

Blocchi il foglio, fai la seconda piega e poi—problema. Il terzo lato va a sbattere direttamente contro la trave superiore, deformando il pezzo e trasformando la tua scatola perfetta in metallo sprecato. Ogni professionista della lamiera—o hobbista frustrato—ha incontrato questo ostacolo: la piegatrice standard che semplicemente non può chiudere un contenitore su tutti e quattro i lati. La soluzione deriva da una modifica progettuale apparentemente semplice: dividere la lama di piegatura in segmenti rimovibili singolarmente. Questa innovazione rende semplice la difficile terza piega, ed è il motivo per cui una macchina ha tre nomi diversi: piegatrice a dita, piegatrice per scatole e vasche, e piegatrice segmentata.
Ciò che definisce davvero questa famiglia di piegatrici non è la dimensione del telaio o lo spessore della lamiera, ma la geometria unica che rendono possibile. In una piegatrice lineare di base, la trave superiore di serraggio continua blocca qualsiasi flangia già piegata verso l’alto, causando interferenze nelle pieghe successive. La piegatrice segmentata risolve il problema rimuovendo la sezione della barra di serraggio che entrerebbe in collisione con il pezzo. Ogni “dito” rimovibile lascia uno spazio aperto dietro una flangia esistente, permettendo al pezzo di muoversi liberamente mentre si forma la nuova piega—che sia di 90 gradi o più stretta.
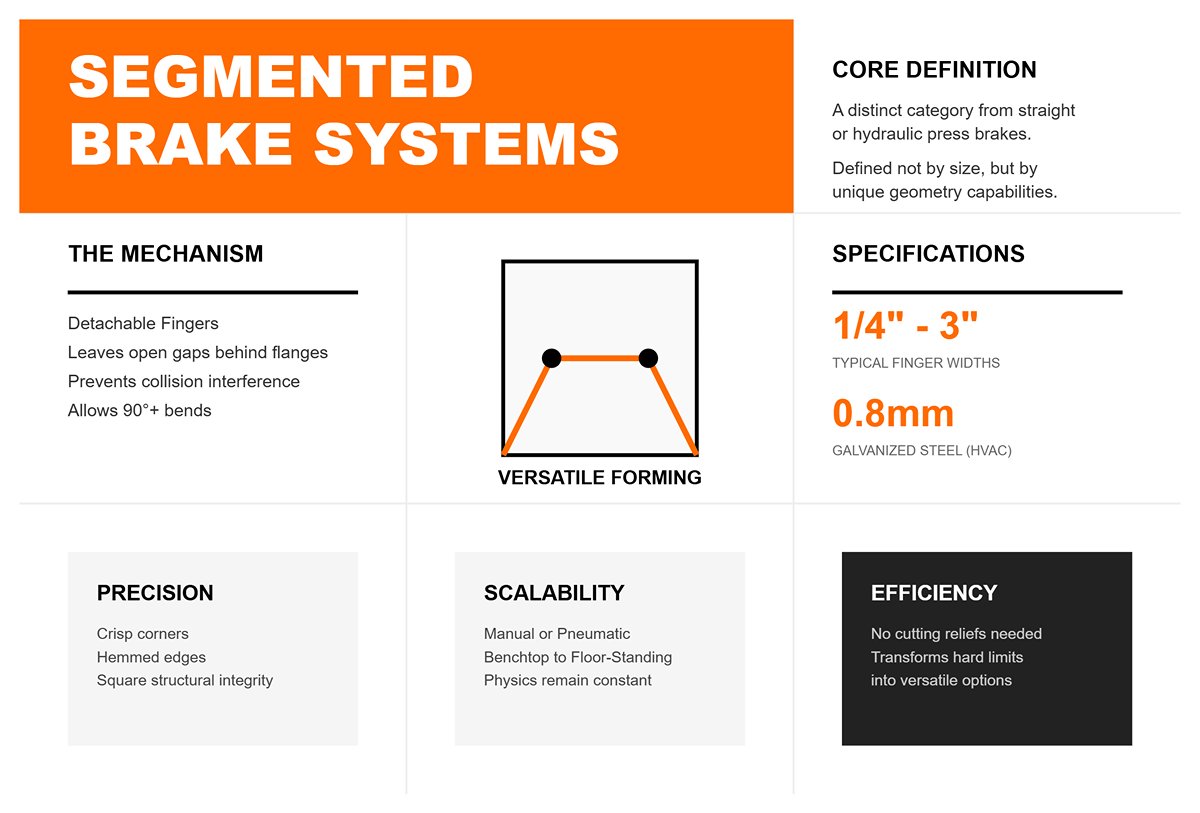
Questo approccio ingegnoso trasforma un limite meccanico rigido in un’opzione di formatura versatile. Nelle officine HVAC, produce vasche a quattro lati in acciaio zincato da 0,8 mm senza tagli di scarico. Nei laboratori di fabbricazione, realizza scatole in alluminio precise con bordi ribattuti e angoli netti. Gli operatori scelgono semplicemente la larghezza delle dita—tipicamente da ¼ di pollice a 3 pollici—per adattarsi alle dimensioni della flangia. Dopo le prime due pieghe, rimuovono o riposizionano le dita per le pieghe rimanenti, permettendo al pezzo di liberare l’utensile, restare squadrato ed evitare angoli schiacciati o giunzioni deformate.
Lo stesso principio funziona a qualsiasi scala, dalle unità compatte da banco alle piegatrici a pavimento lunghe oltre un metro e venti. Che siano azionate manualmente o con assistenza pneumatica, la fisica rimane la stessa: la trave di serraggio segmentata fa la differenza. Una volta compreso questo elemento, è chiaro perché queste macchine appartengano a una categoria distinta rispetto alle piegatrici lineari o alle presse piegatrici idrauliche.
