

Ich habe eine Abkantpresse zusammengefegt, die versagt hat.
Nicht das Blech. Die Presse.
Zwanzig-Tonnen-Flaschenheber noch fest gepumpt, Griff stolz in der Luft, während der obere Balken sich wie eine Sardinenbüchse nach oben schälte und die Seitenplatten an den Schweißnähten rissen. Niemand verletzt. Reines Glück. Der Erbauer sagte immer wieder: “Aber es ist ein 20-Tonnen-Heber”, als ob diese Zahl ein Kraftfeld wäre.
Das ist die Illusion, mit der du hier hereingekommen bist, oder?
Ein Flaschenheber kümmert sich nicht darum, worin er montiert ist. Es ist ein Hydraulikzylinder mit einem Einstellungsproblem. Du pumpst, der Druck steigt, und er wird weiter drücken, bis etwas nachgibt. Wenn dieses “Etwas” nicht dein Blech ist, verwandelt er gern deinen Rahmen in Garagenschrapnell.
Stell dir eine Abkantpresse wie einen Käfig vor, der eine komprimierte, wütende Feder hält. Der Heber speichert Energie in hydraulischem Druck. Wenn du Stahl biegst, fließt diese Energie in plastische Verformung — dauerhafte Biegung. Aber wenn der Rahmen sich biegt, geht diese Energie zuerst woanders hin: in das Biegen deiner Struktur wie einen Bogen.
Du kaufst keine Kraft, wenn du einen 20-Tonnen-Heber kaufst. Du kaufst gespeicherte Energie, die Eindämmung verlangt. Also warum glaubst du, dass die Zahl auf dem Heber dir sagt, was die ganze Maschine überleben kann?
Ich habe einen Jungen beobachtet, der versuchte, eine 1/4-Zoll-Platte über eine Spannweite von 36 Zoll mit einer “20-Tonnen”-Konstruktion zu biegen. Die Mathematik, die er ausgelassen hat, ist wichtig: Die Biegekraft steigt mit dem Quadrat der Dicke und mit der Breite. Verdopple die Dicke, und die erforderliche Kraft vervierfacht sich ungefähr. Dehne die Biegung über drei Fuß, und die Last steigt schnell.

Und hier ist der Teil, den dir niemand sagt: Diese 20-Tonnen-Bewertung gilt am Kolben, direkt nach oben, in perfekter Ausrichtung. Sie sagt nichts darüber aus, was passiert, nachdem die Kraft deinen oberen Balken erreicht, durch deine Seitenplatten wandert und sich am unteren Gesenk auflöst. Jeder Zoll Flex in diesem Weg stiehlt effektive Biegekraft und speichert elastische Energie im Rahmen.
Also pumpst du stärker.
Hör mir genau zu: Wenn du weiter pumpst, weil “es sich noch nicht gebogen hat”, testest du nicht den Stahl — du lädst eine Feder, die du aus Schrott und Hoffnung gebaut hast.
Wenn das Blech noch nicht nachgegeben hat, aber dein Rahmen bereits, was glaubst du, wird zuerst versagen?
Lege eine Richtlatte über einen schwachen oberen Balken, bevor du presst. Pumpe den Heber auf halbe Last. Du wirst in der Mitte Licht sehen, lange bevor die Platte eine Kerbe zeigt. Das ist Durchbiegung — elastisches Biegen des Rahmens.
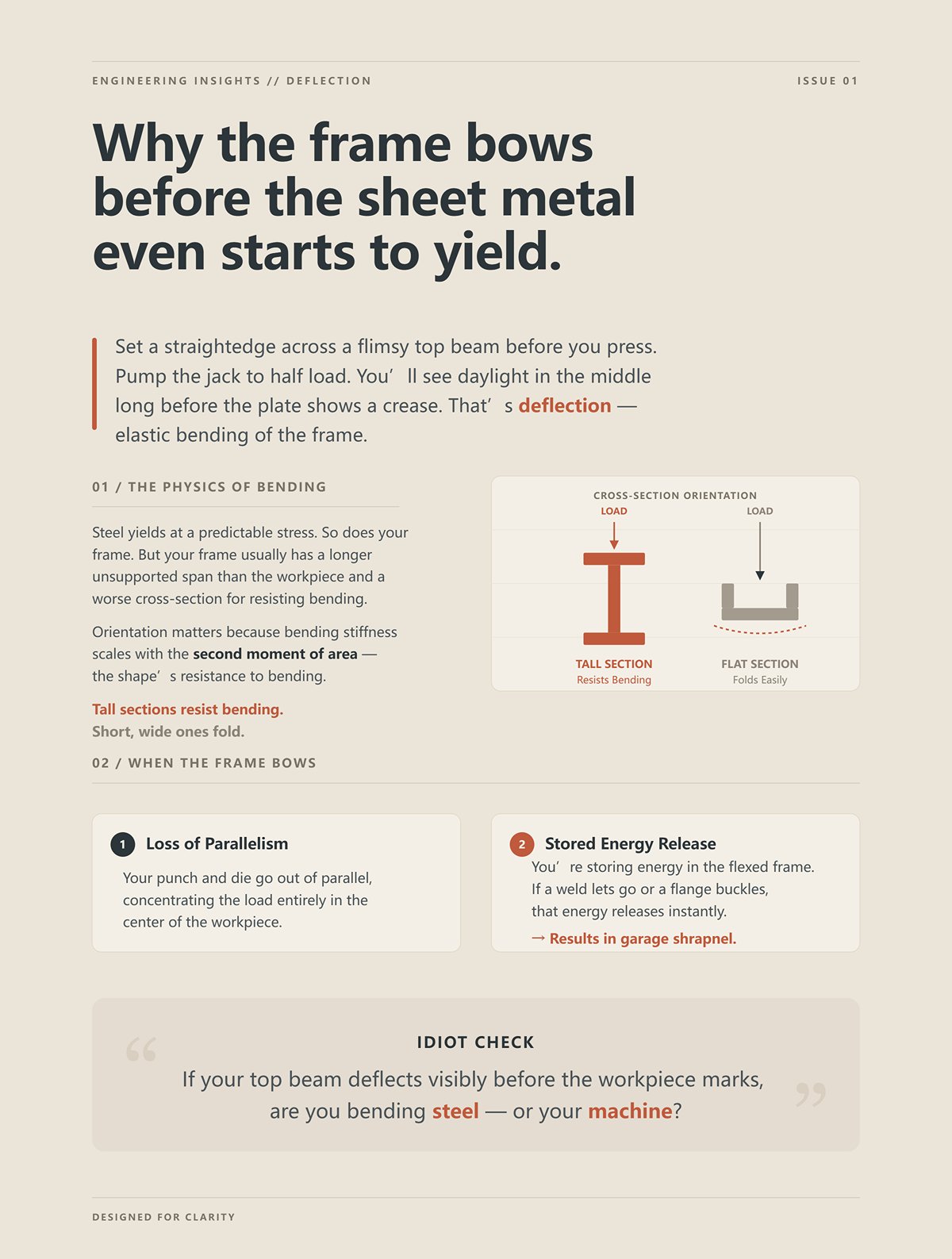
Stahl gibt bei einer vorhersehbaren Spannung nach. Dein Rahmen auch. Aber dein Rahmen hat normalerweise eine längere ungestützte Spannweite als das Werkstück und einen schlechteren Querschnitt zur Widerstandsfähigkeit gegen Biegen. Ein Stück 4-Zoll-U-Profil flachgelegt ist im vertikalen Biegen schrecklich im Vergleich zu einem richtig orientierten I-Träger. Die Orientierung ist wichtig, weil die Biegesteifigkeit mit dem Flächenträgheitsmoment skaliert — dem Widerstand der Form gegen Biegen. Hohe Profile widerstehen dem Biegen. Kurze, breite knicken.
Wenn der Rahmen sich biegt, passieren zwei Dinge. Erstens gehen Stempel und Gesenk aus der Parallelität, wodurch die Last in der Mitte konzentriert wird. Zweitens speicherst du Energie im gebogenen Rahmen. Wenn eine Schweißnaht nachgibt oder ein Flansch knickt, wird diese gespeicherte Energie sofort freigesetzt.
So bekommst du Garagenschrapnell statt einer sauberen 90-Grad-Biegung.
