

I’ve swept up a press brake that failed.
Not the sheet metal. The brake.
Twenty-ton bottle jack still pumped solid, handle proud in the air, while the top beam peeled upward like a sardine can and the side plates split at the welds. Nobody hurt. Pure luck. The builder kept saying, “But it’s a 20-ton jack,” like that number was a force field.
That’s the illusion you walked in here with, isn’t it?
A bottle jack doesn’t care what it’s mounted in. It’s a hydraulic cylinder with an attitude problem. You pump it, pressure rises, and it will keep pushing until something gives. If that “something” isn’t your sheet metal, it’ll happily turn your frame into garage shrapnel.
Think of a press brake like a cage holding a compressed, angry spring. The jack stores energy in hydraulic pressure. When you bend steel, that energy flows into plastic deformation — permanent bend. But if the frame flexes, that energy goes somewhere else first: into bending your structure like a bow.
You’re not buying force when you buy a 20-ton jack. You’re buying stored energy that demands containment. So what makes you think the number stamped on the jack tells you what the whole machine can survive?
I watched a kid try to bend 1/4-inch plate over a 36-inch span with a “20-ton” setup. The math he skipped matters: bending force increases with thickness squared and with width. Double the thickness, roughly quadruple the required force. Stretch the bend across three feet, and the load climbs fast.

Now here’s the part nobody tells you: that 20-ton rating is at the ram, straight up, in perfect alignment. It says nothing about what happens after the force hits your top beam, travels through your side plates, and resolves at the bottom die. Every inch of flex in that path steals effective bending force and stores elastic energy in the frame.
So you crank harder.
Listen to me closely: when you keep pumping because “it hasn’t bent yet,” you’re not testing the steel — you’re loading a spring you built out of scrap and hope.
If the sheet hasn’t yielded but your frame already has, what do you think will fail first?
Set a straightedge across a flimsy top beam before you press. Pump the jack to half load. You’ll see daylight in the middle long before the plate shows a crease. That’s deflection — elastic bending of the frame.
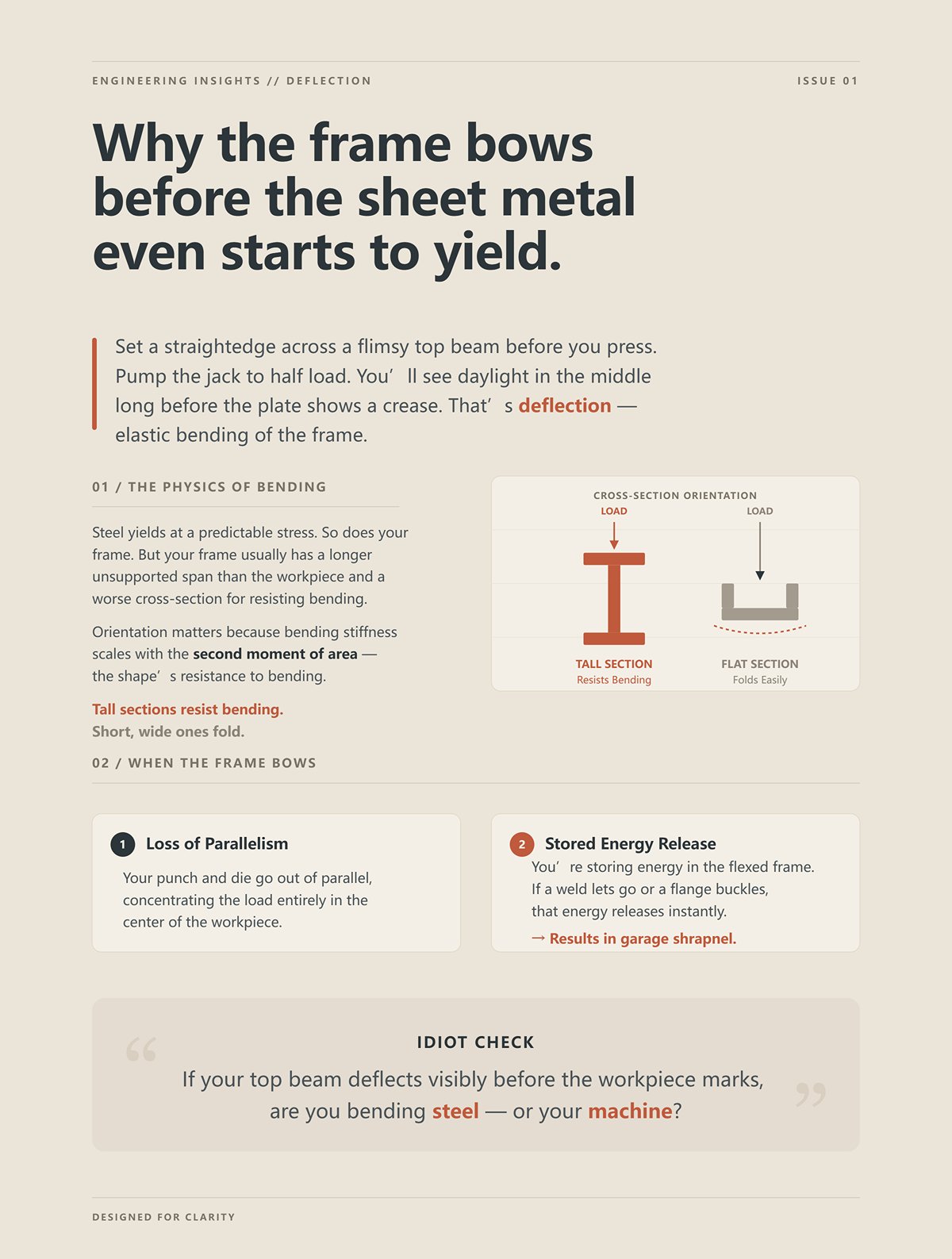
Steel yields at a predictable stress. So does your frame. But your frame usually has a longer unsupported span than the workpiece and a worse cross-section for resisting bending. A piece of 4-inch channel laid flat is terrible in vertical bending compared to a properly oriented I-beam. Orientation matters because bending stiffness scales with the second moment of area — the shape’s resistance to bending. Tall sections resist bending. Short, wide ones fold.
