

Sie spannen das Blech ein, machen die zweite Biegung und dann – Problem. Die dritte Seite stößt direkt gegen den oberen Balken, verdreht das Werkstück und verwandelt Ihren perfekten Kasten in verschwendetes Metall. Jeder Blechbearbeitungsprofi – oder frustrierte Hobbyist – ist schon einmal an diese Grenze gestoßen: die Standard‑Abkantpresse, die einfach kein Gehäuse auf allen vier Seiten schließen kann. Die Lösung kommt von einer täuschend einfachen Designänderung: das Biegeblatt wird in einzeln herausnehmbare Segmente unterteilt. Diese Innovation macht die knifflige dritte Biegung unkompliziert und erklärt, warum eine Maschine unter drei verschiedenen Namen bekannt ist: Fingerabkantpresse, Kasten‑ und Wannenabkantpresse und Segmentabkantpresse.
Was diese Familie von Abkantpressen wirklich definiert, ist nicht die Rahmengröße oder die Blechstärke – es ist die einzigartige Geometrie, die sie ermöglichen. Bei einer einfachen geraden Abkantpresse blockiert der durchgehende obere Spannbalken jede bereits nach oben gebogene Lasche und verursacht bei weiteren Biegungen eine Kollision. Die Segmentabkantpresse löst das Problem, indem sie den Teil der Spannleiste entfernt, der mit dem Werkstück kollidieren würde. Jeder abnehmbare “Finger” lässt hinter einer bestehenden Lasche eine offene Lücke, sodass das Werkstück frei schwingen kann, während die neue Biegung ausgeführt wird – sei es 90 Grad oder enger.
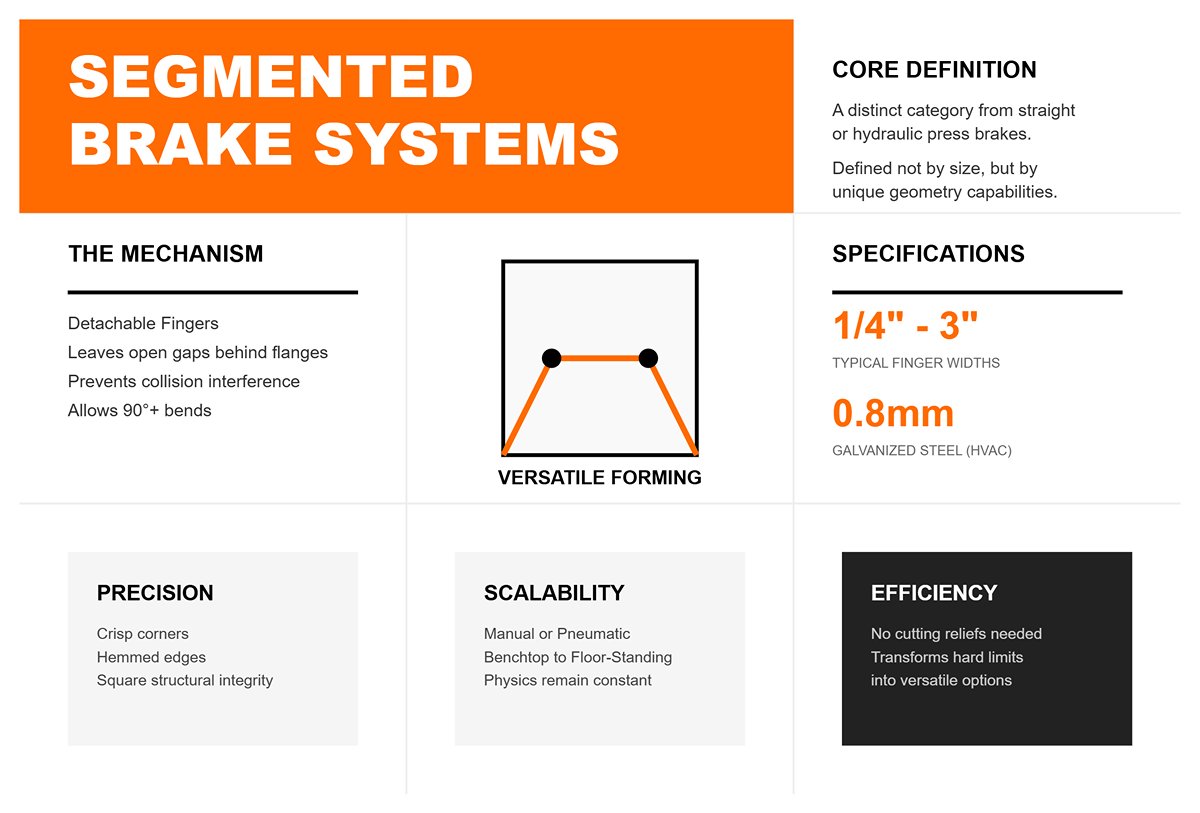
Dieser clevere Ansatz verwandelt eine harte mechanische Grenze in eine vielseitige Formoption. In HLK‑Werkstätten entstehen damit vierseitige Lüftungskanäle aus 0,8 mm verzinktem Stahl ohne Entlastungsschnitte. In Fertigungsstudios entstehen präzise Aluminiumkästen mit umgelegten Kanten und scharfen Ecken. Die Bediener wählen einfach Fingerbreiten – typischerweise von ¼ Zoll bis 3 Zoll – passend zu den Flanschmaßen. Nach den ersten beiden Biegungen entfernen oder versetzen sie Finger für die verbleibenden Faltungen, sodass das Teil das Werkzeug frei passiert, rechtwinklig bleibt und keine gequetschten Ecken oder verzogenen Nähte entstehen.
Dasselbe Prinzip funktioniert in jedem Maßstab, von kompakten Tischgeräten bis zu freistehenden Abkantpressen mit über 1,20 m Länge. Ob manuell oder mit pneumatischer Unterstützung betrieben – die Physik bleibt gleich: der segmentierte Spannbalken macht den Unterschied. Hat man dieses Merkmal einmal verstanden, wird klar, warum diese Maschinen in eine eigene Kategorie gehören, getrennt von geraden oder hydraulischen Abkantpressen.
Die Verwirrung rührt hauptsächlich daher, wie diese Maschinen vermarktet werden. Jeder Begriff hebt einen anderen Vorteil desselben zugrunde liegenden Designs hervor. “Fingerabkantpresse” betont Präzision und Vielseitigkeit – die Reihe kurzer Stahlsegmente, die wie Schachfiguren umgestellt werden können, um individuelle Biegeprofile zu formen. “Kasten‑ und Wannenabkantpresse” richtet den Blick auf das Endprodukt – die Fähigkeit, Kästen, Wannen und Schalen mit vollständig geschlossenen Seiten herzustellen. “Segmentabkantpresse” verweist auf die Technik selbst: einen oberen Spannbalken, der in Abschnitte unterteilt ist, um Kollisionen mit bestehenden Biegungen zu vermeiden.