Dummheits-Check: Wenn dein oberer Balken sichtbar durchbiegt, bevor das Werkstück eine Markierung zeigt, biegst du Stahl — oder deine Maschine?
Ich liebe Schrottstahl. Ich habe die Hälfte dieser Werkstatt daraus gebaut. Aber ich weiß, was es ist.
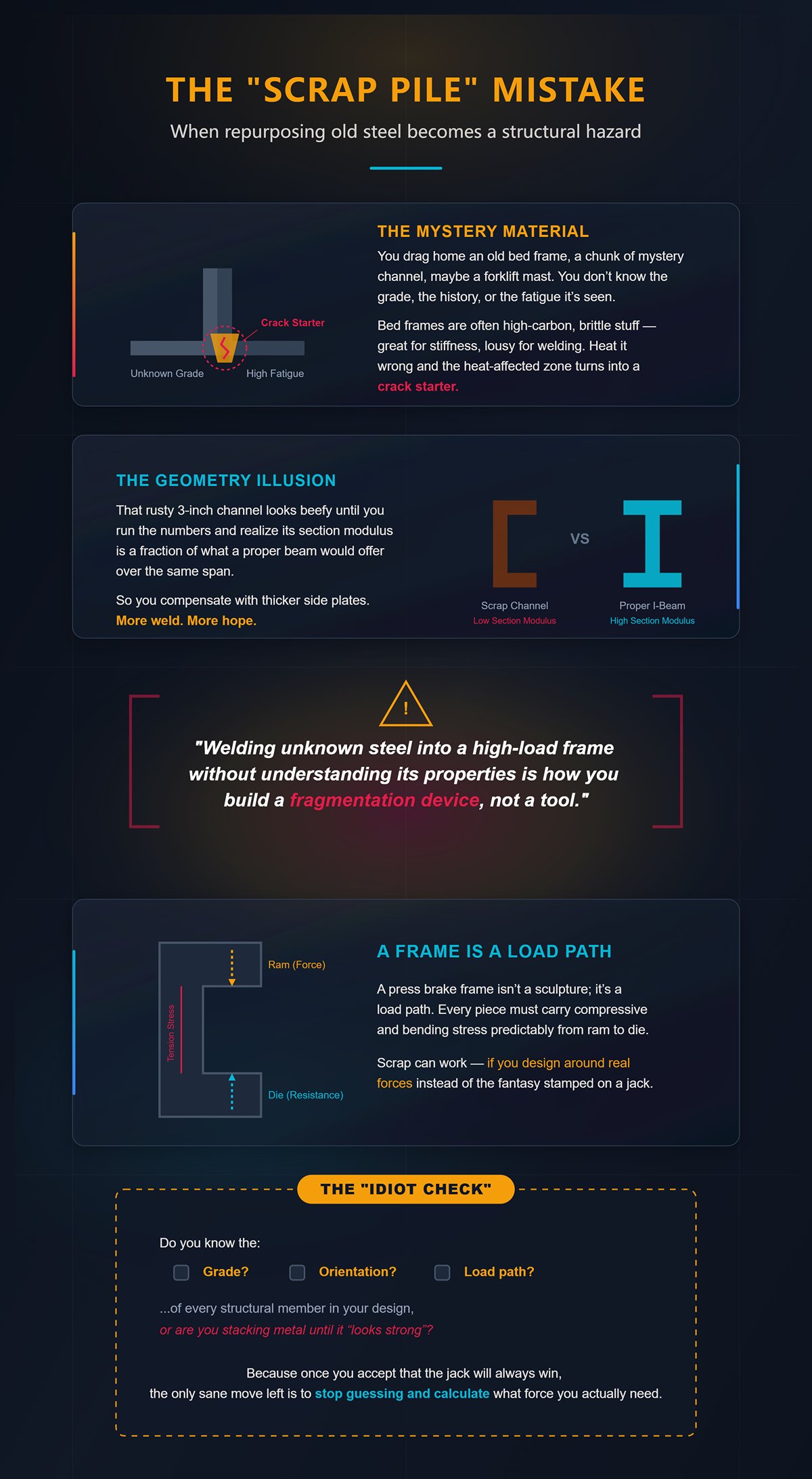
Du schleppst ein altes Bettgestell nach Hause, ein Stück mysteriösen U‑Profils, vielleicht einen Gabelstapler-Mast. Du kennst weder die Güteklasse, noch die Geschichte, noch die Ermüdung, die es erlebt hat. Bettgestelle sind oft hochkohlenstoffhaltig, sprödes Material — großartig für Steifigkeit, miserabel zum Schweißen. Falsche Wärme und die Wärmeeinflusszone wird zum Rissstarter.
Dann ist da noch die Geometrie. Dieser rostige 3‑Zoll‑Kanal sieht kräftig aus, bis du die Zahlen durchrechnest und merkst, dass sein Widerstandsmoment nur einen Bruchteil dessen beträgt, was ein richtiger Träger über dieselbe Spannweite bieten würde. Also kompensierst du mit dickeren Seitenplatten. Mehr Schweißnähte. Mehr Hoffnung.
Hör mir genau zu: Unbekannten Stahl in einen hochbelasteten Rahmen zu schweißen, ohne seine Eigenschaften zu verstehen, ist der Weg, wie man ein Fragmentationsgerät baut, nicht ein Werkzeug.
Ein Pressenrahmen ist keine Skulptur; er ist ein Lastpfad. Jedes Teil muss Druck- und Biegespannung vorhersehbar vom Stempel zur Matrize übertragen. Schrott kann funktionieren — wenn du um reale Kräfte herum konstruierst statt um die Fantasie, die auf einem Wagenheber steht.
Dummheits-Check: Kennst du die Güteklasse, Ausrichtung und den Lastpfad jedes tragenden Elements in deinem Entwurf, oder stapelst du Metall, bis es “stark aussieht”?
Denn sobald du akzeptierst, dass der Wagenheber immer gewinnt, bleibt nur noch der einzige vernünftige Schritt: aufhören zu raten und berechnen, welche Kraft du tatsächlich brauchst, um dein Material überhaupt zu biegen.
Ich habe einen Typen mit einem frisch gekauften 20‑Tonnen‑Wagenheber beobachtet, der versuchte, einen sauberen 90‑Grad‑Bogen in 1/8″ Baustahl, 12 Zoll breit, zu setzen. Er dachte: “Das ist dünn. Ein Viertel Zoll ist das harte Zeug.” Er pumpte, bis der Rahmen anfing zu singen. Das Blech berührte kaum die Matrize.
Er kannte die Zahl nicht, gegen die er tatsächlich kämpfte.
Es gibt eine Standardformel in der Werkstatt für Luftbiegen von Baustahl:
Tonnage pro Fuß ≈ (Dicke² × 575) ÷ V‑Öffnung
Dicke und V‑Öffnung in Zoll. Die 575 ist eine Materialkonstante, die für Baustahl festgelegt ist. Es ist keine Magie. Es ist Streckgrenze und Geometrie zusammengefasst.
Also lass uns die Rechnung machen, die du bisher vermieden hast.
1/8″ Stahl ist 0,125″. Quadrieren: 0,125 × 0,125 = 0,0156.
Verwende eine gängige V‑Öffnung für diese Dicke — etwa das 8‑fache der Dicke. 0,125 × 8 = 1,0″ V‑Matrize.
Jetzt setze es ein:
(0,0156 × 575) ÷ 1,0 ≈ 8,97 Tonnen pro Fuß.
Nennen wir es 9 Tonnen pro Fuß.
Ein Fuß breit? Etwa 9 Tonnen. Zwei Fuß breit? 18 Tonnen. Drei Fuß breit? 27 Tonnen.
Dieser “20‑Tonnen”-Wagenheber ist außer Atem, bevor Sie eine 36‑Zoll‑Biegung fertigstellen.
Und das ist nur, um die Biegekraft zu erreichen — ohne Reibung, Fehljustierung oder Rahmenverformung zu berücksichtigen, die einen Teil der Last abzieht, bevor sie überhaupt das Blech erreicht.
Hier ist der Teil, der Sie erschüttern sollte: Verdoppeln Sie die Dicke auf 1/4″ und Sie verdoppeln die Kraft nicht. Sie vervielfachen sie im Quadrat.