La confusione deriva in gran parte da come queste macchine vengono commercializzate. Ogni termine mette in evidenza un vantaggio diverso dello stesso progetto di base. “Piegatrice a dita” sottolinea la precisione e la versatilità—la serie di segmenti corti in acciaio che possono essere disposti come pezzi di scacchi per creare profili di piegatura personalizzati. “Piegatrice per scatole e vasche” sposta l’attenzione sul prodotto finale—la capacità di fabbricare scatole, vassoi e vasche con lati completamente chiusi. “Piegatrice segmentata” evidenzia l’ingegneria stessa: una trave superiore di serraggio divisa in sezioni per evitare interferenze con pieghe già esistenti.
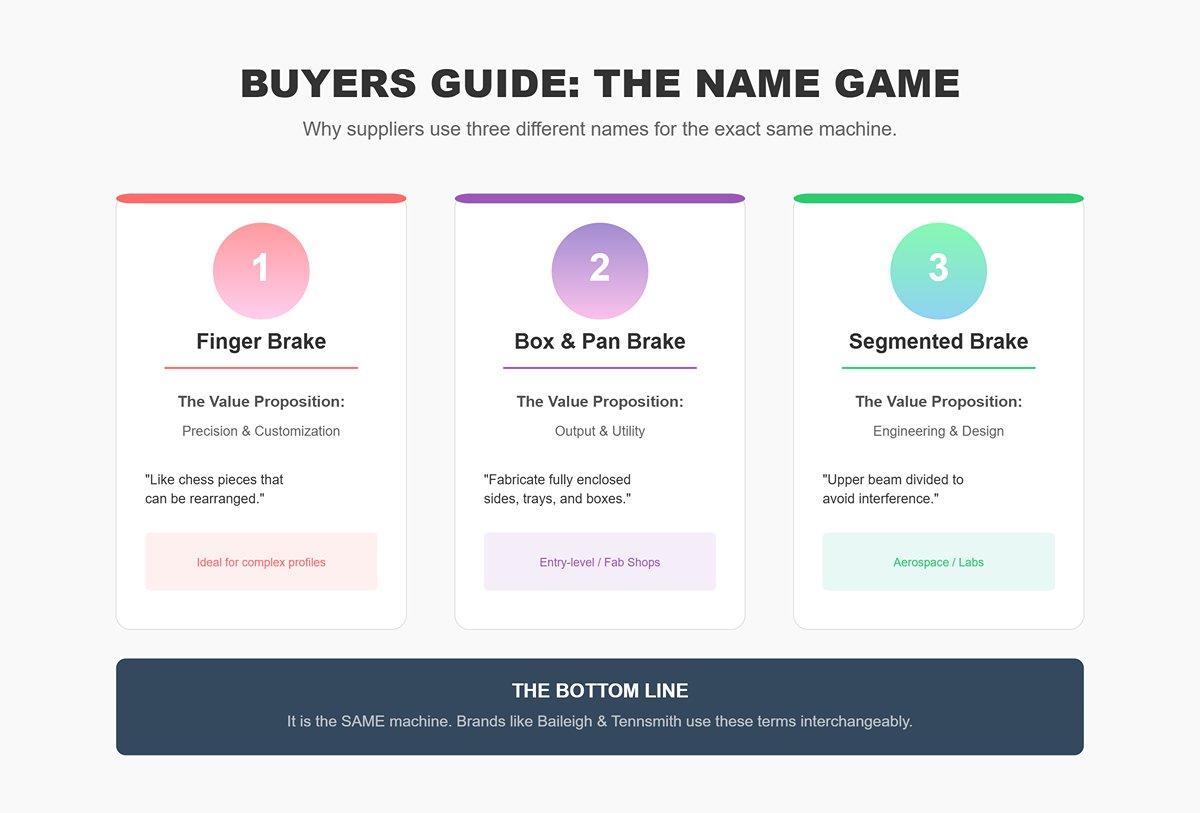
Poiché ogni nome attrae acquirenti diversi, cataloghi, siti web e materiali promozionali li usano spesso in modo intercambiabile. Una piccola officina di fabbricazione può acquistare un’unità base marchiata come “piegatrice per scatole e vasche”, mentre un laboratorio aerospaziale ordina lo stesso telaio etichettato “piegatrice manuale segmentata”. Anche i principali produttori confondono la terminologia—Baileigh, Tennsmith e GMC commercializzano macchine quasi identiche con tutti e tre i nomi. Le discussioni online complicano ulteriormente la confusione; i thread nei forum spesso le raggruppano con le presse piegatrici idrauliche, portando gli hobbisti a spendere troppo per attrezzature CNC progettate per lamiere spesse piuttosto che sottili.
Nonostante il caos terminologico, il progetto meccanico è sorprendentemente coerente. Ogni modello incorpora una lama di serraggio, una lama di piegatura regolabile e una fila di dita rimovibili fissate con viti a farfalla o bulloni. Tutto il resto—schema di verniciatura, logo del marchio, pedale o assistenza pneumatica—è solo una variazione su una geometria strutturale ben consolidata.
Se ti trovi in un’officina e ti chiedi che tipo di piegatrice stai osservando, esamina la trave. Vedi una fila di blocchi rettangolari in acciaio che possono essere sollevati singolarmente o svitati? Ecco la risposta. Se la ganascia di serraggio è una barra unica e continua, si tratta di una piegatrice lineare. Il design segmentato—o a dita—presenta sempre quelle corte barre di serraggio, spesso chiamate “denti”, che possono essere riposizionate o rimosse per liberare le flange già piegate sul pezzo.

