

He barrido una prensa plegadora que falló.
No la chapa metálica. La plegadora.
Gato hidráulico de botella de veinte toneladas aún bombeando sólido, la manija orgullosa en el aire, mientras la viga superior se pelaba hacia arriba como una lata de sardinas y las placas laterales se partían en las soldaduras. Nadie salió herido. Pura suerte. El constructor seguía diciendo: “Pero es un gato de 20 toneladas”, como si ese número fuera un campo de fuerza.
Esa es la ilusión con la que entraste aquí, ¿verdad?
A un gato de botella no le importa en qué esté montado. Es un cilindro hidráulico con un problema de actitud. Lo bombeas, la presión sube, y seguirá empujando hasta que algo ceda. Si ese “algo” no es tu chapa metálica, felizmente convertirá tu estructura en metralla de garaje.
Piensa en una prensa plegadora como una jaula que contiene un resorte comprimido y enfadado. El gato almacena energía en presión hidráulica. Cuando doblas acero, esa energía fluye hacia la deformación plástica — doblado permanente. Pero si el marco se flexiona, esa energía va a otro lado primero: a doblar tu estructura como un arco.
No estás comprando fuerza cuando compras un gato de 20 toneladas. Estás comprando energía almacenada que exige contención. Entonces, ¿qué te hace pensar que el número estampado en el gato te dice lo que toda la máquina puede soportar?
Vi a un chico intentar doblar una placa de 1/4 de pulgada sobre un tramo de 36 pulgadas con un montaje de “20 toneladas”. La matemática que omitió importa: la fuerza de doblado aumenta con el cuadrado del espesor y con el ancho. Dobla el espesor y, aproximadamente, cuadruplicas la fuerza requerida. Extiende el doblado a lo largo de tres pies, y la carga sube rápido.

Ahora aquí está la parte que nadie te dice: esa clasificación de 20 toneladas es en el émbolo, directamente hacia arriba, en perfecta alineación. No dice nada sobre lo que ocurre después de que la fuerza golpea tu viga superior, viaja a través de tus placas laterales y se resuelve en la matriz inferior. Cada pulgada de flexión en ese recorrido roba fuerza efectiva de doblado y almacena energía elástica en el marco.
Así que bombeas más fuerte.
Escúchame bien: cuando sigues bombeando porque “aún no se ha doblado”, no estás probando el acero — estás cargando un resorte que construiste con chatarra y esperanza.
Si la chapa no ha cedido pero tu marco ya lo ha hecho, ¿qué crees que fallará primero?
Coloca una regla sobre una viga superior endeble antes de presionar. Bombea el gato a media carga. Verás luz en el centro mucho antes de que la placa muestre una marca. Eso es deflexión — doblado elástico del marco.
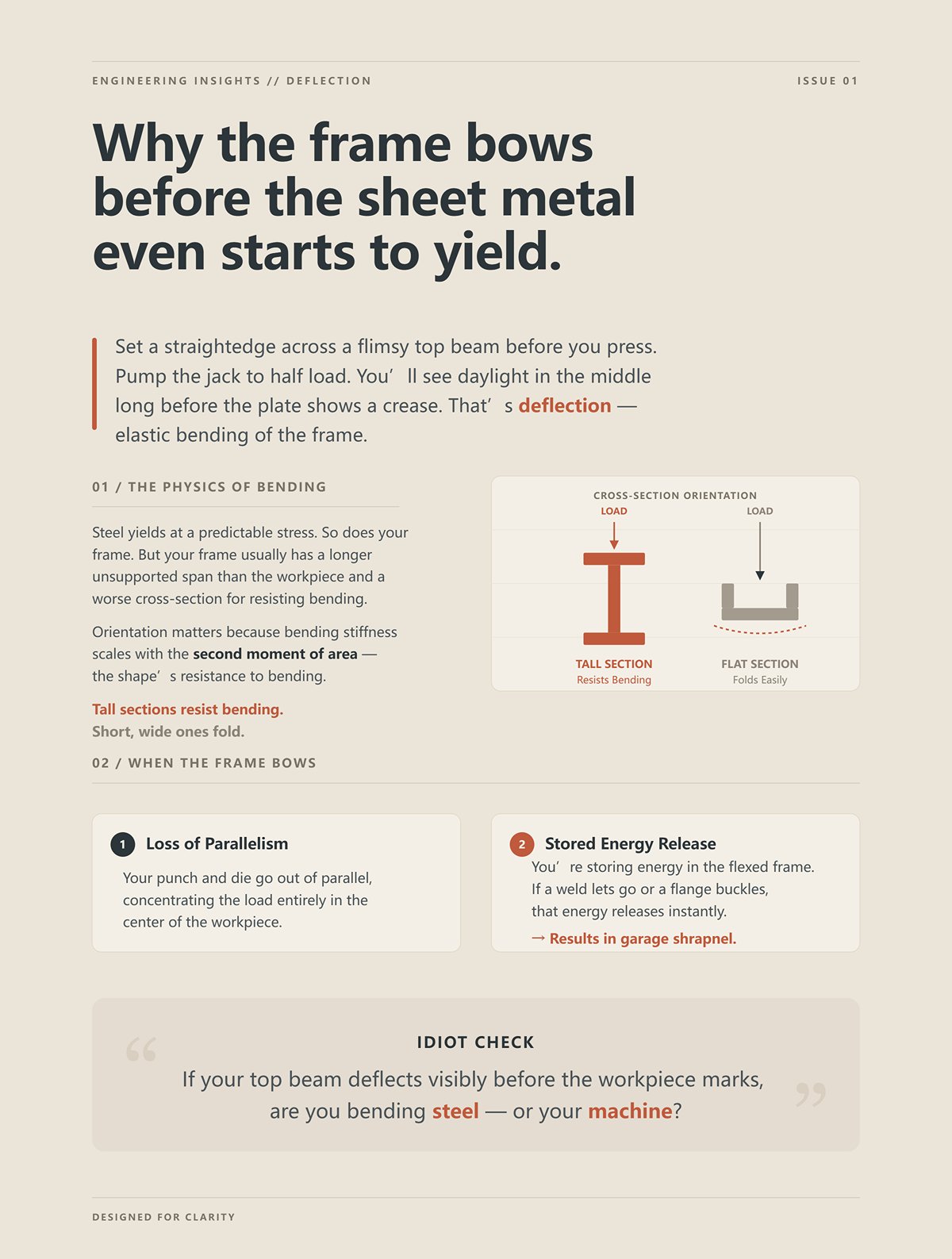
El acero cede a una tensión predecible. Tu marco también. Pero tu marco normalmente tiene un tramo más largo sin soporte que la pieza de trabajo y una peor sección transversal para resistir el doblado. Una pieza de canal de 4 pulgadas colocada plana es terrible en doblado vertical comparada con una viga en I correctamente orientada. La orientación importa porque la rigidez a la flexión escala con el segundo momento de área — la resistencia de la forma al doblado. Las secciones altas resisten el doblado. Las cortas y anchas se pliegan.
