

Вы зажимаете лист, делаете второй загиб и затем — проблема. Третья сторона упирается прямо в верхнюю балку, скручивая заготовку и превращая вашу идеальную коробку в испорченный металл. Каждый профессионал по работе с листовым металлом — или отчаявшийся любитель — сталкивался с этой проблемой: стандартный листогиб просто не может закрыть корпус со всех четырех сторон. Решение приходит из обманчиво простой конструктивной доработки: разделить гибочный нож на отдельные съемные сегменты. Это нововведение делает сложный третий загиб простым, и именно поэтому один и тот же станок называют тремя разными именами: тормоз с пальцами, тормоз «для коробок и подносов» и сегментированный тормоз.
Что по-настоящему отличает эту группу листогибов, так это не размер рамы или толщина обрабатываемого листа, а уникальная геометрия, которую они позволяют реализовать. В обычном прямом листогибе сплошная верхняя прижимная балка блокирует любой загнутый вверх фланец, создавая помехи для следующих загибов. Сегментированный тормоз решает это, убирая участок прижимной планки, который бы столкнулся с заготовкой. Каждый съемный “палец” оставляет открытый промежуток за уже загнутым фланцем, позволяя детали свободно перемещаться во время формирования нового загиба — будь то 90 градусов или еще круче.
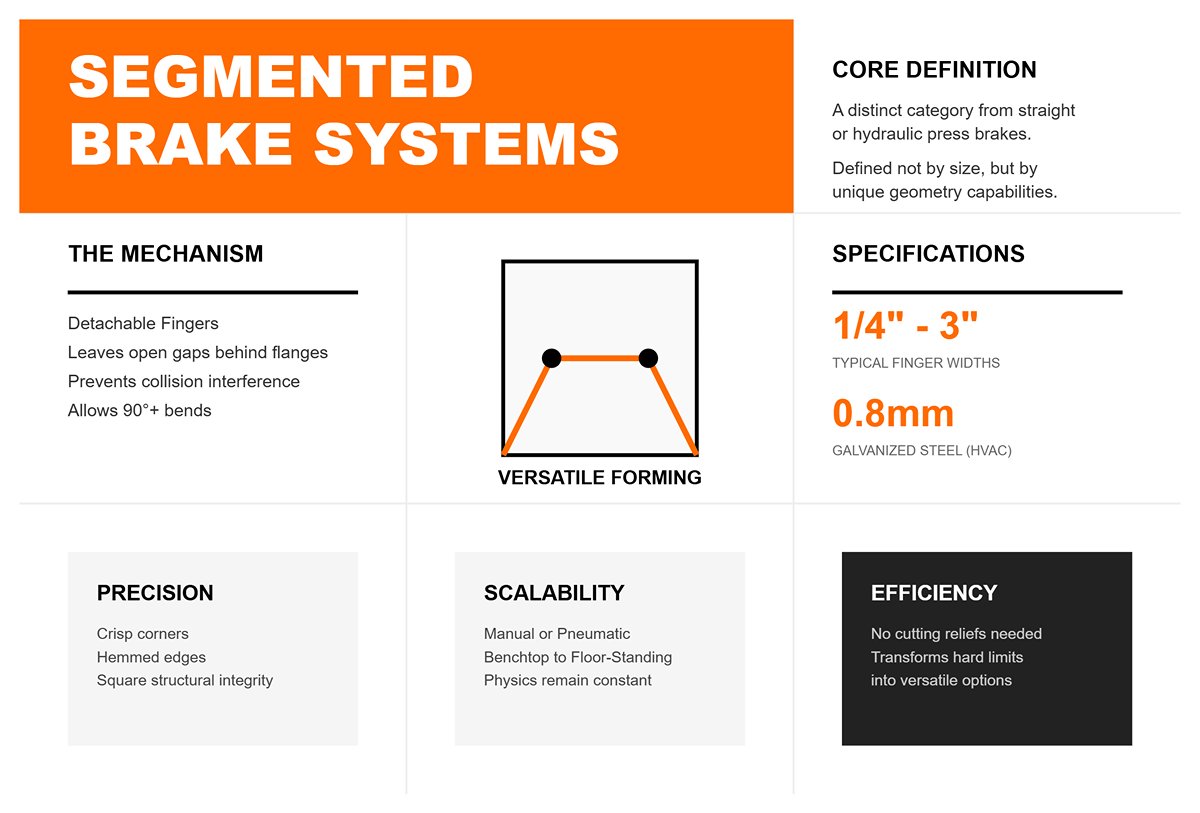
Этот умный подход превращает жесткое механическое ограничение в универсальную возможность формования. В мастерских по производству вентиляции он позволяет изготавливать четырехсторонние короба из оцинкованной стали толщиной 0,8 мм без прорезей под разгрузку. В цехах по сборке он обеспечивает точные алюминиевые коробки с загнутыми краями и четкими углами. Оператор просто выбирает ширину пальцев — обычно от ¼ дюйма до 3 дюймов — в соответствии с размерами фланцев. После первых двух загибов пальцы снимают или переставляют для последующих сгибов, позволяя детали обходить оснастку, оставаться ровной и избегать смятых углов или перекосов швов.
Тот же принцип работает в любом масштабе — от компактных настольных моделей до напольных листогибов длиной более четырех футов. Независимо от того, используется ли ручное управление или пневматическая помощь, физика остается той же: сегментированная прижимная балка делает всю разницу. Поняв эту особенность, становится ясно, почему эти станки относятся к отдельной категории, отличной от прямых или гидравлических пресс-листогибов.
