

J’ai vu une matrice 4 voies de 36 pouces “parfaite” dans un support, épaule contre épaule, sans jour visible aux extrémités. L’opérateur a fait fonctionner 120 tonnes sur une tôle de calibre 10. Le centre s’est soulevé juste assez pour qu’on puisse glisser une jauge d’épaisseur dessous après le premier coup. Au troisième travail, une fissure fine s’est étirée depuis le rayon de coin.
Elle correspondait à la longueur du support.
Et pourtant, elle a échoué.
Vous regardez la longueur comme si c’était un soutènement. Si la matrice remplit l’espace, vous supposez que la charge a un endroit où aller. C’est ainsi que pensent les apprentis juste avant que l’outillage ne “crie”.
Un support 4 voies n’est pas un bloc d’entretoise. C’est une fondation. Si le lit ou le support ne touche la matrice qu’à quelques points hauts, la force ne se répartit pas uniformément—elle saute entre les points de contact. L’acier sous charge se comporte de façon prévisible : les portées non supportées se déforment. Et lorsqu’elles se déforment sous une force de pliage, la contrainte se concentre à la transition entre la matière soutenue et celle non soutenue.
C’est là que naissent les fissures.
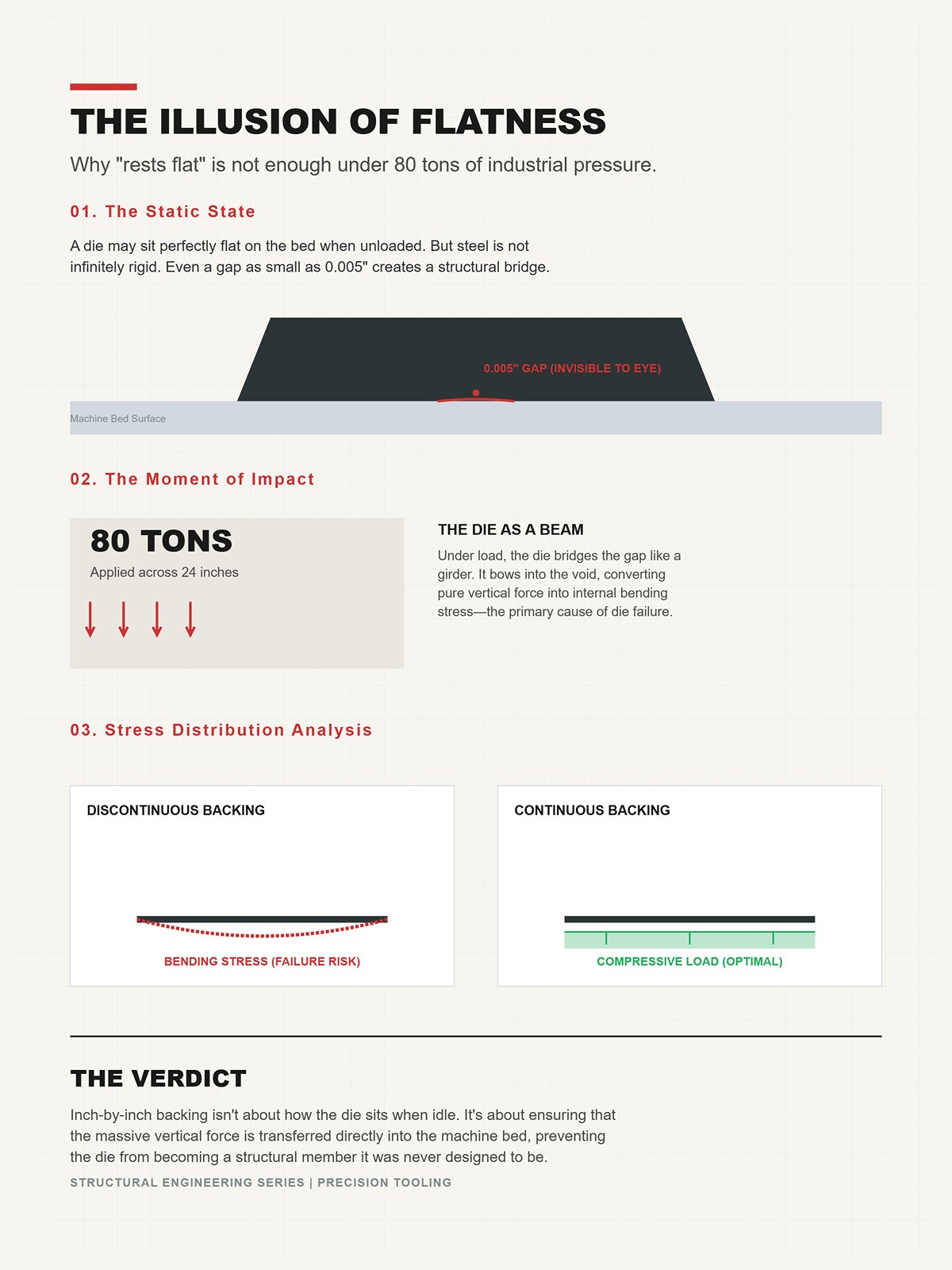
Imaginez une matrice qui “repose à plat.” Vous la placez, elle ne bouge pas, les brides sont serrées. Tout semble bon. Maintenant appliquez 80 tonnes sur une section de 24 pouces. S’il y a ne serait-ce que 0,005 pouces de jeu au centre, la matrice enjambe ce vide comme une poutre. Sous charge, elle s’y courbe.
Vous ne pouvez pas voir ce mouvement à l’œil nu. Mais l’acier, lui, le ressent.
Le corps de la matrice devient un élément structurel portant une contrainte de flexion pour laquelle il n’a jamais été conçu. Les matrices 4 voies sont faites pour disperser la charge verticale à travers leur masse, pas pour enjamber des vides en dessous comme une poutre de pont. Un appui continu pouce par pouce transforme la force verticale en charge de compression directement dans le lit. Rompez cette continuité, et vous convertissez la compression en flexion à l’intérieur du bloc de la matrice lui-même.
