

Ho ripulito una piegatrice che si è rotta.
Non il lamierino. La piegatrice.
Il martinetto a bottiglia da venti tonnellate funzionava ancora perfettamente, la leva fiera in aria, mentre la trave superiore si piegava verso l’alto come un barattolo di sardine e le piastre laterali si aprivano sulle saldature. Nessuno si è fatto male. Pura fortuna. Il costruttore continuava a dire: “Ma è un martinetto da 20 tonnellate”, come se quel numero fosse un campo di forza.
È l’illusione con cui sei entrato qui, vero?
Un martinetto a bottiglia non si preoccupa di dove sia montato. È un cilindro idraulico con un problema di atteggiamento. Lo pompi, la pressione aumenta, e continuerà a spingere finché qualcosa cede. Se quel “qualcosa” non è il lamierino, trasformerà felicemente il tuo telaio in schegge da garage.
Pensa a una piegatrice come a una gabbia che contiene una molla compressa e arrabbiata. Il martinetto immagazzina energia in pressione idraulica. Quando pieghi l’acciaio, quell’energia fluisce nella deformazione plastica — piega permanente. Ma se il telaio flette, quell’energia va prima altrove: a piegare la tua struttura come un arco.
Non stai comprando forza quando compri un martinetto da 20 tonnellate. Stai comprando energia immagazzinata che richiede contenimento. Quindi, perché pensi che il numero stampato sul martinetto dica cosa può sopportare l’intera macchina?
Ho visto un ragazzo provare a piegare una piastra da 1/4 di pollice su una campata di 36 pollici con un setup da “20 tonnellate”. La matematica che ha saltato è importante: la forza di piegatura aumenta con lo spessore al quadrato e con la larghezza. Raddoppia lo spessore e la forza richiesta aumenta circa quattro volte. Allunga la piega su tre piedi e il carico cresce rapidamente.

Ecco la parte che nessuno ti dice: quel valore di 20 tonnellate è alla pistone, in verticale perfetta, in allineamento ideale. Non dice nulla su cosa accade dopo che la forza colpisce la trave superiore, attraversa le piastre laterali e si risolve nella matrice inferiore. Ogni pollice di flessione in quel percorso sottrae forza di piegatura efficace e immagazzina energia elastica nel telaio.
Così pompi più forte.
Ascoltami bene: quando continui a pompare perché “non si è ancora piegato”, non stai testando l’acciaio — stai caricando una molla che hai costruito con rottami e speranza.
Se il lamierino non ha ceduto ma il tuo telaio sì, cosa pensi che si romperà per primo?
Metti una riga sopra una trave superiore debole prima di pressare. Pompa il martinetto a metà carico. Vedrai la luce in mezzo molto prima che la piastra mostri una piega. Quella è deflessione — piegatura elastica del telaio.
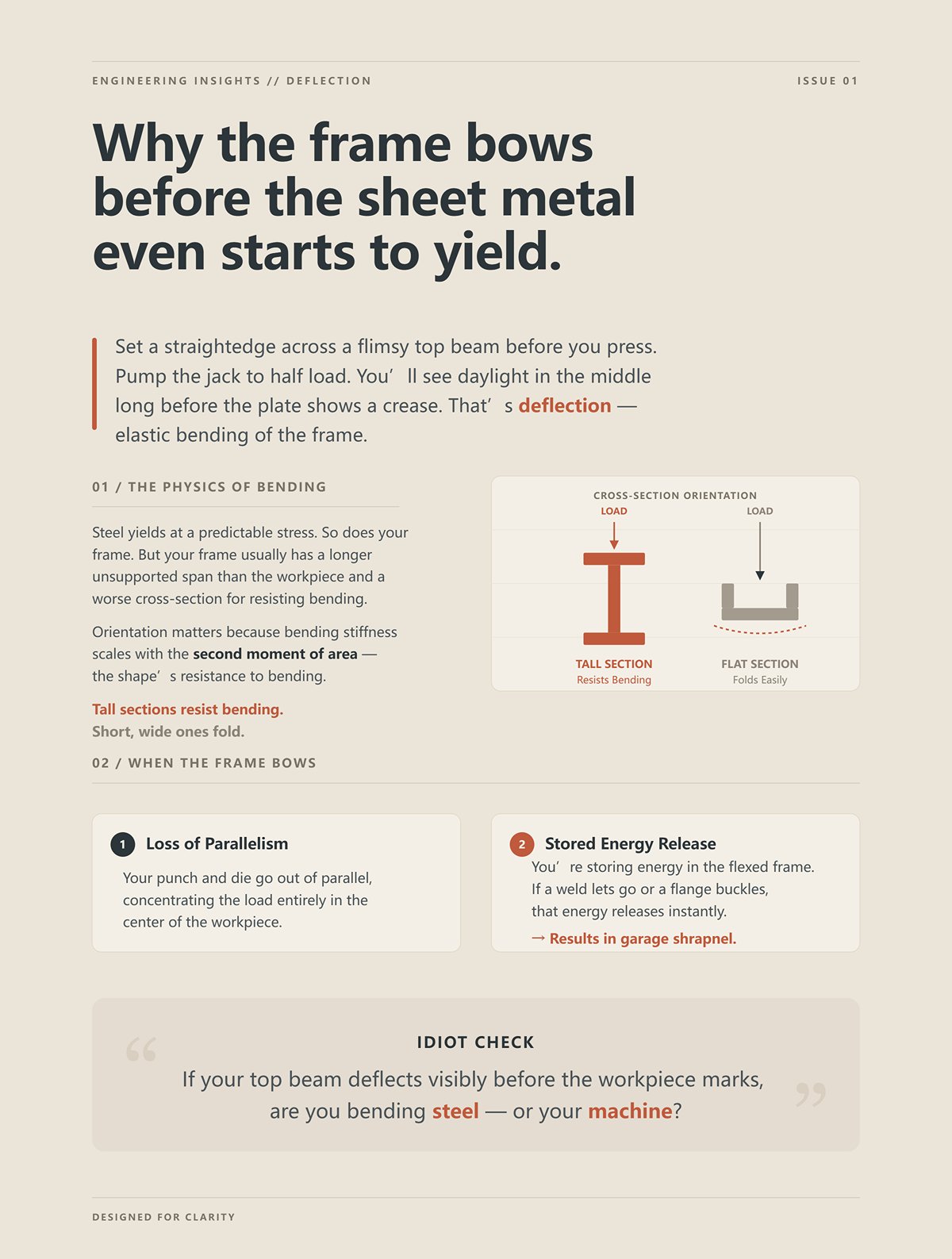
L’acciaio cede a una sollecitazione prevedibile. Anche il tuo telaio. Ma di solito il telaio ha una campata non supportata più lunga rispetto al pezzo e una sezione peggiore per resistere alla piegatura. Un profilo a C da 4 pollici posato piatto è pessimo in piegatura verticale rispetto a una trave a I orientata correttamente. L’orientamento è importante perché la rigidità alla piegatura scala con il momento d’inerzia — la resistenza della forma alla piegatura. Sezioni alte resistono alla piegatura. Sezioni basse e larghe cedono.