Путаница в основном возникает из-за того, как эти станки рекламируются. Каждый термин выделяет разное преимущество одной и той же конструкции. “Тормоз с пальцами” подчеркивает точность и универсальность — набор коротких стальных сегментов, которые можно переставлять, как шахматные фигуры, создавая индивидуальные профили гибки. “Тормоз для коробок и подносов” переносит акцент на конечный продукт — возможность изготавливать коробки, лотки и подносы с полностью закрытыми сторонами. “Сегментированный тормоз” указывает на саму инженерию: верхняя прижимная балка разделена на секции, чтобы избежать столкновения с уже выполненными загибами.
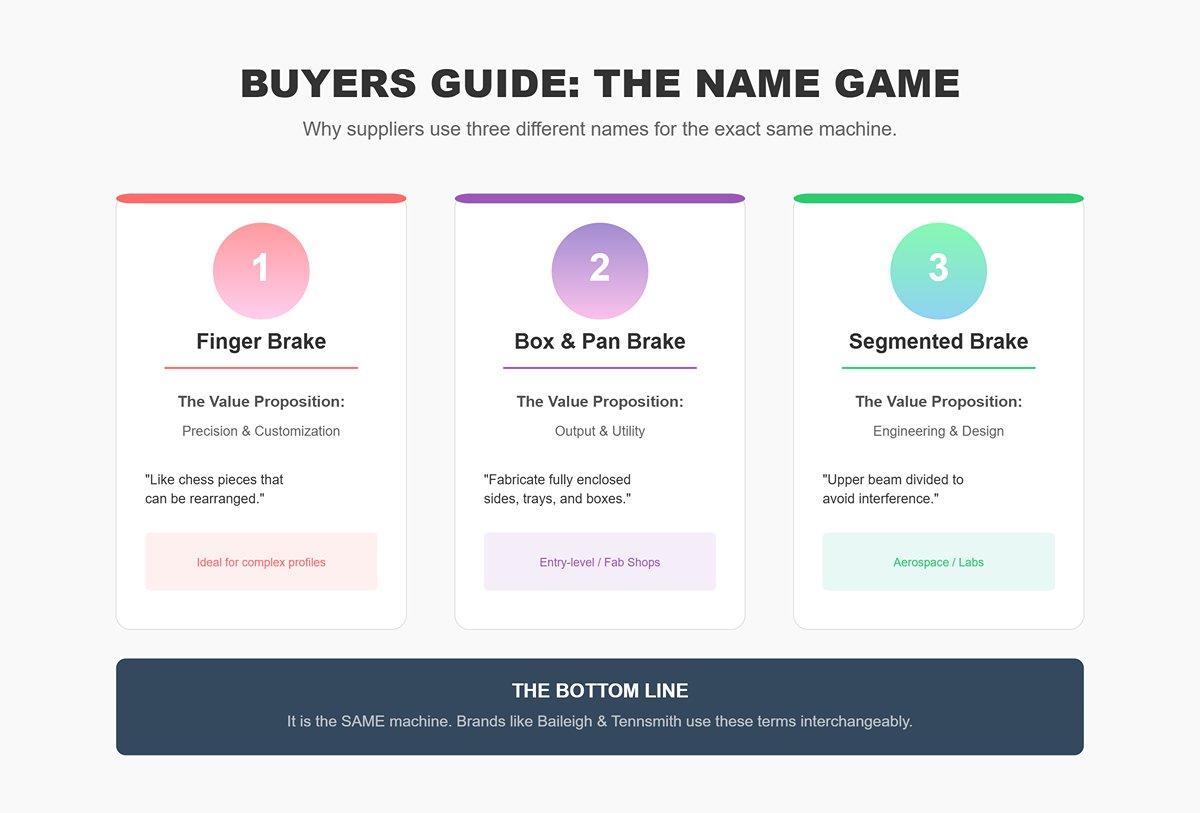
Поскольку каждое название привлекает свою аудиторию, каталоги, сайты и рекламные материалы часто используют их взаимозаменяемо. Небольшая мастерская может купить начальную модель под брендом “тормоз для коробок и подносов”, а лаборатория в аэрокосмической отрасли — тот же корпус, но с маркировкой “сегментированный ручной тормоз”. Даже крупные производители смешивают эту терминологию — Baileigh, Tennsmith и GMC продают практически одинаковые станки под всеми тремя названиями. Онлайн-обсуждения еще больше запутывают ситуацию; темы на форумах часто объединяют их с гидравлическими пресс-листогибами, что приводит к тому, что любители тратят лишние деньги на оборудование с ЧПУ, предназначенное для толстого листа, а не для тонкого металла.
Несмотря на хаос в названиях, конструкция почти всегда одинаковая. Каждая модель включает прижимную планку, регулируемую гибочную планку и ряд съемных пальцев, закрепленных барашковыми винтами или болтами. Все остальное — схема окраски, логотип бренда, ножная педаль или пневмопомощь — лишь вариации на хорошо отработанную конструктивную геометрию.