Ainsi, la question n’est pas de savoir si elle “repose à plat” à vide.
C’est ce qui se passe au moment où la tonnage s’applique.

Parlons maintenant de la presse que personne ne veut remettre à niveau parce qu“” elle fonctionne encore ». Un bâti ancien avec 0,010 pouces d’usure en couronne au centre. Vous y posez votre support 4 voies. Le support touche fermement aux extrémités et peut-être un point saillant près du milieu.
Vous le serrez et pensez l’avoir bien fixé.
Écoutez-moi, l’acier se moque de votre optimisme. Il ne travaille qu’aux points de contact.
Toute cette tonnage se concentre sur ces quelques zones de contact. Le support se déforme. La matrice au-dessus fléchit entre ces points. Chaque cycle martèle les mêmes zones sollicitées. Des microfissures apparaissent là où le soutien s’arrête.
J’ai déjà vu un atelier ignorer cela sur un montage segmenté. Ils ont fissuré une matrice multiprofil $10,000 parce que le support ne portait que sur trois îlots de contact sur toute sa longueur. Elle n’a pas explosé. Elle s’est simplement déchirée lentement, pendant que tout le monde blâmait la dureté du matériau.
Le véritable coupable, c’était l’air sous l’acier.
Que pensez-vous qu’il se passe lorsque cette portée non soutenue se trouve à l’intérieur d’un bloc 4 voies avec quatre cavités internes ?
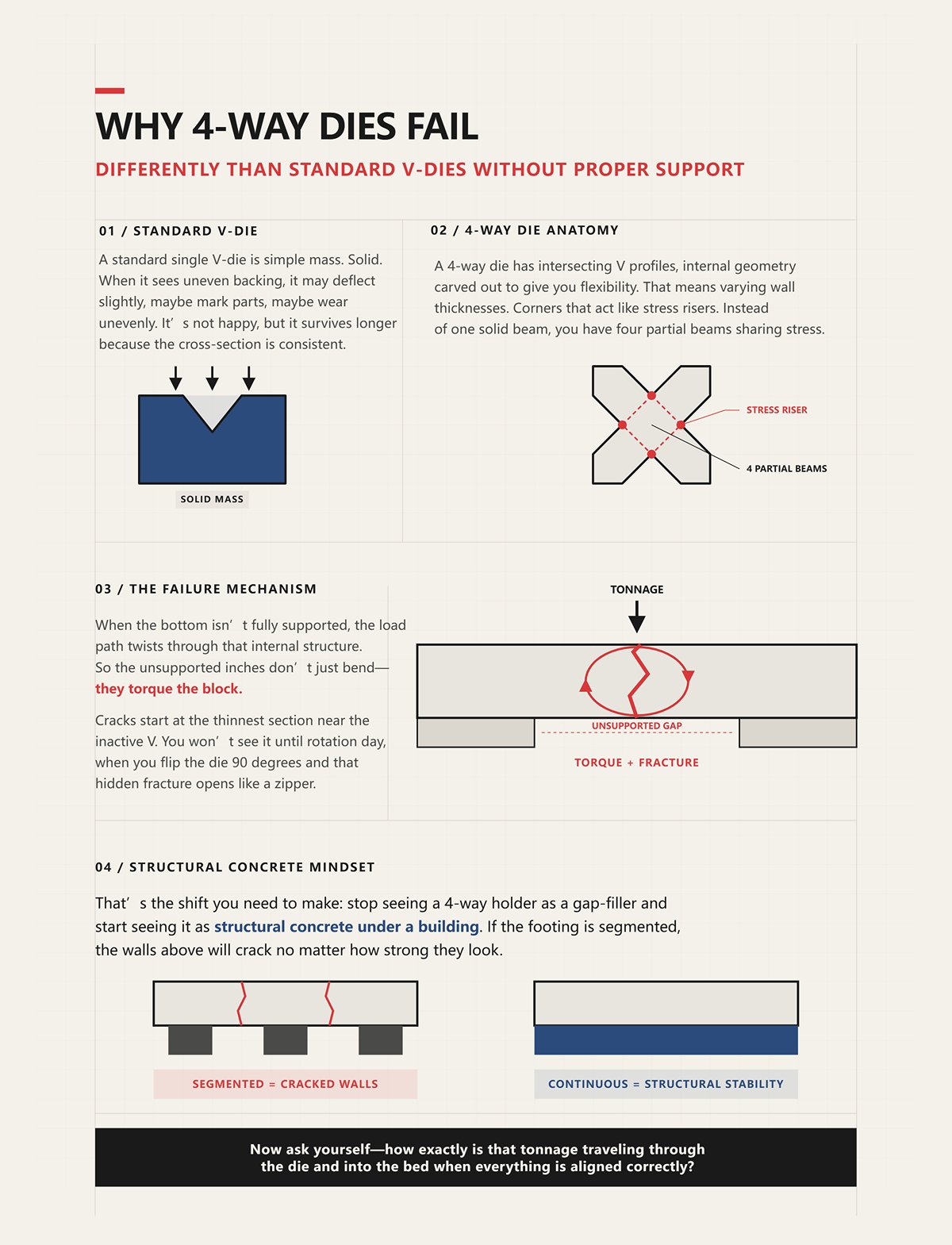
Une matrice en V simple standard est une masse compacte. Solide. Lorsqu’elle subit un appui inégal, elle peut se défléchir légèrement, peut-être marquer les pièces, peut-être s’user de manière inégale. Elle n’est pas à l’aise, mais elle dure plus longtemps parce que sa section transversale est uniforme.
Une matrice 4 voies est différente. Elle comporte des profils en V qui se croisent, une géométrie interne évidée pour offrir de la flexibilité. Cela signifie des épaisseurs de paroi variables. Des coins qui agissent comme des amorces de fissures. Lorsque le bas n’est pas entièrement soutenu, le chemin de charge se tord à travers cette structure interne.
Au lieu d’une poutre solide, vous avez quatre poutres partielles se partageant la contrainte.
