

Já limpei uma prensa de quinagem que falhou.
Não foi a chapa metálica. Foi a prensa.
Macaco hidráulico de vinte toneladas ainda a bombar firme, com a manivela orgulhosa no ar, enquanto a viga superior se levantava como uma lata de sardinhas e as placas laterais se abriam nas soldaduras. Ninguém se magoou. Pura sorte. O construtor não parava de dizer: “Mas é um macaco de 20 toneladas”, como se esse número fosse um campo de força.
É essa a ilusão com que você entrou aqui, não é?
Um macaco hidráulico não se importa onde está montado. É um cilindro hidráulico com um problema de atitude. Você bombeia, a pressão sobe, e ele continuará a empurrar até algo ceder. Se esse “algo” não for a chapa, ele transformará alegremente a sua estrutura em estilhaços de garagem.
Pense numa prensa de quinagem como numa gaiola a segurar uma mola comprimida e furiosa. O macaco armazena energia na pressão hidráulica. Quando dobra o aço, essa energia flui para a deformação plástica — dobra permanente. Mas se a estrutura flete, essa energia vai primeiro para outro lado: para dobrar a sua estrutura como um arco.
Quando compra um macaco de 20 toneladas, não está a comprar força — está a comprar energia armazenada que exige contenção. Então, o que o faz pensar que o número estampado no macaco lhe diz o que a máquina toda consegue suportar?
Vi um rapaz tentar dobrar chapa de 1/4 de polegada ao longo de uma largura de 36 polegadas com um “setup” de 20 toneladas. A matemática que ele ignorou importa: a força de dobra aumenta com o quadrado da espessura e com a largura. Ao duplicar a espessura, a força necessária aumenta aproximadamente quatro vezes. Ao estender a dobra por 3 pés, a carga sobe rapidamente.

Agora, aqui está a parte que ninguém lhe diz: essa classificação de 20 toneladas é no êmbolo, para cima, em perfeito alinhamento. Não diz nada sobre o que acontece depois de a força atingir a viga superior, passar pelas placas laterais e se resolver na matriz inferior. Cada centímetro de flexão nesse percurso rouba força efetiva de dobra e armazena energia elástica na estrutura.
Então você bombeia ainda mais.
Ouça-me com atenção: quando continua a bombear porque “ainda não dobrou”, não está a testar o aço — está a carregar uma mola que construiu a partir de sucata e esperança.
Se a chapa ainda não cedeu mas a sua estrutura já cedeu, o que acha que vai falhar primeiro?
Coloque uma régua sobre a viga superior frágil antes de pressionar. Bombeie o macaco até metade da carga. Vai ver luz no meio muito antes de a chapa mostrar um vinco. Isso é deflexão — flexão elástica da estrutura.
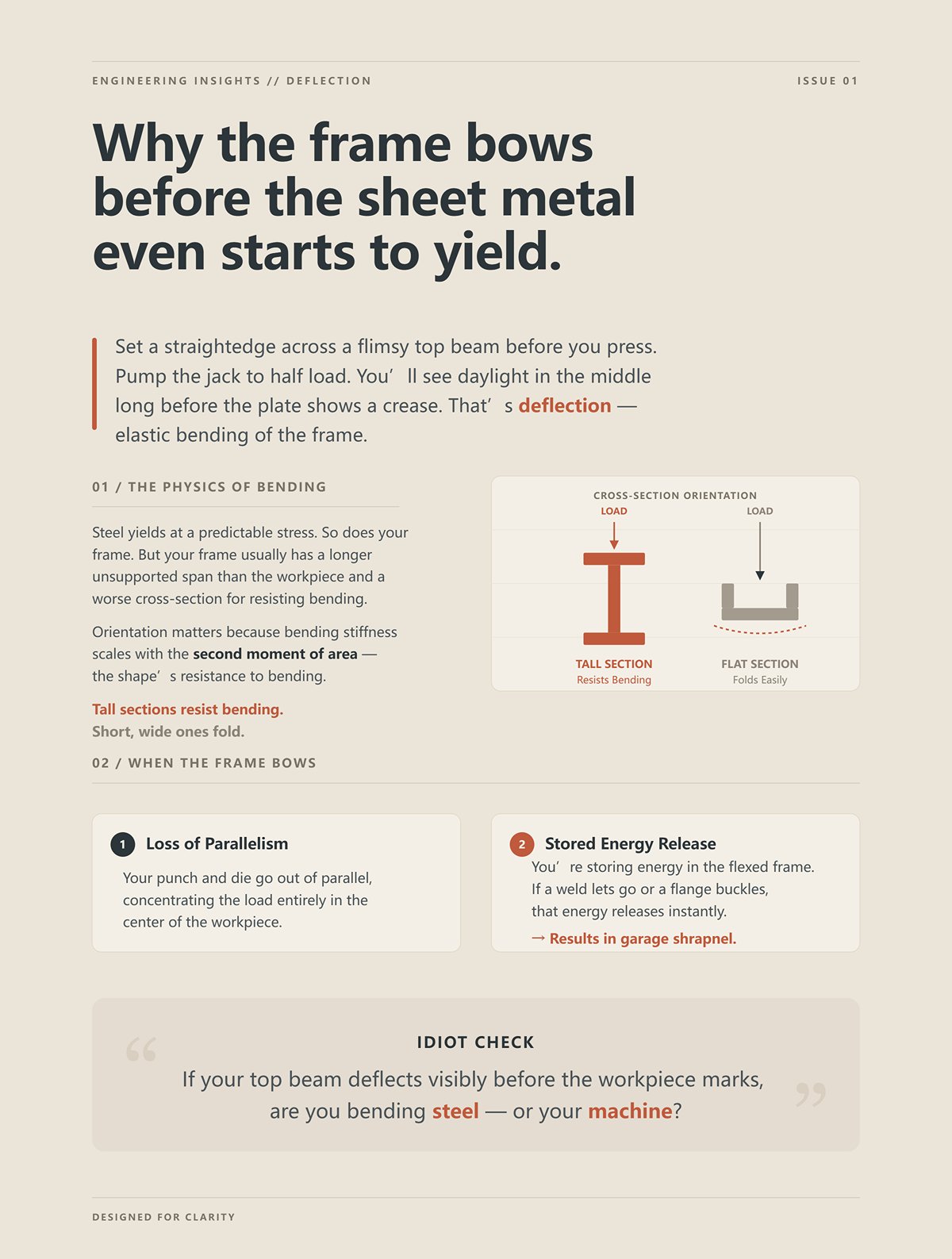
O aço cede a um esforço previsível. A sua estrutura também. Mas a estrutura normalmente tem um vão sem apoio mais longo do que a peça e uma secção transversal menos adequada para resistir à flexão. Uma peça de perfil canal de 4 polegadas colocada plana é péssima na resistência à flexão vertical comparada com uma viga em I devidamente orientada. A orientação importa porque a rigidez à flexão escala com o segundo momento de área — a resistência da forma à flexão. Secções altas resistem à flexão. Secções baixas e largas dobram.
