

تثبت الصفيحة، تقوم بالثني الثاني، ثم — مشكلة. الجانب الثالث يصطدم مباشرة بالشعاع العلوي، مما يلتوي قطعة العمل ويحوّل صندوقك المثالي إلى معدن مهدر. كل محترف في تشكيل الصفائح المعدنية — أو هاوٍ محبط — واجه هذه العقبة: الفرامل القياسية التي لا يمكنها إغلاق الهيكل من جميع الجوانب الأربعة. الحل يأتي من تغيير تصميم بسيط بشكل مخادع: تقسيم شفرة الثني إلى أجزاء قابلة للإزالة بشكل فردي. هذا الابتكار يجعل الثني الثالث الصعب أمرًا بسيطًا، ولهذا السبب تُعرف هذه الآلة بثلاثة أسماء مختلفة: فرامل الأصابع، فرامل الصندوق والصينية، وفرامل مجزأة.
ما يحدد حقًا هذه الفئة من الفرامل ليس حجم الإطار أو سماكة الصفائح المعدنية — بل الهندسة الفريدة التي تجعلها ممكنة. في الفرامل المستقيمة الأساسية، يمنع الشعاع العلوي المستمر أي حافة تم ثنيها للأعلى بالفعل، مما يسبب تداخلًا في الثنيات التالية. الفرامل المجزأة تحل ذلك بإزالة الجزء من قضيب التثبيت الذي قد يصطدم بالقطعة. كل “إصبع” قابل للفصل يترك فجوة مفتوحة خلف الحافة الموجودة، مما يسمح للقطعة بالتأرجح بحرية أثناء تشكيل الثني الجديد — سواء كان بزاوية 90 درجة أو أكثر إحكامًا.
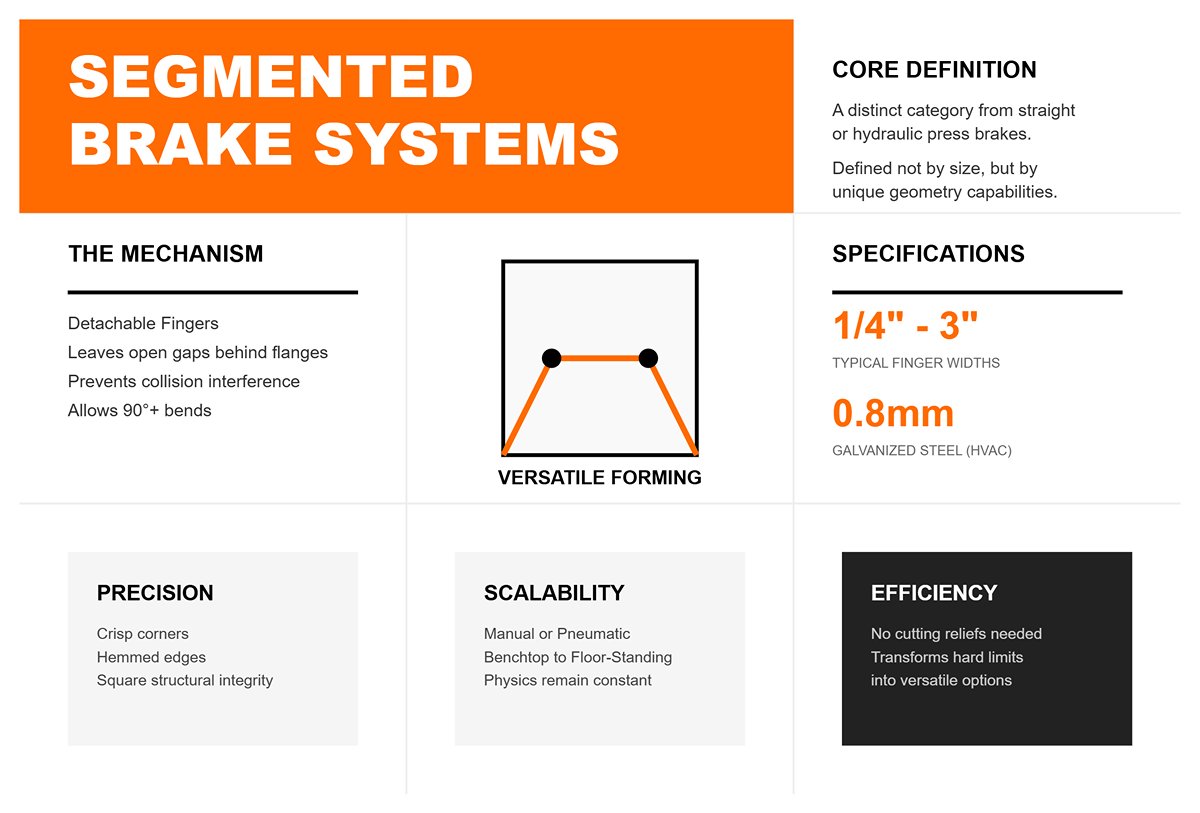