Ainsi, les pouces non soutenus ne se contentent pas de plier — ils tordent le bloc. Les fissures commencent dans la section la plus mince près du V inactif. Vous ne les verrez pas avant le jour de rotation, quand vous retournez la matrice de 90 degrés et que cette fissure cachée s’ouvre comme une fermeture éclair.
C’est le changement de point de vue que vous devez adopter : cessez de voir un support 4 voies comme un simple combleur d’espace, et commencez à le considérer comme le béton structurel sous un bâtiment. Si la fondation est segmentée, les murs au-dessus se fissureront, peu importe leur apparence de solidité.
Maintenant, posez-vous la question — comment exactement ce tonnage se transmet-il à travers la matrice et jusque dans le bâti lorsque tout est correctement aligné ?
Une presse plieuse de 240 tonnes pliant une tôle de 3/4 de pouce sur 36 pouces génère environ 126 tonnes de force totale. Cela semble sûr sur le papier. Mais cette même machine peut avoir une limite de bâti de 40 tonnes par pied. Répartissez 126 tonnes sur trois pieds et vous obtenez 42 tonnes par pied — déjà au‑delà de ce que le bâti est conçu pour supporter.
Rien ne s’est brisé parce que le nombre total était trop élevé. Cela s’est brisé parce que la charge était concentrée.
C’est ainsi que le tonnage se transmet réellement — pouce par pouce, directement vers le bas à travers l’acier en contact et nulle part ailleurs. Lorsque le support et la matrice sont entièrement soutenus, la force devient une compression pure dans la table. Lorsqu’ils ne le sont pas, la force se transforme en flexion à l’intérieur de l’outillage et en contraintes concentrées dans le bâti. La machine se moque de ce que la brochure dit à propos de la capacité totale. Elle ne ressent que la pression par pied à la ligne de contact.
Ainsi, lorsque vous dites : “ La presse plieuse fait 240 tonnes ”, la vraie question à poser est : combien de tonnes reposent sur chaque pied du banc en ce moment ?
Regardez la plaque signalétique d’une presse plieuse typique de 150 tonnes et 10 pieds. Beaucoup d’entre elles sont limitées à environ 25 tonnes par pied. C’est la limite structurelle de la table et du coulisseau, pas une suggestion. Vous pouvez utiliser une matrice courte et rester sous les 150 tonnes totales tout en dépassant cette limite par pied dans la zone de travail.
Et votre support est assis exactement au centre de cette zone.
Un support à quatre voies évalué pour 60 tonnes sur toute sa largeur de 36 pouces n’est pas automatiquement sûr à 60 tonnes sur 18 pouces. Réduisez de moitié la longueur de travail et vous doublez la charge par pouce. La section transversale du support transmet désormais la même force à travers un nombre moindre de points de contact, augmentant la pression d’appui sur la table et la contrainte de flexion dans le corps du support.
C’est ici que les ateliers se trompent. Ils font correspondre la longueur de la matrice à celle du support. Ils font correspondre la capacité du support au tonnage total de la machine. Tout “correspond”.”
Mais l’acier, lui, le ressent.
Les capacités de charge doivent être lues en tonnes par pouce de longueur supportée. Si votre opération produit 40 tonnes par pied, alors chaque pouce du support et de la table sous cette matrice doit être capable de supporter continuellement 3,33 tonnes, pas seulement aux extrémités, pas seulement aux points de serrage — en continu.
Parce que la force ne se téléporte pas vers les zones plus fortes. Elle reste là où elle est appliquée.
Imaginez maintenant une matrice à quatre voies à épaulement étroit reposant sur un support dont la surface inférieure n’est pas parfaitement plane. La zone de contact réelle pourrait ne faire qu’un demi‑pouce de large le long de chaque épaule. Voilà votre véritable chemin de charge.
Prenons un exemple hypothétique de 30 tonnes sur 12 pouces. Cela fait 2,5 tonnes par pouce au total. Mais si seule la moitié de la largeur de l’épaule supporte la charge en raison d’une légère irrégularité, vous avez en réalité doublé la contrainte de contact à cet endroit. La pression monte localement, même si vos calculs disent que vous êtes “dans les limites”.”
L’acier sous compression est patient. L’acier sous compression inégale devient une poutre.
S’il y a un 0,005 pouce vide sous le centre, la matrice le traverse. Sous charge, cette portée fléchit vers le bas. Même quelques millièmes de flèche dans un bloc multi‑profil trempé modifient la contrainte interne, passant de la compression verticale à la tension de flexion au niveau des fibres inférieures. C’est la tension qui fissure l’acier à outils, pas la compression.
Et dans une matrice à 4 voies, ces cavités internes font que l’axe neutre — la ligne où la contrainte passe de la compression à la tension — n’est pas centré comme dans un bloc solide. Les parois plus minces près du V inactif subissent d’abord une contrainte de traction plus élevée. C’est là que les fissures capillaires commencent.
Pas parce que vous avez dépassé le tonnage total.
Parce que vous l’avez concentré sous une épaule étroite et partiellement supportée.
Commencez avec 0,002 pouce d’usure du banc au centre. Ajoutez 0,001 pouce d’oxydation ou de débris sous le support. Ajoutez 0,002 pouce de tolérance d’usinage entre le support et la base de la matrice. Aucun de ces nombres ne fait peur isolément.
Empilez‑les et vous obtenez 0,005 pouces de jeu potentiel.
Cet espace transforme la force verticale en moment de flexion à chaque cycle. Le support se fléchit légèrement. La matrice se fléchit un peu plus. Lorsque vous déserrez, elle reprend presque sa forme — presque. Après des centaines de coups, ce “ presque ” devient une déformation permanente. La matrice ne « repose plus à plat » même sans charge. Le travail suivant commence donc avec un désalignement intégré.
Écoutez‑moi, la fatigue ne se manifeste pas. Elle s’accumule exactement à la transition entre l’acier supporté et non supporté.
