

Ho visto una matrice a 4 vie da 36 pollici sedere “perfetta” in un portautensili, spalla a spalla, senza luce visibile alle estremità. L’operatore ha azionato 120 tonnellate su lamiera da 10 gauge. Il centro si è sollevato quel tanto che bastava per far scivolare una spessimetro sotto dopo il primo colpo. Al terzo lavoro, una crepa sottilissima si è allungata fuori dal raggio d’angolo.
Corrispondeva alla lunghezza del portautensili.
È comunque ceduta.
Stai guardando la lunghezza come se fosse un supporto. Se la matrice riempie lo spazio, supponi che il carico abbia dove scaricarsi. È così che pensano gli apprendisti poco prima che l’utensile “urli”.
Un portautensili a 4 vie non è un blocco distanziatore. È una fondazione. Se il banco o il portautensili toccano la matrice solo in pochi punti in quota, la forza non si distribuisce uniformemente—salta tra i punti di contatto. L’acciaio sotto carico si comporta in modo prevedibile: le campate non supportate si flettono. E quando si flettono sotto forza di piegatura, lo stress si concentra nella transizione tra materiale supportato e non supportato.
È lì che iniziano le crepe.
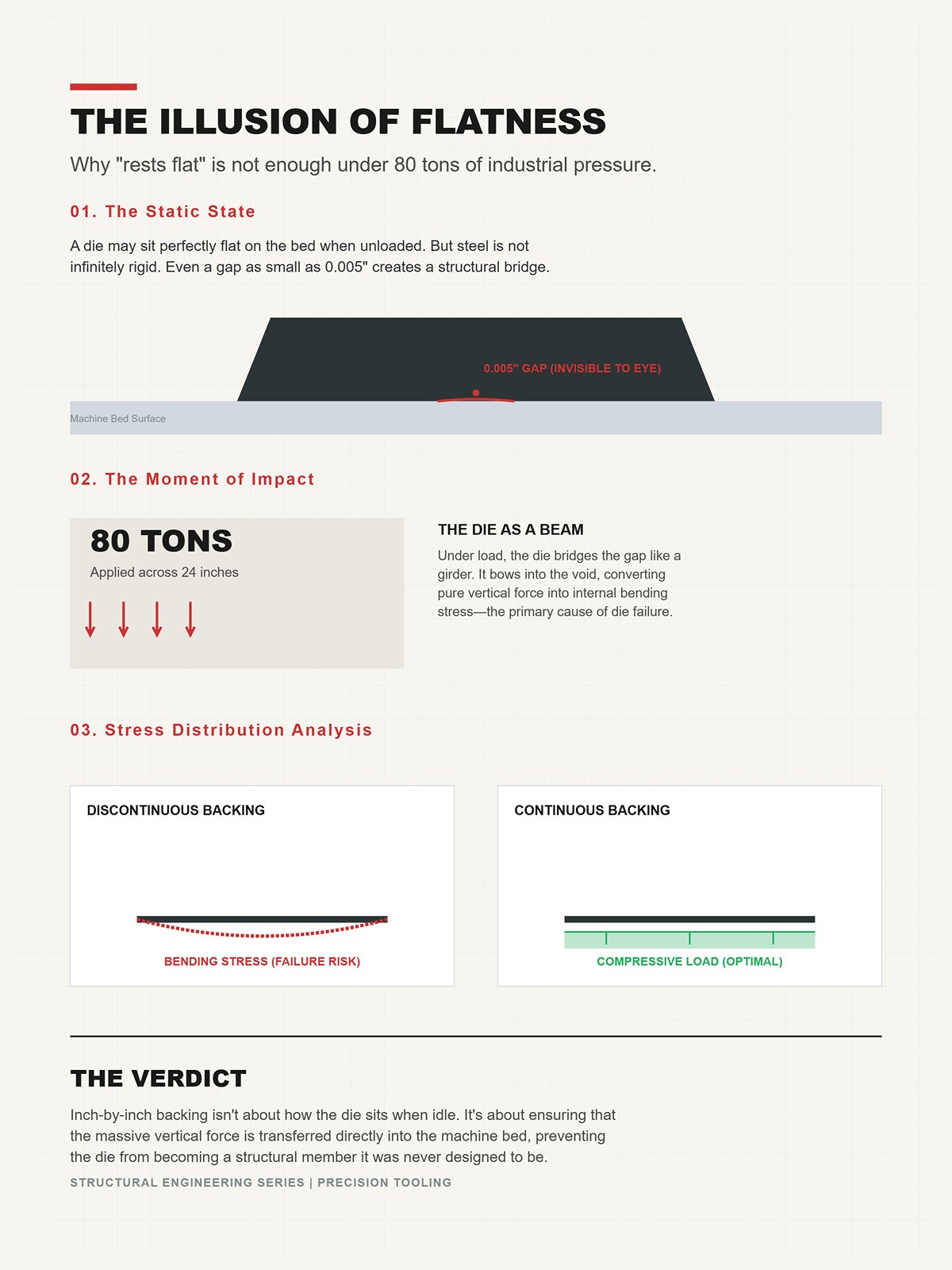
Immagina una matrice che “poggia piatta”. La posizioni, non oscilla, si blocca saldamente. Sembra a posto. Ora applica 80 tonnellate su una sezione di 24 pollici. Se c’è anche solo 0,005 pollici di gap al centro, la matrice scavalca quel gap come una trave. Sotto carico, si flette dentro di esso.
Non puoi vedere quel movimento a occhio nudo. Ma l’acciaio lo percepisce.
Il corpo della matrice diventa un elemento strutturale che porta uno stress di piegatura per cui non è mai stato progettato. Le matrici a 4 vie sono costruite per disperdere il carico verticale attraverso la loro massa, non per scavalcare vuoti sottostanti come una trave di ponte. L’appoggio continuo pollice dopo pollice trasforma la forza verticale in carico compressivo diretto nel banco. Rompere quella continuità significa convertire la compressione in piegatura all’interno del blocco matrice stesso.