Если вы оказались в мастерской и не уверены, какой тормоз у вас перед глазами, просто осмотрите балку. Видите ряд прямоугольных стальных блоков, которые можно отдельно снять или открутить? Вот и ответ. Если прижимная губка — это один сплошной брусок, значит, это прямой листогиб. Сегментированная — или “с пальцами” — конструкция всегда имеет короткие прижимные бруски, часто называемые «зубьями», которые можно переставить или снять, чтобы освободить место под уже загнутые фланцы на вашей детали.

Эта быстрая визуальная проверка может сэкономить немало времени и денег. Некоторые гидравлические пресс-листогибы могут заявлять, что у них есть “пальцы”, но на самом деле это тяжелая оснастка, предназначенная для высокотоннажных задач и не рассчитанная на быструю перенастройку. Настоящий тормоз для коробок и подносов позволяет менять пальцы за секунды, без гаечных ключей. Эта эффективность определяет ручной тип — быстрое наладка, минимальное усилие и деликатный контроль, необходимый при работе с тонким листовым материалом.
Понимание этого различия также защищает ваше оборудование. Ручные тормоза для коробок и подносов рассчитаны на легкие работы — обычно до 16-го калибра для мягкой стали или около 2 мм для алюминия. Попытка согнуть более толстый материал может перекрутить прижимную планку или сломать шарнирные штифты. В одной мастерской якобы сломали настольный тормоз $2,000, пытаясь согнуть материал 14-го калибра, предназначенный для гидравлического пресса. Решение здесь не в большей силе — важно использовать правильный станок для толщины металла.
Точность зависит от подготовки. Совпадение ширины пальцев с расстоянием между фланцами — с точностью до примерно одной шестнадцатой дюйма — предотвращает деформацию и некрасивые зазоры. Многие операторы, жалующиеся, что их тормоз “не держит прямой угол”, на самом деле имеют дело с ослабленными барашковыми винтами, позволяющими пальцам смещаться во время гибки, что уводит угол на несколько градусов. Затягивайте их перед каждым использованием — и станок будет выдавать ровные, квадратные коробки с повторяемой точностью до 1/8 дюйма.
В конечном счёте важно не название, а результат. Независимо от того, называете ли вы его тормозом с пальцами, тормозом для коробок и подносов или сегментированным тормозом, каждое название указывает на одно и то же гениальное решение вековой задачи изготовления: формирование точной, квадратной коробки без нарушения законов геометрии — и без порчи вашего листового металла.
Когда большинство специалистов по металлу говорят “тормоз с пальцами”, они чаще всего имеют в виду традиционный ручной листогиб с поднимающимся гибочным ножом — классическую конструкцию для коробок и подносов со съемными стальными пальцами, закрепленными на верхней балке. Эти пальцы создают зазор для фланцев, сторон и углов, придавая станку фирменную универсальность для гибки нескольких кромок без помех. Механически это просто: оператор поднимает шарнирную гибочную планку, заставляя лист вращаться вдоль линии сочленения между планкой и прижимной балкой.
Ручной листогиб выделяется своей простотой. Он компактен, не требует электричества или гидравлики и обрабатывает тонколистовой материал — обычно до стали толщиной 16 га (около 1,5 мм) — с надежной точностью в умелых руках. Его сменные сегменты, часто поставляемые шириной 1″, 2″, 3″ и 4″, крепятся болтами или барашковыми винтами и могут быть быстро переставлены под конкретную задачу.
Типичные области применения включают изготовление вентиляционных воздуховодов, электрических шкафов и прототипов корпусов — задач, требующих чётких, неглубоких изгибов, а не глубоко формованных деталей. Однако точность и повторяемость полностью зависят от мастерства и постоянства оператора; углы изгиба или высота фланцев могут незаметно отклоняться из‑за усталости или небольшой несоосности. Поэтому ручные листогибы типа «box‑and‑pan» прекрасно подходят для небольших ремесленных мастерских, а не для высокоавтоматизированных производственных линий. Это инструмент для мастеров, где точность рождается из терпения, а не силы.
Издалека пресс с сегментированной оснасткой может напоминать свой ручной аналог — ряд съёмных секций тянется вдоль всей рабочей зоны. Но сходство заканчивается, как только начинается гибка. Вместо человеческой силы движение ползуна вниз обеспечивают гидравлические или механические цилиндры, создающие точно контролируемое усилие. Оснастка — будь то пуансоны типа «гусиная шея» или секционированные матрицы — выполняет то же функцию освобождения места, что и ручные сегменты, но делает это на куда более мощном и точном уровне.
Если ручной сегментный гиб ограничивается примерно 16‑га сталью, то гидравлический пресс с сегментированными инструментами способен обрабатывать материал толщиной до 5/8″ при меньших ширинах. Этот скачок в возможностях открывает путь к изготовлению тяжёлых конструкционных элементов, больших панелей со сложными уступами и серийному выпуску одинаковых деталей в сотнях циклов. Современные прессы с ЧПУ отслеживают положение ползуна с точностью до тысячной дюйма, автоматически компенсируя упругий возврат и износ инструмента для поддержания стабильных результатов.
Большая часть терминологической путаницы происходит из‑за этого пересечения. В маркетинге такие машины часто называют “finger press brake”, подразумевая их сходство с ручными листогибами типа box‑and‑pan. На деле же, несмотря на использование сегментных прижимных элементов, они радикально различаются по возможностям, усилию и стоимости. Небольшой ручной трёхфутовый гиб может стоить менее тысячи долларов, тогда как даже базовый ЧПУ‑пресс того же типа обойдётся в десятки тысяч. Источник энергии, точность управления и диапазон обрабатываемых материалов делают их совершенно разными категориями оборудования.