When the frame bows, two things happen. First, your punch and die go out of parallel, concentrating load in the center. Second, you’re storing energy in the flexed frame. If a weld lets go or a flange buckles, that stored energy releases instantly.
That’s how you get garage shrapnel instead of a clean 90-degree bend.
Idiot Check: if your top beam deflects visibly before the workpiece marks, are you bending steel — or your machine?
I love scrap steel. I’ve built half this shop from it. But I know what it is.
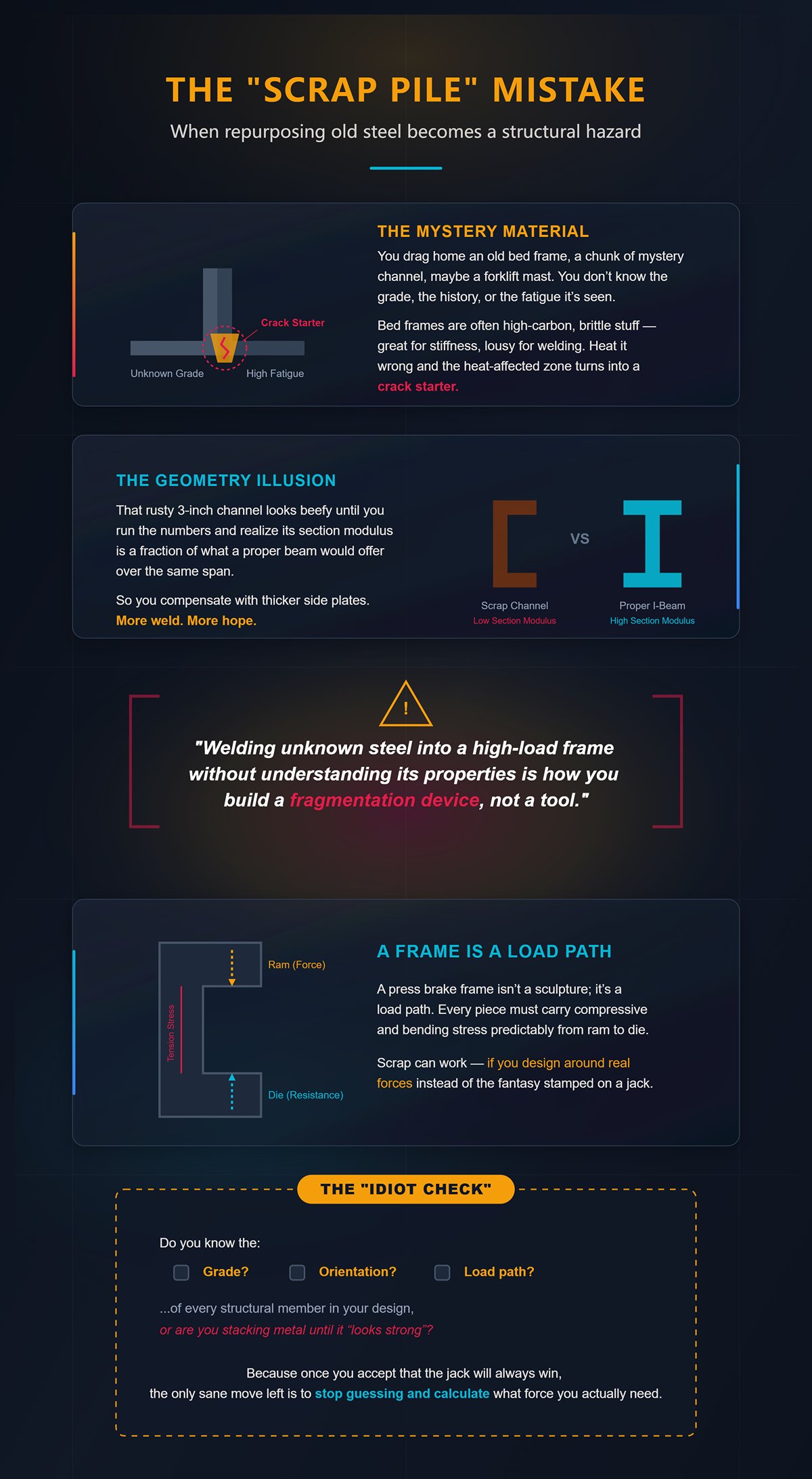
You drag home an old bed frame, a chunk of mystery channel, maybe a forklift mast. You don’t know the grade, the history, or the fatigue it’s seen. Bed frames are often high-carbon, brittle stuff — great for stiffness, lousy for welding. Heat it wrong and the heat-affected zone turns into a crack starter.