Quindi la domanda non è se “poggia piatta” a vuoto.
È cosa succede nel momento in cui il tonnellaggio colpisce.

Ora parliamo della pressa che nessuno vuole livellare perché “sta ancora funzionando”. Un banco più vecchio con 0,010 pollici di usura a corona al centro. Ci metti sopra il tuo supporto a 4 vie. Il supporto tocca bene alle estremità e magari un punto in rilievo vicino al centro.
Lo blocchi e pensi di averlo fissato.
Ascoltami, l’acciaio non si interessa del tuo ottimismo. Si carica solo nei punti di contatto.
Tutta quella tonnellata si incanala attraverso quei pochi punti di contatto. Il supporto si flette. La matrice sopra si piega tra quei punti. Ogni ciclo martella le stesse zone stressate. Le micro-fratture iniziano là dove termina il supporto.
Una volta vidi un’officina ignorare ciò in una configurazione segmentata. Hanno spaccato una matrice multi-profilo $10.000 perché il supporto poggiava solo su tre isole di contatto lungo la sua lunghezza. Non è esplosa. Si è solo lentamente distrutta mentre tutti incolpavano la durezza del materiale.
Il vero colpevole era l’aria sotto l’acciaio.
Cosa pensi che succeda quando quella campata non supportata si trova all’interno di un blocco a 4 vie con quattro cavità interne?
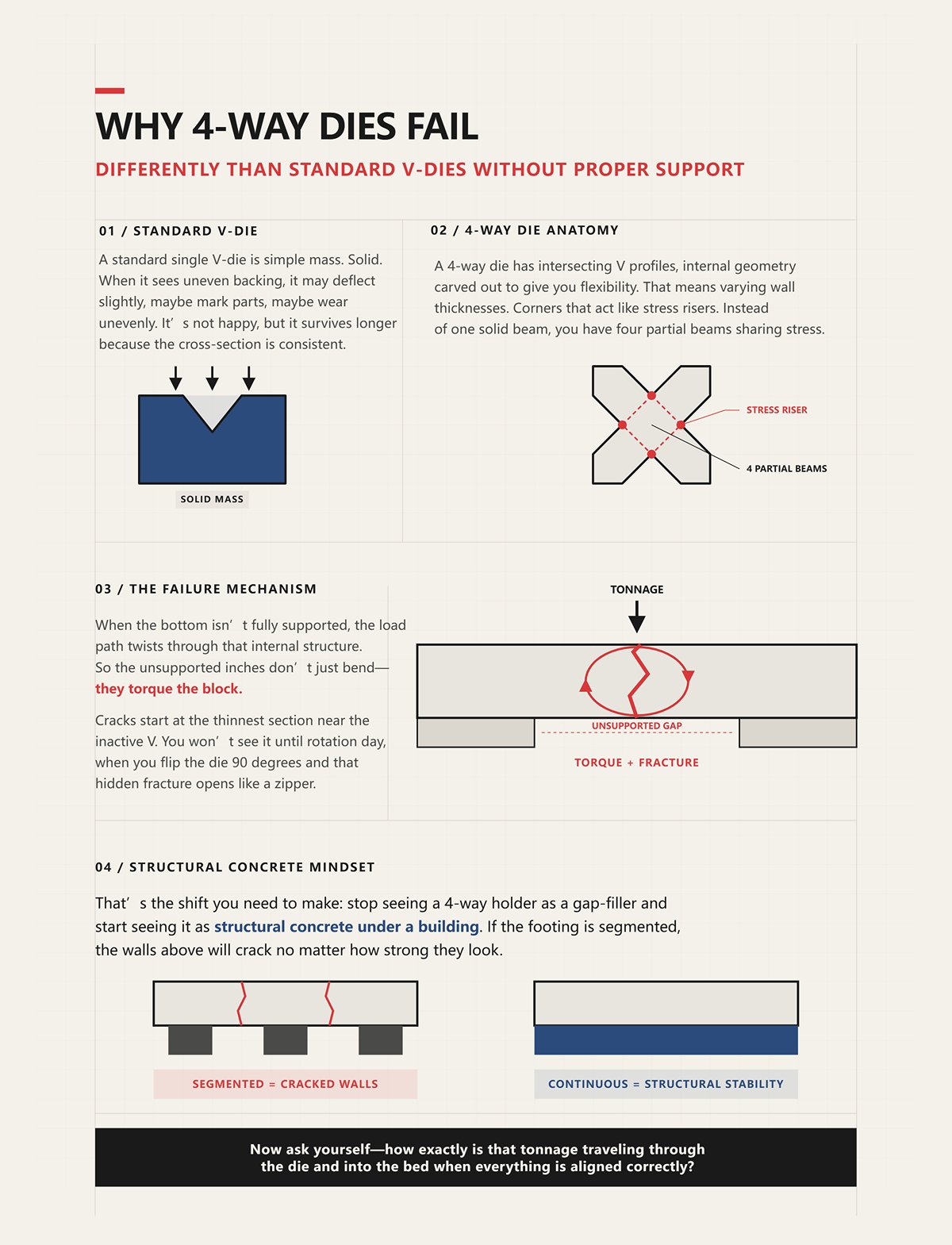
Una matrice singola a V standard è semplice massa. Solida. Quando riceve un supporto irregolare, può flettersi leggermente, magari segnare i pezzi, magari consumarsi in modo irregolare. Non è contenta, ma sopravvive più a lungo perché la sezione trasversale è consistente.
Una matrice a 4 vie è diversa. Ha profili a V intersecanti, geometria interna scavata per darti flessibilità. Ciò significa spessori delle pareti variabili. Angoli che agiscono come concentratori di tensione. Quando il fondo non è completamente supportato, il percorso del carico si attorciglia attraverso quella struttura interna.
Invece di un’unica trave solida, hai quattro travi parziali che condividono lo stress.
Quindi i pollici non supportati non si limitano a piegarsi—torcono il blocco. Le crepe iniziano nella sezione più sottile vicino alla V inattiva. Non le vedrai fino al giorno della rotazione, quando giri la matrice di 90 gradi e quella frattura nascosta si apre come una cerniera.