0,25² = 0,0625. Das ist viermal 0,0156.
Gleiche V‑Proportion, gleiche Breite? Sie haben gerade die benötigte Tonnage vervierfacht.
Diese Dicke‑zum‑Quadrat‑Beziehung ist der Grund, warum selbstgebaute Pressen plötzlich versagen. Der Erbauer skaliert das Material “ein wenig” hoch. Die Last skaliert sich stark hoch.
Und niemand rechnet nach, bis etwas bricht.
Dummheits‑Check: Wenn Sie die Dicke dessen, was Sie biegen wollen, verdoppeln, haben Sie Ihre benötigte Tonnage mit vier multipliziert — oder einfach angenommen, Ihr Wagenheber hätte “noch reichlich übrig”?
Lassen Sie uns das mit einem Vergleich betonen, der Leute täuscht.
Branchentabellen zeigen, dass 1/8″ Aluminium über einer kleinen V‑Öffnung möglicherweise nur etwa 3 Tonnen pro Fuß. benötigt. Gleiche Dicke in Baustahl? 25–30 Tonnen pro Fuß in bestimmten Aufbauten.
Gleiche Dicke. Gleiche Breite. Zehnmal die Kraft.
Material ist wichtig, weil die Streckgrenze wichtig ist. Baustahl gibt bei etwa 36.000 psi nach. Übliche Aluminiumlegierungen liegen deutlich niedriger. Die Formelkonstante ändert sich, weil der Widerstand des Metalls gegen dauerhafte Verformung sich ändert.
Wenn also jemand sagt: “Ich habe 1/8″ ohne Probleme gebogen”, ist die erste Frage nicht die Dicke.
Sondern welches Metall?
Sie sehen, wie gefährlich es ist, nur an die Dicke zu denken? Sie bauen einen Rahmen, der Aluminium-Experimente übersteht. Dann schieben Sie Stahl hinein.
Jetzt speichert Ihre “wütende Feder” die zehnfache Energie.
Hören Sie mir genau zu: Hydraulische Kraft interessiert sich nicht dafür, was Sie beabsichtigten zu biegen — sie kennt nur den Druck, und sie wird den Rahmen weiter belasten, bis entweder der Stahl nachgibt oder Ihre Konstruktion versagt.
Für welches haben Sie konstruiert?
Ich habe eine Abkantpresse zusammengefegt, die versagt hat.
Aber die meisten explodieren nicht zuerst. Sie lügen Sie an.
Bei großen Industriepressen — 150-Tonnen-Monstern — erlauben die Hersteller nicht, die volle Nennleistung über das gesamte Bett zu nutzen. Sie begrenzen es auf etwa 25 Tonnen pro Fuß, selbst wenn die Hydraulik mehr drücken kann. Warum? Um Durchbiegung.
Durchbiegung ist elastisches Biegen — vorübergehend. Der Rahmen wölbt sich um einige Tausendstel. Sie bekommen Winkelabweichungen. Vielleicht ±1,5 Grad über die Länge.
Das klingt nicht dramatisch.
Aber es ruiniert Teile lange bevor es Stahl zum Reißen bringt.
Hier ist der Mechanismus: Wenn der obere Balken sich wölbt, verlieren Stempel und Matrize die Parallelität. Die Last konzentriert sich in der Mitte. Die Mitte biegt sich mehr. Die Enden hinken hinterher. Sie pumpen zu viel, um die Enden zu korrigieren. Jetzt ist die Mitte übergebogen.
Sie gleichen es nach Augenmaß aus. Jetzt ist jedes Teil leicht unterschiedlich.
Das ist Flex.
Versagen ist, wenn die Spannung die Streckgrenze in Ihrem Rahmen überschreitet — Schweißnaht reißt, Flansch knickt, Platte bricht. Das ist dauerhaft. Das ist Garagensplitter.
Flex ist eine Warnung. Versagen ist die Folge, wenn man sie ignoriert.
Und hier ist der Knackpunkt: Selbstgebaute Rahmen haben meist kürzere Betten, aber proportional dünnere Balken als Industriemaschinen. Das bedeutet, dass ihre zulässigen Tonnen pro Fuß oft weit unter der Gesamtleistung des Wagenhebers liegen.
Also selbst wenn Ihr Wagenheber 20 Tonnen angibt, könnte Ihr Rahmen nur 8 oder 10 Tonnen pro Fuß tolerieren, bevor die Durchbiegung unzulässig wird.
Sie verlieren die Maschine nicht auf einmal.
Sie verlieren zuerst die Genauigkeit.
Idiotentest: Entwerfen Sie nur, um einen katastrophalen Ausfall zu vermeiden, oder haben Sie berechnet, wie viel Durchbiegung Ihr Rahmen tolerieren kann, bevor Ihre Biegungen schief werden?
| Abschnitt | Inhalt |
|---|---|
| Titel | Rahmenflex vs. Rahmenversagen: Warum dies nicht dasselbe Problem ist |
| Eröffnungsstatement | Ich habe eine Abkantpresse zusammengefegt, die versagt hat. Aber die meisten explodieren nicht zuerst. Sie lügen Ihnen. |
| Industrielle Bremsgrenzen | Bei großen industriellen Bremsen — 150-Tonnen-Maschinen — beschränken Hersteller die volle Leistung über das gesamte Bett, oft auf etwa 25 Tonnen pro Fuß, selbst wenn die Hydraulik mehr drücken kann. Dies dient zur Kontrolle der Durchbiegung. |
| Was ist Durchbiegung? | Durchbiegung ist elastisches (vorübergehendes) Biegen. Der Rahmen wölbt sich leicht, was zu Winkelabweichungen führt — vielleicht ±1,5 Grad über die Länge. |
| Warum es wichtig ist | Es mag nicht dramatisch klingen, aber es ruiniert Teile lange bevor es Stahl zum Reißen bringt. |
| Mechanismus der Flexibilität | Wenn der obere Balken sich wölbt, verlieren Stempel und Matrize ihre Parallelität. Die Last konzentriert sich in der Mitte. Die Mitte biegt sich stärker; die Enden hinken hinterher. Sie pumpen zu viel, um die Enden zu korrigieren, und überbiegen die Mitte. |
| Entstehendes Problem | Sie kompensieren nach Augenmaß, und nun ist jedes Teil leicht unterschiedlich. Das ist Flex. |
| Was ist Versagen? | Versagen tritt auf, wenn die Spannung die Streckgrenze überschreitet — Schweißnähte reißen, Flansche knicken, Platten brechen. Dieser Schaden ist dauerhaft und gefährlich. |
| Flex vs. Versagen | Flex ist eine Warnung. Versagen ist die Folge, wenn man sie ignoriert. |
| Risiko bei DIY-Rahmen | DIY-Rahmen haben oft kürzere Betten, aber proportional dünnere Balken als industrielle Maschinen, was zu deutlich geringeren zulässigen Tonnen pro Fuß führt als die Gesamtleistung des Wagenhebers. |
| Praktische Auswirkung | Selbst wenn ein Wagenheber für 20 Tonnen ausgelegt ist, kann der Rahmen nur 8–10 Tonnen pro Fuß tolerieren, bevor die Durchbiegung unakzeptabel wird. |
| Was Sie zuerst verlieren | Sie verlieren die Maschine nicht sofort – zuerst verlieren Sie die Genauigkeit. |
| Idiotentest | Entwerfen Sie nur, um einen katastrophalen Ausfall zu vermeiden, oder haben Sie berechnet, wie viel Durchbiegung Ihr Rahmen tolerieren kann, bevor Ihre Biegungen schief werden? |
Stellen Sie sich zwei Aufträge vor.
Auftrag eins: 1/4″ Platte, 6 Zoll breit. Auftrag zwei: 1/8″ Platte, 36 Zoll breit.
Die meisten Anfänger fürchten die dickere Platte.
Rechnen Sie nach.
Wir haben bereits gesehen, dass 1/4″ ungefähr die vierfache Kraft von 1/8″ pro Fuß erfordert.
Aber der 1/4″-Auftrag ist nur einen halben Fuß breit. Der 1/8″-Auftrag ist drei Fuß breit.
So kann die Gesamtkraft ähnlich – oder sogar höher – sein für das dünnere, breitere Blech.