Cuando el marco se arquea, ocurren dos cosas. Primero, tu punzón y matriz dejan de estar paralelos, concentrando la carga en el centro. Segundo, estás almacenando energía en el marco flexionado. Si una soldadura se suelta o una pestaña se abolla, esa energía almacenada se libera instantáneamente.
Así es como obtienes metralla de garaje en lugar de un doblado limpio de 90 grados.
Chequeo de idiota: si tu viga superior se deflecta visiblemente antes de que la pieza de trabajo marque, ¿estás doblando acero — o tu máquina?
Me encanta el acero de chatarra. He construido la mitad de este taller con él. Pero sé lo que es.
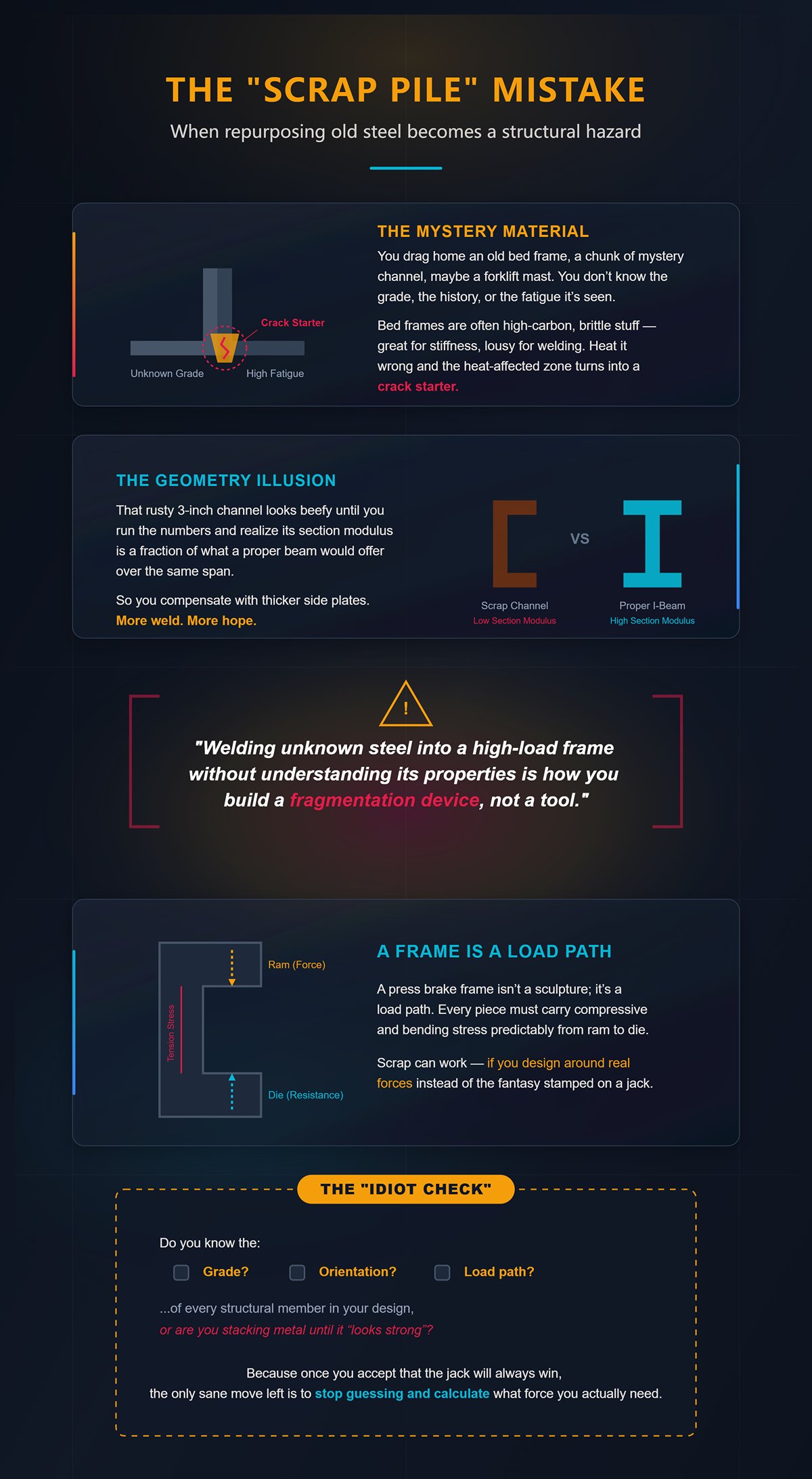
Te llevas a casa un viejo marco de cama, un trozo de canal misterioso, tal vez un mástil de montacargas. No conoces la calidad, la historia ni la fatiga que ha sufrido. Los marcos de cama suelen ser de alto contenido de carbono, material quebradizo — excelente para rigidez, pésimo para soldar. Si lo calientas mal, la zona afectada por el calor se convierte en un iniciador de grietas.
Luego está la geometría. Ese canal oxidado de 3 pulgadas parece robusto hasta que haces los cálculos y te das cuenta de que su módulo de sección es una fracción de lo que ofrecería una viga adecuada en el mismo tramo. Así que compensas con placas laterales más gruesas. Más soldadura. Más esperanza.
Escúchame bien: soldar acero desconocido en un marco de alta carga sin entender sus propiedades es como construir un dispositivo de fragmentación, no una herramienta.
Un marco de prensa plegadora no es una escultura; es un camino de carga. Cada pieza debe soportar esfuerzos de compresión y flexión de manera predecible desde el pisón hasta la matriz. La chatarra puede funcionar — si diseñas en torno a fuerzas reales en lugar de la fantasía estampada en un gato.
Comprobación de idiotas: ¿conoces la calidad, orientación y camino de carga de cada elemento estructural en tu diseño, o estás apilando metal hasta que “parezca fuerte”?
Porque una vez que aceptas que el gato siempre ganará, el único movimiento sensato que queda es dejar de adivinar y calcular qué fuerza realmente necesitas para doblar tu material en primer lugar.
Vi a un tipo con un gato nuevo de 20 toneladas intentar hacer un doblez limpio de 90° en acero dulce de 1/8″, 12 pulgadas de ancho. Pensó: “Es delgado. Un cuarto de pulgada es lo difícil.” Bombeó hasta que el marco empezó a cantar. La lámina apenas tocó la matriz.
No sabía el número contra el que realmente estaba luchando.
Hay una fórmula estándar de taller para doblado al aire de acero dulce:
Tonelaje por pie ≈ (Espesor² × 575) ÷ Apertura en V
Espesor y apertura en V en pulgadas. Ese 575 es una constante de material incorporada para acero dulce. No es magia. Es resistencia de fluencia y geometría combinadas.