Ключевое различие заключается не в наличии “пальцев”, а в том, что эти «пальцы» должны выполнять в вашей работе. Начните с оценки толщины материала и объёма производства. Если большая часть ваших проектов связана с материалом толщиной от 24 га до 16 га и индивидуальными размерами, ручной листогиб типа box‑and‑pan обеспечивает непревзойдённую адаптивность при умеренных вложениях. Для единичных корпусов или воздуховодов несколько минут, затраченных на перестановку сегментов, точную настройку зазоров и угла изгиба, ничтожны по сравнению с выгодой гибкого и недорогого формования.
Если в вашей работе используются материалы толщиной 1/4 дюйма и более, детали требуют одинаковых углов гиба или элементы должны точно совмещаться при сварке или сборке, то гидравлический пресс с сегментированной оснасткой незаменим. Его увеличенное усилие позволяет выполнять острые и одинаковые изгибы в течение всего дня без усталости оператора. Кроме того, он поддерживает цифровое управление, задние упоры и офлайн‑программирование, превращая процесс гибки из ручного ремесла в отлаженное производственное решение.
Одним из решающих факторов является зазор для предотвращения помех. И ручные листогибы со съёмными сегментами, и пресс‑гибы с секционными пуансонами позволяют выполнить “четвёртую сторону” сгиба, которая в противном случае столкнулась бы с фиксированной оснасткой. На ручном листогибе сегменты снимают в тех местах, где стенки коробки мешали бы прижиму. На пресс‑гибе ту же задачу решают сегментированные пуансоны типа «гусиная шея» или укороченные части матрицы, обеспечивая зазор для уже загнутых сторон. Основная идея одинакова, однако масштаб, точность и требования к мощности различаются радикально.
Выбор между этими машинами зависит не столько от бренда или рекламных заявлений, сколько от соответствия их силы, точности и эксплуатационных затрат производственным требованиям. Многие мастерские начинают с ручного листогиба box‑and‑pan для создания прототипов, а затем переходят на пресс‑гиб с сегментированной оснасткой, когда приоритетом становится работа с толстым металлом и серийное производство. В этом смысле они не конкуренты, а последовательные этапы развития возможностей обработки металла в мастерской.
Основная ошибка — использовать термин “finger brake” как универсальное обозначение. Понимание разницы между ручным листогибом и пресс‑гибом с сегментированной оснасткой помогает избежать дорогих ошибок и гарантировать соответствие ожиданий реальной производительности. Осознав разницу между лёгкими ручными изгибами 16‑га листа и контролируемым гидравлическим усилием при гибке пластины толщиной 5/8 дюйма, вы легко разберётесь в терминологии. Это не просто вопрос названия — речь идёт о рычаге, тоннаже усилия и назначении оборудования.
| Функция | Ручной листогиб (Box‑and‑Pan) | Гидравлический листогибный пресс (сегментированная оснастка) |
|---|---|---|
| Источник энергии | Ручной (человеческое усилие) | Гидравлические или механические цилиндры |
| Гибкость | Съёмные стальные пальцы обеспечивают зазор для фланцев, боковин и углов | Сегментированные пуансоны/матрицы обеспечивают зазор для сложных форм |
| Типовая производственная способность по материалу | До 16‑го калибра стали (~1,5 мм) | До 5/8″ толщины при меньшей ширине |
| Точность и контроль | Зависит от навыков оператора; углы изгиба могут различаться | Системы ЧПУ обеспечивают точность до тысячных долей дюйма; компенсируют пружинение/износ инструмента |
| Размер и портативность | Компактный, не требует электричества | Большая занимаемая площадь, требуется источник питания |
| Распространённые размеры пальцев | 1″, 2″, 3″, 4″ | Сегменты различаются в зависимости от конструкции инструмента |
| Типичные области применения | Воздуховоды для систем HVAC, электрические шкафы, прототипы шасси | Тяжёлые структурные компоненты, крупные панели со смещениями, массовое производство |
| Время настройки | Быстрая ручная перестановка пальцев | Настройка и программирование ЧПУ для стабильного производства |
| Повторяемость | Зависит от оператора; усталость может повлиять на точность | Высокая повторяемость на протяжении сотен циклов |
| Диапазон стоимости | Менее $1 000 для небольших моделей | Десятки тысяч для базовых моделей с ЧПУ |
| Лучше всего подходит для | Малосерийных, индивидуальных и ремесленных работ | Толстых материалов, стабильных сгибов и эффективности производства |
| Зазор для сгибов с четвёртой стороны | Удалять пальцы в зонах возможных столкновений | Использовать сегментированные гусеобразные пуансоны или короткие секции матриц |
| Роль в мастерской | Прототипирование и единичные проекты | Производство и обработка толстого металла |
| Ключевые факторы выбора | Толщина материала, объём производства, бюджет | Необходимость стабильной точности, работа с толстыми материалами, потенциал автоматизации |
Традиционные листогибы с цельной прижимной балкой оптимизированы для работы с плоскими заготовками и прямыми гибами, где ничто не мешает опусканию сплошного зажимного бруса. Проблемы возникают, когда сформированы два перпендикулярных фланца. Эти выступающие вверх фланцы оказываются на пути опускающегося зажима, вызывая прямое столкновение. Конструкция балки не рассчитана на такие выступы — при третьем гибе она может прижать фланец к ножу, деформировать радиус угла или даже полностью повредить материал.