Die Kraft steigt linear mit der Breite. Verdoppeln Sie die Biegelänge, verdoppeln Sie die Tonnage. Aber die Dicke? Sie wird quadriert.
Das ist der Kompromiss, der tatsächlich die Kapazität Ihrer Maschine definiert: maximale Dicke bei maximaler Breite, nicht irgendeine einzelne Prahlzahl.
Deshalb werden Industriemaschinen in Tonnen pro Fuß bewertet. Eine 150-Tonnen-Abkantpresse über 10 Fuß ist nicht “150 Tonnen überall”. Es sind etwa 15 Tonnen pro Fuß – und selbst das wird oft aus Sicherheits- und Durchbiegungskontrollgründen herabgesetzt.
Wenn Ihre Garagen-Abkantpresse ein 24-Zoll-Bett hat und Sie wollen 1/8″ Stahl in voller Breite biegen, benötigen Sie ungefähr 18 Tonnen. Das ist Ihr Ausgangspunkt.
Nicht den Wagenheber.
Die Physik.
Also hier ist die Frage, die Sie als Nächstes stellen sollten: Wenn der Auftrag 18 Tonnen über zwei Fuß erfordert, wie steif muss der Rahmen sein, um diese Energie zu halten, ohne sich zu biegen, zu verdrehen oder genug elastische Wut zu speichern, um sich in Schrapnell zu verwandeln, wenn etwas verrutscht?
Sie haben gefragt, wie steif der Rahmen sein muss, um 18 Tonnen über zwei Fuß zu überstehen.
Lassen Sie uns Zahlen auf den Tisch legen statt nur Gefühle.
Achtzehn Tonnen sind 36.000 Pfund Kraft. Verteilt über 24 Zoll sind das 1.500 Pfund pro Zoll, die auf Ihr Werkzeug nach oben und auf Ihren Stempel nach unten drücken. Der Stößel “drückt” nicht sanft. Er komprimiert Ihre Struktur wie eine gespannte Feder. Wenn Ihr oberer Balken 24 Zoll zwischen den Ständern überspannt, können Sie ihn als einfach gestützten Balken mit einer mittigen Last modellieren. Grundlegende Balkendurchbiegungsformeln sagen, dass die Durchbiegung skaliert mit Kraft × Spannweite³ / (E × I). E ist der Elastizitätsmodul für Stahl (etwa 29 Millionen psi). I ist das Flächenträgheitsmoment — der Teil, den Sie mit der Profilgröße steuern.
Stellen Sie sich nun vor, Sie hätten den oberen Balken aus einem einzigen 4x4x1/4-Zoll-Quadratrohr gebaut. Sein I-Wert ist bescheiden. Rechnen Sie nach und Sie werden sehen, dass die mittige Durchbiegung unter 36.000 Pfund im Hundertstel-Zoll-Bereich liegt. Das klingt winzig, bis Sie merken, dass Ihre Ziel-Biegetoleranz vielleicht ±1 Grad beträgt. Einige Hundertstel am Werkzeug führen zu merklichen Winkelabweichungen — und schlimmer noch, sie konzentrieren die Last in der Mitte, was die lokale Spannung erhöht und die Durchbiegung verstärkt.
Aber hier ist der Teil, den unerfahrene Konstrukteure übersehen: Durchbiegung bedeutet nicht nur krumme Teile. Es ist gespeicherte Energie. Wenn dieser Balken sich unter Last um 0,030 Zoll biegt, hält er elastische Spannungsenergie. Wenn eine Schweißnaht reißt oder ein Werkzeug verrutscht, wird diese Energie sofort freigesetzt.
So entsteht Garagen-Schrapnell.
Aber wenn der Rahmen sich biegt, geht diese Energie zuerst woanders hin: ins Biegen Ihrer Struktur wie ein Bogen.
Also konstruieren wir rückwärts. Beginnen Sie mit 18 Tonnen. Entscheiden Sie, welche Durchbiegung Sie tolerieren — sagen wir 0,005–0,010 Zoll in der Mitte bei einer Spannweite von 24 Zoll, wenn Sie gleichmäßige Biegungen wollen. Lösen Sie die Balkengleichung für das erforderliche I. Das sagt Ihnen, ob Sie einen 6-Zoll-Kanal in ein Rohr boxen, einen laminierten Plattenbalken oder zwei vertikal beabstandete Rohre brauchen, um die Profilhöhe zu erhöhen. Höhe ist König, weil I mit der dritten Potenz der Profilhöhe steigt. Verdoppeln Sie die Höhe und die Steifigkeit steigt dramatisch.
Sie raten nicht die Steifigkeit. Sie berechnen sie und bauen danach.
Dummheits-Check: Haben Sie Ihren oberen Balken aus einem Durchbiegungslimit unter Volllast dimensioniert — oder haben Sie Stahl gewählt, der “dick genug aussah”?
Ich hatte Kunden, die mit einer 20-Tonnen-Werkstattpresse hereinkamen, mit einem selbstgebauten Werkzeug zwischen die Ständer geschweißt, und sagten: “Da steht doch schon 20 Tonnen drauf.”
Diese Pressen sind für vertikale Kompression zwischen zwei Platten ausgelegt, nicht dafür, horizontale Spreizlasten von einem breiten Werkzeug zu widerstehen. Die Ständer sind oft schlanke C-Profile. Bei einem mittigen Pressvorgang — kein Problem. Unter einer 24-Zoll-Bremslast versuchen die Ständer, sich nach außen zu spreizen, weil die Reaktionskräfte des Werkzeugs unten seitlich drücken, während der Stößel oben nach unten drückt.
Anderer Lastpfad.
In einer Biegemaschine verläuft die Kraft: Stößel → oberer Balken → Ständer in Kompression → unterer Balken in Biegung → zurück in die Ständer. Gleichzeitig erzeugt das Werkzeug horizontale Komponenten, die versuchen, den Rahmen zu verziehen. Ein Werkstattpressrahmen hat oft gesteckte oder leicht verschweißte Querträger. Er war nie dafür gedacht, sich wie ein starrer Momentrahmen zu verhalten.
Und hier schleichen sich Normen ein, ob Sie wollen oder nicht. In dem Moment, in dem Sie diese Presse als Biegemaschine verwenden, wird sie funktional zu einer Abkantpresse. Das bedeutet, dass sich Anforderungen an das Stoppverhalten, die Einhubsteuerung und die Schutzvorrichtungen ändern. Hydraulische Systeme stoppen nicht sofort. Es gibt Verzögerung — mindestens einige Dutzend Millisekunden. Bei typischen Stößelgeschwindigkeiten über 10 mm/s wird der Anhalteweg nicht trivial. Wenn Ihr Rahmendesign davon ausgeht “Ich lasse einfach den Hebel los”, nehmen Sie kinetische Energie einfach an, die dennoch absorbiert werden muss.
Hör mir genau zu: Wenn dein angepasstes Pressengestell nur steif genug für die statische Last ist, aber nicht für den zusätzlichen dynamischen Überschuss, hast du einen Federkäfig mit einer lockeren Tür gebaut.
Ein spezielles H-Rahmen-Chassis ermöglicht dir, Querschnittsgröße, Schweißnahtlänge und Gelenkgeometrie so zu steuern, dass der Lastpfad kontinuierlich und geschlossen ist. Du kannst die Ständer als echte Säulen mit ausreichendem Querschnitt entwerfen, um Knicken zu verhindern, sie mit einem unteren Balken verbinden, der für Biegesteifigkeit dimensioniert ist, und die Ecken vollständig verschweißen, um Momentverbindungen statt loser Scharniere zu schaffen.
Anpassen ist Bequemlichkeit. Entwerfen ist Kontrolle.
Welche Variante hält der vollen Realität von 36.000 Pfund stand?
Ich habe eine Abkantpresse zusammengefegt, die versagt hat, weil ein Erbauer Kehlnähte wie magischen Kleber vertraute.
Sind sie nicht.
In deinem H-Rahmen tragen nur wenige Elemente die echte vertikale Last:
Alles andere — Versteifungen, Seitenplatten, Halterungen — hält hauptsächlich die Geometrie korrekt.