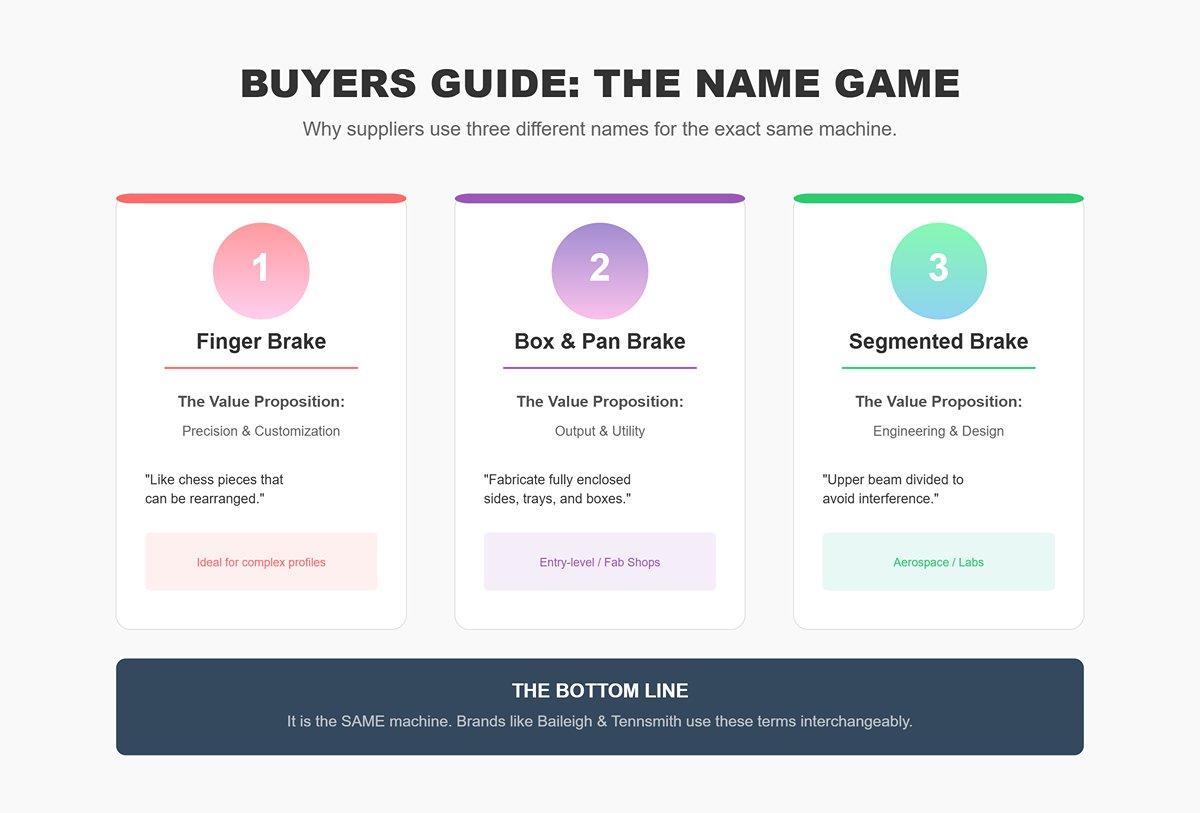
Da jeder Name unterschiedliche Käufer anspricht, werden sie in Katalogen, auf Websites und in Werbematerialien oft austauschbar verwendet. Eine kleine Fertigungswerkstatt kauft vielleicht ein Einstiegsmodell mit der Bezeichnung “Kasten‑ und Wannenabkantpresse”, während ein Luft‑ und Raumfahrtlabor dasselbe Gestell als “Segment‑Handabkantpresse” bestellt. Selbst große Hersteller verwischen die Terminologie – Baileigh, Tennsmith und GMC vermarkten nahezu identische Maschinen unter allen drei Namen. Online‑Diskussionen verstärken die Verwirrung zusätzlich; Forenbeiträge ordnen sie häufig hydraulischen Abkantpressen zu, was Hobbyisten dazu verleitet, zu viel Geld für CNC‑gesteuerte Geräte auszugeben, die für dicke Platten statt für dünnes Blech ausgelegt sind.
Trotz des Namenschaos ist das mechanische Design bemerkenswert konsistent. Jedes Modell verfügt über eine Spannwange, eine verstellbare Biegewange und eine Reihe abnehmbarer Finger, die mit Rändelschrauben oder Bolzen befestigt sind. Alles andere – Farbgebung, Markenlogo, Fußpedal oder pneumatische Unterstützung – ist lediglich eine Variation einer etablierten strukturellen Geometrie.
Wenn Sie in einer Werkstatt stehen und sich fragen, welche Art von Abkantpresse Sie vor sich haben, sehen Sie sich einfach den Balken an. Sehen Sie eine Reihe rechteckiger Stahlblöcke, die einzeln abgehoben oder abgeschraubt werden können? Das ist die Antwort. Wenn die Spannbacke ein einziger durchgehender Balken ist, handelt es sich um eine gerade Abkantpresse. Das segmentierte – oder Finger‑Design – weist immer diese kurzen Spannbalken auf, oft “Zähne” genannt, die versetzt oder entfernt werden können, um bereits gebogene Flansche am Werkstück freizuhalten.

Diese schnelle Sichtprüfung kann viel Zeit und Geld sparen. Manche hydraulischen Abkantpressen behaupten zwar, “Finger” zu haben, doch in Wirklichkeit handelt es sich um schwere Werkzeugabschnitte für Anwendungen mit hoher Tonnage, die nicht für schnelle Anpassungen gedacht sind. Eine echte Kasten‑ und Wannenabkantpresse ermöglicht Fingerwechsel in Sekunden – ganz ohne Schraubenschlüssel. Diese Effizienz definiert den manuellen Stil – schneller Aufbau, geringer Kraftaufwand und die feine Kontrolle, die beim Arbeiten mit dünnem Blech erforderlich ist.
Das Erkennen dieses Unterschieds schützt auch Ihre Ausrüstung. Manuelle Kasten‑ und Wannenabkantpressen sind für leichte Arbeiten gebaut – typischerweise bis maximal 16‑Gauge Baustahl oder etwa 2 mm Aluminium. Das Biegen dickerer Materialien kann die Spannwange verdrehen oder Scharnierstifte brechen. Eine Werkstatt hat Berichten zufolge eine $2,000‑Bankpresse ruiniert, indem sie 14‑Gauge‑Material biegen wollte, das für eine hydraulische Presse gedacht war. Die Lösung ist nicht mehr Kraft – sondern die richtige Maschine für die Materialstärke.