Это столкновение выходит за рамки простой проблемы зазора — это сложная геометрическая задача. Каждый фланец добавляет ширину и высоту, изменяя рабочую область гиба и определяя, как заготовка разместится под зажимной балкой. При выполнении третьего гиба пересечения углов ограничивают глубину вставки намного раньше, чем достигается полная посадка детали. Небольшие корректировки, например лёгкое перегибание первых двух фланцев, чтобы они отклонились от линии гиба, редко помогают; прижим третьей стороны обычно деформирует короб, выводя его из квадратной формы, так как углы не имеют равномерной поддержки. На практике девять из десяти попыток работы стандартным листогибом на этом этапе теряют геометрическую точность, если оператор не использует специализированный инструмент.
Сегментированные пальцы устраняют это столкновение, создавая в прижимной балке преднамеренные пустоты. Вместо сплошной непрерывной поверхности балка состоит из ряда съёмных закалённых стальных сегментов — каждый точно обработан и обычно имеет ширину от 1 до 4 дюймов. Убирая выбранные сегменты, оператор формирует области “отрицательного пространства”, куда свободно помещаются заранее согнутые фланцы. При зажиме эти фланцы аккуратно размещаются между неподвижными пальцами, позволяя гибочной балке воздействовать только на ещё не сформированные участки листа.
Такая конфигурация даёт не только простой зазор. При правильном расположении эти пустоты становятся самовыравнивающими направляющими. Когда фланец входит в пустоту, он автоматически фиксирует заготовку параллельно оси гиба — предотвращая вращательное смещение, которое часто перекручивает углы при изготовлении коробов. Расположение пальцев становится важной частью настройки: один палец ставят вплотную к краю, подлежащему гибу, оставляя ровно толщину материала между ним и гибочной балкой, а остальную часть балки заполняют пальцами подходящего размера. Итог — повторяемая геометрия гиба и постоянное выравнивание от детали к детали. Опытные мастера также отмечают, что ограничение неиспользованных зазоров до менее чем двух ширин пальца при работе с тонким материалом помогает поддерживать равномерное давление зажима и минимизировать прогиб балки.
Способность пальцевого листогиба устранить помехи от фланцев кардинально меняет повседневную работу мастерской. Например, в производстве изделий для систем вентиляции металлические лотки и крышки часто имеют боковые стенки высотой 3–4 дюйма, как правило, с подгибом для устранения острых кромок. Зазоры для пальцев позволяют выполнить подгибы уже на первых этапах гибки и обеспечивают возможность качественной обработки всех четырёх сторон без повреждения фланцев. Это существенно сокращает время прототипирования по сравнению с переходом на стандартный листогиб.
В производстве кухонного оборудования из алюминия толщиной 22-gauge подносы и лотки полностью используют технику подгиба и гибки, сохраняя при этом нежные поверхности. Расположение сегментированных пальцев позволяет готовым подгибам плотно входить в зажимные зазоры, формируя герметичные соединения прямо на листогибе.
В изготовлении корпусов для электроники часто требуется быстро менять ширину заготовок при малых сериях. Используя метод “Тетрис” — подбор ширины пальцев в соответствии с расположением фланцев — операторы могут создавать коробки разных размеров без перенастройки программы или замены нижних матриц. Промышленный пример — Baileigh BB-12016, оснащённый набором пальцев разной ширины для работы с крупногабаритными корпусами из мягкой стали толщиной 16-gauge, способен гнуть до 135°, упрощая сборку.
Опытные листогибщики отмечают резкий скачок точности. Классическая демонстрация Рона Фурнье наглядно показывает разницу между стандартным 48-дюймовым листогибом и пальцевым листогибом при работе с тонким алюминием: пальцевый листогиб изготавливает идеально ровный, прямостенный короб всего за четыре гиба, тогда как стандартный ломает третью сторону при первом контакте с уже имеющимся фланцем.
Реальность мастерской: Пальцевые листогибы лучше всего подходят для материалов лёгкой и средней толщины — до примерно 2 мм для мягкой стали. Толще 16-gauge ручное усилие становится непрактичным, требуются гидравлические прессы или более тяжёлые инструменты. Не менее важно правильное зажимание: плохо закрученные пальцы могут перекручиваться под давлением на тонком листе, поэтому эксцентриковые зажимы и стопорные гайки должны быть надёжно фиксированы для сохранения точности.
Представьте сегментированные пальцы как недостающие элементы в пазле. В стандартном листогибе “пазл” завершён — нет пустот, поэтому выступающие фланцы некуда вставить. Пальцевый листогиб меняет ситуацию: вы убираете выбранные элементы, создавая зазоры нужной формы, куда точно войдут заранее сформированные фланцы. Именно этот преднамеренный “пробел” позволяет изготавливать сложные многомерные детали без столкновений, искажений или лишней траты времени. Главное — сменить мышление: вместо вопроса “Как обойти это препятствие?” задать «Где это препятствие должно быть поглощено?». При таком подходе станок адаптируется к заготовке, а не наоборот.
