

Bir pres freni temizledim ama bozuldu.
Metal levha değil. Fren.
Yirmi tonluk şişe kriko hâlâ sağlam bir şekilde pompalıyordu, sapı havada gururla duruyordu, üst kiriş sardalya kutusu gibi yukarı doğru açılırken yan plakalar kaynak yerlerinden çatladı. Kimse yaralanmadı. Tam bir şans. Yapımcı sürekli “Ama bu 20 tonluk bir kriko,” diyordu, sanki bu sayı bir koruma alanıydı.
Buraya geldiğinde sahip olduğun yanılsama bu değil mi?
Bir şişe kriko, nereye monte edildiğiyle ilgilenmez. O, bir tutum sorunu olan hidrolik bir silindirdir. Pompaladığınızda, basınç artar ve bir şeyler kırılana kadar itmeye devam eder. Eğer o “şey” metal levhanız değilse, çerçevenizi garaj parçalarına dönüştürmekten mutluluk duyar.
Bir pres frenini, sıkıştırılmış, öfkeli bir yay tutan bir kafes gibi düşünün. Kriko, hidrolik basınçta enerji depolar. Çeliği bükmeye başladığınızda, o enerji plastik deformasyona — kalıcı bükülmeye — akar. Ama çerçeve esnediğinde, o enerji önce başka bir yere gider: yapınızı bir yay gibi bükmeye.
Bir 20 tonluk kriko aldığınızda güç satın almıyorsunuz. Sıkıştırma gerektiren depolanmış enerji satın alıyorsunuz. Peki, krikonun üzerine damgalanmış sayının, tüm makinenin neyi dayanabileceğini size söylediğini nasıl düşünebilirsiniz?
Bir çocuğun “20 tonluk” bir düzenekle 36 inçlik bir mesafede 1/4 inçlik levhayı bükmeye çalıştığını izledim. Atladığı matematik önemlidir: bükme kuvveti kalınlıkla kare orantılı olarak ve genişlikle artar. Kalınlığı iki katına çıkarırsanız, gereken kuvvet yaklaşık dört katına çıkar. Bükmeyi üç fit boyunca uzatırsanız, yük hızla artar.

Şimdi kimsenin size söylemediği kısım burada: o 20 tonluk değer, ramda, dik olarak, mükemmel hizalanmış durumda. Üst kirişinize çarpan kuvvetin ne olacağı, yan plakalarınızdan geçerken ve alt kalıpta çözülürken hiçbir şey söylemez. O yoldaki her bir inç esneme, etkili bükme kuvvetini çalar ve çerçevede elastik enerji depolar.
Bu yüzden daha fazla çeviriyorsunuz.
Beni dikkatle dinleyin: “henüz bükülmediği” için pompalamaya devam ettiğinizde, çeliği test etmiyorsunuz — hurda ve umuttan yaptığınız bir yayı yüklüyorsunuz.
Eğer levha henüz akma noktasına ulaşmamışsa ama çerçeveniz çoktan akmışsa, önce neyin kırılacağını düşünüyorsunuz?
Baskı yapmadan önce ince bir üst kirişin üzerine düz bir cetvel koyun. Krikoyu yarı yükte pompalayın. Plaka bir kırışıklık göstermeden çok önce ortada gün ışığını göreceksiniz. Bu, çerçevenin elastik bükülmesi — defleksiyon.
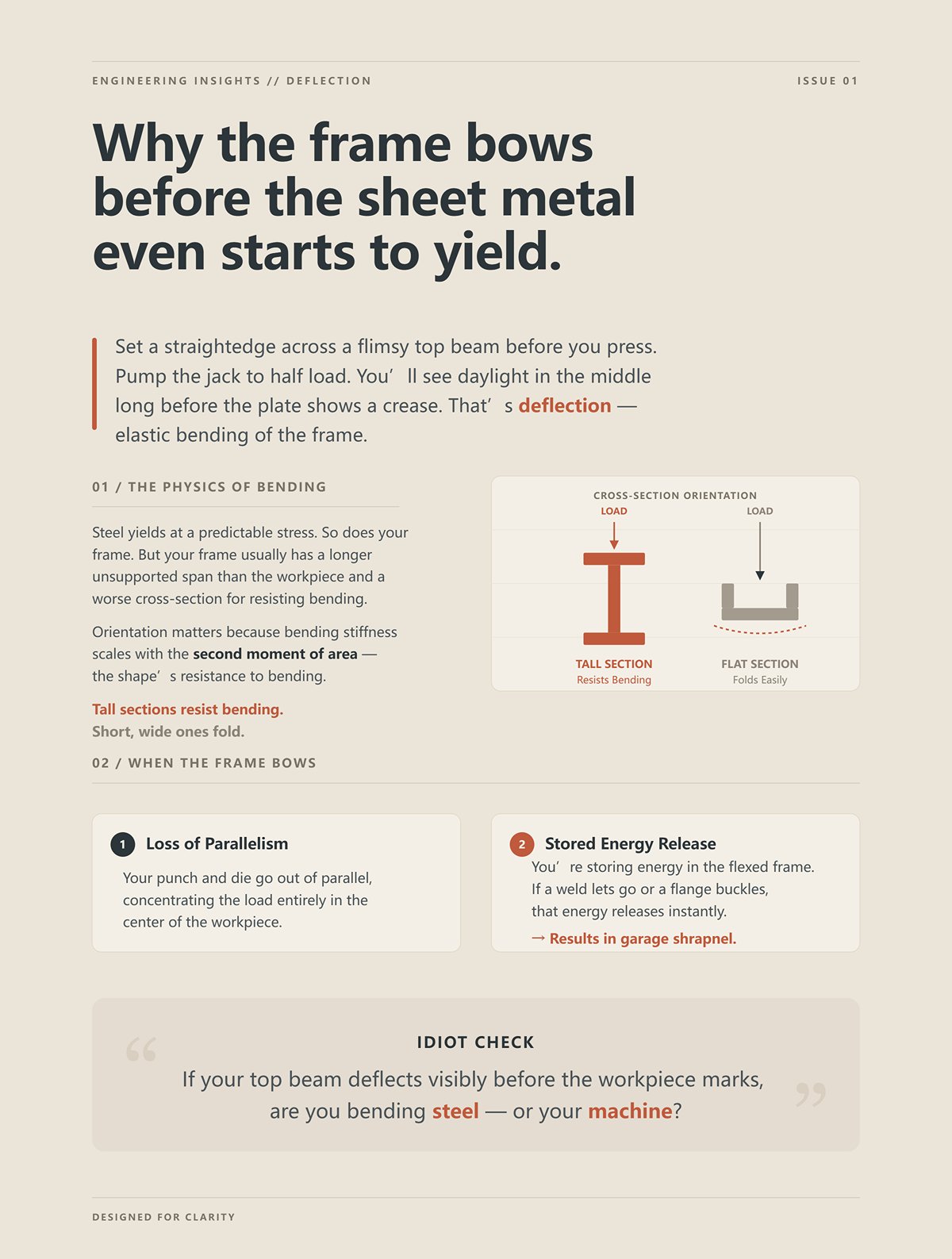
Çelik öngörülebilir bir gerilimde akma noktasına ulaşır. Çerçeveniz de öyle. Ama çerçeveniz genellikle iş parçasından daha uzun bir desteklenmemiş mesafeye ve bükülmeye karşı daha kötü bir kesit alanına sahiptir. Yassı bir şekilde yerleştirilmiş 4 inçlik bir kanal, düzgün bir şekilde yerleştirilmiş bir I-kirişine göre dik bükülmede korkunçdur. Yönlendirme önemlidir çünkü bükülme sertliği alanın ikinci momenti ile ölçeklenir — şeklin bükülmeye karşı direnci. Uzun kesitler bükülmeye karşı direnç gösterir. Kısa ve geniş olanlar ise katlanır.
Çerçeve eğildiğinde, iki şey olur. İlk olarak, delik ve kalıp paralel olmaktan çıkar, yükü merkezde yoğunlaştırır. İkincisi, esneme çerçevesinde enerji depoluyorsunuz. Eğer bir kaynak koparsa veya bir flanş bükülürse, o depolanan enerji anında serbest kalır.
