

Я подмёл пресс-тормоз, который вышел из строя.
Не листовой металл. Сам тормоз.
Двадцатитонный домкрат по‑прежнему работал, рычаг гордо торчал вверх, в то время как верхняя балка раскрылась, как банка сардин, а боковые пластины треснули по сварке. Никто не пострадал. Чистая удача. Конструктор всё повторял: “Но это же 20‑тонный домкрат”, будто эта цифра — силовое поле.
С этим же заблуждением ты сюда и пришёл, не так ли?
Бутылочному домкрату всё равно, в чём он установлен. Это гидроцилиндр с проблемами характера. Ты качаешь рычаг — давление растёт, и он будет давить, пока что‑нибудь не сдастся. Если этим “чем‑нибудь” окажется не листовой металл, он с радостью превратит твою раму в гаражные осколки.
Думай о пресс‑тормозе как о клетке, в которой удерживается сжатая, злая пружина. Домкрат накапливает энергию в виде гидравлического давления. Когда ты гнёшь сталь, эта энергия уходит в пластическую деформацию — постоянный изгиб. Но если рама гнётся, сначала эта энергия идёт туда — в изгиб самой конструкции, как лук.
Покупая 20‑тонный домкрат, ты не покупаешь силу. Ты покупаешь запасённую энергию, требующую сдерживания. Так почему ты думаешь, что число, выбитое на домкрате, говорит о том, что выдержит вся машина?
Я видел, как парень пытался согнуть лист толщиной 1/4 дюйма на пролёте 36 дюймов с установкой на “20 тонн”. Пропущенная им математика важна: усилие при гибке растёт пропорционально квадрату толщины и ширине. Удвоил толщину — примерно учетверил требуемое усилие. Увеличил длину до трёх футов — нагрузка быстро растёт.

А вот то, о чём никто не говорит: эти 20 тонн указаны на штоке, строго вверх, при идеальном выравнивании. Там ничего не сказано о том, что происходит, когда сила передаётся в верхнюю балку, проходит через боковые пластины и замыкается в нижней матрице. Каждый дюйм прогиба на этом пути крадёт полезное усилие и запасает упругую энергию в раме.
И ты начинаешь качать сильнее.
Послушай внимательно: когда ты продолжаешь накачивать, потому что “ещё не согнулось”, ты не испытываешь сталь — ты нагружаешь пружину, сделанную из обрезков и надежды.
Если лист ещё не начал течь, а рама уже — да, как думаешь, что сломается первым?
Положи линейку на хлипкую верхнюю балку перед нажатием. Накачай домкрат до половины нагрузки. Ты увидишь просвет посередине задолго до того, как на пластине появится залом. Это прогиб — упругий изгиб рамы.
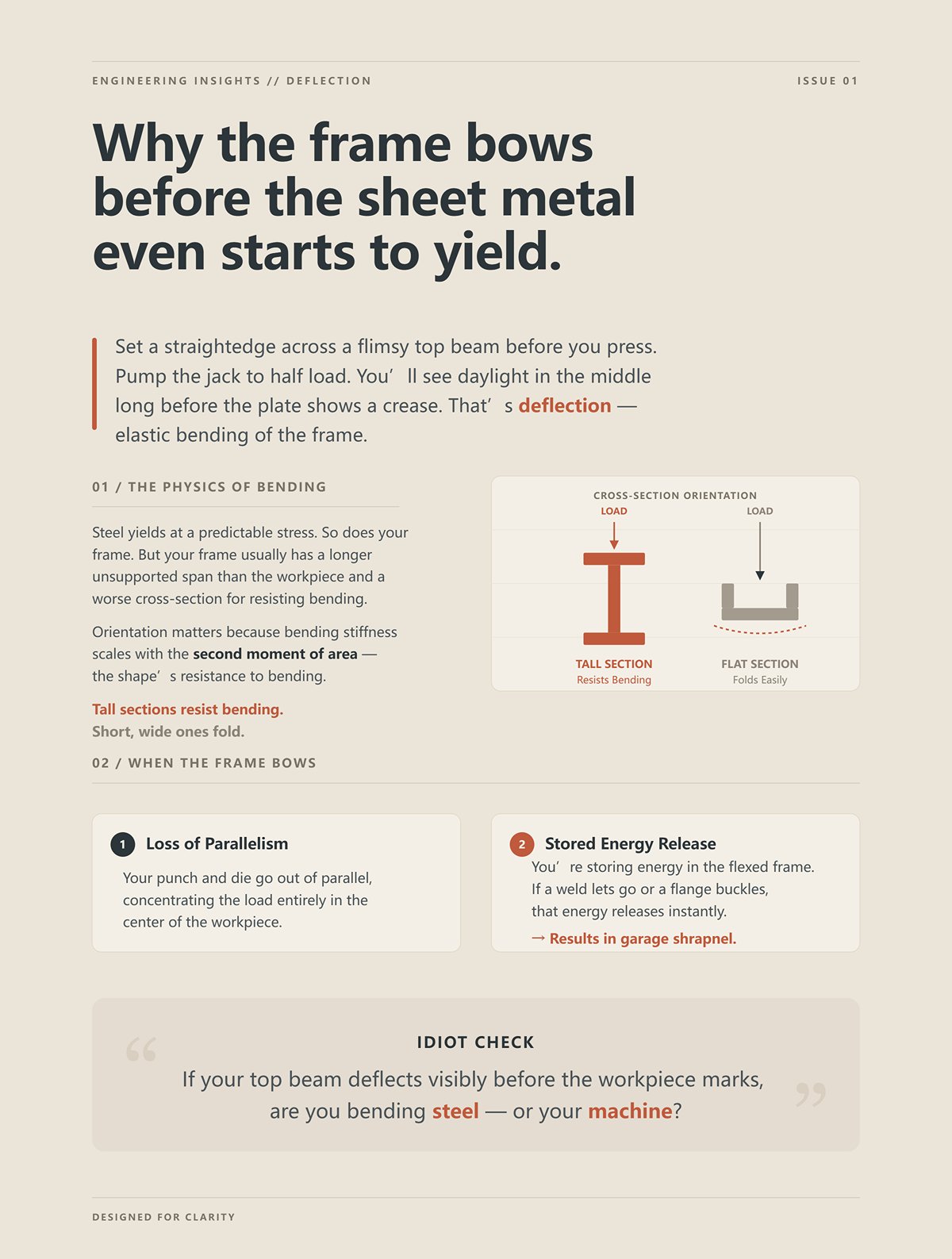
Сталь течёт при прогнозируемом напряжении. Так же и рама. Но у рамы обычно длиннее свободный пролёт, чем у заготовки, и хуже поперечное сечение для сопротивления изгибу. Отрезок швеллера 4 дюйма, лежащий плашмя, ужасен в вертикальном изгибе по сравнению с правильно ориентированной двутавровой балкой. Ориентация важна, потому что жёсткость при изгибе зависит от момента инерции сечения — способности формы сопротивляться изгибу. Высокие профили сопротивляются изгибу. Низкие и широкие — складываются.
