

لقد قمت بتنظيف مكبس ثني فشل.
ليس لوح المعدن. المكبس نفسه.
رافعة زجاجة بقدرة عشرين طن كانت لا تزال تضخ بقوة، والمقبض منتصب في الهواء، بينما العارضة العليا انقشعت للأعلى مثل علبة سردين، وصفائح الجوانب انشقت عند اللحامات. لم يُصب أحد بأذى. محض حظ. وكان البنّاء يكرر: “لكنها رافعة عشرين طن”، وكأن هذا الرقم درع قوة.
هذه هي الوهم الذي جئت به إلى هنا، أليس كذلك؟
رافعة الزجاجة لا تهتم بما يتم تثبيتها فيه. إنها أسطوانة هيدروليكية ذات مشكلة طباع. تقوم بضخها، يرتفع الضغط، وستظل تدفع حتى يحدث شيء. إذا لم يكن ذلك “الشيء” هو لوح المعدن الخاص بك، فسوف تحول هيكلك إلى شظايا في المرآب بكل سرور.
فكر في مكبس الثني كقفص يحمل نابضاً مضغوطاً غاضباً. تقوم الرافعة بتخزين الطاقة في الضغط الهيدروليكي. عندما تثني الفولاذ، تتدفق هذه الطاقة إلى التشوه اللدن — الانحناء الدائم. لكن إذا انحنى الهيكل، ستذهب هذه الطاقة إلى مكان آخر أولاً: إلى ثني هيكلك مثل القوس.
أنت لا تشتري قوة عندما تشتري رافعة عشرين طن. أنت تشتري طاقة مخزنة تتطلب احتواءً. فما الذي يجعلك تعتقد أن الرقم المحفور على الرافعة يخبرك بما يمكن للآلة كلها تحمله؟
شاهدتُ شاباً يحاول ثني صفيحة بسمك ربع بوصة على امتداد 36 بوصة باستخدام إعداد “عشرين طن”. الحسابات التي تجاهلها مهمة: قوة الثني تزداد مع مربع السماكة ومع العرض. إذا ضاعفت السماكة، تتضاعف القوة المطلوبة تقريباً أربع مرات. وإذا مددت الانحناء عبر ثلاثة أقدام، فإن الحمل يرتفع بسرعة.

وهنا الجزء الذي لا يخبرك به أحد: تصنيف العشرين طن هو عند المكبس، عمودياً، في محاذاة مثالية. لا يخبرك شيئاً عن ما يحدث بعد أن تصطدم القوة بالعارضة العليا، وتجتاز صفائح الجوانب، وتصل إلى قالب القاعدة. كل إنش من الانحناء في ذلك المسار يسرق قوة الثني الفعلية ويخزن طاقة مرنة في الهيكل.
لذلك تقوم بضخ أكثر.
استمع إلي جيداً: عندما تستمر في الضخ لأن “لم ينحني بعد”، فأنت لا تختبر الفولاذ — أنت تشحن نابضاً صنعته من خردة وأمل.
إذا لم يخضع لوح المعدن للانحناء لكن هيكلك فعل، فما الذي تعتقد سيفشل أولاً؟
ضع مسطرة على عارضة عليا ضعيفة قبل الضغط. اضخ الرافعة إلى نصف الحمل. سترى فراغاً في الوسط قبل أن يظهر أي انحناء على اللوح. هذا هو الانحراف — انحناء مرن للهيكل.
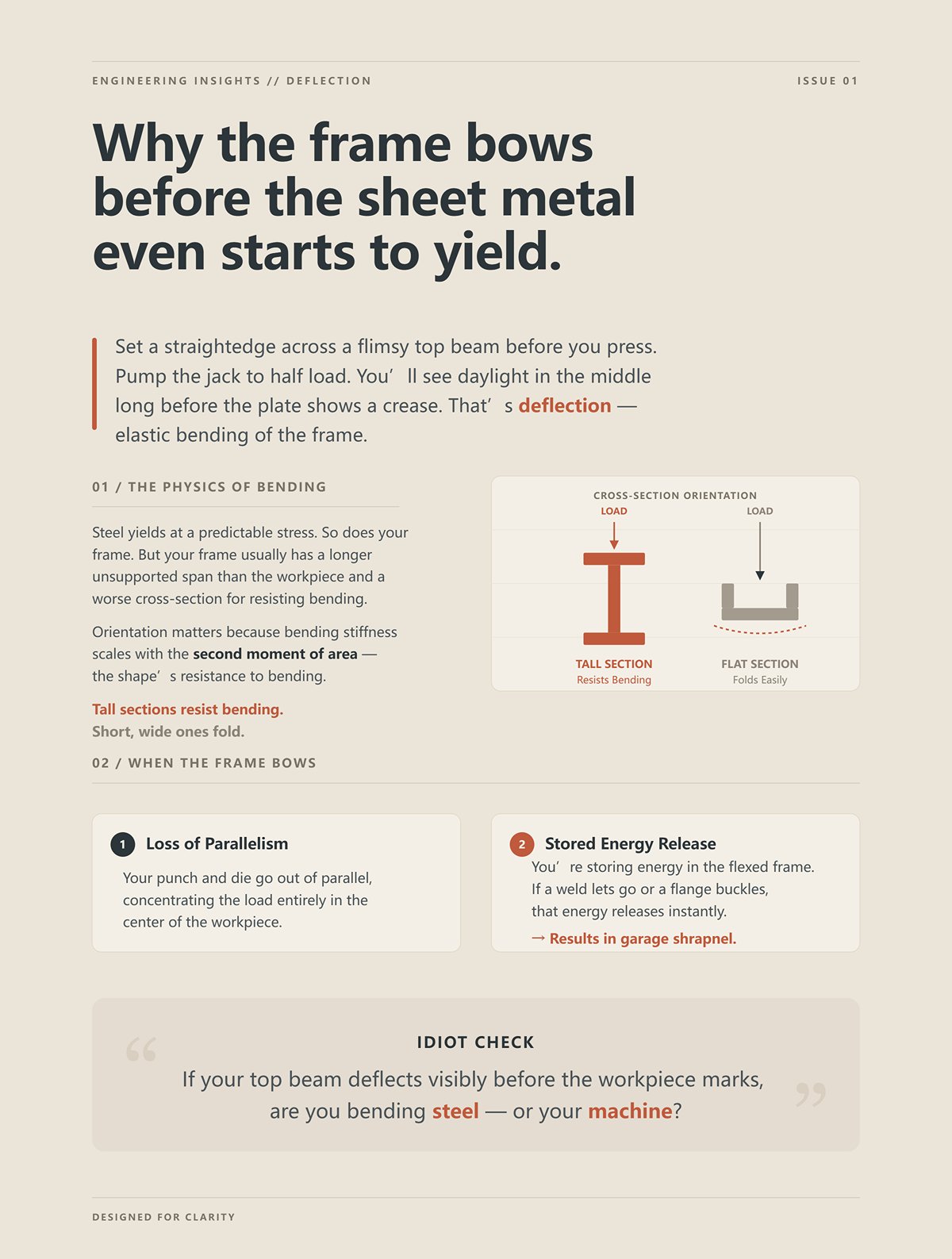
الفولاذ يخضع عند إجهاد يمكن التنبؤ به. وكذلك هيكلك. لكن الهيكل عادةً لديه امتداد غير مدعوم أطول من قطعة العمل وقسم عرضي أسوأ لمقاومة الانحناء. قطعة من قناة بعرض 4 بوصات موضوعة بشكل مسطح هي سيئة للغاية في الانحناء العمودي مقارنة مع عارضة على شكل I بالاتجاه الصحيح. الاتجاه مهم لأن صلابة الانحناء تعتمد على العزم الثاني للمساحة — مقاومة الشكل للانحناء. الأقسام الطويلة تقاوم الانحناء. القصيرة والعريضة تطوى.
عندما ينحني الهيكل، تحدث أمران. أولاً، يصبح القالب واللكمة غير متوازيين، ما يركز الحمل في الوسط. ثانياً، تقوم بتخزين الطاقة في الهيكل المنحني. إذا انهار لحام أو انثنى جناح، تتحرر تلك الطاقة المخزنة فوراً.