Questo rapido controllo visivo può far risparmiare tempo e denaro. Alcune presse piegatrici idrauliche possono dichiarare di avere “dita”, ma in realtà si tratta di sezioni pesanti di utensili progettate per applicazioni ad alta tonnellaggio e non destinate a regolazioni rapide. Una vera piegatrice per scatole e vasche consente di cambiare le dita in pochi secondi, senza bisogno di chiavi. Questa efficienza definisce lo stile manuale—configurazione rapida, minima forza e controllo delicato quando si lavora con lamiera sottile.
Riconoscere questa distinzione protegge anche le attrezzature. Le piegatrici manuali per scatole e vasche sono costruite per lavori leggeri—tipicamente fino a circa lamiera dolce da 16 gauge o circa 2 mm di alluminio. Forzare materiale più spesso può deformare la lama di serraggio o rompere i perni delle cerniere. Un’officina avrebbe rovinato una piegatrice da banco $2,000 cercando di piegare lamiera da 14 gauge destinata a una pressa idraulica. La soluzione non è più forza—è usare la macchina giusta per lo spessore del metallo.
La precisione dipende dalla preparazione. Allineare la larghezza delle dita con la spaziatura delle flange—entro circa un sedicesimo di pollice—previene distorsioni e antiestetici spazi vuoti. Molti operatori che si lamentano che la loro piegatrice “non resta squadrata” in realtà hanno viti a farfalla allentate che permettono alle dita di spostarsi durante la piegatura, facendo uscire gli angoli di diversi gradi. Stringile bene prima di ogni utilizzo, e la macchina produrrà scatole squadrate e precise con tolleranze ripetibili di 1/8 di pollice.
In definitiva, l’etichetta non è ciò che conta—contano i risultati. Che tu la chiami piegatrice a dita, piegatrice per scatole e vasche o piegatrice segmentata, ogni termine indica la stessa ingegnosa soluzione a un enigma di fabbricazione vecchio di un secolo: formare una scatola precisa e squadrata senza sfidare la geometria—o rovinare la lamiera.
Quando la maggior parte dei lavoratori dei metalli si riferisce a una “piegatrice a dita”, di solito intende la tradizionale piegatrice manuale a lama—il classico design per scatole e vasche con dita in acciaio rimovibili fissate alla trave superiore. Quelle dita creano spazio per flange, lati e angoli, conferendo alla macchina la sua caratteristica flessibilità di piegare più bordi senza interferenze. Meccanicamente, è semplice: l’operatore solleva una lama incernierata, facendo ruotare il foglio lungo la giunzione tra la lama e la barra di serraggio.
La piegatrice manuale a foglia si distingue per la sua semplicità. È compatta, non richiede elettricità né idraulica, e lavora materiali di piccolo spessore—tipicamente fino a lamiera d’acciaio da 16 gauge (circa 1,5 mm)—con una precisione affidabile nelle mani esperte dell’operatore. Le sue dita intercambiabili, spesso fornite in larghezze di 1″, 2″, 3″ e 4″, sono fissate tramite bulloni o viti a testa zigrinata e possono essere riarrangiate rapidamente per adattarsi al lavoro da svolgere.
Gli usi più comuni comprendono la fabbricazione di canalizzazioni HVAC, quadri elettrici e telai di prototipi—lavorazioni che richiedono piegature nette e poco profonde piuttosto che forme profonde. Tuttavia, la precisione e la ripetibilità dipendono interamente dall’abilità e dalla coerenza dell’operatore; angoli di piega o altezze di risvolto possono variare leggermente a causa della fatica o di un piccolo disallineamento. Per questo motivo le piegatrici manuali a cassetta eccellono nei piccoli laboratori artigianali piuttosto che nelle linee automatizzate ad alto volume. Sono strumenti per artigiani, che privilegiano la precisione nata dalla pazienza rispetto alla forza bruta.
Da lontano, una piegatrice dotata di utensili segmentati può sembrare simile alla sua controparte manuale—una fila di sezioni rimovibili corre lungo tutta la lunghezza dell’area di lavoro. Ma la somiglianza termina quando inizia la piegatura. Invece di affidarsi alla forza umana, cilindri idraulici o meccanici spingono il martinetto verso il basso, fornendo una forza accuratamente controllata. Gli utensili—che si tratti di punzoni a collo d’oca o matrici sezionali—svolgono la stessa funzione di creare spazio come le dita manuali, ma operano su una scala molto più potente e precisa.
Mentre una piegatrice manuale a dita raggiunge al massimo lamiere da circa 16 gauge, una piegatrice idraulica a dita può lavorare materiale fino a 5/8″ di spessore a larghezze inferiori. Questo salto di capacità apre possibilità quali componenti strutturali pesanti, pannelli sovradimensionati con complessi dislivelli, e la produzione di forme consistenti attraverso centinaia di cicli. Le presse CNC moderne tengono traccia della posizione del martinetto fino al millesimo di pollice, regolando automaticamente il rimbalzo elastico e l’usura degli utensili per mantenere risultati uniformi.
Gran parte della confusione terminologica deriva da questa sovrapposizione. Il marketing spesso etichetta queste macchine come “piegatrici a dita”, suggerendo che siano equivalenti alle piegatrici manuali a cassetta. In realtà, sebbene entrambe utilizzino elementi di serraggio segmentati, differiscono completamente per capacità, forza e fascia di prezzo. Una piccola piegatrice manuale a dita da un metro può costare meno di mille dollari, mentre anche una piegatrice CNC a dita di livello base raggiunge decine di migliaia. La fonte di potenza, la precisione del controllo e la gamma di materiali lavorabili le ridefiniscono come categorie del tutto separate.