Когда рама прогибается, происходят две вещи. Во‑первых, пуансон и матрица теряют параллельность, концентрируя нагрузку в центре. Во‑вторых, в изогнутой раме запасается энергия. Если сварка оторвётся или фланец смнётся, эта энергия высвободится мгновенно.
Так ты получаешь гаражные осколки вместо аккуратного изгиба под 90 градусов.
Проверка на дурака: если верхняя балка прогибается заметно прежде, чем на заготовке появились следы изгиба, ты гнёшь сталь — или свою машину?
Я люблю стальной металлолом. Половину этой мастерской я построил из него. Но я знаю, что это такое.
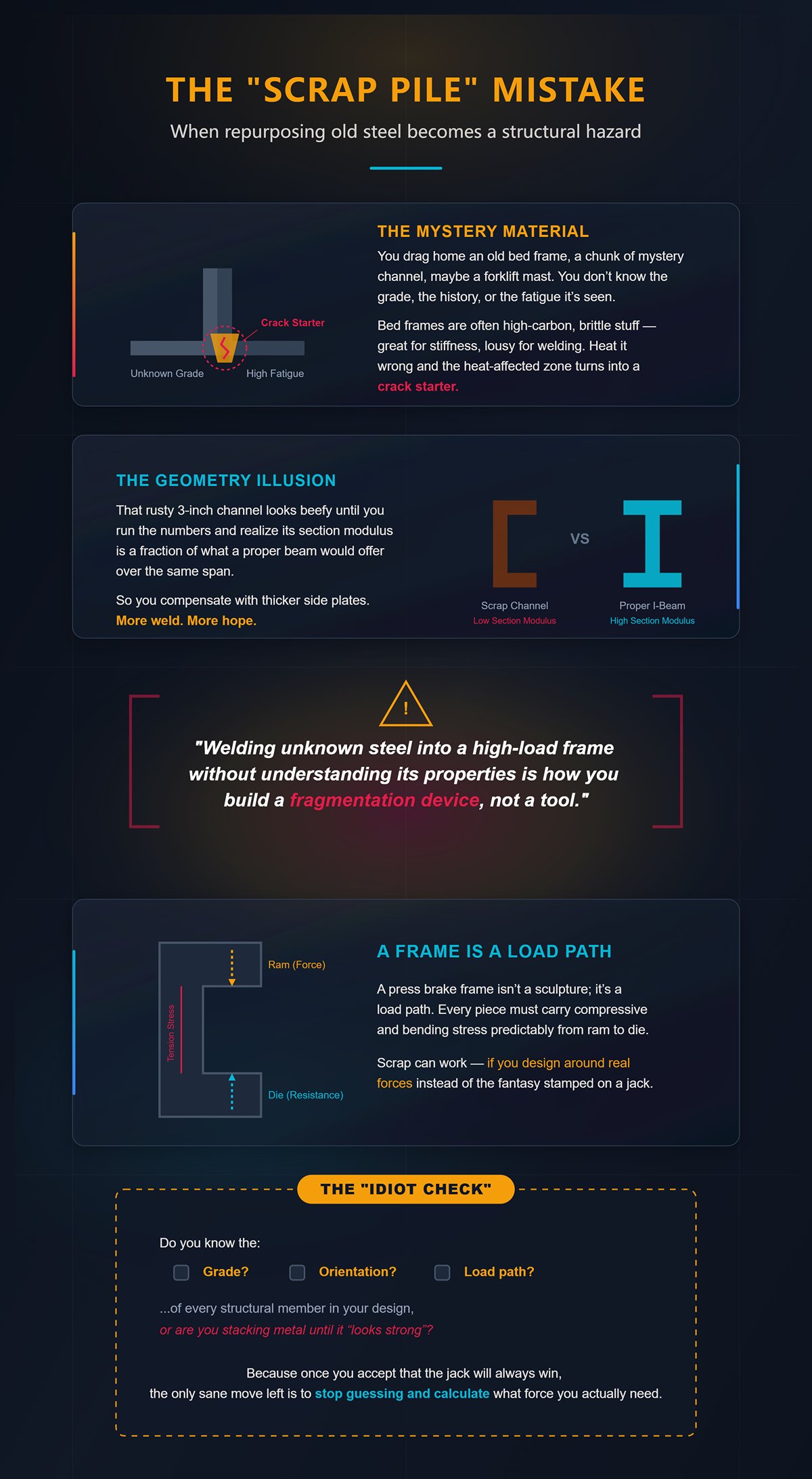
Вы тащите домой старую раму кровати, кусок загадочного швеллера, может быть, мачту погрузчика. Вы не знаете марку, историю или усталость, которую она пережила. Рамы кроватей часто из высокоуглеродистой, хрупкой стали — отлично для жесткости, отвратительно для сварки. Нагрейте неправильно — и зона термического воздействия станет источником трещины.
А ещё есть геометрия. Ржавый 3-дюймовый швеллер кажется массивным, пока вы не сделаете расчёты и не поймёте, что его модуль сечения — лишь доля того, что обеспечил бы правильный балочный элемент на том же пролёте. Так вы компенсируете более толстыми боковыми пластинами. Больше сварки. Больше надежды.
Слушайте меня внимательно: сварка неизвестной стали в раму, рассчитанную на высокую нагрузку, без понимания её свойств — это способ построить устройство для фрагментации, а не инструмент.
Рама листогиба — не скульптура; это путь нагрузки. Каждый элемент должен надёжно передавать сжимающее и изгибающее усилие от пуансона к матрице. Металлолом может работать — если вы проектируете исходя из реальных сил, а не фантазии, отпечатанной на домкрате.
Проверка на идиота: вы знаете марку, ориентацию и путь нагрузки каждого конструкционного элемента в вашем проекте или вы просто складываете металл, пока он “выглядит крепким”?
Потому что, как только вы принимаете, что домкрат всегда победит, единственное разумное решение — перестать гадать и рассчитать, какая сила вам действительно нужна, чтобы согнуть ваш материал.
Я видел парня с новым 20‑тонным домкратом, который пытался сделать чистый угол 90° в листе мягкой стали толщиной 1/8″ и шириной 12 дюймов. Он думал: “Это тонко. Четверть дюйма — это уже трудно.” Он качал, пока рама не начала “петь”. Лист едва коснулся матрицы.
Он не знал число, с которым на самом деле боролся.
Есть стандартная цеховая формула для воздушного гиба мягкой стали:
Тоннаж на фут ≈ (Толщина² × 575) ÷ V-открытие
Толщина и V-открытие в дюймах. 575 — это постоянная материала, заложенная для мягкой стали. Это не магия. Это предел текучести и геометрия, объединённые вместе.