Искусство расстановки пальцев — это соединение теории и практического мастерства. Каждый закалённый стальной палец, выпускаемый с градацией ширины, является модульным элементом для задания линии гиба. Работа оператора напоминает решение пространственной головоломки — сочетание узких и широких сегментов в соответствии с глубиной фланцев, при этом оставляя зазор для уже согнутых краёв. Например, при изготовлении короба с 5‑дюймовыми сторонами оптимальная раскладка может включать по два пальца шириной 1 дюйм и один палец шириной 3 дюйма на каждую сторону, чтобы оставить пространство, предотвращающее деформацию при загибе последней стороны.
И вот где проявляется компромисс. Широкие пальцы распределяют давление зажима более равномерно — это настоящее преимущество при работе с более толстыми или прочными металлами — но они также ограничивают минимальную ширину фланца, которую можно получить. Установка пальца шириной 3 дюйма означает, что соседний фланец должен быть как минимум такой ширины, иначе возникнут проблемы с зазором. Многие любители ошибочно делают ставку на узкие пальцы, думая, что меньший размер даёт больше точности. На деле уменьшается площадь контакта, и при работе с материалом толщиной 14‑gauge или больше под полной нагрузкой гиба заготовка может проскальзывать.
Опытные мастерские обходят эту проблему, сортируя пальцы по ширине до начала работы. Организация пальцев по размеру — вместо того, чтобы хранить их вперемешку в ящике листогиба — превращает сложную двадцатиминутную настройку методом проб и ошибок в упорядоченный пятиминутный процесс. Такая мелкая корректировка даёт огромный эффект при серийной работе. Настоящая эффективность рабочего процесса начинается на верстаке, превращая настройку из реактивного решения проблем в уверенный и предсказуемый этап калибровки.
Многие техники ошибочно считают, что пространство между пальцами листогиба — это безвредные промежутки. На самом деле эти отверстия напрямую влияют на конструкционную устойчивость листогиба во время гиба. Каждый зазор уменьшает доступную площадь зажима, и если он превышает половину толщины листа, материал может прогибаться внутрь и проскальзывать при приложении крутящего момента. В результате возникает непостоянный радиус гиба или даже полное ослабление зажима — ошибки, которые часто ошибочно принимают за проблемы с трением, а не за неправильную настройку. Например, в мягкой стали толщиной 16‑gauge оставление всего лишь 1/8‑дюймового зазора может привести к браку примерно одной трети панелей из-за перекручивания углов или деформации подгибов.
Даже при устранении зазоров наладка может провалиться, если высота пальцев не идеально ровная. Разница всего в 0,01 дюйма между сегментами вызывает неравномерное зажимное давление, скручивая кромки на два-три градуса. В точных применениях — таких как электронные корпуса, кожухи систем HVAC или архитектурные панели — эти искажения накапливаются в сборках. Решение простое: после фиксации пальцев протестируйте с листом-образцом, удерживаемым под статическим давлением примерно десять секунд. Если движение составляет более 1/32 дюйма, добавьте прокладки под нижние пальцы или замените несовпадающие. Эта небольшая, но регулярная проверка превращает базовое позиционирование в динамическую калибровку, обеспечивая равномерное зажимное усилие по всей линии.
Настоящая причина деформации углов — это не угол гиба, а неравномерная высота пальцев, вызванная неправильной натяжкой стяжных (троссовых) тяг. Когда прижимная балка наклоняется — плотно зажимая одну сторону и оставляя другую свободной — давление концентрируется локально и втягивает углы внутрь. Эта деформация часто остаётся незамеченной до окончательной сборки, когда коробки не выходят строго прямыми на один-два градуса. Многие начальные серии производства отправляются в отходы, прежде чем становится ясным основной шаблон проблемы.
Проблема возникает из-за настройки давления зажима «на глаз», а не по фактической глубине зазора. Правильный метод — устанавливать зазор вдвое больше толщины материала, чтобы учитывать радиус гиба и упругое восстановление. Слишком туго затянутые тяги сжимают пальцы неравномерно, усиливая раскачивание балки. После настройки положите линейку на задействованные пальцы; равномерная тень под ней укажет на правильное выравнивание. Если свет проходит более чем через половину пролёта, перенастройте тяги от центра к краям до выравнивания. Прецизионные мастерские, применяющие этот метод, регулярно снижают деформацию угла до менее чем полградуса.
Промышленные линии иногда пытаются скрыть проблему, используя двухэтапный предварительный гиб — сначала формируя примерно до 135 градусов, затем дожимая до плоского состояния при окончательном замыкании. Хотя это может временно замаскировать эффект «плавающего конца», он лишь переносит деформацию в остаточное напряжение вдоль четвёртой панели. Со временем это скрытое напряжение проявляется в виде микротрещин или перекошенных сборок. Настоящая точность достигается не корректирующими трюками, а выполнением идеального геометрического выравнивания на первой же настройке.
Неожиданное понимание: Большинство технических пособий описывает многопальцевые прессы как фиксированные инструменты, фокусируясь на геометрии и упуская ритм рабочего процесса. На практике стабильность проистекает из хорошо отлаженной хореографии, а не из самого оборудования. Работайте в стиле “сухой сборки” — настраивайте пальцы под следующий проект, всё ещё завершая текущий. Такое визуальное наложение выявляет ошибки выравнивания, изношенные сегменты и несоответствие зазоров ещё до того, как материал попадёт в зажим.
