

J’ai balayé un presse-plieuse qui a échoué.
Pas la tôle. La plieuse.
Un cric-bouteille de vingt tonnes toujours pompé à bloc, poignée bravement en l’air, tandis que la poutre supérieure se décollait vers le haut comme une boîte de sardines et que les plaques latérales se fendaient au niveau des soudures. Personne blessé. Pure chance. Le constructeur continuait de dire : “ Mais c’est un cric de 20 tonnes ”, comme si ce chiffre était un champ de force.
C’est l’illusion avec laquelle tu es entré ici, n’est-ce pas ?
Un cric-bouteille se fiche de l’endroit où il est monté. C’est un cylindre hydraulique avec un problème de tempérament. Tu pompes, la pression monte, et il continuera à pousser jusqu’à ce que quelque chose cède. Si ce “ quelque chose ” n’est pas ta tôle, il transformera volontiers ton châssis en éclats projetés dans ton garage.
Pense à une presse-plieuse comme à une cage retenant un ressort comprimé et furieux. Le cric stocke de l’énergie sous forme de pression hydraulique. Lorsque tu plies l’acier, cette énergie passe dans la déformation plastique — pli permanent. Mais si le châssis fléchit, cette énergie va ailleurs d’abord : dans le pliage de ta structure comme un arc.
Quand tu achètes un cric de 20 tonnes, tu n’achètes pas la force. Tu achètes de l’énergie stockée qui exige d’être contenue. Alors, qu’est-ce qui te fait penser que le chiffre marqué sur le cric te dit ce que toute la machine peut supporter ?
J’ai vu un gamin essayer de plier une plaque d’un quart de pouce sur une portée de 36 pouces avec un montage “ 20 tonnes ”. Les calculs qu’il a omis comptent : la force de pliage augmente avec le carré de l’épaisseur et avec la largeur. Double l’épaisseur, tu multiplies environ par quatre la force nécessaire. Élargis le pli sur un mètre de portée, et la charge grimpe vite.

Et voici la partie que personne ne te dit : cette cote de 20 tonnes est à la sortie du vérin, droit vers le haut, en alignement parfait. Elle ne dit rien sur ce qui se passe après que la force frappe ta poutre supérieure, traverse tes plaques latérales et se résout au niveau du poinçon inférieur. Chaque centimètre de flexion sur ce chemin vole de la force effective de pliage et stocke de l’énergie élastique dans le châssis.
Alors tu pompes plus fort.
Écoute-moi bien : quand tu continues de pomper parce que “ ça n’a pas encore plié ”, tu ne testes pas l’acier — tu charges un ressort que tu as construit avec de la récup’ et des espoirs.
Si la tôle n’a pas encore cédé mais que ton châssis a déjà fléchi, qu’est-ce que tu penses qui va casser en premier ?
Place une règle droite sur une poutre supérieure fragile avant de presser. Pompe le cric à mi-charge. Tu verras apparaître un espace au milieu bien avant que la plaque ne montre une amorce de pli. C’est la flèche — flexion élastique du châssis.
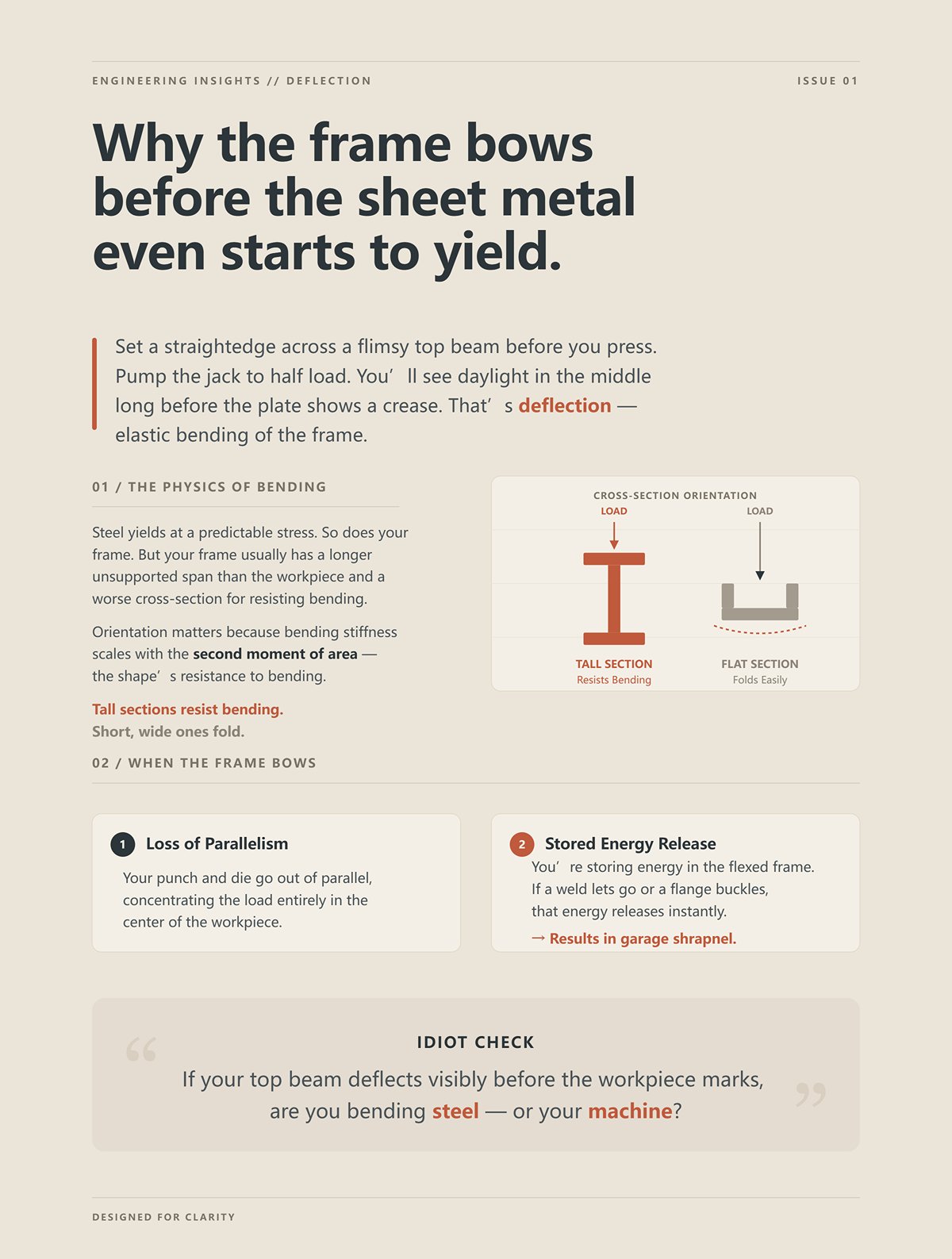
L’acier cède à une contrainte prévisible. Ton châssis aussi. Mais ton châssis a généralement une portée non soutenue plus longue que la pièce et une section moins adaptée pour résister au pliage. Un profilé U de 4 pouces posé à plat est terrible en flexion verticale comparé à une poutre en I correctement orientée. L’orientation compte car la rigidité en flexion dépend du moment d’inertie — la résistance de la forme à la flexion. Les sections hautes résistent au pliage. Les sections courtes et larges plient.
