそうでないなら、どんなに注意深く回転させても完璧に中心に置いても、疲労は最も弱い継ぎ目を見つけてしまいます。.
そして、一度スタックを互換性のある部品の積み重ねではなく構造システムとして見ると、判断は便利さではなく工学の問題になります。.
ラムからベッドまでのスタックを監査し、負荷の下でそれが単一の連続基盤のように振る舞うかどうかを知る実践的な方法が欲しいと思うでしょう。.
よろしい。目測するのをやめましょう。カタログの主張を信じるのもやめましょう。構造エンジニアが基礎をテストするのと同じ方法でテストします:まず負荷、次に接触、最後にアライメント。.
この順番です。.
最初を間違えたら、残りは茶番に過ぎません。.
アメリカ式、ヨーロッパ式、4方向、単一V――そんなものは関係ありません――最悪の場合の1フィートあたりのトン数を計算しましょう。.
平均ではありません。「通常使っている」ものでもありません。最悪の場合です。.
最も厚い材料、最も小さいV開口、製造で曲げる最高の引張強度を使用します。数値を求めましょう。もし作業がピークで 1フィートあたり28トン, に達するなら、そのホルダーとダイスタックの全てのインチが、圧縮を曲げに変えずに 1フィートあたり28トン 繰り返し耐えなければなりません。.
さて、ここが明らかではない部分です。.
多くの不満を抱えた工場は、紙の上では、自分たちのプレス機ができることを発見します 1フィートあたり35トン—しかし、彼らの4方向ダイ本体は、最も狭いV溝部分での定格が フィートあたり25トン となっています。または、ホルダーは、移行ブロックを取り付けた状態では定格が 1フィートあたり20トン のみです。.
それによって、接触を確認する前にスタックは失格となります。.
そして、これだけで、多くの工場が「普通」だと思っている負荷で安全に多プロファイルダイを稼働できないという理由になります。“
ホルダーを選んで、負荷を耐えてくれることを期待してはいけません。負荷がすべての部品の構造上限内であることを証明するのです。.
もしあなたの数値が定格に近づいているなら、それは「近い」ではありません。あなたは鋼を周期的に疲労させています。.
だから、本当の1フィートあたりのトン数がわかったら、ホルダーに実際に何をさせようとしているのか?
ここが多くの人が自分に嘘をつく部分です。.
ダイを所定の位置にセットします。それは平らに置かれています。見た目は良い。ホルダーの長さに一致している。.
わずかに高い3つのパッドの上に「平らに安置」されたダイを想像してください。間には0.003インチの空洞がある。負荷なしでは見えません。負荷がかかると フィートあたり25トン, 、その3つのパッドが集中した柱となり、その空洞は曲げスパンになります。.
しかし、鋼材はそれを感じています。.
推測せずに監査する方法は次の通りです:
どの部分でも薄いゲージが滑り込む場合、連続的な支持が得られていないことを意味します。.
次に本当のテストです。中程度の加圧に上げてください—最大値よりずっと低いですが、作業荷重を模擬できる程度です。圧力を解除し、ダイを取り外します。接触跡を確認します。端部やクランプ付近のみが明るく接触している場合、それはセグメント化された荷重です。.
聞いてください。多プロファイルダイの中央で2インチ分の支持がないだけでも、 1フィートあたり30トン 「おそらく問題ない」ではありません。それは疲労の起点です。.
「連続的」とは1インチごとに支えがあることを意味します。隙間なし。ブリッジなし。クラウンの下で挙動の異なる重ねシムなし。.
接触が正しい場合、荷重は広がります。セグメント化されている場合、ダイが梁になります。.
では、正しい接触が得られていると仮定しましょう。しっかりした基盤です。これで終わりでしょうか?
中心線合わせにまだデッドブローハンマーを使っているなら、終わりではありません。.
センタリングの再現性のない構造的連続性は、完璧な基礎を打設してからチョークラインから2インチずれた位置に壁を建てるようなものです。.
複数プロファイルのダイでは、これがさらに顕著になります。.
4方向ダイを回転させるたびに、ラムに対して同じ中心線に戻るよう要求しています。ホルダーが手動の微調整、サイドクランプ、目視での位置決めに依存している場合、荷重経路にばらつきを生じさせています。.
低荷重では角度のずれが生じます。高荷重下では—例えば 1フィートあたり30トン—オフセンターの力がダイ本体にねじれを生じさせます。.
そのねじれは、V開口部間で一方のウェブに圧縮を、反対側に引張を発生させます。そこが亀裂の発生箇所です。.
再現性とはこういうことです:
バックゲージの基準を再校正することなく、金型を取り外して再取り付けし、数千分の数インチの範囲で中心を保持できるはずです。.
回転するたびに再タップ、再測定、再調整が必要になるなら、そのシステムは構造的に正直ではありません。低トン数では許容してくれて、高トン数では罰を与えてきます。.
これであなたは3つのことを行いました:容量の確認、連続的な支持の確認、そしてセンタリングのずれの排除です。.
これは多くの所有者が避ける質問です。.
迅速交換システムは数分を節約します。アダプタースタックは資本を節約します。カットホルダーは材料を節約します。.
それらはすべてスプレッドシート上では賢く見えます。.
しかし、もしあなたのスタックが 最大トン数毎フィートでの連続的な支持, を保証できず、人間の介入なしに中心へ復帰できないなら、あなたが購入したのは基礎ではありません。.
あなたが購入したのはスペーサーです。.
基礎は退屈で、重く、正確で、通常行う作業に対して過剰に作られています。機械が最大負荷に達したとき、スタック内部の何も妥協する必要がないように存在するのです。.
これが私があなたに持ち続けてほしい視点です:
「このホルダーは私の金型に合うか?」と尋ねるのをやめましょう。“
「私のラムからベッドまでの全アセンブリは、実際の最大トン数で一つの途切れない圧縮柱として機能するか?」と尋ね始めましょう。“
その質問は一見わかりにくいです。なぜなら、半分の負荷ではすべてが問題なさそうに見えるからです。.
亀裂は半分の負荷では始まりません。.
そして、一度あなたがスタックを互換部品の集合ではなく構造的なシステムとして見れば、便利さを求めて購入することはなくなります。.
あなたは連続性を求めて購入するようになります。.


