Then there’s geometry. That rusty 3-inch channel looks beefy until you run the numbers and realize its section modulus is a fraction of what a proper beam would offer over the same span. So you compensate with thicker side plates. More weld. More hope.
Listen to me closely: welding unknown steel into a high-load frame without understanding its properties is how you build a fragmentation device, not a tool.
A press brake frame isn’t a sculpture; it’s a load path. Every piece must carry compressive and bending stress predictably from ram to die. Scrap can work — if you design around real forces instead of the fantasy stamped on a jack.
Idiot Check: do you know the grade, orientation, and load path of every structural member in your design, or are you stacking metal until it “looks strong”?
Because once you accept that the jack will always win, the only sane move left is to stop guessing and calculate what force you actually need to bend your material in the first place.
I watched a guy with a fresh 20‑ton jack try to put a clean 90 in 1/8″ mild steel, 12 inches wide. He figured, “It’s thin. A quarter inch is the hard stuff.” He pumped until the frame started singing. The sheet barely kissed the die.
He didn’t know the number he was actually fighting.
There’s a standard shop formula for air bending mild steel:
Tonnage per foot ≈ (Thickness² × 575) ÷ V-opening
Thickness and V-opening in inches. That 575 is a material constant baked in for mild steel. It’s not magic. It’s yield strength and geometry rolled together.
So let’s do the math you’ve been avoiding.
1/8″ steel is 0.125″. Square it: 0.125 × 0.125 = 0.0156.
Use a common V-opening for that thickness — about 8× thickness. 0.125 × 8 = 1.0″ V-die.
Now plug it in:
(0.0156 × 575) ÷ 1.0 ≈ 8.97 tons per foot.
Call it 9 tons per foot.
One foot wide? About 9 tons. Two feet wide? 18 tons. Three feet wide? 27 tons.
That “20‑ton” jack is out of breath before you finish a 36-inch bend.
And that’s just to reach bending force — not counting friction, misalignment, or frame flex stealing some of that load before it ever reaches the sheet.
Here’s the part that should rattle you: double the thickness to 1/4″ and you don’t double the force. You square it.
0.25² = 0.0625. That’s four times 0.0156.
Same V-proportion, same width? You just quadrupled required tonnage.
That thickness-squared relationship is why homemade brakes die suddenly. The builder scales up material “a little.” The load scales up a lot.
And nobody runs the numbers until something snaps.
Idiot Check: if you double the thickness of what you plan to bend, did you multiply your required tonnage by four — or did you just assume your jack had “plenty left”?
Let’s stress this with a comparison that fools people.
Industry charts show 1/8″ aluminum over a small V-opening might need only about 3 tons per foot. Same thickness in mild steel? 25–30 tons per foot in certain setups.
Same thickness. Same width. Ten times the force.
Material matters because yield strength matters. Mild steel yields around 36,000 psi. Common aluminum alloys are far lower. The formula constant changes because the metal’s resistance to permanent deformation changes.
So when someone says, “I bent 1/8″ no problem,” the first question isn’t thickness.
It’s what metal?
You see how dangerous thickness-only thinking is? You build a frame that survives aluminum experiments. Then you slide in steel.
Now your “angry spring” is storing ten times the energy.
Listen to me closely: hydraulic force doesn’t care what you intended to bend — it only knows pressure, and it will keep loading the frame until either the steel yields or your structure does.
Which one did you design for?
I’ve swept up a press brake that failed.
But most of them don’t explode first. They lie to you.
On big industrial brakes — 150-ton monsters — manufacturers don’t let you use the full rating across the whole bed. They’ll cap it at something like 25 tons per foot, even if the hydraulics can push more. Why? To control deflection.
Deflection is elastic bending — temporary. The frame bows a few thousandths. You get angle variation. Maybe ±1.5 degrees across the length.
That doesn’t sound dramatic.
But it ruins parts long before it cracks steel.
Here’s the mechanism: when the top beam bows, the punch and die lose parallelism. Load concentrates in the center. The center bends more. The ends lag. You over-pump to fix the ends. Now the center is over-bent.
You compensate by eye. Now every part is slightly different.
That’s flex.
Failure is when stress exceeds yield in your frame — weld tears, flange buckles, plate cracks. That’s permanent. That’s garage shrapnel.
Flex is a warning. Failure is the consequence of ignoring it.
And here’s the kicker: DIY frames usually have shorter beds but proportionally thinner beams than industrial machines. That means their allowable tons per foot is often far lower than the jack’s total rating.
So even if your jack says 20 tons, your frame might only tolerate 8 or 10 tons per foot before deflection becomes unacceptable.