Lass uns über Verbindungen sprechen. Wenn dein oberer Balken den Ständer mit einer kurzen Kehlnäht an der Außenecke trifft, ist diese Naht nun dafür verantwortlich, das Biegemoment vom Balken in die Säule zu übertragen. Unter 36.000 Pfund in der Mitte kann das Endmoment Zehntausende von Zoll-Pfund betragen. Eine kleine Kehlnäht, die auf Biegung und Scherung belastet wird, kann die zulässige Spannung schnell überschreiten.
Eine Vollpenetrations-Naht oder ein geschlossener Anschluss mit inneren Hülsen verteilt diese Spannung durch die Dicke, nicht nur entlang eines Oberflächenhalses. Schrauben? In Ordnung — wenn sie für Scherung und Klemmkraft dimensioniert sind und du gleitkritische Verbindungen verstehst. Aber ein paar Baumarkt-Grade-5-Schrauben in Spielpassungen sind keine strukturelle Strategie. Sie sind bestenfalls Ausrichtungshilfen.
Und vergiss nicht das Knicken der Säulen. Ein 3 Zoll breiter Ständer aus Rohr mit 1/4 Zoll Wandstärke könnte auf dem Papier 36.000 Pfund in reiner Druckbelastung handhaben. Aber füge etwas Exzentrizität durch Fehlstellung hinzu, und der wirksame Längenfaktor springt. Schlanke Säulen biegen sich. Sobald sie sich biegen, steigt die Spannung sprunghaft an.
Jede Verbindung sollte eine Frage beantworten: Wenn der Stempel die volle Nennlast plus etwas hydraulischen Nachlauf liefert, bleibt diese Verbindung noch im elastischen Bereich?
Wenn du es nicht weißt, rätst du nur.
Idiotentest: Kannst du auf jede Schweißnaht in deinem Lastpfad zeigen und sagen, ob sie Biegemoment, Scherung oder nur Ausrichtung trägt — oder sind sie alle einfach “fest verschweißt”?
Du und ich wissen beide, dass deine Schweißnähte nicht perfekt symmetrisch sein werden. Meine sind es auch nicht, und mir fehlt eine Fingerspitze als Beweis dafür, dass ich das schon eine Weile mache.
Also gehe von Unvollkommenheit aus.
Wenn der Stempel auch nur 1/16 Zoll außerhalb der Mitte über eine Spannweite von 24 Zoll sitzt, wird die Last exzentrisch. Das erzeugt ein Torsionsmoment im oberen Träger. Jetzt biegst du nicht nur vertikal, sondern führst auch Torsion ein. Die meisten offenen Profile – U-Profile, einzelne Rohre – sind schwach in Torsion. Sie verdrehen sich, was die Last weiter auf eine Seite verschiebt und die Säulenbiegung an einem Ständer erhöht.
Ein Kaskadenversagen kündigt sich nicht an.
Das Heilmittel ist Geometrie.
Und Steuerung ist wichtig. Eine Anti-Wiederhol- oder Einhub-Einstellung sorgt für einen bewussten Zyklus pro Betätigung. Wenn eine Steuerung hängen bleibt und der Stempel weiter taktet, sieht dein Rahmen wiederholte Spitzenlasten – das ist Ermüdungsgebiet. So entstehen Risse an den Schweißnähten und wachsen unsichtbar.
Professionelle Hersteller behandeln die Bremssicherheit iterativ, weil echte Maschinen im Laufe der Zeit echte Schwächen offenbaren. Diesen Rückkopplungseffekt bekommst du in einer Garage nicht. Also baust du übermäßig steif, kontrollierst die Ausrichtung und gehst davon aus, dass deine erste Schweißnaht nicht perfekt ist.
Denn diese Maschine ist ein Käfig, der eine komprimierte, wütende Feder hält.
Dein Job ist nicht, sie einmal stark zu machen. Dein Job ist sicherzustellen, dass jeder Lastpfad, jede Verbindung, jede Steuerungsentscheidung diese Feder jedes einzelne Mal enthält, wenn du den Hebel ziehst.
Dummheits-Check: Wenn dein Stempel 1/16 Zoll außerhalb der Mitte ist und das Hydrauliksystem für 50 Millisekunden überzieht, bleibt dein Rahmen elastisch – oder bist du nur eine schlechte Schweißnaht davon entfernt, den Boden zu fegen?
Du willst Trägergrößen und Schweißvorgaben für 18 Tonnen. Gut. Aber hier ist, was dir niemand auf der Servietten-Skizze sagt: Du kannst einen Rahmen bauen, der stark genug ist, um 36.000 Pfund zu überstehen, und trotzdem den ganzen Tag krumme Teile herstellen.
Ich habe gesehen, wie ein Junge eine 20-Tonnen-Werkstatt-Abkantpresse mit einer Matrizenöffnung betrieben hat, die zu eng für das Material war. Der Rahmen ist nicht ausgefallen. Die Schweißnähte hielten. Das Teil kam mit einem welligen Innenradius und 94 Grad statt 90 heraus. Er drückte stärker. Alles, was er tat, war, den Rahmen näher an die Streckgrenze zu bringen, während die Geometrie gegen ihn arbeitete. So verwandelst du strukturelles Design in Garagen-Schrapnell, ohne jemals Stahl zu brechen.
Der Rahmen enthält Energie. Das Werkzeug entscheidet, was diese Energie tut.
Wenn dein Stempelspitzenradius, die Matrizenöffnung und die Materialstärke nicht zusammenpassen, biegst du nicht – du streitest mit der Physik. Und Physik verhandelt nicht.
Also bevor du dich über ein weiteres Viertel Zoll Wandstärke aufregst, werden wir darüber sprechen, wo tatsächliche Präzision liegt.
Lassen Sie uns mit etwas Konkretem beginnen.
Nehmen Sie 1/8 Zoll Baustahl. Beim Luftbiegen – das bedeutet, der Stempel drückt das Blech in eine V-Matrize, ohne es vollständig zu setzen – gilt eine gängige Regel: eine Matrizenöffnung etwa 8-mal so groß wie die Materialstärke. Also 1/8 Zoll mal 8 ergibt eine 1-Zoll-V-Öffnung. Diese Geometrie erzeugt einen vorhersehbaren Innenradius von etwa 0,16 Zoll und hält die benötigte Presskraft in einem vernünftigen Rahmen.
Jetzt verengen Sie die Matrize auf 1/2 Zoll, weil Sie “eine schärfere Ecke wollen”.”
Was passiert?
Der Kraftbedarf verdoppelt sich ungefähr. Manchmal sogar mehr. Das Material wird tiefer hineingezwungen, bevor es sich natürlich formen kann, und Sie nähern sich dem Setzen – bei dem das Blech die Matrizenwände berührt. Setzen kann den Rückfederungseffekt reduzieren, sicher. Aber es kann drei- bis fünfmal so viel Kraft erfordern wie Luftbiegen. Bei einem selbstgebauten Rahmen, der elastisch bei 18 Tonnen bleiben soll, verschwindet dieser zusätzliche Bedarf nicht einfach. Er führt zu Durchbiegung.
Aber wenn der Rahmen sich biegt, geht diese Energie zuerst woanders hin: ins Biegen Ihrer Struktur wie ein Bogen.
Und wenn sich der Rahmen durchbiegt, verändert sich das Verhältnis von Stempel zu Matrize während des Hubs. Die Matrizenöffnung wird unter Last effektiv größer. Der Winkel, von dem Sie dachten, dass Sie ihn kontrollieren, verändert sich dynamisch. Sie erhalten kein präzises 90 Grad. Sie bekommen ein ungefähr-90, das sich mit dem Hubdruck verändert.
Deshalb ist das Verhältnis von Stempel zu Matrize Präzision. Nicht die Wagenheber-Belastung.
Luftbiegen mit der richtigen V-Breite gibt Ihnen geringere Kraft, einen vorhersehbaren Innenradius und wiederholbare Winkeländerungen pro Tausendstel des Hubs. Prägen – das Material in die Matrize pressen – eliminiert den Rückfederungseffekt fast vollständig, aber der Kraftanstieg ist brutal. Bei einer selbstgebauten Biegemaschine ist das Verfolgen von null Rückfederung mit roher Gewalt der Weg, um jede Schweißnaht, die Sie gerade berechnet haben, auf die Probe zu stellen.