Lorsque l’alignement et le soutien sont corrects, le tonnage descend verticalement : poinçon vers épaulement de la matrice, épaulement vers la face du support, face du support vers le banc, banc vers le châssis. Une colonne proprement compressive et verticale. Aucun couple. Aucune portée. Aucune zone de tension cachée à l’intérieur d’une cavité.
Quand l’alignement est approximatif, cette colonne se déforme. Et une fois qu’elle se déforme, la géométrie interne d’une matrice à 4 voies amplifie la distorsion au lieu de l’absorber.
C’est pourquoi l’architecture du support — la manière dont il soutient, centre et répartit la charge — détermine si ces forces restent verticales ou commencent à se propager latéralement dans vos outillages.
Sur une presse plieuse de 12 pieds, nominale 25 tonnes par pied, nous avons monté une matrice 4‑voies de 36 pouces dans trois supports différents et réalisé le même travail : tôle de 3/8, pliage à l’air lourd, juste à 22 tonnes par pied dans la zone de travail. Même machine. Même matrice. Même tonnage. Trois schémas de contraintes complètement différents sont apparus au bleu de traçage et au jeu de cales.
Rien dans la matrice n’a changé.
Seulement ce qui se trouvait en dessous.
C’est la partie que la plupart des ateliers traitent comme une entretoise. Si la défaillance est provoquée par la concentration de la charge et la micro‑déflexion, alors le support n’est pas un accessoire — c’est la base. Changez la base, et vous changez la façon dont cette colonne de force reste verticale ou commence à se courber latéralement à travers les cavités d’un bloc à profils multiples. Alors, qu’est‑ce qui, dans l’architecture, maintient cette colonne droite ?
Prenez un véritable support monolithique à 4 voies : un corps usiné continu, surfacé à plat d’un bout à l’autre, goupillé et claveté pour qu’il s’autocentre dans le lit. Aucune couture. Aucune épaulement interrompu. Lorsque vous le serrez, il devient une extension de la poutre inférieure de la presse plieuse.
Chargez‑le à 22 tonnes par pied sur toute la largeur de 36 pouces.
Parce que le corps est continu, la contrainte de compression se distribue sur toute la base. Tout micro‑point haut est absorbé par la compression élastique sur toute la longueur, et non concentré à un joint. Le support se comporte comme une seule poutre rigide en compression, et non comme trois petites poutres juxtaposées. Cela importe, car la rigidité d’une poutre dépend de la continuité de la section ; cassez la section et vous réduisez brutalement le moment d’inertie à cet endroit.
Dans les travaux à forte tonnage — disons tout ce qui dépasse régulièrement 20 tonnes par pied — cette continuité cesse d’être “agréable à avoir”. Elle devient obligatoire. Les épaules de la matrice poussent vers le bas. La face du support repousse uniformément vers le haut. Le bâti la supporte. Aucun point de charnière. Aucune rotation locale.
Imaginez une matrice qui “repose à plat” sur 36 pouces d’acier rectifié, avec moins de 0,0015 pouce de variation d’un bout à l’autre. Sous charge, la courbe de déflexion est régulière et prévisible. L’axe neutre à l’intérieur du bloc 4 voies reste centré. Vous maintenez la contrainte en compression là où l’acier à outil est résistant.
Mais les supports monolithiques coûtent plus cher, pèsent plus lourd et exigent un lit précis. La question devient donc : les conceptions segmentées peuvent‑elles offrir le même chemin de charge vertical avec plus de flexibilité ?
Placez trois segments de 12 pouces côte à côte. Serrez‑les fermement. À cinq pieds de distance, ils ressemblent à une seule pièce.
Ce n’est pas le cas.
Chaque joint est un point de charnière potentiel. Même si les faces supérieures sont rectifiées, les extrémités d’accouplement partagent rarement la charge de manière parfaite. Sous 22 tonnes par pied, si un segment présente seulement 0,002 pouce plus bas en raison de l’usure du banc ou des débris, le segment adjacent prend une part disproportionnée jusqu’à ce que la déformation élastique l’égalise. Cette égalisation est la flèche. La flèche à l’intérieur du porte‑outil devient la flexion à l’intérieur de la matrice.
Le mécanisme est simple. Un porte‑outil segmenté interrompt le chemin de compression avec des joints verticaux. Ces joints réduisent la rigidité latérale. Lorsque la charge frappe près d’un joint, le segment peut tourner microscopiquement autour de sa base car son voisin n’est pas lié structurellement — seulement serré. La force de serrage résiste à la séparation, pas à la rotation sous moment de flexion.
Cela signifie-t-il que les porte‑outils segmentés sont inutilisables ? Non.
À charges modérées — disons moins de 15 tonnes par pied — avec des tolérances de banc strictes et un bon chevillage, ils peuvent fonctionner correctement. Ils excellent dans les configurations où l’on déplace des matrices multi‑V de quelques pouces à gauche ou à droite pour plus de flexibilité. Les systèmes multi‑V européens obtiennent leur polyvalence par un engagement coulissant le long d’un bloc solide. Les porte‑outils segmentés tentent d’imiter cette flexibilité en dessous. La différence est que la matrice reste monolithique ; le support, non.
Et l’acier le ressent.
Plus vous recherchez la polyvalence, plus vous devez contrôler soigneusement la planéité des joints, les clés d’alignement et la précharge d’un bout à l’autre. Sans caractéristiques d’auto‑centrage précises — clés coniques, languettes rectifiées, jeux d’extrémité maîtrisés — vous empilez des micro‑flèches exactement là où vos cavités de matrice sont les plus fines.
Alors si la segmentation introduit des charnières, que se passe‑t‑il lorsque quelqu’un décide de “ résoudre ” un écart de longueur avec une scie ?
J’ai vu un atelier couper un porte‑outil de 48 pouces à 30 parce que “ ça correspondait à la longueur du support ” dont ils avaient besoin pour une courte série. Coupe nette. Ébavuré. Aspect professionnel.
Ils venaient de trancher la nervure interne qui reliait la base à l’épaulement supérieur.