You don’t lose the machine all at once.
You lose accuracy first.
Idiot Check: are you designing only to avoid catastrophic failure, or have you calculated how much deflection your frame can tolerate before your bends go crooked?
| Section | Content |
|---|---|
| Title | Frame Flex vs. Frame Failure: Why these are not the same problem |
| Opening Statement | I’ve swept up a press brake that failed. But most of them don’t explode first. They lie to you. |
| Industrial Brake Limits | On large industrial brakes — 150-ton machines — manufacturers restrict full rating across the entire bed, often capping it at around 25 tons per foot, even if hydraulics can push more. This is to control deflection. |
| What Is Deflection? | Deflection is elastic (temporary) bending. The frame bows slightly, causing angle variation — maybe ±1.5 degrees across the length. |
| Why It Matters | It may not sound dramatic, but it ruins parts long before it cracks steel. |
| Mechanism of Flex | When the top beam bows, punch and die lose parallelism. Load concentrates in the center. The center bends more; the ends lag. You over-pump to fix the ends, over-bending the center. |
| Resulting Problem | You compensate by eye, and now every part is slightly different. That’s flex. |
| What Is Failure? | Failure occurs when stress exceeds yield — welds tear, flanges buckle, plates crack. This damage is permanent and dangerous. |
| Flex vs. Failure | Flex is a warning. Failure is the consequence of ignoring it. |
| DIY Frame Risk | DIY frames often have shorter beds but proportionally thinner beams than industrial machines, resulting in much lower allowable tons per foot than the jack’s total rating. |
| Practical Implication | Even if a jack is rated for 20 tons, the frame may only tolerate 8–10 tons per foot before deflection becomes unacceptable. |
| What You Lose First | You don’t lose the machine immediately — you lose accuracy first. |
| Idiot Check | Are you designing only to avoid catastrophic failure, or have you calculated how much deflection your frame can tolerate before your bends go crooked? |
Imagine two jobs.
Job one: 1/4″ plate, 6 inches wide. Job two: 1/8″ plate, 36 inches wide.
Most beginners fear the thicker plate.
Run the math.
We already saw 1/4″ is roughly four times the force of 1/8″, per foot.
But the 1/4″ job is only half a foot wide. The 1/8″ job is three feet wide.
So total tonnage can end up similar — or even higher — for the thinner, wider sheet.
Force scales linearly with width. Double the bend length, double the tonnage. But thickness? It’s squared.
That’s the trade-off that actually defines your machine’s capacity: maximum thickness at maximum width, not some single brag number.
This is why industrial machines are rated in tons per foot. A 150-ton brake over 10 feet isn’t “150 tons anywhere.” It’s about 15 tons per foot — and even that’s often derated for safety and deflection control.
If your garage brake has a 24-inch bed and you want to bend full-width 1/8″ steel, you’re looking at roughly 18 tons required. That’s your starting point.
Not the jack.
The physics.
So here’s the question you should be asking next: if the job demands 18 tons across two feet, how stiff does the frame have to be to contain that energy without bowing, twisting, or storing enough elastic rage to turn into shrapnel when something slips?
You asked how stiff the frame has to be to survive 18 tons across two feet.
Let’s put numbers on the table instead of vibes.
Eighteen tons is 36,000 pounds of force. Spread over 24 inches, that’s 1,500 pounds per inch pushing up on your die and down on your punch. The ram isn’t “gently pressing.” It’s compressing your structure like a loaded spring. If your top beam spans 24 inches between uprights, you can model it as a simply supported beam with a center load. Basic beam deflection math says deflection scales with force × span³ / (E × I). E is the modulus of elasticity for steel (about 29 million psi). I is the second moment of area — the part you control with section size.
Now imagine you built the top beam from a single 4x4x1/4-inch square tube. Its I value is modest. Run the math and you’ll see center deflection measured in hundredths of an inch under 36,000 pounds. That sounds tiny until you realize your target bend tolerance might be ±1 degree. A few hundredths at the punch translates into noticeable angle error — and worse, it concentrates load in the middle, which increases stress locally and compounds deflection.
But here’s the part green builders miss: deflection isn’t just about crooked parts. It’s stored energy. If that beam bows 0.030 inches under load, it’s holding elastic strain energy. If a weld tears or a die slips, that energy releases instantly.
That’s how you get garage shrapnel.
But if the frame flexes, that energy goes somewhere else first: into bending your structure like a bow.
So we design backward. Start with 18 tons. Decide what deflection you’ll tolerate — say 0.005–0.010 inches at center for a 24-inch span if you want consistent bends. Solve the beam equation for required I. That tells you whether you need a 6-inch channel boxed into a tube, a laminated plate beam, or twin tubes spaced vertically to increase section height. Height is king because I increases with the cube of section depth. Double the height and stiffness jumps dramatically.
You don’t guess stiffness. You calculate it, then build to it.
Idiot Check: did you size your top beam from a deflection limit under full load — or did you pick steel that “looked thick enough”?
I’ve had customers roll in a 20-ton shop press with a homemade die welded between the uprights and say, “It already says 20 tons.”