Präzision kauft man nicht mit Druck. Man konstruiert sie mit Geometrie.
Dummheits-Check: Ist Ihre Matrizenöffnung aus Materialstärke und Verfahren gewählt – oder haben Sie sie ausgewählt, weil sie auf der Werkbank “ungefähr richtig aussah”?
Ich habe einmal vier Flansche an einem einfachen Tablett gebogen. Jeder Bogen war nur um 2 Grad daneben. Klingt nicht nach viel. Als die vierte Seite hochkam, verfehlten die Ecken fast um einen Viertelzoll. Der Fehler summierte sich, weil jede Biegung die Referenz für die nächste veränderte.
Das ist Akkumulation.
In einer manuellen Biegemaschine ist Ihr 90-Grad-Anschlag normalerweise ein physischer Hubanschlag – ein Kragen am Wagenheber, ein angeschweißter Tab, eine Schraube, die den Hub begrenzt. Der Anfängerfehler ist, diesen Anschlag basierend darauf einzustellen, wo der Schlitten sitzt, wenn der Winkel einmal “richtig aussieht”.
Aber beim Luftbiegen wird der Winkel durch die Eindringtiefe des Stempels in die Matrize gesteuert. Eine Änderung der Tiefe um wenige Tausendstel Zoll kann den Winkel um einen Grad oder mehr verschieben, abhängig von der Matrizenbreite. Wenn Ihr Rahmen sich unter Last um 0,010 Zoll durchbiegt, ist das nicht nur kosmetisch. Das ist ein Winkelfehler.
So machen Sie es ohne CNC-Anzeigen:
Dann wiederholen Sie die Biegung dreimal.
Wenn Ihre Winkel zwischen den Zyklen um mehr als ein halbes Grad variieren, liegt Ihr Problem nicht am Anschlag. Es ist die Elastizität des Rahmens, die Zentrierung des Stößels oder inkonsistentes Material.
Hören Sie mir genau zu: Stellen Sie Ihren Anschlag niemals so ein, dass Sie “pumpen, bis es richtig aussieht”, während Ihr Gesicht über der Arbeit ist. Wenn etwas unter voller Last verrutscht, wird dieser Stempel schneller zum Projektil, als Sie blinzeln können.
Ein zuverlässiger 90er-Winkel in einer manuellen Einstellung bedeutet, die Tiefe unter gleichmäßiger Last zu kontrollieren – was nur funktioniert, wenn Ihr Rahmen im elastischen Bereich bleibt, für den Sie ihn konstruiert haben. Geometrie und Steifigkeit arbeiten zusammen. Kein Ratespiel und keine Muskelkraft.
Idiotentest: Können Sie genau beschreiben, welches physische Merkmal Ihren Stößelhub begrenzt – und liegt es auf massivem Stahl auf, oder nur auf Gewinden unter Zugspannung?
Sie biegen 1/8-Zoll Baustahl auf unter Last gemessene 88 Grad. Sie lassen los. Er öffnet sich auf 92.
Diese 4-Grad-Änderung ist Federrückstellung – elastische Rückverformung, wenn sich die inneren Spannungen nach Entfernen der Last neu verteilen.
Warum passiert das?
Weil beim Biegen die äußeren Fasern des Blechs in Zugspannung geraten, die inneren in Druckspannung. Wenn Sie den Stempel lösen, erholt sich der elastische Teil dieser Verformung. Je enger der Innenradius im Verhältnis zur Dicke, desto höher die plastische Verformung und desto geringer die Federrückstellung. Deshalb wird sie beim Prägen nahezu eliminiert. Es überwältigt die Elastizität durch plastische Verformung.
Aber wir prägen nicht. Wir halten Energie zurück, wir stoßen sie nicht hoch.
Also kompensieren Sie.
Biegen Sie unter Last über 90 hinaus bis vielleicht 86, loslassen, messen. Wenn es bei 90,5 landet, passen Sie an. Schleichen Sie sich daran heran. Führen Sie Notizen: Materialgüte, Dicke, Stempelbreite, erreichte Eindringtiefe.
Nach einigen Durchläufen wissen Sie, dass Ihr 1-Zoll-V-Matrize mit 1/8-Zoll A36-Stahl etwa 2 bis 3 Grad Überbiegung benötigt. Wechseln Sie zu Edelstahl? Diese Zahl steigt. Andere Stahlcharge? Sie verschiebt sich wieder.
Sie bauen Ihr eigenes Diagramm durch kontrollierte Wiederholung.
Nun zum “Null-Federrückstellung-Hack”, den ich gesehen habe – einen flachen Einschnitt entlang der Biegerichtung vor der Formgebung. Ja, das Entfernen von Material reduziert den Widerstand und kann die Federrückstellung nahezu eliminieren. Es dünnt jedoch den Abschnitt genau dort, wo Sie Festigkeit benötigen. Bei Halterungen, die Last tragen, wird dieser Einschnitt zum Rissstarter.
Präzision, die das Teil schwächt, ist keine Präzision. Es ist Sabotage, getarnt als Cleverness.
Eine zuverlässige DIY-Biegeeinrichtung akzeptiert, dass Federrückstellung existiert, und steuert sie mit Geometrie und kontrollierter Überbiegung – und hält gleichzeitig die Tonnage innerhalb der elastischen Kapazität des von Ihnen konstruierten Rahmens.
Denn jedes Grad Überbiegung ist gespeicherte Energie in dieser wütenden Feder einer Maschine.
Und wenn eines Tages irgendwo in diesem Lastpfad etwas nachgibt, wird die gespeicherte Energie nicht höflich verschwinden.
Sie wird irgendwohin gehen.
Idiotenkontrolle: Wenn du zu stark überbiegst, um den Rückfederungseffekt auszugleichen – weißt du, wie viel zusätzliche Belastung das für deinen Rahmen bedeutet, oder drückst du einfach härter auf den Hebel und hoffst?
Du hast gefragt, wie man den Rahmen so konstruiert, dass die Durchbiegung gering genug bleibt, um wiederholbare Präzision zu erreichen.
Gut. Jetzt sprechen wir darüber, was passiert, wenn das nicht der Fall ist.
Was du in Wirklichkeit baust, ist kein Biegewerkzeug. Es ist ein Käfig für gespeicherte Energie, die zu entkommen versucht.
Wenn du diesen Wagenheber betätigst, komprimierst du Hydrauliköl, dehnst Stahlträger, belastest Schweißnähte auf Zug und zwingst ein Metallblech in plastische Verformung. All das ist Energie, die dort still und ruhig sitzt und auf Gleichgewicht wartet. Wenn der Lastpfad sauber ist und der Rahmen elastisch bleibt, wird diese Energie kontrolliert freigesetzt, wenn du das Ventil öffnest. Wenn etwas bricht, sich verschiebt oder rutscht, entlädt sich die Energie dort, wo der Widerstand zuerst nachlässt.
Das ist die Splitterzone.
Ich habe eine Abkantpresse aufkehren müssen, die versagt hatte. Kein Heimwerker-Spielzeug – eine Werkstattmaschine. Das Werkzeug splitterte, das Werkstück schnellte nach oben, und wir fanden Bruchstücke, die zehn Fuß weiter in Gipskarton steckten. Niemand kam ums Leben. Das war Glück, nicht Planung.
Wenn ich also sage “vom Kraftschluss rückwärts konstruieren”, meine ich genau das: Du berechnest nicht nur, wie viel Kraft du brauchst, um den Stahl zu biegen, sondern auch, wie viel gespeicherte Energie deine Struktur aushalten muss, falls irgendwo in der Kette etwas versagt.
Denn irgendwann wird etwas versagen.
Du denkst, gehärteter Stahl bedeutet unzerstörbar.
Es bedeutet spröde.
Werkzeuge werden gehärtet, damit sie verschleißfest sind und ihre Form unter Last behalten. Aber Härte geht auf Kosten der Duktilität – der Fähigkeit, sich zu dehnen, bevor man bricht. Wenn du die Kapazität einer Matrize überschreitest, besonders bei einer zu engen V-Öffnung oder einer falsch ausgerichteten Stempelung, konzentrieren sich die Spannungen an den Schultern des Vs. Nicht gleichmäßig. Lokal.
Und spröde Materialien geben nicht nach – sie brechen.