Давайте сделаем расчёты, которых вы избегали.
Сталь 1/8″ — это 0.125″. Квадрат: 0.125 × 0.125 = 0.0156.
Используйте распространённое V-открытие для такой толщины — примерно 8× толщины. 0.125 × 8 = 1.0″ V-матрица.
Теперь подставьте:
(0.0156 × 575) ÷ 1.0 ≈ 8.97 тонн на фут.
Назовём это 9 тонн на фут.
Один фут в ширину? Около 9 тонн. Два фута в ширину? 18 тонн. Три фута в ширину? 27 тонн.
Этот “20‑тонный” домкрат задыхается еще до того, как ты закончишь изгиб на 36 дюймов.
И это только чтобы достичь силы изгиба — не считая трения, несоосности или прогиба рамы, которые крадут часть нагрузки еще до того, как она достигает листа.
Вот часть, которая должна тебя насторожить: удвой толщину до 1/4″ — и ты не удваиваешь силу. Ты возводишь её в квадрат.
0,25² = 0,0625. Это в четыре раза больше, чем 0,0156.
Та же пропорция V, та же ширина? Ты только что учетверил требуемую тонность.
Именно это соотношение “толщина в квадрате” является причиной, по которой самодельные гибочные станки внезапно выходят из строя. Создатель немного увеличивает материал. Нагрузка увеличивается сильно.
И никто не делает расчёты, пока что‑нибудь не ломается.
Проверка на идиота: если ты удвоил толщину того, что собираешься гнуть, умножил ли ты требуемую тонность на четыре — или просто предположил, что у твоего домкрата “ещё много запаса”?
Давай подчеркнём это сравнением, которое вводит людей в заблуждение.
Промышленные таблицы показывают, что для алюминия толщиной 1/8″ с небольшим V‑отверстием может потребоваться всего около 3 тонны на фут. Та же толщина у мягкой стали? 25–30 тонн на фут в определённых конфигурациях.
Та же толщина. Та же ширина. В десять раз больше силы.
Материал имеет значение, потому что предел текучести имеет значение. Мягкая сталь деформируется при около 36 000 psi. Распространённые алюминиевые сплавы значительно ниже. Постоянный коэффициент в формуле изменяется, потому что сопротивление металла постоянной деформации различается.
Так что когда кто‑то говорит: “Я согнул 1/8″ без проблем”, первый вопрос — не о толщине.
А о каком металле?
Вы видите, насколько опасно мышление, ориентированное только на толщину? Вы строите раму, которая выдерживает эксперименты с алюминием. Затем вставляете сталь.
Теперь ваша “злая пружина” накапливает в десять раз больше энергии.
Послушайте меня внимательно: гидравлическая сила не заботится о том, что вы собирались согнуть — она знает только давление, и будет нагружать раму до тех пор, пока либо сталь не начнёт течь, либо ваша конструкция не даст сбой.
Которое из них вы проектировали?
Я подмёл пресс-тормоз, который вышел из строя.
Но большинство из них не взрываются сразу. Они обманывают вас.
На крупных промышленных листогибах — монстрах на 150 тонн — производители не позволяют использовать полную мощность по всей длине стола. Они ограничивают её примерно до 25 тонн на фут, даже если гидравлика может выдать больше. Почему? Чтобы контролировать прогиб.
Прогиб — это упругое изгибание — временное. Рама прогибается на несколько тысячных дюйма. Угол изгиба меняется. Может быть ±1,5 градусов по всей длине.
Это звучит не драматично.
Но это портит детали задолго до того, как треснет сталь.
Вот механизм: когда верхняя балка прогибается, пуансон и матрица теряют параллельность. Нагрузка концентрируется в центре. Центр прогибается больше. Концы отстают. Вы перерабатываете давление, чтобы исправить концы. Теперь центр перегнут.
Вы компенсируете на глаз. Теперь каждая деталь немного отличается.
Это гибкость.
Разрушение — это когда напряжение превышает предел текучести в вашей раме — рвётся сварка, гнётся фланец, трескается плита. Это навсегда. Это осколки в гараже.
Гибкость — это предупреждение. Разрушение — это следствие игнорирования его.
И вот в чём подвох: самодельные рамы обычно имеют более короткое рабочее пространство, но пропорционально более тонкие балки, чем промышленные машины. Это значит, что допустимая нагрузка в тоннах на фут у них часто намного ниже, чем общая мощность домкрата.
Так что даже если ваш домкрат рассчитан на 20 тонн, ваша рама может выдерживать только 8 или 10 тонн на фут, прежде чем прогиб станет неприемлемым.
Вы не теряете машину сразу.
Сначала вы теряете точность.
Проверка на идиота: вы проектируете только для предотвращения катастрофического отказа, или рассчитали, сколько прогиба может выдержать ваша рама, прежде чем ваши изгибы пойдут криво?
| Раздел | Содержание |
|---|---|
| Заголовок | Гибкость рамы против разрушения рамы: почему это не одна и та же проблема |
| Вступительное заявление | Я подметал прессовый тормоз, который вышел из строя. Но большинство из них не взрываются сначала. Они обманывают вас. |
| Ограничения промышленного тормоза | На больших промышленных тормозах — машинах на 150 тонн — производители ограничивают полную нагрузку на всю рабочую поверхность, часто устанавливая предел около 25 тонн на фут, даже если гидравлика может давать больше. Это делается для контроля прогиба. |
| Что такое прогиб? | Прогиб — это упругое (временное) изгибание. Рама слегка выгибается, вызывая изменение угла — возможно ±1,5 градуса по длине. |
| Почему это важно | Это может не звучать драматично, но детали портятся задолго до того, как сталь начнет трескаться. |
| Механизм изгиба | Когда верхняя балка выгибается, пуансон и матрица теряют параллельность. Нагрузка концентрируется в центре. Центр гнется больше; концы отстают. Вы перекачиваете, чтобы исправить концы, и при этом перегибаете центр. |
| В результате возникает проблема | Вы компенсируете на глаз, и теперь каждая деталь немного отличается. Это и есть прогиб. |
| Что такое отказ? | Отказ происходит, когда напряжение превышает предел текучести — рвутся сварные швы, гнутся фланцы, трескаются пластины. Этот ущерб постоянен и опасен. |
| Прогиб против отказа | Гибкость — это предупреждение. Разрушение — это следствие игнорирования его. |
| Риск самодельной рамы | Самодельные рамы часто имеют более короткие рабочие поверхности, но пропорционально более тонкие балки, чем промышленные машины, что приводит к гораздо меньшему допустимому количеству тонн на фут, чем общая номинальная нагрузка домкрата. |
| Практическое значение | Даже если домкрат рассчитан на 20 тонн, рама может выдерживать только 8–10 тонн на фут, прежде чем прогиб станет неприемлемым. |
| Что вы теряете первым | Вы не теряете машину сразу — сначала вы теряете точность. |
| Проверка на идиота | Вы проектируете лишь так, чтобы избежать катастрофического отказа, или рассчитали, какое отклонение может выдержать ваша рама, прежде чем изгибы станут кривыми? |
Представьте два задания.