La plupart des porte‑outils de qualité ne sont pas de simples rectangles. Ils sont conçus avec une distribution interne de masse — des âmes plus épaisses sous la ligne de charge, des poches de décharge ailleurs — de sorte que le chemin de compression reste directement sous les épaules de la matrice. Lorsque vous en coupez un, vous retirez souvent la contrainte d’extrémité qui empêche la section de s’écarter sous charge. Vous changez les conditions aux limites de fixes à partiellement libres.
Selon 20+ tonnes par pied, ça compte. Le porte‑outil raccourci a désormais une rigidité torsionnelle réduite et un flux de contraintes modifié. La section restante doit supporter la même charge par pouce avec moins de continuité structurelle. Vous avez créé une poutre à semelle compromise.
J’ai perdu une $10,000 matrice multi‑profil au début de ma carrière à cause exactement de cette manœuvre. Une fissure capillaire a commencé au V inactif le plus proche de l’extrémité coupée. Nous étions dans la capacité totale. Nous étions dans la valeur nominale par pied. Mais le support n’était plus continu. La micro‑rotation à l’extrémité non soutenue a transformé la compression verticale en tension de flexion à l’intérieur de la paroi de cavité de la matrice.
Écoutez‑moi, lorsque vous coupez un porte‑outil standard, vous ne taillez pas un excès d’acier. Vous coupez la structure qui maintient la charge verticale.
Si vous avez vraiment besoin d’une longueur personnalisée, le porte‑outil doit être conçu dès le départ pour cette longueur — avec des âmes, des nervures et de la masse placées pour cette portée — pas amputé après coup.
Parce qu’une fois que vous comprenez que la charge se déplace pouce par pouce, la question suivante ne concerne plus la capacité totale.
C’est ce qui se passe pendant la rotation, le repositionnement et le changement à mi-parcours — lorsque ce support est brièvement perturbé et que la matrice doit se replacer dans la même colonne verticale sans se décaler latéralement.
Vous faites pivoter une matrice à quatre voies de quatre‑vingt‑dix degrés. Elle retombe dans le support. Elle semble bien en place. Vous lancez la prochaine plisure à 22 tonnes par pied.
Mais elle est revenue 0,002 pouce désaxée.
Voilà ce qui arrive à la colonne de charge pendant la rotation. Elle ne disparaît pas. Elle se fracture. Le chemin de compression verticale que vous avez construit pouce par pouce est interrompu, puis reconstruit par la gravité et le frottement au lieu de la géométrie. Si le support ne force pas mécaniquement la matrice à se recentrer grâce à une référence — pas à l’œil, pas à coups de maillet — l’acier choisit sa propre position. Et l’acier ne choisit pas parfaitement.
Sous charge, cela 0,002 pouce devient un bras de levier latéral. La compression à l’épaule se transforme en flexion à l’intérieur de la paroi de la cavité. Vous ne le verrez pas au premier coup. Vous le verrez après le cinquantième changement de profil.
Alors, quel système de centrage résiste réellement à l’usage ?
Imaginez deux montages.
Premier : un support à fond plat. Pas de clés de centrage. L’opérateur place le bloc à quatre voies, le pousse contre un doigt de butée arrière, le serre et le déclare correct. Il passe un audit de sécurité basique. Les protections sont en place. Le contrôle à deux mains fonctionne. Rien d’illégal.
Second : un support avec canaux en V rectifiés avec précision et clés de centrage coniques. La matrice s’y insère et est forcée à une ligne centrale répétable à moins de 0,001 pouce par la géométrie seule. Sans coups. Sans approximation.
Sur le papier, les deux passent l’inspection. En mouvement, un seul conserve la colonne de charge intacte.
L’alignement manuel dépend du frottement entre la base de la matrice et la face du support. Le frottement résiste au glissement ; il ne corrige pas le désalignement. Lors d’une rotation à 90 degrés, la matrice se soulève, pivote et se replace. Si la face du support présente même une 0,0015 pouce variation d’un bout à l’autre — et la plupart des bancs en ont — la matrice va se poser du côté le plus bas. La gravité est plus forte que votre œil.
Maintenant appliquez 18 tonnes par pied. Le vérin descend. Les épaules s’engagent. Le poinçon tente de s’égaliser sous la charge, mais il ne peut pas se déplacer librement car il est serré. Il effectue donc une rotation microscopique. Cette rotation introduit une contrainte de traction dans le V inactif opposé à la cavité de travail.
Les canaux en V auto-centrants changent le mécanisme. Ils transforment la force d’appui verticale en force d’alignement latérale. Lorsque le poinçon descend, les faces inclinées le conduisent vers l’axe central géométrique avant le serrage. Le centrage est structurel, non procédural.
Lequel résiste à un audit réel — celui où quelqu’un demande pourquoi votre poinçon multi-profils s’est fissuré à la station inutilisée ?
Celui où l’alignement est intégré dans l’acier, et non laissé à l’habitude.
Mais le centrage seul n’empêche pas le mouvement pendant la rotation elle-même.
| Aspect | Canaux en V auto-centrants | Alignement manuel (support à fond plat) |
|---|---|---|
| Configuration de base | Canaux en V rectifiés avec clés de centrage coniques | Support à fond plat sans clés de centrage |
| Méthode de positionnement du poinçon | La géométrie force le poinçon à revenir au centre avec une précision de 0,001 pouce | L’opérateur pousse manuellement le poinçon contre le doigt de butée arrière |
| Mécanisme d’alignement | Centrage structurel intégré dans l’acier | Alignement procédural basé sur l’habitude de l’opérateur |
| Pendant la rotation | Poinçon guidé de retour au centre par les faces coniques | Poinçon se soulève, pivote et se réinstalle en fonction de la friction et de la gravité |
| Dépendance à la friction | Minimal ; alignement déterminé par la géométrie | Élevé ; la friction résiste au glissement mais ne corrige pas le désalignement |
| Impact de la variation du lit (0,0015 pouce) | Le centrage géométrique compense la variation | La matrice se décentre vers le côté le plus bas sous l’effet de la gravité |
| Comportement sous charge (18 tonnes/pied) | Maintient l’intégrité de la colonne de charge | La rotation microscopique repousse la contrainte de traction dans le V inactif |
| Risque de fissuration à la station inutilisée | Fortement réduit | Accru en raison de la contrainte de traction induite |
| Résultat de l’audit (vérification de sécurité de base) | Réussi | Réussi |
| Résultat de l’audit (analyse de la cause racine) | Alignement justifié structurellement | Alignement dépendant de la constance de l’opérateur |
| Fiabilité globale | Alignement répétable et structurel | Alignement variable, dépendant de la friction |
Prenez une matrice à profils multiples de 36 pouces pesant quelques centaines de livres. Vous la desserrez. Vous l’accrochez. Vous commencez la rotation de 90 degrés.