Воспринимайте пресс как единую силовую систему, а не как набор деталей. Каждый палец своим положением изменяет путь нагрузки и определяет минимальную геометрию отбортовки. Записывайте комбинации пальцев, которые дают ровные гибы для стандартных размеров коробок, и помечайте настройки, дающие сбои с высокопрочными сплавами. Со временем оператор, фиксирующий эти тонкие регулировки, создаёт надёжное пособие — то, что стабильно превосходит одну лишь интуицию. Именно такой дисциплинированный подход, а не грубая мощность, отделяет серийную производственную точность от случайных прототипов.
Настоящий предел гибки для многопальцевого пресса — это не просто заявленный “максимальный калибр”, а баланс между толщиной материала, длиной гиба и рычагом оператора. Ручные листогибы для коробок и панелей обычно ограничиваются около 16-го калибра мягкой стали (примерно 1,6 мм или 1/16″), так как всё толще перегружает как физические возможности человека, так и жёсткость балки. Если выйти за этот предел, верхняя балка начинает прогибаться или зажимная планка деформируется, что навсегда нарушает точность.
Показатели возможной работы могут вводить в заблуждение, поскольку сильно зависят от длины гиба. Самодельный пресс, заявляющий способность гнуть мягкую сталь толщиной 5/8″, может достигать этого только на очень узком участке — возможно, всего три дюйма — так как требования по тоннажу прямо увеличиваются с длиной гиба. Промышленные таблицы гибки это подтверждают: для гибки мягкой стали толщиной 1/4″ (6,35 мм) с V‑открытием матрицы 85–90° требуется около 15 тонн на фут. Увеличьте до трёх футов, и понадобится втрое больше усилия. На практике многие так называемые “20‑тонные” малые гидравлические прессы либо останавливаются, либо прогибаются при попытке формовать 1/4″ сталь на более чем один‑два фута, независимо от прочности на бумаге. Раннее понимание этой пропорциональной зависимости помогает выбрать пресс, соответствующий не только толщине материала, но и полному диапазону и размерам деталей, которые вы намерены изготавливать.
Хотя длина стола определяет верхний предел пролёта гиба, именно ширина каждого сегмента пальцев задаёт, насколько универсален пресс. Каждый палец должен быть уже самой маленькой внутренней отбортовки, иначе он столкнётся с соседними секциями при выполнении нескольких гибов. Простое правило: ширина пальца должна быть равной или меньше глубины коробки плюс толщина материала. Сделайте шире — и вы не сможете правильно закрыть коробки, оставив зазоры, которые деформируют кромки и нарушают точность.
Возьмём пример изготовления коробки глубиной 4″ из заготовки в 12″. Вам может понадобиться шесть пальцев шириной от 1,5″ до 2″, чтобы перекрыть центральную часть без проблем, и дополнительные пальцы‑“заполнители” для полного охвата ширины. Без достаточного количества узких сегментов вы столкнётесь с неудобным выбором — либо убрав пальцы и рискуя деформацией краёв, либо используя слишком широкие пальцы, которые могут повредить или скрутить металл. В результате многие операторы обнаруживают, что их «полноширинный» пресс предлагает гораздо меньше реальной гибкости при работе с разной глубиной коробок. Промышленные прессы решают это с помощью модульного секционного инструмента, который можно перенастраивать, но суть остаётся прежней: всегда имейте достаточный запас узких сегментов оснастки для самых сложных геометрий ваших коробок.
Глубина горла — измеряемая от линии зажима до задней рамы или любого препятствия — незаметно определяет, насколько высокую коробку вы сможете сформовать. В большинстве ручных прессов эта глубина составляет от 4″ до 10″, что ограничивает способность гнуть глубокие корпуса. Ограничение становится критичным при работе над третьей и четвёртой стороной коробки: горло должно освобождать уже сформированные отбортовки. Практически это означает, что оно должно быть больше высоты отбортовки плюс как минимум двойная толщина материала, если вы хотите, чтобы возвратные гибы проходили без проблем.
Игнорирование глубины горла часто приводит к остановке работы на середине гиба, когда сформированный край сталкивается с рамой станка. Даже тяжёлые промышленные прессы не застрахованы — более толстые материалы требуют более широких отверстий матрицы (обычно в восемь раз больше толщины материала для мягкой стали), что фактически уменьшает доступный просвет горла. Мастерская, инвестирующая в 14‑футовый стол для изготовления высоких HVAC‑поддонов, может обнаружить, что глубина горла 10″ не подходит для стороны глубиной 8″, что приводит к переделке или необходимости аутсорсинга. Поскольку большинство производителей выделяют длину стола и тоннаж, а не глубину горла, вам придётся искать эту спецификацию самостоятельно — иначе это станет скрытым ограничением, которое сорвёт ваш процесс гибки.
Большинство руководств по покупке обходят эти ограничения, сводя возможности к размытым заявлениям вроде “гнёт сталь 12‑го калибра” или “полноширинное формование”. На самом деле тоннаж определяет доступную силу вдоль стола, ширина пальцев формирует внутреннюю геометрию, а глубина горла задаёт максимальную высоту коробки. Это не второстепенные детали — они определяют, способен ли ваш пресс реально производить детали по чертежам без обходных решений, перестановок инструмента или потерь материала.
Рассматривая возможности листогиба через призму этих трёх взаимозависимых параметров, вы можете избежать распространённых ошибок при настройке: застрявших сгибов, деформированных углов или незавершённых коробок, вызванных простыми физическими ограничениями. Освоив взаимодействие этих характеристик, вы превращаете листогиб из обыкновенного формовочного инструмента в точно настроенный актив — тот, что направляет вашу точность и мастерство в повторяемый, эффективный, лишённый искажений результат.