Those presses are designed for vertical compression between two plates, not for resisting horizontal spreading loads from a wide die. The uprights are often slender C-channels. Under a centered press job, fine. Under a 24-inch brake load, the uprights try to splay outward because the die reaction forces push sideways at the bottom while the ram pushes down at the top.
Different load path.
In a brake, the force goes: ram → top beam → uprights in compression → bottom beam in bending → back into uprights. Meanwhile, the die creates horizontal components that try to rack the frame. A shop press frame often has pinned or lightly welded crossmembers. It was never meant to behave as a rigid moment frame.
And here’s where standards sneak in whether you like them or not. The moment you use that press as a brake, it functionally becomes a press brake. That means stopping behavior, single-stroke control, and guarding expectations change. Hydraulic systems don’t stop instantly. There’s lag — tens of milliseconds at least. At typical ram speeds above 10 mm/s, stopping distance becomes non-trivial. If your frame design assumes “I’ll just let go of the lever,” you’re assuming away kinetic energy that still has to be absorbed.
Listen to me closely: if your adapted press frame is only stiff enough for static load but not for that extra dynamic overshoot, you’ve built a spring cage with a loose door.
A dedicated H-frame chassis lets you control section size, weld length, and joint geometry so the load path is continuous and boxed. You can design the uprights as true columns with sufficient cross-section to prevent buckling, tie them together with a bottom beam sized for bending stiffness, and fully weld the corners to create moment connections instead of loose hinges.
Adapting is convenience. Designing is control.
Which one answers to the full 36,000-pound reality?
I’ve swept up a press brake that failed because a builder trusted fillet welds like they were magic glue.
They’re not.
In your H-frame, only a few elements carry the real vertical load:
Everything else — gussets, side panels, brackets — mostly keeps geometry honest.
Let’s talk joints. If your top beam meets the upright with a short fillet weld on the outside corner, that weld is now responsible for transferring the bending moment from the beam into the column. Under 36,000 pounds at midspan, the end moment can be tens of thousands of inch-pounds. A small fillet weld loaded in bending and shear can exceed allowable stress fast.
A full-penetration groove weld or a boxed joint with internal sleeves spreads that stress through thickness, not just along a surface throat. Bolts? Fine — if they’re sized for shear and clamping force and you understand slip-critical joints. But a couple of hardware-store Grade 5 bolts in clearance holes are not structural strategy. They’re alignment aids at best.
And don’t forget column buckling. A 3-inch-wide upright made from 1/4-inch wall tube might handle 36,000 pounds in pure compression on paper. But add a little eccentricity from misalignment and the effective length factor jumps. Slender columns bow. Once they bow, stress skyrockets.
Every joint should answer one question: if the ram delivers full rated load plus a bit of hydraulic lag, does this connection still stay in the elastic range?
If you don’t know, you’re guessing.
Idiot Check: can you point to each weld in your load path and state whether it’s carrying bending moment, shear, or just holding alignment — or are they all just “welded solid”?
You and I both know your welds won’t be perfectly symmetrical. Mine aren’t either, and I’m missing a fingertip to prove I’ve been doing this a while.
So assume imperfection.
If the ram sits even 1/16 inch off center over a 24-inch span, the load becomes eccentric. That creates a twisting moment in the top beam. Now you’re not just bending vertically; you’re introducing torsion. Most open sections — channels, single tubes — are weak in torsion. They twist, which shifts load further to one side, which increases column bending on one upright.
Cascade failure doesn’t announce itself.
The cure is geometry.
And control matters. An antirepeat or single-stroke setup ensures one deliberate cycle per activation. If a control sticks and the ram continues cycling, your frame sees repeated peak loads — fatigue territory. That’s how cracks start at weld toes and grow invisibly.
Professional manufacturers treat brake safety as iterative because real machines reveal real weaknesses over time. You don’t get that feedback loop in a garage. So you overbuild stiffness, control alignment, and assume your first weld isn’t perfect.
Because this machine is a cage holding a compressed, angry spring.
Your job isn’t to make it strong once. Your job is to make sure every load path, every joint, every control choice contains that spring every single time you pull the lever.
Idiot Check: if your ram is 1/16 inch off center and the hydraulic system overshoots for 50 milliseconds, does your frame stay elastic — or are you one bad weld away from sweeping the floor?
You want beam sizes and weld specs for 18 tons. Good. But here’s what nobody tells you on the napkin sketch: you can build a frame stout enough to survive 36,000 pounds and still make crooked parts all day long.
I’ve watched a kid run a 20-ton shop press brake with a die opening that was too tight for the material. Frame didn’t fail. Welds held. The part came out with a wavy inside radius and 94 degrees instead of 90. He cranked harder. All he did was load the frame closer to yield while the geometry fought him. That’s how you turn structural design into garage shrapnel without ever snapping steel.
The frame contains energy. The tooling decides what that energy does.
If your punch nose radius, die opening, and material thickness aren’t matched, you’re not bending — you’re arguing with physics. And physics doesn’t negotiate.
So before you obsess over another quarter-inch of wall thickness, we’re going to talk about where actual precision lives.
Let’s start with something concrete.