İşte bu yüzden temiz bir 90 derece bükülme yerine garaj parçaları elde edersiniz.
Aptal Kontrolü: Eğer üst kirişiniz iş parçası izlerken görünür bir şekilde defleksiyona uğruyorsa, çeliği mi büküyorsunuz — yoksa makinenizi mi?
Hurda çeliği seviyorum. Bu atölyenin yarısını ondan yaptım. Ama ne olduğunu biliyorum.
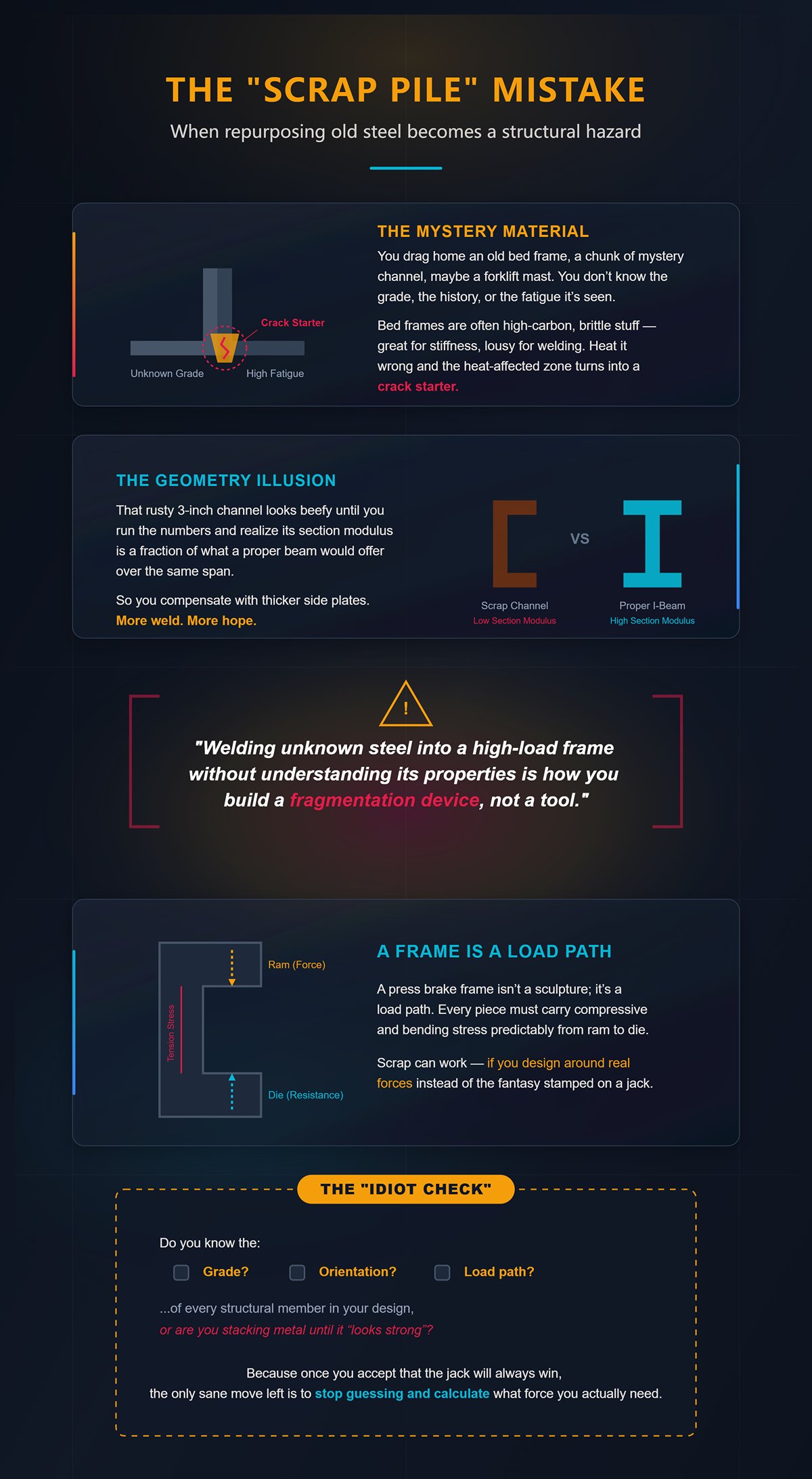
Eski bir yatak çerçevesini, gizemli bir kanal parçasını, belki bir forklift mastını eve sürüklüyorsun. Derecesini, tarihini veya maruz kaldığı yorgunluğu bilmiyorsun. Yatak çerçeveleri genellikle yüksek karbonlu, kırılgan malzemelerdir — sertlik için harika, kaynak için kötü. Yanlış ısıtırsan, ısıdan etkilenen alan bir çatlak başlatıcısına dönüşür.
Sonra bir de geometri var. O paslı 3 inçlik kanal, sayıları hesaplayana kadar sağlam görünüyor ve kesit modülünün aynı açıklıkta düzgün bir kirişin sunacağı değerin bir kısmı olduğunu fark ediyorsun. Bu yüzden daha kalın yan plakalarla telafi ediyorsun. Daha fazla kaynak. Daha fazla umut.
Beni dikkatlice dinle: bilinmeyen çeliği yüksek yük taşıyan bir çerçeveye kaynak yapmak, onun özelliklerini anlamadan, bir parçalanma cihazı inşa etmenin yoludur, bir alet değil.
Bir pres freni çerçevesi bir heykel değil; bir yük yolu. Her parça, ramdan kalıba öngörülebilir bir şekilde sıkıştırma ve bükme stresini taşımak zorundadır. Hurda işe yarayabilir — eğer gerçek kuvvetler etrafında tasarım yaparsan, bir kranın üzerine basılmış hayal değil.
Aptal Kontrolü: Tasarımındaki her yapısal elemanın derecesini, yönünü ve yük yolunu biliyor musun, yoksa metal yığarak “güçlü görünüyor” mu demeye çalışıyorsun?
Çünkü bir kez kranın her zaman kazanacağını kabul ettiğinde, geriye kalan tek mantıklı hamle, tahmin yapmayı bırakıp malzemeni ilk etapta bükmek için gerçekten ne kadar kuvvete ihtiyacın olduğunu hesaplamaktır.
Temiz bir 90 dereceyi 1/8″ ince çelikte, 12 inç genişliğinde yapmak için yeni bir 20 tonluk kranla bir adamı izledim. “İnce. Çeyrek inç zor olan.” diye düşündü. Çerçeve şarkı söylemeye başlayana kadar pompaladı. Levha neredeyse kalıba dokunmadı.
Gerçekten savaştığı sayıyı bilmiyordu.
İnce çeliği hava bükme için standart bir atölye formülü var:
Tonnaj başına ayak ≈ (Kalınlık² × 575) ÷ V-açıklığı
Kalınlık ve V-açıklığı inç cinsindendir. O 575, ince çelik için yerleşik bir malzeme sabitidir. Bu sihir değil. Bu, akma dayanımı ve geometriyi bir araya getiren bir hesap.
Şimdi kaçındığın matematiği yapalım.
1/8″ çelik 0.125″. Kare al: 0.125 × 0.125 = 0.0156.
O kalınlık için yaygın bir V-açıklığı kullan — yaklaşık 8× kalınlık. 0.125 × 8 = 1.0″ V-kalıp.
Şimdi bunu yerine koy:
(0.0156 × 575) ÷ 1.0 ≈ 8.97 ton başına ayak.
Bunu 9 ton başına ayak olarak kabul et.
Bir ayak genişliğinde mi? Yaklaşık 9 ton. İki ayak genişliğinde mi? 18 ton. Üç ayak genişliğinde mi? 27 ton.
O “20 ton” kriko, 36 inçlik bir bükümü bitirmeden önce nefes nefese kalıyor.
Ve bu sadece bükme kuvvetine ulaşmak için — sürtünmeyi, hizalama hatalarını veya çerçeve esnemesinin yükün bir kısmını çalmayı saymıyorum.