Questo è il cambiamento che devi fare: smetti di vedere un supporto a 4 vie come un riempitore di gap e inizia a vederlo come il cemento strutturale sotto un edificio. Se il basamento è segmentato, i muri sopra si creperanno comunque, per quanto forti possano sembrare.
Ora chiediti—come esattamente quella tonnellata viaggia attraverso la matrice e nel banco quando tutto è allineato correttamente?
Una pressa a piega da 240 tonnellate che piega una lamiera da 3/4 di pollice su 36 pollici richiede circa 126 tonnellate di forza totale. Sembra sicura sulla carta. Ma quella stessa macchina può avere un limite di banco di 40 tonnellate per piede. Distribuisci 126 tonnellate su tre piedi e ottieni 42 tonnellate per piede—già oltre ciò per cui il telaio è progettato a sopportare.
Non si è rotto perché il numero totale era troppo alto. Si è rotto perché il carico era concentrato.
È così che si muove realmente la tonnellata—pollice per pollice, diritta verso il basso attraverso qualsiasi acciaio sia a contatto e da nessun’altra parte. Quando il portautensili e la matrice sono completamente supportati, la forza diventa pura compressione nel banco. Quando non lo sono, la forza si trasforma in flessione all’interno dell’utensile e in tensione concentrata nel telaio. Alla macchina non importa cosa dice la brochure sulla capacità totale. Sente solo la pressione per piede sulla linea di contatto.
Quindi, quando dici “La pressa è da 240 tonnellate,” quello che dovresti chiederti è: quante tonnellate stanno gravando su ogni piede del banco in questo momento?
Guarda la targhetta su una pressa piegatrice tipica da 150 tonnellate e 10 piedi. Molte di esse sono limitate a circa 25 tonnellate per piede. Questo è il limite strutturale del banco e del punzone, non un suggerimento. Puoi usare una matrice corta e restare sotto le 150 tonnellate totali, pur superando quel limite per piede nella zona di lavoro.
E il tuo portautensili si trova proprio al centro di quella zona.
Un portautensili a 4 vie con una portata di 60 tonnellate distribuite sui suoi 36 pollici non è automaticamente sicuro a 60 tonnellate su 18 pollici. Se dimezzi la lunghezza di lavoro, raddoppi il carico per pollice. La sezione trasversale del portautensili ora sopporta la stessa forza attraverso meno punti di contatto, aumentando la pressione di appoggio sul banco e la tensione di flessione all’interno del corpo del portautensili.
È qui che le officine si ingannano da sole. Abbinano la lunghezza della matrice a quella del portautensili. Abbinano la portata del portautensili alla tonnellata totale della macchina. Tutto “combacia”.”
Ma l’acciaio se ne accorge.
Le portate massime devono essere lette come tonnellate per pollice di lunghezza supportata. Se la tua operazione produce 40 tonnellate per piede, allora ogni pollice del portautensili e del banco sotto quella matrice deve essere in grado di sopportare 3,33 tonnellate in modo continuo, non solo alle estremità, non solo ai punti di bloccaggio—continuamente.
Perché la forza non si teletrasporta verso le zone più forti. Rimane dove viene applicata.
Ora immagina una matrice a 4 vie con spalle strette che poggia su un portautensili non perfettamente piano sotto. L’effettiva area di contatto potrebbe essere larga solo 1/2 pollice lungo ciascuna spalla. Quello è il tuo vero percorso di carico.
Prendiamo un’ipotesi di 30 tonnellate distribuite su 12 pollici. Sono 2,5 tonnellate per pollice complessive. Ma se solo metà della larghezza della spalla sostiene il carico a causa di una leggera irregolarità, hai effettivamente raddoppiato la tensione di contatto su quella linea. La pressione aumenta localmente, anche se i tuoi calcoli dicono che sei “entro i limiti”.”
L’acciaio in compressione è paziente. L’acciaio in compressione non uniforme diventa una trave.
Se c’è un 0,005 pollici vuoto sotto il centro, la matrice lo attraversa. Sotto carico, quella campata si flette verso il basso. Anche pochi millesimi di flessione in un blocco temprato multi‑profilo cambiano la sollecitazione interna da compressione verticale a tensione di flessione nelle fibre inferiori. La tensione è ciò che rompe l’acciaio per utensili, non la compressione.
E in una matrice a 4 vie, quelle cavità interne significano che l’asse neutro—la linea dove la sollecitazione passa dalla compressione alla tensione—non è centrato come in un blocco solido. Le pareti più sottili vicino alla V inattiva vedono prima le sollecitazioni di trazione più elevate. È lì che iniziano le microfratture.
Non perché hai superato la tonnellaggio totale.
Perché lo hai concentrato sotto una spalla stretta, parzialmente supportata.
Inizia con 0,002 pollici di usura del piano al centro. Aggiungi 0,001 pollici di scala o detriti sotto il supporto. Aggiungi 0,002 pollici di tolleranza di lavorazione tra il supporto e la base della matrice. Nessuno di questi numeri spaventa da soli.
Sommandoli sei a 0,005 pollici di potenziale gap.
Quel gap converte la forza verticale in un momento flettente ad ogni ciclo. Il supporto flette leggermente. La matrice flette un po“ di più. Quando rilasci il serraggio, torna indietro—quasi. Dopo centinaia di colpi, quel ”quasi” diventa una deformazione permanente. Ora la matrice non “appoggia piatta” nemmeno senza carico. Il prossimo lavoro parte con un disallineamento incorporato.
Ascoltami, la fatica non si annuncia. Si accumula esattamente nella transizione tra acciaio supportato e non supportato.
Quando l’allineamento e il supporto sono corretti, la tonnellaggio scende dritto: punzone alla spalla della matrice, spalla alla faccia del supporto, faccia del supporto al piano, piano nel telaio. Una colonna compressiva pulita e verticale. Nessuna torsione. Nessuna campata. Nessuna zona di tensione nascosta dentro una cavità.