Así que hagamos las matemáticas que has estado evitando.
El acero de 1/8″ es 0.125″. Al cuadrarlo: 0.125 × 0.125 = 0.0156.
Usa una apertura en V común para ese espesor — alrededor de 8× el espesor. 0.125 × 8 = 1.0″ matriz en V.
Ahora introdúcelo:
(0.0156 × 575) ÷ 1.0 ≈ 8.97 toneladas por pie.
Llámalo 9 toneladas por pie.
¿Un pie de ancho? Aproximadamente 9 toneladas. ¿Dos pies de ancho? 18 toneladas. ¿Tres pies de ancho? 27 toneladas.
Ese gato de “20 toneladas” se queda sin aire antes de que termines una curva de 36 pulgadas.
Y eso es solo para alcanzar la fuerza de doblado — sin contar la fricción, el desalineamiento o la flexión del marco que roba parte de esa carga antes de que llegue a la lámina.
Aquí está la parte que debería inquietarte: si duplicas el grosor a 1/4″ no duplicas la fuerza. La elevas al cuadrado.
0,25² = 0,0625. Eso es cuatro veces 0,0156.
¿Misma proporción de V, mismo ancho? Acabas de cuadruplicar la tonelada requerida.
Esa relación de grosor al cuadrado es la razón por la que las prensas caseras mueren de repente. El constructor aumenta el material “un poco”. La carga aumenta mucho.
Y nadie hace los cálculos hasta que algo se rompe.
Comprobación de idiota: si duplicaste el grosor de lo que planeas doblar, ¿multiplicaste tu tonelaje requerido por cuatro o simplemente asumiste que tu gato tenía “de sobra”?
Vamos a enfatizar esto con una comparación que engaña a la gente.
Las tablas de la industria muestran que el aluminio de 1/8″ sobre una pequeña abertura en V podría necesitar solo alrededor de 3 toneladas por pie. ¿Mismo grosor en acero dulce? 25–30 toneladas por pie en ciertos montajes.
Mismo grosor. Mismo ancho. Diez veces la fuerza.
El material importa porque la resistencia a la fluencia importa. El acero dulce fluye alrededor de 36,000 psi. Las aleaciones comunes de aluminio son mucho más bajas. La constante de la fórmula cambia porque la resistencia del metal a la deformación permanente cambia.
Así que cuando alguien dice, “Doblé 1/8″ sin problema”, la primera pregunta no es el grosor.
Es ¿qué metal?
¿Ves lo peligroso que es pensar solo en el grosor? Construyes un marco que sobrevive a experimentos con aluminio. Luego colocas acero.
Ahora tu “resorte enojado” está almacenando diez veces la energía.
Escúchame bien: la fuerza hidráulica no se preocupa por lo que pretendías doblar — solo conoce la presión, y seguirá cargando el marco hasta que el acero ceda o lo haga tu estructura.
¿Para cuál de los dos diseñaste?
He barrido una prensa plegadora que falló.
Pero la mayoría de ellos no explotan primero. Te engañan.
En frenos industriales grandes — monstruos de 150 toneladas — los fabricantes no te permiten usar la capacidad total en toda la cama. La limitarán a algo como 25 toneladas por pie, incluso si la hidráulica puede empujar más. ¿Por qué? Para controlar deflexión.
La deflexión es flexión elástica — temporal. El marco se arquea unas milésimas. Obtienes variación de ángulo. Tal vez ±1,5 grados a lo largo de la longitud.
Eso no suena dramático.
Pero arruina las piezas mucho antes de que el acero se agriete.
Aquí está el mecanismo: cuando la viga superior se arquea, el punzón y la matriz pierden paralelismo. La carga se concentra en el centro. El centro se dobla más. Los extremos se retrasan. Bombeas de más para arreglar los extremos. Ahora el centro está sobre-doblado.
Compensas a ojo. Ahora cada pieza es ligeramente diferente.
Eso es flexión.
El fallo es cuando la tensión excede el límite elástico en tu marco — la soldadura se desgarra, la pestaña se pandea, la placa se agrieta. Eso es permanente. Eso es metralla de garaje.
La flexión es una advertencia. El fallo es la consecuencia de ignorarla.
Y aquí está el detalle: los marcos de bricolaje suelen tener camas más cortas pero vigas proporcionalmente más delgadas que las máquinas industriales. Eso significa que sus toneladas permitidas por pie suelen ser mucho más bajas que la capacidad total del gato.
Así que incluso si tu gato dice 20 toneladas, tu marco podría tolerar solo 8 o 10 toneladas por pie antes de que la deflexión se vuelva inaceptable.
No pierdes la máquina de golpe.
Pierdes la precisión primero.
Revisión de idiotas: ¿estás diseñando solo para evitar una falla catastrófica o has calculado cuánta deflexión puede tolerar tu bastidor antes de que tus dobleces salgan torcidos?
| Sección | Contenido |
|---|---|
| Título | Flexión del marco vs. fallo del marco: por qué no son el mismo problema |
| Declaración de apertura | He barrido los restos de una prensa plegadora que falló. Pero la mayoría no explota primero. Te engañan. |
| Límites de prensas industriales | En grandes prensas industriales —máquinas de 150 toneladas— los fabricantes limitan la capacidad total a lo largo de toda la mesa, a menudo fijando un tope de unas 25 toneladas por pie, incluso si la hidráulica puede aplicar más. Esto es para controlar la deflexión. |
| ¿Qué es la deflexión? | La deflexión es la flexión elástica (temporal). El bastidor se arquea ligeramente, causando variaciones en el ángulo —quizá ±1,5 grados a lo largo de la pieza. |
| Por qué importa | Puede no parecer dramático, pero arruina piezas mucho antes de que se fracture el acero. |
| Mecanismo de la flexión | Cuando la viga superior se arquea, el punzón y la matriz pierden paralelismo. La carga se concentra en el centro. El centro se dobla más; los extremos se retrasan. Sobrecargas para corregir los extremos, sobre-doblando el centro. |
| Problema resultante | Compensas a ojo, y ahora cada pieza es ligeramente diferente. Eso es flexión. |
| ¿Qué es la falla? | La falla ocurre cuando la tensión supera el límite elástico: las soldaduras se rasgan, las alas se panden, las placas se agrietan. Este daño es permanente y peligroso. |
| Flexión vs. Falla | La flexión es una advertencia. El fallo es la consecuencia de ignorarla. |
| Riesgo en bastidores hechos en casa | Los bastidores caseros a menudo tienen camas más cortas pero vigas proporcionalmente más delgadas que las máquinas industriales, lo que resulta en una capacidad de toneladas por pie mucho menor que la calificación total del gato. |
| Implicación práctica | Incluso si un gato está clasificado para 20 toneladas, el bastidor puede tolerar solo entre 8 y 10 toneladas por pie antes de que la deflexión se vuelva inaceptable. |
| Lo que pierdes primero | No pierdes la máquina de inmediato — primero pierdes precisión. |
| Revisión de idiota | ¿Estás diseñando solo para evitar una falla catastrófica, o has calculado cuánto pandeo puede tolerar tu estructura antes de que tus dobleces se tornen torcidos? |
Imagina dos trabajos.