Sizi sarsması gereken kısım şu: kalınlığı 1/4″'e iki katına çıkardığınızda, kuvveti iki katına çıkarmıyorsunuz. Onu kare alıyorsunuz.
0.25² = 0.0625. Bu, 0.0156'nın dört katıdır.
Aynı V-oranı, aynı genişlik? Gerekli tonajı dört katına çıkardınız.
Bu kalınlık-kare ilişkisi, ev yapımı frenlerin aniden ölmesinin nedenidir. Yapıcı malzemeyi “biraz” büyütür. Yük çok fazla büyür.
Ve kimse bir şey kırılana kadar hesaplamaz.
Aptal Kontrolü: Bükmeyi planladığınız şeyin kalınlığını iki katına çıkardıysanız, gerekli tonajınızı dört katına mı çıkardınız — yoksa krikonuzun “yeterince kaldığını” mı varsaydınız?
Bunu insanları kandıran bir karşılaştırma ile vurgulayalım.
Sanayi grafiklerinde, küçük bir V-açıklığı üzerindeki 1/8″ alüminyumun yalnızca yaklaşık 3 ton/ayak. gerektirebileceği gösteriliyor. Aynı kalınlıkta yumuşak çelik? 25–30 ton/ayak belirli düzeneklerde.
Aynı kalınlık. Aynı genişlik. Kuvvet on kat.
Malzeme önemlidir çünkü akma dayanımı önemlidir. Yumuşak çelik yaklaşık 36.000 psi akma dayanımına sahiptir. Yaygın alüminyum alaşımları çok daha düşüktür. Formül sabiti değişir çünkü metalin kalıcı deformasyona karşı direnci değişir.
Bu yüzden biri, “1/8″ bükmeyi hiç sorun etmedim,” dediğinde, ilk soru kalınlık değildir.
O, hangi metal?
Kalınlık odaklı düşünmenin ne kadar tehlikeli olduğunu görüyor musun? Alüminyum deneylerine dayanacak bir çerçeve inşa ediyorsun. Sonra çeliği kaydırıyorsun.
Artık “öfke yayınız” on kat enerji depoluyor.
Beni dikkatlice dinle: hidrolik kuvvet, neyi bükmeyi amaçladığınla ilgilenmez — sadece basıncı bilir ve çerçeveyi ya çelik akma noktasına ulaşana kadar ya da yapın çökene kadar yüklemeye devam eder.
Hangi birini tasarladın?
Bir pres freni temizledim ama bozuldu.
Ama çoğu önce patlamaz. Sana yalan söylerler.
Büyük endüstriyel frenlerde — 150 tonluk canavarlarda — üreticiler, tüm yatak boyunca tam kapasiteyi kullanmana izin vermez. Hidrolikler daha fazlasını itebiliyor olsa bile, bunu ayak başına 25 ton gibi bir şeyle sınırlarlar. Neden? Kontrol etmek için deplasman.
Deplasman elastik bükülmedir — geçicidir. Çerçeve birkaç binlik bükülür. Açı değişimi alırsın. Belki uzunluk boyunca ±1.5 derece.
Bu dramatik gelmiyor.
Ama bu, çeliği çatlamadan çok önce parçaları mahveder.
İşte mekanizma: üst kiriş büküldüğünde, delici ve kalıp paralelliğini kaybeder. Yük merkezde yoğunlaşır. Merkez daha fazla bükülür. Uçlar geride kalır. Uçları düzeltmek için fazla pompalarsın. Şimdi merkez fazla bükülmüş durumda.
Gözle telafi edersin. Şimdi her parça biraz farklı.
İşte bu esneklik.
Arıza, çerçevenizdeki gerilimin akma noktasını aşmasıdır — kaynak yırtılır, flanş bükülür, levha çatlar. Bu kalıcıdır. Bu garaj şarapneli.
Esneklik bir uyarıdır. Arıza, bunu görmezden gelmenin sonucudur.
Ve işte şok edici olan: DIY çerçeveler genellikle daha kısa yataklara sahiptir ama endüstriyel makinelerden orantılı olarak daha ince kirişlere sahiptir. Bu, izin verilen tonların ayak başına genellikle jack'in toplam derecesinden çok daha düşük olduğu anlamına gelir.
Bu yüzden jack'in 20 ton dese bile, çerçeven yalnızca 8 veya 10 ton ayak başına tolerans gösterebilir, bu da deplasmanın kabul edilemez hale gelmesidir.
Makineyi bir anda kaybetmezsin.
Önce hassasiyeti kaybedersin.
İdiot Kontrolü: sadece felaketten kaçınmak için mi tasarım yapıyorsunuz, yoksa çerçevenizin ne kadar eğilme toleransına sahip olduğunu hesapladınız mı, eğilmeleriniz eğri hale gelmeden önce?
| Bölüm | İçerik |
|---|---|
| Başlık | Çerçeve Esnekliği vs. Çerçeve Arızası: Bunların aynı problem olmadığını neden |
| Açılış Beyanı | Başarısız olan bir pres frenini temizledim. Ama çoğu önce patlamaz. Size yalan söylerler. |
| Endüstriyel Fren Sınırları | Büyük endüstriyel frenlerde — 150 tonluk makinelerde — üreticiler, hidroliklerin daha fazla itebileceği durumlarda bile, genellikle tüm yatak boyunca tam kapasiteyi 25 ton civarında sınırlar. Bu, eğilmeyi kontrol etmek içindir. |
| Eğilme Nedir? | Eğilme, elastik (geçici) bükülmedir. Çerçeve hafifçe eğilir, bu da açı değişikliklerine neden olur — belki uzunluk boyunca ±1.5 derece. |
| Neden Önemlidir | Dramatik gelmeyebilir, ama parçaları çelik çatlamadan çok önce mahveder. |
| Esneme Mekanizması | Üst kiriş eğildiğinde, delik ve kalıp paralelliğini kaybeder. Yük merkezde yoğunlaşır. Merkez daha fazla eğilir; uçlar geride kalır. Uçları düzeltmek için aşırı pompalarsınız, merkezde aşırı bükülmeye neden olursunuz. |
| Sonuçlanan Problem | Göz kararı telafi edersiniz ve şimdi her parça biraz farklıdır. İşte bu esneme. |
| Başarısızlık Nedir? | Başarısızlık, stresin akma sınırını aşması durumunda meydana gelir — kaynaklar yırtılır, flanşlar bükülür, plakalar çatlar. Bu hasar kalıcı ve tehlikelidir. |
| Esneme ve Başarısızlık | Esneklik bir uyarıdır. Arıza, bunu görmezden gelmenin sonucudur. |
| Kendi Kendine Yapılan Çerçeve Riski | Kendi kendine yapılan çerçeveler genellikle daha kısa yataklara sahiptir ancak endüstriyel makinelerden orantılı olarak daha ince kirişlere sahiptir, bu da jack'ın toplam kapasitesinden çok daha düşük izin verilen tonlar per ayak ile sonuçlanır. |
| Pratik Sonuç | Bir jack 20 ton için derecelendirilmiş olsa bile, çerçeve eğilmenin kabul edilemez hale gelmeden önce yalnızca 8–10 ton per ayak tolere edebilir. |
| İlk Kaybettiğiniz Şey | Makineyi hemen kaybetmezsiniz — önce doğruluğu kaybedersiniz. |
| Aptal Kontrolü | Sadece felaket başarısızlığını önlemek için mi tasarlıyorsunuz, yoksa çerçevenizin ne kadar sapma tolere edebileceğini hesapladınız mı, büküldüğünde? |
İki işi hayal edin.
İş bir: 1/4″ plaka, 6 inç genişliğinde. İş iki: 1/8″ plaka, 36 inç genişliğinde.
Çoğu acemi daha kalın plakadan korkar.
Hesaplamaları yapın.
1/4″'ün, 1/8″'in her bir ayak için yaklaşık dört katı kuvvet olduğunu zaten gördük.
Ama 1/4″ işi sadece yarım ayak genişliğinde. 1/8″ işi üç ayak genişliğinde.