Первая работа: лист 1/4″, шириной 6 дюймов. Вторая работа: лист 1/8″, шириной 36 дюймов.
Большинство новичков боятся более толстого листа.
Просчитайте математику.
Мы уже видели, что 1/4″ примерно в четыре раза требует больше усилия, чем 1/8″, на фут.
Но работа с 1/4″ — это всего полфута в ширину. А с 1/8″ — три фута.
Так что общая тоннажность может оказаться схожей — или даже выше — для более тонкого, но более широкого листа.
Сила растёт линейно с шириной. Удвоите длину гиба — удвоите усилие. А вот толщина? Она в квадрате.
Вот тот самый компромисс, который на самом деле определяет возможности вашей машины: максимальная толщина при максимальной ширине, а не какая-то одна «хвастливая» цифра.
Вот почему промышленные машины оцениваются в тоннах на фут. Тормоз на 150 тонн длиной 10 футов — это не “150 тонн в любой точке”. Это около 15 тонн на фут — и даже это часто занижается ради безопасности и контроля прогиба.
Если у вашего гаражного пресса стол 24 дюйма, и вы хотите гнуть по всей ширине лист 1/8″ стали, вам потребуется примерно 18 тонн усилия. Это отправная точка.
Не домкрат.
Физика.
Так что следующий вопрос, который стоит задать: если для работы нужно 18 тонн на два фута, насколько жёсткой должна быть рама, чтобы сдержать эту энергию, не прогибаясь, не скручиваясь и не накапливая столько упругого бешенства, чтобы разлететься на осколки, когда что-то соскользнёт?
Вы спросили, насколько жесткой должна быть рама, чтобы выдержать 18 тонн на двух футах.
Давайте вместо догадок положим на стол цифры.
Восемнадцать тонн — это 36,000 фунтов силы. Распределённые на 24 дюйма, это 1,500 фунтов на дюйм, давящих вверх на вашу матрицу и вниз на ваш пуансон. Шток не “плавно прижимает”. Он сжимает вашу конструкцию как нагруженную пружину. Если ваша верхняя балка пролёт 24 дюйма между стойками, можно смоделировать её как балку на двух опорах с нагрузкой в центре. Базовая математика прогиба балки говорит, что прогиб масштабируется как сила × пролёт³ / (E × I). E — это модуль упругости стали (около 29 миллионов psi). I — момент инерции сечения — параметр, который вы контролируете размером сечения.
А теперь представьте, что вы сделали верхнюю балку из единственной квадратной трубы 4x4x1/4 дюйма. Её I — скромное. Посчитайте, и вы увидите прогиб в центре, измеряемый сотыми долями дюйма при нагрузке 36,000 фунтов. Это звучит крошечно, пока вы не осознаете, что ваша допустимая погрешность изгиба может быть ±1 градус. Несколько сотых на пуансоне превращаются в заметную ошибку угла — а хуже того, нагрузка концентрируется в центре, что увеличивает локальное напряжение и усиливает прогиб.
Но вот что упускают новички: прогиб — это не только кривые детали. Это накопленная энергия. Если балка прогнётся на 0,030 дюйма под нагрузкой, она хранит упругую энергию деформации. Если сварка порвётся или матрица соскользнёт, эта энергия высвободится мгновенно.
Вот так получается гаражный шрапнель.
Но если рама гнётся, эта энергия сначала идёт в другое место — в изгиб конструкции, как лука.
Поэтому мы проектируем наоборот. Начинаем с 18 тонн. Определяем, какой прогиб вы готовы допустить — скажем, 0,005–0,010 дюйма в центре при пролёте 24 дюйма, если хотите стабильные изгибы. Решаем уравнение балки и получаем требуемый I. Это подскажет, нужен ли вам 6-дюймовый швеллер, усиленный до трубы, ламинированная пластинчатая балка или две трубы, расположенные вертикально для увеличения высоты сечения. Высота — король, потому что I растёт с кубом глубины сечения. Увеличьте высоту вдвое — и жёсткость резко возрастёт.
Жёсткость не угадывают. Её считают, а потом строят под это.
Контроль на дурака: вы рассчитали верхнюю балку исходя из ограничения прогиба при полной нагрузке — или выбрали сталь, которая “казалась достаточно толстой”?
Ко мне приходили клиенты с 20-тонным магазинным прессом, в который самодельная матрица была приварена между стойками, и говорили: “На нём уже написано 20 тонн”.”
Эти прессы рассчитаны на вертикальное сжатие между двумя плитами, а не на сопротивление горизонтальным распирающим нагрузкам от широкой матрицы. Стойки часто сделаны из тонких швеллеров C-образного профиля. При работе с центральной нагрузкой — нормально. При нагрузке на гиб длиной 24 дюйма стойки пытаются разойтись в стороны, потому что реакционные силы матрицы снизу толкают вбок, пока сверху шток давит вниз.
Другой путь нагрузки.
В гибочном прессе нагрузка идёт так: шток → верхняя балка → стойки в сжатии → нижняя балка в изгибе → обратно в стойки. Тем временем матрица создаёт горизонтальные компоненты, которые пытаются перекосить раму. Рама магазинного пресса часто имеет соединительные балки на штифтах или с лёгкой сваркой. Она никогда не была рассчитана как жёсткая рамная конструкция.
И вот здесь стандарты дают о себе знать, нравится вам это или нет. В тот момент, когда вы используете этот пресс как гибочный, он фактически становится листогибочным прессом. Это значит, что требования к остановке, управлению одиночным ходом и защитным ограждениям меняются. Гидравлические системы не останавливаются мгновенно. Есть задержка — как минимум десятки миллисекунд. При типичных скоростях штока выше 10 мм/с дистанция остановки становится существенной. Если ваша конструкция рамы предполагает “Я просто отпущу рычаг”, вы фактически игнорируете кинетическую энергию, которую всё равно нужно погасить.
Слушайте меня внимательно: если ваша адаптированная рама пресса достаточно жёсткая лишь для статической нагрузки, но не для дополнительного динамического перерасхода, вы построили пружинную клетку с незапертыми дверями.
Специальная рама типа H позволяет контролировать размер сечения, длину сварки и геометрию узлов так, чтобы путь нагрузки был непрерывным и замкнутым. Вы можете спроектировать стойки как настоящие колонны с достаточным сечением, чтобы предотвратить их потерю устойчивости, связать их нижней балкой, рассчитанной на изгибную жёсткость, и полностью проварить углы, чтобы создать жёсткие моментные соединения вместо свободных шарниров.