La distinzione chiave non risiede nella presenza delle “dita”, ma in ciò che queste dita devono realizzare per il tuo lavoro. Inizia valutando lo spessore del materiale e il volume di produzione. Se la maggior parte dei tuoi progetti prevede materiali da 24 a 16 gauge in misure personalizzate, una piegatrice manuale a cassetta offre un’adattabilità impareggiabile a un investimento contenuto. Per involucri o condotti unici, i pochi minuti necessari per riordinare le dita, regolare gli spazi e impostare l’angolo della lama sono trascurabili rispetto ai vantaggi di una formatura flessibile e a basso costo.
Se il tuo lavoro comporta acciaio spesso 1/4 di pollice o più, parti che richiedono angoli di piega costanti o componenti di precisione che devono combaciare o saldarsi perfettamente, allora una piegatrice idraulica con utensili segmentati è indispensabile. La sua potenza amplificata fornisce pieghe nitide e identiche tutto il giorno senza affaticare l’operatore. Inoltre, supporta controlli digitali, battute posteriori e programmazione offline—trasformando la piegatura da un mestiere manuale a un’operazione di produzione ottimizzata.
Un fattore critico da considerare è la distanza di interferenza. Sia le piegatrici manuali con dita rimovibili che le presse con punzoni sezionali possono gestire una piega sul “quarto lato” che altrimenti urterebbe contro l’utensile fisso. Su una piegatrice manuale, si rimuovono le dita nelle aree in cui le pareti della scatola toccherebbero il fermo. Su una pressa, punzoni a collo d’oca segmentati o sezioni di matrice più corte ottengono lo stesso risultato, consentendo spazio libero per risvolti pre-piegati. L’idea di base è identica, anche se la scala, la precisione e le esigenze di potenza differiscono in modo significativo.
La scelta tra queste macchine dipende meno dal marchio o dalle dichiarazioni pubblicitarie e più dall’allineare la loro forza, precisione e costi operativi con le esigenze produttive. Molte officine iniziano con una piegatrice manuale a cassetta per la prototipazione, poi passano a una pressa segmentata quando materiali di grosso spessore e produzione ripetitiva diventano la priorità. In quest’ottica, non sono rivali, ma fasi successive nell’espansione delle capacità di lavorazione della lamiera di un’officina.
Il vero rischio sta nell’usare il termine “piegatrice a dita” come definizione generica. Comprendere la differenza tra una piegatrice manuale a foglia e una pressa con utensili segmentati può prevenire costosi errori e garantire che le aspettative di prestazione corrispondano alla realtà. Una volta compresa la differenza tra pieghe manuali senza sforzo su lamiera da 16 gauge e la forza controllata delle pieghe idrauliche su piastra da 5/8 di pollice, la terminologia diventa chiara. Non si tratta solo di nomi, ma di leva, tonnellaggio applicato e scopo previsto.
| Caratteristica | Piegatrice Manuale a Foglia (a Cassetta) | Piegatrice Idraulica (Utensili Segmentati) |
|---|---|---|
| Fonte di Energia | Manuale (forza umana) | Cilindri idraulici o meccanici |
| Flessibilità | Dita in acciaio rimovibili consentono spazio per flange, lati e angoli | Punzonature/matrici segmentate forniscono spazio per forme complesse |
| Capacità tipica del materiale | Fino a lamiera d’acciaio da 16 gauge (~1,5 mm) | Fino a 5/8″ di spessore a larghezze più strette |
| Precisione e controllo | Dipende dall’abilità dell’operatore; gli angoli di piega possono variare | I controlli CNC consentono precisione fino a millesimi di pollice; compensano il ritorno elastico/usura degli utensili |
| Dimensioni e portabilità | Compatto, non richiede elettricità | Ingombro maggiore, richiede una fonte di alimentazione |
| Dimensioni comuni delle dita | 1″, 2″, 3″, 4″ | I segmenti variano a seconda del design dell’utensile |
| Usi tipici | Condotti HVAC, quadri elettrici, telai di prototipi | Componenti strutturali pesanti, grandi pannelli con offset, produzione ad alto volume |
| Tempo di configurazione | Rapida disposizione manuale delle dita | Impostazione e programmazione CNC per una produzione costante |
| Ripetibilità | Dipendente dall’operatore; la fatica può influire sull’accuratezza | Alta ripetibilità su centinaia di cicli |
| Fascia di costo | Sotto $1.000 per modelli piccoli | Decine di migliaia per unità CNC di livello base |
| Ideale per | Lavori a basso volume, personalizzati e di tipo artigianale | Materiali spessi, piegature uniformi ed efficienza produttiva |
| Spazio libero per piegature sul quarto lato | Rimuovere le dita nelle aree di collisione | Utilizzare punzoni a collo d’oca segmentati o sezioni di matrice più corte |
| Ruolo comune in officina | Prototipazione e progetti unici | Produzione e lavorazione di lamiere pesanti |
| Fattori decisionali chiave | Spessore del materiale, volume di produzione, budget | Necessità di precisione costante, gestione di materiali spessi, potenziale di automazione |
Le piegatrici a leva tradizionali sono ottimizzate per pezzi piatti e piegature dritte, dove nulla ostacola la trave di serraggio solida. I problemi sorgono quando si formano due flange perpendicolari. Queste flange rivolte verso l’alto sporgono nel percorso della ganascia discendente, causando un’interferenza diretta. Il design della trave non prevede tali sporgenze—alla terza piegatura, può pizzicare la flangia contro la lama, deformare il raggio dell’angolo o addirittura schiacciare completamente il materiale.
Questa interferenza va oltre un semplice problema di spazio libero—è una sfida geometrica complessa. Ogni flangia introduce sia larghezza che altezza, ridefinendo il volume di piegatura e determinando come il pezzo si inserisce sotto la trave di serraggio. Durante la terza piegatura, quelle intersezioni agli angoli limitano la profondità di inserimento ben prima che si raggiunga il posizionamento completo. Piccole compensazioni, come piegare leggermente di più le prime due flange per inclinarle verso l’esterno, raramente aiutano; la ganascia sul terzo lato di solito deforma la scatola rendendola fuori squadra perché gli angoli non hanno un supporto uniforme. Nella pratica, nove tentativi su dieci con piegatrici standard perdono la squadratura a questo punto, a meno che l’operatore non utilizzi attrezzature specializzate.