Quando a estrutura se curva, acontecem duas coisas. Primeiro, o punção e a matriz deixam de estar paralelos, concentrando a carga no centro. Segundo, está a armazenar energia na estrutura flexionada. Se uma soldadura falhar ou uma aba empenar, essa energia armazenada liberta-se instantaneamente.
É assim que se obtêm estilhaços na garagem em vez de uma dobra limpa a 90 graus.
Verificação de Idiota: se a tua viga superior flete visivelmente antes de a peça de trabalho marcar, estás a dobrar aço — ou a tua máquina?
Adoro aço de sucata. Construí metade desta oficina com ele. Mas sei o que ele é.
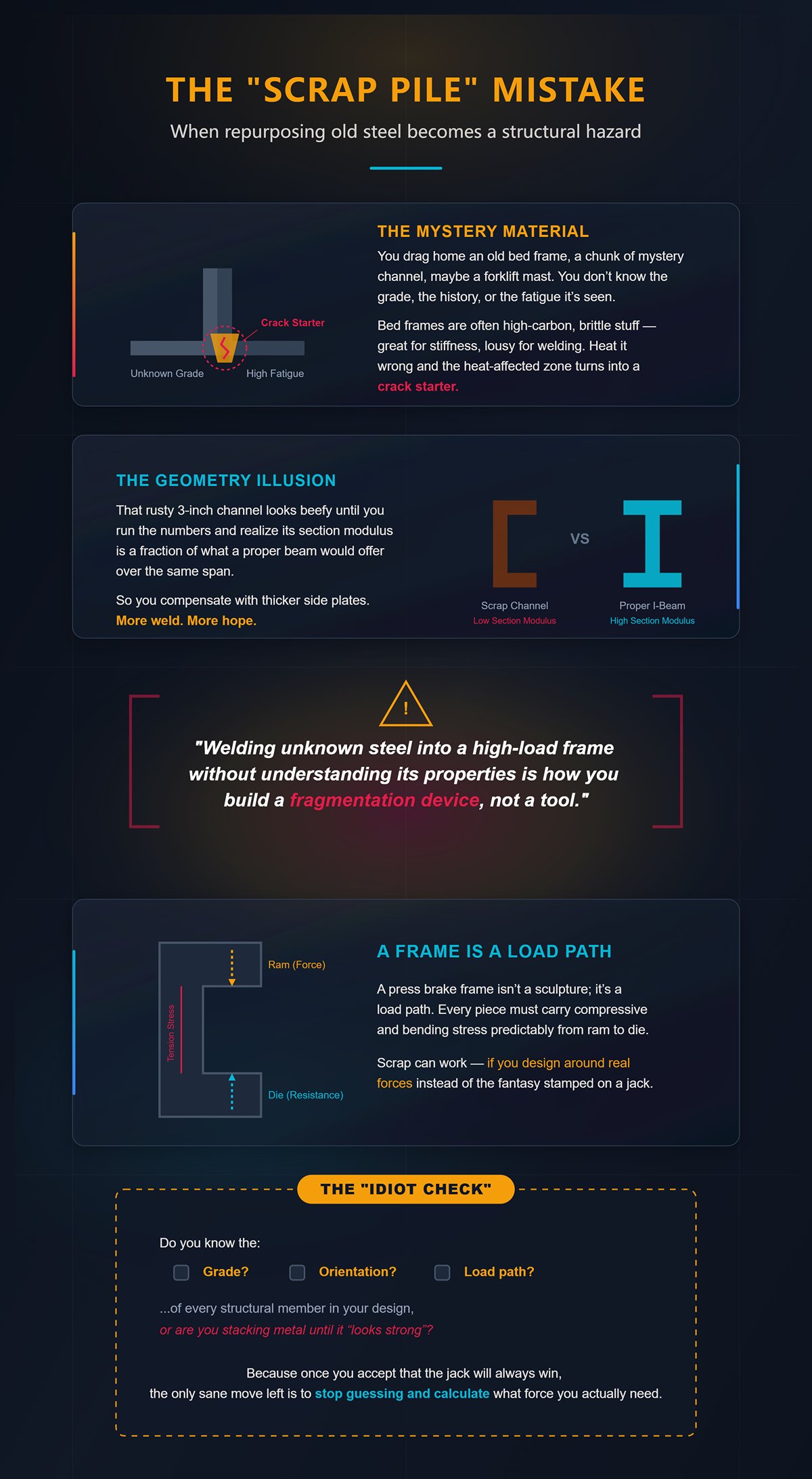
Levas para casa uma velha estrutura de cama, um pedaço de perfil em U misterioso, talvez um mastro de empilhador. Não sabes o grau, a história ou a fadiga que já passou. As estruturas de cama são frequentemente de aço com alto teor de carbono, material quebradiço — ótimo para rigidez, péssimo para soldar. Se o aqueceres de forma incorreta, a zona afetada pelo calor transforma-se num ponto de iniciação de fissuras.
Depois há a geometria. Aquele perfil em U enferrujado de 3 polegadas parece robusto até fazeres os cálculos e perceberes que o módulo de secção dele é apenas uma fração do que uma viga adequada ofereceria para o mesmo vão. Então compensas com chapas laterais mais grossas. Mais solda. Mais esperança.
Ouve-me bem: soldar aço desconhecido numa estrutura de carga elevada sem compreender as suas propriedades é a maneira de construir um dispositivo de fragmentação, não uma ferramenta.
Uma estrutura de prensa dobradeira não é uma escultura; é um caminho de carga. Cada componente deve suportar tensões de compressão e de flexão de forma previsível, do êmbolo à matriz. A sucata pode funcionar — se projetares com base em forças reais em vez da fantasia gravada num macaco hidráulico.
Verificação de Idiota: conheces o grau, a orientação e o caminho da carga de cada elemento estrutural no teu projeto, ou estás apenas a empilhar metal até que “pareça forte”?
Porque, uma vez que aceites que o macaco irá sempre vencer, a única atitude sensata que resta é deixar de adivinhar e calcular qual é realmente a força necessária para dobrar o teu material.
Vi um tipo com um macaco novo de 20 toneladas tentar fazer uma dobra limpa de 90 ° em aço macio de 1/8″, com 12 polegadas de largura. Ele pensou: “É fino. O quarto de polegada é que é o material difícil.” Bombou até a estrutura começar a cantar. A chapa mal tocou na matriz.
Ele não sabia qual era o número contra o qual realmente lutava.