Quand le châssis se courbe, deux choses se produisent. Premièrement, ton poinçon et ton matrice ne sont plus parallèles, concentrant la charge au centre. Deuxièmement, tu stockes de l’énergie dans le châssis fléchi. Si une soudure lâche ou si un rebord se voile, cette énergie stockée se libère instantanément.
C’est ainsi que tu obtiens des éclats de garage au lieu d’un pli net à 90 degrés.
Test de l’idiot : si ta poutre supérieure fléchit visiblement avant que la pièce ne marque, plies-tu de l’acier — ou ta machine ?
J’adore l’acier de récupération. J’ai construit la moitié de cet atelier avec. Mais je sais ce que c’est.
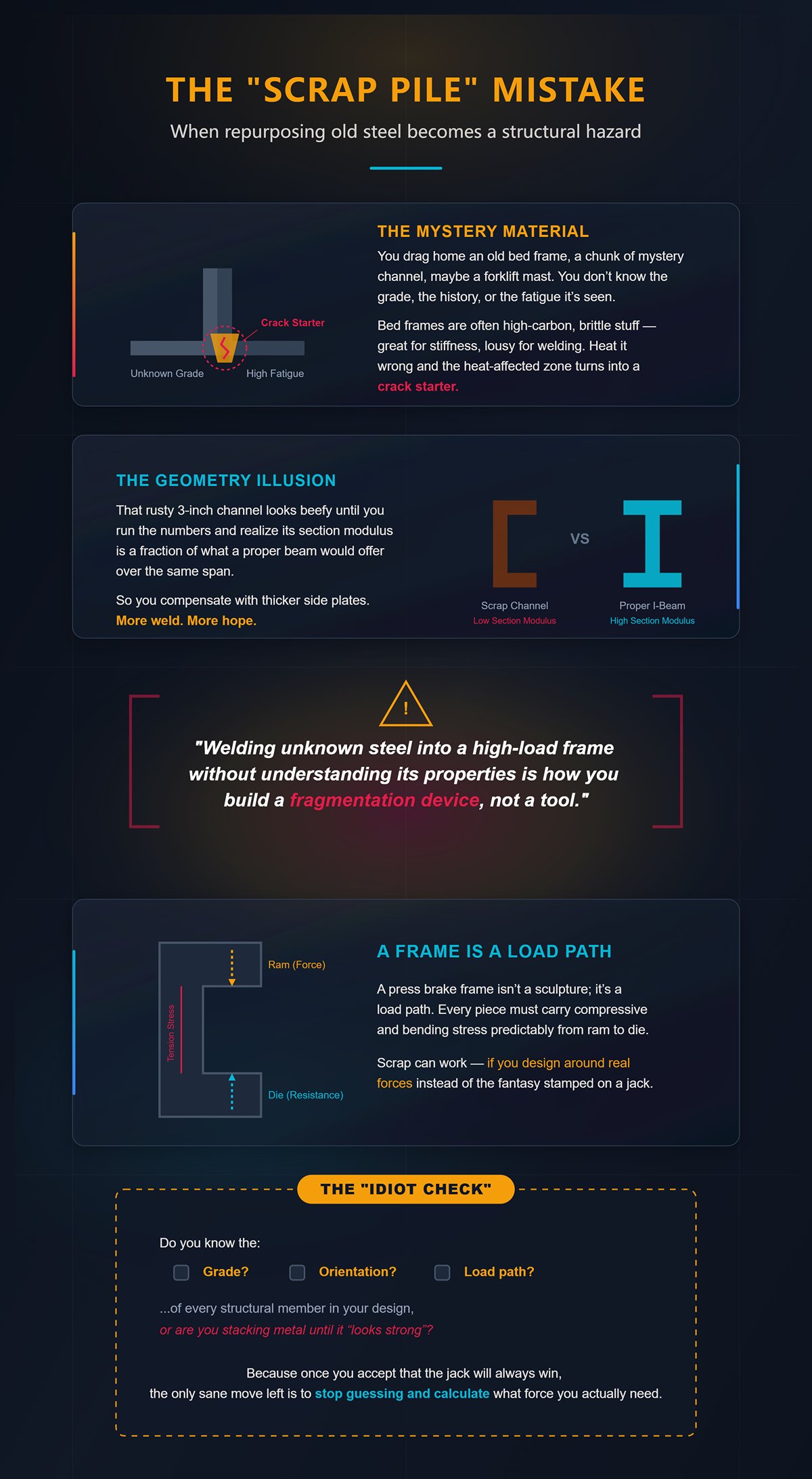
Vous ramenez chez vous un vieux cadre de lit, un morceau de profilé inconnu, peut-être un mât de chariot élévateur. Vous ne connaissez ni la nuance, ni l’historique, ni la fatigue qu’il a subie. Les cadres de lit sont souvent en acier à haute teneur en carbone, cassant — excellent pour la rigidité, mauvais pour la soudure. Chauffez-le mal et la zone affectée par la chaleur devient un déclencheur de fissure.
Ensuite, il y a la géométrie. Ce profilé rouillé de 3 pouces semble costaud jusqu’à ce que vous fassiez les calculs et réalisiez que son module de section n’est qu’une fraction de ce qu’une poutre correcte offrirait sur la même portée. Alors vous compensez avec des plaques latérales plus épaisses. Plus de soudure. Plus d’espoir.
Écoutez-moi bien : souder un acier inconnu dans un châssis à forte charge sans comprendre ses propriétés, c’est fabriquer un dispositif de fragmentation, pas un outil.
Un bâti de presse plieuse n’est pas une sculpture ; c’est un chemin de charge. Chaque pièce doit transmettre les contraintes de compression et de flexion de manière prévisible du vérin à la matrice. La ferraille peut fonctionner — si vous concevez en fonction des forces réelles plutôt que de la fantaisie imprimée sur un cric.
Vérification idiote : connaissez-vous la nuance, l’orientation et le chemin de charge de chaque élément structurel de votre conception, ou empilez-vous du métal jusqu’à ce que ça “ ait l’air solide ” ?
Parce qu’une fois que vous acceptez que le cric gagnera toujours, la seule décision sensée qui reste est d’arrêter de deviner et de calculer la force dont vous avez réellement besoin pour plier votre matériau.
J’ai vu un gars avec un cric tout neuf de 20 tonnes essayer de faire un pli net à 90° dans de l’acier doux de 1/8″, sur 12 pouces de large. Il pensait : “ C’est fin. Un quart de pouce, c’est le truc dur. ” Il a pompé jusqu’à ce que le châssis commence à chanter. La tôle a à peine touché la matrice.
Il ne connaissait pas le chiffre qu’il affrontait réellement.
Il existe une formule standard d’atelier pour le pliage à l’air de l’acier doux :
Tonnage par pied ≈ (Épaisseur² × 575) ÷ Ouverture en V
Épaisseur et ouverture en V en pouces. Le 575 est une constante matérielle intégrée pour l’acier doux. Ce n’est pas magique. C’est la limite d’élasticité et la géométrie combinées.
Alors faisons le calcul que vous avez évité.
L’acier de 1/8″ fait 0,125″. Au carré : 0,125 × 0,125 = 0,0156.