À mi-rotation, le centre de gravité passe en dehors de l’empreinte de la base. Pendant un instant, la matrice devient un pendule.
Si le support offre uniquement une étagère plate, rien n’empêche le décalage latéral, sauf votre contrôle de levage. S’il fournit des dispositifs de retenue latéraux, des rebords de capture ou un engagement en queue d’aronde, la matrice reste contrainte même lorsqu’elle est partiellement soulevée.
Voici la différence mécanique : pendant un retournement, la condition de contact passe d’une compression sur toute la face à un contact sur le bord puis à un contact ponctuel. Dans cette transition, tout jeu devient un déplacement. Un jeu latéral de 0,003 pouce à la base peut se traduire par un désalignement angulaire à l’épaule une fois reserrée.
Selon 20 tonnes par pied, Cet écart angulaire produit une charge asymétrique sur les épaules. Une épaule subit une contrainte de compression plus élevée ; la paroi opposée subit une tension de flexion. L’acier à outils supporte magnifiquement la compression. Il déteste la tension.
Écoutez-moi, la gravité se moque de votre calendrier de production. Si le support ne positionne pas positivement la matrice pendant tout l’arc de rotation — pas seulement lorsqu’elle est complètement en place — vous jouez avec l’alignement à chaque changement de profil.
Et la plupart des ateliers changent de profil des dizaines de fois par poste.
Ce qui nous amène aux dommages que vous ne voyez pas venir.
Imaginez un atelier utilisant quatre ouvertures en V différentes sur un bloc quatre voies. Dix rotations le matin. Dix autres après le déjeuner. Chaque fois, la matrice se réinstalle à 0,001–0,003 pouce de sa position précédente — mais pas exactement.
Selon 15 tonnes par pied, peut-être que vous vous en sortez. La déformation élastique est faible. L’acier encaisse.
Au-delà de cela 20 tonnes par pied, ces minuscules désalignements cessent d’être de simples ajustements élastiques. Ils deviennent des inversions cycliques de contrainte dans les cavités inactives. Une exécution charge légèrement plus fort la paroi est. La rotation suivante charge le nord. Puis l’ouest. Puis le sud.
Vous avez créé des cycles de flexion à faible amplitude et multidirectionnels dans de l’acier à outils trempé.
Pas assez pour le casser en une journée.
Suffisant pour amorcer des microfissures aux sections les plus fines — généralement entre les cavités en V adjacentes où le matériau est déjà allégé pour le dégagement. Chaque rotation reconstruit la colonne de charge de manière imparfaite. Chaque reconstruction imparfaite ajoute une autre cicatrice microscopique.
Les ateliers accusent un “mauvais traitement thermique” ou un “outillage bon marché”.”
Mais le motif raconte la vérité : les fissures apparaissent aux transitions de profil, pas lors des travaux à V unique au tonnage maximal. Le facteur commun est la rotation sans recentrage déterministe et sans appui complet.
Le porte-outil est l’assise. Le système de centrage est le géomètre. Si le géomètre laisse le bâtiment se décaler d’un cheveu à chaque repositionnement, la fondation ne cédera pas en compression. Elle cédera par fatigue.
Et si le porte-outil peut tout faire correctement, que se passe-t-il lorsque la presse elle-même ne répète pas la même ligne centrale après chaque course ?
Si votre porte-outil se recentre parfaitement mais que le coulisseau se déplace d’un cheveu à gauche ou à droite à chaque course, la charge ne disparaît pas.
Elle se relocalise.
La force se transmet toujours à l’interface. Pas dans le dessin du catalogue. Pas dans le discours de vente. À l’endroit du contact acier-acier où votre matrice rencontre l’empilement que vous avez construit entre elle et la machine. Si cet empilement comprend des adaptateurs, des blocs de transition, des languettes non assorties ou un système de compensation en lutte avec le banc, c’est là que le coulisseau errant se manifeste d’abord sous forme de déflexion.
Imaginez une matrice qui “repose à plat”. Elle semble être assise correctement. Elle correspond à la longueur du porte-outil. Mais l’acier le ressent.
Lorsque le coulisseau descend légèrement décentré, la matrice veut se déplacer latéralement pour rétablir une colonne de compression droite. Si votre interface est une surface portante continue, centimètre par centimètre, la charge se redistribue en compression. Si elle est segmentée — matrice sur adaptateur, adaptateur sur porte-outil, porte-outil sur banc — chaque interface devient une charnière avec son propre micro-jeu.
Cette charnière est le point où commence la flexion.
Vous ne mariez pas des formes. Vous mariez des chemins de charge. Et le mariage le plus faible dans l’empilement fixe les conditions de l’union.
Alors, où cette force pénètre-t-elle réellement dans le système ?
Une languette est simplement une languette rectangulaire qui s’insère dans une fente du porte-outil. Les systèmes sans languette serrent toute la base avec des mâchoires hydrauliques ou mécaniques. Les deux “tiendront” une matrice. Un seul définit clairement le chemin de charge.
Avec une languette traditionnelle, la force verticale pénètre par les épaules de la matrice dans la base, puis se concentre sur les faces de la languette et les parois de la fente. La surface de contact rétrécit. La pression augmente. Si le coulisseau est légèrement décentré, la languette appuie de manière inégale contre une paroi de la fente avant même que le reste de la base ne réalise ce qui se passe.