Existe uma fórmula de oficina padrão para dobra ao ar de aço macio:
Tonelagem por pé ≈ (Espessura² × 575) ÷ Abertura em V
Espessura e abertura em V em polegadas. Esse 575 é uma constante de material incorporada para aço macio. Não é magia. É resistência ao escoamento e geometria combinadas.
Então vamos fazer a matemática que tens evitado.
1/8″ de aço são 0,125″. Faz o quadrado: 0,125 × 0,125 = 0,0156.
Usa uma abertura em V comum para essa espessura — cerca de 8× a espessura. 0,125 × 8 = 1,0″ de matriz em V.
Agora insere os valores:
(0,0156 × 575) ÷ 1,0 ≈ 8,97 toneladas por pé.
Chame-lhe 9 toneladas por pé.
Um pé de largura? Cerca de 9 toneladas. Dois pés de largura? 18 toneladas. Três pés de largura? 27 toneladas.
Esse macaco “de 20 toneladas” fica sem fôlego antes de terminar uma dobra de 36 polegadas.
E isso é apenas para atingir a força de dobra — sem contar o atrito, desalinhamento ou a flexão da estrutura que rouba parte dessa carga antes de chegar à chapa.
Aqui está a parte que deveria deixar-lhe apreensivo: duplicar a espessura para 1/4″ não duplica a força. Multiplica-a por dois ao quadrado.
0,25² = 0,0625. Isso é quatro vezes 0,0156.
Mesma proporção de V, mesma largura? Acabou de quadruplicar a tonelagem necessária.
Essa relação de espessura ao quadrado é a razão pela qual as prensas caseiras morrem repentinamente. O construtor aumenta o material “um pouco.” A carga aumenta muito.
E ninguém faz os cálculos até que algo parta.
Verificação de idiota: se duplicou a espessura do que planeia dobrar, multiplicou a tonelagem necessária por quatro — ou apenas assumiu que o seu macaco tinha “de sobra”?
Vamos reforçar isto com uma comparação que engana as pessoas.
Os gráficos da indústria mostram que o alumínio de 1/8″ sobre uma pequena abertura em V pode necessitar de apenas 3 toneladas por pé. Mesma espessura em aço macio? 25–30 toneladas por pé em certos arranjos.
Mesma espessura. Mesma largura. Dez vezes a força.
O material importa porque a tensão de cedência importa. O aço macio cede por volta das 36.000 psi. Ligas comuns de alumínio são muito mais baixas. A constante da fórmula muda porque a resistência do metal à deformação permanente muda.
Por isso, quando alguém diz, “Dobrei 1/8″ sem problema,” a primeira pergunta não é a espessura.
É de que metal?
Vês como é perigoso pensar apenas na espessura? Constróis uma estrutura que sobrevive a experiências com alumínio. Depois colocas aço.
Agora a tua “mola zangada” está a armazenar dez vezes mais energia.
Ouve-me com atenção: a força hidráulica não se importa com o que pretendias dobrar — só conhece a pressão, e continuará a carregar a estrutura até que o aço ceda ou a tua estrutura ceda.
Para qual das duas projetaste?
Já limpei uma prensa de quinagem que falhou.
Mas a maioria delas não explode de imediato. Elas mentem-te.
Nos grandes travões industriais — monstros de 150 toneladas — os fabricantes não permitem usar a capacidade nominal total ao longo de toda a mesa. Limitam-na a algo como 25 toneladas por pé, mesmo que o sistema hidráulico consiga exercer mais. Porquê? Para controlar deflexão.
A deflexão é uma curvatura elástica — temporária. A estrutura arqueia alguns milésimos. Obténs variação de ângulo. Talvez ±1,5 graus ao longo do comprimento.
Isso não soa dramático.
Mas estraga peças muito antes de rachar o aço.
Eis o mecanismo: quando a viga superior arqueia, o punção e a matriz perdem o paralelismo. A carga concentra-se no centro. O centro dobra mais. As extremidades atrasam. Exageras na pressão para corrigir as extremidades. Agora o centro está demasiado dobrado.
Compensas a olho. Agora cada peça é ligeiramente diferente.
Isso é flexão.
Falha é quando a tensão ultrapassa o limite de escoamento da tua estrutura — o cordão de solda rasga, a aba encurva, a chapa racha. Isso é permanente. Isso é estilhaço na garagem.
A flexão é um aviso. A falha é a consequência de o ignorares.
E aqui está o truque: as estruturas de bricolage geralmente têm mesas mais curtas, mas vigas proporcionalmente mais finas do que as máquinas industriais. Isso significa que as suas toneladas admissíveis por pé são muitas vezes muito menores do que a classificação total do macaco.
Portanto, mesmo que o teu macaco indique 20 toneladas, a tua estrutura pode tolerar apenas 8 ou 10 toneladas por pé antes que a deflexão se torne inaceitável.
Não perdes a máquina de uma só vez.
Perde precisão primeiro.
Verificação de Idiota: está a projetar apenas para evitar falhas catastróficas, ou calculou quanta deflexão a sua estrutura pode tolerar antes que as suas dobras fiquem tortas?
| Secção | Conteúdo |
|---|---|
| Título | Flexão da Estrutura vs. Falha da Estrutura: Porque é que estes não são o mesmo problema |
| Declaração Inicial | Já limpei uma quinadeira que falhou. Mas a maioria não explode logo no início. Elas mentem-lhe. |
| Limites de Quinadeiras Industriais | Em grandes quinadeiras industriais — máquinas de 150 toneladas — os fabricantes restringem a classificação total ao longo de toda a cama, frequentemente limitando-a a cerca de 25 toneladas por pé, mesmo que a hidráulica possa aplicar mais. Isto serve para controlar a deflexão. |
| O Que É Deflexão? | Deflexão é uma flexão elástica (temporária). A estrutura arqueia ligeiramente, causando variação de ângulo — talvez ±1,5 graus ao longo do comprimento. |
| Porque É Importante | Pode não parecer dramático, mas arruina peças muito antes de rachar o aço. |
| Mecanismo da Flexão | Quando a viga superior arqueia, o punção e a matriz perdem o paralelismo. A carga concentra-se no centro. O centro dobra mais; as extremidades atrasam-se. Acaba por aplicar demasiada força para corrigir as extremidades, dobrando em excesso o centro. |
| Problema Resultante | Compensa a olho, e agora cada peça fica ligeiramente diferente. Isso é flexão. |
| O Que É Falha? | A falha ocorre quando a tensão excede o limite de elasticidade — soldaduras rompem, abas empenam, placas racham. Este dano é permanente e perigoso. |
| Flexão vs. Falha | A flexão é um aviso. A falha é a consequência de o ignorares. |
| Risco de Estrutura DIY | Estruturas DIY (feitas por si) têm frequentemente camas mais curtas, mas vigas proporcionalmente mais finas do que máquinas industriais, resultando numa capacidade muito mais baixa de toneladas por pé do que a classificação total do macaco. |
| Implicação Prática | Mesmo que um macaco esteja classificado para 20 toneladas, a estrutura pode tolerar apenas 8–10 toneladas por pé antes de a deflexão se tornar inaceitável. |
| O que perde primeiro | Não perde a máquina imediatamente — perde a precisão primeiro. |
| Verificação de idiota | Está a projetar apenas para evitar uma falha catastrófica ou calculou quanta deflexão a sua estrutura pode tolerar antes de as suas dobras ficarem tortas? |
Imagine dois trabalhos.