Genauigkeit hängt von der Vorbereitung ab. Die Abstimmung der Fingerbreiten auf den Flanschabstand – bis auf etwa ein Sechzehntel Zoll – verhindert Verformungen und unschöne Lücken. Viele Bediener, die sich darüber beschweren, dass ihre Abkantpresse “nicht im Winkel bleibt”, haben in Wirklichkeit lose Rändelschrauben, die es den Fingern erlauben, sich während des Biegens zu verschieben, wodurch Ecken um mehrere Grad aus dem Winkel geraten. Ziehen Sie sie vor jedem Gebrauch fest, und die Maschine liefert scharfe, rechtwinklige Kästen mit wiederholbaren Toleranzen von 1/8 Zoll.
Letztlich zählt nicht das Etikett – sondern das Ergebnis. Ob Sie sie Fingerabkantpresse, Kasten‑ und Wannenabkantpresse oder Segmentabkantpresse nennen – jeder Begriff weist auf dieselbe geniale Lösung für ein jahrhundertealtes Fertigungsrätsel hin: einen präzisen, rechtwinkligen Kasten zu formen, ohne die Geometrie zu verletzen – oder Ihr Blech zu ruinieren.
Wenn die meisten Metallbearbeiter von einer “Fingerabkantpresse” sprechen, meinen sie in der Regel die traditionelle manuelle Biegewange – das klassische Kasten‑ und Wannen‑Design mit abnehmbaren Stahlfingern, die am oberen Balken befestigt sind. Diese Finger schaffen Freiraum für Flansche, Seiten und Ecken und verleihen der Maschine ihre charakteristische Flexibilität, mehrere Kanten ohne Behinderung zu biegen. Mechanisch ist es einfach: Der Bediener hebt eine angeschlagene Wange an, wodurch sich das Blech entlang der Verbindung zwischen Wange und Spannleiste dreht.
Die manuelle Schwenkbiegemaschine besticht durch ihre Einfachheit. Sie ist kompakt, benötigt weder Strom noch Hydraulik und verarbeitet dünnes Material – typischerweise bis zu 16‑Gauge Stahl (etwa 1,5 mm) – mit zuverlässiger Genauigkeit in geübten Händen. Ihre austauschbaren Finger, oft in Breiten von 1″, 2″, 3″ und 4″ geliefert, werden mit Schrauben oder Rändelschrauben befestigt und können schnell umgestellt werden, um den jeweiligen Arbeitsanforderungen zu entsprechen.
Häufige Anwendungen sind die Herstellung von HVAC‑Luftkanälen, Elektroschränken und Prototyp‑Chassis – Aufgaben, die präzise, flache Biegungen erfordern, statt tiefgeformter Formen. Allerdings hängen Genauigkeit und Wiederholbarkeit vollständig von der Fertigkeit und Konstanz des Bedieners ab; Biegewinkel oder Flanschhöhen können sich durch Ermüdung oder leichte Fehljustierung subtil verändern. Deshalb sind manuelle Kastenschwenkbiegemaschinen in kleinen, handwerksorientierten Werkstätten überlegen und weniger für hochvolumige, automatisierte Fertigungslinien geeignet. Sie sind Werkzeuge für Handwerker, die Präzision aus Geduld statt aus roher Kraft bevorzugen.
Aus der Ferne kann eine Abkantpresse mit segmentiertem Werkzeug ihrer manuellen Variante ähneln – eine Reihe abnehmbarer Abschnitte erstreckt sich über die gesamte Arbeitslänge. Die Ähnlichkeit endet jedoch, sobald das Biegen beginnt. Statt auf menschliche Kraft zu setzen, treiben hydraulische oder mechanische Zylinder den Stößel nach unten und liefern präzise kontrollierte Kraft. Das Werkzeug – ob Gänsehalsstempel oder segmentierte Matrizen – erfüllt denselben Freiraumzweck wie manuelle Finger, arbeitet jedoch in einer weitaus leistungsstärkeren und präziseren Dimension.
Während eine manuelle Fingerbiegemaschine bei etwa 16‑Gauge Stahl an ihre Grenzen stößt, kann eine hydraulische Fingerabkantpresse Material bis zu 5/8″ Dicke bei geringerer Breite verarbeiten. Dieser Kapazitätssprung eröffnet Möglichkeiten wie schwere Strukturbauteile, übergroße Paneele mit komplexen Versätzen und die Herstellung gleichbleibender Formen über Hunderte von Zyklen. Moderne CNC‑gesteuerte Pressen verfolgen die Position des Stößels bis auf den tausendstel Zoll genau und passen automatisch Federung und Werkzeugverschleiß an, um gleichmäßige Ergebnisse zu sichern.
Ein Großteil der Verwirrung in der Terminologie rührt von dieser Überschneidung her. Im Marketing werden diese Maschinen oft als “Fingerabkantpressen” bezeichnet, was suggeriert, sie seien gleichwertig mit manuellen Kastenschwenkbiegemaschinen. In Wirklichkeit unterscheiden sie sich jedoch vollständig in Leistungsfähigkeit, Kraft und Preisklasse. Eine kleine, drei Fuß breite manuelle Fingerbiegemaschine kann unter tausend Dollar kosten, während selbst eine Einstiegs‑CNC‑Fingerabkantpresse in den Zehntausenden liegt. Die Energiequelle, die Präzision der Steuerung und die Bandbreite des verarbeitbaren Materials definieren sie als völlig unterschiedliche Kategorien.
Der entscheidende Unterschied liegt nicht in der Anwesenheit von “Fingern”, sondern darin, was diese Finger für Ihre Arbeit leisten müssen. Beginnen Sie mit der Bewertung Materialstärke und Produktionsvolumen. Wenn der Großteil Ihrer Projekte Materialien zwischen 24‑ und 16‑Gauge in Sondergrößen umfasst, bietet eine manuelle Kastenschwenkbiegemaschine unvergleichliche Anpassungsfähigkeit zu einer moderaten Investition. Für Einzelanfertigungen von Gehäusen oder Luftkanälen sind die wenigen Minuten zum Umstellen der Finger, Feinjustieren der Abstände und Anpassen des Schwenkwinkels vernachlässigbar im Vergleich zu den Vorteilen einer flexiblen, kostengünstigen Formgebung.
Wenn Ihre Arbeit Stahl mit einer Dicke von 1/4 Zoll oder mehr umfasst, Teile mit gleichbleibenden Biegewinkeln oder Präzisionskomponenten, die nahtlos gestapelt oder verschweißt werden müssen, ist eine hydraulische Abkantpresse mit segmentiertem Werkzeug unerlässlich. Ihre verstärkte Tonnage liefert den ganzen Tag über scharfe, identische Biegungen, ohne den Bediener zu ermüden. Zudem unterstützt sie digitale Steuerungen, Hinteranschläge und Offline‑Programmierung – und verwandelt das Biegen von einer handwerklichen Tätigkeit in einen schlanken Produktionsprozess.