Bu nedenle toplam tonaj benzer olabilir — hatta daha yüksek — daha ince, daha geniş levha için.
Kuvvet genişlikle doğru orantılı olarak artar. Bükme uzunluğunu iki katına çıkarın, tonajı iki katına çıkarın. Ama kalınlık? O, kare olarak artar.
İşte makinenizin kapasitesini gerçekten tanımlayan denge: maksimum kalınlık maksimum genişlikte, tek bir övünme sayısı değil.
Bu yüzden endüstriyel makineler ton başına ayak olarak derecelendirilir. 10 ayak üzerinde 150 tonluk bir fren “her yerde 150 ton” değildir. Bu, ayak başına yaklaşık 15 ton — ve bu bile genellikle güvenlik ve sapma kontrolü için düşürülür.
Garaj freninizin 24 inçlik bir yatağı varsa ve tam genişlikte 1/8″ çeliği bükmek istiyorsanız, yaklaşık 18 ton gerekecektir. Bu sizin başlangıç noktanız.
Jack değil.
Fizik.
Şimdi sormanız gereken soru şu: Eğer iş, iki ayak boyunca 18 ton gerektiriyorsa, o enerjiyi eğilmeden, burulmadan veya bir şey kaydığında şarapnel haline dönüşecek kadar yeterli elastik öfkeyi depolamadan tutmak için çerçeve ne kadar sert olmalı?
Çerçevenin, iki ayak üzerinde 18 ton ağırlığı taşıyacak kadar sert olması gerektiğini sordunuz.
Hissetmek yerine masaya rakamlar koyalım.
On sekiz ton, 36,000 pound kuvvet demektir. 24 inç boyunca yayıldığında, bu, kalıbınıza yukarı doğru ve tokmağınıza aşağı doğru 1,500 pound basınç uygulamak demektir. Ram “nazikçe baskı yapmıyor.” Yüklenmiş bir yay gibi yapınızı sıkıştırıyor. Üst kirişiniz, ayaklar arasında 24 inç genişliğinde ise, onu merkez yük ile basit destekli bir kiriş olarak modelleyebilirsiniz. Temel kiriş defleksiyon matematiği, defleksiyonun şu şekilde ölçeklendiğini söyler: kuvvet × açıklık³ / (E × I). E, çelik için elastik modüldür (yaklaşık 29 milyon psi). I, alanın ikinci momentidir — kesit boyutu ile kontrol ettiğiniz kısımdır.
Şimdi, üst kirişinizi tek bir 4x4x1/4 inç kare tüpten yaptığınızı hayal edin. I değeri mütevazıdır. Matematiği yaparsanız, 36,000 pound altında merkez defleksiyonunun yüzdelik inç cinsinden ölçüldüğünü göreceksiniz. Bu, hedef eğilme toleransınızın ±1 derece olabileceğini fark etmediğiniz sürece küçük gibi görünebilir. Tokmakta birkaç yüzdelik, belirgin bir açı hatasına dönüşür — ve daha kötüsü, yükü ortada yoğunlaştırır, bu da yerel olarak stresi artırır ve defleksiyonu artırır.
Ama burada yeşil inşaatçıların kaçırdığı bir nokta var: defleksiyon sadece eğri parçalarla ilgili değildir. Bu, depolanan enerjidir. O kiriş yük altında 0.030 inç eğilirse, elastik gerilme enerjisi tutar. Eğer bir kaynak koparsa veya bir kalıp kayarsa, o enerji anında serbest kalır.
İşte bu yüzden garajda parçalar uçuşur.
Ama eğer çerçeve esnerse, o enerji önce başka bir yere gider: yapınızı bir yay gibi bükmeye.
Bu yüzden geriye doğru tasarlıyoruz. 18 ton ile başlayın. Tolerans göstereceğiniz defleksiyonu belirleyin — diyelim ki 24 inç açıklık için merkezde 0.005–0.010 inç istiyorsanız, tutarlı eğilmeler için. Gerekli I için kiriş denklemini çözün. Bu, bir tüpe kutulanmış 6 inçlik bir kanal, bir lamineden yapılmış plaka kiriş veya kesit yüksekliğini artırmak için dikey olarak yerleştirilmiş çift tüp gerektirip gerektirmediğini size söyler. Yükseklik önemlidir çünkü I, kesit derinliğinin küpü ile artar. Yüksekliği iki katına çıkarırsanız, sertlik dramatik bir şekilde artar.
Sertliği tahmin etmezsiniz. Hesaplayıp ona göre inşa edersiniz.
Aptal Kontrolü: üst kirişinizi tam yük altında bir defleksiyon limiti ile mi boyutlandırdınız — yoksa “yeterince kalın görünüyor” diye mi çelik seçtiniz?
Müşterilerim, ayaklar arasında kaynaklanmış bir ev yapımı kalıp ile 20 tonluk bir atölye presi getirdi ve “Zaten 20 ton yazıyor.” dedi.”
Bu presler, iki plaka arasında dikey sıkıştırma için tasarlanmıştır, geniş bir kalıptan gelen yatay yayılma yüklerine karşı direnç göstermek için değil. Ayaklar genellikle ince C-kanallarıdır. Merkezde bir pres işinde, sorun yok. 24 inçlik bir fren yükü altında, ayaklar dışa doğru açılmaya çalışır çünkü kalıp tepkisi alt kısımda yanlara doğru itme yaparken, ram üst kısımda aşağı doğru itmektedir.
Farklı yük yolu.
Bir fren sisteminde, kuvvet şu şekilde gider: ram → üst kiriş → ayaklar sıkıştırma altında → alt kiriş bükülme altında → tekrar ayaklara. Bu arada, kalıp, çerçeveyi sarmaya çalışan yatay bileşenler oluşturur. Bir atölye pres çerçevesi genellikle pimlenmiş veya hafifçe kaynaklanmış çapraz elemanlara sahiptir. Asla sert bir moment çerçevesi gibi davranması amaçlanmamıştır.
Ve işte standartların, ister sevin ister sevmeyin, devreye girdiği yer. O presi bir fren olarak kullandığınız an, işlevsel olarak bir pres freni haline gelir. Bu, durma davranışı, tek vuruş kontrolü ve koruma beklentilerinin değiştiği anlamına gelir. Hidrolik sistemler anında durmaz. Bir gecikme vardır — en az on milisaniye. Tipik ram hızları 10 mm/s'nin üzerinde olduğunda, durma mesafesi önemsiz hale gelir. Eğer çerçeve tasarımınız “kolu bırakırım” varsayımına dayanıyorsa, hala emilmesi gereken kinetik enerjiyi göz ardı ediyorsunuz demektir.
Beni dikkatle dinleyin: eğer uyarladığınız pres çerçevesi yalnızca statik yük için yeterince sertse ama o ekstra dinamik aşım için değilse, gevşek bir kapıya sahip bir yay kafesi inşa etmişsiniz demektir.
Özel bir H-çerçeve şasisi, yük yolunun sürekli ve kutulanmış olmasını sağlamak için kesit boyutunu, kaynak uzunluğunu ve bağlantı geometrisini kontrol etmenizi sağlar. Ayakları, burkulmayı önlemek için yeterli kesit alanına sahip gerçek kolonlar olarak tasarlayabilir, bunları bükülme sertliği için boyutlandırılmış bir alt kiriş ile birleştirebilir ve köşeleri tam kaynaklayarak gevşek menteşeler yerine moment bağlantıları oluşturabilirsiniz.
Uyum sağlamak kolaylıktır. Tasarlamak ise kontrol etmektir.
Hangisi tam 36,000 poundluk gerçeğe yanıt veriyor?
Bir inşaatçının fillet kaynaklarına sihirli yapıştırıcı gibi güvenerek başarısız olan bir pres frenini temizledim.
Onlar öyle değil.
H çerçevenizde, yalnızca birkaç eleman gerçek dikey yükü taşır:
Diğer her şey — destekler, yan paneller, braketler — çoğunlukla geometrinin doğruluğunu korur.