Quando l’allineamento è approssimativo, quella colonna si piega. E una volta piegata, la geometria interna di una matrice a 4 vie amplifica la distorsione invece di assorbirla.
Ecco perché l’architettura del supporto—come sostiene, centra e distribuisce il carico—decide se quelle forze rimangono verticali o iniziano a strappare lateralmente il tuo utensile.
Su una pressa da 12 piedi con capacità nominale 25 tonnellate per piede, abbiamo montato una matrice a 4 vie da 36 pollici in tre supporti diversi e abbiamo eseguito lo stesso lavoro: lamiera da 3/8, piega ad aria pesante, proprio a 22 tonnellate per piede nella zona di lavoro. Stessa macchina. Stessa matrice. Stesso tonnellaggio. Tre schemi di sollecitazione completamente diversi sono apparsi con il blu di contatto e i calibro a spessimetro.
Nulla della matrice è cambiato.
Solo ciò che c’era sotto.
È la parte che la maggior parte delle officine tratta come un distanziatore. Se il guasto è causato da concentrazione del carico e micro‑deflessione, allora il supporto non è un accessorio — è la base. Cambia la base, e cambierai se quella colonna di forza rimane verticale o comincia a flettersi lateralmente attraverso le cavità di un blocco a profilo multiplo. Quindi, cosa nell’architettura mantiene quella colonna diritta?
Prendi un vero supporto monolitico a 4 vie: un corpo continuo, lavorato, rettificato da un’estremità all’altra, con spine e chiavette in modo che si autocentri nel piano. Nessuna giunzione. Nessuna spalla interrotta. Quando lo serri, diventa un’estensione della trave inferiore della pressa piegatrice.
Ora caricalo a 22 tonnellate per piede su tutta la lunghezza di 36 pollici.
Poiché il corpo è continuo, la tensione di compressione si distribuisce lungo tutta la base. Qualsiasi piccolo punto alto viene assorbito dalla compressione elastica su tutta la lunghezza, non concentrato in una giunzione. Il supporto si comporta come una singola trave profonda in compressione, non come tre travi corte accostate. Questo è importante perché la rigidezza di una trave dipende dalla continuità della sezione; interrompere la sezione significa ridurre drasticamente il momento d’inerzia nel punto di rottura.
Nel lavoro ad alto tonnellaggio — diciamo qualsiasi cosa regolarmente sopra 20 tonnellate per piede — quella continuità smette di essere “un bel vantaggio”. Diventa obbligatoria. Le spalle della matrice spingono verso il basso. La faccia del supporto spinge verso l’alto in modo uniforme. Il banco lo sostiene. Nessun punto di cerniera. Nessuna rotazione locale.
Immagina una matrice che “poggi piatta” su 36 pollici di acciaio rettificato, con meno di 0,0015 pollici di variazione da un’estremità all’altra. Sotto carico, la curva di deflessione è regolare e prevedibile. L’asse neutro all’interno del blocco a 4 vie rimane centrato. Mantieni la tensione in compressione, dove l’acciaio per utensili è forte.
Ma i supporti monolitici costano di più, pesano di più e richiedono una condizione del banco precisa. Quindi la domanda diventa: i design segmentati possono offrirti lo stesso percorso di carico verticale con maggiore flessibilità?
Disponi tre segmenti da 12 pollici uno accanto all’altro. Serrali bene. Da cinque piedi di distanza, sembrano un unico pezzo.
Non lo sono.
Ogni giunzione è un potenziale punto di cerniera. Anche se le superfici superiori sono rettificate, le estremità accoppiate raramente condividono perfettamente il carico. Sotto 22 tonnellate per piede, se un segmento è solo 0,002 pollici più basso a causa dell'usura del banco o dei detriti, il segmento adiacente prende una quota sproporzionata finché la deformazione elastica lo equalizza. Quell’equalizzazione è la deflessione. La deflessione all’interno del supporto diventa piegatura all’interno della matrice.
Il meccanismo è semplice. Un supporto segmentato interrompe il percorso di compressione con giunzioni verticali. Queste giunzioni riducono la rigidità laterale. Quando il carico colpisce vicino a una giuntura, il segmento può ruotare microscopicamente sulla sua base perché il suo vicino non è collegato strutturalmente — solo serrato. La forza di serraggio resiste alla separazione, non alla rotazione sotto momento flettente.
Significa forse che i supporti segmentati sono spazzatura? No.
A carichi moderati — diciamo meno di 15 tonnellate per piede — con tolleranze strette del banco e un corretto allineamento con spine, possono funzionare in modo accettabile. Brillano in configurazioni in cui si spostano matrici multi‑V di qualche pollice a sinistra o a destra per flessibilità. I sistemi multi‑V europei ottengono versatilità facendo scorrere l’innesto lungo un unico blocco solido. I supporti segmentati cercano di imitare quella flessibilità sotto. La differenza è che la matrice rimane monolitica; il supporto no.
E l’acciaio lo sente.
Più si cerca la versatilità, più attentamente bisogna controllare la planarità delle giunture, le chiavi di allineamento e la pre‑tensione da un’estremità all’altra. Senza caratteristiche di auto‑centraggio precise — chiavi coniche, linguette rettificate, giochi di estremità controllati — si accumulano micro‑deflessioni proprio dove le cavità della matrice sono più sottili.
Quindi se la segmentazione introduce cerniere, cosa succede quando qualcuno decide di “risolvere” una discrepanza di lunghezza con una sega?
Ho visto un’officina tagliare un supporto da 48 pollici a 30 perché “corrispondeva alla lunghezza del supporto” che serviva per una breve produzione. Taglio pulito. Sbavato. Sembrava professionale.
Avevano appena tagliato la nervatura interna che collegava la base alla spalla superiore.