Le dita segmentate eliminano questa interferenza introducendo vuoti intenzionali all’interno della trave di serraggio. Invece di usare una faccia continua e solida, la trave presenta una serie di segmenti rimovibili in acciaio temprato—ognuno lavorato con precisione, tipicamente tra 1 e 4 pollici di larghezza. Rimuovendo segmenti selezionati, l’operatore crea aree di “spazio negativo” dove le flange già formate possono passare liberamente. Una volta serrate, queste flange si posizionano ordinatamente tra le dita fisse, permettendo alla lama di piegatura di agire solo sulle sezioni non formate del foglio.
Questa configurazione offre molto più di un semplice spazio libero. Se disposti correttamente, quei vuoti diventano guide autoallineanti. Quando la flangia scivola in un vuoto, blocca automaticamente il pezzo in parallelo all’asse di piegatura—evitando la rotazione che spesso torce gli angoli nella fabbricazione di scatole. Il posizionamento delle dita diventa quindi parte integrante della preparazione: posizionare una dita stretta contro il bordo da piegare, lasciare esattamente uno spessore di materiale tra essa e la lama di piegatura, e riempire il resto della trave con dita dimensionate di conseguenza. Il risultato è una geometria di piegatura ripetibile e un allineamento costante da pezzo a pezzo. I fabbricatori esperti notano anche che limitare i vuoti inutilizzati a meno di due larghezze di dita su lamiera sottile aiuta a mantenere una pressione di serraggio uniforme e riduce la flessione della trave.
La capacità della piegatrice a dita di eliminare l’interferenza delle flange rivoluziona le operazioni quotidiane in officina. Nella fabbricazione HVAC, ad esempio, vassoi e coperture in lamiera presentano spesso pareti laterali da 3 a 4 pollici, tipicamente ribattute per rimuovere spigoli vivi. Lo spazio libero delle dita consente di formare queste ribattiture già dalle prime piegature e garantisce che tutti e quattro i lati possano essere rifiniti senza danneggiare le flange. Il risultato è una notevole riduzione dei tempi di prototipazione rispetto al passaggio a una piegatrice standard.
Nella produzione di cucine professionali, vasche e vassoi in alluminio da 22 gauge sfruttano appieno la tecnica di ribattitura e piegatura preservando le superfici delicate. La disposizione segmentata delle dita permette alle ribattiture completate di inserirsi perfettamente negli spazi di serraggio, producendo giunzioni senza soluzione di continuità e resistenti alle perdite direttamente dalla piegatrice.
La produzione di contenitori per elettronica richiede spesso rapide regolazioni di larghezza durante lavori di breve durata. Utilizzando il metodo “Tetris”—selezionando larghezze di dita per corrispondere alle posizioni delle flange—gli operatori possono creare scatole di dimensioni diverse senza riprogrammare o sostituire le matrici inferiori. Esempi industriali includono la Baileigh BB-12016, dotata di una gamma di larghezze di dita per gestire contenitori di grande formato in acciaio dolce da 16 gauge, capace di piegare fino a 135° per semplificare l’assemblaggio.
I lavoratori esperti della lamiera riconoscono il salto di precisione. La dimostrazione classica di Ron Fournier illustra vividamente la differenza tra una piegatrice standard da 48 pollici e una piegatrice a dita su alluminio sottile: la piegatrice a dita produce una scatola perfettamente squadrata e con lati diritti in sole quattro piegature, mentre la piegatrice standard deforma il terzo lato al primo contatto con una flangia esistente.
Verifica della realtà in officina: Le piegatrici a dita sono più adatte per materiali leggeri o medi—fino a circa 2 mm in acciaio dolce. Oltre il 16 gauge, la leva manuale diventa impraticabile e sono necessarie presse idrauliche o attrezzi più pesanti. È altrettanto fondamentale una tecnica di serraggio corretta: dita allentate possono torcersi sotto pressione su lamiere sottili, quindi morsetti eccentrici e dadi di bloccaggio devono essere serrati saldamente per mantenere la precisione.
Immaginate le dita segmentate come i pezzi mancanti di un puzzle. Su una piegatrice standard, il “puzzle” è completo—non ci sono vuoti, quindi le flange sporgenti non hanno dove inserirsi. Una piegatrice a dita cambia le regole: si rimuovono pezzi selezionati per creare spazi su misura che accolgono perfettamente quelle flange già formate. Questa assenza deliberata è ciò che rende possibile modellare pezzi complessi e multidimensionali senza collisioni, distorsioni o sforzi inutili. Il cambiamento di mentalità è fondamentale: invece di chiedersi, “Come supero questa ostruzione?” ci si chiede, “Dove dovrebbe essere assorbita questa ostruzione?” Con questo approccio, la macchina si adatta al pezzo, invece di costringere il pezzo ad adattarsi alla macchina.
L’arte di disporre le dita è il punto in cui la teoria incontra la precisione pratica. Ogni dito in acciaio temprato, disponibile in larghezze graduate, è un componente modulare per definire la linea di piegatura. Il compito dell’operatore sembra un puzzle spaziale—combinare segmenti stretti e larghi per adattarsi alla profondità della flangia lasciando spazio per i bordi già piegati. Ad esempio, nella fabbricazione di una scatola con lati da 5 pollici, una disposizione ideale potrebbe essere due dita da 1 pollice abbinate a una da 3 pollici per sezione, creando lo spazio che previene la distorsione quando il lato finale viene piegato in posizione.