Take 1/8-inch mild steel. In air bending — meaning the punch forces the sheet into a V-die but doesn’t bottom it out — a common rule is a die opening about 8 times material thickness. So 1/8 inch times 8 gives you a 1-inch V opening. That geometry produces a predictable inside radius around 0.16 inch and keeps tonnage reasonable.
Now tighten that die to 1/2 inch because you “want a sharper corner.”
What happens?
Tonnage demand roughly doubles. Sometimes more. The material is forced deeper before it can form naturally, and you start drifting toward bottoming — where the sheet contacts the die walls. Bottoming can reduce springback, sure. But it can require three to five times the force of air bending. On a DIY frame designed to stay elastic at 18 tons, that extra demand doesn’t magically disappear. It goes into deflection.
But if the frame flexes, that energy goes somewhere else first: into bending your structure like a bow.
And when the frame bows, your punch-to-die relationship changes mid-stroke. The die opening effectively widens under load. The angle you thought you were controlling shifts dynamically. You don’t get a crisp 90. You get a 90-ish that changes with stroke pressure.
That’s why the punch-to-die ratio is precision. Not the jack rating.
Air bending with the correct V-width gives you lower force, predictable inside radius, and repeatable angle changes per thousandth of stroke. Coining — crushing the material into the die — nearly eliminates springback, but the tonnage spike is brutal. In a homebuilt brake, chasing zero springback with brute force is how you stress-test every weld you just calculated.
You don’t buy precision with pressure. You design it with geometry.
Idiot Check: is your die opening chosen from material thickness and method — or did you pick it because it “looked about right” on the bench?
I once bent four flanges on a simple tray. Each bend was off by just 2 degrees. Doesn’t sound like much. By the time the fourth side came up, the corners missed by almost a quarter inch. The error stacked because each bend changed the reference for the next.
That’s accumulation.
In a manual brake, your 90-degree stop is usually a physical stroke stop — a collar on the jack, a welded tab, a bolt that limits travel. The rookie move is setting that stop based on where the ram sits when the angle “looks right” once.
But in air bending, angle is controlled by punch penetration depth into the die. A few thousandths of an inch change in depth can shift the angle by a degree or more, depending on die width. If your frame deflects 0.010 inch under load, that’s not cosmetic. That’s angle error.
So here’s how you do it without CNC readouts:
Then repeat the bend three times.
If your angles vary more than half a degree between cycles, your problem isn’t the stop. It’s frame elasticity, ram centering, or inconsistent material.
Listen to me closely: never set your stop by “pumping until it looks right” while your face is over the work. If something slips at full load, that punch becomes a projectile faster than you can blink.
A reliable 90 in a manual setup is about controlling depth under consistent load — which only works if your frame stays in the elastic range you designed for. Geometry and stiffness working together. Not guesswork and arm strength.
Idiot Check: can you describe exactly what physical feature limits your ram travel — and is it bearing on solid steel, or just threads in tension?
You bend 1/8-inch mild steel to what reads 88 degrees under pressure. You release. It opens to 92.
That 4-degree change is springback — elastic recovery as the internal stresses redistribute once load is removed.
Why does it happen?
Because during bending, the outer fibers of the sheet go into tension, the inner into compression. When you release the punch, the elastic portion of that strain recovers. The tighter the inside radius relative to thickness, the higher the plastic strain and the less springback. That’s why coining nearly eliminates it. It overwhelms elasticity with plastic deformation.
But we’re not coining. We’re containing energy, not spiking it.
So you compensate.
Bend past 90 to maybe 86 under load, release, measure. If it lands at 90.5, adjust. Sneak up on it. Keep notes: material grade, thickness, die width, achieved penetration depth.
After a few runs, you’ll know that your 1-inch V-die with 1/8-inch A36 steel needs about 2 to 3 degrees of overbend. Switch to stainless? That number jumps. Different batch of steel? It shifts again.
You’re building your own chart through controlled repetition.
Now about the “zero-springback hack” I’ve seen — cutting a shallow groove along the bend line before forming. Yes, removing material reduces resistance and can nearly eliminate springback. It also thins the section right where you need strength. For brackets that carry load, that groove becomes a crack starter.
Precision that weakens the part isn’t precision. It’s sabotage dressed up as cleverness.
A reliable DIY brake accepts that springback exists and manages it with geometry and controlled overbend — all while keeping tonnage within the elastic capacity of the frame you engineered.
Because every degree of overbend is stored energy in that angry spring of a machine.
And if one day something in that load path lets go, that stored energy won’t disappear politely.
It will go somewhere.
Idiot Check: when you overbend to compensate for springback, do you know how much additional load that adds to your frame — or are you just leaning harder on the lever and hoping?
You asked how to design the frame so deflection stays low enough for repeatable precision.
Good. Now we talk about what happens when it doesn’t.
What you’re really building isn’t a bending tool. It’s a cage for stored energy that’s trying to escape.
When you pump that bottle jack, you’re compressing hydraulic fluid, stretching steel members, loading welds in tension, and forcing a sheet of metal into plastic deformation. All of that is energy sitting there, quiet, waiting for equilibrium. If the load path is clean and the frame stays elastic, that energy releases in a controlled way when you crack the valve. If something fractures, misaligns, or slips, the energy dumps wherever resistance drops first.