La maggior parte dei supporti di qualità non sono semplici rettangoli. Sono progettati con una distribuzione interna delle masse — anime più spesse sotto la linea di carico, tasche di scarico lontano da essa — affinché il percorso di compressione rimanga direttamente sotto le spalle della matrice. Quando ne tagli uno, spesso rimuovi il vincolo di estremità che mantiene la sezione dal dilatarsi sotto carico. Cambi le condizioni al contorno da fisse a parzialmente libere.
Secondo Oltre 20 tonnellate per piede, la cosa conta. Il supporto accorciato ora ha una rigidità torsionale ridotta e un flusso di sollecitazioni alterato. La sezione rimanente deve sopportare lo stesso carico per pollice con meno continuità strutturale. Hai creato una trave con una flangia compromessa.
Ho perso una $10,000 matrice multi‑profilo agli inizi della mia carriera per esattamente quella mossa. Una micro‑crepa iniziò sulla V inattiva più vicina all’estremità tagliata. Eravamo entro le tonnellate totali. Eravamo entro il valore nominale per piede. Ma il supporto non era più continuo. La micro‑rotazione all’estremità non supportata trasformò la compressione verticale in tensione flessionale all’interno della parete della cavità della matrice.
Ascoltatemi, quando tagliate un supporto standard, non state rifilando acciaio in eccesso. State tagliando la struttura che mantiene il carico verticale.
Se davvero vi serve una lunghezza personalizzata, il supporto deve essere progettato a quella lunghezza fin dall’inizio — con anime, nervature e masse posizionate per quella campata — non amputato successivamente.
Perché una volta capito che il carico si trasmette pollice per pollice, la domanda successiva non riguarda più la capacità totale.
Si tratta di ciò che accade durante la rotazione, il riposizionamento e il mid‑swap — quando quel supporto viene brevemente disturbato e la matrice deve tornare a posizionarsi nella stessa colonna verticale senza spostarsi lateralmente.
Ruoti una matrice a 4 vie di novanta gradi. Cade di nuovo nel supporto. Sembra in sede. Esegui la piega successiva a 22 tonnellate per piede.
Ma è tornata 0,002 pollici fuori centro.
Questo è ciò che accade alla colonna di carico durante la rotazione. Non scompare. Si frattura. Il percorso di compressione verticale che hai costruito centimetro per centimetro viene interrotto, poi ricostruito dalla gravità e dall’attrito invece che dalla geometria. Se il supporto non forza la matrice a tornare al centro con un riferimento meccanico — niente a occhio, niente colpi con un martello — l’acciaio sceglie la propria posizione. E l’acciaio non sceglie perfettamente.
Sotto carico, ciò 0,002 pollici diventa un braccio di momento laterale. La compressione alla spalla si trasforma in flessione all’interno della parete della cavità. Non lo vedrai al primo colpo. Lo vedrai dopo il cinquantesimo cambio di profilo.
Quindi quale sistema di centraggio sopravvive davvero all’uso reale?
Immagina due configurazioni.
Prima: un supporto a fondo piatto. Nessuna chiave di centraggio. L’operatore posiziona il blocco a 4 vie, lo spinge contro un dito del riscontro posteriore, lo blocca e lo considera a posto. Supera un audit di sicurezza di base. Le protezioni sono in posizione. Il controllo a due mani funziona. Nulla di illegale.
Seconda: un supporto con canali a V rettificati con precisione e chiavi di centraggio coniche. La matrice cade e viene forzata in una linea centrale ripetibile entro 0,001 pollici solo grazie alla geometria. Nessun colpo. Nessuna supposizione.
Sulla carta, entrambe superano l’ispezione. In movimento, solo una mantiene intatta la colonna di carico.
L’allineamento manuale dipende dall’attrito tra la base della matrice e la superficie del supporto. L’attrito resiste allo scorrimento; non corregge il disallineamento. Durante una rotazione di 90 gradi, la matrice si solleva, ruota e si riposiziona. Se la superficie del supporto ha anche 0,0015 pollici variazione da un’estremità all’altra — e la maggior parte dei letti ce l’ha — la matrice tenderà a posizionarsi verso il lato basso. La gravità è più forte del tuo occhio.
Ora applica 18 tonnellate per piede. Il martello scende. Le spalle si impegnano. La matrice cerca di equalizzarsi sotto carico, ma non può muoversi liberamente perché è bloccata. Quindi ruota microscopicamente. Quella rotazione spinge la tensione di trazione nella V inattiva, opposta alla cavità di lavoro.
Le canaline a V autoallineanti cambiano il meccanismo. Convertono la forza di assestamento verticale in forza di allineamento laterale. Quando la matrice scende, le facce coniche la guidano verso la linea centrale geometrica prima del bloccaggio. Il centraggio è strutturale, non procedurale.
Quale sopravvive a una vera verifica — quella in cui qualcuno chiede perché la tua matrice a profili multipli si sia incrinata nella stazione inutilizzata?
Quella in cui l’allineamento è incorporato nell’acciaio, non lasciato all’abitudine.
Ma il solo centraggio non ferma il movimento durante la rotazione stessa.
| Aspetto | Canaline a V autoallineanti | Allineamento manuale (supporto a fondo piatto) |
|---|---|---|
| Configurazione di base | Canaline a V rettificate di precisione con chiavi di centraggio coniche | Supporto a fondo piatto senza chiavi di centraggio |
| Metodo di posizionamento della matrice | La geometria forza la matrice sulla linea centrale ripetibile entro 0,001 pollice | L’operatore spinge manualmente la matrice contro il dito del riscontro posteriore |
| Meccanismo di allineamento | Centraggio strutturale incorporato nell’acciaio | Allineamento procedurale basato sull’abitudine dell’operatore |
| Durante la rotazione | Matrice guidata di nuovo al centro dalle facce coniche | La matrice si solleva, ruota e si riassesta in base all’attrito e alla gravità |
| Dipendenza dall’attrito | Minimo; allineamento guidato dalla geometria | Alto; l’attrito resiste allo scorrimento ma non corregge il disallineamento |
| Impatto della variazione del piano di appoggio (0,0015 pollici) | Il centraggio geometrico compensa la variazione | Lo stampo si adagia verso il lato basso a causa della gravità |
| Comportamento sotto carico (18 tonnellate/piede) | Mantiene l’integrità della colonna di carico | La rotazione microscopica spinge la tensione di trazione nella V inattiva |
| Rischio di formazione di crepe nella stazione inutilizzata | Significativamente ridotto | Aumentato a causa della tensione di trazione indotta |
| Risultato dell’audit (Controllo di sicurezza di base) | Superato | Superato |
| Risultato dell’audit (Analisi della causa principale) | Allineamento giustificato strutturalmente | Allineamento dipendente dalla coerenza dell’operatore |
| Affidabilità complessiva | Allineamento strutturale ripetibile | Allineamento variabile, dipendente dall’attrito |
Prendi una matrice multi‑profilo da 36 pollici che pesa qualche centinaio di libbre. La sganci. La agganci. Inizi la rotazione di 90 gradi.