Trabajo uno: placa de 1/4″, 6 pulgadas de ancho. Trabajo dos: placa de 1/8″, 36 pulgadas de ancho.
La mayoría de los principiantes temen la placa más gruesa.
Haz los cálculos.
Ya vimos que 1/4″ requiere aproximadamente cuatro veces la fuerza de 1/8″, por pie.
Pero el trabajo de 1/4″ tiene solo medio pie de ancho. El trabajo de 1/8″ tiene tres pies de ancho.
Así que el tonelaje total puede terminar siendo similar — o incluso mayor — para la hoja más delgada y más ancha.
La fuerza escala linealmente con el ancho. Doble la longitud de la curva, doble el tonelaje. Pero el grosor? Se eleva al cuadrado.
Ese es el compromiso que realmente define la capacidad de tu máquina: grosor máximo a ancho máximo, no un único número para presumir.
Por eso las máquinas industriales se clasifican en toneladas por pie. Una prensa de 150 toneladas en 10 pies no es “150 toneladas en cualquier lugar”. Es aproximadamente 15 toneladas por pie — y aun así a menudo se reduce por seguridad y control de pandeo.
Si tu prensa de garaje tiene una cama de 24 pulgadas y quieres doblar acero de 1/8″ a todo el ancho, estás hablando de aproximadamente 18 toneladas requeridas. Ese es tu punto de partida.
No el gato hidráulico.
La física.
Entonces aquí está la pregunta que deberías hacer a continuación: si el trabajo requiere 18 toneladas distribuidas en dos pies, ¿qué tan rígido debe ser el bastidor para contener esa energía sin doblarse, torcerse ni almacenar suficiente furia elástica como para convertirse en metralla cuando algo se resbala?
Preguntaste qué tan rígido debe ser el bastidor para soportar 18 toneladas distribuidas en dos pies.
Pongamos números sobre la mesa en lugar de sensaciones.
Dieciocho toneladas son 36,000 libras de fuerza. Distribuidas en 24 pulgadas, eso equivale a 1,500 libras por pulgada empujando hacia arriba en la matriz y hacia abajo en el punzón. El pistón no está “presionando suavemente”. Está comprimiendo tu estructura como un resorte cargado. Si tu viga superior abarca 24 pulgadas entre pilares, puedes modelarla como una viga simplemente apoyada con una carga en el centro. Las matemáticas básicas de deflexión de vigas dicen que la deflexión se escala con fuerza × luz³ / (E × I). E es el módulo de elasticidad del acero (aproximadamente 29 millones psi). I es el segundo momento de área — la parte que controlas con el tamaño de la sección.
Ahora imagina que construiste la viga superior con un solo tubo cuadrado de 4x4x1/4 pulgadas. Su valor de I es modesto. Haz los cálculos y verás una deflexión en el centro medida en centésimas de pulgada bajo 36,000 libras. Suena pequeño hasta que te das cuenta de que tu tolerancia de doblez objetivo podría ser ±1 grado. Unas centésimas en el punzón se traducen en un error de ángulo notable — y peor aún, concentra la carga en el medio, lo que aumenta el esfuerzo local y agrava la deflexión.
Pero aquí está la parte que los constructores novatos pasan por alto: la deflexión no se trata solo de piezas torcidas. Es energía almacenada. Si esa viga se curva 0.030 pulgadas bajo carga, está reteniendo energía de deformación elástica. Si una soldadura se rompe o una matriz se desliza, esa energía se libera al instante.
Así es como obtienes metralla en el garaje.
Pero si el bastidor se flexiona, esa energía va a otro lugar primero: a doblar tu estructura como un arco.
Así que diseñamos hacia atrás. Comenzamos con 18 toneladas. Decidimos qué deflexión toleraremos — digamos 0.005–0.010 pulgadas en el centro para una luz de 24 pulgadas si queremos dobleces consistentes. Resolvemos la ecuación de la viga para obtener el I requerido. Eso te indica si necesitas un canal de 6 pulgadas cerrado en forma de tubo, una viga de placas laminadas o tubos gemelos espaciados verticalmente para aumentar la altura de la sección. La altura es el rey, porque I aumenta con el cubo de la profundidad de la sección. Duplicar la altura incrementa la rigidez dramáticamente.
No se adivina la rigidez. Se calcula, y luego se construye según ella.
Revisión de idiota: ¿dimensionaste tu viga superior a partir de un límite de deflexión bajo carga total — o elegiste el acero que “parecía lo suficientemente grueso”?
He tenido clientes que traen una prensa de taller de 20 toneladas con una matriz casera soldada entre los pilares y dicen: “Ya dice 20 toneladas”.”
Esas prensas están diseñadas para la compresión vertical entre dos placas, no para resistir cargas de expansión horizontal generadas por una matriz ancha. Los montantes suelen ser canales en C delgados. Bajo un trabajo centrado de prensado, bien. Bajo una carga de doblado de 24 pulgadas, los pilares intentan abrirse hacia afuera porque las fuerzas de reacción de la matriz empujan lateralmente en la parte inferior mientras el pistón empuja hacia abajo en la parte superior.
Diferente camino de carga.
En una dobladora, la fuerza va así: pistón → viga superior → montantes en compresión → viga inferior en flexión → de vuelta a los montantes. Mientras tanto, la matriz genera componentes horizontales que intentan descuadrar el bastidor. El bastidor de una prensa de taller suele tener travesaños con pasadores o soldaduras ligeras. Nunca fue concebido para comportarse como un marco rígido de momento.
Y aquí es donde las normas se cuelan, te guste o no. En el momento en que usas esa prensa como una dobladora, funcionalmente se convierte en una prensa dobladora. Eso significa que el comportamiento de parada, el control de carrera única y las expectativas de resguardo cambian. Los sistemas hidráulicos no se detienen instantáneamente. Hay retardo — al menos decenas de milisegundos. A velocidades típicas del pistón superiores a 10 mm/s, la distancia de parada se vuelve significativa. Si el diseño de tu bastidor supone “Solo soltaré la palanca”, estás suponiendo erróneamente que la energía cinética restante no necesita ser absorbida.
Escúchame bien: si tu bastidor de prensa adaptado es lo suficientemente rígido solo para la carga estática pero no para ese sobreimpulso dinámico adicional, has construido una jaula de muelle con una puerta suelta.