Trabalho um: chapa de 1/4″, 6 polegadas de largura. Trabalho dois: chapa de 1/8″, 36 polegadas de largura.
A maioria dos principiantes teme a chapa mais espessa.
Faça as contas.
Já vimos que 1/4″ é aproximadamente quatro vezes a força de 1/8″, por pé.
Mas o trabalho de 1/4″ tem apenas meio pé de largura. O trabalho de 1/8″ tem três pés de largura.
Assim, a tonelagem total pode acabar por ser semelhante — ou mesmo maior — para a chapa mais fina e mais larga.
A força escala linearmente com a largura. Dobre o comprimento da dobra, dobre a tonelagem. Mas a espessura? É ao quadrado.
Esse é o compromisso que realmente define a capacidade da sua máquina: espessura máxima à largura máxima, e não um único número de vanglória.
É por isso que as máquinas industriais são classificadas em toneladas por pé. Uma prensa de 150 toneladas em 10 pés não é “150 toneladas em qualquer lugar.” São cerca de 15 toneladas por pé — e mesmo isso é frequentemente reduzido por razões de segurança e controlo da deflexão.
Se a sua prensa de garagem tem uma cama de 24 polegadas e quer dobrar chapa de aço de 1/8″ na largura total, está a falar de aproximadamente 18 toneladas necessárias. Esse é o seu ponto de partida.
Não o macaco.
A física.
Então aqui está a pergunta que deves fazer a seguir: se o trabalho exige 18 toneladas distribuídas em dois pés, quão rígida tem de ser a estrutura para conter essa energia sem fletir, torcer ou armazenar energia elástica suficiente para se transformar em estilhaços quando algo escorrega?
Perguntaste quão rígida tem de ser a estrutura para suportar 18 toneladas distribuídas em dois pés.
Vamos pôr números na mesa em vez de palpites.
Dezoito toneladas correspondem a 36.000 libras de força. Distribuídas por 24 polegadas, isso dá 1.500 libras por polegada a empurrar para cima na matriz e para baixo no punção. O êmbolo não está a “pressionar suavemente”. Está a comprimir a tua estrutura como uma mola carregada. Se a tua viga superior tiver um vão de 24 polegadas entre os suportes verticais, podes modelá-la como uma viga simplesmente apoiada com uma carga centrada. A matemática básica da deflexão de vigas diz que a deflexão escala com força × vão³ / (E × I). E é o módulo de elasticidade do aço (cerca de 29 milhões psi). I é o segundo momento de área — a parte que controlas através da dimensão da secção.
Agora imagina que construíste a viga superior a partir de um tubo quadrado de 4x4x1/4 polegadas. O valor de I é modesto. Faz as contas e verás uma deflexão central medida em centésimos de polegada sob 36.000 libras. Parece minúsculo até perceberes que a tua tolerância de dobra alvo pode ser ±1 grau. Alguns centésimos no punção traduzem-se em erro de ângulo visível — e pior, concentram a carga no centro, o que aumenta a tensão localmente e agrava a deflexão.
Mas aqui está a parte que os construtores inexperientes ignoram: deflexão não se trata apenas de peças tortas. É energia armazenada. Se essa viga flete 0,030 polegadas sob carga, está a conter energia de deformação elástica. Se uma soldadura se romper ou uma matriz escorregar, essa energia liberta-se instantaneamente.
É assim que se obtêm estilhaços na garagem.
Mas se a estrutura flete, essa energia vai primeiro para outro lado: para dobrar a tua estrutura como um arco.
Por isso, projetamos ao contrário. Começa com as 18 toneladas. Decide que deflexão toleras — digamos 0,005–0,010 polegadas no centro para um vão de 24 polegadas se quiseres dobras consistentes. Resolve a equação da viga para obter o I necessário. Isso dir-te-á se precisas de um canal de 6 polegadas fechado num tubo, de uma viga de chapa laminada ou de tubos gémeos espaçados verticalmente para aumentar a altura da secção. A altura é rei porque I aumenta com o cubo da profundidade da secção. Dobra a altura e a rigidez cresce dramaticamente.
Não adivinhas a rigidez. Calculas e constróis de acordo.
Verificação de idiota: dimensionaste a tua viga superior com base num limite de deflexão sob carga total — ou escolheste um aço que “parecia suficientemente grosso”?
Já tive clientes que apareceram com uma prensa de oficina de 20 toneladas e uma matriz caseira soldada entre os montantes verticais a dizer: “Já diz 20 toneladas.”
Essas prensas são projetadas para compressão vertical entre duas placas, não para resistir a cargas horizontais de alargamento provenientes de uma matriz larga. Os montantes verticais são muitas vezes canais em C delgados. Com um trabalho de prensagem centrado, tudo bem. Com uma carga de dobra de 24 polegadas, os montantes tentam abrir-se para fora porque as forças de reação da matriz empurram lateralmente na base enquanto o êmbolo empurra para baixo no topo.
Caminho de carga diferente.
Numa dobradeira, a força vai: êmbolo → viga superior → montantes em compressão → viga inferior em flexão → de volta para os montantes. Entretanto, a matriz cria componentes horizontais que tentam deformar a estrutura. Uma prensa de oficina tem frequentemente travessas articuladas ou ligeiramente soldadas. Nunca foi concebida para comportar-se como uma estrutura rígida de momentos.
E é aqui que as normas entram sorrateiramente, quer gostes quer não. No momento em que usas essa prensa como um travão, ela torna-se, na prática, numa prensa de travão. Isso significa que o comportamento de paragem, o controlo de curso único e as expectativas de proteção mudam. Os sistemas hidráulicos não param instantaneamente. Há atraso — pelo menos dezenas de milissegundos. A velocidades típicas do êmbolo acima de 10 mm/s, a distância de paragem torna-se não trivial. Se o teu desenho de estrutura assume “Eu largarei simplesmente a alavanca”, estás a ignorar energia cinética que ainda tem de ser absorvida.