هذا النهج الذكي يحوّل حدًا ميكانيكيًا صعبًا إلى خيار تشكيل متعدد الاستخدامات. في ورش التدفئة والتهوية وتكييف الهواء، ينتج صناديق مجاري هواء بأربعة جوانب من فولاذ مجلفن بسماكة 0.8 مم دون الحاجة إلى قص فراغات. في استوديوهات التصنيع، يصنع صناديق ألمنيوم دقيقة بحواف مطوية وزوايا حادة. يقوم المشغلون ببساطة باختيار عرض الأصابع — عادة من ¼ بوصة إلى 3 بوصات — لتناسب أبعاد الحافة. بعد أول ثنيين، يقومون بإزالة أو إعادة وضع الأصابع للثنيات المتبقية، مما يسمح للقطعة بتجنب الأدوات والبقاء مربعة وتجنب سحق الزوايا أو تشويه اللحامات.
نفس المبدأ يعمل على أي مقياس، من الوحدات الصغيرة على الطاولة إلى الفرامل القائمة على الأرض بطول يزيد عن أربعة أقدام. سواء كانت تعمل يدويًا أو بمساعدة هوائية، تبقى الفيزياء كما هي: الشعاع العلوي المجزأ هو ما يصنع الفرق. بمجرد أن تدرك هذه الميزة، يصبح واضحًا لماذا تنتمي هذه الآلات إلى فئة مميزة عن الفرامل المستقيمة أو فرامل الضغط الهيدروليكية.
ينبع الالتباس في الغالب من طريقة تسويق هذه الآلات. كل مصطلح يسلط الضوء على ميزة مختلفة لنفس التصميم الأساسي. “فرامل الأصابع” تبرز الدقة والتنوع — صف من القطع الفولاذية القصيرة التي يمكن إعادة ترتيبها مثل قطع الشطرنج لتشكيل أنماط ثني مخصصة. “فرامل الصندوق والصينية” تحول التركيز إلى المنتج النهائي — القدرة على تصنيع صناديق وصواني وأحواض بجوانب مغلقة بالكامل. “الفرامل المجزأة” تشير إلى الهندسة نفسها: شعاع تثبيت علوي مقسم إلى أجزاء لتجنب التداخل مع الثنيات الموجودة.