Quando il telaio si piega, succedono due cose. Primo, il punzone e la matrice perdono parallelismo, concentrando il carico al centro. Secondo, stai immagazzinando energia nel telaio flesso. Se una saldatura cede o una flangia si piega, quell’energia immagazzinata si rilascia all’istante.
Ed è così che ottieni schegge da garage invece di una piega pulita a 90 gradi.
Controllo dell’idiota: se la tua trave superiore si flette visibilmente prima che il pezzo si segni, stai piegando l’acciaio — o la tua macchina?
Amo l’acciaio di recupero. Ho costruito metà di questa officina con esso. Ma so bene cosa sia.
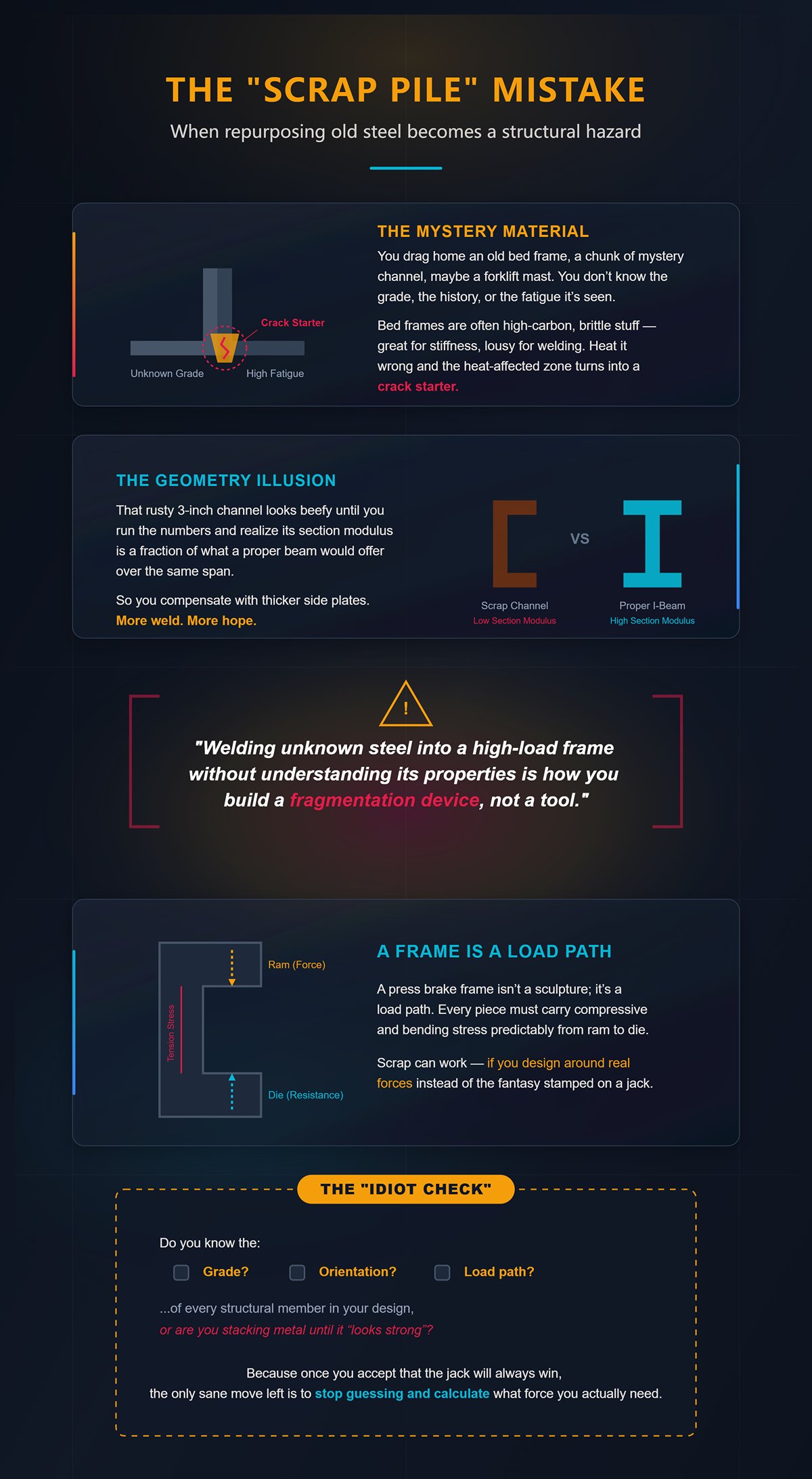
Ti trascini a casa una vecchia struttura di letto, un pezzo di canaletta misteriosa, magari un montante di muletto. Non conosci la qualità, la storia, né la fatica che ha subito. Le strutture di letto sono spesso materiali ad alto tenore di carbonio, fragili — ottimi per rigidità, pessimi per la saldatura. Se li riscaldi male, la zona termicamente alterata diventa un punto d’innesco per le crepe.
Poi c’è la geometria. Quella canaletta arrugginita da 3 pollici sembra robusta finché non fai i conti e ti rendi conto che il suo modulo di sezione è solo una frazione di quello che offrirebbe una trave adeguata sulla stessa luce. Così compensi con piastre laterali più spesse. Più saldatura. Più speranza.
Ascoltami bene: saldare acciaio di origine ignota in un telaio ad alto carico senza comprenderne le proprietà è il modo in cui si costruisce un ordigno a frammentazione, non un utensile.
Un telaio di pressa piegatrice non è una scultura; è un percorso di carico. Ogni pezzo deve trasmettere gli sforzi di compressione e flessione in modo prevedibile dal punzone alla matrice. I rottami possono andare bene — se progetti tenendo conto delle forze reali invece della fantasia stampata su un martinetto.
Controllo dell’idiota: conosci la qualità, l’orientamento e il percorso di carico di ogni elemento strutturale del tuo progetto, o stai semplicemente impilando metallo finché “sembra robusto”?
Perché una volta accettato che il martinetto vincerà sempre, l’unica mossa sensata che resta è smettere di indovinare e calcolare quale forza ti serve davvero per piegare il tuo materiale, prima di tutto.
Ho visto un tizio con un martinetto nuovo da 20 tonnellate provare a fare un piegamento pulito a 90 gradi su acciaio dolce da 1/8″, largo 12 pollici. Pensava: “È sottile. Un quarto di pollice è roba dura.” Ha pompato finché il telaio ha cominciato a cantare. Il foglio ha appena sfiorato la matrice.
Non sapeva contro quale numero stesse davvero combattendo.
Esiste una formula standard da officina per la piegatura in aria dell’acciaio dolce:
Tonnellate per piede ≈ (Spessore² × 575) ÷ Apertura V
Spessore e apertura V in pollici. Quel 575 è una costante del materiale, incorporata per l’acciaio dolce. Non è magia. È la resistenza allo snervamento e la geometria messe insieme.