Bağlantılardan bahsedelim. Eğer üst kiriş, dış köşede kısa bir fillet kaynağı ile dikeyle buluşuyorsa, o kaynak artık kirişten kolona eğilme momentini aktarmaktan sorumludur. Orta açıklıkta 36,000 pound altında, uç moment on binlerce inç-pound olabilir. Eğilme ve kayma altında yüklenen küçük bir fillet kaynağı, izin verilen stresi hızla aşabilir.
Tam penetrasyonlu bir oluk kaynağı veya iç kılıflı bir kutu bağlantısı, o stresi kalınlık boyunca yayar, sadece bir yüzey boğazı boyunca değil. Cıvatalar? Tamam — eğer kayma ve sıkıştırma kuvveti için boyutlandırılmışlarsa ve kayma kritik bağlantıları anlıyorsanız. Ama birkaç donanım dükkanı Sınıf 5 cıvatası, yapısal strateji değildir. En iyi ihtimalle hizalama yardımcılarıdır.
Ve kolon burkulmasını unutmayın. 1/4 inç duvar tüpünden yapılmış 3 inç genişliğinde bir dikey, kağıt üzerinde saf sıkışmada 36,000 pound taşıyabilir. Ama hizasızlıktan biraz eksantriklik ekleyin ve etkin uzunluk faktörü fırlar. İnce kolonlar eğilir. Bir kez eğildiklerinde, stres fırlar.
Her bağlantı bir soruya yanıt vermelidir: eğer silindir tam dereceli yükü artı biraz hidrolik gecikme sağlarsa, bu bağlantı hala elastik aralıkta mı kalır?
Eğer bilmiyorsanız, tahmin ediyorsunuz demektir.
Aptal Kontrolü: yük yolunuzdaki her kaynağı işaretleyip, bunun eğilme momenti, kayma taşıyıp taşımadığını veya sadece hizalamayı tutup tutmadığını belirtebilir misiniz — yoksa hepsi sadece “sağlam kaynaklı” mı?
Senin ve benim bildiğimiz gibi, kaynakların mükemmel simetrik olmayacak. Benimkiler de değil, ve bunu uzun zamandır yaptığımı kanıtlamak için bir parmak ucum eksik.
Bu yüzden kusuru varsayalım.
Eğer silindir 24 inçlik bir açıklıkta merkezden en az 1/16 inç kayarsa, yük eksantrik hale gelir. Bu, üst kirişte bir burulma momenti oluşturur. Artık sadece dikey olarak eğilmiyorsunuz; burulma ekliyorsunuz. Çoğu açık kesit — kanallar, tek tüpler — burulmada zayıftır. Eğilirler, bu da yükü bir tarafa kaydırır, bu da bir dikeyde kolon eğilmesini artırır.
Kaskad arızası kendini duyurmaz.
Tedavi geometri.
Ve kontrol önemlidir. Tekrar etmeyen veya tek stroklu bir kurulum, her aktivasyonda bir kasıtlı döngü sağlar. Eğer bir kontrol sıkışır ve ram döngüye devam ederse, çerçeveniz tekrar eden zirve yükleri görür — yorgunluk bölgesi. İşte çatlakların kaynak dikişlerinde nasıl başladığı ve görünmez bir şekilde büyüdüğüdür.
Profesyonel üreticiler, fren güvenliğini yinelemeli olarak ele alır çünkü gerçek makineler zamanla gerçek zayıflıkları ortaya çıkarır. Bu geri bildirim döngüsünü bir garajda elde edemezsiniz. Bu yüzden sertliği, kontrol hizalamasını aşırı yapar ve ilk kaynağınızın mükemmel olmadığını varsayırsınız.
Çünkü bu makine, sıkıştırılmış, öfkeli bir yay tutan bir kafestir.
Göreviniz bir kez güçlü yapmak değil. Göreviniz, her yük yolu, her ek, her kontrol seçiminin her seferinde o yayı içermesini sağlamaktır.
Aptal Kontrol: Eğer ramınız 1/16 inç merkezden sapmışsa ve hidrolik sistem 50 milisaniye boyunca aşırı yükleniyorsa, çerçeveniz elastik kalır mı — yoksa bir kötü kaynakla yerleri süpürmeye bir adım mı uzaksınız?
18 ton için kiriş boyutları ve kaynak spesifikasyonları istiyorsunuz. İyi. Ama işte kimsenin size peçete taslağında söylemediği şey: 36,000 pounda dayanacak kadar sağlam bir çerçeve inşa edebilirsiniz ve yine de tüm gün boyunca eğri parçalar yapabilirsiniz.
Bir çocuğun, malzeme için çok dar bir kalıp açıklığına sahip 20 tonluk bir atölye pres frenini çalıştırdığını izledim. Çerçeve başarısız olmadı. Kaynaklar tuttu. Parça, 90 yerine 94 derece ve dalgalı bir iç yarıçap ile çıktı. Daha fazla sıkıştırdı. Tek yaptığı, çerçeveyi akma noktasına daha yakın yüklemekti, oysa geometri ona karşı savaşıyordu. İşte yapısal tasarımı garaj parçalarına dönüştürmenin yolu, asla çeliği kırmadan.
Çerçeve enerji içerir. Aletler, o enerjinin ne yapacağını belirler.
Eğer delik burun yarıçapınız, kalıp açıklığınız ve malzeme kalınlığınız eşleşmiyorsa, bükmüyorsunuz — fiziğe karşı tartışıyorsunuz. Ve fizik pazarlık yapmaz.
Bu yüzden başka bir çeyrek inç duvar kalınlığına takılmadan önce, gerçek hassasiyetin nerede yaşadığını konuşacağız.
Somut bir şeyle başlayalım.
1/8 inç yumuşak çelik alın. Hava bükümünde — yani delik levhayı bir V-kalıbına zorlar ama altına indirmez — yaygın bir kural, kalıp açıklığının malzeme kalınlığının yaklaşık 8 katı olmasıdır. Yani 1/8 inç çarpı 8, size 1 inçlik bir V açıklığı verir. Bu geometri, yaklaşık 0.16 inçlik öngörülebilir bir iç yarıçap üretir ve tonajı makul tutar.
Şimdi o kalıbı 1/2 inç sıkılaştırın çünkü “daha keskin bir köşe istiyorsunuz.”
Ne oluyor?
Tonnaj talebi yaklaşık olarak iki katına çıkıyor. Bazen daha fazla. Malzeme doğal olarak şekil alana kadar daha derinlere zorlanıyor ve alt kısma doğru kaymaya başlıyorsunuz — burada levha kalıp duvarlarına temas ediyor. Alt kısma gitmek, yay geri dönüşünü azaltabilir, elbette. Ama hava bükme kuvvetinin üç ila beş katını gerektirebilir. 18 tonluk elastik kalacak şekilde tasarlanmış bir DIY çerçevesinde, o ekstra talep sihirli bir şekilde kaybolmaz. Değişime gider.
Ama eğer çerçeve esnerse, o enerji önce başka bir yere gider: yapınızı bir yay gibi bükmeye.
Ve çerçeve eğildiğinde, vuruş-kalıp ilişkisi orta vuruşta değişir. Kalıp açıklığı yük altında etkili bir şekilde genişler. Kontrol ettiğinizi düşündüğünüz açı dinamik olarak kayar. Keskin bir 90 alamazsınız. Vuruş basıncına göre değişen 90 gibi bir şey alırsınız.
Bu yüzden vuruş-kalıp oranı hassasiyettir. Jack derecesi değil.
Doğru V-genişliğinde hava bükme, daha düşük kuvvet, öngörülebilir iç yarıçap ve her bin vuruşta tekrarlanabilir açı değişiklikleri sağlar. Coining — malzemeyi kalıba sıkıştırmak — neredeyse yay geri dönüşünü ortadan kaldırır, ama tonaj artışı acımasızdır. Ev yapımı bir frenle, sıfır yay geri dönüşü peşinde kaba kuvvetle her hesapladığınız kaynağı stres testine tabi tutarsınız.
Baskı ile hassasiyet satın almazsınız. Geometri ile tasarlarsınız.