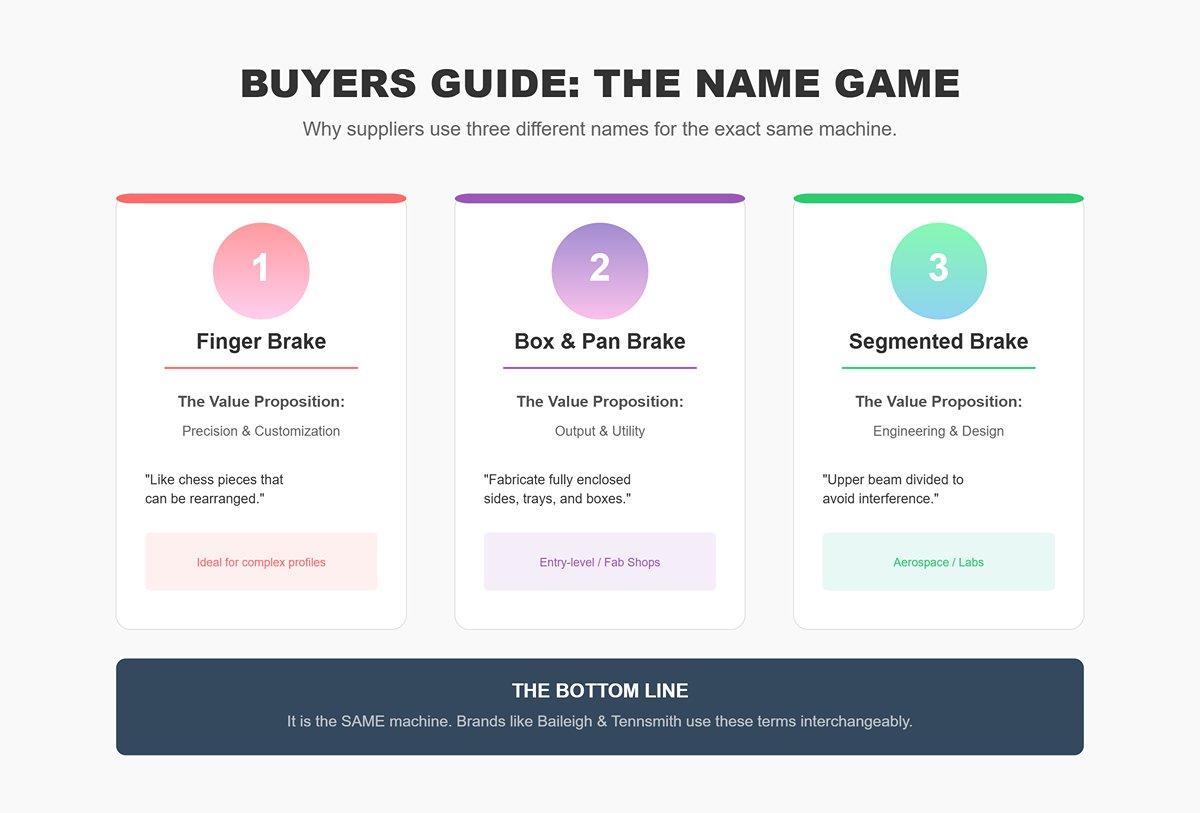
نظرًا لأن كل اسم يجذب فئة مختلفة من المشترين، غالبًا ما تستخدم الكتالوجات والمواقع الإلكترونية والمواد الترويجية هذه المصطلحات بالتبادل. قد تشتري ورشة تصنيع صغيرة وحدة أساسية تحمل علامة “فرامل الصندوق والصينية”، بينما يطلب مختبر فضاء نفس الهيكل تحت اسم “فرامل يدوية مجزأة”. حتى الشركات المصنعة الكبرى تخلط المصطلحات — فـ Baileigh و Tennsmith و GMC جميعها تسوّق آلات متطابقة تقريبًا تحت الأسماء الثلاثة. النقاشات على الإنترنت تزيد الالتباس؛ حيث تقوم المواضيع في المنتديات غالبًا بجمعها مع فرامل الضغط الهيدروليكية، مما يدفع الهواة إلى إنفاق مبالغ كبيرة على معدات CNC مصممة للصفائح السميكة بدلًا من الصفائح الرقيقة.
على الرغم من فوضى الأسماء، فإن التصميم الميكانيكي متسق بشكل ملحوظ. كل نموذج يحتوي على ورقة تثبيت، ورقة ثني قابلة للتعديل، وصف من الأصابع القابلة للإزالة المثبتة بواسطة براغي الإبهام أو المسامير. كل ما عدا ذلك — لون الطلاء، شعار العلامة التجارية، دواسة القدم، أو المساعدة الهوائية — مجرد اختلافات على هندسة هيكلية راسخة.