Quindi facciamo i conti che hai evitato.
L’acciaio da 1/8″ è 0,125″. Elevato al quadrato: 0,125 × 0,125 = 0,0156.
Usa un’apertura V comune per quello spessore — circa 8× lo spessore. 0,125 × 8 = apertura V da 1,0″.
Ora inseriscilo nella formula:
(0,0156 × 575) ÷ 1,0 ≈ 8,97 tonnellate per piede.
Chiamalo 9 tonnellate per piede.
Un piede di larghezza? Circa 9 tonnellate. Due piedi di larghezza? 18 tonnellate. Tre piedi di larghezza? 27 tonnellate.
Quel cric da “20 tonnellate” è senza fiato prima che tu finisca una piegatura da 36 pollici.
E questo solo per raggiungere la forza di piegatura — senza contare attrito, disallineamento o flessione del telaio che ruba parte di quel carico prima che arrivi al foglio.
Ecco la parte che dovrebbe scuoterti: raddoppia lo spessore a 1/4″ e non raddoppi la forza. La elevi al quadrato.
0,25² = 0,0625. È quattro volte 0,0156.
Stessa proporzione della V, stessa larghezza? Hai appena quadruplicato la tonnellata richiesta.
Questa relazione spessore al quadrato è il motivo per cui le presse piegatrici fatte in casa muoiono improvvisamente. Il costruttore aumenta il materiale “un po””. Il carico aumenta molto.
E nessuno fa i conti finché qualcosa non si rompe.
Controllo da idiota: se hai raddoppiato lo spessore di ciò che prevedi di piegare, hai moltiplicato la tonnellata richiesta per quattro — o hai semplicemente assunto che il tuo cric avesse “ancora abbastanza”?
Sottolineiamolo con un confronto che inganna le persone.
Le tabelle industriali mostrano che l’alluminio da 1/8″ su un’apertura a V piccola può richiedere solo circa 3 tonnellate per piede. Stesso spessore in acciaio dolce? 25–30 tonnellate per piede in certi assetti.
Stesso spessore. Stessa larghezza. Dieci volte la forza.
Il materiale conta perché la resistenza alla snervatura conta. L’acciaio dolce snerva intorno a 36.000 psi. Le leghe comuni di alluminio sono molto più basse. La costante della formula cambia perché cambia la resistenza del metallo alla deformazione permanente.
Quindi quando qualcuno dice: “Ho piegato 1/8″ senza problemi,” la prima domanda non è lo spessore.
Di che metallo si tratta?
Vedi quanto è pericoloso pensare solo allo spessore? Costruisci un telaio che sopravvive agli esperimenti con l’alluminio. Poi ci infili l’acciaio.
Ora la tua “molla arrabbiata” immagazzina dieci volte più energia.
Ascoltami bene: la forza idraulica non si cura di ciò che intendevi piegare — conosce solo la pressione, e continuerà a caricare il telaio finché non cede l’acciaio o la tua struttura.
Per quale delle due hai progettato?
Ho ripulito una piegatrice che si è rotta.
Ma la maggior parte di essi non esplode subito. Ti ingannano.
Sulle grandi presse industriali — mostri da 150 tonnellate — i produttori non ti lasciano usare l’intera potenza nominale su tutto il letto. La limitano a qualcosa come 25 tonnellate per piede, anche se l’impianto idraulico può spingere di più. Perché? Per controllare la deflessione.
La deflessione è una flessione elastica — temporanea. Il telaio si incurva di pochi millesimi. Ottieni variazioni d’angolo. Magari ±1,5 gradi lungo la lunghezza.
Non sembra drammatico.
Ma rovina i pezzi molto prima di spaccare l’acciaio.
Ecco il meccanismo: quando la trave superiore si incurva, il punzone e la matrice perdono il parallelismo. Il carico si concentra al centro. Il centro si piega di più. Le estremità restano indietro. Pompi di più per correggere le estremità. Ora il centro è sovra-piegato.
Compensi a occhio. Ora ogni pezzo è leggermente diverso.
Questa è flessione.
Il guasto è quando la sollecitazione supera il limite elastico nel tuo telaio — si strappa una saldatura, si imbarca una flangia, si fessura una piastra. Quello è permanente. Quella è scheggia da garage.
La flessione è un avvertimento. Il guasto è la conseguenza di ignorarla.
Ed ecco il punto: i telai fai-da-te di solito hanno letti più corti ma travi proporzionalmente più sottili rispetto alle macchine industriali. Ciò significa che le tonnellate ammissibili per piede sono spesso molto inferiori alla potenza nominale totale del cric.
Quindi, anche se il tuo cric dice 20 tonnellate, il tuo telaio potrebbe tollerarne solo 8 o 10 per piede prima che la deflessione diventi inaccettabile.
Non perdi la macchina tutta in una volta.
Perdi prima la precisione.
Controllo Idiozia: stai progettando solo per evitare un guasto catastrofico, o hai calcolato quanta flessione il tuo telaio può tollerare prima che le piegature diventino storte?
| Sezione | Contenuto |
|---|---|
| Titolo | Flessibilità del telaio vs. Guasto del telaio: perché non sono lo stesso problema |
| Dichiarazione di apertura | Ho pulito i resti di una pressa piegatrice che si è rotta. Ma la maggior parte non esplode subito. Ti ingannano. |
| Limiti delle presse industriali | Su grandi presse industriali — macchine da 150 tonnellate — i produttori limitano la capacità nominale su tutta la lunghezza del banco, spesso fissandola a circa 25 tonnellate per piede, anche se l’idraulica può spingere di più. Questo serve a controllare la flessione. |
| Cos'è la flessione? | La flessione è una piegatura elastica (temporanea). Il telaio si incurva leggermente, causando variazioni di angolo — magari ±1,5 gradi lungo tutta la lunghezza. |
| Perché è importante | Può non sembrare drammatico, ma rovina i pezzi molto prima di incrinare l’acciaio. |
| Meccanismo della flessione | Quando la trave superiore si incurva, punzone e matrice perdono il parallelismo. Il carico si concentra al centro. Il centro si piega di più; le estremità restano indietro. Pompi di più per correggere le estremità, piegando eccessivamente il centro. |
| Problema risultante | Compensi a occhio, e ora ogni pezzo è leggermente diverso. Questa è flessione. |
| Cos’è il guasto? | Il guasto avviene quando lo stress supera il limite di snervamento — le saldature si strappano, le flange si piegano, le piastre si crepano. Questo danno è permanente e pericoloso. |
| Flessione vs. guasto | La flessione è un avvertimento. Il guasto è la conseguenza di ignorarla. |
| Rischio del telaio fai-da-te | I telai fai-da-te hanno spesso banchi più corti ma travi proporzionalmente più sottili rispetto alle macchine industriali, comportando una capacità di tonnellate per piede molto più bassa rispetto alla portata totale del cric. |
| Implicatione pratica | Anche se un martinetto è valutato per 20 tonnellate, il telaio potrebbe tollerare solo 8–10 tonnellate per piede prima che la deflessione diventi inaccettabile. |
| Cosa si perde per primo | Non si perde subito la macchina — si perde prima la precisione. |
| Controllo idiota | Stai progettando solo per evitare un guasto catastrofico, o hai calcolato quanta deflessione il tuo telaio può tollerare prima che le piegature diventino storte? |
Immagina due lavori.