A metà rotazione, il baricentro passa fuori dall’impronta della base. Per un momento, la matrice è un pendolo.
Se il supporto fornisce solo una mensola piatta, niente impedisce lo spostamento laterale tranne il tuo controllo di imbracatura. Se fornisce ritenute laterali, labbri di cattura o un innesto a coda di rondine, la matrice rimane vincolata anche quando parzialmente sollevata.
Ecco la differenza meccanica: durante un capovolgimento, la condizione di contatto cambia da compressione a piena faccia a contatto di bordo e poi a contatto puntuale. In quella transizione, qualsiasi gioco diventa spostamento. Un gioco laterale di 0,003 pollici alla base può tradursi in disallineamento angolare alla spalla una volta nuovamente serrata.
Secondo 20 tonnellate per piede, Quel errore angolare produce carico asimmetrico sulla spalla. Una spalla vede una maggiore sollecitazione a compressione; la parete opposta sperimenta tensione da flessione. L’acciaio per utensili tollera magnificamente la compressione. Odia la tensione.
Ascoltami, la gravità non si preoccupa del tuo programma di produzione. Se il supporto non posiziona positivamente la matrice durante l’intero arco di rotazione — non solo quando è completamente seduta — stai rischiando l’allineamento ogni volta che cambi profilo.
E la maggior parte delle officine cambia profilo decine di volte a turno.
Il che ci porta al danno che non vedi arrivare.
Immagina un’officina che utilizza quattro diverse aperture a V su un blocco a 4 vie. Dieci rotazioni al mattino. Altre dieci dopo pranzo. Ogni volta, la matrice si riassesta entro 0,001–0,003 pollici dalla sua posizione precedente — ma non esattamente.
Secondo 15 tonnellate per piede, magari te la cavi. La deformazione elastica è piccola. L’acciaio se ne infischia.
Spingiti oltre 20 tonnellate per piede, e quei piccoli disallineamenti smettono di essere semplici assestamenti elastici. Diventano inversioni cicliche di sollecitazione nelle cavità inattive. Una corsa carica leggermente di più la parete est. La rotazione successiva carica la parete nord. Poi ovest. Poi sud.
Hai creato cicli di flessione a bassa ampiezza e multi‑direzionali nell’acciaio per utensili temprato.
Non abbastanza da spezzarlo in un giorno.
Abbastanza da nucleare microfessure nelle sezioni trasversali più sottili — di solito tra cavità a V adiacenti dove il materiale è già stato alleggerito per gioco. Ogni rotazione ricostruisce la colonna di carico in modo imperfetto. Ogni ricostruzione imperfetta aggiunge un’altra cicatrice microscopica.
Le officine danno la colpa al “trattamento termico difettoso.” O agli “utensili economici.”
Ma il modello racconta la verità: le crepe compaiono nelle transizioni di profilo, non nei lavori a singola V a tonnellaggio massimo. Il fattore comune è la rotazione senza ricentraggio deterministico e senza pieno supporto.
Il portautensile è la base. Il sistema di centraggio è il geometra. Se il geometra lascia che l’edificio si sposti di un capello ogni volta che viene riposizionato, la fondazione non cederà a compressione. Cederà per fatica.
E se il portautensile può fare tutto correttamente, cosa accade quando è la pressa stessa a non ripetere la stessa linea centrale dopo ogni corsa?
Se il tuo portautensile si ricentra perfettamente ma il pistone si sposta di un capello a sinistra o a destra a ogni corsa, il carico non scompare.
Si riloca.
La forza si trasferisce sempre all’interfaccia. Non nel disegno di catalogo. Non nell’argomento di vendita. Nel contatto acciaio-acciaio dove la tua matrice incontra qualunque pacco tu abbia costruito tra essa e la macchina. Se quel pacco include adattatori, blocchi di transizione, linguette non corrispondenti o un sistema di bombatura che contrasta il banco, è lì che il pistone errante si manifesta per primo come flessione.
Immagina una matrice che “si appoggia piatta.” Sembra ben posizionata. Ha la lunghezza del portautensile. Ma l’acciaio lo sente.
Quando il pistone scende leggermente fuori centro, la matrice tende a spostarsi lateralmente per ristabilire una colonna di compressione dritta. Se la tua interfaccia è una superficie di appoggio continua, pollice per pollice, il carico si redistribuisce come compressione. Se è segmentata — matrice su adattatore, adattatore su portautensile, portautensile su banco — ogni interfaccia diventa una cerniera con il proprio microgioco.
È lì che inizia la flessione.
Non stai coniugando forme. Stai coniugando percorsi di carico. E il matrimonio più debole nella catena stabilisce le regole dell’unione.
Allora dove entra effettivamente la forza nel sistema?
Una linguetta è solo una spina rettangolare che si inserisce in una scanalatura del portautensile. I sistemi senza linguetta bloccano l’intera base con ganasce idrauliche o meccaniche. Entrambi “trattengono” una matrice. Solo uno definisce chiaramente il percorso del carico.