Un chasis dedicado en forma de H te permite controlar el tamaño de las secciones, la longitud de las soldaduras y la geometría de las uniones para que la trayectoria de carga sea continua y cerrada. Puedes diseñar los montantes como verdaderas columnas con suficiente sección transversal para evitar pandeo, unirlos con una viga inferior dimensionada para rigidez a la flexión y soldar completamente las esquinas para crear uniones rígidas en lugar de bisagras flojas.
Adaptar es conveniencia. Diseñar es control.
¿Cuál responde a la realidad completa de 36,000 libras?
He barrido una prensa plegadora que falló porque un constructor confió en cordones de soldadura como si fueran pegamento mágico.
No lo son.
En tu bastidor en H, solo unos pocos elementos soportan la carga vertical real:
Todo lo demás —riostras, paneles laterales, soportes— sirve principalmente para mantener la geometría correcta.
Hablemos de uniones. Si tu viga superior se encuentra con el montante mediante una soldadura de filete corta en la esquina exterior, esa soldadura ahora es responsable de transferir el momento flector de la viga a la columna. Con 36,000 libras en la mitad del vano, el momento en el extremo puede ser de decenas de miles de pulgada-libras. Un cordón de filete pequeño cargado a flexión y a cortante puede superar rápidamente la tensión admisible.
Una soldadura de ranura de penetración completa o una unión cerrada con casquillos internos distribuye esa tensión a través del espesor, no solo a lo largo del garganta superficial. ¿Pernos? Bien, si están dimensionados para cortante y fuerza de sujeción y entiendes las uniones de alta fricción. Pero un par de pernos de ferretería de grado 5 en agujeros de holgura no son una estrategia estructural. Son, como mucho, ayudas de alineación.
Y no olvides el pandeo de las columnas. Un montante de 3 pulgadas de ancho hecho de un tubo de pared de 1/4 de pulgada podría soportar 36,000 libras en compresión pura sobre el papel. Pero agrega un poco de excentricidad por desalineación y el factor de longitud efectiva aumenta. Las columnas esbeltas se arquean. Una vez que se arquean, la tensión se dispara.
Cada unión debe responder a una pregunta: si el pistón aplica la carga nominal completa más un poco de retardo hidráulico, ¿esta conexión sigue en el rango elástico?
Si no lo sabes, estás adivinando.
Comprobación de idiota: ¿puedes señalar cada soldadura en tu trayectoria de carga y decir si soporta momento flector, cortante o solo mantiene la alineación, o están todas simplemente “soldadas sólidas”?
Tú y yo sabemos que tus cordones de soldadura no serán perfectamente simétricos. Los míos tampoco lo son, y me falta la punta de un dedo para demostrar que llevo tiempo haciendo esto.
Así que asume la imperfección.
Si el émbolo queda incluso 1/16 de pulgada descentrado en un tramo de 24 pulgadas, la carga se vuelve excéntrica. Eso crea un momento torsor en la viga superior. Ahora no solo estás doblando verticalmente; estás introduciendo torsión. La mayoría de las secciones abiertas — canales, tubos simples — son débiles a la torsión. Se tuercen, lo que desplaza la carga aún más hacia un lado, lo que aumenta la flexión en columna de uno de los montantes.
La falla en cascada no se anuncia.
La solución es la geometría.
Y el control importa. Un sistema de antirrepetición o de un solo golpe asegura un ciclo deliberado por activación. Si un control se atasca y el émbolo sigue ciclando, tu estructura soporta cargas máximas repetidas — terreno de fatiga. Así es como las grietas comienzan en los pies de soldadura y crecen sin ser visibles.
Los fabricantes profesionales tratan la seguridad de las prensas plegadoras de manera iterativa porque las máquinas reales revelan debilidades reales con el tiempo. No tienes ese ciclo de retroalimentación en un garaje. Así que sobredimensionas la rigidez, controlas la alineación y asumes que tu primera soldadura no es perfecta.
Porque esta máquina es una jaula que contiene un resorte comprimido y enfadado.
Tu trabajo no es hacerla fuerte una vez. Tu trabajo es asegurarte de que cada ruta de carga, cada unión, cada elección de control contenga ese resorte cada vez que tires de la palanca.
Prueba de idiota: si tu émbolo está descentrado 1/16 de pulgada y el sistema hidráulico se pasa de fuerza durante 50 milisegundos, ¿tu estructura sigue siendo elástica o estás a una mala soldadura de acabar barriendo el suelo?
Quieres dimensiones de vigas y especificaciones de soldadura para 18 toneladas. Bien. Pero aquí está lo que nadie te dice en el boceto de servilleta: puedes construir una estructura lo bastante robusta para soportar 36,000 libras y aun así fabricar piezas torcidas todo el día.
Vi a un chaval manejar una prensa plegadora de 20 toneladas con una abertura de matriz demasiado estrecha para el material. La estructura no falló. Las soldaduras aguantaron. La pieza salió con un radio interior ondulado y 94 grados en lugar de 90. Apretó más. Todo lo que hizo fue acercar la estructura a su límite elástico mientras la geometría luchaba contra él. Así es como conviertes un diseño estructural en metralla de garaje sin llegar a romper el acero.
La estructura contiene energía. La herramienta decide qué hace esa energía.
Si el radio de la punta del punzón, la abertura de la matriz y el espesor del material no están emparejados, no estás doblando, estás discutiendo con la física. Y la física no negocia.
Así que antes de obsesionarte con otro cuarto de pulgada de espesor de pared, vamos a hablar de dónde vive realmente la precisión.
Empecemos con algo concreto.
Toma acero dulce de 1/8 de pulgada. En el doblado al aire —lo que significa que el punzón fuerza la plancha dentro de una matriz en V pero sin llegar al fondo— una regla común es una abertura de matriz de unas 8 veces el espesor del material. Entonces, 1/8 de pulgada por 8 te da una abertura en V de 1 pulgada. Esa geometría produce un radio interior predecible de alrededor de 0,16 pulgadas y mantiene el tonelaje en un nivel razonable.
Ahora ajusta esa matriz a 1/2 pulgada porque “quieres una esquina más aguda”.”
¿Qué sucede?
La demanda de tonelaje se duplica aproximadamente. A veces más. El material se fuerza más profundamente antes de poder formarse de manera natural, y empiezas a acercarte al doblado al fondo —donde la plancha toca las paredes de la matriz—. El doblado al fondo puede reducir el retorno elástico, claro. Pero puede requerir de tres a cinco veces la fuerza del doblado al aire. En un bastidor de bricolaje diseñado para permanecer elástico a 18 toneladas, esa demanda extra no desaparece mágicamente. Se traduce en deflexión.
Pero si el bastidor se flexiona, esa energía va a otro lugar primero: a doblar tu estructura como un arco.