Imaginez maintenant une base sans languette avec un serrage en pleine face et une traction vers le haut. La force de serrage tire la matrice dans un siège répétable avant que le tonnage n’arrive. La charge verticale se répartit ensuite sur toute l’interface base-porte-outil. L’interface est large. La pression par pouce carré diminue. Le système se comporte davantage comme une fondation que comme une goupille.
Chemin de charge court. Large surface portante. Moins de charnières.
Mais ne la romantisez pas. J’ai vu des ateliers boulonner des matrices multi-profils sans languette sur d’anciens porte-outils américains avec des pinces latérales grossières et appeler cela “compatible”. Ça ne l’était pas. La matrice était conçue pour un chargement vertical ; le porte-outil était à entrée latérale par géométrie. Le chemin de force se coudait au niveau de la plaque adaptatrice intermédiaire.
Écoutez-moi, la compatibilité ce n’est pas “ ça rentre ”. La compatibilité, c’est “ la force se déplace en ligne droite, entièrement soutenue, du vérin à la table ”.”
Si elle change de direction à l’intérieur de votre pile d’adaptateurs, vous venez de créer un point de pivot.
Alors, que se passe-t-il lorsque vous mélangez des familles d’outillage entières ?
L’outillage de style américain se glisse par le côté. L’outillage de style européen tombe verticalement et se verrouille vers le haut avec des goupilles ou des cales. Les deux peuvent plier des pièces toute la journée. La différence apparaît lorsque vous les empilez.
Supposons que vous utilisiez une matrice européenne multi-profils sur une presse américaine en utilisant des blocs de transition. Le bloc convertit la géométrie de serrage vertical en géométrie à fente latérale. Sur le papier, il est conçu pour la capacité de tonnage. En pratique, vous avez inséré une autre interface : matrice vers bloc, bloc vers porte-outil.
Chaque interface a une tolérance de planéité. Chaque interface a une tolérance de parallélisme. Empilez-en trois sur une table de 3 mètres et vous obtenez une accumulation de tolérances que vos yeux ne verront jamais—mais que votre matrice ressentira à chaque course.
Selon 20 tonnes par pied, Quelques dixièmes de millième fléchissent un peu et reviennent. Poussez jusqu’à 30 tonnes par pied, et ces mêmes dixièmes deviennent des contraintes alternées lorsque le vérin dévie et que le système de compensation de cambrage compense. L’adaptateur devient le premier élément à s’incliner microscopiquement. La matrice suit.
Cette inclinaison n’est pas spectaculaire. C’est quelques microns. Suffisamment pour déplacer la compression hors centre et introduire une tension au niveau du plus mince pont entre les profils en V.
J’ai vu un atelier fissurer une matrice multi-profils $10,000 parce qu’ils “ l’ont fait fonctionner ” avec des blocs de transition raccourcis qui laissaient des espaces sous deux pouces de la base. Cela correspondait à la longueur du porte-outil. Les plans disaient que c’était correct. Six semaines plus tard, des fissures capillaires apparaissaient exactement là où le support s’arrêtait.
Ils ont accusé le traitement thermique.
Mais la fissure suivait le bord de la portée non supportée comme une carte.
Maintenant, pour être juste, les systèmes universels modernes d’adaptateurs peuvent tenir une répétabilité de ±0,1 mm sur plusieurs machines. Lorsqu’ils sont conçus comme une seule pince intégrée—pensée pour éliminer les tolérances empilées—ils se comportent comme une fondation continue. Ça, c’est la vraie compatibilité.
La question est simple : ajoutez-vous des pièces, ou installez-vous un système ?
Parce que chaque pièce ajoutée est une charnière potentielle.
Et même si vous alignez parfaitement les interfaces, il reste la machine elle-même qui se plie sous la charge.
Chaque table de presse plie sous la charge. La physique ne cesse pas de fonctionner parce que la plaque signalétique porte la mention précision. Les systèmes de cambrage—cales manuelles ou compensation hydraulique CNC—pré-courbent la table pour que le vérin et la table se rencontrent parallèles sous le tonnage.
Voici le problème discret.
Si votre support est rigide dans un segment et calé ou empilé dans un autre, le système de compensation ne plie plus une structure unique et continue. Il plie un assemblage en couches avec des rigidités différentes à différents points. La machine compense la déflexion du banc. Votre empilement d’adaptateurs compense autrement. La matrice se retrouve entre deux arguments.
Mais l’acier, lui, le ressent.
Si la base du support est continue et assortie en rigidité au banc, le système de compensation crée une pression de contact uniforme sur toute la longueur de la matrice. Si le support est segmenté, la compensation peut en réalité amplifier la pression aux jointures, car ces jonctions se compriment différemment de l’acier massif.
Vous vous retrouvez avec une surcharge localisée même lorsque votre calcul de tonnage indique que vous êtes en sécurité.
C’est là que la plupart des ateliers se font surprendre. Ils supposent que la compensation de la machine les sauvera de petits défauts d’interface. Ce n’est pas le cas. La compensation ne fonctionne que lorsque la structure à compenser se comporte comme un seul élément.
Alors, avant de demander si votre matrice à 4 voies va “entrer” dans votre presse, posez une question plus difficile : est-ce que tout l’empilement — du marteau au banc — agit comme une base unique et continue sous charge ?
Parce que si ce n’est pas le cas, aucune rotation soignée ni centrage parfait ne pourra empêcher la fatigue de trouver la jointure la plus faible.
Et une fois que vous considérez l’empilement comme un système structurel plutôt qu’un tas de pièces compatibles, la décision cesse de relever de la commodité et devient une question d’ingénierie.
Vous voulez un moyen pratique d’auditer votre empilement du marteau au banc et savoir s’il se comporte comme une base unique et continue sous charge.
Parfait. Arrêtez de juger à l’œil. Arrêtez de croire les affirmations des catalogues. Vous allez le tester exactement comme un ingénieur structure testerait une semelle : charge d’abord, contact ensuite, alignement en troisième.