Aptal Kontrolü: Kalıp açığınız malzeme kalınlığı ve yönteme göre mi seçildi — yoksa masada “yaklaşık doğru göründüğü” için mi seçtiniz?
Bir keresinde basit bir tepside dört flanşı bükmüştüm. Her büküm sadece 2 derece kadar yanlıştı. Çok gibi görünmüyor. Dördüncü kenar yükseldiğinde, köşeler neredeyse çeyrek inç kadar kaçırmıştı. Hata birikti çünkü her büküm bir sonraki için referansı değiştirdi.
Bu birikimdir.
Manuel bir frenle, 90 derece durdurma genellikle fiziksel bir vuruş durdurma — bir jack üzerindeki bir kolye, bir kaynaklanmış sekme, hareketi sınırlayan bir vida — olur. Acemi hareket, durdurmayı, ram açının “doğru göründüğü” yerde oturduğu yere göre ayarlamaktır.
Ama hava bükme sırasında, açı kalıba vuruş derinliği ile kontrol edilir. Derinlikteki birkaç binlik bir değişiklik, kalıp genişliğine bağlı olarak açıyı bir derece veya daha fazla değiştirebilir. Eğer çerçeveniz yük altında 0.010 inç sapıyorsa, bu kozmetik değil. Bu açı hatasıdır.
İşte bunu CNC okumaları olmadan nasıl yapacağınız:
Sonra bükümü üç kez tekrarlayın.
Eğer açılarınız döngüler arasında yarım dereceden fazla değişiyorsa, sorununuz durdurma değil. Çerçeve elastikiyeti, ram merkezleme veya tutarsız malzemedir.
Beni dikkatlice dinleyin: durdurmanızı “doğru göründüğünde pompalayarak” ayarlamayın, yüzünüz işin üzerinde iken. Eğer tam yük altında bir şey kayarsa, o vuruş göz kırpmanızdan daha hızlı bir mermi haline gelir.
Güvenilir bir 90, manuel bir kurulumda derinliği sürekli yük altında kontrol etmekle ilgilidir - bu yalnızca çerçeveniz tasarladığınız elastik aralıkta kaldığında işe yarar. Geometri ve sertlik birlikte çalışır. Tahmin ve kol gücü değil.
Aptal Kontrolü: Ram hareketinizi tam olarak hangi fiziksel özelliklerin sınırladığını tanımlayabilir misiniz - ve bu, katı çelik üzerinde mi yoksa sadece gerilim altındaki dişler mi?
1/8 inç yumuşak çeliği, baskı altında 88 derece olarak okunan bir açıda büküyorsunuz. Bıraktığınızda, 92 dereceye açılır.
Bu 4 derece değişim yay geri dönüşüdür - yük kaldırıldığında içsel gerilimlerin yeniden dağıtılmasıyla elastik geri kazanım.
Neden olur?
Çünkü bükme sırasında, levhanın dış lifleri gerilim altına girerken, iç kısımlar sıkıştırılır. Makarayı bıraktığınızda, o gerilimin elastik kısmı geri kazanılır. İç yarıçap kalınlığa göre ne kadar sıkı olursa, plastik gerilme o kadar yüksek olur ve yay geri dönüşü o kadar az olur. Bu yüzden, madeni para basma neredeyse bunu ortadan kaldırır. Plastik deformasyon ile elastikiyeti aşar.
Ama biz madeni para basmıyoruz. Enerjiyi kontrol altına alıyoruz, onu artırmıyoruz.
Bunun üzerine telafi edersiniz.
Yük altında 90 dereceden belki 86'ya kadar bükün, bırakın, ölçün. Eğer 90.5'te durursa, ayarlayın. Yaklaşın. Not alın: malzeme kalitesi, kalınlık, kalıp genişliği, elde edilen penetrasyon derinliği.
Birkaç denemeden sonra, 1 inçlik V-kalıbınızın 1/8 inç A36 çeliği için yaklaşık 2 ila 3 derece fazla büküm gerektiğini bileceksiniz. Paslanmaz çeliğe geçtiniz mi? O sayı artar. Farklı bir çelik partisi mi? Yeniden kayar.
Kontrollü tekrarlarla kendi tablonuzu oluşturuyorsunuz.
Şimdi gördüğüm “sıfır-yay geri dönüş hack'i” hakkında - şekillendirmeden önce büküm çizgisi boyunca sığ bir oluk kesmek. Evet, malzeme çıkarmak direnci azaltır ve yay geri dönüşünü neredeyse ortadan kaldırabilir. Ayrıca, güç gerektiği yerde kesimi inceltir. Yük taşıyan braketler için, o oluk bir çatlak başlatıcı haline gelir.
Parçayı zayıflatan hassasiyet, hassasiyet değildir. Bu, zekice giydirilmiş sabotajdır.
Güvenilir bir DIY fren, yay geri dönüşünün var olduğunu kabul eder ve bunu geometri ve kontrollü aşırı büküm ile yönetir - tüm bunları mühendisliğini yaptığınız çerçevenin elastik kapasitesi içinde tonajı korurken.
Çünkü her aşırı büküm derecesi, o öfkeli makinenin yayında depolanmış enerjidir.
Ve bir gün o yük yolunda bir şey koparsa, o depolanmış enerji nazikçe kaybolmayacaktır.
Bir yere gidecektir.
Aptal Kontrolü: Yay geri dönüşü için telafi etmek üzere aşırı büküm yaptığınızda, bu durumun çerçevenize eklediği ek yükün ne kadar olduğunu biliyor musunuz - yoksa sadece kolu daha sert yaslayıp umuyor musunuz?
Çerçevenin tasarımının, sapmanın tekrar edilebilir hassasiyet için yeterince düşük kalmasını sağlamak üzere nasıl yapılacağını sordunuz.
İyi. Şimdi, olmadığında ne olacağını konuşalım.
Gerçekte inşa ettiğin şey bir bükme aracı değil. Kaçmaya çalışan depolanmış enerji için bir kafes.
O şişe jakını pompaladığında, hidrolik sıvıyı sıkıştırıyorsun, çelik elemanları geriyorsun, kaynakları gerilim altında yüklüyorsun ve bir metal levhayı plastik deformasyona zorluyorsun. Tüm bunlar orada, sessizce, dengeyi bekleyen bir enerji. Yük yolu temizse ve çerçeve elastik kalıyorsa, bu enerji, vanayı açtığında kontrollü bir şekilde serbest bırakılır. Eğer bir şey kırılır, hizası bozulur veya kayarsa, enerji, direnç ilk düştüğünde her yere boşalır.
İşte bu, şarapnel bölgesi.
Başarısız olan bir pres frenini süpürdüm. Bir DIY oyuncağı değil - bir atölye makinesi. Aletler çatladı, iş parçası yukarı doğru kırıldı ve on ayak uzakta alçıpanın içine gömülmüş parçalar bulduk. Kimse ölmedi. Bu şanstı, tasarım değil.
Bu yüzden “güçten geriye tasarla” dediğimde, kastettiğim şey şudur: çeliği bükmek için ne kadar yük gerektiğini değil, yığındaki bir şeyin başarısız olması durumunda yapının ne kadar depolanmış enerji içermesi gerektiğini hesaplıyorsun.
Çünkü bir şey sonunda olacak.
Sert çeliğin yok edilemez olduğunu mu düşünüyorsun?.
Bu, kırılgan demektir.
Aletler, aşınmaya karşı dayanıklı olması ve yük altında şeklini koruması için sertleştirilir. Ancak sertlik, kırılmadan önce uzama yeteneği olan dökümlülüğü feda eder. Bir kalıbın kapasitesini aştığında, özellikle çok dar bir V-açıklığı veya hizası bozulmuş bir vurucu ile, stres o V'nin omuzlarında yoğunlaşır. Eşit değil. Yerel olarak.
Ve kırılgan malzemeler zarif bir şekilde deformasyona uğramaz. Kırılırlar.
Yavaş bir bükülme yok. Uyarı sarkması yok. Bir mikro çatlak, bir koşan çatlağa dönüşür ve kalıp, sistemde hala depolanmış elastik enerji ile parçalanır. O enerji çerçevede, jakta, sıkıştırılmış alet yığının içindeydi. Kalıp kırıldığında, kısıtlama birkaç milisaniyede kaybolur.