Utilisez une ouverture en V courante pour cette épaisseur — environ 8× l’épaisseur. 0,125 × 8 = 1,0″ matrice en V.
Maintenant, insérez dans la formule :
(0,0156 × 575) ÷ 1,0 ≈ 8,97 tonnes par pied.
Appelez ça 9 tonnes par pied.
Un pied de large ? Environ 9 tonnes. Deux pieds de large ? 18 tonnes. Trois pieds de large ? 27 tonnes.
Ce cric “20 tonnes” est à bout de souffle avant que vous ne terminiez une courbure de 36 pouces.
Et cela, c’est juste pour atteindre la force de pliage — sans compter la friction, le désalignement ou la flexion du cadre qui volent une partie de cette charge avant qu’elle n’atteigne la tôle.
Voici la partie qui devrait vous faire frémir : doublez l’épaisseur à 1/4″ et vous ne doublez pas la force. Vous la mettez au carré.
0,25² = 0,0625. C’est quatre fois 0,0156.
Même proportion de V, même largeur ? Vous venez de quadrupler la tonnage requis.
Cette relation épaisseur-au-carré est la raison pour laquelle les presses artisanales meurent soudainement. Le constructeur augmente le matériau “un peu”. La charge augmente beaucoup.
Et personne ne fait les calculs avant que quelque chose ne casse.
Vérification idiote : si vous doublez l’épaisseur de ce que vous prévoyez de plier, avez-vous multiplié votre tonnage requis par quatre — ou avez-vous simplement supposé que votre cric avait “encore de la marge” ?
Mettons cela en évidence avec une comparaison qui trompe les gens.
Les tableaux industriels montrent que l’aluminium de 1/8″ sur une petite ouverture en V pourrait ne nécessiter qu’environ 3 tonnes par pied. Même épaisseur en acier doux ? 25–30 tonnes par pied dans certains montages.
Même épaisseur. Même largeur. Dix fois la force.
Le matériau compte parce que la limite d’élasticité compte. L’acier doux cède autour de 36 000 psi. Les alliages d’aluminium courants sont bien plus faibles. La constante de la formule change parce que la résistance du métal à la déformation permanente change.
Alors quand quelqu’un dit : “J’ai plié du 1/8″ sans problème”, la première question n’est pas l’épaisseur.
C’est quel métal ?
Vous voyez à quel point penser uniquement en termes d’épaisseur est dangereux ? Vous construisez un châssis qui résiste aux expériences avec l’aluminium. Puis vous y insérez de l’acier.
Maintenant, votre “ ressort en colère ” emmagasine dix fois plus d’énergie.
Écoutez-moi bien : la force hydraulique ne se soucie pas de ce que vous aviez l’intention de plier — elle ne connaît que la pression, et elle continuera à charger le châssis jusqu’à ce que l’acier cède ou que votre structure le fasse.
Pour lequel des deux avez-vous conçu ?
J’ai balayé un presse-plieuse qui a échoué.
Mais la plupart ne explosent pas d’abord. Ils vous trompent.
Sur les grandes presses industrielles — des monstres de 150 tonnes — les fabricants ne vous laissent pas utiliser la capacité nominale sur toute la longueur du lit. Ils la limitent à environ 25 tonnes par pied, même si l’hydraulique peut pousser plus. Pourquoi ? Pour contrôler la déflexion.
La déflexion est une flexion élastique — temporaire. Le châssis se courbe de quelques millièmes. Vous obtenez une variation d’angle. Peut-être ±1,5 degré sur toute la longueur.
Cela ne semble pas dramatique.
Mais cela ruine les pièces bien avant de fissurer l’acier.
Voici le mécanisme : lorsque la poutre supérieure se courbe, le poinçon et la matrice perdent leur parallélisme. La charge se concentre au centre. Le centre se plie davantage. Les extrémités accusent un retard. Vous surpompez pour corriger les extrémités. Maintenant, le centre est trop plié.
Vous compensez à l’œil. Maintenant, chaque pièce est légèrement différente.
C’est la flexion.
La rupture, c’est lorsque la contrainte dépasse la limite d’élasticité dans votre châssis — soudure qui se déchire, bride qui se déforme, plaque qui se fissure. C’est permanent. C’est de la mitraille de garage.
La flexion est un avertissement. La rupture est la conséquence de l’ignorer.
Et voici le coup de théâtre : les châssis faits maison ont généralement des lits plus courts mais des poutres proportionnellement plus fines que les machines industrielles. Cela signifie que leur capacité en tonnes par pied est souvent bien inférieure à la capacité totale du cric.
Ainsi, même si votre cric indique 20 tonnes, votre châssis ne peut peut-être tolérer que 8 ou 10 tonnes par pied avant que la déflexion ne devienne inacceptable.
Vous ne perdez pas la machine d’un seul coup.
Vous perdez d’abord la précision.
Vérification idiote : concevez-vous uniquement pour éviter une défaillance catastrophique, ou avez-vous calculé combien de flèche votre cadre peut tolérer avant que vos pliages ne deviennent tordus ?
| Section | Contenu |
|---|---|
| Titre | Flexion du châssis vs. rupture du châssis : pourquoi ce ne sont pas le même problème |
| Déclaration d’ouverture | J’ai balayé un presse-plieuse qui a échoué. Mais la plupart ne explosent pas d’abord. Elles vous mentent. |
| Limites des freins industriels | Sur les grandes presse-plieuses industrielles — des machines de 150 tonnes — les fabricants limitent la capacité nominale pleine sur toute la longueur de la table, souvent à environ 25 tonnes par pied, même si l’hydraulique peut pousser davantage. Cela permet de contrôler la flèche. |
| Qu’est-ce que la flèche ? | La flèche est une flexion élastique (temporaire). Le cadre se courbe légèrement, provoquant une variation d’angle — peut-être ±1,5 degrés sur toute la longueur. |
| Pourquoi c’est important | Cela peut ne pas paraître dramatique, mais cela gâche les pièces bien avant que l’acier ne se fissure. |
| Mécanisme de flexion | Quand la poutre supérieure se courbe, le poinçon et la matrice perdent leur parallélisme. La charge se concentre au centre. Le centre plie davantage ; les extrémités suivent avec retard. Vous pompez plus pour corriger les extrémités, ce qui provoque un sur-pliage au centre. |
| Problème résultant | Vous compensez à l’œil, et maintenant chaque pièce est légèrement différente. C’est la flexion. |
| Qu’est-ce qu’une défaillance ? | La défaillance survient lorsque la contrainte dépasse la limite d’élasticité — les soudures se déchirent, les brides se déforment, les plaques se fissurent. Ces dommages sont permanents et dangereux. |
| Flexion vs. défaillance | La flexion est un avertissement. La rupture est la conséquence de l’ignorer. |
| Risque pour les cadres faits maison | Les cadres faits maison ont souvent des tables plus courtes mais des poutres proportionnellement plus fines que les machines industrielles, ce qui entraîne une capacité admissible en tonnes par pied bien inférieure à la capacité totale du cric. |
| Implication pratique | Même si un cric est évalué à 20 tonnes, le cadre peut n’accepter que 8 à 10 tonnes par pied avant que la flèche ne devienne inacceptable. |
| Ce que vous perdez en premier | Vous ne perdez pas la machine immédiatement — vous perdez d’abord la précision. |
| Vérification de l’idiot | Concevez-vous uniquement pour éviter une défaillance catastrophique, ou avez-vous calculé combien de flèche votre châssis peut tolérer avant que vos pliages ne deviennent de travers ? |
Imaginez deux travaux.