Con una linguetta tradizionale, la forza verticale entra attraverso le spalle della matrice nella base, poi si concentra sulle facce della linguetta e sulle pareti della scanalatura. L’area di contatto si riduce. La pressione aumenta. Se il pistone è leggermente fuori centro, la linguetta preme in modo irregolare contro una parete della scanalatura prima ancora che il resto della base si accorga di ciò che è successo.
Ora immagina una base senza linguetta con serraggio a piena faccia e trazione verso l’alto. La forza di serraggio tira la matrice verso una sede ripetibile prima che arrivi il tonnellaggio. Il carico verticale si distribuisce quindi su tutta l’interfaccia base-portautensile. L’interfaccia è ampia. La pressione per pollice quadrato diminuisce. Il sistema si comporta più come una fondazione che come una spina di centraggio.
Percorso di carico corto. Appoggio ampio. Meno cerniere.
Ma non idealizzarlo. Ho visto officine avvitare matrici multi-profilo senza linguetta su vecchi portautensili americani con morsetti laterali grezzi e chiamarlo “compatibile.” Non lo era. La matrice era progettata per caricare verticalmente; il portautensile era laterale per geometria. Il percorso della forza si piegava alla piastra di adattamento nel mezzo.
Ascoltami, la compatibilità non è “si adatta”. La compatibilità è “la forza viaggia in linea retta, completamente supportata, dal punzone al banco”.”
Se cambia direzione all’interno della pila del tuo adattatore, hai appena costruito un punto di perno.
Allora cosa succede quando mescoli intere famiglie di utensili?
Gli utensili in stile americano scorrono lateralmente. Quelli in stile europeo cadono verticalmente e si bloccano verso l’alto con perni o cunei. Entrambi possono piegare pezzi tutto il giorno. La differenza si nota quando li metti in pila.
Supponiamo che tu usi una matrice multi-profilo europea su una pressa americana utilizzando blocchi di transizione. Il blocco converte la geometria di serraggio verticale in geometria a slot laterale. Sulla carta è valutato per la tonnellata. In pratica, hai inserito un’altra interfaccia: matrice con blocco, blocco con supporto.
Ogni interfaccia ha una tolleranza di planarità. Ognuna ha una tolleranza di parallelismo. Metti in fila tre di queste su un banco di 3 metri e avrai accumulo di tolleranza che il tuo occhio non vedrà mai—ma la tua matrice sentirà ad ogni colpo.
Secondo 20 tonnellate per piede, pochi decimi di millesimo si flettono e ritornano. Spingi a 30 tonnellate per piede, e quegli stessi decimi diventano stress alternato mentre il punzone devia e il sistema di compensazione della curvatura interviene. L’adattatore diventa il primo elemento a inclinarsi microscopicamente. La matrice lo segue.
Quell’inclinazione non è drammatica. Sono pochi micron. Abbastanza per spostare la compressione fuori centro e introdurre tensione nella parte più sottile tra i profili a V.
Una volta ho visto un’officina rompere una matrice multi-profilo $10,000 perché “l’hanno fatta funzionare” con blocchi di transizione tagliati che lasciavano vuoti sotto due pollici della base. Combaciava con la lunghezza del supporto. I disegni dicevano che andava bene. Sei settimane dopo, comparvero microfratture esattamente dove il supporto terminava.
Incolparono il trattamento termico.
Ma la crepa tracciava il bordo della campata non supportata come una mappa.
Ora, a essere giusti, i moderni sistemi di adattatori universali possono mantenere ±0,1 mm di ripetibilità su più macchine. Quando progettati come un singolo morsetto integrato—pensato per eliminare le tolleranze impilate—si comportano come una base continua. Questa è vera compatibilità.
La domanda è semplice: stai aggiungendo pezzi, o stai installando un sistema?
Perché ogni pezzo aggiunto è un potenziale snodo.
E anche se azzecchi le interfacce, c’è comunque la macchina stessa che si piega sotto carico.
Ogni banco di pressa piegatrice si flette sotto carico. La fisica non smette di funzionare perché la targhetta dice precisione. I sistemi di compensazione della curvatura—cunei manuali o compensazione idraulica controllata da CNC—pre-curvano il banco così che il punzone e il banco si incontrino paralleli sotto tonnellaggio.
Ecco il problema silenzioso.
Se il tuo portautensile è rigido in un segmento e spessorato o impilato in un altro, il sistema di compensazione non sta più flettendo una struttura continua unica. Sta flettendo un insieme stratificato con rigidità diversa in punti diversi. La macchina compensa la flessione del bancale. Il tuo adattatore impilato compensa in modo diverso. La matrice si trova tra due forze contrapposte.
Ma l’acciaio se ne accorge.
Se la base del portautensile è continua e la sua rigidità è abbinata a quella del bancale, la compensazione crea una pressione di contatto uniforme lungo tutta la lunghezza della matrice. Se il portautensile è segmentato, la compensazione può in realtà amplificare la pressione nei giunti, perché tali connessioni si comprimono in modo diverso dall’acciaio pieno.
Finisci con un sovraccarico localizzato anche quando il calcolo della pressione ti dice che sei al sicuro.
È qui che la maggior parte delle officine viene colta di sorpresa. Presumono che la compensazione della macchina li salverà da piccoli errori di interfaccia. Non lo farà. La compensazione funziona solo quando la struttura da compensare si comporta come un unico pezzo.
Quindi, prima di chiederti se la tua matrice a 4 vie “si adatta” alla tua pressa, poniti una domanda più difficile: l’intera pila—dal martello al bancale—si comporta come una base continua e unica sotto carico?
Perché se non lo fa, nessuna rotazione accurata o centratura perfetta impedirà alla fatica di trovare la giunzione più debole.
E una volta che inizi a vedere la pila come un sistema strutturale invece che come un mucchio di parti compatibili, la decisione smette di riguardare la comodità e inizia a riguardare l’ingegneria.
Vuoi un modo pratico per verificare la pila dal martello al bancale e sapere se si comporta come una base continua unica sotto carico.
Bene. Smetti di giudicare a occhio. Smetti di fidarti delle specifiche del catalogo. La testerai nello stesso modo in cui un ingegnere strutturale testerebbe una fondazione: prima il carico, poi il contatto, poi l’allineamento.