Адаптация — это удобство. Проектирование — это контроль.
Какой вариант соответствует полной реальности в 36 000 фунтов?
Я подметал пресс-станок, который сломался, потому что строитель поверил в угловые сварные швы, как будто это магический клей.
Они — нет.
В вашей Н-образной раме только несколько элементов несут реальную вертикальную нагрузку:
Все остальное — косынки, боковые панели, кронштейны — в основном сохраняют правильную геометрию.
Давайте поговорим о соединениях. Если ваша верхняя балка соединяется со стойкой коротким угловым сварным швом по внешнему углу, этот шов теперь отвечает за передачу изгибающего момента от балки в колонну. При 36 000 фунтах на середине пролета, конечный момент может составлять десятки тысяч дюйм-фунтов. Маленький угловой сварной шов, нагруженный на изгиб и сдвиг, может быстро превысить допустимое напряжение.
Сварка с полным проплавом или коробчатое соединение с внутренними втулками распределяет напряжение через толщину, а не только вдоль горла шва. Болты? Отлично — если они рассчитаны на срез и усилие зажима, и вы понимаете узлы с контролируемым скольжением. Но пара болтов класса прочности Grade 5 из хозяйственного магазина в отверстиях с зазором — это не структурная стратегия. В лучшем случае они служат для выравнивания.
И не забывайте про потерю устойчивости колонны. Стойка шириной 3 дюйма, сделанная из трубы с толщиной стенки 1/4 дюйма, может на бумаге выдерживать 36 000 фунтов чистого сжатия. Но добавьте немного эксцентриситета из-за неправильной установки, и коэффициент эффективной длины подскочит. Тонкие колонны изгибаются. Как только они изгибаются, напряжение резко возрастает.
Каждое соединение должно отвечать на один вопрос: если пресс подаст полную номинальную нагрузку плюс немного гидравлического выбега, останется ли это соединение в упругом диапазоне?
Если вы не знаете, вы просто угадываете.
Проверка на дурака: можете ли вы указать на каждый шов в вашей цепи нагрузки и сказать, несёт ли он изгибающий момент, срез или просто держит выравнивание — или они все просто “сварены наглухо”?
Вы и я оба знаем, что ваши сварные швы не будут идеально симметричны. Мои тоже нет, и я потерял кончик пальца, чтобы доказать, что занимаюсь этим давно.
Так что примите несовершенство.
Если пресс смещён хотя бы на 1/16 дюйма от центра на пролете в 24 дюйма, нагрузка становится эксцентричной. Это создаёт крутящий момент в верхней балке. Теперь вы гнётесь не только вертикально; вы вводите кручение. Большинство открытых профилей — швеллеры, одиночные трубы — слабы на кручение. Они скручиваются, что переносит нагрузку дальше на одну сторону и увеличивает изгиб колонны на одной стойке.
Каскадный отказ не предупреждает о себе.
Лекарство — это геометрия.
И управление имеет значение. Настройка на недоповтор или одинарный ход обеспечивает один сознательный цикл на каждую активацию. Если управление заедает и поршень продолжает работать, ваша рама испытывает повторяющиеся пиковые нагрузки — зона усталости. Так начинаются трещины в местах сварки, которые растут незаметно.
Профессиональные производители рассматривают безопасность прессов как итеративный процесс, потому что настоящие машины со временем раскрывают реальные слабые места. В гараже вы не получаете такую обратную связь. Поэтому увеличивайте жесткость, контролируйте выравнивание и считайте, что ваш первый сварной шов совершенен далеко не всегда.
Потому что эта машина — клетка, удерживающая сжатую, злую пружину.
Ваша задача — сделать её прочной не один раз. Ваша задача — убедиться, что каждый путь нагрузки, каждый стык, каждое решение управления сдерживает эту пружину каждый раз, когда вы нажимаете на рычаг.
Проверка на идиота: если ваш поршень смещён на 1/16 дюйма от центра, и гидравлическая система превышает давление на 50 миллисекунд, останется ли ваша рама упруго деформированной — или вы в одном плохом шве от того, чтобы подметать пол?
Вы хотите размеры балки и спецификации сварки для 18 тонн. Отлично. Но вот что никто не скажет вам на эскизе на салфетке: можно построить раму достаточно прочную, чтобы выдержать 36 000 фунтов, и при этом изготавливать кривые детали весь день.
Я видел, как парень работал на 20-тонном пресс-брейке с матрицей, отверстие которой было слишком узким для материала. Рама не сломалась. Сварка держалась. Деталь вышла с волнистым внутренним радиусом и 94 градусами вместо 90. Он давил сильнее. Всё, что он сделал — приблизил нагрузку к пределу текучести, пока геометрия сопротивлялась ему. Так можно превратить конструкцию в гаражный осколочный снаряд, ни разу не сломав сталь.
Рама содержит энергию. Оснастка решает, что эта энергия сделает.
Если радиус носа пуансона, отверстие матрицы и толщина материала не согласованы, вы не гнёте — вы спорите с физикой. А физика не ведёт переговоров.
Так что прежде чем зацикливаться на ещё четверти дюйма толщины стенки, мы поговорим о том, где на самом деле живёт точность.
Начнём с чего‑то конкретного.
Возьмём 1/8 дюйма мягкой стали. При воздушном гибе — когда пуансон вдавливает лист в V-образную матрицу, но не опускает до конца — общим правилом является отверстие матрицы примерно в 8 раз больше толщины материала. Так 1/8 дюйма × 8 даёт 1-дюймовое отверстие V-матрицы. Такая геометрия создаёт предсказуемый внутренний радиус около 0,16 дюйма и снижает требуемое усилие.
А теперь сузьте отверстие матрицы до 1/2 дюйма, потому что “хотите более острый угол”.”
Что происходит?
Потребность в тоннаже примерно удваивается. Иногда больше. Материал вынуждают проникать глубже, прежде чем он сможет сформироваться естественным образом, и вы начинаете приближаться к опиранию — когда лист контактирует со стенками матрицы. Опирание может уменьшить возврат упругости, конечно. Но для этого может потребоваться в три-пять раз больше усилия, чем при гибке на воздухе. В самодельной раме, рассчитанной на упругость при 18 тоннах, эта дополнительная нагрузка не исчезает магическим образом. Она превращается в прогиб.
Но если рама гнётся, эта энергия сначала идёт в другое место — в изгиб конструкции, как лука.
И когда рама прогибается, соотношение пуансон-матрица меняется в середине хода. Под нагрузкой отверстие матрицы фактически расширяется. Угол, который вы думали, что контролируете, меняется динамически. Вы не получаете четкий 90°. Вы получаете примерно 90°, который изменяется в зависимости от давления в ходе.