Travail un : plaque de 1/4″, 6 pouces de large. Travail deux : plaque de 1/8″, 36 pouces de large.
La plupart des débutants craignent la plaque la plus épaisse.
Faites le calcul.
Nous avons déjà vu que le 1/4″ demande environ quatre fois la force du 1/8″, par pied.
Mais le travail en 1/4″ ne fait qu’un demi-pied de large. Le travail en 1/8″ fait trois pieds de large.
Ainsi, le tonnage total peut finir par être similaire — voire supérieur — pour la tôle plus fine mais plus large.
La force varie linéairement avec la largeur. Doublez la longueur de pliage, doublez le tonnage. Mais l’épaisseur ? Elle est au carré.
C’est le compromis qui définit réellement la capacité de votre machine : épaisseur maximale à largeur maximale, et non un simple chiffre pour frimer.
C’est pourquoi les machines industrielles sont évaluées en tonnes par pied. Une plieuse de 150 tonnes sur 10 pieds n’est pas “150 tonnes partout”. C’est environ 15 tonnes par pied — et même cela est souvent réduit pour des raisons de sécurité et de contrôle de la flèche.
Si votre plieuse d’atelier a un lit de 24 pouces et que vous voulez plier de l’acier de 1/8″ sur toute la largeur, il vous faudra environ 18 tonnes. C’est votre point de départ.
Pas le cric.
La physique.
Alors voici la question que vous devriez poser ensuite : si le travail exige 18 tonnes sur deux pieds, quelle rigidité le châssis doit-il avoir pour contenir cette énergie sans se courber, se tordre, ou emmagasiner assez de rage élastique pour se transformer en éclats projetés lorsque quelque chose glisse ?
Vous avez demandé quelle rigidité le châssis doit avoir pour résister à 18 tonnes sur deux pieds.
Mettons des chiffres sur la table plutôt que des impressions.
Dix-huit tonnes, c’est 36 000 livres de force. Réparties sur 24 pouces, cela représente 1 500 livres par pouce poussant vers le haut sur votre matrice et vers le bas sur votre poinçon. Le vérin n’est pas en train de “presser doucement”. Il comprime votre structure comme un ressort chargé. Si votre poutre supérieure s’étend sur 24 pouces entre les montants, vous pouvez la modéliser comme une poutre simplement appuyée avec une charge au centre. Les bases de la formule de déflexion des poutres disent que la déflexion se calcule comme force × portée³ / (E × I). E est le module d’élasticité de l’acier (environ 29 millions psi). I est le moment d’inertie — la partie que vous contrôlez via la taille de la section.
Imaginez maintenant que vous ayez construit la poutre supérieure à partir d’un seul tube carré 4x4x1/4 pouces. Sa valeur de I est modeste. Faites le calcul et vous verrez une déflexion au centre mesurée en centièmes de pouce sous 36 000 livres. Cela semble minime jusqu’à ce que vous réalisiez que votre tolérance de pliage cible pourrait être ±1 degré. Quelques centièmes au poinçon se traduisent par une erreur d’angle perceptible — et pire encore, cela concentre la charge au milieu, ce qui augmente le stress local et intensifie la déflexion.
Mais voici ce que les constructeurs novices ignorent : la déflexion ne concerne pas seulement les pièces tordues. C’est de l’énergie emmagasinée. Si cette poutre se courbe de 0,030 pouces sous charge, elle retient de l’énergie de déformation élastique. Si une soudure lâche ou si une matrice glisse, cette énergie se libère instantanément.
C’est ainsi que vous obtenez des éclats dans le garage.
Mais si le châssis fléchit, cette énergie va ailleurs en premier : dans la flexion de votre structure comme un arc.
Nous concevons donc à rebours. On commence avec 18 tonnes. On décide de quelle déflexion on veut tolérer — disons 0,005–0,010 pouces au centre pour une portée de 24 pouces si on veut des pliages réguliers. On résout l’équation de poutre pour le I requis. Cela vous indique si vous avez besoin d’un profilé en U de 6 pouces enfermé dans un tube, d’une poutre en plaques laminées, ou de tubes jumeaux espacés verticalement pour augmenter la hauteur de section. La hauteur est reine, car I augmente avec le cube de la profondeur de la section. Doubler la hauteur augmente considérablement la rigidité.
On ne devine pas la rigidité. On la calcule, puis on construit en conséquence.
Vérification idiote : avez-vous dimensionné votre poutre supérieure à partir d’une limite de déflexion sous charge maximale — ou avez-vous choisi de l’acier qui “semblait assez épais” ?
J’ai vu des clients arriver avec une presse d’atelier 20 tonnes et une matrice artisanale soudée entre les montants en disant : “C’est déjà marqué 20 tonnes.”
Ces presses sont conçues pour la compression verticale entre deux plaques, pas pour résister aux charges de dispersion horizontales d’une matrice large. Les montants sont souvent de minces profilés en C. Pour un travail centré en compression, ça va. Pour une charge de frein de 24 pouces, les montants tentent de s’écarter car les forces de réaction de la matrice poussent latéralement en bas tandis que le vérin pousse vers le bas en haut.
Chemin de charge différent.
Dans un frein, la force passe : vérin → poutre supérieure → montants en compression → poutre inférieure en flexion → retour dans les montants. Pendant ce temps, la matrice crée des composantes horizontales qui tentent de déformer le châssis. Un cadre de presse d’atelier possède souvent des traverses goupillées ou légèrement soudées. Il n’a jamais été conçu pour se comporter comme un cadre rigide à moments.
Et voici où les normes s’imposent que vous le vouliez ou non. Dès que vous utilisez cette presse comme un frein, elle devient fonctionnellement une presse plieuse. Cela signifie que les attentes en matière de comportement d’arrêt, de contrôle à coup unique et de protection changent. Les systèmes hydrauliques ne s’arrêtent pas instantanément. Il y a un délai — au moins quelques dizaines de millisecondes. À des vitesses typiques de vérin supérieures à 10 mm/s, la distance d’arrêt devient non négligeable. Si votre conception de châssis suppose “Je vais juste lâcher le levier”, vous ignorez l’énergie cinétique qui doit encore être absorbée.
Écoute-moi bien : si ton châssis de presse adapté est seulement assez rigide pour la charge statique mais pas pour ce dépassement dynamique supplémentaire, tu as construit une cage à ressorts avec une porte lâche.
Un châssis H dédié te permet de contrôler la taille des sections, la longueur des soudures et la géométrie des joints afin que le chemin de charge soit continu et renforcé. Tu peux concevoir les montants comme de véritables colonnes avec une section suffisante pour éviter le flambement, les relier par une poutre inférieure dimensionnée pour la rigidité en flexion, et souder complètement les coins pour créer des connexions de moment plutôt que des charnières lâches.
Adapter, c’est la commodité. Concevoir, c’est le contrôle.
Lequel répond à la réalité complète des 36 000 livres ?