In quest’ordine.
Perché se sbagli il primo, il resto è solo teatro.
Prima di confrontare modelli americani, europei, a 4 vie, a V singola—nulla di tutto ciò conta—calcola il tuo caso peggiore in tonnellate per piede.
Non la media. Non quello che “di solito usi”. Il caso peggiore.
Prendi il materiale più spesso, l’apertura a V più piccola e la resistenza alla trazione più alta che pieghi in produzione. Fai i calcoli. Se il tuo lavoro raggiunge un picco di 28 tonnellate per piede, allora ogni pollice di quella pila di portautensile e matrice deve resistere 28 tonnellate per piede ripetutamente senza trasformare la compressione in flessione.
Ora ecco la parte non ovvia.
Molti laboratori frustrati scoprono, sulla carta, che la loro pressa può produrre 35 tonnellate per piede—ma il corpo della loro matrice a 4 vie è classificato per 25 tonnellate per piede nel suo V più stretto. Oppure il loro supporto è classificato solo per 20 tonnellate per piede quando montato con blocchi di transizione.
Questo squalifica l’insieme prima ancora di verificare il contatto.
E sì, questo da solo elimina una parte dei laboratori dall’eseguire in sicurezza matrici multi‑profilo ai carichi che pensano siano “normali”.”
Non si sceglie un supporto sperando che regga il carico. Si dimostra che il carico rientra nel limite strutturale di ogni componente.
Se i tuoi numeri stanno sfiorando la classificazione, non sei “vicino”. Stai sottoponendo l’acciaio a fatica ciclica.
Quindi, una volta che conosci le reali tonnellate per piede, cosa stai realmente chiedendo al supporto di fare con esse?
Qui è dove la maggior parte delle persone si inganna.
Posizionano la matrice in sede. Si appoggia piatta. Sembra buona. Ha la stessa lunghezza del supporto.
Immagina una matrice che “si appoggia piatta” su tre pattini leggermente sporgenti, con un vuoto di 0,003 pollici tra di loro. Senza carico, non lo vedrai mai. Sotto 25 tonnellate per piede, quei tre pattini diventano colonne concentrate. Il vuoto diventa una campata in flessione.
Ma l’acciaio se ne accorge.
Ecco come controllarla senza indovinare:
Se riesci a far scorrere anche uno spessimetro sottile sotto qualsiasi sezione, non hai un supporto continuo.
Poi arriva il vero test: aumenta fino a una tonnellata moderata—ben al di sotto del massimo, ma sufficiente a simulare il carico di lavoro. Rilascia. Rimuovi lo stampo. Cerca i segni di contatto. Contatto brillante solo alle estremità o vicino ai morsetti? Questo è carico segmentato.
Ascoltami, anche solo due pollici non supportati al centro di uno stampo multi‑profilo sotto 30 tonnellate per piede non è “probabilmente ok.” È l’origine della fatica.
Continuo significa supporto pollice per pollice. Nessuna luce. Nessun ponte. Nessuno spessore impilato che si comporta diversamente sotto la curvatura.
Se il contatto è corretto, il carico si distribuisce. Se è segmentato, lo stampo diventa la trave.
Quindi ora supponi di avere un vero contatto. Una base solida. Hai finito?
Non se stai ancora cercando il centro con un martello a colpo morto.
Continuità strutturale senza ripetibilità di centraggio è come colare una fondazione perfetta e poi costruire i muri due pollici fuori dalla linea tracciata.
Gli stampi multi‑profilo amplificano questo.
Ogni volta che ruoti uno stampo a 4 lati, gli stai chiedendo di tornare alla stessa linea centrale rispetto al pistone. Se il tuo supporto si basa su spinte manuali, morsetti laterali o allineamento a occhio, hai introdotto variabilità nel percorso del carico.
Sotto basso carico, vedrai deviazione angolare. Sotto alto carico—diciamo 30 tonnellate per piede—una forza fuori centro introduce torsione nel corpo dello stampo.
Quella torsione spinge la compressione su una parte e la tensione sul lato opposto tra le aperture a V. È lì che iniziano le crepe.
La ripetibilità significa:
Dovresti essere in grado di rimuovere e reinstallare la matrice mantenendo il centraggio entro pochi millesimi senza ricalibrare il riferimento del riscontro posteriore.
Se ogni rotazione ti costringe a riavvitare, rimisurare, ritoccare, il sistema non è strutturalmente onesto. Ti perdona a basse tonnellate e ti punisce ad alte tonnellate.
Quindi ora hai fatto tre cose: verificato la capacità, confermato il supporto continuo ed eliminato la deriva di centraggio.
Ecco la domanda che la maggior parte dei proprietari evita.
I sistemi a cambio rapido fanno risparmiare minuti. Gli adattatori impilati fanno risparmiare capitale. I portautensili tagliati fanno risparmiare materiale.
Tutto ciò sembra intelligente in un foglio di calcolo.
Ma se la tua pila non può garantire un supporto continuo alla tua massima tonnellata per piede, e non può tornare al centro senza intervento umano, allora non hai comprato una base.
Hai comprato un distanziatore.
Le fondamenta sono noiose. Pesanti. Precise. Sovradimensionate per ciò che “di solito” fai. Esistono affinché, quando la macchina raggiunge il carico massimo, nulla all’interno della pila debba negoziare.
Questa è la lente che voglio che tu porti con te:
Smetti di chiedere: “Questo portautensile funzionerà con la mia matrice?”
Inizia a chiedere: “L’intero assieme dal martinetto al banco si comporta come una singola colonna compressiva continua alla mia massima tonnellata reale?”
Questa domanda non è ovvia perché tutto sembra a posto a metà carico.
Le crepe non iniziano a metà carico.
E una volta che vedrai la tua pila come un sistema strutturale invece che come una collezione di parti compatibili, non comprerai più per convenienza.
Comprerai per continuità.


