That’s the shrapnel zone.
I’ve swept up a press brake that failed. Not a DIY toy — a shop machine. The tooling chipped, the workpiece snapped upward, and we found fragments embedded in drywall ten feet away. Nobody died. That was luck, not design.
So when I say “design backward from force,” this is what I mean: you calculate not just how much load you need to bend the steel, but how much stored energy your structure must contain if something in the stack-up fails.
Because something eventually will.
You think hardened steel means indestructible.
It means brittle.
Tooling is hardened so it resists wear and holds shape under load. But hardness trades away ductility — the ability to stretch before breaking. When you exceed a die’s capacity, especially with a too-narrow V-opening or misaligned punch, stress concentrates at the shoulders of that V. Not evenly. Locally.
And brittle materials don’t yield gracefully. They fracture.
There’s no slow bend. No warning sag. One micro-crack becomes a running crack, and the die splits with stored elastic energy still in the system. That energy was in the frame, in the jack, in the compressed tooling stack. When the die fractures, the constraint vanishes in a few milliseconds.
The system unloads violently.
Fragments follow the direction of least resistance — often sideways along the die line, sometimes upward along the punch face. If the workpiece is still partially engaged, it can become a lever that redirects that release.
Now here’s the part rookies miss: die failure isn’t just about total tonnage. Exceed the proper V-die width — that “eight times material thickness” rule you keep hearing — and you spike localized stress even if your frame could theoretically handle more load. You didn’t overload the machine. You overloaded the contact geometry.
Tooling geometry can fail before your frame ever complains.
Listen to me closely: before every session, inspect your dies for chips, hairline cracks, or mushroomed edges. A compromised die under load is not “maybe fine.” It is preloaded shrapnel.
Idiot Check: are you selecting die width from material thickness and method — or are you cranking pressure until the bend “looks right” and blaming the steel?
Now let’s talk about the sheet itself.
When you air-bend mild steel, the outer fibers stretch, the inner compress, and a plastic hinge forms at the bend line. When you release pressure, elastic strain recovers and the part springs open a few degrees. Predictable. Manageable.
Until it isn’t.
If you’re bending high-strength or brittle material at a tight inside radius, you reduce the amount of plastic deformation and increase the elastic share of strain energy. That means more energy stored in the sheet itself. If a crack initiates at the outer tension surface during bending, that crack can unzip across the width.
The sheet stops behaving like a hinge.
It behaves like a snapped spring.
Picture a long strip bridging the V-die. The punch forces it down. The ends are unsupported beyond the die shoulders. If fracture occurs at peak load, the sheet can rotate about the die edges and whip upward. The direction isn’t random — it follows the stored curvature and the geometry of support. Toward the operator is common because that’s the open side of the machine.
But your frame usually has a longer unsupported span than the workpiece and a worse cross-section for resisting bending.
So if the frame flexes significantly, it adds to the stored system energy. When the sheet releases, the frame rebounds too. Two springs unloading at once.
That’s how kickback gets amplified.
This is why hydraulic doesn’t mean safe. Mechanical presses store energy in flywheels; hydraulics store it in compressed fluid and stretched steel. Different medium. Same physics.
If you’re leaning over the die line when something fractures, you’re standing in front of the exit door.
Idiot Check: when you position a long workpiece, are you standing to the side of the die line — or centered like you’re lining up a rifle shot?
Let’s make this practical.
Draw a semicircle centered on the die line with a radius equal to the longest unsupported length of your workpiece. That arc is your stand-clear zone. If a 30-inch strip is bridging the die, assume it can sweep 30 inches in a worst-case snap. Add margin for your own stupidity.
Stand outside that arc.
Now the three checks before you pump the jack.
First: load path continuity. The jack must bear squarely against solid steel that transfers load directly into vertical members, not through threads in bending or tabs in shear. If the ram foot can tilt, you’re introducing eccentric load — off-center force — which multiplies stress in one column and reduces it in the other. Uneven stress is how dies chip and frames twist.
Second: frame elasticity audit. Look at your longest horizontal member. That’s your top beam or crossbar. If you can see daylight under a straightedge when it’s unloaded, you’ve already built a bow. Under load, that bow stores extra energy. Add gussets at the column joints. Increase section depth rather than thickness when possible; bending stiffness scales dramatically with height of the section. You’re fighting deflection, not just yield.
Third: tooling condition and alignment. Punch centered in die. No debris in the V. No visible edge damage. The rule of 8 respected unless you’ve run the numbers and know why you’re breaking it.
Listen to me closely: never assume “it handled it yesterday” means it’s safe today. Steel fatigues. Welds crack. Bolts loosen. Stored energy doesn’t care about your optimism.
A reliable DIY brake isn’t about chasing maximum bend capacity. It’s about defining a ceiling you refuse to exceed — based on tooling geometry, frame stiffness, and your willingness to stand outside that semicircle.
Because once you understand the shrapnel zone, the next question isn’t “How much can it bend?”