J’ai balayé les débris d’une presse plieuse qui a échoué parce qu’un constructeur a cru que les soudures d’angle étaient une sorte de colle magique.
Elles ne le sont pas.
Dans ton châssis en H, seuls quelques éléments portent réellement la charge verticale :
Tout le reste — goussets, panneaux latéraux, supports — sert surtout à garder la géométrie correcte.
Parlons des joints. Si ta poutre supérieure rejoint le montant avec une courte soudure d’angle sur le coin extérieur, cette soudure devient responsable du transfert du moment de flexion de la poutre vers la colonne. Sous 36 000 livres à mi-portée, le moment en bout peut atteindre des dizaines de milliers de pouces-livres. Une petite soudure d’angle chargée en flexion et en cisaillement peut dépasser rapidement la contrainte admissible.
Une soudure à pleine pénétration ou un joint renforcé avec manchons internes répartit cette contrainte dans l’épaisseur, et pas seulement le long de la gorge de surface. Des boulons ? Très bien — s’ils sont dimensionnés pour le cisaillement et la force de serrage et si tu comprends les joints à friction critique. Mais quelques boulons de quincaillerie Grade 5 dans des trous ajustés ne constituent pas une stratégie structurelle. Ce sont au mieux des aides à l’alignement.
Et n’oublie pas le flambement des colonnes. Un montant de 3 pouces de large fabriqué à partir d’un tube à paroi de 1/4 de pouce pourrait supporter 36 000 livres en compression pure sur le papier. Mais ajoute un peu d’excentricité due à un mauvais alignement et le facteur de longueur effective grimpe. Les colonnes élancées se courbent. Une fois courbées, la contrainte explose.
Chaque joint doit répondre à une question : si le vérin délivre la charge nominale complète plus un petit dépassement hydraulique, est-ce que cette connexion reste encore dans la plage élastique ?
Si tu ne sais pas, tu devines.
Vérification idiote : peux-tu désigner chaque soudure dans ton chemin de charge et dire si elle porte un moment de flexion, du cisaillement ou ne fait que maintenir l’alignement — ou sont-elles toutes simplement “ soudées à fond ” ?
Toi et moi savons bien que tes soudures ne seront pas parfaitement symétriques. Les miennes ne le sont pas non plus, et il me manque une phalange pour prouver que je fais ça depuis un moment.
Alors, suppose l’imperfection.
Si le vérin est même décalé de 1/16 de pouce par rapport au centre sur une portée de 24 pouces, la charge devient excentrique. Cela crée un moment de torsion dans la poutre supérieure. Tu ne plies plus seulement verticalement ; tu introduis de la torsion. La plupart des sections ouvertes — profilés en U, tubes simples — sont faibles en torsion. Elles se tordent, ce qui déplace encore plus la charge d’un côté, augmentant ainsi la flexion de colonne sur un seul montant.
La défaillance en cascade ne se manifeste pas à l’avance.
Le remède, c’est la géométrie.
Et le contrôle compte. Un dispositif anti-répétition ou à course unique garantit un cycle volontaire par activation. Si un contrôle se bloque et que le vérin continue de cycler, ton cadre subit des charges de pointe répétées — territoire de fatigue. C’est ainsi que les fissures commencent au pied des soudures et se développent invisiblement.
Les fabricants professionnels traitent la sécurité des presses plieuses comme un processus itératif, car les vraies machines révèlent leurs vraies faiblesses au fil du temps. Tu n’as pas cette boucle de retour d’information dans un garage. Alors tu surdimensionnes la rigidité, tu contrôles l’alignement et tu assumes que ta première soudure n’est pas parfaite.
Parce que cette machine est une cage contenant un ressort comprimé et en colère.
Ton travail n’est pas de la rendre solide une fois. Ton travail est de t’assurer que chaque chemin de charge, chaque joint, chaque choix de contrôle contienne ce ressort à chaque fois que tu actionnes le levier.
Vérification idiote : si ton vérin est décalé de 1/16 de pouce et que le système hydraulique dépasse la pression pendant 50 millisecondes, ton cadre reste-t-il élastique — ou es-tu à une mauvaise soudure près de devoir balayer le sol ?
Tu veux des dimensions de poutre et des spécifications de soudure pour 18 tonnes. Bien. Mais voici ce que personne ne te dit sur le croquis de serviette : tu peux construire un cadre assez robuste pour supporter 36 000 livres et quand même produire des pièces de travers toute la journée.
J’ai vu un gamin utiliser une presse plieuse d’atelier de 20 tonnes avec une ouverture de matrice trop étroite pour le matériau. Le cadre n’a pas cédé. Les soudures ont tenu. La pièce est sortie avec un rayon intérieur ondulé et 94 degrés au lieu de 90. Il a forcé davantage. Tout ce qu’il a fait, c’est rapprocher le cadre de sa limite élastique tandis que la géométrie le combattait. C’est ainsi qu’on transforme une conception structurelle en éclats de garage sans jamais casser l’acier.
Le cadre contient l’énergie. L’outillage décide ce que cette énergie fait.
Si le rayon de nez du poinçon, l’ouverture de la matrice et l’épaisseur du matériau ne sont pas adaptés, tu ne plies pas — tu te disputes avec la physique. Et la physique ne négocie pas.
Alors, avant de t’obséder sur un autre quart de pouce d’épaisseur de paroi, nous allons parler de l’endroit où réside réellement la précision.
Commençons par quelque chose de concret.
Prenons de l’acier doux de 1/8 po. En pliage à l’air — c’est-à-dire que le poinçon force la tôle dans une matrice en V sans l’écraser au fond — une règle courante est une ouverture de matrice d’environ 8 fois l’épaisseur du matériau. Donc 1/8 po multiplié par 8 donne une ouverture en V de 1 po. Cette géométrie produit un rayon intérieur prévisible d’environ 0,16 po et maintient l’effort de pliage à un niveau raisonnable.
Maintenant, resserrez cette matrice à 1/2 po parce que vous “ voulez un angle plus vif ”.”
Que se passe-t-il ?
La demande en tonnage double à peu près. Parfois plus. Le matériau est forcé plus profondément avant de pouvoir se former naturellement, et vous commencez à vous rapprocher du pliage en fond de matrice — lorsque la tôle touche les parois de la matrice. Le pliage en fond peut réduire le retour élastique, certes. Mais il peut nécessiter trois à cinq fois la force du pliage à l’air. Sur un bâti bricolé conçu pour rester élastique à 18 tonnes, cette demande supplémentaire ne disparaît pas comme par magie. Elle se traduit par de la flèche.
Mais si le châssis fléchit, cette énergie va ailleurs en premier : dans la flexion de votre structure comme un arc.
Et lorsque le bâti se cintre, la relation poinçon-matrice change en cours de course. L’ouverture de la matrice s’élargit effectivement sous la charge. L’angle que vous pensiez contrôler se déplace dynamiquement. Vous n’obtenez pas un net 90°. Vous obtenez un 90° approximatif qui varie avec la pression de course.
C’est pourquoi le rapport poinçon-matrice, c’est la précision. Pas la capacité nominale du vérin.