Ecco dove appare il compromesso. Le dita più larghe distribuiscono la pressione di serraggio più uniformemente—un vero vantaggio con metalli più spessi o ad alta resistenza—ma limitano anche la profondità minima della flangia che si può ottenere. Inserire una dito da 3 pollici significa che la flangia adiacente deve essere almeno di quella larghezza, altrimenti si avranno problemi di interferenza. Molti hobbisti investono erroneamente molto in dita strette, pensando che più piccolo significhi più precisione. In realtà, la ridotta area di contatto spesso scivola quando si lavora con lamiera da 14 gauge o più spessa sotto piena forza di piegatura.
Le officine esperte evitano questo problema ordinando i vassoi delle dita prima di iniziare un lavoro. Organizzare le dita per larghezza—invece di lasciarle alla rinfusa nel cassetto della piegatrice—trasforma una preparazione complicata da un processo di venti minuti di tentativi ed errori in una routine costante di cinque minuti. Questo piccolo aggiustamento ripaga esponenzialmente nel lavoro in serie. La vera efficienza del flusso di lavoro inizia al banco da lavoro, trasformando la preparazione da risoluzione reattiva dei problemi in una fase di calibrazione sicura e prevedibile.
Molti tecnici credono erroneamente che gli spazi tra le dita della pressa siano vuoti innocui. In realtà, quelle aperture influenzano direttamente la stabilità strutturale della pressa durante la piegatura. Ogni spazio riduce l’area di serraggio disponibile e, se l’apertura supera metà dello spessore del foglio, il materiale può flettersi all’interno e scivolare quando viene applicata coppia. Il risultato sono raggi di piega incoerenti o addirittura un rilascio completo—errori spesso scambiati per problemi di attrito piuttosto che per un cattivo setup. Ad esempio, in acciaio calibro 16, lasciare solo uno spazio di 1/8 di pollice può portare al rifiuto di circa un terzo dei pannelli a causa di torsioni agli angoli o distorsioni delle pieghe.
Anche quando gli spazi vengono eliminati, le configurazioni possono fallire se le altezze delle dita non sono perfettamente livellate. Una variazione di appena 0,01 pollici tra i segmenti provoca una pressione di serraggio irregolare, torcendo i bordi di due o tre gradi. Nelle applicazioni di precisione—come involucri elettronici, carter HVAC o pannelli architettonici—queste distorsioni si accumulano lungo gli assemblaggi. La soluzione è semplice: dopo aver bloccato le dita, testare con un foglio di scarto tenuto sotto pressione statica per circa dieci secondi. Se si rileva più di 1/32 di pollice di movimento, aggiungere spessori sotto le dita inferiori o sostituire quelle non corrispondenti. Questo piccolo e costante controllo trasforma il posizionamento di base in una calibrazione dinamica, garantendo una forza di serraggio uniforme lungo tutta la linea.
La vera ragione per cui gli angoli si deformano non è l’angolo di piega—ma l’altezza irregolare delle dita causata da una tensionatura impropria delle barre di trazione. Quando la trave di serraggio si inclina—stringendo un lato saldamente mentre lascia l’altro allentato—la pressione si concentra localmente e tira gli angoli verso l’interno. Questa distorsione spesso passa inosservata fino all’assemblaggio finale, quando le scatole non risultano squadrate di uno o due gradi. Molte produzioni iniziali vengono scartate prima che il modello sottostante diventi evidente.
Il problema deriva dal regolare la pressione di serraggio “a occhio” invece di controllare la reale profondità del gap. L’approccio corretto è impostare il gioco a due volte lo spessore del materiale per accomodare il raggio di piega e il recupero elastico. Barre di trazione troppo serrate comprimono le dita in modo irregolare, amplificando l’oscillazione della trave. Dopo la configurazione, posizionare una riga sopra le dita impegnate; un’ombra uniforme sotto di essa indica un allineamento corretto. Se la luce passa attraverso più di metà della campata, ri‑regolare le barre di trazione dal centro verso l’esterno fino a uniformare. Le officine di precisione che utilizzano questo metodo riducono regolarmente la distorsione agli angoli a meno di mezzo grado.
Le linee di produzione industriali talvolta cercano di mascherare il problema usando una pre‑piega in due fasi—prima formando a circa 135 gradi, poi pressando in piano durante la chiusura finale. Sebbene ciò possa temporaneamente nascondere l’effetto dell’estremità flottante, trasferisce semplicemente la distorsione in tensione residua lungo il quarto pannello. Col tempo, quella tensione nascosta si manifesta come micro‑crepe o assemblaggi disallineati. La vera precisione non deriva da trucchi correttivi—ma dal raggiungere un allineamento geometrico perfetto durante la configurazione iniziale.
L’intuizione inaspettata: La maggior parte dei manuali tecnici descrive le presse a dita come strumenti fissi, concentrandosi sulla geometria e trascurando il ritmo del flusso di lavoro. In pratica, la coerenza deriva da un processo ben coreografato piuttosto che dall’hardware stesso. Lavorare con una mentalità di “montaggio a secco”—configurare le dita per la prossima costruzione mentre si completa ancora quella attuale. Questa sovrapposizione visiva evidenzia errori di allineamento, segmenti usurati e discrepanze di gioco prima che il materiale incontri la pressa.
Considera la pressa come un sistema di forza unificato piuttosto che come un insieme di componenti. Il posizionamento di ogni dito altera il percorso del carico e determina la geometria minima della flangia. Registra le configurazioni di dita che producono pieghe pulite per le dimensioni standard delle scatole e annota qualsiasi setup che fallisca con leghe ad alta resistenza. Nel tempo, l’operatore che documenta queste regolazioni fini costruisce un manuale affidabile—che supera costantemente l’intuizione da sola. Questo approccio disciplinato, non la capacità bruta, è ciò che distingue la precisione produttiva ripetibile dai prototipi fortunati.