Dans cet ordre.
Parce que si vous ratez la première étape, le reste n’est que du théâtre.
Avant de comparer l’américain, l’européen, le 4 voies, le simple V — rien de tout cela ne compte — calculez vos tonnes par pied dans le pire des cas.
Pas la moyenne. Pas ce que vous “faites habituellement”. Pire scénario.
Prenez votre matériau le plus épais, l’ouverture en V la plus petite, la résistance à la traction la plus élevée que vous pliez en production. Faites les calculs. Si votre travail atteint 28 tonnes par pied, alors chaque pouce de ce support et de cet empilement de matrice doit résister 28 tonnes par pied de manière répétée sans transformer la compression en flexion.
Voici la partie non évidente.
Beaucoup d’ateliers frustrés découvrent, sur le papier, que leur presse peut fournir 35 tonnes par pied— mais que leur corps de matrice à 4 voies est conçu pour 25 tonnes par pied dans sa rainure en V la plus étroite. Ou que leur support n’est conçu que pour 20 tonnes par pied lorsqu’il est monté avec des blocs de transition.
Cela disqualifie l’empilement avant même de vérifier le contact.
Et oui, cela élimine à lui seul un bon nombre d’ateliers qui ne peuvent pas faire fonctionner en toute sécurité des matrices à profils multiples aux charges qu’ils croient “ normales ”.”
On ne choisit pas un support en espérant qu’il supporte la charge. On prouve que la charge reste en dessous de la limite structurelle de chaque composant.
Si vos chiffres frôlent la valeur nominale, vous n’êtes pas “ proche ”. Vous fatiguez de façon cyclique l’acier.
Alors, une fois que vous connaissez les vraies tonnes par pied, que demandez-vous réellement au support d’en faire ?
C’est là que la plupart des gens se mentent à eux-mêmes.
Ils placent la matrice. Elle repose à plat. Cela a l’air bien. Elle correspond à la longueur du support.
Imaginez une matrice qui “ repose à plat ” sur trois patins légèrement proéminents, avec un creux de 0,003 pouce entre eux. À vide, vous ne le verrez jamais. Sous 25 tonnes par pied, ces trois patins deviennent des colonnes concentrées. Le creux devient une portée en flexion.
Mais l’acier, lui, le ressent.
Voici comment l’auditer sans deviner :
Si vous pouvez glisser même une jauge fine sous n’importe quelle section, vous n’avez pas un support continu.
Vient ensuite le véritable test : augmentez jusqu’à un tonnage modéré — bien en dessous du maximum, mais suffisant pour simuler la charge de travail. Relâchez. Retirez la matrice. Recherchez les traces de contact. Contact brillant seulement aux extrémités ou près des brides ? C’est un chargement segmenté.
Écoutez-moi, même deux pouces non soutenus au milieu d’une matrice multi-profil sous 30 tonnes par pied n’est pas “ probablement correct ”. C’est un point d’origine de fatigue.
Continu signifie un support pouce par pouce. Pas de jour. Pas de pontage. Pas de cales empilées se comportant différemment sous le cintrage.
Si le contact est correct, la charge se répartit. Si c’est segmenté, la matrice devient la poutre.
Supposons donc maintenant que vous ayez un vrai contact. Une fondation solide. Êtes-vous terminé ?
Pas si vous essayez encore d’aligner la ligne centrale avec un marteau à frapper.
Une continuité structurelle sans répétabilité de centrage, c’est comme couler des fondations parfaites puis construire les murs à deux pouces de la ligne tracée.
Les matrices multi-profil amplifient cela.
Chaque fois que vous faites tourner une matrice à 4 voies, vous lui demandez de revenir à la même ligne centrale par rapport au coulisseau. Si votre support repose sur un ajustement manuel, des brides latérales ou un alignement à vue, vous avez introduit de la variabilité dans le chemin de charge.
Sous faible charge, vous verrez une dérive d’angle. Sous forte charge — disons 30 tonnes par pied— une force hors centre introduit de la torsion dans le corps de la matrice.
Cette torsion pousse la compression vers une âme et place l’autre côté entre les ouvertures en V sous tension. C’est là que les fissures commencent.
La répétabilité signifie :
Vous devriez pouvoir retirer et réinstaller la matrice et maintenir le centrage à quelques millièmes près sans recalibrer la référence du butoir arrière.
Si chaque rotation vous oblige à retarauder, remesurer, réajuster, le système n’est pas structurellement honnête. Il vous pardonne à faible tonnage et vous punit à fort tonnage.
Vous avez donc accompli trois choses : vérifié la capacité, confirmé le soutien continu et éliminé la dérive de centrage.
Voici la question que la plupart des propriétaires évitent.
Les systèmes à changement rapide économisent des minutes. Les empilements d’adaptateurs économisent du capital. Les porte-coupes économisent du matériau.
Tout cela semble judicieux sur une feuille de calcul.
Mais si votre empilement ne peut garantir un appui continu à vos tonnes maximales par pied, et ne peut se recentrer sans intervention humaine, alors vous n’avez pas acheté une fondation.
Vous avez acheté une entretoise.
Les fondations sont ennuyeuses. Lourdes. Précises. Surdimensionnées pour ce que vous faites “ habituellement ”. Elles existent pour que, lorsque la machine atteint sa charge maximale, rien à l’intérieur de l’empilement n’ait à négocier.
Voici la perspective que je veux que vous gardiez à l’esprit :
Arrêtez de demander : “ Ce porte-outil fonctionnera-t-il avec ma matrice ? ”
Commencez à demander : “ Mon ensemble bélier-à-table se comporte-t-il comme une seule colonne de compression ininterrompue au tonnage réel le plus élevé ? ”
Cette question n’est pas évidente car tout semble correct à mi-charge.
Les fissures ne commencent pas à mi-charge.
Et une fois que vous considérez votre empilement comme un système structurel plutôt qu’une collection de pièces compatibles, vous ne ferez plus vos achats pour la commodité.
Vous achèterez pour la continuité.


