Le pliage à l’air avec la bonne largeur de V vous donne une force plus faible, un rayon intérieur prévisible et des variations d’angle répétables au millième de pouce de course. Le matriçage — écraser le matériau dans la matrice — élimine presque le retour élastique, mais la montée en tonnage est brutale. Sur une plieuse artisanale, chercher à supprimer le retour élastique par la force brute, c’est mettre à l’épreuve chaque soudure que vous venez de calculer.
On n’achète pas la précision avec la pression. On la conçoit avec la géométrie.
Vérification de bon sens : votre ouverture de matrice est-elle choisie en fonction de l’épaisseur du matériau et de la méthode — ou l’avez-vous choisie parce qu’elle “ avait l’air à peu près correcte ” sur l’établi ?
J’ai déjà plié quatre rebords sur un simple plateau. Chaque pli était décalé de seulement 2 degrés. Ça ne semble pas énorme. Mais au moment où le quatrième côté est relevé, les coins manquaient leur alignement de presque un quart de pouce. L’erreur s’est accumulée parce que chaque pli modifiait la référence pour le suivant.
C’est ce qu’on appelle l’accumulation.
Sur une plieuse manuelle, votre butée à 90 degrés est généralement une butée de course physique — une bague sur le vérin, une patte soudée, un boulon qui limite le déplacement. L’erreur de débutant consiste à régler cette butée en fonction de la position du coulisseau lorsque l’angle “ semble correct ” une fois.
Mais en pliage à l’air, l’angle est contrôlé par la profondeur de pénétration du poinçon dans la matrice. Quelques millièmes de pouce de variation en profondeur peuvent modifier l’angle d’un degré ou plus, selon la largeur de la matrice. Si votre bâti fléchit de 0,010 po sous charge, ce n’est pas cosmétique. C’est une erreur d’angle.
Voici donc comment faire sans affichages numériques CNC :
Puis répétez le pliage trois fois.
Si vos angles varient de plus d’un demi-degré entre les cycles, le problème n’est pas la butée. C’est l’élasticité du bâti, l’alignement du coulisseau, ou la variabilité du matériau.
Écoutez-moi bien : ne réglez jamais votre butée en “ pompant jusqu’à ce que cela semble juste ” avec votre visage au-dessus de la pièce. Si quelque chose glisse sous charge maximale, ce poinçon devient un projectile plus vite que vous ne pouvez cligner des yeux.
Un 90 fiable dans une configuration manuelle consiste à contrôler la profondeur sous une charge constante — ce qui ne fonctionne que si votre bâti reste dans la plage élastique prévue lors de sa conception. Géométrie et rigidité travaillant ensemble. Pas des suppositions et la force des bras.
Vérification d’idiot : pouvez-vous décrire exactement quel élément physique limite la course de votre coulisseau — et est-il en appui sur de l’acier massif, ou simplement sur des filetages en tension ?
Vous pliez de l’acier doux de 1/8 de pouce à ce qui indique 88 degrés sous pression. Vous relâchez. Il s’ouvre à 92.
Ce changement de 4 degrés est le retour élastique — récupération élastique lorsque les contraintes internes se redistribuent une fois la charge retirée.
Pourquoi cela se produit-il ?
Parce que pendant le pliage, les fibres extérieures de la tôle sont mises en tension, les fibres intérieures en compression. Lorsque vous retirez le poinçon, la partie élastique de cette déformation se récupère. Plus le rayon intérieur est serré par rapport à l’épaisseur, plus la déformation plastique est élevée et moins le retour élastique est important. C’est pourquoi le matriçage l’élimine presque totalement. Il écrase l’élasticité par la déformation plastique.
Mais nous ne faisons pas de matriçage. Nous contenons l’énergie, nous ne la faisons pas exploser.
Donc vous compensez.
Pliez au-delà de 90, à peut-être 86 sous charge, relâchez, mesurez. Si cela tombe à 90,5, ajustez. Approchez-vous doucement. Gardez des notes : nuance du matériau, épaisseur, largeur de matrice, profondeur de pénétration atteinte.
Après quelques essais, vous saurez que votre matrice en V d’un pouce avec acier A36 de 1/8 de pouce nécessite environ 2 à 3 degrés de surpliage. Passez à l’inox ? Ce chiffre grimpe. Lot différent d’acier ? Il change à nouveau.
Vous construisez votre propre tableau grâce à la répétition contrôlée.
À propos de l“” astuce zéro-retour élastique » que j’ai vue — couper une rainure peu profonde le long de la ligne de pliage avant de former. Oui, enlever de la matière réduit la résistance et peut presque éliminer le retour élastique. Cela amincit aussi la section précisément là où vous avez besoin de résistance. Pour des supports qui portent une charge, cette rainure devient un amorce de fissure.
Une précision qui affaiblit la pièce n’est pas de la précision. C’est du sabotage déguisé en ingéniosité.
Une plieuse fiable faite maison accepte que le retour élastique existe et le gère par la géométrie et le surpliage contrôlé — tout en maintenant le tonnage dans la capacité élastique du bâti que vous avez conçu.
Parce que chaque degré de surpliage est de l’énergie stockée dans ce ressort en colère qu’est une machine.
Et si un jour quelque chose dans cette ligne de charge lâche, cette énergie stockée ne disparaîtra pas poliment.
Elle ira quelque part.
Vérification d’idiotie : quand vous pliez trop pour compenser le retour élastique, savez-vous quelle charge supplémentaire cela ajoute à votre châssis — ou bien vous vous contentez de forcer davantage sur le levier en espérant que ça passe ?
Vous avez demandé comment concevoir le châssis pour que la déflexion reste suffisamment faible pour assurer une précision reproductible.
Bien. Parlons maintenant de ce qui se passe quand ce n’est pas le cas.
Ce que vous construisez réellement n’est pas un outil de flexion. C’est une cage pour de l’énergie stockée qui essaie de s’échapper.
Quand vous actionnez ce cric hydraulique, vous comprimez le fluide hydraulique, étirez les éléments en acier, mettez les soudures en tension et forcez une tôle à entrer en déformation plastique. Tout cela, c’est de l’énergie en attente, silencieuse, en équilibre. Si la voie de charge est propre et que le châssis reste élastique, cette énergie se libère de manière contrôlée quand vous ouvrez la valve. Si quelque chose se fracture, se désaligne ou glisse, l’énergie se décharge là où la résistance chute en premier.
C’est la zone d’éclats.
J’ai ramassé les débris d’une presse plieuse qui a cédé. Pas un jouet de bricolage — une machine d’atelier. L’outillage s’est ébréché, la pièce s’est relevée brutalement, et nous avons retrouvé des fragments incrustés dans la cloison sèche à trois mètres. Personne n’est mort. C’était de la chance, pas du calcul.
Alors quand je dis “ concevoir à rebours à partir de la force ”, c’est ce que je veux dire : vous calculez non seulement la charge nécessaire pour plier l’acier, mais aussi la quantité d’énergie stockée que votre structure doit contenir si quelque chose dans l’empilement cède.
Parce que quelque chose finira par céder.
Vous pensez que l’acier trempé signifie indestructible.
Cela signifie cassant.
L’outillage est trempé pour résister à l’usure et garder sa forme sous charge. Mais la dureté se paie d’une perte de ductilité — la capacité de s’étirer avant de casser. Quand vous dépassez la capacité d’une matrice, surtout avec une ouverture en V trop étroite ou un poinçon mal aligné, les contraintes se concentrent aux épaules de ce V. Pas uniformément. Localement.