Lavoro uno: lamiera da 1/4″, 6 pollici di larghezza. Lavoro due: lamiera da 1/8″, 36 pollici di larghezza.
La maggior parte dei principianti teme la lamiera più spessa.
Fai i calcoli.
Abbiamo già visto che 1/4″ richiede circa quattro volte la forza di 1/8″, per piede.
Ma il lavoro da 1/4″ è largo solo mezzo piede. Quello da 1/8″ è largo tre piedi.
Quindi la tonnellata totale può risultare simile — o persino superiore — per la lamiera più sottile ma più larga.
La forza scala linearmente con la larghezza. Raddoppia la lunghezza della piega, raddoppia la tonnellata. Ma lo spessore? È al quadrato.
Questo è il compromesso che in realtà definisce la capacità della tua macchina: spessore massimo a larghezza massima, non un singolo numero da vantarsi.
Ecco perché le macchine industriali sono valutate in tonnellate per piede. Un piegatore da 150 tonnellate su 10 piedi non è “150 tonnellate ovunque.” Si tratta di circa 15 tonnellate per piede — e spesso viene persino declassato per motivi di sicurezza e controllo della deflessione.
Se il tuo piegatore da garage ha un banco da 24 pollici e vuoi piegare acciaio da 1/8″ a piena larghezza, ti serviranno circa 18 tonnellate. Questo è il tuo punto di partenza.
Non il martinetto.
La fisica.
Ecco la domanda che dovresti fare subito dopo: se il lavoro richiede 18 tonnellate su due piedi, quanto deve essere rigido il telaio per contenere quell’energia senza piegarsi, torcersi o immagazzinare abbastanza rabbia elastica da trasformarsi in schegge quando qualcosa slitta?
Hai chiesto quanto deve essere rigido il telaio per sopravvivere a 18 tonnellate su due piedi.
Mettiamo numeri sul tavolo invece di sensazioni.
Diciotto tonnellate sono 36.000 libbre di forza. Distribuite su 24 pollici, sono 1.500 libbre per pollice che spingono verso l’alto sulla matrice e verso il basso sul punzone. Il pistone non “preme delicatamente”, comprime la tua struttura come una molla carica. Se la trave superiore copre 24 pollici tra i montanti, puoi modellarla come una trave semplicemente appoggiata con un carico centrale. La matematica di base sulla deflessione delle travi dice che la deflessione scala con forza × campata³ / (E × I). E è il modulo di elasticità dell’acciaio (circa 29 milioni di psi). I è il momento d’inerzia — la parte che controlli con la dimensione della sezione.
Ora immagina di aver costruito la trave superiore con un singolo tubo quadro 4x4x1/4 pollici. Il suo valore di I è modesto. Fai i calcoli e vedrai una deflessione centrale misurata in centesimi di pollice sotto 36.000 libbre. Sembra piccola finché non ti rendi conto che la tolleranza di piega prevista potrebbe essere di ±1 grado. Qualche centesimo al punzone si traduce in un errore di angolo visibile — e peggio, concentra il carico al centro, il che aumenta lo stress localmente e amplifica la deflessione.
Ma ecco la parte che i costruttori principianti ignorano: la deflessione non riguarda solo pezzi storti. È energia immagazzinata. Se quella trave si piega di 0,030 pollici sotto carico, sta tenendo energia di deformazione elastica. Se una saldatura si strappa o una matrice scivola, quell’energia si rilascia istantaneamente.
Ed è così che ottieni schegge in garage.
Ma se il telaio flette, quell’energia va prima da qualche altra parte: a piegare la tua struttura come un arco.
Quindi progettiamo all’indietro. Partiamo da 18 tonnellate. Decidiamo quale deflessione tollerare — diciamo 0,005–0,010 pollici al centro per una campata di 24 pollici se vuoi piegature costanti. Risolviamo l’equazione della trave per ottenere il valore di I richiesto. Questo ti dice se hai bisogno di un canale da 6 pollici racchiuso in un tubo, una trave lamellare in piastra o tubi gemelli spaziati verticalmente per aumentare l’altezza della sezione. L’altezza è fondamentale perché I aumenta con il cubo della profondità della sezione. Raddoppia l’altezza e la rigidità aumenta drasticamente.
Non si indovina la rigidità. La si calcola e poi la si costruisce.
Controllo idiota: hai dimensionato la tua trave superiore partendo da un limite di deflessione sotto carico pieno — o hai scelto acciaio che “sembrava abbastanza spesso”?
Mi è capitato che clienti arrivassero con una pressa da 20 tonnellate e una matrice fatta in casa saldata tra i montanti dicendo: “C’è già scritto 20 tonnellate.”
Queste presse sono progettate per la compressione verticale tra due piastre, non per resistere ai carichi di diffusione orizzontale di una matrice larga. I montanti sono spesso canali a C sottili. Con un lavoro centrato in pressa, va bene. Con un carico di piegatura di 24 pollici, i montanti cercano di aprirsi verso l’esterno perché le forze di reazione della matrice spingono lateralmente in basso mentre il pistone spinge verso il basso in alto.
Percorso di carico diverso.
In una piegatrice, la forza va: pistone → trave superiore → montanti in compressione → trave inferiore in flessione → di nuovo nei montanti. Nel frattempo, la matrice crea componenti orizzontali che cercano di deformare il telaio. Un telaio di pressa da officina ha spesso traversi a perno o leggermente saldati. Non è mai stato pensato per comportarsi come un telaio rigido a momento.
Ed ecco dove gli standard entrano in gioco che tu lo voglia o no. Nel momento in cui usi quella pressa come una piegatrice, essa diventa a tutti gli effetti una pressa piegatrice. Ciò significa che cambiano il comportamento di arresto, il controllo a corsa singola e le aspettative in materia di protezioni. I sistemi idraulici non si fermano istantaneamente. C’è un ritardo — decine di millisecondi almeno. A velocità tipiche del punzone superiori a 10 mm/s, la distanza di arresto diventa non trascurabile. Se il progetto del telaio presume “Basta che lascio la leva,” stai ignorando l’energia cinetica che deve comunque essere assorbita.
Ascoltami bene: se il telaio adattato della tua pressa è rigido solo per il carico statico ma non per quell’ulteriore superamento dinamico, hai costruito una gabbia a molla con la porta allentata.
Un telaio dedicato a H ti consente di controllare la dimensione delle sezioni, la lunghezza delle saldature e la geometria dei giunti in modo che il percorso del carico sia continuo e chiuso. Puoi progettare i montanti come vere colonne con una sezione trasversale sufficiente a prevenire l’instabilità, collegarli con una trave inferiore dimensionata per la rigidezza a flessione e saldare completamente gli angoli per creare giunti a momento invece di cerniere allentate.