Y cuando el bastidor se arquea, tu relación punzón-matriz cambia a mitad de carrera. La abertura de la matriz se ensancha efectivamente bajo carga. El ángulo que creías controlar cambia de forma dinámica. No obtienes un 90 nítido. Obtienes un 90-por-ahí que varía con la presión de la carrera.
Por eso la relación punzón-matriz es la precisión. No la capacidad nominal del gato.
El doblado al aire con el ancho de V correcto te da menor fuerza, radio interior predecible y cambios de ángulo repetibles por milésima de carrera. El acuñado —aplastar el material dentro de la matriz— prácticamente elimina el retorno elástico, pero el pico de tonelaje es brutal. En una prensa casera, perseguir cero retorno elástico a fuerza bruta es la forma de poner a prueba cada soldadura que acabas de calcular.
No compras precisión con presión. La diseñas con geometría.
Revisión de idiotas: ¿tu abertura de matriz está elegida a partir del espesor del material y el método, o la elegiste porque “parecía correcta” sobre el banco?
Una vez doblé cuatro pestañas en una bandeja simple. Cada doblez estaba desviado apenas 2 grados. No parece mucho. Para cuando el cuarto lado subió, las esquinas no coincidían por casi un cuarto de pulgada. El error se acumuló porque cada doblez cambió la referencia para el siguiente.
Eso es acumulación.
En una prensa manual, tu tope de 90 grados suele ser un tope físico de carrera —un collar en el gato, una lengüeta soldada, un perno que limita el recorrido—. El error de principiante es ajustar ese tope basándose en donde se detiene el ariete cuando el ángulo “parece correcto” una vez.
Pero en el doblado al aire, el ángulo se controla por la profundidad de penetración del punzón en la matriz. Unas pocas milésimas de pulgada de cambio en la profundidad pueden variar el ángulo en un grado o más, dependiendo del ancho de la matriz. Si tu bastidor se deflecta 0,010 pulgadas bajo carga, eso no es cosmético. Es un error de ángulo.
Así es como lo haces sin lecturas CNC:
Luego repite la dobladura tres veces.
Si tus ángulos varían más de medio grado entre ciclos, tu problema no es el tope. Es la elasticidad del bastidor, el centrado del émbolo o el material inconsistente.
Escúchame bien: nunca ajustes tu tope “bombeando hasta que se vea bien” mientras tu cara está sobre la pieza. Si algo se desliza a plena carga, ese punzón se convierte en un proyectil más rápido de lo que puedes parpadear.
Un 90 confiable en una configuración manual se trata de controlar la profundidad bajo una carga constante — lo que solo funciona si tu bastidor permanece en el rango elástico para el que fue diseñado. Geometría y rigidez trabajando en conjunto. No conjeturas ni fuerza del brazo.
Revisión de idiota: ¿puedes describir exactamente qué característica física limita el recorrido de tu émbolo — y si está apoyado en acero sólido, o solo en roscas a tracción?
Doblas acero dulce de 1/8 de pulgada hasta que marca 88 grados bajo presión. Sueltas. Se abre a 92.
Ese cambio de 4 grados es la recuperación elástica — la recuperación de la deformación cuando las tensiones internas se redistribuyen al retirar la carga.
¿Por qué ocurre?
Porque durante el doblado, las fibras externas de la lámina entran en tensión y las internas en compresión. Cuando sueltas el punzón, la parte elástica de esa deformación se recupera. Cuanto más pequeño es el radio interior en relación con el espesor, mayor es la deformación plástica y menor la recuperación elástica. Por eso el acuñado casi la elimina: domina la elasticidad mediante deformación plástica.
Pero no estamos acuñando. Estamos conteniendo energía, no generando picos.
Así que compensas.
Dobla más allá de 90, quizá a 86 bajo carga, suelta y mide. Si llega a 90.5, ajusta. Acércate poco a poco. Toma notas: grado del material, espesor, ancho de la matriz, profundidad de penetración lograda.
Después de unas cuantas pasadas, sabrás que tu matriz en V de 1 pulgada con acero A36 de 1/8 de pulgada necesita aproximadamente de 2 a 3 grados de sobre-doblado. ¿Cambias a acero inoxidable? Ese número aumenta. ¿Lote diferente de acero? Vuelve a variar.
Estás construyendo tu propia tabla mediante repetición controlada.
Ahora sobre el “truco de cero recuperación elástica” que he visto — hacer una ranura poco profunda a lo largo de la línea de doblado antes de formar. Sí, eliminar material reduce la resistencia y casi puede eliminar la recuperación elástica. También adelgaza la sección justo donde necesitas resistencia. En soportes que cargan peso, esa ranura se convierte en un iniciador de grietas.
La precisión que debilita la pieza no es precisión. Es sabotaje disfrazado de ingenio.
Una prensa casera confiable acepta que la recuperación elástica existe y la gestiona con geometría y sobre-doblado controlado — todo mientras mantiene el tonelaje dentro de la capacidad elástica del bastidor que diseñaste.
Porque cada grado de sobre-doblado es energía almacenada en ese resorte furioso que es la máquina.
Y si un día algo en esa trayectoria de carga cede, esa energía almacenada no desaparecerá educadamente.
Irá a algún lugar.
Comprobación de idiota: cuando sobreflexionas para compensar el retroceso elástico, ¿sabes cuánta carga adicional le añade eso a tu estructura, o simplemente estás empujando más fuerte la palanca y esperando?
Preguntaste cómo diseñar el bastidor para que la deflexión se mantenga lo suficientemente baja como para lograr precisión repetible.
Bien. Ahora hablemos de lo que pasa cuando no es así.
Lo que realmente estás construyendo no es una herramienta de flexión. Es una jaula para energía acumulada que trata de escapar.
Cuando accionas ese gato hidráulico, estás comprimiendo fluido hidráulico, estirando miembros de acero, cargando soldaduras a tensión y forzando una lámina de metal a deformación plástica. Todo eso es energía allí, quieta, esperando el equilibrio. Si la trayectoria de carga está limpia y el bastidor permanece elástico, esa energía se libera de forma controlada cuando abres la válvula. Si algo se fractura, se desalineas o se desliza, la energía se descarga donde primero disminuya la resistencia.
Esa es la zona de metralla.
He barrido los restos de una prensa plegadora que falló. No un juguete casero — una máquina de taller. La herramienta se astilló, la pieza de trabajo saltó hacia arriba y encontramos fragmentos incrustados en un tabique de yeso a tres metros de distancia. Nadie murió. Eso fue suerte, no diseño.
Así que cuando digo “diseñar a partir de la fuerza hacia atrás”, esto es lo que quiero decir: calculas no solo cuánta carga necesitas para doblar el acero, sino cuánta energía almacenada debe contener tu estructura si algo en el conjunto falla.