Ein entscheidender Faktor, den es zu berücksichtigen gilt, ist Freiraum für Störkonturen. Sowohl manuelle Biegemaschinen mit abnehmbaren Fingern als auch Abkantpressen mit segmentierten Stempeln können eine “vierte Seite” biegen, die sonst mit festem Werkzeug kollidieren würde. Bei einer manuellen Biegemaschine entfernt man die Finger in Bereichen, in denen die Wände einer Box sonst auf die Klemmung stoßen würden. Bei einer Abkantpresse sorgen segmentierte Gänsehalsstempel oder kürzere Matrizenabschnitte für denselben Effekt und schaffen Freiraum für vorgebogene Flansche. Die Grundidee ist identisch, doch Maßstab, Präzision und Leistungsanforderungen unterscheiden sich erheblich.
Die Wahl zwischen diesen Maschinen hängt weniger von Markennamen oder Werbeaussagen ab, sondern vielmehr davon, ihre Stärke, Präzision und Betriebskosten mit Ihren Produktionsanforderungen in Einklang zu bringen. Viele Werkstätten beginnen mit einer manuellen Kastenschwenkbiegemaschine für Prototypen und wechseln später zu einer segmentierten Abkantpresse, sobald dickwandige Materialien und Serienfertigung Priorität haben. In diesem Licht betrachtet, sind sie keine Konkurrenten, sondern aufeinanderfolgende Entwicklungsstufen zur Erweiterung der Metallbearbeitungsfähigkeiten einer Werkstatt.
Die eigentliche Falle liegt darin, “Fingerbiegemaschine” als Sammelbegriff zu verwenden. Das Verständnis des Unterschieds zwischen einer manuellen Schwenkbiegemaschine und einer Abkantpresse mit segmentiertem Werkzeug kann kostspielige Fehlentscheidungen verhindern und sicherstellen, dass die Leistungserwartungen der Realität entsprechen. Sobald Sie den Unterschied zwischen mühelosen Handbiegungen in 16‑Gauge‑Blech und der kontrollierten Kraft hydraulischer Biegungen in 5/8‑Zoll‑Platten verstehen, wird die Terminologie klar. Es geht hier nicht nur um Namen – sondern um Hebelwirkung, angewandte Tonnage und den vorgesehenen Zweck.
| Funktion | Manuelle Schwenkbiegemaschine (Kasten- und Paneelbiegemaschine) | Hydraulische Abkantpresse (segmentiertes Werkzeug) |
|---|---|---|
| Energiequelle | Manuell (menschliche Kraft) | Hydraulische oder mechanische Zylinder |
| Flexibilität | Abnehmbare Stahlfinger ermöglichen Freiraum für Flansche, Seiten und Ecken | Segmentierte Stempel/Matrizen bieten Freiraum für komplexe Formen |
| Typische Materialkapazität | Bis zu 16‑Gauge Stahl (~1,5 mm) | Bis zu 5/8″ Dicke bei schmaleren Breiten |
| Präzision & Kontrolle | Abhängig von der Fertigkeit des Bedieners; Biegewinkel können variieren | CNC-Steuerungen ermöglichen Präzision bis auf Tausendstel Zoll; kompensieren Rückfederung/Verschleiß der Werkzeuge |
| Größe & Mobilität | Kompakt, kein Strom erforderlich | Größerer Platzbedarf, benötigt Stromquelle |
| Übliche Fingergrößen | 1″, 2″, 3″, 4″ | Segmente variieren je nach Werkzeugdesign |
| Typische Anwendungen | HLK-Kanäle, Elektroschränke, Prototyp-Chassis | Schwere Strukturkomponenten, große Platten mit Versätzen, Serienproduktion |
| Rüstzeit | Schnelles manuelles Umstellen der Finger | CNC-Einrichtung und Programmierung für gleichbleibende Produktion |
| Wiederholbarkeit | Abhängig vom Bediener; Ermüdung kann die Genauigkeit beeinträchtigen | Hohe Wiederholbarkeit über Hunderte von Zyklen |
| Preisspanne | Unter $1.000 für kleine Modelle | Zehntausende für CNC-Einstiegsgeräte |
| Am besten geeignet für | Kleinserien, maßgeschneiderte und handwerksorientierte Arbeiten | Dicke Materialien, gleichmäßige Biegungen und Produktionseffizienz |
| Freiraum für Biegungen auf der vierten Seite | Finger in Kollisionsbereichen entfernen | Segmentierte Schwanenhals-Stempel oder kürzere Matrizenabschnitte verwenden |
| Häufige Rolle in der Werkstatt | Prototypenbau und Einzelprojekte | Produktion und Fertigung von dickem Material |
| Wichtige Entscheidungsfaktoren | Materialstärke, Produktionsvolumen, Budget | Bedarf an gleichbleibender Präzision, Verarbeitung dicker Materialien, Automatisierungspotenzial |
Traditionelle Schwenkbiegemaschinen mit durchgehender Oberwange sind für flache Werkstücke und gerade Biegungen optimiert, bei denen nichts die massive Spannwange behindert. Probleme treten auf, sobald zwei senkrechte Flansche geformt wurden. Diese nach oben gerichteten Flansche ragen in den Weg der absenkenden Spannwange und verursachen direkte Kollisionen. Die Konstruktion der Wange berücksichtigt solche Vorsprünge nicht – bei der dritten Biegung kann sie den Flansch gegen das Biegeblatt einklemmen, den Eckradius verformen oder sogar das Material vollständig zerquetschen.
Diese Kollision geht über ein einfaches Freiraumproblem hinaus – es handelt sich um eine komplexe geometrische Herausforderung. Jeder Flansch bringt sowohl Breite als auch Höhe mit, verändert den Biegeraum und bestimmt, wie das Werkstück unter die Spannwange passt. Bei der dritten Biegung verhindern diese Ecküberschneidungen ein tiefes Einlegen lange bevor das Werkstück vollständig sitzt. Kleine Ausgleichsmaßnahmen, wie das leichte Überbiegen der ersten beiden Flansche, um sie wegzuneigen, helfen selten; die Spannwange auf der dritten Seite verzieht den Kasten meist in eine nicht rechtwinklige Form, da die Ecken keine gleichmäßige Unterstützung haben. In der Praxis verlieren neun von zehn Versuchen mit einer Standardbiegemaschine an dieser Stelle die Rechtwinkligkeit, es sei denn, der Bediener setzt Spezialwerkzeuge ein.