Adattare è comodità. Progettare è controllo.
Quale dei due risponde alla realtà completa delle 36.000 libbre?
Ho dovuto pulire una pressa piegatrice che è ceduta perché il costruttore si fidava delle saldature d’angolo come se fossero colla magica.
Non lo sono.
Nel tuo telaio a H, solo pochi elementi sopportano il vero carico verticale:
Tutto il resto — controventi, pannelli laterali, staffe — serve per lo più a mantenere la geometria precisa.
Parliamo dei giunti. Se la tua trave superiore incontra il montante con una breve saldatura d’angolo sull’angolo esterno, quella saldatura è ora responsabile del trasferimento del momento flettente dalla trave alla colonna. Con 36.000 libbre a metà luce, il momento all’estremità può raggiungere decine di migliaia di pollici-libbra. Una piccola saldatura d’angolo sollecitata a flessione e a taglio può superare rapidamente la tensione ammissibile.
Una saldatura a piena penetrazione o un giunto scatolato con manicotti interni distribuisce quella tensione attraverso lo spessore, non solo lungo la gola superficiale. Bulloni? Va bene — se sono dimensionati per il taglio e la forza di serraggio e se conosci i giunti a scorrimento controllato. Ma un paio di bulloni di grado 5 da ferramenta in fori di passaggio non sono una strategia strutturale. Sono al massimo ausili di allineamento.
E non dimenticare il carico di instabilità delle colonne. Un montante largo 3 pollici fatto di tubo con parete da 1/4 di pollice può reggere 36.000 libbre in pura compressione sulla carta. Ma basta una piccola eccentricità dovuta a disallineamento e il fattore di lunghezza efficace aumenta. Le colonne snelle si flettono. Una volta piegate, le tensioni schizzano alle stelle.
Ogni giunto deve rispondere a una domanda: se il punzone eroga il carico nominale pieno più un po’ di ritardo idraulico, questa connessione rimane ancora nel campo elastico?
Se non lo sai, stai indovinando.
Controllo dell’idiota: riesci a indicare ogni saldatura nel tuo percorso di carico e dire se sta portando momento flettente, taglio o serve solo per l’allineamento — oppure sono tutte semplicemente “saldature complete”?
Tu ed io sappiamo che le tue saldature non saranno perfettamente simmetriche. Neanche le mie lo sono, e mi manca un polpastrello per dimostrare che lo faccio da un bel po’.
Quindi parti dal presupposto dell’imperfezione.
Se il pistone è anche solo 1/16 di pollice fuori centro su una lunghezza di 24 pollici, il carico diventa eccentrico. Questo crea un momento torcente nella trave superiore. Non stai più solo flettendo verticalmente; stai introducendo torsione. La maggior parte delle sezioni aperte — canali, tubi singoli — sono deboli a torsione. Si torcono, spostando ulteriormente il carico da un lato, il che aumenta la flessione della colonna su uno dei montanti.
Il cedimento a catena non si annuncia mai.
La cura è la geometria.
E il controllo conta. Un sistema antirepeat o a colpo singolo garantisce un solo ciclo deliberato per ogni attivazione. Se un comando si blocca e il pistone continua a ciclicare, il telaio subisce carichi di picco ripetuti — terreno fertile per la fatica. È così che le cricche iniziano ai piedi delle saldature e crescono invisibilmente.
I produttori professionali trattano la sicurezza della pressa piegatrice come un processo iterativo perché le macchine reali rivelano le loro reali debolezze nel tempo. Quel ciclo di feedback non lo hai in garage. Quindi sovradimensioni la rigidità, controlli l’allineamento e dai per scontato che la tua prima saldatura non sia perfetta.
Perché questa macchina è una gabbia che contiene una molla compressa e arrabbiata.
Il tuo compito non è renderla forte una volta per tutte. Il tuo compito è assicurarti che ogni percorso di carico, ogni giunto, ogni scelta di controllo contenga quella molla ogni singola volta che tiri la leva.
Controllo idiota: se il tuo pistone è fuori centro di 1/16 di pollice e il sistema idraulico supera il limite per 50 millisecondi, il tuo telaio rimane elastico oppure sei a una saldatura difettosa dal ritrovarti a spazzare il pavimento?
Vuoi le dimensioni delle travi e le specifiche di saldatura per 18 tonnellate. Bene. Ma ecco cosa nessuno ti dice sullo schizzo sul tovagliolo: puoi costruire un telaio abbastanza robusto da sopportare 36.000 libbre e comunque produrre pezzi storti tutto il giorno.
Ho visto un ragazzo usare una pressa piegatrice da officina da 20 tonnellate con un’apertura della matrice troppo stretta per il materiale. Il telaio non è ceduto. Le saldature hanno tenuto. Il pezzo è uscito con un raggio interno ondulato e 94 gradi invece di 90. Ha spinto più forte. Tutto ciò che ha fatto è stato portare il telaio più vicino al limite di snervamento mentre la geometria gli si opponeva. È così che trasformi un progetto strutturale in schegge di garage senza mai spezzare l’acciaio.
Il telaio contiene energia. L’attrezzatura decide cosa ne fa quell’energia.
Se il raggio di punta del punzone, l’apertura della matrice e lo spessore del materiale non sono abbinati, non stai piegando — stai discutendo con la fisica. E la fisica non negozia.
Quindi, prima di ossessionarti per un altro quarto di pollice di spessore della parete, parleremo di dove vive realmente la precisione.
Cominciamo con qualcosa di concreto.
Prendi acciaio dolce da 1/8 di pollice. Nella piegatura in aria — significa che il punzone spinge il foglio in una matrice a V ma senza portarlo fino in fondo — una regola comune è un’apertura della matrice circa 8 volte lo spessore del materiale. Quindi 1/8 di pollice per 8 dà un’apertura a V di 1 pollice. Questa geometria produce un raggio interno prevedibile di circa 0,16 pollice e mantiene il tonnellaggio ragionevole.
Ora stringi quella matrice a 1/2 pollice perché “vuoi un angolo più affilato”.”
Che cosa succede?
La richiesta di tonnellaggio raddoppia circa. A volte di più. Il materiale viene spinto più in profondità prima che possa formarsi naturalmente, e inizi a avvicinarti al fondo — dove il foglio tocca le pareti della matrice. Il fondo può ridurre il ritorno elastico, certo. Ma può richiedere da tre a cinque volte la forza della piegatura in aria. Su un telaio fai-da-te progettato per rimanere elastico a 18 tonnellate, quella richiesta extra non scompare magicamente. Va a finire in deflessione.
Ma se il telaio flette, quell’energia va prima da qualche altra parte: a piegare la tua struttura come un arco.
E quando il telaio si incurva, il rapporto punzone-matrice cambia a metà corsa. L’apertura della matrice si allarga effettivamente sotto carico. L’angolo che pensavi di controllare si sposta dinamicamente. Non ottieni un netto 90. Ottieni un 90-ish che cambia con la pressione della corsa.