Вот почему соотношение пуансон-матрица — это точность. А не рейтинг домкрата.
Гибка на воздухе с правильной шириной V дает меньшую силу, предсказуемый внутренний радиус и повторяемые изменения угла на тысячную дюйма хода. Осадка — вдавливание материала в матрицу — почти полностью устраняет возврат упругости, но скачок тоннажа жестокий. В самодельном гибочном станке попытка устранить возврат упругости силой — это способ протестировать на прочность каждый сварной шов, который вы только что рассчитали.
Точность нельзя купить давлением. Её проектируют с помощью геометрии.
Проверка на идиота: отверстие вашей матрицы выбрано исходя из толщины материала и метода — или вы выбрали его потому, что оно “выглядит примерно правильно” на верстаке?
Однажды я согнул четыре борта у простой лотка. Каждый изгиб был ошибочен всего на 2 градуса. Кажется, немного. Но к тому времени, как четвертая сторона поднялась, углы не сошлись почти на четверть дюйма. Ошибка накопилась, потому что каждый изгиб изменял базу для следующего.
Это накопление.
В ручном гибочном станке ваш упор на 90 градусов обычно является физическим ограничителем хода — кольцом на домкрате, приваренной пластиной, болтом, ограничивающим движение. Ошибка новичка — установка этого упора, исходя из того, где находится ползун, когда угол “выглядит правильно” один раз.
Но при гибке на воздухе угол контролируется глубиной проникновения пуансона в матрицу. Несколько тысячных дюйма изменения глубины могут изменить угол на градус или больше, в зависимости от ширины матрицы. Если ваша рама прогибается на 0,010 дюйма под нагрузкой — это не косметика. Это ошибка угла.
Вот как сделать это без цифровых индикаторов:
Затем повторите изгиб три раза.
Если ваши углы отличаются более чем на полградуса между циклами, проблема не в упоре. Это упругость рамы, центрирование ползуна или непостоянный материал.
Слушайте меня внимательно: никогда не устанавливайте упор, “качая, пока выглядит правильно”, когда ваше лицо находится над деталью. Если что-то соскользнет при полной нагрузке, этот пуансон станет снарядом быстрее, чем вы успеете моргнуть.
Надёжный угол 90° при ручной настройке — это вопрос контроля глубины под постоянной нагрузкой, что работает только если твоя рама остаётся в пределах упругого диапазона, для которого она рассчитана. Геометрия и жёсткость работают совместно. Не догадки и не сила рук.
Проверка на идиота: можешь ли ты точно описать, какая физическая деталь ограничивает ход твоего штока — и опирается ли она на массивную сталь, или это просто резьба, работающая на растяжение?
Ты гнёшь мягкую сталь толщиной 1/8 дюйма до показания 88 градусов под нагрузкой. Отпускаешь. Она раскрывается до 92.
Это изменение на 4 градуса — упругое восстановление, перераспределение внутренних напряжений после снятия нагрузки.
Почему это происходит?
Потому что при гибке внешние волокна листа растягиваются, а внутренние сжимаются. Когда ты убираешь пуансон, упругая часть деформации восстанавливается. Чем меньше внутренний радиус изгиба относительно толщины, тем выше пластическая деформация и меньше упругое восстановление. Поэтому штамповка почти полностью его устраняет: упругость подавляется пластической деформацией.
Но мы не штампуем. Мы аккумулируем энергию, а не выбрасываем её всплеском.
И тогда вы компенсируете.
Гни немного дальше 90°, скажем до 86° под нагрузкой, отпусти, измерь. Если получилось 90,5°, подкорректируй. Подбирай постепенно. Делай заметки: марка материала, толщина, ширина матрицы, достигнутая глубина проникновения.
После нескольких проходов ты узнаешь, что для твоей V-образной матрицы шириной 1 дюйм и стали A36 толщиной 1/8 дюйма нужно примерно 2–3 градуса перегиба. Перейдёшь на нержавейку? Это значение вырастет. Другая партия стали? Оно изменится снова.
Ты создаёшь собственную таблицу через контролируемое повторение.
Теперь о “хаке нулевого упругого восстановления”, который я видел — надрезание неглубокой канавки вдоль линии сгиба перед формовкой. Да, удаление материала снижает сопротивление и может почти устранить упругое восстановление. Но оно же истончает участок именно там, где нужна прочность. Для кронштейнов, несущих нагрузку, эта канавка становится источником трещины.
Точность, ослабляющая деталь, — это не точность. Это саботаж, замаскированный под изобретательность.
Надёжный самодельный пресс-гиб принимает существование упругого восстановления и управляет им с помощью геометрии и контролируемого перегиба — при этом сохраняя усилие в пределах упругих возможностей рамы, которую ты спроектировал.
Потому что каждый градус перегиба — это накопленная энергия в разгневанной пружине машины.
И если однажды что-то в цепи нагрузки сорвётся, эта накопленная энергия не исчезнет вежливо.
Она пойдёт куда-то.
Проверка на идиота: когда ты перегибаешь, чтобы компенсировать упругое восстановление, знаешь ли ты, какую дополнительную нагрузку это добавляет на твою раму — или просто сильнее наваливаешься на рычаг, надеясь на лучшее?
Ты спросил, как спроектировать раму, чтобы прогиб оставался достаточно малым для повторяемой точности.
Хорошо. Теперь мы поговорим о том, что происходит, когда всё идёт не так.
То, что вы на самом деле строите — это не инструмент для сгибания. Это клетка для накопленной энергии, которая пытается вырваться.
Когда вы качаете бутылочный домкрат, вы сжимаете гидравлическую жидкость, растягиваете стальные элементы, нагружаете сварные швы на растяжение и заставляете лист металла войти в пластическую деформацию. Всё это — энергия, сидящая тихо, ожидая равновесия. Если путь нагрузки чистый и рама остаётся упругой, эта энергия высвобождается контролируемо, когда вы открываете клапан. Если что-то ломается, смещается или проскальзывает, энергия сбрасывается туда, где сопротивление падает первым.
Это зона осколков.
Я подметал после поломки листогибочного пресса. Не самоделка — заводской станок. Оснастка откололась, заготовка выстрелила вверх, и мы нашли осколки, вбитые в гипсокартон на расстоянии десяти футов. Никто не погиб. Это была удача, а не расчёт.
Так что, когда я говорю “проектируй от обратного — от силы”, я имею в виду: вы рассчитываете не только, какую нагрузку нужно, чтобы согнуть сталь, но и сколько накопленной энергии ваша конструкция должна удержать, если что-то в сборке выйдет из строя.
Потому что однажды это случится.
Вы думаете, что закалённая сталь значит неразрушимая.
Это значит хрупкая.