Porque algo eventualmente fallará.
Piensas que acero endurecido significa indestructible.
Significa frágil.
Las herramientas se endurecen para resistir el desgaste y mantener su forma bajo carga. Pero la dureza sacrifica ductilidad — la capacidad de estirarse antes de romperse. Cuando excedes la capacidad de una matriz, especialmente con una abertura en V demasiado estrecha o un punzón desalineado, la tensión se concentra en los hombros de esa V. No de manera uniforme. Localmente.
Y los materiales frágiles no ceden de forma elegante. Se fracturan.
No hay una flexión lenta. No hay advertencia de hundimiento. Una microgrieta se convierte en una grieta continua, y la matriz se parte con energía elástica aún en el sistema. Esa energía estaba en el bastidor, en el gato, en el conjunto de herramientas comprimidas. Cuando la matriz se fractura, la restricción desaparece en unos pocos milisegundos.
El sistema se descarga violentamente.
Los fragmentos siguen la dirección de menor resistencia — a menudo lateralmente a lo largo de la línea de la matriz, a veces hacia arriba a lo largo de la cara del punzón. Si la pieza de trabajo sigue parcialmente enganchada, puede convertirse en una palanca que redirija esa liberación.
Ahora aquí está la parte que los novatos pasan por alto: la falla de la matriz no se trata solo de la tonelada total. Si excedes el ancho correcto de la matriz en V —esa regla de “ocho veces el espesor del material” que sigues escuchando— disparas el estrés localizado incluso si tu bastidor teóricamente podría manejar más carga. No sobrecargaste la máquina. Sobrecargaste la geometría de contacto.
La geometría de las herramientas puede fallar antes de que tu bastidor se queje.
Escúchame bien: antes de cada sesión, inspecciona tus matrices en busca de astillas, grietas finas o bordes abombados. Una matriz comprometida bajo carga no está “tal vez bien”. Es metralla precargada.
Comprobación de idiotas: ¿eliges el ancho de matriz a partir del espesor del material y el método, o aumentas la presión hasta que la curva “se ve bien” y culpas al acero?
Ahora hablemos de la propia chapa.
Cuando doblas al aire acero dulce, las fibras exteriores se estiran, las interiores se comprimen y se forma una bisagra plástica en la línea de doblez. Cuando sueltas la presión, la deformación elástica se recupera y la pieza se abre unos grados. Predecible. Manejable.
Hasta que deja de serlo.
Si estás doblando material de alta resistencia o frágil con un radio interior ajustado, reduces la cantidad de deformación plástica y aumentas la proporción elástica de la energía de deformación. Eso significa más energía almacenada en la propia chapa. Si se inicia una grieta en la superficie exterior en tensión durante el doblado, esa grieta puede abrirse a lo ancho.
La chapa deja de comportarse como una bisagra.
Se comporta como un resorte roto.
Imagina una tira larga apoyada sobre la matriz en V. El punzón la empuja hacia abajo. Los extremos están sin soporte más allá de los hombros de la matriz. Si la fractura ocurre en el pico de carga, la chapa puede rotar sobre los bordes de la matriz y azotarse hacia arriba. La dirección no es aleatoria: sigue la curvatura almacenada y la geometría del soporte. Hacia el operador es común porque ese es el lado abierto de la máquina.
Pero tu bastidor normalmente tiene un vano sin soporte más largo que la pieza y una peor sección transversal para resistir el doblado.
Así que si el bastidor se flexiona significativamente, añade energía al sistema almacenado. Cuando la chapa se libera, el bastidor también rebota. Dos resortes descargándose a la vez.
Así es como se amplifica el retroceso.
Por eso hidráulico no significa seguro. Las prensas mecánicas almacenan energía en volantes; las hidráulicas la almacenan en fluido comprimido y acero estirado. Medio diferente. Misma física.
Si te inclinas sobre la línea de la matriz cuando algo se fractura, estás de pie frente a la puerta de salida.
Comprobación de idiotas: cuando colocas una pieza larga, ¿estás de pie al costado de la línea de la matriz, o centrado como si estuvieras alineando un disparo de rifle?
Vamos a hacerlo práctico.
Dibuja un semicírculo centrado en la línea de la matriz con un radio igual a la longitud más larga sin soporte de tu pieza de trabajo. Ese arco es tu zona de mantenerse al margen. Si una tira de 30 pulgadas está puenteando la matriz, asume que puede barrer 30 pulgadas en un chasquido en el peor de los casos. Añade un margen por tu propia estupidez.
Mantente fuera de ese arco.
Ahora las tres comprobaciones antes de bombear el gato.
Primero: continuidad del camino de carga. El gato debe apoyarse firmemente contra acero sólido que transfiera la carga directamente a los miembros verticales, no a través de roscas en flexión o lengüetas en corte. Si el pie del émbolo puede inclinarse, estás introduciendo carga excéntrica — fuerza descentrada — que multiplica el esfuerzo en una columna y lo reduce en la otra. El esfuerzo desigual es como las matrices se astillan y los marcos se tuercen.
Segundo: auditoría de elasticidad del marco. Observa tu miembro horizontal más largo. Ese es tu viga superior o travesaño. Si puedes ver luz bajo una regla cuando está descargado, ya has construido una curva. Bajo carga, esa curva almacena energía adicional. Añade refuerzos en las uniones de las columnas. Aumenta la profundidad de la sección en lugar del espesor cuando sea posible; la rigidez a la flexión escala drásticamente con la altura de la sección. Estás combatiendo la deflexión, no solo el límite elástico.
Tercero: estado y alineación de las herramientas. Punzón centrado en la matriz. Sin residuos en la V. Sin daños visibles en el borde. Se respeta la regla del 8, a menos que hayas hecho los cálculos y sepas por qué la estás rompiendo.
Escúchame atentamente: nunca asumas que “ayer lo soportó” significa que hoy es seguro. El acero se fatiga. Las soldaduras se agrietan. Los pernos se aflojan. La energía almacenada no se preocupa por tu optimismo.
Un freno confiable hecho en casa no se trata de perseguir la capacidad máxima de doblado. Se trata de definir un límite que te niegas a exceder — basado en la geometría de la herramienta, la rigidez del marco y tu voluntad de mantenerte fuera de ese semicírculo.
Porque una vez que comprendes la zona de metralla, la siguiente pregunta no es “¿Cuánto puede doblar?”
Es “¿Dónde trazo la línea antes de que esta cosa derrame sangre?”
Quieres una cifra concreta. No una sensación. No “lo soportó la última vez”. Un límite.
Aquí está la regla que uso en mi propio taller cuando adaptamos un marco de prensa para tareas de frenado: si tu cálculo de doblado dice que necesitas 10 toneladas por pie, diseñas el marco para resistir 13, y lo operas a 9. Esa es la regla 90% en acero puro — nunca planees usar más del 90% de tu capacidad estructural segura calculada, y nunca dimensionar la estructura por menos del 120–130% de tu carga de doblado prevista.