Ecco perché il rapporto punzone-matrice è precisione. Non la capacità del cric.
La piegatura in aria con larghezza della V corretta ti dà forza più bassa, raggio interno prevedibile e cambi di angolo ripetibili per millesimo di corsa. La coniatura — schiacciare il materiale nella matrice — elimina quasi del tutto il ritorno elastico, ma il picco di tonnellaggio è brutale. In una pressa piegatrice autocostruita, inseguire il ritorno elastico zero con la forza bruta è il modo in cui metti alla prova ogni saldatura che hai appena calcolato.
Non compri la precisione con la pressione. La progetti con la geometria.
Controllo stupido: la tua apertura della matrice è scelta in base allo spessore del materiale e al metodo — oppure l’hai scelta perché “sembrava giusta” sul banco?
Una volta ho piegato quattro flange su un semplice vassoio. Ogni piega era fuori di appena 2 gradi. Non sembra molto. Quando il quarto lato è stato sollevato, gli angoli mancavano di quasi un quarto di pollice. L’errore si è accumulato perché ogni piega cambiava il riferimento per la successiva.
Questa è accumulazione.
In una pressa piegatrice manuale, il tuo fermo a 90 gradi è di solito un fermo fisico della corsa — un collare sul cric, una linguetta saldata, un bullone che limita il movimento. L’errore da principiante è impostare quel fermo basandosi su dove si trova il martinetto quando l’angolo “sembra giusto” una volta.
Ma nella piegatura in aria, l’angolo è controllato dalla profondità di penetrazione del punzone nella matrice. Pochi millesimi di pollice di cambiamento in profondità possono spostare l’angolo di un grado o più, a seconda della larghezza della matrice. Se il tuo telaio si flette di 0,010 pollice sotto carico, non è un dettaglio estetico. È un errore di angolo.
Ecco come farlo senza display CNC:
Poi ripeti la piegatura tre volte.
Se i tuoi angoli variano di più di mezzo grado tra un ciclo e l'altro, il problema non è il fermo. È l'elasticità del telaio, il centraggio del pistone o la variabilità del materiale.
Ascoltami bene: non impostare mai il fermo “pompare finché sembra giusto” mentre il tuo viso è sopra il lavoro. Se qualcosa si muove sotto pieno carico, quel punzone diventa un proiettile più veloce di quanto tu possa battere le palpebre.
Un 90 affidabile in un setup manuale riguarda il controllo della profondità sotto carico costante — che funziona solo se il tuo telaio resta nel range elastico per cui è stato progettato. Geometria e rigidità lavorano insieme. Non intuito e forza delle braccia.
Controllo dell’idiota: puoi descrivere esattamente quale caratteristica fisica limita la corsa del tuo pistone — e se è in appoggio su acciaio pieno o solo filetti in tensione?
Pieghi dell'acciaio dolce di 1/8 di pollice fino a leggere 88 gradi sotto pressione. Rilasci. Si apre a 92.
Quel cambiamento di 4 gradi è ritorno elastico — recupero elastico mentre le tensioni interne si ridistribuiscono una volta rimosso il carico.
Perché succede?
Perché durante la piegatura, le fibre esterne del foglio vanno in trazione, quelle interne in compressione. Quando rilasci il punzone, la parte elastica di quella deformazione si recupera. Più stretto è il raggio interno rispetto allo spessore, più alta è la deformazione plastica e minore è il ritorno elastico. Ecco perché la coniatura lo elimina quasi del tutto. Sovrasta l'elasticità con la deformazione plastica.
Ma noi non stiamo facendo coniatura. Stiamo contenendo energia, non concentrandola.
Quindi compensi.
Piega oltre i 90 fino magari a 86 sotto carico, rilascia, misura. Se arriva a 90,5, regola. Avvicinati gradualmente. Tieni note: grado del materiale, spessore, larghezza della matrice, profondità di penetrazione raggiunta.
Dopo alcune prove, saprai che la tua matrice a V da 1 pollice con acciaio A36 da 1/8 di pollice richiede circa 2 o 3 gradi di sovrapiegatura. Passi all'acciaio inox? Il numero aumenta. Lotto di acciaio diverso? Cambia di nuovo.
Stai costruendo il tuo grafico attraverso la ripetizione controllata.
Ora riguardo il “trucco zero-ritorno elastico” che ho visto — tagliare una scanalatura poco profonda lungo la linea di piegatura prima della formatura. Sì, rimuovere materiale riduce la resistenza e può quasi eliminare il ritorno elastico. Ma assottiglia anche la sezione proprio dove serve resistenza. Per staffe che devono sopportare carico, quella scanalatura diventa un innesco di crepe.
La precisione che indebolisce il pezzo non è precisione. È sabotaggio mascherato da ingegno.
Un freno fai-da-te affidabile accetta che il ritorno elastico esista e lo gestisce con geometria e sovrapiegatura controllata — mantenendo sempre la tonnellaggio entro la capacità elastica del telaio che hai progettato.
Perché ogni grado di sovrapiegatura è energia immagazzinata in quella molla arrabbiata della macchina.
E se un giorno qualcosa in quel percorso di carico cede, quell’energia immagazzinata non sparirà gentilmente.
Andrà da qualche parte.
Controllo da idiota: quando sovrapieghi per compensare il ritorno elastico, sai quanta ulteriore sollecitazione aggiungi al tuo telaio — o stai semplicemente spingendo più forte sulla leva sperando?
Hai chiesto come progettare il telaio affinché la deflessione resti abbastanza bassa per ottenere una precisione ripetibile.
Bene. Ora parliamo di cosa succede quando non lo è.
Quello che stai realmente costruendo non è uno strumento di piegatura. È una gabbia per l’energia immagazzinata che cerca di scappare.
Quando pompi quel martinetto a bottiglia, stai comprimendo il fluido idraulico, allungando elementi in acciaio, caricando saldature in trazione e forzando un foglio di metallo in deformazione plastica. Tutto questo è energia che sta lì, calma, aspettando l’equilibrio. Se il percorso di carico è pulito e il telaio resta elastico, quell’energia si rilascia in modo controllato quando apri la valvola. Se qualcosa si rompe, si disallinea o scivola, l’energia si scarica ovunque la resistenza cali per prima.
Questa è la zona schegge.
Ho ripulito una pressa piegatrice che si è rotta. Non un giocattolo fai-da-te — una macchina da officina. L’utensile si è scheggiato, il pezzo si è spezzato verso l’alto e abbiamo trovato frammenti conficcati nel cartongesso a tre metri di distanza. Nessuno è morto. È stata fortuna, non progettazione.
Quindi quando dico “progetta a ritroso partendo dalla forza”, intendo questo: calcoli non solo quanta forza ti serve per piegare l’acciaio, ma quanta energia immagazzinata la tua struttura deve contenere se qualcosa nell’insieme cede.
Perché qualcosa prima o poi cederà.