Ouve-me atentamente: se a estrutura adaptada da tua prensa é apenas rígida o suficiente para a carga estática mas não para o excedente dinâmico extra, construíste uma gaiola de molas com uma porta frouxa.
Um chassis dedicado em forma de H permite controlar o tamanho da secção, o comprimento da soldadura e a geometria das juntas, de forma que o caminho de carga seja contínuo e fechado. Podes projetar os montantes como verdadeiras colunas com secção transversal suficiente para evitar a flambagem, ligá-los com uma viga inferior dimensionada para rigidez à flexão e soldar completamente os cantos para criar ligações de momento em vez de dobradiças soltas.
Adaptar é conveniência. Projetar é controlo.
Qual responde à realidade total de 36.000 libras?
Já varri restos de uma prensa de travão que falhou porque o construtor confiou em soldaduras de filete como se fossem cola mágica.
Não são.
Na tua estrutura em H, apenas alguns elementos suportam a carga vertical real:
Todo o resto — contrafortes, painéis laterais, suportes — serve principalmente para manter a geometria correta.
Vamos falar de juntas. Se a tua viga superior encontra o montante com uma soldadura de filete curta no canto exterior, essa soldadura é agora responsável por transferir o momento de flexão da viga para a coluna. Sob 36.000 libras ao meio do vão, o momento na extremidade pode chegar a dezenas de milhar de polegadas-libra. Uma pequena soldadura de filete carregada em flexão e cisalhamento pode ultrapassar rapidamente a tensão admissível.
Uma soldadura de penetração total ou uma junta fechada com mangas internas distribui essa tensão pela espessura, não apenas ao longo de uma garganta superficial. Parafusos? Tudo bem — se forem dimensionados para cisalhamento e força de aperto e se compreenderes juntas de fricção crítica. Mas alguns parafusos de Grau 5 de loja de ferragens em furos de folga não são estratégia estrutural. São, no máximo, auxiliares de alinhamento.
E não te esqueças da flambagem das colunas. Um montante com 3 polegadas de largura feito de tubo de parede de 1/4 de polegada pode suportar 36.000 libras em compressão pura no papel. Mas acrescenta um pouco de excentricidade devido a desalinhamento e o fator de comprimento efetivo aumenta. Colunas esbeltas encurvam. Uma vez encurvadas, a tensão dispara.
Cada junta deve responder a uma pergunta: se o êmbolo entrega a carga nominal total mais um pouco de atraso hidráulico, esta ligação mantém-se ainda no intervalo elástico?
Se não sabes, estás a adivinhar.
Verificação de idiota: consegues apontar para cada soldadura no teu caminho de carga e dizer se está a suportar momento de flexão, cisalhamento ou apenas a manter o alinhamento — ou estão todas apenas “soldadas sólidas”?
Tu e eu sabemos que as tuas soldaduras não serão perfeitamente simétricas. As minhas também não, e tenho uma ponta de dedo em falta para provar que já faço isto há algum tempo.
Portanto, assume a imperfeição.
Se o êmbolo estiver mesmo que apenas 1/16 de polegada fora do centro numa distância de 24 polegadas, a carga passa a ser excêntrica. Isso cria um momento de torção na viga superior. Agora não estás apenas a dobrar verticalmente; estás a introduzir torção. A maioria das secções abertas — canais, tubos simples — são fracas em torção. Elas torcem, o que desloca ainda mais a carga para um lado, aumentando a flexão da coluna num dos montantes.
As falhas em cascata não se anunciam.
A solução é a geometria.
E o controlo importa. Um sistema anti-repetição ou de curso único garante um ciclo deliberado por ativação. Se um controlo ficar preso e o êmbolo continuar a ciclar, a sua estrutura sofre cargas de pico repetidas — território da fadiga. É assim que as fissuras começam nas extremidades das soldaduras e crescem de forma invisível.
Os fabricantes profissionais tratam a segurança das quinadoras como iterativa porque as máquinas reais revelam fraquezas reais ao longo do tempo. Não se recebe esse ciclo de feedback numa garagem. Então reforça-se a rigidez, controla-se o alinhamento, e assume-se que a primeira soldadura não é perfeita.
Porque esta máquina é uma gaiola que contém uma mola comprimida e zangada.
O teu trabalho não é torná-la forte uma vez. O teu trabalho é garantir que todos os caminhos de carga, todas as juntas, todas as escolhas de controlo contêm essa mola todas as vezes que puxas a alavanca.
Verificação de Idiota: se o teu êmbolo está 1/16 de polegada fora do centro e o sistema hidráulico ultrapassa durante 50 milissegundos, a tua estrutura mantém-se elástica — ou estás a uma soldadura má de distância de varrer o chão?
Queres dimensões de vigas e especificações de soldadura para 18 toneladas. Bom. Mas aqui está o que ninguém te diz no desenho de guardanapo: podes construir uma estrutura suficientemente robusta para sobreviver a 36.000 libras e ainda assim produzir peças tortas o dia inteiro.
Já vi um rapaz operar uma quinadora de oficina de 20 toneladas com uma abertura de matriz demasiado estreita para o material. A estrutura não falhou. As soldaduras aguentaram. A peça saiu com um raio interior ondulado e 94 graus em vez de 90. Ele forçou mais. Tudo o que fez foi carregar a estrutura mais perto do limite enquanto a geometria lutava contra ele. É assim que transformas um projeto estrutural em estilhaços de garagem sem nunca partir o aço.
A estrutura contém energia. As ferramentas decidem o que essa energia faz.
Se o raio da ponta do punção, a abertura da matriz e a espessura do material não forem compatíveis, não estás a dobrar — estás a discutir com a física. E a física não negocia.
Então, antes de te preocupares obsessivamente com mais um quarto de polegada de espessura de parede, vamos falar sobre onde realmente reside a precisão.
Vamos começar com algo concreto.
Pega em aço macio de 1/8 polegada. Na curvatura ao ar — ou seja, o punção força a chapa num V-matriz mas não a “fecha” até ao fundo — uma regra comum é uma abertura da matriz cerca de 8 vezes a espessura do material. Então 1/8 de polegada vezes 8 dá-te uma abertura em V de 1 polegada. Essa geometria produz um raio interior previsível de aproximadamente 0,16 polegada e mantém a força de tonelagem razoável.
Agora aperta essa matriz para 1/2 polegada porque “queres um canto mais afiado”.”
O que acontece?
A demanda de tonelagem praticamente duplica. Por vezes, mais. O material é forçado mais profundamente antes de poder se formar naturalmente, e começas a aproximar-te do “bottoming” — quando a chapa contacta as paredes da matriz. O “bottoming” pode reduzir o retorno elástico, claro. Mas pode exigir de três a cinco vezes a força do ar bending. Num quadro DIY concebido para permanecer elástico a 18 toneladas, essa exigência extra não desaparece magicamente. Vai para a deflexão.