Segmentierte Finger beseitigen diese Kollision, indem sie gezielt Hohlräume in der Spannwange schaffen. Anstatt eine durchgehende, massive Fläche zu verwenden, besteht die Wange aus einer Reihe abnehmbarer, gehärteter Stahlsegmente – jeweils präzise gefertigt, typischerweise zwischen 1 und 4 Zoll breit. Durch das Entfernen ausgewählter Segmente schafft der Bediener Bereiche mit “Negativraum”, in denen vorgeformte Flansche frei hindurchpassen können. Beim Spannen liegen diese Flansche sauber zwischen den festen Fingern, sodass das Biegeblatt nur die unverformten Bereiche des Blechs bearbeitet.
Diese Konfiguration bietet weit mehr als einfachen Freiraum. Richtig angeordnet werden die Lücken zu selbstjustierenden Führungen. Wenn der Flansch in eine Öffnung gleitet, richtet er das Werkstück automatisch parallel zur Biegeachse aus – und verhindert so das Verdrehen der Ecken, das oft bei der Kastenfertigung auftritt. Die Positionierung der Finger wird somit zu einem wesentlichen Teil des Setups: Einen Finger direkt an die zu biegende Kante setzen, genau eine Materialstärke Abstand zwischen ihm und dem Biegeblatt lassen und den Rest der Wange mit Fingern in passenden Größen füllen. Das Ergebnis sind wiederholbare Biegegeometrien und gleichmäßige Ausrichtung von Teil zu Teil. Erfahrene Fertiger weisen zudem darauf hin, dass das Begrenzen ungenutzter Lücken auf weniger als zwei Fingerbreiten bei dünnem Material hilft, gleichmäßigen Spannungsdruck zu halten und die Durchbiegung der Wange zu minimieren.
Die Fähigkeit der Fingerbiegemaschine, Flanschkollisionen zu vermeiden, revolutioniert den Werkstattalltag. In der HVAC-Fertigung beispielsweise haben Blechwannen und Abdeckungen oft 3 bis 4 Zoll hohe Seitenwände, meist umgebördelt, um scharfe Kanten zu entfernen. Der Freiraum durch die Finger ermöglicht es, diese Bördelungen gleich bei den ersten Biegungen zu formen und sicherzustellen, dass alle vier Seiten sauber fertiggestellt werden, ohne die Flansche zu beschädigen. Das Ergebnis ist eine deutliche Verkürzung der Prototypenzeit im Vergleich zum Wechsel auf eine Standardbiegemaschine.
In der Herstellung von Großkücheneinrichtungen nutzen Wannen und Tabletts aus 22‑Gauge‑Aluminium die Bördel‑und‑Biege‑Technik voll aus, ohne ihre empfindlichen Oberflächen zu beschädigen. Die Anordnung der segmentierten Finger lässt die fertigen Bördelungen passgenau in die Spannlücken einfügen und erzeugt nahtlose, leckdichte Verbindungen direkt von der Maschine.
Bei der Produktion von Elektronikgehäusen sind oft schnelle Breitenanpassungen bei Kleinserien gefragt. Mit der “Tetris”-Methode – Auswahl von Fingerbreiten passend zu den Flanschpositionen – können Bediener Kästen in verschiedenen Größen herstellen, ohne neu zu programmieren oder Unterwerkzeuge zu wechseln. Industrielle Beispiele sind die Baileigh BB‑12016, ausgestattet mit einer Auswahl an Fingerbreiten, um großformatige Gehäuse aus 16‑Gauge‑Weichstahl zu bearbeiten, mit einer Biegeleistung bis zu 135°, um die Montage zu erleichtern.
Erfahrene Blechbearbeiter erkennen den Präzisionssprung. Ron Fourniers klassische Demonstration zeigt eindrucksvoll den Unterschied zwischen einer Standard‑48‑Zoll‑Biegemaschine und einer Fingerbiegemaschine bei dünnem Aluminium: Die Fingerbiegemaschine erzeugt in nur vier Biegungen einen perfekt rechtwinkligen, maßhaltigen Kasten, während die Standardmaschine die dritte Seite schon beim ersten Kontakt mit einem vorhandenen Flansch verzieht.
Werkstatt‑Realitätscheck: Fingerbiegemaschinen eignen sich am besten für leichte bis mittlere Materialien – bis etwa 2 mm bei Weichstahl. Über 16‑Gauge hinaus wird die manuelle Hebelwirkung unpraktisch, und hydraulische Pressen oder schwerere Werkzeuge sind erforderlich. Ebenso entscheidend ist die richtige Spanntechnik: Lose Finger können sich bei dünnen Blechen unter Druck verdrehen, daher müssen Exzenterklemmen und Sicherungsmuttern fest angezogen werden, um die Präzision zu halten.
Stellen Sie sich segmentierte Finger wie fehlende Teile in einem Puzzle vor. Bei einer Standardbiegemaschine ist das “Puzzle” vollständig – es gibt keine Lücken, sodass herausstehende Flansche keinen Platz finden. Eine Fingerbiegemaschine verändert das Spiel: Sie entfernen ausgewählte Teile, um maßgeschneiderte Lücken zu schaffen, die diese vorgeformten Flansche perfekt aufnehmen. Dieses gezielte Fehlen macht es möglich, komplexe, mehrdimensionale Teile ohne Kollision, Verformung oder unnötigen Aufwand zu formen. Der entscheidende Denkansatz ist: Statt zu fragen “Wie komme ich an diesem Hindernis vorbei?” fragen Sie “Wo sollte dieses Hindernis aufgenommen werden?” Mit diesem Ansatz passt sich die Maschine dem Werkstück an, statt das Werkstück zur Anpassung an die Maschine zu zwingen.
Die Kunst der Fingeranordnung ist der Punkt, an dem Theorie auf praktische Präzision trifft. Jeder gehärtete Stahlfinger, in abgestuften Breiten erhältlich, ist ein modulares Element zur Definition Ihrer Biegelinie. Die Aufgabe des Bedieners fühlt sich an wie das Lösen eines räumlichen Puzzles – schmale und breite Segmente so kombinieren, dass sie zur Flanschtiefe passen und gleichzeitig Freiraum für bereits gebogene Kanten lassen. Beispielsweise kann bei der Herstellung eines Kastens mit 5‑Zoll‑Seiten eine ideale Anordnung aus zwei 1‑Zoll‑Fingern und einem 3‑Zoll‑Finger pro Abschnitt bestehen, wodurch ein Abstand entsteht, der Verformungen verhindert, wenn die letzte Seite gebogen wird.