Sistem şiddetle boşalır.
Parçalar en az direnç yönünde hareket eder — genellikle kalıp hattı boyunca yanlara, bazen de vurucu yüzey boyunca yukarı doğru. Eğer iş parçası hala kısmen etkileşimdeyse, o serbest bırakmayı yönlendiren bir kol haline gelebilir.
Şimdi, acemilerin kaçırdığı kısım burada: kalıp arızası sadece toplam tonajla ilgili değildir. Uygun V-kalıp genişliğini aş — sürekli duyduğun “malzeme kalınlığının sekiz katı” kuralı — ve çerçeven daha fazla yükü teorik olarak kaldırabilse bile yerel stresi artırırsın. Makineyi aşırı yüklemedin. Temas geometrisini aşırı yükledin.
Alet geometrisi, çerçeveniz şikayet etmeden önce başarısız olabilir.
Beni dikkatlice dinle: her oturumdan önce, kalıplarını çipler, saç telinden çatlaklar veya mantarlaşmış kenarlar için kontrol et. Yük altında tehlikeye girmiş bir kalıp “belki iyidir” değildir. O, önceden yüklenmiş şarapneldir.
Aptal Kontrolü: kalıp genişliğini malzeme kalınlığından ve yöntemden mi seçiyorsun — yoksa büküm “doğru göründüğünde” basıncı mı artırıyorsun ve çeliği mi suçluyorsun?
Şimdi levhayı kendisi hakkında konuşalım.
Yumuşak çeliği hava bükme işlemi yaparken, dış lifler gerilir, iç kısımlar sıkışır ve bükülme çizgisinde plastik bir menteşe oluşur. Basıncı serbest bıraktığınızda, elastik deformasyon geri kazanılır ve parça birkaç derece açılır. Tahmin edilebilir. Yönetilebilir.
Ta ki böyle olana kadar.
Eğer yüksek mukavemetli veya kırılgan bir malzemeyi sıkı bir iç yarıçapta büküyorsanız, plastik deformasyon miktarını azaltır ve elastik gerilme enerjisinin payını artırırsınız. Bu, levhanın kendisinde daha fazla enerji depolandığı anlamına gelir. Bükme sırasında dış gerilme yüzeyinde bir çatlak başlarsa, o çatlak genişlik boyunca açılabilir.
Leva gibi davranmayı bırakır.
Kırılmış bir yay gibi davranır.
V-die'yi köprüleyen uzun bir şerit hayal edin. Makaralar onu aşağı doğru zorlar. Uçlar, die omuzlarının ötesinde desteklenmez. Zirve yükü sırasında bir kırılma gerçekleşirse, levha die kenarları etrafında dönebilir ve yukarı doğru kıvrılabilir. Yön rastgele değildir — depolanan eğriliği ve destek geometrisini takip eder. Operatöre doğru yönelmek yaygındır çünkü bu makinenin açık tarafıdır.
Ama çerçeveniz genellikle iş parçasından daha uzun bir desteklenmeyen açıklığa ve bükülmeye karşı daha kötü bir kesite sahiptir.
Bu nedenle çerçeve önemli ölçüde esnerse, depolanan sistem enerjisine eklenir. Levha serbest bırakıldığında, çerçeve de geri sekme yapar. İki yay birden boşalıyor.
İşte geri tepmenin nasıl amplifiye olduğunu gösterir.
Bu yüzden hidrolik güvenli anlamına gelmez. Mekanik presler enerjiyi volanlarda depolar; hidrolikler bunu sıkıştırılmış sıvı ve gerilmiş çelikte depolar. Farklı ortam. Aynı fizik.
Bir şey kırıldığında die çizgisi üzerinde eğiliyorsanız, çıkış kapısının önünde duruyorsunuz demektir.
Aptal Kontrolü: Uzun bir iş parçasını konumlandırdığınızda, die çizgisinin yanında mı duruyorsunuz — yoksa bir tüfek atışı hizalarken olduğu gibi merkezde mi?
Bunu pratik hale getirelim.
Die çizgisi merkezli, iş parçasının en uzun desteklenmeyen uzunluğuna eşit bir yarıçapa sahip bir yarım daire çizin. O yay, uzak durma bölgenizdir. Eğer 30 inçlik bir şerit die'yi köprüliyorsa, en kötü senaryoda 30 inçlik bir yayılma yapabileceğini varsayın. Kendi aptallığınız için marj ekleyin.
O yayının dışına durun.
Şimdi, jack'ı pompalamadan önceki üç kontrol.
İlk: yük yolu sürekliliği. Jack, yükü doğrudan dik elemanlara aktaran sağlam çeliğe dik olarak oturmalıdır, bükülme veya kesme sırasında dişler aracılığıyla değil. Ram tabanı eğilebiliyorsa, eksantrik yük — merkez dışı kuvvet — tanıtıyorsunuz demektir; bu, bir kolon üzerindeki stresi artırır ve diğerinde azaltır. Düzensiz stres, kalıpların çiplenmesine ve çerçevelerin bükülmesine neden olur.
İkinci: çerçeve elastikliği denetimi. En uzun yatay elemanınıza bakın. Bu, üst kirişiniz veya çapraz çubuğunuzdur. Yüklenmediğinde düz bir kenar altında gün ışığı görebiliyorsanız, zaten bir yay oluşturmuşsunuz demektir. Yük altında, o yay ekstra enerji depolar. Kolon bağlantılarında destek ekleyin. Mümkünse kalınlık yerine kesit derinliğini artırın; bükülme sertliği, kesitin yüksekliği ile dramatik bir şekilde ölçeklenir. Sadece akma ile değil, defleksiyon ile savaşıyorsunuz.
Üçüncü: alet durumu ve hizalama. Makarayı kalıpta ortalayın. V'de hiçbir kalıntı yok. Görünür kenar hasarı yok. 8 kuralına uyulmalı, aksi takdirde sayıları çalıştırmadıysanız ve neden ihlal ettiğinizi bilmiyorsanız.
Beni dikkatlice dinle: “dün başa çıkabildi” demek, bugün güvenli olduğu anlamına gelmez. Çelik yorulur. Kaynaklar çatlar. Cıvatalar gevşer. Depolanan enerji, iyimserliğinizi umursamaz.
Güvenilir bir DIY fren, maksimum bükme kapasitesini takip etmekle ilgili değildir. Bu, aşmayı reddettiğiniz bir tavan belirlemekle ilgilidir - alet geometrisi, çerçeve sertliği ve o yarım dairenin dışında durma isteğinize dayanarak.
Çünkü bir kez parçalanma bölgesini anladığınızda, sonraki soru “Ne kadar bükebilir?” değil.”
“Sıra ne zaman kan akıtmadan önce bu şeyin sınırını çizeceğim?”
Siz bir kesin sayı istiyorsunuz. Bir his değil. “Geçen sefer başa çıkabildi” değil. Bir tavan.
Kendi atölyemde fren görevi için bir pres çerçevesini uyarladığımızda kullandığım kural şu: Eğer bükme hesaplamanız ayak başına 10 ton gerektiğini söylüyorsa, çerçeveyi 13 ton dayanacak şekilde tasarlarsınız ve onu 9 tonla çalıştırırsınız. Bu, 90% kuralıdır - asla 90%'yi aşmayı planlamayın. hesaplanan güvenli yapısal kapasiteniz ve asla yapıyı tahmin edilen bükme yükünüzün 120–130%'sinden daha az bir boyutta tasarlamayın.
Neden bu boşluk?
Çünkü bükme hesabınız mükemmel malzeme kalınlığı, mükemmel kalıp geometrisi, mükemmel hizalama varsayıyor. Gerçek çelik kayar. Kalınlık, bir ondalık milimetre kadar değişebilir ve geri dönüşü o kadar değiştirebilir ki, içgüdüsel olarak “biraz daha pompa yap” dersiniz. O biraz daha, çerçevelerin elastik deformasyondan, hesaba katmadığınız depolanan enerjiye geçiş yapmasının yoludur.