Mas se a estrutura flete, essa energia vai primeiro para outro lado: para dobrar a tua estrutura como um arco.
E quando o quadro se curva, a relação punção-matriz muda a meio do curso. A abertura da matriz efetivamente alarga sob carga. O ângulo que pensavas estar a controlar muda dinamicamente. Não consegues um 90 nítido. Consegues um 90-mais-ou-menos que varia com a pressão do curso.
É por isso que a relação punção-matriz é precisão. Não a classificação do macaco.
Curvar ao ar com a largura de V correta dá-te menor força, raio interior previsível e alterações de ângulo repetíveis por milésimos de curso. Cunhar — esmagar o material na matriz — praticamente elimina o retorno elástico, mas o aumento de tonelagem é brutal. Numa prensa caseira, tentar eliminar completamente o retorno elástico com força bruta é a forma de testar ao limite cada solda que acabaste de calcular.
Não compras precisão com pressão. Projetas-la com geometria.
Verificação idiota: a tua abertura de matriz foi escolhida a partir da espessura do material e método — ou escolheste-a porque “parecia certa” na bancada?
Uma vez dobrei quatro abas num simples tabuleiro. Cada dobra estava apenas 2 graus fora. Não parece muito. Quando o quarto lado subiu, os cantos falharam por quase um quarto de polegada. O erro acumulou porque cada dobra mudou a referência para a seguinte.
Isso é acumulação.
Numa prensa manual, a tua paragem a 90 graus é normalmente uma paragem física de curso — um colar no macaco, uma aba soldada, um parafuso que limita o movimento. O erro de principiante é definir essa paragem com base em onde o êmbolo fica quando o ângulo “parece certo” uma vez.
Mas no ar bending, o ângulo é controlado pela profundidade de penetração do punção na matriz. Uns milésimos de polegada de diferença na profundidade podem alterar o ângulo por um grau ou mais, dependendo da largura da matriz. Se o teu quadro deflectir 0,010 polegada sob carga, isso não é apenas cosmético. Isso é erro de ângulo.
Então, aqui está como fazê-lo sem mostradores CNC:
Depois repita a dobra três vezes.
Se os seus ângulos variarem mais de meio grau entre ciclos, o problema não é a paragem. É elasticidade da estrutura, centralização do êmbolo ou material inconsistente.
Ouça-me atentamente: nunca regule a sua paragem por “bombear até parecer certo” enquanto a sua cara está sobre a peça. Se algo escapar sob carga total, essa punção torna-se um projétil mais rápido do que consegue piscar os olhos.
Um 90 fiável num setup manual consiste em controlar a profundidade sob carga consistente — o que só funciona se a sua estrutura permanecer no intervalo elástico para o qual foi projetada. Geometria e rigidez a trabalhar em conjunto. Não adivinhação e força de braço.
Verificação de Idiota: consegue descrever exatamente qual característica física limita a viagem do seu êmbolo — e está a apoiar-se em aço maciço ou apenas em roscas sob tensão?
Dobra aço doce de 1/8 de polegada até o visor indicar 88 graus sob pressão. Liberta. Abre para 92.
Essa mudança de 4 graus é recuperação elástica — retorno elástico à medida que as tensões internas se redistribuem após retirada da carga.
Porque é que isso acontece?
Porque durante a dobra, as fibras exteriores da chapa entram em tensão, as interiores em compressão. Quando liberta a punção, a parte elástica dessa deformação recupera. Quanto mais apertado for o raio interior em relação à espessura, maior é a deformação plástica e menor a recuperação elástica. É por isso que a cunhagem praticamente a elimina. Sobrecarrega a elasticidade com deformação plástica.
Mas não estamos a cunhar. Estamos a conter energia, não a aumentá-la bruscamente.
Então compensa.
Dobre para além dos 90, talvez até 86 sob carga, liberte, meça. Se ficar nos 90,5, ajuste. Vá devagar. Mantenha notas: grau do material, espessura, largura da matriz, profundidade de penetração atingida.
Após algumas séries, saberá que a sua matriz em V de 1 polegada com aço A36 de 1/8 de polegada precisa de cerca de 2 a 3 graus de sobremedida na dobra. Muda para inox? Esse número sobe. Lote diferente de aço? Muda novamente.
Está a criar a sua própria tabela através de repetição controlada.
Agora sobre o “truque de recuperação elástica zero” que já vi — cortar um sulco superficial ao longo da linha de dobra antes da formação. Sim, remover material reduz a resistência e pode praticamente eliminar a recuperação elástica. Também adelgaça a secção exatamente onde precisa de resistência. Para suportes que transportam carga, esse sulco torna-se um iniciador de fissuras.
Precisão que enfraquece a peça não é precisão. É sabotagem disfarçada de esperteza.
Uma prensa manual fiável aceita que a recuperação elástica existe e gere-a com geometria e sobremedida controlada — tudo enquanto mantém a tonelagem dentro da capacidade elástica da estrutura que projetou.
Porque cada grau de sobrecurvatura é energia armazenada nessa mola zangada de uma máquina.
E se um dia algo nesse caminho de carga ceder, essa energia armazenada não vai desaparecer de forma educada.
Ela vai para algum lugar.
Verificação de Idiota: quando excedes a dobra para compensar o retrocesso elástico, sabes quanta carga adicional isso acrescenta à tua estrutura — ou estás apenas a pressionar mais forte a alavanca e a esperar?
Perguntaste como desenhar a estrutura para que a deflexão se mantenha suficientemente baixa para precisão repetível.
Bom. Agora vamos falar sobre o que acontece quando não se mantém.
O que realmente estás a construir não é uma ferramenta de dobrar. É uma jaula para energia armazenada que está a tentar escapar.
Quando bombeias esse macaco hidráulico, estás a comprimir fluido hidráulico, a esticar membros de aço, a colocar soldaduras em tensão, e a forçar uma chapa metálica a uma deformação plástica. Tudo isso é energia ali, silenciosa, à espera do equilíbrio. Se o caminho da carga estiver limpo e a estrutura permanecer elástica, essa energia liberta-se de forma controlada quando abres a válvula. Se algo fratura, desalinha ou desliza, a energia descarrega onde a resistência cair primeiro.
Essa é a zona de estilhaços.
Já varri os restos de uma prensa-freio que falhou. Não era um brinquedo DIY — era uma máquina de oficina. As ferramentas lascaram, a peça de trabalho saltou para cima, e encontrámos fragmentos incrustados na parede de gesso a três metros de distância. Ninguém morreu. Isso foi sorte, não design.