Pensi che acciaio temprato significhi indistruttibile.
Significa fragile.
Gli utensili sono temprati affinché resistano all’usura e mantengano la forma sotto carico. Ma la durezza sacrifica la duttilità — la capacità di allungarsi prima di rompersi. Quando eccedi la capacità di una matrice, soprattutto con un’apertura a V troppo stretta o un punzone disallineato, lo stress si concentra sulle spalle di quella V. Non in modo uniforme. Localmente.
E i materiali fragili non cedono con grazia. Si fratturano.
Non c’è piegatura lenta. Nessun cedimento di avviso. Una microfrattura diventa una frattura in espansione, e la matrice si spezza con l’energia elastica ancora nel sistema. Quell’energia era nel telaio, nel martinetto, nella pila di utensili compressa. Quando la matrice si frattura, il vincolo scompare in pochi millisecondi.
Il sistema si scarica violentemente.
I frammenti seguono la direzione di minor resistenza — spesso lateralmente lungo la linea della matrice, a volte verso l’alto lungo la faccia del punzone. Se il pezzo è ancora parzialmente impegnato, può diventare una leva che reindirizza quel rilascio.
Ecco la parte che i principianti si perdono: il cedimento della matrice non riguarda solo il tonnellaggio totale. Se superi la larghezza corretta della matrice a V — quella regola “otto volte lo spessore del materiale” di cui continui a sentire parlare — provochi un picco di stress localizzato anche se teoricamente il telaio potrebbe sopportare più carico. Non hai sovraccaricato la macchina. Hai sovraccaricato la geometria di contatto.
La geometria dell’utensile può cedere prima che il telaio protesti.
Ascoltami bene: prima di ogni sessione, ispeziona le tue matrici per scheggiature, microfratture o bordi deformati. Una matrice compromessa sotto carico non è “forse ok.” È scheggia pre-caricata.
Controllo da idiota: stai selezionando la larghezza della matrice in base allo spessore del materiale e al metodo — o stai aumentando la pressione finché la piega “sembra giusta” e dando la colpa all’acciaio?
Ora parliamo del foglio stesso.
Quando pieghi a vuoto acciaio dolce, le fibre esterne si allungano, quelle interne si comprimono e si forma una cerniera plastica sulla linea di piega. Quando rilasci la pressione, lo sforzo elastico si recupera e il pezzo si apre di qualche grado. Prevedibile. Gestibile.
Finché non lo è più.
Se pieghi materiale ad alta resistenza o fragile con un raggio interno stretto, riduci la quantità di deformazione plastica e aumenti la quota elastica dell’energia di deformazione. Ciò significa più energia immagazzinata nella lamiera stessa. Se si innesca una crepa sulla superficie esterna in tensione durante la piegatura, quella crepa può aprirsi su tutta la larghezza.
Il foglio smette di comportarsi come una cerniera.
Si comporta come una molla spezzata.
Immagina una lunga striscia che poggia sulla matrice a V. Il punzone la spinge verso il basso. Le estremità sono senza supporto oltre le spalle della matrice. Se avviene una frattura al carico massimo, il foglio può ruotare intorno ai bordi della matrice e frustare verso l’alto. La direzione non è casuale — segue la curvatura accumulata e la geometria del supporto. Verso l’operatore è comune perché quello è il lato aperto della macchina.
Ma il tuo telaio di solito ha una campata non supportata più lunga del pezzo e una sezione trasversale peggiore per resistere alla piegatura.
Quindi, se il telaio flette in modo significativo, aggiunge energia al sistema immagazzinata. Quando il foglio si rilascia, anche il telaio rimbalza. Due molle che si scaricano contemporaneamente.
Ecco come il contraccolpo si amplifica.
Questo è il motivo per cui idraulico non significa sicuro. Le presse meccaniche immagazzinano energia nei volani; le idrauliche la immagazzinano nel fluido compresso e nell’acciaio teso. Mezzo diverso. Stessa fisica.
Se ti pieghi sopra la linea della matrice quando qualcosa si frattura, stai di fronte alla porta di uscita.
Controllo da idiota: quando posizioni un pezzo lungo, ti metti di lato rispetto alla linea della matrice — o ti centri come se stessi mirando con un fucile?
Rendiamolo pratico.
Disegna un semicerchio centrato sulla linea della matrice con un raggio pari alla lunghezza non supportata più lunga del tuo pezzo. Quell’arco è la tua zona di sicurezza. Se una striscia di 30 pollici sta attraversando la matrice, supponi che possa spazzare 30 pollici nel caso peggiore di scatto improvviso. Aggiungi un margine per la tua stessa stupidità.
Stai fuori da quell’arco.
Ora i tre controlli prima di azionare il martinetto.
Primo: continuità del percorso di carico. Il martinetto deve poggiare perpendicolarmente contro acciaio solido che trasferisca il carico direttamente nei montanti verticali, non attraverso filettature in flessione o linguette a taglio. Se la base del pistone può inclinarsi, stai introducendo un carico eccentrico — una forza decentrata — che moltiplica la tensione in una colonna e la riduce nell'altra. La tensione disuniforme è il modo in cui le matrici si scheggiano e i telai si deformano.
Secondo: verifica dell’elasticità del telaio. Guarda il tuo elemento orizzontale più lungo. Quello è il tuo traverso superiore o la tua trave trasversale. Se riesci a vedere la luce sotto un righello quando è scarico, hai già costruito una curvatura. Sotto carico, quella curvatura immagazzina energia extra. Aggiungi rinforzi agli incastri delle colonne. Aumenta la profondità della sezione piuttosto che lo spessore quando possibile; la rigidità alla flessione cresce notevolmente con l’altezza della sezione. Stai combattendo la deflessione, non solo lo snervamento.
Terzo: condizione e allineamento degli utensili. Punzone centrato nella matrice. Nessun detrito nella V. Nessun danno visibile ai bordi. La regola dell’8 rispettata, a meno che tu non abbia fatto i calcoli e sappia perché la stai infrangendo.
Ascoltami bene: non dare mai per scontato che “ha funzionato ieri” significhi che è sicuro oggi. L’acciaio si affatica. Le saldature si incrinano. I bulloni si allentano. L’energia accumulata non si cura del tuo ottimismo.
Un piegatore fai-da-te affidabile non riguarda la ricerca della massima capacità di piega. Riguarda la definizione di un limite che rifiuti di superare — basato sulla geometria degli utensili, sulla rigidità del telaio e sulla tua volontà di restare fuori da quel semicerchio.
Perché una volta capita la zona delle schegge, la prossima domanda non è “Quanto può piegare?”
È “Dove traccio la linea prima che questa cosa versi sangue?”
Ti serve un numero preciso. Non un’impressione. Non “ha funzionato l’ultima volta”. Un limite superiore.
Ecco la regola che uso nella mia officina quando adattiamo un telaio da pressa per uso come piegatrice: se il tuo calcolo di piega dice che servono 10 tonnellate per piede, progetta il telaio per sopportarne 13 e usalo a 9. Questa è la regola 90% in acciaio semplice — non pianificare mai di usare più del 90% della tua capacità strutturale calcolata in sicurezza, e non dimensionare mai la struttura a meno del 120–130% del carico di piegatura previsto.