Оснастку закаливают, чтобы она сопротивлялась износу и сохраняла форму под нагрузкой. Но твёрдость идёт в обмен на пластичность — способность растянуться перед разрушением. Когда вы превышаете предел матрицы, особенно с слишком узким V-отверстием или неправильно выровненным пуансоном, напряжение концентрируется на плечах этого V. Неравномерно. Локально.
А хрупкие материалы не деформируются плавно. Они ломаются.
Нет медленного изгиба. Нет предупреждающего прогиба. Один микротрещина превращается в растущую трещину, и матрица раскалывается, пока в системе всё ещё находится накопленная упругая энергия. Эта энергия была в раме, в домкрате, в сжатом пакете оснастки. Когда матрица ломается, ограничение исчезает за несколько миллисекунд.
Система разгружается бурно.
Осколки следуют по направлению наименьшего сопротивления — часто вбок вдоль линии матрицы, иногда вверх вдоль пуансона. Если заготовка всё ещё частично задействована, она может стать рычагом, который перенаправит этот выброс.
Теперь вот то, что новички упускают: разрушение матрицы — это не только про общий тоннаж. Превысите правильную ширину V-матрицы — тот “восемь раз толщина материала” принцип, который вы постоянно слышите — и вы создаёте локальный всплеск напряжения, даже если ваша рама теоретически могла бы выдержать большую нагрузку. Вы не перегрузили станок. Вы перегрузили геометрию контакта.
Геометрия оснастки может выйти из строя ещё до того, как ваша рама подаст жалобу.
Слушайте меня внимательно: перед каждой сессией проверяйте ваши матрицы на сколы, микротрещины или обмятые края. Скомпрометированная матрица под нагрузкой — это не “может быть нормально”. Это предзаряженные осколки.
Проверка на глупость: вы выбираете ширину матрицы исходя из толщины материала и метода — или вы крутите давление, пока изгиб “выглядит правильно”, и вините сталь?
А теперь давайте поговорим о самом листе.
При воздушном гибе мягкой стали внешние волокна растягиваются, внутренние сжимаются, и на линии сгиба образуется пластический шарнир. Когда вы снимаете давление, упругая деформация восстанавливается, и деталь слегка раскрывается на несколько градусов. Предсказуемо. Управляемо.
Пока это перестаёт быть так.
Если вы гнёте высокопрочный или хрупкий материал с малым внутренним радиусом, вы уменьшаете количество пластической деформации и увеличиваете долю упругой энергии деформации. Это означает, что больше энергии хранится в самом листе. Если во время гибки на внешней растянутой поверхности возникает трещина, она может «разойтись» поперёк всей ширины.
Лист перестаёт вести себя как шарнир.
Он ведёт себя как лопнувшая пружина.
Представьте длинную полоску, перекинутую через V-матрицу. Пуансон ведёт её вниз. Концы не поддерживаются за пределами плеч матрицы. Если разрушение происходит при пиковом нагрузке, лист может повернуться вокруг кромок матрицы и взмахнуть вверх. Направление не случайно — оно следует за накопленной кривизной и геометрией опоры. В сторону оператора — распространённый вариант, потому что это открытая сторона станка.
Но ваша рама обычно имеет больший пролёт без опоры, чем заготовка, и худшее сечение для сопротивления изгибу.
Поэтому, если рама значительно прогибается, она добавляет энергии в систему. Когда лист высвобождается, рама тоже отскакивает. Две пружины разгружаются одновременно.
Так усиливается отдача.
Вот почему гидравлика не значит безопасно. Механические прессы накапливают энергию в маховиках; гидравлические — в сжатой жидкости и растянутой стали. Разная среда. Та же физика.
Если вы наклоняетесь над линией матрицы, когда что-то ломается, значит, вы стоите прямо у «выходной двери».
Проверка на идиота: когда вы позиционируете длинную заготовку, вы стоите сбоку от линии матрицы — или по центру, как будто целитесь из винтовки?
Давайте сделаем это практичным.
Нарисуйте полукруг с центром на линии матрицы и радиусом, равным самой длинной не поддерживаемой длине вашей заготовки. Эта дуга — ваша зона безопасного стояния. Если 30-дюймовая полоска перекинута через матрицу, предполагаем, что она может описать дугу в 30 дюймов в худшем случае. Добавьте запас на собственную глупость.
Стойте за пределами этой дуги.
Теперь три проверки перед тем, как качать домкрат.
Первое: непрерывность пути нагрузки. Домкрат должен упираться строго в массивную сталь, которая передаёт нагрузку напрямую в вертикальные элементы, а не через резьбу на изгиб или ушки на срез. Если башмак штока может наклоняться, вы вводите эксцентрическую нагрузку — смещённую силу — которая увеличивает напряжение в одной колонне и уменьшает в другой. Неравномерное напряжение — вот как скалываются матрицы и перекручиваются рамы.
Второе: аудит упругости рамы. Посмотрите на самый длинный горизонтальный элемент. Это ваша верхняя балка или поперечина. Если вы видите просвет под линейкой в ненагруженном состоянии, значит, вы уже построили прогиб. Под нагрузкой этот прогиб накапливает дополнительную энергию. Добавьте косынки в узлах колонн. При возможности увеличивайте высоту сечения, а не толщину; жёсткость на изгиб сильно растёт с высотой сечения. Вы боретесь с прогибом, а не только с пределом текучести.
Третье: состояние и выравнивание инструмента. Пуансон расположен по центру матрицы. Нет мусора в V-образном пазу. Нет видимых повреждений края. Соблюдайте правило 8, если только вы не просчитали всё и знаете, почему его нарушаете.
Слушайте меня внимательно: никогда не предполагаете, что “вчера справился” означает, что сегодня безопасно. Сталь устает. Сварные швы трескаются. Болты ослабевают. Запасённая энергия не заботится о вашем оптимизме.
Надёжный самодельный гибочный пресс — это не погоня за максимальной способностью к изгибу. Это определение потолка, который вы категорически отказываетесь превышать — исходя из геометрии инструмента, жёсткости рамы и вашей готовности стоять за пределами того полукруга.
Потому что как только вы понимаете зону поражения осколками, следующий вопрос — не “Сколько он может согнуть?”
А “Где я проведу черту, прежде чем эта штука пустит кровь?”
Вам нужен конкретный численный предел. Не ощущение. Не “в прошлый раз справился”. Потолок.
Вот правило, которое я использую в своей мастерской, когда мы адаптируем раму пресса под гибочный инструмент: если ваш расчёт изгиба говорит, что нужно 10 тонн на фут, вы проектируете раму так, чтобы она выдержала 13, а эксплуатируете на 9. Это правило 90% в простых терминах — никогда не планируйте использовать больше 90% от вашей рассчитанной безопасной структурной прочности, и никогда не проектируйте конструкцию менее чем на 120–130% от вашего прогнозируемого изгибного усилия.