Et les matériaux cassants ne cèdent pas gracieusement. Ils se fracturent.
Il n’y a pas de pli lent. Pas d’affaissement prémonitoire. Une microfissure devient une fissure qui court, et la matrice se fend alors que l’énergie élastique reste présente dans le système. Cette énergie était dans le châssis, dans le cric, dans l’empilement d’outillage comprimé. Quand la matrice se fracture, la contrainte disparaît en quelques millisecondes.
Le système se décharge violemment.
Les fragments suivent la direction de la moindre résistance — souvent sur les côtés le long de la ligne de la matrice, parfois vers le haut le long de la face du poinçon. Si la pièce est encore partiellement engagée, elle peut devenir un levier qui redirige cette libération.
Voici la partie que les novices manquent : la défaillance de la matrice ne concerne pas seulement le tonnage total. Dépasser la largeur de matrice en V appropriée — cette règle des “huit fois l’épaisseur du matériau” qu’on entend sans cesse — et vous augmentez le stress localisé même si votre bâti pourrait théoriquement supporter plus de charge. Vous n’avez pas surchargé la machine. Vous avez surchargé la géométrie de contact.
La géométrie de l’outillage peut céder avant que votre bâti ne se plaigne.
Écoutez-moi bien : avant chaque session, inspectez vos matrices pour détecter des éclats, des fissures capillaires ou des bords écrasés. Une matrice compromise sous charge n’est pas “peut-être correcte”. C’est un projectile préchargé.
Vérification idiote : choisissez-vous la largeur de matrice en fonction de l’épaisseur du matériau et de la méthode — ou augmentez-vous la pression jusqu’à ce que le pli “ait l’air correct” en blâmant l’acier ?
Parlons maintenant de la tôle elle-même.
Lorsque vous pliez en l’air de l’acier doux, les fibres extérieures s’étirent, les fibres intérieures se compriment, et une charnière plastique se forme à la ligne de pli. Lorsque vous relâchez la pression, la déformation élastique récupère et la pièce s’ouvre de quelques degrés. Prévisible. Gérable.
Jusqu’à ce que ça ne le soit plus.
Si vous pliez un matériau à haute résistance ou fragile avec un rayon intérieur serré, vous réduisez la part de déformation plastique et augmentez la part élastique de l’énergie de déformation. Cela signifie plus d’énergie stockée dans la tôle elle-même. Si une fissure se forme sur la surface extérieure en tension pendant le pliage, cette fissure peut se dézipper sur toute la largeur.
La tôle cesse de se comporter comme une charnière.
Elle se comporte comme un ressort cassé.
Imaginez une longue bande qui franchit la matrice en V. Le poinçon la force vers le bas. Les extrémités ne sont pas soutenues au-delà des épaules de la matrice. Si une fracture survient au pic de charge, la tôle peut pivoter autour des bords de la matrice et se fouetter vers le haut. La direction n’est pas aléatoire — elle suit la courbure stockée et la géométrie du support. Vers l’opérateur est courant car c’est le côté ouvert de la machine.
Mais votre bâti a généralement une portée non supportée plus longue que la pièce et une moins bonne section pour résister à la flexion.
Ainsi, si le bâti fléchit fortement, cela ajoute à l’énergie stockée du système. Lorsque la tôle se libère, le bâti rebondit aussi. Deux ressorts qui se déchargent en même temps.
C’est ainsi que le retour de pièce est amplifié.
C’est pourquoi hydraulique ne signifie pas sûr. Les presses mécaniques stockent l’énergie dans des volants d’inertie ; les hydrauliques la stockent dans du fluide comprimé et de l’acier étiré. Moyen différent. Même physique.
Si vous êtes penché au-dessus de la ligne de la matrice lorsque quelque chose se fracture, vous êtes debout devant la porte de sortie.
Vérification idiote : lorsque vous positionnez une longue pièce, êtes-vous placé sur le côté de la ligne de matrice — ou centré comme si vous visiez avec un fusil ?
Rendons cela concret.
Dessinez un demi-cercle centré sur la ligne de matrice avec un rayon égal à la plus longue longueur non supportée de votre pièce. Cet arc est votre zone de sécurité. Si une bande de 30 pouces traverse la matrice, supposez qu’elle peut balayer 30 pouces dans un scénario de rupture au pire cas. Ajoutez une marge pour votre propre stupidité.
Tenez-vous en dehors de cet arc.
Maintenant, les trois vérifications avant de pomper le cric.
Première : continuité du chemin de charge. Le cric doit être en appui direct et perpendiculaire contre de l’acier solide qui transfère la charge directement dans les éléments verticaux, et non par des filets en flexion ou des languettes en cisaillement. Si le pied du vérin peut basculer, vous introduisez une charge excentrique — une force hors centre — qui multiplie la contrainte dans une colonne et la réduit dans l’autre. Une contrainte inégale est la manière dont les matrices s’ébrèchent et les châssis se tordent.
Deuxième : audit de l’élasticité du châssis. Regardez votre plus long élément horizontal. C’est votre poutre supérieure ou votre traverse. Si vous pouvez voir la lumière sous une règle droite lorsqu’elle est déchargée, vous avez déjà construit un arc. Sous charge, cet arc emmagasine de l’énergie supplémentaire. Ajoutez des goussets aux jonctions des colonnes. Augmentez la hauteur de section plutôt que l’épaisseur lorsque possible ; la rigidité en flexion augmente fortement avec la hauteur de la section. Vous luttez contre la déflexion, pas seulement contre la limite élastique.
Troisième : état et alignement de l’outillage. Poinçon centré dans la matrice. Aucun débris dans le V. Aucun dommage visible sur le bord. La règle du 8 respectée, à moins que vous n’ayez calculé et que vous sachiez pourquoi vous la contournez.
Écoutez-moi bien : ne supposez jamais que “ ça l’a fait hier ” signifie que c’est sûr aujourd’hui. L’acier se fatigue. Les soudures se fissurent. Les boulons se desserrent. L’énergie stockée ne se soucie pas de votre optimisme.
Un frein fiable bricolé soi-même n’a pas pour but de courir après la capacité maximale de pliage. Il s’agit de définir un plafond que vous refusez de dépasser — basé sur la géométrie de l’outillage, la rigidité du châssis et votre volonté de rester en dehors de ce demi-cercle.
Parce qu’une fois que vous comprenez la zone de projection d’éclats, la question suivante n’est pas “ Combien peut-il plier ? ”
C’est “ Où tracer la limite avant que cette chose ne fasse couler du sang ? ”
Vous voulez un chiffre précis. Pas une intuition. Pas “ ça a marché la dernière fois ”. Un plafond.
Voici la règle que j’utilise dans mon propre atelier lorsque nous adaptons un châssis de presse à un usage de frein : si votre calcul de pliage indique que vous avez besoin de 10 tonnes par pied, vous concevez le châssis pour résister à 13, et vous l’utilisez à 9. C’est la règle 90% en acier brut — ne prévoyez jamais d’utiliser plus de 90% de votre capacité structurelle sûre calculée, et ne dimensionnez jamais la structure à moins de 120–130% de votre charge de pliage prévue.