هكذا تحصل على شظايا مرآب بدلاً من انحناء نظيف بزاوية 90 درجة.
فحص الغبي: إذا كان شعاعك العلوي ينحني بشكل واضح قبل أن تترك قطعة العمل علامات، هل أنت تثني الفولاذ — أم تثني ماكينتك؟
أنا أحب الفولاذ الخردة. لقد بنيت نصف هذه الورشة منه. لكنني أعرف ما هو.
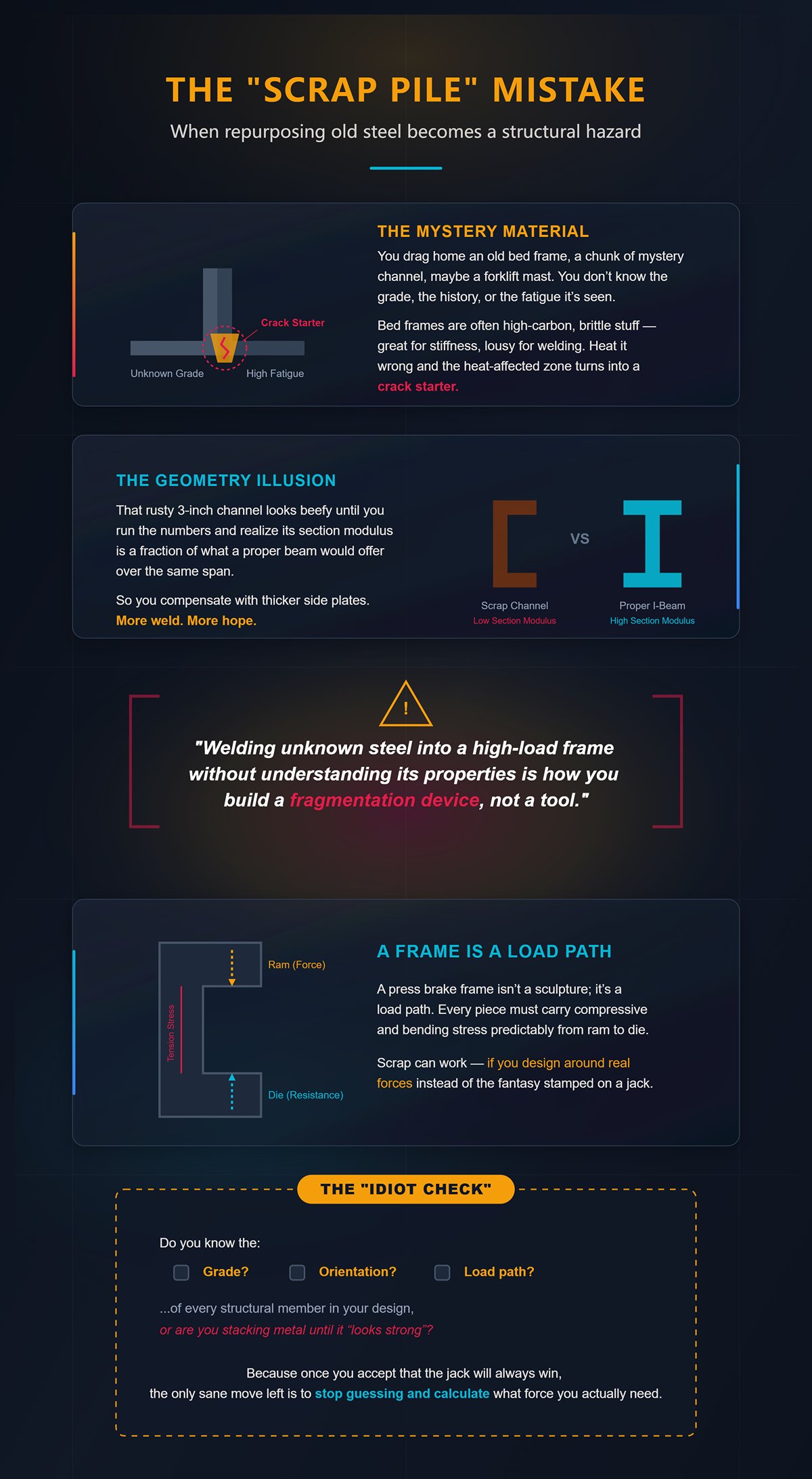
تجر إلى المنزل إطار سرير قديم، قطعة قناة غامضة، وربما سارية رافعة شوكية. لا تعرف الدرجة، أو تاريخه، أو مقدار الإجهاد الذي تعرض له. إطارات الأسرة غالبًا ما تكون من فولاذ عالي الكربون وهش — رائع للصلابة، سيء جدًا للحام. إذا سخنته بطريقة خاطئة تصبح منطقة التأثر بالحرارة نقطة بداية للشق.
ثم هناك الهندسة. تلك القناة الصدئة بعرض 3 بوصات تبدو قوية حتى تجري الحسابات وتكتشف أن معامل المقطع لها هو جزء مما يقدمه الشعاع المناسب عبر نفس الامتداد. فتتعوض بصفائح جانبية أكثر سماكة. المزيد من اللحام. المزيد من الأمل.
استمع إلي جيدًا: لحام فولاذ مجهول في إطار ذو حمل عالٍ دون فهم خصائصه هو طريقة لبناء جهاز تفجيري، لا أداة.
إطار مكبس الكبح ليس قطعة فنية؛ إنه مسار حمل. يجب أن يتحمل كل جزء ضغطًا وإجهادًا انحنائيًا بشكل متوقع من الكباس إلى القالب. يمكن أن يعمل الخردة — إذا صممت وفق القوى الحقيقية بدلًا من الوهم المطبوع على رافعة.
فحص الغبي: هل تعرف درجة، اتجاه، ومسار الحمل لكل عضو إنشائي في تصميمك، أم أنك تكدس المعدن حتى “يبدو قويًا”؟
لأنه بمجرد أن تقبل بأن الرافعة ستفوز دائمًا، فإن الخطوة العاقلة الوحيدة المتبقية هي التوقف عن التخمين وحساب القوة التي تحتاجها فعليًا لثني المادة من البداية.
شاهدت شخصًا لديه رافعة جديدة 20 طن يحاول عمل زاوية نظيفة 90 درجة في فولاذ معتدل بسماكة 1/8″ وعرض 12 بوصة. اعتقد، “إنه رقيق. ربع البوصة هي الشيء الصعب.” ضخ حتى بدأ الإطار في الصفير. الورقة بالكاد لمست القالب.
لم يكن يعرف الرقم الذي كان يقاتله بالفعل.
هناك صيغة ورشة قياسية لثني الهواء للفولاذ المعتدل:
الحمولة بالطن لكل قدم ≈ (السماكة² × 575) ÷ فتحة V
السماكة وفتحة V بالبوصة. الرقم 575 هو ثابت مادة مضمن للفولاذ المعتدل. ليس سحرًا. إنه قوة الخضوع والهندسة معًا.
لنقم الآن بالحساب الذي كنت تتجنبه.
الفولاذ بسماكة 1/8″ هو 0.125″. نربعه: 0.125 × 0.125 = 0.0156.
استخدم فتحة V شائعة لتلك السماكة — حوالي 8× السماكة. 0.125 × 8 = 1.0″ قالب V.
الآن ضعها في المعادلة:
(0.0156 × 575) ÷ 1.0 ≈ 8.97 طن لكل قدم.
سَمّها 9 أطنان لكل قدم.
عرضها قدم واحد؟ حوالي 9 أطنان. عرضها قدمان؟ 18 طنًا. عرضها ثلاثة أقدام؟ 27 طنًا.
ذلك الرافعة “بقدرة 20 طن” تلهث قبل أن تنتهي من ثني بزاوية 36 بوصة.
وهذا فقط للوصول لقوة الثني — دون احتساب الاحتكاك، أو سوء المحاذاة، أو انحناء الإطار الذي يسرق جزءًا من تلك الحمولة قبل أن تصل إلى الصفيحة.
وإليك الجزء الذي يجب أن يهزك: إذا ضاعفت السمك إلى 1/4 بوصة فلن تضاعف القوة، بل تقوم بتربيعها.
0.25² = 0.0625. هذا يعادل أربعة أضعاف 0.0156.