Hier zeigt sich der Kompromiss. Breitere Finger verteilen den Spannungsdruck gleichmäßiger – ein echter Vorteil bei dickeren oder hochfesten Metallen – aber sie begrenzen auch die minimale Flanschtiefe, die Sie erreichen können. Wenn Sie einen 3‑Zoll‑Finger einsetzen, muss der angrenzende Flansch mindestens so breit sein, sonst kommt es zu Kollisionen. Viele Hobbyanwender investieren fälschlicherweise stark in schmale Finger, in der Annahme, kleiner bedeute präziser. In Wirklichkeit rutscht die verringerte Kontaktfläche oft ab, wenn mit 14‑Gauge oder schwererem Material unter voller Biegekraft gearbeitet wird.
Erfahrene Werkstätten umgehen dieses Problem, indem sie die Finger vor Arbeitsbeginn nach Breite sortieren. Das Organisieren der Finger nach Größe – statt sie durcheinander in der Maschinenlade zu lassen – verwandelt ein kompliziertes Setup von einem zwanzigminütigen Versuch‑und‑Irrtum‑Prozess in eine gleichmäßige Fünf‑Minuten‑Routine. Diese kleine Anpassung zahlt sich bei Serienarbeit exponentiell aus. Wahre Arbeitseffizienz beginnt an der Werkbank und macht aus dem Setup einen sicheren, vorhersehbaren Kalibrierschritt statt einer reaktiven Problemlösung.
Viele Techniker glauben fälschlicherweise, dass die Zwischenräume zwischen den Bremsfingern harmlose Lücken sind. In Wahrheit beeinflussen diese Öffnungen direkt die strukturelle Stabilität der Biegemaschine während des Biegens. Jede Lücke verringert die verfügbare Spannfläche, und wenn die Öffnung mehr als die halbe Blechdicke beträgt, kann sich das Material hineinbiegen und beim Anlegen von Drehmoment verrutschen. Das Ergebnis sind ungleichmäßige Biegeradien oder sogar vollständiges Lösen – Fehler, die oft fälschlich als Reibungsprobleme statt als schlechtes Setup angesehen werden. Beispielsweise kann bei 16‑Gauge‑Stahl eine Lücke von nur 1/8 Zoll dazu führen, dass etwa ein Drittel der Paneele wegen Eckverdrehung oder Bördelverformung verworfen wird.
Selbst wenn Spalten beseitigt werden, können Aufbauten fehlschlagen, wenn die Fingerhöhen nicht perfekt gleich sind. Eine Abweichung von nur 0,01 Zoll zwischen Segmenten verursacht ungleichmäßigen Klemmdruck und verdreht Kanten um zwei bis drei Grad. In Präzisionsanwendungen – wie elektronische Gehäuse, HVAC‑Verkleidungen oder Architekturplatten – summieren sich diese Verzerrungen über Baugruppen hinweg. Die Lösung ist einfach: Nach dem Verriegeln der Finger mit einem Restblech unter statischem Druck etwa zehn Sekunden testen. Wenn Sie mehr als 1/32 Zoll Bewegung feststellen, unterlegen Sie die unteren Finger mit Distanzplatten oder ersetzen Sie unpassende Finger. Diese kleine, konsequente Kontrolle verwandelt einfaches Positionieren in eine dynamische Kalibrierung und sorgt für gleichmäßige Klemmkraft über die gesamte Linie.
Der wahre Grund, warum Ecken sich verziehen, ist nicht der Biegewinkel – sondern die ungleichmäßige Fingerhöhe durch falsche Spannstabeinstellung. Wenn der Klemmbalken kippt – eine Seite fest greift, während die andere locker bleibt – konzentriert sich der Druck lokal und zieht die Ecken nach innen. Diese Verzerrung bleibt oft unbemerkt bis zur Endmontage, wenn Kästen um ein oder zwei Grad nicht rechtwinklig werden. Viele erste Produktionsläufe werden verschrottet, bevor das zugrunde liegende Muster erkennbar wird.
Das Problem entsteht, wenn der Klemmdruck nach Augenmaß eingestellt wird, statt die tatsächliche Spalttiefe zu prüfen. Der richtige Ansatz ist, den Abstand auf das Doppelte der Materialdicke einzustellen, um den Biegeradius und die elastische Rückfederung zu berücksichtigen. Zu fest gespannte Stangen drücken die Finger ungleichmäßig zusammen und verstärken das Kippen des Balkens. Nach dem Einrichten legen Sie ein Richtlineal über die eingespannten Finger; ein gleichmäßiger Schatten darunter zeigt korrekte Ausrichtung an. Wenn Licht über mehr als die Hälfte der Spannweite hindurchscheint, stellen Sie die Spannstäbe von der Mitte nach außen neu ein, bis alles gleichmäßig ist. Präzisionswerkstätten, die diese Methode anwenden, reduzieren die Eckverzerrung routinemäßig auf unter ein halbes Grad.
Industrielle Produktionslinien versuchen manchmal, das Problem mit einem zweistufigen Vorbiegen zu kaschieren – zuerst auf etwa 135 Grad formen, dann beim endgültigen Schließen flach pressen. Dies kann den Effekt der „schwebenden Enden“ vorübergehend verdecken, überträgt die Verzerrung jedoch lediglich in Restspannungen entlang des vierten Paneels. Mit der Zeit treten diese versteckten Spannungen als Mikrorisse oder fehlausgerichtete Baugruppen zutage. Echte Präzision entsteht nicht durch Korrekturtricks – sondern durch perfekte geometrische Ausrichtung bereits beim ersten Aufbau.
Die unerwartete Erkenntnis: Die meisten technischen Handbücher beschreiben Fingerpressen als feste Werkzeuge und konzentrieren sich auf Geometrie, während sie den Arbeitsablaufrhythmus übersehen. In der Praxis beruht Konsistenz auf einem gut choreografierten Prozess und nicht allein auf der Hardware. Arbeiten Sie mit einer “Trockenpassung”‑Mentalität – richten Sie die Finger für den nächsten Aufbau ein, während Sie den aktuellen noch fertigstellen. Diese visuelle Überlappung macht Ausrichtungsfehler, abgenutzte Segmente und Spaltabweichungen sichtbar, bevor das Material überhaupt die Klemmung erreicht.
Betrachten Sie die Abkantpresse als ein einheitliches Kraftsystem und nicht als eine Ansammlung von Komponenten. Die Platzierung jedes Fingers verändert den Lastpfad und bestimmt die minimale Flanschgeometrie. Protokollieren Sie die Fingeranordnungen, die saubere Biegungen für Standardkastengrößen liefern, und notieren Sie sich alle Aufbauten, die bei hochfesten Legierungen fehlschlagen. Mit der Zeit erstellt der Bediener, der diese Feinanpassungen dokumentiert, ein zuverlässiges Handbuch – eines, das konsequent besser abschneidet als bloße Intuition. Dieser disziplinierte Ansatz, nicht rohe Kapazität, trennt reproduzierbare Produktionsgenauigkeit von glücklichen Prototypen.