Pourquoi cet écart ?
Parce que votre calcul de pliage suppose une épaisseur de matériau parfaite, une géométrie de matrice parfaite, un alignement parfait. L’acier réel varie. L’épaisseur peut varier d’un dixième de millimètre et modifier le ressort à tel point que vous “ donnez instinctivement un petit coup de pompe en plus ”. Ce petit coup en plus est la façon dont les châssis passent de la déflexion élastique à de l’énergie stockée que vous n’aviez pas prise en compte.
Les professionnels surdimensionnent leurs machines de 20–30% pour cette raison. Et celles-ci sont des monstres soudés, détendus par traitement de contraintes, alignés CNC, avec des vérins protégés et des tableaux de tonnage calibrés. Votre châssis de garage, construit en profilé laminé à chaud et en espoir, n’a pas le droit de fonctionner à la limite.
Si vous avez vraiment besoin de 100% de la capacité nominale de votre cric pour faire un pli, votre châssis n’est déjà plus qu’à une mauvaise soudure de devenir des éclats de garage.
Alors, comment fixer le maximum strict ?
Votre vérin est une pompe. Votre châssis est la cage qui maintient le ressort comprimé. C’est la cage qui définit la limite.
Parlons maintenant de ce que cela signifie réellement en termes de tôle qu’il ne faut jamais toucher.
L’épaisseur est le multiplicateur silencieux. La force de pliage augmente approximativement avec le carré de l’épaisseur. Doublez l’épaisseur, vous vous exposez à quatre fois la force.
C’est ainsi que certains passent du pliage heureux d’un acier doux de 1/8 de pouce à la fissuration des soudures sur du 1/4 de pouce tout en affirmant que le vérin “ semblait aller bien ”.”
Le vérin semble toujours aller bien. C’est de l’hydraulique. Il ne se plaint pas lorsque votre châssis se déforme un peu.
Voici la méthode pratique.
Prenez le matériau le plus épais que vous avez réussi à plier sans déformation visible du châssis — et je parle de mesures effectuées avec un comparateur ou au moins une jauge d’épaisseur au milieu de la portée, pas à l’œil nu. Considérez cela comme votre référence éprouvée. Réduisez ensuite cette valeur d’un calibre supplémentaire sur le papier et calculez le nouveau tonnage requis. Si ce nouveau chiffre pousse votre châssis au-delà de 90% de sa capacité structurelle, cette épaisseur devient votre limite absolue.
Pas “ essaie juste une fois ”. Pas “ seulement un petit pli ”. Limite.
Les petits plis sont particulièrement trompeurs. Un sur-tonnage sur une section de 4 pouces concentre la charge sous le coulisseau et peut creuser définitivement la surface du coulisseau ou faire fléchir localement la traverse. Dommages progressifs. Aujourd’hui, c’est un millième. Le mois prochain, c’est un désalignement. J’ai balayé les débris d’une presse plieuse qui a lâché ; elle n’a pas explosé d’un seul coup — elle s’est dégradée jusqu’à ce qu’un mauvais jour achève le travail.
Écoutez-moi bien : ne testez jamais une nouvelle épaisseur maximale en ayant le visage au-dessus de la ligne de la matrice et le corps centré devant la pièce. Les premières charges sont celles où les mauvaises hypothèses se corrigent violemment.
Vérification de bon sens : définissez-vous votre épaisseur maximale à partir du comportement mesuré du châssis — ou simplement selon jusqu’où le levier du vérin bouge encore ?
Mais si la pièce que vous voulez est juste un peu au-dessus de cette limite ?
C’est là que les fabricants expérimentés se distinguent des gars qui accumulent des éclats de garage.
Si le pli requis vous pousse au-delà de 90%, vous ne “foncez pas”. Vous changez la pièce.
Pouvez-vous augmenter le rayon intérieur ? Une matrice en V plus grande réduit considérablement le tonnage requis. Pouvez-vous diviser la conception en deux pièces plus fines et les souder ? Ajouter un rebord plutôt que de plier un canal profond à partir d’une plaque épaisse ? Changer la nuance de matériau pour quelque chose de plus formable ?
Chacune de ces options réduit l’énergie emmagasinée dans le système. C’est la véritable mesure. Pas la fierté.
Rappelez-vous ce que nous avons dit plus tôt : mais si le cadre fléchit, cette énergie va ailleurs d’abord : dans le pliage de votre structure comme un arc. Et lorsque vous relâchez la pression, cet arc veut se redresser. Mais votre cadre a généralement une portée libre plus longue que la pièce et une moins bonne section pour résister au pliage. Il en emmagasine donc plus que vous ne le pensez.
Redessiner la pièce n’est pas une faiblesse. C’est choisir où vit la contrainte.
Si la seule façon de réaliser le pli est de pousser le cric jusqu’aux butées et de forcer le dernier demi-degré en place, vous ne formez plus le métal. Vous pariez vos soudures contre la physique.
Vérification idiote : essayez-vous de prouver que votre machine peut le faire — ou que votre conception est logique ?
Et parfois la réponse honnête est ni l’un ni l’autre. Parfois, le choix intelligent est de ne pas l’exécuter du tout.
Mettons l’ego de côté un instant.
Si le travail exige une tolérance d’angle constante inférieure à un degré sur plusieurs pièces, votre presse plieuse manuelle est déjà hors de sa zone de confort. Les machines industrielles atteignent des moyennes d’un demi-degré car elles contrôlent précisément la profondeur de pénétration et compensent les variations du matériau. Vous pompez un cric et estimez le retour élastique à l’œil.
Ajoutez maintenant le risque par-dessus ça.
Si votre charge de pli calculée — avec marge de variabilité — dépasse ce que votre cadre peut supporter à 90%, et que la refonte compromet la fonction de la pièce, les calculs changent. Le coût d’un cadre cassé, d’une matrice ébréchée ou d’un passage aux urgences dépasse largement le tarif d’un atelier pour quelques plis.
Cela ne concerne pas la capacité. C’est une question de confinement.
Une presse plieuse est une cage retenant un ressort comprimé et en colère. Votre rôle en tant que constructeur n’est pas de voir à quel point vous pouvez le rendre en colère. C’est de décider combien de colère votre cage peut contenir en toute sécurité — et de s’arrêter là.
Écoutez-moi bien : aucune presse plieuse maison ne respecte les normes de sécurité industrielles. Vous n’avez pas de rideaux de lumière. Vous n’avez pas de commandes bimanuelles anti-contournement. Cela signifie que votre marge de sécurité doit être structurelle et comportementale, pas électronique.
Voici donc le prisme que je veux que vous gardiez à l’avenir.
La capacité n’est pas la classification du cric. La capacité est la charge maximale à laquelle votre cadre reste ennuyeux.
Pas de nouveaux bruits. Pas de croissance visible de la déformation. Pas de “ ça devrait aller ”.”
Quand votre machine s’ennuie à 90%, vous êtes dans la cage. Quand vous poursuivez 100%, vous nourrissez le ressort et espérez que les barres tiennent.
Vérification Idiote : construisez-vous une machine qui survit à votre ambition — ou une machine qui dépend de votre retenue à chaque traction ?


