نفس نسبة الـ V، نفس العرض؟ لقد ربّعت حمولة الأطنان المطلوبة للتو.
علاقة السمك المربع هي السبب في أن المكابح المصنوعة يدويًا تتعطل فجأة. البنّاء يزيد المادة “قليلًا” بينما الحمولة تزيد كثيرًا.
ولا أحد يقوم بحساب الأرقام حتى ينكسر شيء ما.
فحص الغباء: إذا ضاعفت سمك ما تخطط لثنيه، هل ضاعفت حمولة الأطنان المطلوبة أربع مرات — أم أنك افترضت فقط أن رافعتك “تملك فائضًا كافيًا”؟
دعنا نؤكد هذا بالمقارنة التي تخدع الناس.
توضح المخططات الصناعية أن 1/8 بوصة من الألمنيوم فوق فتحة V صغيرة قد تحتاج فقط إلى حوالي 3 أطنان لكل قدم. نفس السمك في الفولاذ المعتدل؟ 25–30 طنًا لكل قدم في بعض الإعدادات.
نفس السمك. نفس العرض. عشرة أضعاف القوة.
المادة مهمة لأن مقاومة الخضوع مهمة. الفولاذ المعتدل يخضع عند حوالي 36,000 psi. سبائك الألمنيوم الشائعة أقل بكثير. تتغير ثابت المعادلة لأن مقاومة المعدن للتشوه الدائم تتغير.
لذا عندما يقول أحدهم، “لقد ثنيت 1/8 بوصة بلا مشكلة”، فإن السؤال الأول ليس السمك.
ما هو المعدن؟
هل ترى مدى خطورة التفكير بناءً على السماكة فقط؟ أنت تبني إطارًا يتحمل تجارب الألومنيوم. ثم تدخل الفولاذ.
الآن “الزنبرك الغاضب” لديك يخزن طاقة أكبر بعشر مرات.
استمع إلي جيدًا: القوة الهيدروليكية لا تهتم بما كنت تنوي ثنيه — هي تعرف الضغط فقط، وستستمر في تحميل الإطار حتى يخضع الفولاذ أو تنهار بنيتك.
أي واحد صممت له؟
لقد قمت بتنظيف مكبس ثني فشل.
لكن معظمها لا ينفجر أولاً. إنها تخدعك.
في المكابح الصناعية الكبيرة — وحوش بوزن 150 طن — لا يسمح المصنعون باستخدام القدرة الكاملة عبر طول السرير. سيحددونها بشيء مثل 25 طن لكل قدم، حتى لو كان النظام الهيدروليكي قادرًا على دفع أكثر. لماذا؟ للتحكم في الانحراف.
الانحراف هو الانحناء المرن — المؤقت. ينحني الإطار بمقدار بضعة أجزاء من الألف. تحصل على تفاوت في الزاوية. ربما ±1.5 درجة عبر الطول.
هذا لا يبدو مثيرًا للدراما.
لكن هذا يفسد القطع قبل وقت طويل من تشقق الفولاذ.
إليك الآلية: عندما ينحني الشعاع العلوي، يفقد القالب واللكمة التوازي. يتركز الحمل في الوسط. ينحني الوسط أكثر. تتأخر الأطراف. تقوم بزيادة الضغط لإصلاح الأطراف. الآن الوسط منحني بشكل زائد.
تعوض ذلك بعينك. الآن كل قطعة مختلفة قليلاً.
هذا هو الانحناء.
الفشل هو عندما تتجاوز الإجهاد حد الخضوع في الإطار — تمزق اللحام، انبعاج الحافة، تشقق اللوح. هذا دائم. هذا شظايا في المرآب.
الانحناء هو تحذير. الفشل هو نتيجة تجاهله.
وإليك المفاجأة: الإطارات المصنوعة يدويًا عادةً ما يكون لها أسرة أقصر ولكن عوارض أرق نسبيًا مقارنة بالآلات الصناعية. هذا يعني أن القدرة المسموح بها بالطن لكل قدم غالبًا ما تكون أقل بكثير من القدرة الإجمالية للرافعة.
لذلك حتى إذا قالت رافعتك 20 طن، قد يتحمل إطارك فقط 8 أو 10 أطنان لكل قدم قبل أن يصبح الانحراف غير مقبول.
لن تفقد الجهاز دفعة واحدة.
تفقد الدقة أولاً.
اختبار الأحمق: هل تصمم فقط لتجنب الفشل الكارثي، أم أنك حسبت مقدار الانحراف الذي يمكن لإطارك تحمله قبل أن تصبح الانحناءات ملتوية؟
| القسم | المحتوى |
|---|---|
| العنوان | انحناء الإطار مقابل فشل الإطار: لماذا هذه ليست نفس المشكلة |
| البيان الافتتاحي | لقد قمت بتنظيف مكبس انحناء فشل. لكن معظمها لا ينفجر أولاً. إنها تخدعك. |
| حدود المكابح الصناعية | في المكابح الصناعية الكبيرة — آلات بقدرة 150 طن — يقوم المصنعون بتقييد القدرة الكاملة عبر السرير بالكامل، غالبًا بتحديدها عند حوالي 25 طن لكل قدم، حتى لو كان النظام الهيدروليكي يمكنه دفع أكثر. هذا للتحكم في الانحراف. |
| ما هو الانحراف؟ | الانحراف هو انحناء مرن (مؤقت). ينحني الإطار قليلاً، مما يتسبب في تغير الزوايا — ربما ±1.5 درجة عبر الطول. |
| لماذا يهم الأمر | قد لا يبدو الأمر دراماتيكياً، لكنه يفسد القطع قبل وقت طويل من أن يتشقق الفولاذ. |
| آلية الانحناء | عندما ينحني الشعاع العلوي، يفقد القاطع والقالب التوازي. يتركز الحمل في الوسط. ينحني الوسط أكثر؛ الأطراف تتأخر. تضخ أكثر لإصلاح الأطراف، فتبالغ في انحناء الوسط. |
| المشكلة الناتجة | تعوض اعتمادًا على النظر، والآن كل قطعة تختلف قليلاً عن الأخرى. هذا هو الانحناء. |
| ما هو الفشل؟ | يحدث الفشل عندما يتجاوز الإجهاد حد الخضوع — تتمزق اللحامات، تنثني الحواف، تتشقق الألواح. هذا الضرر دائم وخطير. |
| الانحناء مقابل الفشل | الانحناء هو تحذير. الفشل هو نتيجة تجاهله. |
| مخاطر الإطار المصنوع يدويًا | الإطارات المصنوعة يدويًا غالبًا ما يكون لها أسرة أقصر ولكن عوارض أرفع نسبيًا مقارنة بالآلات الصناعية، مما يؤدي إلى سماح بأطنان أقل لكل قدم بكثير من القدرة الإجمالية للمكبس. |
| التطبيق العملي | حتى إذا كان الرافع مصمم لتحمل 20 طنًا، قد لا يتحمل الإطار سوى 8–10 أطنان لكل قدم قبل أن يصبح الانحراف غير مقبول. |
| ما تخسره أولاً | لن تفقد الآلة فورًا — ستفقد الدقة أولاً. |
| فحص الغباء | هل تصمم فقط لتجنب الفشل الكارثي، أم أنك حسبت مقدار الانحراف الذي يمكن أن يتحمله الإطار قبل أن تصبح الانحناءات غير مستقيمة؟ |
تخيل وظيفتين.
الوظيفة الأولى: لوح بسُمك 1/4 بوصة، عرض 6 بوصات. الوظيفة الثانية: لوح بسُمك 1/8 بوصة، عرض 36 بوصة.
معظم المبتدئين يخافون اللوح الأكثر سمكًا.
قم بالحسابات.
رأينا بالفعل أن 1/4″ يعادل تقريبًا أربع مرات قوة 1/8″ لكل قدم.
لكن وظيفة 1/4″ لا تزيد عن نصف قدم في العرض. وظيفة 1/8″ عرضها ثلاثة أقدام.
لذلك قد تكون القوة الكلية متشابهة — أو حتى أكبر — للصفائح الأرفع والأعرض.