Il vero limite di piegatura di una pressa a dita non è semplicemente il “calibro massimo” dichiarato—ma l’equilibrio tra spessore del materiale, lunghezza di piega e leva dell’operatore. Le presse manuali per scatole e pannelli generalmente arrivano fino a circa acciaio dolce calibro 16 (circa 1,6 mm o 1/16″), poiché qualsiasi spessore maggiore sovrasta sia lo sforzo umano che la rigidità della trave. Spingersi oltre questo intervallo fa sì che la trave superiore inizi a flettersi o che la barra di serraggio si deformi, compromettendo permanentemente la precisione.
Le valutazioni di capacità possono essere fuorvianti perché dipendono fortemente dalla lunghezza di piega. Una pressa fai‑da‑te che vanta la capacità di piegare acciaio dolce da 5/8″ può riuscirci solo su una sezione molto stretta—magari di soli tre pollici—poiché i requisiti di tonnellaggio aumentano direttamente con la lunghezza di piega. I grafici industriali chiariscono questo: piegare acciaio dolce da 1/4″ (6,35 mm) usando una matrice con apertura a V di 85–90° richiede circa 15 tonnellate per piede. Estendendo la piega a 3 piedi, servirà una forza tripla. In pratica, molte cosiddette piccole presse idrauliche “da 20 tonnellate” si bloccano o flettono quando si tenta di formare acciaio da 1/4″ su più di uno o due piedi, indipendentemente da quanto robuste appaiano sulla carta. Riconoscere presto questa proporzionalità aiuta a scegliere una pressa che corrisponda non solo allo spessore del materiale desiderato ma anche all’intera gamma e dimensioni dei pezzi che si intende fabbricare.
Mentre la lunghezza del banco stabilisce il limite superiore della campata di piega, è la larghezza di ogni segmento di dito che definisce realmente quanto la pressa sia adattabile. Ogni dito deve essere più stretto della tua flangia interna più piccola, altrimenti entrerà in collisione con le sezioni adiacenti durante pieghe multiple. Una linea guida semplice: la larghezza delle dita dovrebbe essere uguale o inferiore alla profondità della scatola più lo spessore del materiale. Se si va oltre, non si riuscirà a chiudere correttamente le scatole—lasciando spazi che distorcono i bordi e compromettono la precisione.
Prendiamo l’esempio di formare una scatola profonda 4″ da un foglio da 12″. Potresti aver bisogno di sei dita tra 1,5″ e 2″ di larghezza per coprire l’area centrale in modo pulito, con dita di riempimento per completare l’intera larghezza. Senza una selezione sufficiente di segmenti stretti, ti troverai di fronte a compromessi scomodi—o rimuovere dita rischiando deformazioni alle estremità, o usare dita troppo larghe, che possono segnare o torcere il metallo. Di conseguenza, molti operatori scoprono che la loro pressa “a larghezza piena” offre meno flessibilità reale quando si lavora con profondità di scatola variabili. Le presse di grado industriale superano questo problema grazie ad utensili modulari sezionati che possono essere riconfigurati, ma la lezione rimane la stessa: avere sempre abbastanza segmenti stretti per gestire le geometrie di scatola più impegnative.
La profondità della gola—misurata dalla linea di serraggio al telaio posteriore o a qualsiasi ostacolo—determina silenziosamente la scatola più alta che puoi formare. Nella maggior parte delle presse manuali, questa profondità varia da 4″ a 10″, limitando quanto puoi piegare involucri profondi. La limitazione diventa critica quando si lavora sul terzo e quarto lato di una scatola: la gola deve liberare le flange formate in precedenza. In pratica, ciò significa che deve essere maggiore dell’altezza della flangia più almeno due volte lo spessore del materiale se si vogliono pieghe di ritorno fluide.
Ignorare la profondità della gola spesso porta i lavori a bloccarsi a metà piega quando un bordo formato collide con il telaio della macchina. Anche le presse industriali pesanti non sono immuni—materiali più spessi richiedono aperture della matrice più ampie (tipicamente otto volte lo spessore del materiale per l’acciaio dolce), il che riduce di fatto lo spazio disponibile nella gola. Un’officina che investe in un banco da 14 piedi per fabbricare grandi vasche HVAC potrebbe scoprire che una gola da 10″ è insufficiente per un lato profondo 8″, portando a riprogettazioni o alla necessità di esternalizzare. Poiché la maggior parte dei produttori mette in evidenza lunghezza del banco e tonnellaggio rispetto alla profondità della gola, è necessario cercare questa specifica da soli—altrimenti diventa la limitazione nascosta che manda fuori strada il processo di piegatura.
La maggior parte delle guide all’acquisto sorvola su questi vincoli, riassumendo la capacità con affermazioni vaghe come “piega acciaio calibro 12” o “formatura a piena larghezza”. In realtà, la tonnellata determina la forza disponibile lungo il banco, la larghezza delle dita modella la geometria interna e la profondità della gola stabilisce il limite massimo per l’altezza della scatola. Questi non sono dettagli secondari: determinano se la tua piegatrice può effettivamente produrre i pezzi presenti nei tuoi disegni senza soluzioni di ripiego, riattrezzaggi o sprechi di materiale.
Osservando la capacità di una piegatrice attraverso la lente di queste tre dimensioni interdipendenti, puoi evitare i comuni fallimenti di configurazione: pieghe bloccate, angoli deformati o scatole incomplete causate da semplici vincoli fisici. Padroneggiare l’interazione tra queste specifiche trasforma la piegatrice da uno strumento di formatura generico a una risorsa finemente calibrata—capace di canalizzare la tua precisione e tecnica in risultati ripetibili, efficienti e privi di distorsioni.