Почему этот зазор?
Потому что ваши расчёты изгиба предполагают идеальную толщину материала, идеальную геометрию матрицы, идеальное выравнивание. Реальная сталь “гуляет”. Толщина может измениться на одну десятую миллиметра и изменить упругий возврат настолько, что вы инстинктивно «даёте чуть больше давления». Это «чуть больше» — путь, по которому рама переходит от упругого прогиба к запасённой энергии, которую вы не учли.
Профессионалы увеличивают мощность своих машин на 20–30% именно по этой причине. И это при том, что их оборудование — сварные, снимающие напряжения, ЧПУ-центрированные монстры с защитными прессовыми узлами и откалиброванными диаграммами тоннажа. Ваша гаражная рама, построенная из горячекатаного металлопроката и надежды, не имеет права работать на пределе.
Если вам когда-либо действительно потребуется 100% от номинала домкрата для выполнения изгиба, ваша рама уже в одном шаге от превращения в осколки гаража.
Так как же установить жёсткий максимум?
Твой домкрат — это насос. Твоя рама — это клетка, удерживающая сжатую пружину. Клетка задаёт предел.
Теперь давай поговорим о том, что это на самом деле означает относительно листа, к которому ты никогда не должен прикасаться.
Толщина — это скрытый множитель. Усилие при гибке растёт примерно пропорционально квадрату толщины. Удвоишь толщину — рискуешь получить четыре раза большее усилие.
Вот почему люди переходят от беззаботной гибки мягкой стали толщиной 1/8 дюйма к треснувшим сварным швам на 1/4 дюйма и при этом утверждают, что “домкрат работал нормально”.”
Домкрат всегда «работает нормально». Он гидравлический. Он не жалуется, когда твоя рама чуть-чуть прогибается.
Вот практический подход.
Возьми самый толстый материал, который ты успешно гнул без видимого прогиба рамы — и я имею в виду замеры индикатором или хотя бы щупом на середине пролёта, а не на глаз. Назови это своей проверенной базой. Теперь на бумаге увеличь толщину на один шаг (на один номер калибра) и вычисли новую требуемую нагрузку. Если это новое значение превышает 90% несущей способности твоей рамы, эта толщина становится твоим жёстким пределом.
Не “попробуй один раз”. Не “только короткий изгиб”. Предел.
Короткие изгибы особенно коварны. Перегрузка участка длиной 4 дюйма концентрирует нагрузку под штоком и может навсегда «просадить» поверхность штока или локально выгнуть перекладину. Постепенное повреждение. Сегодня — тысячная доля, в следующем месяце — перекос. Мне приходилось убирать обломки листогиба, который вышел из строя — он не взорвался внезапно, он деградировал, пока один плохой день не закончил всё.
Слушай внимательно: никогда не проверяй новую максимальную толщину, наклонив лицо над линией пуансона и стоя прямо перед заготовкой. Первые нагрузки — это момент, когда ошибочные допущения исправляются с силой.
Проверка на идиота: ты определяешь свою максимальную толщину по измеренному поведению рамы — или по тому, насколько ещё двигается рычаг домкрата?
А что если деталь, которую тебе нужно сделать, чуть-чуть превышает этот предел?
Вот где взрослые мастера различаются с теми, кто просто собирает обломки в гараже.
Если требуемый изгиб заставляет тебя превысить 90%, ты не “идёшь напролом”. Ты меняешь деталь.
Можно ли увеличить внутренний радиус? Большая V-образная матрица значительно снижает требуемое усилие. Можно ли разбить конструкцию на две более тонкие детали и сварить? Добавить отбортовку вместо гибки глубокого канала из толстого листа? Изменить марку материала на более пластичную?
Каждый из этих вариантов уменьшает запасённую энергию в системе. Вот настоящий показатель. Не гордость.
Помни, что мы говорили ранее: если рама прогибается, эта энергия сначала уходит куда-то ещё — в изгиб твоей конструкции, как лука. А когда ты снимаешь давление, этот лук хочет выпрямиться. Но у твоей рамы, как правило, более длинный незащищённый пролёт, чем у заготовки, и худшее сечение для сопротивления изгибу. Так что она накапливает больше энергии, чем ты думаешь.
Перепроектирование детали — не слабость. Это выбор места, где будет жить напряжение.
Если единственный способ сделать изгиб — дожать домкрат до упора и выжать последние полградуса с усилием, ты уже не формируешь металл. Ты заключаешь пари своих сварных швов против законов физики.
Проверка на дурака: ты пытаешься доказать, что твоя машина способна это сделать — или что твой проект имеет смысл?
А иногда честный ответ — ни то, ни другое. Иногда умнее всего — вообще не запускать процесс.
Отложим эго на скамейку на минуту.
Если работа требует точного угла с допуском менее одного градуса на нескольких деталях, твой ручной гибочный станок уже выходит за пределы своей комфортной зоны. Промышленные машины достигают среднего отклонения в полградуса, потому что точно контролируют глубину проникновения и компенсируют различия в материале. А ты качаешь домкрат и оцениваешь обратный пружинный эффект на глаз.
Теперь добавь к этому риск сверху.
Если твоя расчётная нагрузка при изгибе — с запасом на вариации — превышает то, что твоя рама может выдержать при 90 % от T P 3 T, и переработка ухудшает функциональность детали, баланс меняется. Стоимость одной разрушенной рамы, одного сколотого штампа или одной поездки в травмпункт многократно превышает стоимость пары гибов в цеху.
Речь не о возможностях. Речь об ограничении.
Гибочный пресс — это клетка, удерживающая сжатую, злую пружину. Твоя задача как конструктора — не сделать её максимально злой, а решить, сколько злости эта клетка может безопасно удержать — и остановиться на этом.
Послушай внимательно: ни один самодельный гибочный пресс не соответствует промышленным стандартам защиты. У тебя нет световых завес. У тебя нет двухручных систем с защитой от блокировки. Это значит, что твой запас безопасности должен быть структурным и поведенческим, а не электронным.
Так вот взгляд, который я хочу, чтобы вы сохранили.
Вместимость — это не номинал домкрата. Вместимость — это наибольшая нагрузка, при которой твоя рама остаётся скучной.
Без новых звуков. Без заметного увеличения прогиба. Без “да, наверно, нормально”.”
Когда твоя машина ведёт себя скучно при 90 % от T P 3 T, ты находишься внутри клетки. Когда ты гонишься за 100 % от T P 3 T, ты кормишь пружину и надеешься, что решётка выдержит.
Проверка на дурака: ты строишь машину, которая переживёт твои амбиции — или такую, что зависит от твоего самообладания при каждом нажатии?


