القوة تتناسب خطيًا مع العرض. ضاعف طول الانحناء، تضاعف القوة المطلوبة. لكن السمك؟ هو مربع العلاقة.
هذه هي المقايضة التي تحدد فعليًا قدرة آلتك: السمك الأقصى عند العرض الأقصى, ، وليس مجرد رقم واحد للتفاخر.
لهذا السبب يتم تصنيف الآلات الصناعية بالأطنان لكل قدم. فرامل بقدرة 150 طن على 10 أقدام ليست “150 طن في أي مكان”. إنها حوالي 15 طن لكل قدم — وحتى هذا غالبًا ما يتم تخفيضه لاعتبارات السلامة والتحكم في الانحراف.
إذا كانت فرامل الجراج لديك ذات سرير بطول 24 بوصة وتريد ثني فولاذ بسُمك 1/8″ بعرض كامل، فأنت بحاجة تقريبًا إلى 18 طن. هذا هو نقطة البداية لديك.
ليس الرافع.
الفيزياء.
إليك السؤال الذي يجب أن تطرحه بعد ذلك: إذا كانت المهمة تتطلب 18 طناً عبر قدمين، فما مدى صلابة الإطار ليحتوي تلك الطاقة دون انحناء أو التواء أو تخزين ما يكفي من الغضب المرن ليتحول إلى شظايا عند حدوث انزلاق؟
لقد سألت عن مدى صلابة الإطار ليصمد أمام 18 طناً عبر قدمين.
لنضع الأرقام على الطاولة بدلاً من الانطباعات.
ثمانية عشر طناً تعادل قوة 36,000 رطل. موزعة على 24 بوصة، هذا يعني 1,500 رطل لكل بوصة تدفع إلى الأعلى على قالبك وإلى الأسفل على مكبسك. القضيب لا “يضغط برفق”، بل يضغط على هيكلك مثل نابض محمل. إذا كان شعاعك العلوي يمتد 24 بوصة بين الدعامتين، يمكن تمثيله كشعاع بسيط الدعم مع حمل في الوسط. رياضيات الانحناء الأساسية للشعاع تقول إن الانحناء يتناسب مع القوة × الامتداد³ / (E × I). E هو معامل المرونة للفولاذ (حوالي 29 مليون رطل لكل بوصة مربعة). I هو لحظة العطالة الثانية — وهو الجزء الذي تتحكم فيه عبر حجم المقطع.
تخيل الآن أنك صنعت الشعاع العلوي من أنبوب مربع بقياس 4x4x1/4 بوصة. قيمة I الخاصة به متواضعة. عند إجراء الحساب سترى أن الانحناء في المركز يقاس بأعشار المائة من البوصة تحت حمولة 36,000 رطل. يبدو ذلك صغيراً حتى تدرك أن السماحية المستهدفة للانحناء قد تكون ±1 درجة. بضع أعشار المائة عند المكبس تتحول إلى خطأ ملحوظ في الزاوية — والأسوأ أنها تركز الحمل في الوسط، مما يزيد الإجهاد محلياً ويضاعف الانحناء.
لكن هنا الجزء الذي يفوته البناؤون المبتدئون: الانحناء ليس مجرد أجزاء ملتوية. إنه طاقة مخزنة. إذا انحنى ذلك الشعاع 0.030 بوصة تحت الحمل، فهو يحتفظ بطاقة انفعال مرن. إذا تمزق لحام أو انزلق القالب، تُفرَغ تلك الطاقة فوراً.
هكذا تحصل على شظايا المرآب.
ولكن إذا انحنى الإطار، فإن تلك الطاقة تنتقل أولاً إلى مكان آخر: إلى انحناء هيكلك مثل القوس.
لذلك نصمم بالعكس. ابدأ بـ 18 طناً. قرر مقدار الانحناء الذي ستتحمله — مثلاً من 0.005 إلى 0.010 بوصة في المركز لامتداد 24 بوصة إذا كنت تريد انحناءات متسقة. حل معادلة الشعاع للحصول على قيمة I المطلوبة. هذا يخبرك ما إذا كنت تحتاج إلى قناة بقياس 6 بوصات محاطة بأنبوب، أو شعاع صفائح مركبة، أو أنبوبين متباعدين عمودياً لزيادة ارتفاع المقطع. الارتفاع هو الملك لأن I تزيد مع مكعب عمق المقطع. ضاعف الارتفاع وستقفز الصلابة بشكل كبير.
أنت لا تخمن الصلابة. أنت تحسبها، ثم تبني وفقاً لها.
تحقق الغباء: هل قمت بقياس شعاعك العلوي بناءً على حد الانحناء تحت الحمل الكامل — أم أنك اخترت فولاذاً “يبدو سميكاً بما يكفي”؟
لقد جاءني عملاء بمكبس ورشة 20 طن مع قالب منزلي الصنع ملحوم بين الدعامتين وقالوا: “إنه مكتوب عليه بالفعل 20 طن”.”
هذه المكابس مصممة للضغط العمودي بين لوحين، وليس لمقاومة أحمال الانتشار الأفقية من قالب واسع. غالباً ما تكون الدعامات عبارة عن قنوات C نحيفة. تحت مهمة الضغط المركزية، بخير. تحت حمل مكبح بعرض 24 بوصة، تحاول الدعامات التباعد للخارج لأن قوى رد الفعل للقالب تدفع جانبياً في الأسفل بينما يدفع المكبس للأسفل في الأعلى.
مسار حمل مختلف.
في المكبح، تسير القوة هكذا: المكبس → الشعاع العلوي → الدعامات في ضغط → الشعاع السفلي في انحناء → رجوع إلى الدعامات. في الوقت نفسه، يخلق القالب مكونات أفقية تحاول إمالة الإطار. غالباً ما يحتوي إطار مكبس الورشة على أعضاء عرضية مثبتة أو ملحومة بشكل خفيف. لم يتم تصميمه أبداً ليعمل كإطار لحظة صلب.
وهنا تتسلل المعايير سواء أحببت ذلك أم لا. في اللحظة التي تستخدم فيها ذلك المكبس كفرامل، فإنه يصبح عمليًا مكبس فرامل. وهذا يعني أن سلوك التوقف، والتحكم بضربة واحدة، وتوقعات الحماية تتغير. الأنظمة الهيدروليكية لا تتوقف فورًا. هناك تأخير — عشرات الملي ثانية على الأقل. عند سرعات حركة المكبس النموذجية التي تزيد عن 10 مم/ث، تصبح مسافة التوقف غير بسيطة. إذا كان تصميم الإطار لديك يفترض “سأكتفي بترك الرافعة”، فأنت تتجاهل الطاقة الحركية التي لا تزال بحاجة إلى امتصاصها.
استمع إلي جيدًا: إذا كان إطار المكبس المعدل لديك صلبًا بما يكفي للحمل الساكن فقط وليس لذلك التجاوز الديناميكي الإضافي، فقد بنيت قفصًا نابضًا بباب فضفاض.
هيكل H-frame مخصص يسمح لك بالتحكم في حجم المقطع، وطول اللحام، وهندسة الوصلات بحيث يكون مسار الحمل مستمرًا ومغلقًا. يمكنك تصميم الأعمدة كأعمدة حقيقية ذات مقطع عرضي كافٍ لمنع الانبعاج، وربطها معًا بشعاع سفلي مُصمم لصلابة الانحناء، ولحام الزوايا بالكامل لإنشاء وصلات لحظية بدلاً من مفصلات فضفاضة.
التعديل هو راحة. التصميم هو تحكم.
أي منهما يواجه الواقع الكامل لـ 36,000 رطل؟
لقد قمت بتنظيف مكبس فرامل انهار لأن البنّاء اعتمد على لحامات فيليه وكأنها غراء سحري.
ليست كذلك.
في إطار H-frame لديك، لا تحمل سوى بضعة عناصر الحمل العمودي الحقيقي:
كل شيء آخر — الدعامات، الألواح الجانبية، الحوامل — يحافظ في الغالب على دقة الشكل الهندسي.