It’s “Where do I draw the line before this thing draws blood?”
You want a hard number. Not a vibe. Not “it handled it last time.” A ceiling.
Here’s the rule I use in my own shop when we adapt a press frame for brake duty: if your bend calculation says you need 10 tons per foot, you design the frame to survive 13, and you operate it at 9. That’s the 90% rule in plain steel — never plan to use more than 90% of your calculated safe structural capacity, and never size the structure to less than 120–130% of your predicted bending load.
Why that gap?
Because your bending math assumes perfect material thickness, perfect die geometry, perfect alignment. Real steel wanders. Thickness can vary a tenth of a millimeter and change springback enough that you instinctively “give it a little more pump.” That little more is how frames creep from elastic deflection into stored energy you didn’t account for.
Professionals oversize their machines by 20–30% for this reason. And those are welded, stress-relieved, CNC-aligned beasts with guarded rams and calibrated tonnage charts. Your garage frame, built from hot-rolled stock and hope, does not get to run at the edge.
If you ever truly need 100% of your jack’s rating to make a bend, your frame is already one bad weld away from becoming garage shrapnel.
So how do you set the hard max?
Your jack is a pump. Your frame is the cage holding the compressed spring. The cage defines the limit.
Now let’s talk about what that actually means in terms of sheet you should never touch.
Thickness is the silent multiplier. Bending force scales roughly with the square of thickness. Double the thickness, you’re flirting with four times the force.
That’s how guys go from bending 1/8-inch mild steel happily to cracking weld toes on 1/4-inch and claiming the jack “felt fine.”
The jack always feels fine. It’s hydraulic. It doesn’t complain when your frame yields a little.
Here’s the practical method.
Take the thickest material you’ve successfully bent without visible frame deflection — and I mean measured with a dial indicator or at least a feeler gauge at mid-span, not eyeballed. Call that your proven baseline. Now reduce it one gauge thicker on paper and calculate the new required tonnage. If that new number pushes your frame past 90% of its structural capacity, that thickness becomes your hard ceiling.
Not “try it once.” Not “short bend only.” Ceiling.
Short bends are especially deceptive. Over-tonnaging a 4-inch section concentrates load under the ram and can permanently dish the ram face or bow the crossbeam locally. Progressive damage. Today it’s a thousandth. Next month it’s misalignment. I’ve swept up a press brake that failed, and it didn’t explode all at once — it degraded until one bad day finished the job.
Listen to me closely: never test a new maximum thickness with your face over the die line and your body centered in front of the work. First-time loads are where bad assumptions get corrected violently.
Idiot Check: are you defining your max thickness from measured frame behavior — or from how far the jack handle still moves?
But what if the part you want is just barely over that ceiling?
This is where grown fabricators separate themselves from guys collecting garage shrapnel.
If your required bend pushes you past 90%, you don’t “send it.” You change the part.
Can you increase inside radius? A larger V-die reduces required tonnage dramatically. Can you break the design into two thinner pieces and weld? Add a flange instead of bending a deep channel from thick plate? Change material grade to something more formable?
Each of those options reduces stored energy in the system. That’s the real metric. Not pride.
Remember what we said earlier: But if the frame flexes, that energy goes somewhere else first: into bending your structure like a bow. And when you release pressure, that bow wants to straighten. But your frame usually has a longer unsupported span than the workpiece and a worse cross-section for resisting bending. So it stores more than you think.
Redesigning the part isn’t weakness. It’s choosing where the stress lives.
If the only way to make the bend is to run the jack to the stops and grunt the last half-degree into place, you’re not forming metal anymore. You’re betting your welds against physics.
Idiot Check: are you trying to prove your machine can do it — or that your design makes sense?
And sometimes the honest answer is neither. Sometimes the smart move is to not run it at all.
Let’s put ego on the bench for a second.
If the job requires consistent angle tolerance tighter than a degree across multiple parts, your manual brake is already outside its comfort zone. Industrial machines hit half-degree averages because they control penetration depth precisely and compensate for material variation. You are pumping a jack and reading springback by eye.
Now stack risk on top of that.
If your calculated bend load — with variability margin — exceeds what your frame can carry at 90%, and the redesign compromises the part’s function, the math shifts. The cost of one failed frame, one chipped die, or one trip to the ER dwarfs the shop rate for a few bends.
This isn’t about capability. It’s about containment.
A press brake is a cage holding a compressed, angry spring. Your job as the builder is not to see how angry you can make it. It’s to decide how much anger your cage can safely hold — and to stop there.
Listen to me closely: no homemade press brake meets industrial guarding standards. You do not have light curtains. You do not have two-hand anti-tie-down controls. That means your safety margin must be structural and behavioral, not electronic.
So here’s the lens I want you to carry forward.
Capacity is not the jack’s rating. Capacity is the highest load at which your frame remains boring.
No new noises. No visible deflection growth. No “that’s probably fine.”
When your machine is boring at 90%, you’re inside the cage. When you chase 100%, you’re feeding the spring and hoping the bars hold.
Idiot Check: are you building a machine that survives your ambition — or one that depends on your restraint every single pull?


