Portanto, quando digo “desenha ao contrário a partir da força”, é isto que quero dizer: calculas não apenas quanta carga precisas para dobrar o aço, mas quanta energia armazenada a tua estrutura deve conter se algo na montagem falhar.
Porque eventualmente algo vai falhar.
Pensas que aço temperado significa indestrutível.
Significa frágil.
As ferramentas são temperadas para resistir ao desgaste e manter a forma sob carga. Mas a dureza troca pela ductilidade — a capacidade de se esticar antes de partir. Quando excedes a capacidade de uma matriz, especialmente com uma abertura em V demasiado estreita ou um punção desalinhado, a tensão concentra-se nos ombros desse V. Não de forma uniforme. Localmente.
E materiais frágeis não cedem de forma graciosa. Fracturam.
Não há dobra lenta. Nenhum cedimento de aviso. Uma microfissura torna-se uma fissura corrida, e a matriz divide-se com energia elástica armazenada ainda no sistema. Essa energia estava na estrutura, no macaco, no conjunto comprimido de ferramentas. Quando a matriz fratura, a restrição desaparece em poucos milissegundos.
O sistema descarrega violentamente.
Os fragmentos seguem a direção de menor resistência — muitas vezes lateralmente ao longo da linha da matriz, por vezes para cima ao longo da face do punção. Se a peça de trabalho ainda estiver parcialmente empenhada, pode tornar-se uma alavanca que redireciona essa libertação.
Agora vem a parte que os novatos ignoram: a falha da matriz não tem apenas a ver com a tonelagem total. Se excederes a largura adequada do V-die — aquela regra das “oito vezes a espessura do material” de que tanto ouves falar — aumentas o stress localizado, mesmo que a estrutura teoricamente suportasse mais carga. Não sobrecarregaste a máquina. Sobrecarregaste a geometria de contacto.
A geometria das ferramentas pode falhar antes que a tua estrutura se queixe.
Ouve-me com atenção: antes de cada sessão, inspeciona as tuas matrizes à procura de lascas, fissuras finas ou arestas deformadas. Uma matriz comprometida sob carga não é “talvez segura”. É estilhaços pré-tensionados.
Verificação de idiota: estás a escolher a largura da matriz em função da espessura do material e do método — ou estás a aumentar a pressão até a dobra “parecer certa” e a culpar o aço?
Agora vamos falar sobre a própria chapa.
Quando fazes uma dobra a ar em aço macio, as fibras externas esticam, as internas comprimem e forma-se uma charneira plástica na linha de dobra. Quando libertas a pressão, a deformação elástica recupera e a peça abre alguns graus. Previsível. Gerível.
Até deixar de o ser.
Se estiveres a dobrar um material de alta resistência ou frágil com um raio interno apertado, reduces a quantidade de deformação plástica e aumentas a fração elástica da energia de deformação. Isso significa mais energia armazenada na própria chapa. Se uma fissura se iniciar na superfície externa em tensão durante a dobra, essa fissura pode abrir-se ao longo da largura.
A chapa deixa de se comportar como uma charneira.
Comporta-se como uma mola partida.
Imagina uma tira comprida sobre o V-die. O punção força-a para baixo. As extremidades ficam sem apoio para além dos ombros da matriz. Se ocorrer fratura na carga máxima, a chapa pode rodar sobre as arestas da matriz e chicotear para cima. A direção não é aleatória — segue a curvatura armazenada e a geometria de apoio. Em direção ao operador é comum porque é o lado aberto da máquina.
Mas a tua estrutura costuma ter um vão livre maior do que a peça e uma secção transversal pior para resistir à flexão.
Portanto, se a estrutura fletir significativamente, acrescenta energia armazenada ao sistema. Quando a chapa se liberta, a estrutura também recupera. Duas molas a descarregar ao mesmo tempo.
É assim que o recuo se amplifica.
É por isso que hidráulico não significa seguro. As prensas mecânicas armazenam energia em volantes de inércia; as hidráulicas armazenam-na em fluido comprimido e aço esticado. Meio diferente. Mesma física.
Se te inclinares sobre a linha da matriz quando algo fratura, estás à frente da porta de saída.
Verificação de idiota: quando posicionas uma peça longa, estás de lado em relação à linha da matriz — ou centrado como se fosses alinhar um tiro de espingarda?
Vamos tornar isto prático.
Desenhe um semicírculo centrado na linha da matriz com um raio igual ao comprimento não suportado mais longo da sua peça. Esse arco é a sua zona de segurança. Se uma tira de 30 polegadas está a fazer ponte sobre a matriz, assuma que pode varrer 30 polegadas num pior caso de quebra brusca. Acrescente margem para a sua própria estupidez.
Fique fora desse arco.
Agora os três verificações antes de bombear o macaco.
Primeiro: continuidade do caminho de carga. O macaco deve apoiar firmemente sobre aço sólido que transfira a carga diretamente para os elementos verticais, não através de roscas em flexão ou abas em cisalhamento. Se o pé do êmbolo pode inclinar, está a introduzir carga excêntrica — força fora do centro — que multiplica a tensão numa coluna e reduz na outra. Tensão desigual é como as matrizes lascam e as estruturas torcem.
Segundo: auditoria da elasticidade da estrutura. Olhe para o seu elemento horizontal mais longo. Esse é a sua viga superior ou travessa. Se consegue ver luz sob um régua quando está descarregado, já construiu uma curvatura. Sob carga, essa curvatura armazena energia extra. Acrescente reforços nas juntas das colunas. Aumente a altura da secção em vez da espessura sempre que possível; a rigidez à flexão escala dramaticamente com a altura da secção. Está a combater a deflexão, não apenas a cedência.
Terceiro: estado e alinhamento das ferramentas. Punção centrada na matriz. Sem detritos no V. Sem danos visíveis na aresta. A regra do 8 respeitada, a menos que tenha feito os cálculos e saiba porque a está a quebrar.
Ouça-me atentamente: nunca assuma que “aguentou ontem” significa que está seguro hoje. O aço sofre fadiga. As soldaduras fissuram. Os parafusos soltam-se. A energia armazenada não se preocupa com o seu otimismo.
Um travão DIY fiável não é sobre perseguir a capacidade máxima de dobra. É sobre definir um limite que se recusa a ultrapassar — baseado na geometria das ferramentas, na rigidez da estrutura e na sua disposição para ficar fora desse semicírculo.
Porque uma vez que compreende a zona de estilhaços, a próxima pergunta não é “Quanto consegue dobrar?”
É “Onde traço o limite antes que isto cause ferimentos?”
Quer um número concreto. Não uma sensação. Não “aguentou da última vez”. Um limite.