دعنا نتحدث عن الوصلات. إذا التقى شعاعك العلوي مع العمود بلحام فيليه قصير على الزاوية الخارجية، فإن هذا اللحام مسؤول الآن عن نقل عزم الانحناء من الشعاع إلى العمود. تحت حمولة 36,000 رطل عند منتصف المسافة، يمكن أن يكون عزم النهاية عشرات الآلاف من بوصة-رطل. لحام فيليه صغير محمل بالانحناء والقص يمكن أن يتجاوز الإجهاد المسموح به بسرعة.
لحام أخدود كامل الاختراق أو وصلة مغلقة مع أكمام داخلية يوزع ذلك الإجهاد عبر السمك، وليس فقط على طول حافة السطح. البراغي؟ لا بأس — إذا كانت مُصممة لتحمل القص وقوة التثبيت وتفهم الوصلات المقاومة للانزلاق. لكن بضعة براغي من الدرجة الخامسة من متجر أدوات في فتحات سماح ليست استراتيجية إنشائية. إنها أدوات محاذاة في أفضل الأحوال.
ولا تنسَ انبعاج الأعمدة. قد يتحمل عمود بعرض 3 بوصات مصنوع من أنبوب بجدار 1/4 بوصة حمولة 36,000 رطل في الضغط النقي على الورق. لكن أضف قليلًا من الانحراف الناتج عن سوء المحاذاة وسيرتفع عامل طول الفعالية. الأعمدة النحيلة تنحني. وبمجرد أن تنحني، يقفز الإجهاد بشكل كبير.
يجب أن تجيب كل وصلة على سؤال واحد: إذا قدم المكبس كامل الحمولة المقدرة بالإضافة إلى قليل من تأخير النظام الهيدروليكي، هل يبقى هذا الاتصال ضمن النطاق المرن؟
إذا لم تكن تعرف، فأنت تخمّن.
فحص الغباء: هل يمكنك الإشارة إلى كل لحام في مسار الحمل وتحديد ما إذا كان يحمل عزم انحناء أو قص أو مجرد يحافظ على المحاذاة — أم أنها جميعًا مجرد “ملحومة بإحكام”؟
أنت وأنا كلانا نعرف أن لحاماتك لن تكون متماثلة تمامًا. لحاماتي كذلك، وقد فقدت طرف إصبع كدليل على أنني أقوم بهذا العمل منذ فترة.
افترض وجود عدم كمال.
إذا جلس المكبس حتى 1/16 بوصة خارج الوسط على امتداد 24 بوصة، يصبح الحمل محوريًا. هذا يخلق عزمًا ليًّا في العارضة العليا. الآن أنت لا تنحني عموديًا فقط؛ بل تدخل الالتواء أيضًا. معظم المقاطع المفتوحة — مثل القنوات، أو الأنابيب المفردة — ضعيفة في الالتواء. فهي تلتوي، مما يحول الحمل أكثر إلى جانب واحد، وهذا يزيد من انحناء العمود على قائم واحد.
الفشل المتسلسل لا يُعلن عن نفسه.
العلاج هو الهندسة.
والتحكم مهم. إعداد منع التكرار أو ضربة واحدة يضمن دورة واحدة مقصودة لكل تشغيل. إذا علِق التحكم واستمر المكبس في العمل، فإن الإطار يتعرض لذروات حمل متكررة — وهو مجال الإجهاد المتكرر. هكذا تبدأ الشقوق عند أطراف اللحام وتنمو بشكل غير مرئي.
المصنعون المحترفون يتعاملون مع أمان المكابح بشكل تكراري لأن الآلات الحقيقية تُظهر نقاط ضعف حقيقية مع مرور الوقت. لن تحصل على هذه الحلقة الراجعة في المرآب. لذا عليك أن تزيد الصلابة، وتتحكم في المحاذاة، وتفترض أن لحامك الأول ليس مثاليًا.
لأن هذه الآلة هي قفص يحتجز زنبركًا مضغوطًا وغاضبًا.
وظيفتك ليست أن تجعلها قوية مرة واحدة. وظيفتك أن تتأكد من أن كل مسار حمل، وكل وصلة، وكل خيار تحكم يحتوي ذلك الزنبرك في كل مرة تسحب فيها الرافعة.
فحص الأحمق: إذا كان مكبسك خارج المركز بمقدار 1/16 بوصة والنظام الهيدروليكي يتجاوز في 50 ملي ثانية، هل يبقى إطارك مرنًا — أم أنك على بعد لحام سيئ واحد من كنس الأرض؟
تريد مقاسات العارضة ومواصفات اللحام لـ 18 طن. جيد. لكن إليك ما لا يخبرك به أحد في الرسم على المنديل: يمكنك بناء إطار قوي بما يكفي لتحمل 36,000 رطل ومع ذلك تصنع قطعًا معوجة طوال اليوم.
لقد شاهدت شابًا يشغل مكبس كبح في الورشة بقوة 20 طن مع فتحة قالب ضيقة جدًا بالنسبة للمادة. الإطار لم يفشل. اللحامات صمدت. خرج الجزء مع نصف قطر داخلي متموج و94 درجة بدلًا من 90. ضغط أكثر. كل ما فعله هو تحميل الإطار ليقترب من حد الخضوع بينما كانت الهندسة تقاومه. هكذا تحول التصميم الإنشائي إلى شظايا مرآب دون أن تكسر الفولاذ فعليًا.
الإطار يحوي الطاقة. الأدوات تحدد ما تفعله تلك الطاقة.
إذا لم تتطابق نصف قطر رأس الثقب، فتحة القالب، وسماكة المادة، فأنت لا تقوم بالثني — أنت تدخل في جدال مع الفيزياء. والفيزياء لا تفاوض.
إذن قبل أن تنشغل بزيادة ربع بوصة أخرى في سماكة الجدار، سنتحدث عن المكان الذي تعيش فيه الدقة الحقيقية.
لنبدأ بشيء ملموس.
خذ فولاذاً معتدل السماكة 1/8 بوصة. في عملية الثني بالهواء — أي أن المكبس يدفع الصفيحة إلى قالب على شكل V دون أن يصل إلى القاع — القاعدة الشائعة هي أن يكون فتحة القالب حوالي 8 أضعاف سماكة المادة. إذن 1/8 بوصة × 8 يعطيك فتحة V بمقدار 1 بوصة. هذه الهندسة تنتج نصف قطر داخلي متوقع حوالي 0.16 بوصة وتبقي القوة المطلوبة معقولة.
الآن ضيّق فتحة القالب إلى 1/2 بوصة لأنك “تريد زاوية أكثر حدة”.”
ماذا يحدث؟
الطلب على القوة يتضاعف تقريباً. وأحياناً أكثر. يتم إجبار المادة على الدخول أعمق قبل أن تتشكل بشكل طبيعي، وتبدأ بالاتجاه نحو عملية القاع — حيث تلامس الصفيحة جدران القالب. عملية القاع يمكن أن تقلل من الارتداد المرن، صحيح. لكنها قد تتطلب قوة أكبر بثلاث إلى خمس مرات من الثني بالهواء. في إطار مصنوع يدوياً مصمم للبقاء مرناً عند 18 طن، هذا الطلب الإضافي لا يختفي فجأة. إنه يتحول إلى انحناء.
ولكن إذا انحنى الإطار، فإن تلك الطاقة تنتقل أولاً إلى مكان آخر: إلى انحناء هيكلك مثل القوس.
وعندما ينحني الإطار، تتغير علاقة المكبس بالقالب أثناء الضربة. فتحة القالب تتسع فعلياً تحت الحمل. الزاوية التي كنت تعتقد أنك تتحكم بها تتغير بشكل ديناميكي. لا تحصل على زاوية 90 دقيقة، بل تحصل على زاوية تقريبية 90 تتغير مع ضغط الضربة.
لهذا السبب تعتبر نسبة المكبس إلى القالب هي الدقة. وليس تصنيف الرافعة.
الثني بالهواء مع عرض V الصحيح يعطيك قوة أقل، نصف قطر داخلي متوقع، وتغييرات زاوية قابلة للتكرار لكل جزء من الألف من الضربة. عملية الت Coining — سحق المادة في القالب — تكاد تلغي الارتداد المرن، لكن ارتفاع القوة المطلوب يكون قاسياً. في مكبس منزلي الصنع، السعي وراء إلغاء الارتداد بالقوة الغاشمة هو طريقة لاختبار كل لحام حسب حساباتك.