Profesyoneller bu nedenle makinelerini –30 daha büyük tasarlarlar. Ve bunlar, korumalı pistonlar ve kalibre edilmiş tonaj tabloları ile kaynaklı, gerilme giderilmiş, CNC hizalı canavarlardır. Sıcak haddeleme malzemesinden ve umuttan yapılmış garaj çerçeveniz, sınırda çalışamaz.
Eğer gerçekten bükme yapmak için jack'inizin 100%'lik değerine ihtiyacınız varsa, çerçeveniz zaten bir kötü kaynakla garaj parçalarına dönüşmekten bir adım uzaktadır.
Peki, sert maksimumu nasıl belirlersiniz?
Jack'iniz bir pompadır. Çerçeveniz, sıkıştırılmış yayları tutan kafestir. Kafes sınırı tanımlar.
Şimdi bunun aslında ne anlama geldiğinden bahsedelim, asla dokunmamanız gereken levha açısından.
Kalınlık sessiz çarpandır. Bükme kuvveti kabaca kalınlığın karesi ile ölçeklenir. Kalınlığı iki katına çıkardığınızda, dört katı kuvvetle flört ediyorsunuz.
İşte bu yüzden adamlar 1/8 inç yumuşak çeliği mutlu bir şekilde bükmekten, 1/4 inçte kaynak ayaklarını çatlatmaya ve jack'in “iyi hissettiğini” iddia etmeye geçiyorlar.”
Jack her zaman iyi hisseder. Hidroliktir. Çerçeveniz biraz esnediğinde şikayet etmez.
İşte pratik yöntem.
Görünür çerçeve deformasyonu olmadan bükebildiğiniz en kalın malzemeyi alın — ve bunu bir dial göstergesi veya en azından ortada bir ölçü aleti ile ölçtüğünüzü, gözle değil. Bunu kanıtlanmış temel değeriniz olarak adlandırın. Şimdi bunu kağıtta bir ölçü daha kalın hale getirin ve yeni gereken tonajı hesaplayın. Eğer bu yeni sayı çerçevenizi yapısal kapasitesinin 90%'sinin üzerine itiyorsa, o kalınlık sert tavanınız olur. "Bir kez dene" değil. "Kısa bükme sadece" değil. Tavan. Kısa bükmeler özellikle yanıltıcıdır. 4 inçlik bir kesitte fazla tonaj uygulamak yükü ramın altında yoğunlaştırır ve ram yüzeyini kalıcı olarak çukurlaştırabilir veya çapraz kirişin yerel olarak eğilmesine neden olabilir. İlerleyici hasar. Bugün bir binlik. Gelecek ay hizalama bozukluğu. Başarısız olan bir pres frenini temizledim ve bir anda patlamadı — kötü bir gün işini bitirene kadar bozuldu.
Beni dikkatle dinleyin: yeni maksimum kalınlığı die çizgisinin üzerinde yüzünüzle ve vücudunuz işin önünde merkezlenmişken asla test etmeyin. İlk defa yükler, kötü varsayımların şiddetle düzeltildiği yerlerdir.
Aptal Kontrol: maksimum kalınlığınızı ölçülen çerçeve davranışından mı tanımlıyorsunuz — yoksa jack kolunun ne kadar hareket ettiğinden mi?.
Ama istediğiniz parça o tavandan biraz fazla ise ne olur?.
Bükmeyi zorlamak yerine parçayı yeniden tasarlamak ne zaman daha mantıklı hale gelir?
İşte burada yetişkin üreticiler kendilerini garaj parçaları toplayan adamlardan ayırır.
İç yarıçapı artırabilir misiniz? Daha büyük bir V-die, gereken tonajı dramatik şekilde azaltır. Tasarımı iki daha ince parçaya ayırıp kaynak yapabilir misiniz? Kalın levhadan derin bir kanal bükmek yerine bir flanş ekleyin mi? Daha şekil verilebilir bir malzeme sınıfına mı geçin?.
Bu seçeneklerin her biri sistemde depolanan enerjiyi azaltır. Gerçek ölçü bu. Gurur değil.
Can you increase inside radius? A larger V-die reduces required tonnage dramatically. Can you break the design into two thinner pieces and weld? Add a flange instead of bending a deep channel from thick plate? Change material grade to something more formable?
Each of those options reduces stored energy in the system. That’s the real metric. Not pride.
Daha önce söylediğimiz şeyi hatırlayın: Ama eğer çerçeve esneme yaparsa, o enerji öncelikle başka bir yere gider: yapınızı bir yay gibi bükmeye. Ve baskıyı bıraktığınızda, o yay düzleşmek ister. Ama çerçeveniz genellikle iş parçasından daha uzun bir desteklenmemiş açıklığa ve bükülmeye karşı daha kötü bir kesit alanına sahiptir. Bu yüzden düşündüğünüzden daha fazla enerji depolar.
Parçayı yeniden tasarlamak zayıflık değildir. Stresin nerede yaşanacağını seçmektir.
Eğilimi oluşturmanın tek yolu, krikoyu duraklara kadar çalıştırmak ve son yarım dereceyi yerine oturtmaksa, artık metal şekillendirmiyorsunuz. Kaynaklarınızı fiziğe karşı koyuyorsunuz.
Aptal Kontrolü: Makinenizin bunu yapabileceğini mi kanıtlamaya çalışıyorsunuz — yoksa tasarımınızın mantıklı olduğunu mu?
Ve bazen dürüst cevap ikisi de değildir. Bazen akıllı hamle hiç çalıştırmamaktır.
Bir anlığına egoyu kenara koyalım.
İş, birden fazla parça arasında bir dereceden daha sıkı bir açı toleransı gerektiriyorsa, manuel freniniz zaten konfor alanının dışındadır. Endüstriyel makineler, penetrasyon derinliğini hassas bir şekilde kontrol ettikleri ve malzeme varyasyonunu telafi ettikleri için yarım derece ortalamalarına ulaşır. Siz bir kriko pompalıyorsunuz ve yay geri dönüşünü gözle okuyorsunuz.
Şimdi bunun üzerine risk ekleyin.
Hesapladığınız bükme yükü — değişkenlik marjıyla birlikte — çerçevenizin 90%'de taşıyabileceğinden fazlaysa ve yeniden tasarım parçanın işlevini tehlikeye atıyorsa, matematik değişir. Bir başarısız çerçevenin, bir çatlak kalıbın veya acil servise bir gidişin maliyeti, birkaç büküm için atölye ücretini gölgede bırakır.
Bu yetenekle ilgili değil. Bu, kontrol altında tutma ile ilgili.
Bir pres freni, sıkıştırılmış, öfkeli bir yayı tutan bir kafestir. Yapıcı olarak sizin işiniz, ne kadar öfkeli hale getirebileceğinizi görmek değil. Kafenizin ne kadar öfkeyi güvenli bir şekilde tutabileceğine karar vermek — ve orada durmak.
Beni dikkatlice dinleyin: Hiçbir ev yapımı pres freni endüstriyel koruma standartlarını karşılamaz. Işık perdeleriniz yok. İki elle anti-tutma kontrolleriniz yok. Bu, güvenlik marjınızın yapısal ve davranışsal olması gerektiği anlamına gelir, elektronik değil.
Bu yüzden bundan sonraki değerlendirmelere taşımanızı istediğim bakış açısı bu.
Kapasite, krikonun derecesi değildir. Kapasite, çerçevenizin sıkıcı kalmaya devam ettiği en yüksek yüksekliktir.
Yeni sesler yok. Görünür bir sapma büyümesi yok. “Bu muhtemelen iyidir” yok.”
Makineniz 90%'de sıkıcı çalışırken, kafesin içindesiniz. 100%'yi kovaladığınızda, yayı besliyorsunuz ve çubukların dayanmasını umuyorsunuz.
Aptal Kontrolü: Hırsınızı hayatta tutan bir makine mi yapıyorsunuz — yoksa her bir çekişte ölçülü olmanıza bağlı olan bir makine mi?


