Aqui está a regra que uso na minha própria oficina quando adaptamos uma estrutura de prensa para uso como travão: se o cálculo da dobra diz que precisa de 10 toneladas por pé, dimensiona a estrutura para suportar 13 e opera a 9. Essa é a regra 90% em aço simples — nunca planeie usar mais do que 90% da sua capacidade estrutural segura calculada, e nunca dimensione a estrutura para menos de 120–130% da sua carga de dobra prevista.
Porque essa margem?
Porque os seus cálculos de dobra assumem espessura perfeita do material, geometria perfeita da matriz, alinhamento perfeito. O aço real varia. A espessura pode variar uma décima de milímetro e alterar o retorno elástico o suficiente para que instinctivamente “dê mais uma bombada”. Esse pouco mais é como as estruturas passam da deflexão elástica para energia armazenada que não contabilizou.
Os profissionais sobredimensionam as suas máquinas em 20–30% por esta razão. E essas são feras soldadas, aliviadas de tensões, alinhadas por CNC, com êmbolos protegidos e gráficos de tonelagem calibrados. A sua estrutura de garagem, construída de aço laminado a quente e esperança, não pode operar no limite.
Se alguma vez precisar realmente de 100% da classificação do seu macaco para fazer uma dobra, a sua estrutura já está a uma soldadura defeituosa de se tornar estilhaços na garagem.
Então, como defines o limite máximo rígido?
O teu macaco é uma bomba. A tua estrutura é a gaiola que contém a mola comprimida. A gaiola define o limite.
Agora vamos falar sobre o que isso realmente significa em termos da chapa que nunca deves tocar.
A espessura é o multiplicador silencioso. A força de dobragem aumenta aproximadamente com o quadrado da espessura. Duplicar a espessura é arriscar-te a quatro vezes mais força.
É assim que alguns passam de dobrar felizmente aço macio de 1/8 de polegada a rachar soldaduras em aço de 1/4 de polegada e dizer que o macaco “parecia bem”.”
O macaco parece sempre bem. É hidráulico. Não se queixa quando a tua estrutura cede um pouco.
Aqui está o método prático.
Pega no material mais grosso que já dobraste com sucesso sem deflexão visível da estrutura — e quero dizer medida com um relógio comparador ou pelo menos um calibrador de folgas a meio do vão, não “a olho”. Chama a isso a tua referência comprovada. Agora reduz um calibre mais espesso no papel e calcula a nova tonelagem necessária. Se esse novo número fizer a tua estrutura ultrapassar 90% da sua capacidade estrutural, essa espessura torna-se o teu limite máximo rígido.
Não é “tenta uma vez”. Não é “dobra curta apenas”. É o limite.
Dobras curtas são especialmente enganosas. Forçar demasiado uma secção de 4 polegadas concentra a carga sob o êmbolo e pode deformar permanentemente a sua face ou empenar a viga transversal localmente. Danos progressivos. Hoje é uma milésima. No próximo mês é desalinhamento. Já varri os destroços de uma prensa dobradeira que falhou, e não explodiu de repente — foi-se degradando até que um dia mau acabou o trabalho.
Ouça-me com atenção: nunca testes uma nova espessura máxima com o teu rosto sobre a linha da matriz e o corpo centrado em frente da peça. As cargas pela primeira vez são quando as más suposições se corrigem violentamente.
Verificação de idiota: estás a definir a tua espessura máxima com base no comportamento medido da estrutura — ou em quão longe a alavanca do macaco ainda se move?
Mas e se a peça que deseja estiver apenas ligeiramente acima desse limite?
É aqui que os fabricantes experientes se distinguem dos que estão a acumular sucata na garagem.
Se a curva necessária o empurra para além de 90%, não “seguirá em frente”. Irá mudar a peça.
Pode aumentar o raio interior? Um V-die maior reduz drasticamente a tonelagem necessária. Pode dividir o design em duas peças mais finas e soldar? Adicionar uma flange em vez de dobrar um canal profundo a partir de uma chapa grossa? Mudar o tipo de material para algo mais fácil de moldar?
Cada uma dessas opções reduz a energia armazenada no sistema. Essa é a verdadeira métrica. Não o orgulho.
Lembre-se do que dissemos anteriormente: Mas se a estrutura fletir, essa energia vai primeiro para outro lado: para dobrar a sua estrutura como um arco. E quando liberta a pressão, esse arco quer endireitar-se. Mas a sua estrutura normalmente tem um vão mais longo e sem suporte do que a peça e uma secção transversal pior para resistir à flexão. Por isso, armazena mais energia do que pensa.
Redesenhar a peça não é fraqueza. É escolher onde a tensão vai viver.
Se a única maneira de fazer a curva é levar o macaco até ao limite e forçar o último meio grau, já não está a moldar metal. Está a apostar as suas soldaduras contra a física.
Verificação de idiotas: está a tentar provar que a sua máquina consegue fazê-lo — ou que o seu design faz sentido?
E, por vezes, a resposta honesta é nenhuma das duas. Às vezes a decisão inteligente é simplesmente não executar.
Vamos pôr o ego de lado por um momento.
Se o trabalho exige uma tolerância de ângulo consistente inferior a um grau em várias peças, o seu travão manual já está fora da sua zona de conforto. Máquinas industriais conseguem médias de meio grau porque controlam a profundidade de penetração com precisão e compensam a variação do material. Você está a bombear um macaco e a avaliar o retorno elástico a olho.
Agora empilhe o risco em cima disso.
Se a carga de curvatura calculada — com margem de variabilidade — exceder o que a sua estrutura pode suportar em 90%, e o redesenho comprometer a função da peça, a matemática muda. O custo de uma estrutura falhada, de um die lascado ou de uma ida às urgências ultrapassa o preço do trabalho para umas poucas curvas.
Isto não é sobre capacidade. É sobre contenção.
Um travão de prensa é uma gaiola que segura uma mola comprimida e zangada. O seu trabalho como construtor não é ver o quão zangada a pode deixar. É decidir quanta raiva a sua gaiola pode suportar em segurança — e parar aí.
Ouça-me bem: nenhum travão de prensa caseiro cumpre os padrões industriais de proteção. Não tem cortinas de luz. Não tem controlos de segurança de duas mãos. Isso significa que a sua margem de segurança deve ser estrutural e comportamental, não eletrónica.
Aqui está a perspetiva que quero que leve consigo.
A capacidade não é a classificação do macaco. A capacidade é a carga máxima na qual a sua estrutura continua aborrecida.
Sem novos ruídos. Sem crescimento visível de deflexão. Sem “isso está provavelmente bem”.”
Quando a sua máquina está aborrecida a 90%, está dentro da gaiola. Quando persegue 100%, está a alimentar a mola e a esperar que as barras aguentem.
Verificação de idiota: está a construir uma máquina que sobrevive à sua ambição — ou uma que depende da sua contenção em cada puxão?


