لا تشتري الدقة بالقوة. بل تصممها بالهندسة.
فحص الغباء: هل اخترت فتحة القالب بناءً على سماكة المادة وطريقة العمل — أم اخترتها لأنها “بدت مناسبة” على الطاولة؟
لقد ثنيت مرة أربع حواف على صينية بسيطة. كل ثني كان منحرفاً بمقدار درجتين فقط. لا يبدو كثيراً. لكن بحلول الوقت الذي ارتفع فيه الجانب الرابع، كانت الزوايا قد انحرفت بما يقارب ربع بوصة. تراكم الخطأ لأن كل ثني غيّر المرجع للثني التالي.
هذا هو التراكم.
في مكبس يدوي، توقف زاوية 90 درجة عادةً يكون توقفاً فعلياً للضربة — طوق على الرافعة، لسان ملحوم، أو مسمار يحد من الحركة. الخطأ الشائع هو ضبط هذا التوقف بناءً على مكان وجود المكبس عندما “تبدو الزاوية صحيحة” مرة واحدة.
لكن في الثني بالهواء، يتم التحكم بالزاوية من خلال عمق اختراق المكبس في القالب. بضعة أجزاء من الألف من البوصة في التغيير يمكن أن تحول الزاوية بدرجة أو أكثر، اعتماداً على عرض القالب. إذا انحنى الإطار بمقدار 0.010 بوصة تحت الحمل، فهذا ليس شكلياً. بل هو خطأ في الزاوية.
إليك كيف تفعل ذلك دون شاشات قراءة CNC:
ثم كرر عملية الثني ثلاث مرات.
إذا كانت زواياك تختلف بأكثر من نصف درجة بين الدورات، فمشكلتك ليست في التوقف. إنها مرونة الإطار، أو تمركز المكبس، أو عدم اتساق المادة.
استمع إلي جيدًا: لا تضبط التوقف عن طريق “الضغط حتى يبدو صحيحًا” بينما وجهك فوق العمل. إذا انزلق شيء عند الحمل الكامل، فإن ذلك القالب يصبح مقذوفًا أسرع مما يمكنك أن ترمش.
إن الحصول على زاوية 90 موثوقة في إعداد يدوي يتعلق بالتحكم في العمق تحت حمل ثابت — وهذا لا يعمل إلا إذا بقي إطارك ضمن النطاق المرن الذي صممته له. الهندسة والصلابة يعملان معًا. ليس التخمين وقوة الذراع.
فحص الغباء: هل يمكنك وصف بالضبط ما هي الميزة الفيزيائية التي تحد من حركة المكبس — وهل هي ترتكز على فولاذ صلب، أم مجرد مسامير تحت الشد؟
تقوم بثني فولاذ معتدل بسماكة 1/8 بوصة إلى ما يقرأ 88 درجة تحت الضغط. ثم تحرر. ينفتح إلى 92.
هذا التغير بمقدار 4 درجات هو الارتداد المرن — الاستعادة المرنة مع إعادة توزيع الإجهادات الداخلية بعد إزالة الحمل.
لماذا يحدث ذلك؟
لأنه أثناء الثني، تدخل الألياف الخارجية للصفائح في حالة شد، والداخلية في حالة ضغط. عند تحرير القالب، تستعيد الجزء المرن من هذا الانفعال. كلما كان نصف القطر الداخلي أصغر بالنسبة للسماكة، زاد الانفعال البلاستيكي وقل الارتداد المرن. لهذا السبب فإن عملية "التسكين" تكاد تقضي عليه. فهي تتغلب على المرونة بالتشوه البلاستيكي.
لكننا لا نقوم بالتسكين. نحن نحتوي الطاقة، لا نرفعها فجأة.
لذا تقوم بالتعويض.
قم بثني أكثر من 90 إلى ربما 86 تحت الحمل، ثم حرر، وقس. إذا وصلت إلى 90.5، عدّل. اقترب تدريجيًا. احتفظ بالملاحظات: درجة المادة، السماكة، عرض القالب، عمق الاختراق المحقق.
بعد عدة محاولات، ستعرف أن قالب V بعرض 1 بوصة مع فولاذ A36 بسماكة 1/8 بوصة يحتاج إلى حوالي 2 إلى 3 درجات من الثني الزائد. التحويل إلى الفولاذ المقاوم للصدأ؟ هذا الرقم يقفز. دفعة مختلفة من الفولاذ؟ يتغير مرة أخرى.
أنت تبني جدولك الخاص من خلال التكرار المنضبط.
الآن عن “خدعة انعدام الارتداد المرن” التي رأيتها — قطع أخدود ضحل على طول خط الثني قبل التشكيل. نعم، إزالة المادة تقلل المقاومة ويمكن أن تقضي تقريبًا على الارتداد المرن. لكنها أيضًا تضعف المقطع في المكان الذي تحتاج فيه القوة. بالنسبة للحاملات التي تحمل حملاً، يصبح ذلك الأخدود نقطة بداية للكسر.
الدقة التي تضعف القطعة ليست دقة. إنها تخريب متنكر في هيئة ذكاء.
مكبح يدوي موثوق يقبل أن الارتداد المرن موجود ويديره بالهندسة والثني الزائد المنضبط — مع الحفاظ على الحمولة ضمن القدرة المرنة للإطار الذي صممته.
لأن كل درجة من الانحناء الزائد هي طاقة مخزنة في ذلك الزنبرك الغاضب من الآلة.
وإذا في يوم ما حدث خلل في مسار الحمل، فلن تختفي تلك الطاقة المخزنة بطريقة مهذبة.
ستذهب إلى مكان ما.
فحص الغباء: عندما تقوم بالانحناء الزائد لتعويض الارتداد، هل تعرف مقدار الحمل الإضافي الذي يضيفه ذلك إلى هيكلك — أم أنك فقط تضغط أكثر على الرافعة وتأمل؟
لقد سألت كيف تصمم الهيكل بحيث يبقى الانحراف منخفضًا بما يكفي لتحقيق دقة قابلة للتكرار.
جيد. الآن نتحدث عما يحدث عندما لا يكون كذلك.
ما تبنيه فعليًا ليس أداة للانحناء. إنه قفص للطاقة المخزنة التي تحاول الهروب.
عندما تضخ ذلك الرافعة الزجاجية، فأنت تضغط السائل الهيدروليكي، تمدد عناصر الفولاذ، تحمل اللحامات في الشد، وتجبر صفيحة معدنية على التشوه البلاستيكي. كل ذلك طاقة جالسة هناك، هادئة، تنتظر التوازن. إذا كان مسار الحمل نظيفًا وبقي الهيكل مرنًا، تتحرر تلك الطاقة بطريقة مضبوطة عندما تفتح الصمام. إذا حدث كسر أو انحراف أو انزلاق، فإن الطاقة تُفرغ حيثما ينخفض المقاومة أولاً.
هذه هي منطقة الشظايا.
لقد قمت بتنظيف مكبس انحناء انهار. ليس لعبة صنع يدوي — بل آلة ورشة. انكسرت الأدوات، وانقلبت قطعة العمل للأعلى، ووجدنا شظايا مغروسة في الجدار الجاف على بعد عشرة أقدام. لم يمت أحد. كان ذلك حظًا، لا تصميمًا.
لذلك عندما أقول “صمم من الخلف بناءً على القوة”، فهذا ما أعنيه: أنت تحسب ليس فقط مقدار الحمل الذي تحتاجه لثني الفولاذ، بل مقدار الطاقة المخزنة التي يجب أن يحتويها هيكلك إذا فشل شيء في التكديس.
لأن شيئًا ما سيفشل في النهاية.
تظن أن الفولاذ المقسى يعني أنه لا يمكن تدميره.
يعني أنه هش.
يتم تقسية الأدوات حتى تقاوم التآكل وتحافظ على شكلها تحت الحمل. لكن الصلابة تتخلى عن الليونة — القدرة على التمدد قبل الكسر. عندما تتجاوز قدرة القالب، خاصة مع فتحة V ضيقة جدًا أو لكمة غير مصفوفة، يتركز الإجهاد عند أكتاف ذلك الـ V. ليس بالتساوي. بل محليًا.