Die tatsächliche Biegegrenze einer Fingerabkantpresse ist nicht einfach die angegebene “maximale Blechstärke” – sondern das Gleichgewicht zwischen Materialdicke, Biegelänge und Bedienerhebelwirkung. Manuelle Kasten‑ und Schwenkbiegemaschinen erreichen in der Regel maximal 16‑Gauge Baustahl (etwa 1,6 mm oder 1/16″), da alles Dickere sowohl menschliche Kraft als auch Balkensteifigkeit überfordert. Gehen Sie über diesen Bereich hinaus, beginnt der Oberbalken sich zu verbiegen oder die Klemmleiste zu verformen, was die Präzision dauerhaft beeinträchtigt.
Kapazitätsangaben können irreführend sein, da sie stark von der Biegelänge abhängen. Eine Heimwerkerpresse, die damit wirbt, 5/8″ Baustahl biegen zu können, schafft dies möglicherweise nur über einen sehr schmalen Abschnitt – vielleicht nur drei Zoll – da der Tonnagebedarf direkt mit der Biegelänge steigt. Industrielle Biegetabellen verdeutlichen dies: Das Biegen von 1/4″ (6,35 mm) Baustahl mit einer Matrize mit 85–90° V‑Öffnung erfordert etwa 15 Tonnen pro Fuß. Verlängern Sie dies auf eine 3‑Fuß‑Biegung, benötigen Sie die dreifache Kraft. In der Praxis bleiben viele sogenannte “20‑Tonnen”‑kleine Hydraulikpressen entweder stehen oder verbiegen sich, wenn sie 1/4″ Stahl über mehr als ein oder zwei Fuß formen sollen – egal wie robust sie auf dem Papier wirken. Dieses frühzeitige Erkennen der proportionalen Skalierung hilft Ihnen, eine Presse zu wählen, die nicht nur zu Ihrer Zielmaterialdicke passt, sondern auch zur gesamten Spannweite und den Abmessungen der Teile, die Sie fertigen möchten.
Während die Bettlänge die obere Grenze der Biegespannweite festlegt, definiert die Breite jedes Fingersegments tatsächlich, wie anpassungsfähig die Presse ist. Jeder Finger muss schmaler sein als Ihr kleinster Innenflansch, sonst kollidiert er bei Mehrfachbiegungen mit angrenzenden Bereichen. Eine einfache Faustregel: Die Fingerbreite sollte gleich oder kleiner sein als die Kastentiefe plus Materialdicke. Gehen Sie breiter, können Sie Kästen nicht richtig schließen – es entstehen Lücken, die Kanten verziehen und die Präzision beeinträchtigen.
Nehmen Sie das Beispiel, einen 4″‑tiefen Kasten aus einem 12″‑Rohling zu formen. Sie könnten sechs Finger zwischen 1,5″ und 2″ Breite benötigen, um den mittleren Bereich sauber zu überspannen, mit Füllfingern zum Erreichen der vollen Breite. Ohne ausreichende Auswahl an schmalen Segmenten stehen Sie vor unangenehmen Kompromissen – entweder Finger entfernen und Endverformung riskieren oder zu breite Finger verwenden, die das Metall verkratzen oder verdrehen können. Viele Bediener stellen daher fest, dass ihre “Vollbreiten”‑Presse bei variierenden Kastentiefen weniger echte Flexibilität bietet. Industriepressen lösen dies durch modulare, teilbare Werkzeuge, die umkonfiguriert werden können, doch die Lehre bleibt dieselbe: Haben Sie stets genügend schmale Werkzeugsegmente, um Ihre anspruchsvollsten Kastengeometrien zu bewältigen.
Die Einspanntiefe – gemessen von der Klemmlinie bis zum hinteren Rahmen oder einem Hindernis – bestimmt stillschweigend den höchsten Kasten, den Sie formen können. Bei den meisten manuellen Pressen liegt diese Tiefe zwischen 4″ und 10″ und begrenzt, wie weit Sie tiefe Gehäuse biegen können. Die Einschränkung wird kritisch beim Bearbeiten der dritten und vierten Kastenseite: Die Einspanntiefe muss zuvor geformte Flansche freigeben. Praktisch bedeutet das, sie muss größer sein als die Flanschhöhe plus mindestens das Doppelte der Materialdicke, wenn Rückbiegungen reibungslos verlaufen sollen.
Das Ignorieren der Einspanntiefe führt oft dazu, dass Arbeiten mitten im Biegen stoppen, wenn eine geformte Kante mit dem Maschinenrahmen kollidiert. Selbst schwere Industriepressen sind nicht immun – dickere Materialien erfordern breitere Matrizenöffnungen (typischerweise das Achtfache der Materialdicke bei Baustahl), was die verfügbare Einspanntiefe effektiv verringert. Eine Werkstatt, die in ein 14‑Fuß‑Bett zur Herstellung hoher HVAC‑Wannen investiert, könnte feststellen, dass eine 10″‑Einspanntiefe für eine 8″‑tiefe Seite nicht ausreicht, was zu Neuentwürfen oder Auslagerung führt. Da die meisten Hersteller Bettlänge und Tonnage stärker betonen als die Einspanntiefe, müssen Sie diese Spezifikation selbst ermitteln – sonst wird sie zur versteckten Einschränkung, die Ihren Biegeprozess entgleisen lässt.
Die meisten Kaufratgeber übergehen diese Einschränkungen und fassen die Kapazität mit vagen Aussagen wie “biegt 12‑Gauge Stahl” oder “Vollbreitenformung” zusammen. In Wahrheit bestimmt die Tonnage die verfügbare Kraft entlang des Betts, die Fingerbreite formt Ihre Innengeometrie, und die Einspanntiefe setzt die Obergrenze für die Kastenhöhe. Dies sind keine Nebensächlichkeiten – sie entscheiden darüber, ob Ihre Presse die Teile auf Ihren Zeichnungen tatsächlich ohne Umwege, Umrüstungen oder Materialverschwendung herstellen kann.
Wenn Sie die Kapazität einer Abkantbank durch die Linse dieser drei voneinander abhängigen Dimensionen betrachten, können Sie häufige Einrichtungsfehler vermeiden: blockierte Biegungen, verzogene Ecken oder unfertige Kästen, die durch einfache physikalische Einschränkungen verursacht werden. Wenn Sie meistern, wie diese Spezifikationen zusammenwirken, verwandelt sich die Abkantbank von einem generischen Formwerkzeug in ein fein abgestimmtes Arbeitsmittel – eines, das Ihre Präzision und Technik in wiederholbare, effiziente und verzerrungsfreie Ergebnisse kanalisiert.