Il primo parametro di riferimento per qualsiasi piegatrice a dita di qualità è la capacità di mantenere la posizione sotto pressione. I sistemi di bloccaggio a camme eccellono in agilità—permettendo di riarrangiare le dita in pochi secondi senza attrezzi o sforzo. Per le officine che gestiscono lavori personalizzati unici, quella flessibilità è inestimabile. Puoi reimpostare le configurazioni tra un compito e l’altro più velocemente di quanto il pezzo precedente si raffreddi dalla piega. Tuttavia, la stessa velocità comporta un compromesso: le camme leggere tendono a slittare quando affrontano materiali oltre il calibro 14, causando lievi spostamenti di allineamento e riducendo di qualche grado la precisione. Non è una questione di abilità dell’operatore—sono semplicemente i limiti di attrito e coppia del design.
Al contrario, i sistemi a bulloni sacrificano la velocità per la tenuta. Non sono rapidi, ma stringono con la presa inflessibile di una morsa. Le presse industriali possono richiedere più tempo per la regolazione, ma ogni bullone fissa saldamente l’utensile contro la barra di supporto, così che anche sotto carichi di migliaia di tonnellate, la deflessione è quasi eliminata. In innumerevoli cicli, quella rigidità ripaga—le tolleranze restano entro mezzo grado e la struttura portante della macchina non si allenta con l’età.
Se il tuo flusso di lavoro ruota attorno a produzioni brevi—laboratori di progettazione, prototipi HVAC o involucri elettrici personalizzati—il sistema a camme offre configurazioni rapide e gestione efficiente per materiali più leggeri. Ma quando entra in gioco la produzione ripetitiva, la rigidità diventa sinonimo di convenienza. Una piegatrice a dita che fa risparmiare minuti in fase di setup ma sacrifica la precisione in uscita non è efficiente—è costosa. Inizia contando i cambi di configurazione giornalieri: cinque o più? Scegli il sistema a camme. Meno? Opta per il sistema a bulloni e goditi una precisione duratura.
La precisione non svanisce improvvisamente—si erode dall’interno. Le dita in acciaio dolce delle piegatrici di livello hobbistico (circa 200–300 Brinell) si deformano lentamente con l’uso ripetuto. Ogni ciclo di piegatura lascia una microscopica impronta dove il metallo incontra il metallo. Dopo alcune centinaia di lamiere, quei segni si accumulano, portando a flange disallineate, angoli fuori squadra e scatole che non combaciano più con i coperchi. Ciò che può sembrare puramente estetico è in realtà una deformazione incrementale—piccoli spostamenti che si sommano su ogni bordo di ogni componente.
Le piegatrici di livello industriale affrontano quell’usura utilizzando utensili temprati con durezza tra 50 e 60 Rockwell C. Questo livello di resistenza non solo evita le impronte—impedisce che l’attrezzatura sviluppi derive meccaniche. Strutture che producono decine di migliaia di vassoi in alluminio riportano anni di prestazioni costanti prima che sia necessaria qualsiasi manutenzione. Un operatore ha registrato 50.000 cicli con meno di cinque millesimi di deflessione—chiara prova che le dita sono rimaste più stabili della superficie su cui poggiavano.
Ecco la regola che separa gli strumenti destinati a durare da quelli destinati a fallire: esegui una prova con una striscia di acciaio dolce calibro 14. Se i denti delle dita lasciano segni più profondi di 0,005 pollici, l’acciaio è già troppo morbido. Sostituisci o aggiorna prima che la perdita di precisione si trasformi in scarto. È un passo silenzioso che previene centinaia di dollari di pezzi rovinati e ore di rifacimento—e spesso segna il punto in cui l’attrezzatura hobbistica entra nella vera affidabilità industriale.
Le piegatrici a dita sono allettanti—sembrano adattabili, praticamente modulari, come se potessero gestire qualsiasi forma tu possa immaginare. In realtà, quella flessibilità paga solo quando il tuo lavoro richiede pieghe con spazio di manovra o scatole completamente chiuse. Se i tuoi progetti sono piatti o si piegano lungo un singolo asse, una piegatrice lineare a foglia supererà sempre le prestazioni. Offre pressione costante, risultati più puliti e nessuna necessità di giostrare con le configurazioni delle dita o combattere flange irregolari.
La linea guida è semplice: se le tue pieghe superano i 48 pollici di lunghezza, meno di quattro pollici di profondità, e produci meno di 50 pezzi al mese, scegli una piegatrice lineare. Mantiene ogni ciclo veloce, fluido e ripetibile—riducendo il tempo di setup fino all’80%. Le piegatrici a dita prendono il sopravvento solo quando devi isolare e sollevare pannelli che una foglia fissa schiaccerebbe—come scatole elettriche o involucri a quattro lati bordati su ogni lato.
L’acquisto eccessivo è la tassa nascosta dell’upgrade hobbistico. Investire migliaia in piegatrici a dita quando i tuoi progetti richiedono pieghe piatte rallenta la produzione e sottrae fondi agli utensili che aumenterebbero davvero la produttività. Ogni fabbricante esperto impara questa lezione prima o poi: nella formatura, la macchina migliore non è quella con più pezzi—è quella che fa il lavoro con meno mosse e la massima coerenza.
La migliore piegatrice è quella che si muove al tuo ritmo. Conta i setup. Controlla i denti. Traccia le linee di piega. Quando la precisione si allinea al flusso di lavoro, capirai perché le macchine industriali durano decenni—e perché, più spesso di quanto si pensi, la scelta più intelligente è la semplice piegatrice lineare che aspetta silenziosa sul pavimento dell’officina.


