والمواد الهشة لا تستسلم برفق. إنها تنكسر.
لا يوجد انحناء بطيء. لا يوجد ترهل تحذيري. شق دقيق واحد يصبح شقًا جاريًا، وينقسم القالب مع بقاء الطاقة المرنة المخزنة في النظام. كانت تلك الطاقة في الهيكل، في الرافعة، في مجموعة الأدوات المضغوطة. عندما ينكسر القالب، يختفي القيد في بضع ميلي ثانية.
يفرغ النظام بعنف.
تتبع الشظايا مسار أقل مقاومة — غالبًا بشكل جانبي على طول خط القالب، وأحيانًا إلى الأعلى على طول وجه الكبس. إذا كان المشغول لا يزال متشابكًا جزئيًا، يمكن أن يصبح رافعة تعيد توجيه ذلك الانطلاق.
والآن إليك الجزء الذي يغفله المبتدئون: فشل القالب ليس مجرد مسألة إجمالي الحمولة. إذا تجاوزت عرض V-die المناسب — تلك القاعدة “ثماني مرات سُمك المادة” التي تسمعها دائمًا — فإنك ترفع الإجهاد الموضعي حتى لو كان هيكل الماكينة يمكنه نظريًا تحمل حمولة أكبر. أنت لم تُحمّل الماكينة فوق طاقتها. لقد حمّلت شكل التلامس فوق طاقته.
يمكن أن يفشل شكل الأداة قبل أن يشتكي هيكل الماكينة من أي شيء.
استمع إلي جيدًا: قبل كل جلسة، افحص قوالبك بحثًا عن شظايا، أو شقوق شعرية، أو حواف متورمة. القالب المتضرر تحت الحمل ليس “ربما بخير”. إنه شظايا معدنية جاهزة للانطلاق.
فحص الغباء: هل تختار عرض القالب بناءً على سُمك المادة وطريقة التشكيل — أم أنك تزيد الضغط حتى يبدو الانحناء “صحيحًا” وتلوم الفولاذ؟
والآن لنتحدث عن الصفيحة نفسها.
عند ثني الفولاذ الطري بالهواء، تتمدد الألياف الخارجية، وتنضغط الداخلية، ويتشكل مفصل بلاستيكي عند خط الثني. عند تحرير الضغط، يتعافى الإجهاد المرن ويفتح الجزء بضع درجات. أمر متوقع. قابل للإدارة.
إلى أن لا يكون كذلك.
إذا كنت تثني مادة عالية القوة أو هشة عند نصف قطر داخلي ضيق، فإنك تقلل مقدار التشوه البلاستيكي وتزيد النسبة المرنة من طاقة الإجهاد. هذا يعني طاقة أكبر مخزنة في الصفيحة نفسها. إذا بدأ شق في سطح الشد الخارجي أثناء الثني، يمكن لذلك الشق أن ينفتح عبر العرض.
تتوقف الصفيحة عن التصرف كمفصل.
وتتصرف مثل نابض مكسور.
تخيل شريطًا طويلاً يعبر فوق V-die. يدفعه الكباس إلى الأسفل. الأطراف غير مدعومة خارج أكتاف القالب. إذا حدث الكسر عند الحمل الأقصى، يمكن للصفيحة أن تدور حول حواف القالب وتندفع إلى الأعلى. الاتجاه ليس عشوائيًا — بل يتبع الانحناء المخزن وهندسة الدعم. نحو المشغل أمر شائع لأن ذلك هو الجانب المفتوح من الماكينة.
لكن هيكل الماكينة عادةً ما يكون لديه امتداد غير مدعوم أطول من المشغول ومقطع عرضي أسوأ لمقاومة الانحناء.
لذا إذا انحنى الهيكل بشكل ملحوظ، فإنه يضيف إلى طاقة النظام المخزنة. عند تحرير الصفيحة، يرتد الهيكل أيضًا. نابضان يفرغان طاقتهما في وقت واحد.
هكذا يتضخم الارتداد.
لهذا السبب فإن الهيدروليك لا يعني الأمان. المكابس الميكانيكية تخزن الطاقة في عجلات طاقة دوارة؛ الهيدروليك يخزنها في سائل مضغوط وفولاذ مشدود. وسيط مختلف. نفس الفيزياء.
إذا كنت تنحني فوق خط القالب عندما يحدث كسر، فأنت تقف أمام باب الخروج.
فحص الغباء: عند وضع مشغول طويل، هل تقف إلى جانب خط القالب — أم في المنتصف وكأنك تصوب بندقية؟
لننجعل الأمر عمليًا.
ارسم نصف دائرة مركزها على خط القالب وبنصف قطر يساوي أطول طول غير مدعوم لقطعة العمل لديك. هذا القوس هو منطقة الابتعاد الخاصة بك. إذا كان شريط بطول 30 بوصة يعبر القالب، افترض أنه يمكن أن يتحرك 30 بوصة في أسوأ حالة انكسار مفاجئ. أضف هامشًا لغبائك الشخصي.
قف خارج ذلك القوس.
الآن الفحوص الثلاثة قبل أن تضخ الرافعة.
أولاً: استمرارية مسار التحميل. يجب أن تضغط الرافعة بشكل مربع على فولاذ صلب ينقل الحمل مباشرة إلى الأعضاء العمودية، وليس عبر خيوط في حالة انحناء أو ألسنة في حالة قص. إذا كان يمكن لقدم المكبس أن تميل، فأنت تدخل حملاً غير مركزي — قوة خارج المركز — مما يضاعف الإجهاد في عمود واحد ويقلله في الآخر. الإجهاد غير المتساوي هو كيف تتشقق القوالب وتلتوي الإطارات.
ثانيًا: تدقيق مرونة الإطار. انظر إلى أطول عضو أفقي لديك. هذا هو شعاعك العلوي أو العارضة العرضية. إذا كان بإمكانك رؤية الضوء تحت مسطرة مستقيمة عندما يكون غير محمل، فقد بنيت بالفعل انحناءً. تحت الحمل، يخزن ذلك الانحناء طاقة إضافية. أضف دعامات عند وصلات الأعمدة. زد عمق المقطع بدلاً من سماكته عندما يكون ذلك ممكنًا؛ صلابة الانحناء تتناسب بشكل كبير مع ارتفاع المقطع. أنت تحارب الانحراف، وليس فقط الحد من الخضوع.
ثالثًا: حالة الأدوات ومحاذاتها. الثقب في مركز القالب. لا توجد بقايا في الـ V. لا يوجد ضرر مرئي للحافة. قاعدة الـ 8 محترمة إلا إذا كنت قد أجريت الحسابات وتعرف لماذا تكسرها.
استمع إلي جيدًا: لا تفترض أبدًا أن “لقد تعامل معها بالأمس” يعني أنها آمنة اليوم. الفولاذ يتعب. اللحامات تتشقق. البراغي ترتخي. الطاقة المخزنة لا تهتم بتفاؤلك.
فرامل DIY موثوقة ليست عن السعي وراء أقصى قدرة على الانحناء. إنها عن تحديد سقف ترفض تجاوزه — بناءً على هندسة الأدوات، صلابة الإطار، واستعدادك للوقوف خارج تلك النصف دائرة.
لأنه بمجرد أن تفهم منطقة الشظايا، يصبح السؤال التالي ليس “كم يمكنها أن تنحني؟”
بل “أين أرسم الخط قبل أن يسحب هذا الشيء الدم؟”
تريد رقمًا ثابتًا. ليس إحساسًا. ليس “لقد تعامل معها آخر مرة”. سقف.
إليك القاعدة التي أستخدمها في ورشتي الخاصة عندما نعدل إطار الضغط لاستخدامه كفرامل: إذا قالت حسابات الانحناء أنك تحتاج 10 أطنان لكل قدم، تصمم الإطار ليتحمل 13، وتعمل عليه عند 9. هذه هي قاعدة 90% بالفولاذ الصريح — لا تخطط أبدًا لاستخدام أكثر من 90% من القدرة الهيكلية الآمنة المحسوبة، ولا تصمم الهيكل بأقل من 120–130% من حمل الانحناء المتوقع. لماذا هذا الفارق؟.