Perché questo margine?
Perché la tua matematica di piegatura presume spessore del materiale perfetto, geometria della matrice perfetta, allineamento perfetto. L’acciaio reale varia. Lo spessore può variare di un decimo di millimetro e modificare il ritorno elastico abbastanza da farti “dare una pompa in più” istintivamente. Quel poco in più è come i telai passano dalla deflessione elastica all’energia accumulata che non avevi considerato.
I professionisti sovradimensionano le loro macchine del 20–30% per questo motivo. E quelle sono bestie saldate, distensionate, allineate CNC, con pistoni protetti e tabelle di tonnellaggio calibrate. Il telaio del tuo garage, costruito con acciaio laminato a caldo e speranza, non può lavorare al limite.
Se mai ti servisse davvero il 100% della potenza nominale del tuo martinetto per effettuare una piega, il tuo telaio è già a una saldatura difettosa dal diventare scheggia di garage.
Quindi, come si imposta il limite massimo rigido?
Il cric è una pompa. Il telaio è la gabbia che contiene la molla compressa. La gabbia definisce il limite.
Ora parliamo di cosa significa davvero in termini di lamiera che non dovresti mai toccare.
Lo spessore è il moltiplicatore silenzioso. La forza di piegatura aumenta grossomodo con il quadrato dello spessore. Raddoppia lo spessore e ti avvicini a quattro volte la forza.
Ecco come alcuni passano dal piegare felicemente acciaio dolce da 1/8 di pollice al rompere i cordoni di saldatura con 1/4 di pollice e dire che il cric “andava bene”.”
Il cric sembra sempre andare bene. È idraulico. Non si lamenta quando il tuo telaio cede un po'.
Ecco il metodo pratico.
Prendi il materiale più spesso che hai piegato con successo senza una visibile deflessione del telaio — e intendo misurata con un comparatore o almeno con uno spessimetro a metà campata, non a occhio. Consideralo la tua base provata. Ora riduci di un calibro maggiore sulla carta e calcola la nuova tonnellata richiesta. Se quel nuovo valore porta il tuo telaio oltre il 90% della sua capacità strutturale, quello spessore diventa il tuo limite massimo rigido.
Non “provalo una volta”. Non “solo piega corta”. Limite.
Le pieghe corte sono particolarmente ingannevoli. Un eccesso di carico su una sezione da 4 pollici concentra la forza sotto il punzone e può deformare permanentemente la faccia del punzone o incurvare localmente la trave trasversale. Danno progressivo. Oggi è un millesimo. Il mese prossimo è disallineamento. Ho ripulito una pressapieghe che ha ceduto, e non è esplosa all'improvviso — si è degradata fino a che un brutto giorno ha concluso il lavoro.
Ascoltami bene: non testare mai un nuovo spessore massimo con la faccia sopra la linea di stampo e il corpo centrato davanti al pezzo. I carichi testati per la prima volta sono quelli in cui le ipotesi sbagliate vengono corrette violentemente.
Controllo da idiota: stai definendo il tuo spessore massimo dal comportamento misurato del telaio — o da quanto ancora si muove la maniglia del cric?
Ma cosa succede se il pezzo che vuoi è appena sopra quel limite?
È qui che i fabbricatori esperti si distinguono dai ragazzi che raccolgono rottami da garage.
Se la piega richiesta ti porta oltre 90%, non “forzi”. Cambi il pezzo.
Puoi aumentare il raggio interno? Un punzone a V più grande riduce drasticamente il tonnellaggio richiesto. Puoi dividere il progetto in due pezzi più sottili e saldarli? Aggiungere una flangia invece di piegare un canale profondo da lamiera spessa? Cambiare la qualità del materiale con qualcosa di più formabile?
Ognuna di queste opzioni riduce l’energia immagazzinata nel sistema. Questo è il vero parametro. Non l’orgoglio.
Ricorda cosa abbiamo detto prima: se il telaio flette, quell’energia va prima da un’altra parte: nel piegare la struttura come un arco. E quando rilasci la pressione, quell’arco vuole raddrizzarsi. Ma il telaio di solito ha una campata libera più lunga rispetto al pezzo e una sezione peggiore per resistere alla piega. Quindi immagazzina più energia di quanto pensi.
Ridisegnare il pezzo non è debolezza. È scegliere dove vive lo stress.
Se l’unico modo per fare la piega è portare il martinetto a fine corsa e spingere l’ultimo mezzo grado, non stai più formando metallo. Stai scommettendo le tue saldature contro la fisica.
Controllo da idiota: stai cercando di dimostrare che la tua macchina può farlo — o che il tuo progetto ha senso?
E a volte la risposta onesta è nessuna delle due. A volte la mossa intelligente è non farlo affatto.
Mettiamo l’ego da parte per un momento.
Se il lavoro richiede una tolleranza d’angolo costante più stretta di un grado su più pezzi, il tuo freno manuale è già fuori dalla sua zona di comfort. Le macchine industriali raggiungono medie di mezzo grado perché controllano la profondità di penetrazione con precisione e compensano la variazione del materiale. Tu stai pompando un martinetto e leggendo il ritorno elastico a occhio.
Ora aggiungi il rischio sopra a quello.
Se il carico di piega calcolato — con margine di variabilità — supera ciò che il tuo telaio può sopportare a 90%, e il ridisegno compromette la funzione del pezzo, la matematica cambia. Il costo di un telaio rotto, di un punzone scheggiato o di un viaggio al pronto soccorso supera abbondantemente la tariffa d’officina per qualche piega.
Questo non riguarda la capacità. Riguarda il contenimento.
Una pressa piegatrice è una gabbia che contiene una molla compressa e arrabbiata. Il tuo compito come costruttore non è vedere quanto arrabbiata puoi renderla. È decidere quanta rabbia la tua gabbia può contenere in sicurezza — e fermarti lì.
Ascoltami attentamente: nessuna pressa piegatrice fatta in casa rispetta gli standard di protezione industriali. Non hai barriere fotoelettriche. Non hai comandi a due mani con anti-bloccaggio. Ciò significa che il tuo margine di sicurezza deve essere strutturale e comportamentale, non elettronico.
Ecco la prospettiva che voglio che tu mantenga.
La capacità non è la portata del martinetto. La capacità è il carico più alto al quale il tuo telaio rimane noioso.
Nessun nuovo rumore. Nessuna crescita visibile della deformazione. Nessun “andrà probabilmente bene”.”
Quando la tua macchina lavora noiosamente a 90%, sei dentro la gabbia. Quando insegui 100%, stai alimentando la molla e sperando che le barre resistano.
Controllo da idiota: stai costruendo una macchina che sopravvive alla tua ambizione — o una che dipende dal tuo autocontrollo a ogni singola trazione?


