Первый показатель качества любого сегментного листогиба — способность удерживать позицию под нагрузкой. Системы зажима с кулачковым замком превосходны в манёвренности — позволяют переставить сегменты за секунды без инструментов и усилий. Для мастерских, выполняющих нестандартные единичные заказы, эта гибкость бесценна. Вы можете сменить конфигурацию между операциями быстрее, чем остынет предыдущая деталь после сгиба. Однако та же скорость имеет обратную сторону: лёгкие кулачковые замки склонны проскальзывать при работе с материалами толще стали 14‑го калибра, вызывая небольшие смещения и снижая точность на несколько градусов. Дело не в навыках оператора — это просто пределы трения и крутящего момента конструкции.
Напротив, болтовые системы обменивают скорость на силу удержания. Они не быстрые, но держат с безкомпромиссной хваткой тисков. Промышленные прессы могут настраиваться дольше, но каждый болт прочно фиксирует инструмент на опорной балке, так что даже при нагрузках в тысячи тонн прогиб практически исключён. На протяжении бесчисленных циклов эта жёсткость окупается — допуски сохраняются в пределах половины градуса, а основная конструкция машины не расшатывается со временем.
Если ваш рабочий процесс сосредоточен на мелких сериях — дизайнерские лаборатории, прототипы систем HVAC или нестандартные электрические корпуса — кулачковый замок обеспечивает быструю настройку и эффективную работу с лёгкими материалами. Но как только в дело вступает повторяющееся производство, жёсткость становится синонимом экономичности. Листогиб, который экономит минуты при настройке, но жертвует точностью на выходе, не эффективен — он затратен. Начните с подсчёта ежедневных перенастроек: пять или больше? Выбирайте кулачковый замок. Меньше? Используйте болтовое крепление и наслаждайтесь долговечной точностью.
Точность не исчезает внезапно — она разрушается изнутри. Мягкие стальные сегменты на любительских листогибах (примерно 200–300 по Бринеллю) постепенно деформируются при многократном использовании. Каждый цикл гибки оставляет микроскопическое углубление в месте контакта металла с металлом. После нескольких сотен листов эти следы накапливаются, приводя к несоосным отгибам, смещённым углам и коробкам, которые перестают подходить к своим крышкам. То, что кажется лишь косметическим дефектом, на самом деле является постепенной деформацией — микросдвигами, накопившимися на каждой кромке каждой детали.
Промышленные листогибы справляются с этим износом, используя закалённый инструмент с твёрдостью от 50 до 60 HRC по шкале Роквелла С. Такой уровень прочности не просто сопротивляется вдавливанию — он предотвращает появление механического смещения. Предприятия, выпускающие десятки тысяч алюминиевых лотков, сообщают о годах стабильной работы до необходимости первого обслуживания. Один оператор зафиксировал 50 000 циклов с прогибом менее пяти тысячных дюйма — наглядное доказательство того, что сегменты оставались устойчивее, чем поверхность, на которой они стояли.
Вот правило, отделяющее инструмент, созданный на долгий срок, от обречённого на провал: проведите тестовую гибку полосы стали 14‑го калибра. Если зубцы сегмента оставляют следы глубже 0,005 дюйма, сталь уже слишком мягкая. Замените или улучшите инструмент до того, как потеря точности превратится в отходы. Это тихое действие, предотвращающее сотни долларов убытков из‑за испорченных деталей и часы переработки — и часто являющееся границей, где любительское оборудование переходит в настоящую промышленную надёжность.
Сегментные листогибы привлекательны — выглядят как универсальные, почти модульные, будто способны выполнить любую форму, которую вы придумаете. На деле эта гибкость окупается только тогда, когда ваша работа включает гибы с зазором или полностью замкнутые коробки. Если ваши проекты плоские или сгибаются по одной оси, прямой листогиб всегда даст лучший результат. Он обеспечивает равномерное давление, более чистую кромку, и нет необходимости переставлять сегменты или бороться с неровными отгибами.
Руководство простое: если длина ваших гибов превышает 48 дюймов, глубина меньше четырёх дюймов, и вы производите менее 50 деталей в месяц — выбирайте прямой листогиб. Он делает каждый цикл быстрым, плавным и повторяемым — сокращая время настройки вплоть до 80 %. Сегментные листогибы выходят вперед только тогда, когда нужно изолировать и поднять панели, которые прижимной листогиб с фиксированным ножом повредил бы — например, электрические коробки или четырёхсторонние корпуса с загибом на каждом крае.
Чрезмерная покупка — скрытый налог апгрейда для любителя. Вложение тысяч долларов в сегментный листогиб, когда ваши проекты требуют плоской гибки, замедляет производство и отводит средства от инструмента, который действительно повысил бы производительность. Каждый опытный слесарь рано или поздно усваивает этот урок: в гибке лучший станок — не тот, что имеет больше деталей, а тот, что выполняет работу с наименьшим количеством движений и наибольшей стабильностью.
Лучший листогиб — тот, что работает в вашем ритме. Подсчитайте настройки. Проверьте зубцы. Отследите линии сгиба. Когда точность совпадает с рабочим процессом, вы поймёте, почему промышленные машины служат десятилетиями — и почему чаще всего самый разумный выбор — это простой листогиб, тихо ожидающий на полу мастерской.


