لأن حسابات الانحناء تفترض سماكة مادة مثالية، هندسة قالب مثالية، ومحاذاة مثالية. الفولاذ الحقيقي يتفاوت. يمكن أن تختلف السماكة بعُشر مليمتر وتغير الارتداد بما يكفي لتجعلك تلقائيًا "تعطيه ضخًا إضافيًا". هذا الضخ الإضافي هو كيف تنتقل الإطارات من الانحراف المرن إلى طاقة مخزنة لم تحسبها.
المحترفون يبالغون في حجم آلاتهم بنسبة 20–30% لهذا السبب. وهذه آلات ملحومة، مفرغة من الإجهاد، مصفوفة CNC، مع مكابس محمية وجداول حمولة معايرة. إطارك في المرآب، المبني من فولاذ مدرفن على الساخن والأمل، لا يُسمح له بالعمل على الحافة.
إذا احتجت يومًا حقًا إلى 100% من تصنيف رافعتك لإجراء انحناء، فإن إطارك بالفعل على بعد لحام سيئ واحد من أن يصبح شظايا مرآب.
If you ever truly need 100% of your jack’s rating to make a bend, your frame is already one bad weld away from becoming garage shrapnel.
إذًا كيف تحدد الحد الأقصى الصلب؟
رافعتك هي مضخة. إطارك هو القفص الذي يمسك الزنبرك المضغوط. القفص هو الذي يحدد الحد.
الآن دعنا نتحدث عن ما يعنيه ذلك فعليًا من حيث الصفائح التي يجب ألا تلمسها أبدًا.
السماكة هي المضاعف الصامت. قوة الثني تتناسب تقريبًا مع مربع السماكة. ضاعف السماكة، فأنت تقترب من أربعة أضعاف القوة.
هكذا ينتقل البعض من ثني فولاذ طري بسماكة 1/8 بوصة بكل سعادة إلى تشقق لحامات الزوايا عند 1/4 بوصة ويدّعون أن الرافعة “كانت تبدو بخير”.”
الرافعة دائمًا تبدو بخير. إنها هيدروليكية. لا تشتكي عندما يبدأ إطارك بالخضوع قليلًا.
إليك الطريقة العملية.
خذ أثخن مادة قمت بنجاح بثنيها دون انحناء مرئي في الإطار — وأعني تم قياسه بمؤشر قياس أو على الأقل بمقياس تباعد في منتصف الامتداد، وليس بالعين المجردة. اعتبر ذلك خطك الأساسي المثبت. الآن قللها على الورق بمقدار قياس واحد أكثر سماكة واحسب الحمولة المطلوبة الجديدة. إذا دفعك هذا الرقم الجديد لتجاوز 90% من السعة الهيكلية لإطارك، تصبح تلك السماكة هي سقفك الصلب.
ليس “جرّبها مرة واحدة”. ولا “ثني قصير فقط”. سقف.
الثنيات القصيرة مخادعة بشكل خاص. زيادة الحمولة على جزء بطول 4 بوصات تركز الحمل تحت الكباس وقد تؤدي إلى تقوس دائم في وجه الكباس أو انحناء العارضة العرضية محليًا. ضرر تدريجي. اليوم هو جزء من الألف. الشهر القادم هو انحراف. لقد قمت بتنظيف مكبس ثني انهار، ولم ينفجر دفعة واحدة — بل تدهور حتى جاء يوم سيئ وأنهى المهمة.
استمع إلي جيدًا: لا تختبر أبدًا سماكة قصوى جديدة ووجهك فوق خط القالب وجسمك متمركز أمام القطعة. الأحمال الأولى هي حيث يتم تصحيح الافتراضات الخاطئة بعنف.
تحقق الغباء: هل تحدد سماكتك القصوى من خلال سلوك الإطار المقاس — أم من خلال مدى استمرار حركة ذراع الرافعة؟
لكن ماذا لو كان الجزء الذي تريده يتجاوز بالكاد ذلك الحد الأقصى؟
هنا يميز الحرفيون المحترفون أنفسهم عن الأشخاص الذين يجمعون الخردة في المرآب.
إذا كان الانحناء المطلوب يدفعك لتجاوز 90%، فأنت لا “تنفذه”. بل تغيّر الجزء.
هل يمكنك زيادة نصف القطر الداخلي؟ قالب V أكبر يقلل بشكل كبير من القوة المطلوبة. هل يمكنك تقسيم التصميم إلى قطعتين أرق ولحامهما؟ إضافة حافة بدلاً من ثني قناة عميقة من صفيحة سميكة؟ تغيير درجة المادة إلى شيء أكثر قابلية للتشكيل؟
كل خيار من هذه الخيارات يقلل الطاقة المخزنة في النظام. هذا هو المقياس الحقيقي. ليس الكبرياء.
تذكر ما قلناه سابقًا: إذا كان الإطار ينثني، فإن تلك الطاقة تذهب أولاً إلى مكان آخر: إلى ثني هيكلك مثل القوس. وعندما تحرر الضغط، يريد ذلك القوس أن يستقيم. لكن إطارك عادةً ما يحتوي على امتداد غير مدعوم أطول من قطعة العمل ومقطع عرضي أسوأ لمقاومة الانحناء. لذا فهو يخزن أكثر مما تظن.
إعادة تصميم الجزء ليست ضعفًا. إنها اختيار مكان وجود الإجهاد.
إذا كانت الطريقة الوحيدة لعمل الانحناء هي تشغيل الرافعة حتى التوقفات وبذل جهد لإدخال نصف الدرجة الأخيرة في مكانها، فأنت لم تعد تشكل المعدن. أنت تراهن بلحاماتك ضد قوانين الفيزياء.
فحص الغباء: هل تحاول إثبات أن آلتك تستطيع القيام بذلك — أم أن تصميمك منطقي؟
وأحيانًا يكون الجواب الصادق لا هذا ولا ذاك. أحيانًا تكون الخطوة الذكية هي عدم تشغيله على الإطلاق.
لنضع الأنا جانبًا للحظة.
إذا كان العمل يتطلب تحمل زاوية ثابت أدق من درجة واحدة عبر عدة قطع، فإن مكبحك اليدوي قد خرج بالفعل من منطقة راحته. الآلات الصناعية تحقق متوسط نصف درجة لأنها تتحكم في عمق الاختراق بدقة وتعوض عن اختلاف المواد. أنت تضخ الرافعة وتقرأ الارتداد بعينك.
الآن أضف المخاطر فوق ذلك.
إذا كان حمل الانحناء المحسوب — مع هامش التفاوت — يتجاوز ما يمكن لإطارك تحمله عند 90%، وكان إعادة التصميم تضر بوظيفة الجزء، فإن الحسابات تتغير. تكلفة فشل إطار واحد، أو كسر قالب واحد، أو رحلة واحدة إلى غرفة الطوارئ تفوق بكثير أجر الورشة لبضع انحناءات.
الأمر لا يتعلق بالقدرة. بل بالاحتواء.
مكبح الضغط هو قفص يحتجز نابضًا مضغوطًا غاضبًا. وظيفتك كصانع ليست معرفة مدى الغضب الذي يمكنك إثارته. بل تحديد مقدار الغضب الذي يمكن لقفصك احتواؤه بأمان — والتوقف عند ذلك.
استمع إلي جيدًا: لا يوجد مكبح ضغط منزلي الصنع يفي بمعايير الحماية الصناعية. ليس لديك ستائر ضوئية. ليس لديك أدوات تحكم ثنائية اليد تمنع الربط. هذا يعني أن هامش الأمان لديك يجب أن يكون هيكليًا وسلوكيًا، وليس إلكترونيًا.
إليك المنظور الذي أريدك أن تحمله معك.
القدرة ليست هي تصنيف الرافعة. القدرة هي أعلى حمل يظل فيه إطارك مملاً.
لا أصوات جديدة. لا نمو ملحوظ في الانحناء. لا “هذا ربما جيد”.”
عندما تكون آلتك مملة عند 90%، فأنت داخل القفص. عندما تطارد 100%، فأنت تغذي النابض وتأمل أن تصمد القضبان.
فحص الغباء: هل تبني آلة تتحمل طموحك — أم آلة تعتمد على ضبطك لنفسك في كل سحبة؟


