Es gibt keine langsame Biegung. Kein warnendes Durchhängen. Ein Mikroriss wird zu einem laufenden Riss, und die Matrize spaltet sich, während noch elastische Energie im System steckt. Diese Energie befand sich im Rahmen, im Wagenheber und im komprimierten Werkzeugstapel. Wenn die Matrize bricht, verschwindet die Zwangsbedingung innerhalb weniger Millisekunden.
Das System entlädt sich gewaltsam.
Fragmente folgen der Richtung des geringsten Widerstands – oft seitlich entlang der Matrizenlinie, manchmal nach oben entlang der Stempelfläche. Wenn das Werkstück noch teilweise im Eingriff ist, kann es zu einem Hebel werden, der diese Energieentladung umlenkt.
Hier ist der Teil, den Anfänger übersehen: Das Versagen der Matrize hängt nicht nur von der gesamten Tonnage ab. Überschreitest du die richtige V-Matrizenbreite – diese “achtmal Materialdicke”-Regel, die du ständig hörst – erhöhst du die lokale Spannung massiv, selbst wenn dein Rahmen theoretisch mehr Last verkraften könnte. Du hast nicht die Maschine überlastet. Du hast die Kontaktgeometrie überlastet.
Die Werkzeuggeometrie kann versagen, bevor dein Rahmen überhaupt Anzeichen von Problemen zeigt.
Hör mir genau zu: Vor jeder Sitzung überprüfe deine Matrizen auf Absplitterungen, Haarrisse oder gestauchte Kanten. Eine beeinträchtigte Matrize unter Last ist nicht “vielleicht okay”. Sie ist vorgespannter Schrapnell.
Idiotentest: Wählst du die Matrizenbreite nach Materialdicke und Verfahren – oder erhöhst du einfach den Druck, bis der Biegewinkel “gut aussieht”, und gibst dann dem Stahl die Schuld?
Sprechen wir jetzt über das Blech selbst.
Wenn du Baustahl luftbiegst, dehnen sich die äußeren Fasern, die inneren werden gestaucht, und an der Biegelinie bildet sich ein plastisches Scharnier. Wenn du den Druck freigibst, stellt sich die elastische Dehnung teilweise zurück und das Teil öffnet sich um einige Grad. Vorhersehbar. Beherrschbar.
Bis es das nicht mehr ist.
Wenn du hochfestes oder sprödes Material mit engem Innenradius biegst, verringerst du den Anteil der plastischen Deformation und erhöhst den elastischen Anteil der Dehnungsenergie. Das bedeutet: mehr Energie wird im Blech selbst gespeichert. Wenn sich während des Biegens an der äußeren Zugfläche ein Riss bildet, kann dieser Riss über die gesamte Breite aufreißen.
Das Blech verhält sich nicht mehr wie ein Scharnier.
Es verhält sich wie eine gebrochene Feder.
Stell dir einen langen Streifen vor, der die V-Matrize überbrückt. Der Stempel drückt ihn nach unten. Die Enden sind über die Schultern der Matrize hinaus ungestützt. Wenn bei Spitzenlast ein Bruch auftritt, kann sich das Blech um die Matrizenränder drehen und nach oben schnellen. Die Richtung ist nicht zufällig – sie folgt der gespeicherten Krümmung und der Geometrie der Auflage. In Richtung des Bedieners ist häufig, weil das die offene Seite der Maschine ist.
Aber dein Rahmen hat normalerweise eine längere ungestützte Spannweite als das Werkstück und einen ungünstigeren Querschnitt zur Aufnahme der Biegung.
Wenn sich also der Rahmen deutlich durchbiegt, erhöht er die gespeicherte Systemenergie. Wenn das Blech sich entspannt, federt der Rahmen ebenfalls zurück. Zwei Federn entladen sich gleichzeitig.
So entsteht die Verstärkung des Rückschlags.
Deshalb bedeutet hydraulisch nicht automatisch sicher. Mechanische Pressen speichern Energie in Schwungrädern; hydraulische speichern sie in komprimierter Flüssigkeit und gedehntem Stahl. Unterschiedliches Medium. Gleiche Physik.
Wenn du dich über die Matrizenlinie beugst, während etwas bricht, stehst du direkt vor der Austrittsöffnung.
Idiotentest: Wenn du ein langes Werkstück positionierst, stehst du seitlich von der Matrizenlinie – oder genau in der Mitte, als würdest du zielen?
Machen wir das praktisch.
Zeichne einen Halbkreis, dessen Mittelpunkt auf der Matrizenlinie liegt und dessen Radius der längsten nicht gestützten Länge deines Werkstücks entspricht. Dieser Bogen ist deine Sicherheitszone. Wenn ein 30-Zoll-Streifen die Matrize überbrückt, geh davon aus, dass er im schlimmsten Fall 30 Zoll ausschwenken kann. Füge einen Sicherheitsaufschlag für deine eigene Dummheit hinzu.
Steh außerhalb dieses Bogens.
Nun die drei Prüfungen, bevor du den Wagenheber betätigst.
Erstens: Überprüfung der Lastpfadkontinuität. Der Wagenheber muss fest und rechtwinklig gegen massiven Stahl drücken, der die Last direkt in vertikale Elemente überträgt – nicht über Gewinde in Biegung oder Laschen in Scherung. Wenn der Fuß des Kolbens kippen kann, führst du eine exzentrische Belastung – eine außermittige Kraft – ein, die die Spannung in einer Säule vervielfacht und sie in der anderen reduziert. Ungleichmäßige Spannung ist der Weg, wie Matrizen absplittern und Rahmen sich verziehen.
Zweitens: Prüfung der Rahmelastizität. Schau dir dein längstes horizontales Element an – das ist dein Oberträger oder Querbalken. Wenn du unter einer geraden Kante im unbelasteten Zustand Licht siehst, hast du schon eine Krümmung eingebaut. Unter Last speichert diese Krümmung zusätzliche Energie. Füge Versteifungen an den Säulenverbindungen hinzu. Erhöhe die Profilhöhe statt der Dicke, wenn möglich; die Biegesteifigkeit steigt dramatisch mit der Höhe des Profils. Du kämpfst gegen Durchbiegung, nicht nur gegen Materialflussgrenze.
Drittens: Zustand und Ausrichtung des Werkzeugs. Stempel mittig in der Matrize positionieren. Kein Schmutz in der V-Nut. Keine sichtbaren Kantenbeschädigungen. Die Regel der 8 beachten, es sei denn, du hast die Berechnungen durchgeführt und weißt genau, warum du sie brichst.
Hör mir genau zu: Gehe niemals davon aus, dass “es gestern damit zurechtkam”, bedeutet, dass es heute sicher ist. Stahl ermüdet. Schweißnähte reißen. Schrauben lockern sich. Gespeicherte Energie interessiert sich nicht für deinen Optimismus.
Eine zuverlässige selbstgebaute Abkantbank dreht sich nicht darum, die maximale Biegekraft zu jagen. Es geht darum, eine Obergrenze festzulegen, die du nicht überschreitest – basierend auf Werkzeuggeometrie, Rahmensteifigkeit und deiner Bereitschaft, außerhalb dieses Halbkreises zu stehen.
Denn sobald du die Splitterzone verstanden hast, lautet die nächste Frage nicht “Wie viel kann sie biegen?”
Sondern “Wo ziehe ich die Grenze, bevor dieses Ding Blut zieht?”
Du willst eine feste Zahl. Kein Gefühl. Nicht “Es hat es beim letzten Mal geschafft.” Eine Obergrenze.
Hier ist die Regel, die ich in meiner eigenen Werkstatt anwende, wenn wir einen Pressrahmen für Abkantzwecke anpassen: Wenn deine Biegeberechnung sagt, dass du 10 Tonnen pro Fuß brauchst, konstruierst du den Rahmen so, dass er 13 aushält, und betreibst ihn mit 9. Das ist die 90%-Regel in blankem Stahl – plane niemals, mehr als 90% deiner berechneten sicheren strukturellen Kapazität zu nutzen, und dimensioniere die Struktur niemals auf weniger als 120–130% deiner vorhergesagten Biegebelastung.
Warum diese Lücke?