Der erste Maßstab für jede hochwertige Fingerabkantbank ist, ob sie ihre Position unter Druck halten kann. Cam‑Lock‑Spannsysteme glänzen durch Agilität – sie ermöglichen es Ihnen, Finger in Sekunden neu anzuordnen, ohne Werkzeuge oder Anstrengung. Für Werkstätten, die maßgeschneiderte Einzelaufträge bearbeiten, ist diese Flexibilität unschätzbar. Sie können Konfigurationen zwischen Aufgaben schneller zurücksetzen, als das vorherige Teil von seiner Biegung abkühlt. Doch dieselbe Geschwindigkeit bringt einen Kompromiss mit sich: Leichte Cam‑Locks neigen dazu zu rutschen, wenn sie mit Material über 14‑Gauge‑Stahl konfrontiert werden, was leichte Ausrichtungsverschiebungen verursacht und die Genauigkeit um einige Grad verringert. Es liegt nicht an der Fähigkeit des Bedieners – es sind schlicht die Grenzen von Reibung und Drehmoment im Design.
Im Gegensatz dazu tauschen Bolt‑Down‑Systeme Geschwindigkeit gegen Haltekraft ein. Sie sind nicht schnell, aber sie halten mit dem kompromisslosen Griff eines Schraubstocks. Industrielle Pressen brauchen möglicherweise länger für die Einstellung, doch jeder Bolzen fixiert das Werkzeug fest am Stützbalken, sodass selbst unter Belastungen von mehreren tausend Tonnen die Durchbiegung nahezu eliminiert ist. Über zahllose Zyklen hinweg zahlt sich diese Steifigkeit aus – die Toleranzen bleiben innerhalb eines halben Grades, und die Kernstruktur der Maschine lockert sich im Alter nicht.
Wenn Ihr Arbeitsablauf um Kleinserien herum aufgebaut ist – Designlabore, HVAC‑Prototypen oder kundenspezifische Elektrogehäuse – liefert der Cam‑Lock eine schnelle Einrichtung und effizientes Handling für leichtere Materialien. Aber sobald die wiederholte Produktion ins Spiel kommt, wird Steifigkeit zum Synonym für Kosteneffizienz. Eine Fingerabkantbank, die Minuten bei der Einrichtung spart, aber Präzision im Ergebnis opfert, ist nicht effizient – sie ist teuer. Beginnen Sie damit, Ihre täglichen Einrichtungswechsel zu zählen: fünf oder mehr? Wählen Sie Cam‑Lock. Weniger? Nehmen Sie Bolt‑Down und genießen Sie dauerhafte Genauigkeit.
Präzision verschwindet nicht plötzlich – sie erodiert von innen heraus. Weiche Stahlfinger an Hobby‑Abkantbänken (etwa 200–300 Brinell) verformen sich langsam bei wiederholtem Gebrauch. Jeder Biegezyklus hinterlässt eine mikroskopische Kerbe dort, wo Metall auf Metall trifft. Nach mehreren hundert Blechen summieren sich diese Spuren und führen zu falsch ausgerichteten Flanschen, wandernden Ecken und Kästen, deren Deckel nicht mehr passen. Was rein optisch erscheinen mag, ist tatsächlich eine schrittweise Verformung – winzige Verschiebungen, die sich entlang jeder Kante jedes Teils summieren.
Industrietaugliche Abkantbänke bekämpfen diesen Verschleiß mit gehärtetem Werkzeug, das zwischen 50 und 60 Rockwell C liegt. Diese Härte widersteht nicht nur Kerbenbildung – sie verhindert, dass die Ausrüstung mechanisches Spiel entwickelt. Betriebe, die zehntausende Aluminiumwannen herstellen, berichten von jahrelanger gleichbleibender Leistung, bevor Wartung erforderlich ist. Ein Bediener verzeichnete 50.000 Zyklen mit weniger als fünf Tausendstel Durchbiegung – ein klarer Beweis dafür, dass die Finger stabiler blieben als die Oberfläche, auf der sie montiert waren.
Hier ist die Regel, die Werkzeuge, die lange halten, von solchen trennt, die zum Scheitern verurteilt sind: Führen Sie einen Teststreifen aus 14‑Gauge‑Weichstahl durch. Wenn die Fingerzähne Spuren tiefer als 0,005 Zoll hinterlassen, ist der Stahl bereits zu weich. Ersetzen oder aufrüsten, bevor Präzisionsverlust zu Ausschuss verschwendeter Teile und Stunden an Nacharbeit führt – und oft den Punkt markiert, an dem Hobby‑Geräte den Schritt in echte industrielle Zuverlässigkeit machen.
Fingerabkantbänke sind verlockend – sie wirken anpassungsfähig, praktisch modular, als könnten sie jede erdenkliche Form bewältigen. In Wirklichkeit lohnt sich diese Flexibilität nur, wenn Ihre Arbeit Freiraumbiegungen oder vollständig geschlossene Kästen erfordert. Wenn Ihre Projekte flach sind oder entlang einer einzigen Achse falten, wird eine gerade Abkantbank jedes Mal besser abschneiden. Sie liefert gleichmäßigen Druck, sauberere Ergebnisse und erfordert kein Jonglieren mit Finger‑Setups oder den Kampf mit ungleichmäßigen Flanschen.
Die Richtlinie ist einfach: Wenn Ihre Biegungen länger als 48 Zoll sind, weniger als vier Zoll tief, und Sie unter 50 Teile pro Monat herstellen, nehmen Sie eine gerade Abkantbank. Sie hält jeden Zyklus schnell, glatt und wiederholbar – und reduziert die Einrichtungszeit um bis zu 80 %. Fingerabkantbänke übernehmen nur dann die Führung, wenn Sie Platten isolieren und anheben müssen, die ein festes Blatt zerstören würde – wie Elektrogehäuse oder vierseitige Gehäuse, die an jeder Kante gesäumt sind.
Überkauf ist die versteckte Steuer beim Hobby‑Upgrade. Tausende in Fingerabkantbänke zu investieren, wenn Ihre Projekte flache Biegungen erfordern, verlangsamt die Produktion und leitet Gelder von Werkzeugen ab, die den Durchsatz tatsächlich steigern würden. Jeder erfahrene Fertiger lernt diese Lektion irgendwann: Beim Formen ist die beste Maschine nicht die mit den meisten Teilen – sondern jene, die die Arbeit mit den wenigsten Handgriffen und größter Konstanz erledigt.
Die beste Abkantbank ist diejenige, die in Ihrem Tempo arbeitet. Zählen Sie Ihre Einrichtungen. Prüfen Sie die Zähne. Verfolgen Sie die Biegelinien. Wenn Präzision mit Arbeitsablauf übereinstimmt, werden Sie verstehen, warum Industriemaschinen Jahrzehnte halten – und warum oft die klügste Wahl die einfache gerade Abkantbank ist, die still auf dem Werkstattboden wartet.


