¿Por qué esa diferencia?
Porque tus cálculos de doblado suponen un espesor perfecto del material, geometría perfecta de la matriz, alineación perfecta. El acero real varía. El espesor puede cambiar una décima de milímetro y modificar el retroceso elástico lo suficiente como para que instintivamente “le des un poco más de bombeo”. Ese poco más es cómo los marcos pasan de la deflexión elástica a la energía almacenada que no habías contabilizado.
Los profesionales sobredimensionan sus máquinas en un 20–30% por esta razón. Y esas son bestias soldadas, aliviadas de tensiones, alineadas por CNC con émbolos protegidos y tablas de tonelaje calibradas. Tu marco de garaje, construido con acero laminado en caliente y esperanza, no puede funcionar al límite.
Si alguna vez realmente necesitas el 100% de la capacidad nominal de tu gato para hacer un doblado, tu marco ya está a una mala soldadura de convertirse en metralla de garaje.
Entonces, ¿cómo estableces el máximo absoluto?
Su gato es una bomba. Su bastidor es la jaula que sostiene el resorte comprimido. La jaula define el límite.
Ahora hablemos de lo que eso significa realmente en términos de chapa que nunca debería tocar.
El espesor es el multiplicador silencioso. La fuerza de doblado escala aproximadamente con el cuadrado del espesor. Duplicar el espesor significa que se acerca a cuatro veces la fuerza.
Así es como algunos pasan de doblar felizmente acero suave de 1/8 de pulgada a agrietar cordones de soldadura en 1/4 de pulgada y afirmar que el gato “se sintió bien”.”
El gato siempre se siente bien. Es hidráulico. No se queja cuando su bastidor cede un poco.
Aquí está el método práctico.
Tome el material más grueso que haya doblado con éxito sin una deflexión visible del bastidor —y me refiero a medida con un indicador de carátula o al menos con una galga de espesores en el punto medio, no a simple vista—. Llame a eso su referencia comprobada. Ahora reduzca en un calibre más grueso en papel y calcule la nueva tonelada requerida. Si ese nuevo número empuja su bastidor más allá del 90% de su capacidad estructural, ese espesor se convierte en su límite absoluto.
No es “pruébelo una vez”. No es “solo un doblez corto”. Es un límite.
Los dobleces cortos son especialmente engañosos. Sobrecargar un tramo de 4 pulgadas concentra la carga bajo el émbolo y puede deformar permanentemente la cara del émbolo o doblar localmente la viga transversal. Daño progresivo. Hoy es una milésima. El próximo mes es desalineación. He barrido una prensa plegadora que falló, y no explotó de golpe: se degradó hasta que un mal día acabó el trabajo.
Escúcheme bien: nunca pruebe un nuevo grosor máximo con la cara sobre la línea de la matriz y el cuerpo centrado frente a la pieza. Las cargas por primera vez son donde las malas suposiciones se corrigen violentamente.
Comprobación de idiota: ¿está definiendo su espesor máximo a partir del comportamiento medido del bastidor o de cuánto todavía se mueve la palanca del gato?
¿Pero qué pasa si la pieza que quiere está apenas por encima de ese límite?
Aquí es donde los fabricantes experimentados se diferencian de los tipos que coleccionan chatarra de garaje.
Si el doblez que necesitas te lleva más allá de 90%, no lo “mandas”. Cambias la pieza.
¿Puedes aumentar el radio interior? Una matriz en V más grande reduce drásticamente la tonelada requerida. ¿Puedes dividir el diseño en dos piezas más delgadas y soldarlas? ¿Añadir una brida en lugar de doblar un canal profundo de una placa gruesa? ¿Cambiar el grado del material por uno más maleable?
Cada una de esas opciones reduce la energía almacenada en el sistema. Ese es el verdadero indicador. No el orgullo.
Recuerda lo que dijimos antes: si el bastidor se flexiona, esa energía va primero a otro lado: a doblar tu estructura como un arco. Y cuando liberas la presión, ese arco quiere enderezarse. Pero tu bastidor normalmente tiene un tramo sin soporte más largo que la pieza y una peor sección transversal para resistir el doblado. Así que almacena más de lo que piensas.
Rediseñar la pieza no es debilidad. Es elegir dónde vive la tensión.
Si la única forma de hacer el doblez es llevar el gato hasta el tope y empujar el último medio grado a la fuerza, ya no estás conformando metal. Estás apostando tus soldaduras contra la física.
Chequeo de idiotez: ¿estás tratando de demostrar que tu máquina puede hacerlo o que tu diseño tiene sentido?
Y a veces la respuesta honesta es ninguna de las dos. A veces la decisión inteligente es no hacerlo en absoluto.
Dejemos el ego a un lado por un momento.
Si el trabajo requiere una tolerancia de ángulo constante más estricta que un grado a lo largo de múltiples piezas, tu plegadora manual ya está fuera de su zona de confort. Las máquinas industriales logran promedios de medio grado porque controlan la profundidad de penetración con precisión y compensan la variación del material. Tú estás bombeando un gato y calculando el retroceso de flexión a ojo.
Ahora apila el riesgo encima de eso.
Si tu carga de doblez calculada —con margen de variabilidad— supera lo que tu bastidor puede soportar a 90%, y el rediseño compromete la función de la pieza, las matemáticas cambian. El costo de un solo bastidor roto, una matriz astillada o un viaje a emergencias supera con creces la tarifa de un taller por unos pocos dobleces.
Esto no se trata de capacidad. Se trata de contención.
Una plegadora es una jaula que contiene un resorte comprimido y enfadado. Tu trabajo como constructor no es ver qué tan enfadado puedes ponerlo. Es decidir cuánta ira puede contener tu jaula de forma segura… y detenerte ahí.
Escúchame bien: ninguna plegadora casera cumple con los estándares de resguardo industrial. No tienes cortinas de luz. No tienes controles bimanuales anti-ataduras. Eso significa que tu margen de seguridad debe ser estructural y conductual, no electrónico.
Así que aquí tienes el enfoque que quiero que lleves adelante.
La capacidad no es la clasificación del gato. La capacidad es la carga más alta a la que tu bastidor sigue siendo aburrido.
Sin ruidos nuevos. Sin crecimiento visible de deflexión. Nada de “seguro que está bien”.”
Cuando tu máquina está aburriendo a 90%, estás dentro de la jaula. Cuando persigues 100%, estás alimentando el resorte y esperando que las barras aguanten.
Comprobación de idiota: ¿estás construyendo una máquina que sobreviva a tu ambición, o una que dependa de tu contención en cada tirón?


