Weil deine Biegeberechnung perfekte Materialstärke, perfekte Matrizen-Geometrie und perfekte Ausrichtung voraussetzt. Echter Stahl schwankt. Die Dicke kann um ein Zehntel Millimeter variieren und die Rückfederung so verändern, dass du instinktiv “ein bisschen mehr pumpst”. Dieses bisschen mehr ist der Weg, wie Rahmen von elastischer Durchbiegung in gespeicherte Energie abgleiten, die du nicht einkalkuliert hast.
Profis überdimensionieren ihre Maschinen aus diesem Grund um 20–30%. Und das sind geschweißte, spannungsarm geglühte, CNC-ausgerichtete Monster mit geschützten Stempeln und kalibrierten Tonnagetabellen. Dein Garagenrahmen, gebaut aus warmgewalztem Stahl und Hoffnung, darf nicht am Limit betrieben werden.
Wenn du jemals wirklich 100% der Tragkraft deines Wagenhebers brauchst, um eine Biegung zu machen, ist dein Rahmen bereits nur eine schlechte Schweißnaht davon entfernt, Garagensplitter zu produzieren.
Also, wie setzt du die feste Obergrenze?
Dein Wagenheber ist eine Pumpe. Dein Rahmen ist der Käfig, der die gespannte Feder hält. Der Käfig definiert das Limit.
Lass uns nun darüber sprechen, was das in Bezug auf das Blech bedeutet, das du niemals anfassen solltest.
Dicke ist der stille Multiplikator. Die Biegekraft steigt ungefähr mit dem Quadrat der Dicke. Verdopple die Dicke, und du spielst mit der vierfachen Kraft.
So kommen Leute von glücklich gebogenem 1/8-Zoll-Mildstahl zu gerissenen Schweißnähten bei 1/4-Zoll und behaupten, der Wagenheber habe sich “gut angefühlt”.”
Der Wagenheber fühlt sich immer gut an. Er ist hydraulisch. Er beschwert sich nicht, wenn dein Rahmen ein wenig nachgibt.
Hier ist die praktische Methode.
Nimm das dickste Material, das du erfolgreich gebogen hast, ohne sichtbare Rahmendurchbiegung – und ich meine, gemessen mit einer Messuhr oder zumindest einer Fühlerlehre in der Mitte des Spannbereichs, nicht nur nach Augenmaß. Nenne das deine bewährte Ausgangsbasis. Reduziere sie nun auf dem Papier um eine Blechstärke dicker und berechne die neue erforderliche Tonnage. Wenn diese neue Zahl deinen Rahmen über 90% seiner strukturellen Kapazität hinaus belastet, wird diese Dicke zu deiner absoluten Obergrenze.
Nicht “einmal ausprobieren”. Nicht “nur kurzer Biegevorgang”. Obergrenze.
Kurze Biegevorgänge sind besonders trügerisch. Eine Überlastung eines 4‑Zoll‑Abschnitts konzentriert die Last unter dem Stempel und kann die Stempelfläche dauerhaft eindrücken oder den Querträger lokal verbiegen. Fortschreitender Schaden. Heute ist es ein Tausendstel. Nächsten Monat ist es eine Fehlstellung. Ich habe eine Abkantpresse aufkehren müssen, die versagt hatte, und sie ist nicht auf einmal explodiert – sie hat sich verschlechtert, bis eines schlechten Tages alles endete.
Hör mir genau zu: Teste niemals eine neue maximale Dicke mit deinem Gesicht über der Gesenklinie und deinem Körper zentriert vor dem Werkstück. Erste Belastungen sind die Momente, in denen falsche Annahmen gewaltsam korrigiert werden.
Dummheitsprüfung: Definierst du deine maximale Dicke anhand des gemessenen Rahmenverhaltens – oder danach, wie weit sich der Hebel des Wagenhebers noch bewegen lässt?
Aber was ist, wenn das Teil, das du willst, nur knapp über dieser Grenze liegt?
Hier trennt sich der erfahrene Fertiger von den Leuten, die nur Schrott aus der Garage sammeln.
Wenn dein erforderlicher Biegevorgang dich über 90% hinausdrängt, “schickst” du es nicht. Du änderst das Teil.
Kannst du den Innenradius vergrößern? Ein größerer V-Dorn reduziert den erforderlichen Kraftaufwand drastisch. Kannst du das Design in zwei dünnere Teile aufteilen und verschweißen? Eine Lasche hinzufügen, anstatt einen tiefen Kanal aus dicker Platte zu biegen? Die Materialqualität auf etwas Formbareres ändern?
Jede dieser Optionen reduziert die gespeicherte Energie im System. Das ist die eigentliche Messgröße. Nicht der Stolz.
Erinnere dich daran, was wir zuvor gesagt haben: Wenn sich der Rahmen verbiegt, geht diese Energie zuerst woanders hin — nämlich in das Biegen deiner Struktur wie einen Bogen. Und wenn du den Druck ablässt, will sich dieser Bogen wieder begradigen. Aber dein Rahmen hat normalerweise eine längere freitragende Spannweite als das Werkstück und einen schlechteren Querschnitt zur Widerstandsfähigkeit gegen Biegung. Also speichert er mehr, als du denkst.
Das Teil neu zu gestalten ist keine Schwäche. Es ist die Entscheidung, wo die Belastung lebt.
Wenn die einzige Möglichkeit, die Biegung zu erzeugen, darin besteht, den Wagenheber bis zum Anschlag zu betreiben und den letzten halben Grad mit Druck hineinzuwürgen, formst du kein Metall mehr. Du setzt deine Schweißnähte gegen die Physik.
Dummheits-Check: Willst du beweisen, dass deine Maschine es kann – oder dass dein Design Sinn ergibt?
Und manchmal ist die ehrliche Antwort: weder noch. Manchmal ist der kluge Schritt, es überhaupt nicht laufen zu lassen.
Lass uns für einen Moment das Ego beiseitelegen.
Wenn der Auftrag eine gleichbleibende Winkeltoleranz von weniger als einem Grad über mehrere Teile hinweg erfordert, befindet sich deine manuelle Abkantpresse bereits außerhalb ihrer Komfortzone. Industriemaschinen erreichen im Schnitt einen halben Grad, weil sie die Eindringtiefe präzise steuern und Materialvariationen ausgleichen. Du pumpst einen Wagenheber und schätzt den Rückfederungswert mit dem Auge.
Jetzt stapel zusätzlich das Risiko darauf.
Wenn deine berechnete Biegekraft — mit Variabilitätsmarge — das übersteigt, was dein Rahmen bei 90% tragen kann, und die Neugestaltung die Funktion des Teils beeinträchtigt, verschiebt sich die Rechnung. Die Kosten für einen kaputten Rahmen, einen abgesplitterten Dorn oder einen Besuch in der Notaufnahme übersteigen um ein Vielfaches den Werkstattpreis für ein paar Biegungen.
Es geht hier nicht um Leistungsfähigkeit. Es geht um Begrenzung.
Eine Abkantpresse ist ein Käfig, der eine komprimierte, zornige Feder hält. Deine Aufgabe als Erbauer ist es nicht, herauszufinden, wie wütend du sie machen kannst. Es ist, zu entscheiden, wie viel Wut dein Käfig sicher halten kann — und dort zu stoppen.
Hör mir genau zu: Keine selbstgebaute Abkantpresse erfüllt industrielle Schutzstandards. Du hast keine Lichtschranken. Du hast keine Zwei-Hand-Anti-Überbrückungssteuerungen. Das bedeutet, dass deine Sicherheitsreserve strukturell und verhaltensbedingt sein muss, nicht elektronisch.
Hier ist die Sichtweise, die ich dir mitgeben möchte.
Kapazität ist nicht die Bewertung des Wagenhebers. Kapazität ist die höchste Belastung, bei der dein Rahmen langweilig bleibt.
Keine neuen Geräusche. Kein sichtbares Wachstum der Durchbiegung. Kein “Wird schon passen”.”
Wenn deine Maschine bei 90% bohrt, bist du im Käfig. Wenn du 100% anstrebst, fütterst du die Feder und hoffst, dass die Stangen halten.
Idiotentest: Baust du eine Maschine, die deinem Ehrgeiz standhält – oder eine, die bei jedem einzelnen Hub von deiner Zurückhaltung abhängt?


