إذا وجدت نفسك في ورشة عمل تتساءل عن نوع الفرامل التي تنظر إليها، فقط افحص الشعاع. هل ترى صفًا من الكتل الفولاذية المستطيلة التي يمكن رفعها أو فكها بشكل فردي؟ هذا هو الجواب. إذا كان فك التثبيت عبارة عن قضيب واحد غير مقطوع، فهي فرامل مستقيمة. التصميم المجزأ — أو بالأصابع — دائمًا يحتوي على قضبان تثبيت قصيرة، غالبًا ما تسمى “أسنان”، يمكن إعادة وضعها أو إزالتها لتجنب الحواف المثنية بالفعل على قطعة العمل.

هذا الفحص البصري السريع يمكن أن يوفر الكثير من الوقت والمال. قد تدّعي بعض فرامل الضغط الهيدروليكية أنها تحتوي على “أصابع”، لكن في الواقع هي أقسام أدوات ثقيلة مصممة لتطبيقات عالية الحمولة وليست معدة للتعديل السريع. فرامل الصندوق والصينية الحقيقية تسمح بتغيير الأصابع في ثوانٍ، دون الحاجة إلى مفاتيح ربط. هذه الكفاءة هي ما يميز النمط اليدوي — إعداد سريع، قوة قليلة، وتحكم دقيق مطلوب عند العمل مع الصفائح الرقيقة.
التعرف على هذا الفرق يحمي أيضًا معداتك. فرامل الصندوق والصينية اليدوية مصممة للأعمال الخفيفة — عادةً بحد أقصى حوالي فولاذ معتدل بسماكة 16 قياس أو حوالي 2 مم من الألومنيوم. إجبار مادة أكثر سماكة يمكن أن يلتوي ورقة التثبيت أو يكسر دبابيس المفصل. إحدى الورش أفسدت فرامل طاولة $2,000 بمحاولة ثني صفائح بسماكة 14 قياس مخصصة لفرامل ضغط هيدروليكية. الحل ليس المزيد من القوة — بل استخدام الآلة المناسبة لسماكة المعدن.
الدقة تعتمد على التحضير. محاذاة عرض الأصابع مع تباعد الحواف — في حدود حوالي 1/16 بوصة — يمنع التشويه والفجوات غير المرغوبة. العديد من المشغلين الذين يشتكون من أن فراملهم “لا تبقى مربعة” في الواقع يتعاملون مع براغي إبهام فضفاضة تسمح للأصابع بالتحرك أثناء الثني، مما يخرج الزوايا بعدة درجات. شدها بإحكام قبل كل استخدام، وستنتج الآلة صناديق مربعة حادة مع تكرار دقة 1/8 بوصة.
في النهاية، الملصق ليس هو المهم — النتائج هي ما يهم. سواء أطلقت عليها فرامل الأصابع أو فرامل الصندوق والصينية أو الفرامل المجزأة، فإن كل مصطلح يشير إلى نفس الحل العبقري للغز تصنيع عمره قرن: تشكيل صندوق مربع دقيق دون تحدي الهندسة — أو إفساد صفائحك المعدنية.
عندما يشير معظم عمال المعادن إلى “فرامل الأصابع”، فإنهم يقصدون عادة الفرامل الورقية اليدوية التقليدية — التصميم الكلاسيكي لصندوق ولوح مزود بأصابع فولاذية قابلة للإزالة ومثبتة على العارضة العلوية. تخلق تلك الأصابع فراغاً للحواف والجوانب والزوايا، مما يمنح الآلة مرونتها المميزة في ثني الحواف المتعددة دون تداخل. من الناحية الميكانيكية، الأمر بسيط: يرفع المشغل ورقة مفصلية، مما يؤدي إلى دوران الصفيحة على طول المفصل بين الورقة وشريط التثبيت.
تتألق الفرامل الورقية اليدوية ببساطتها. فهي مضغوطة، لا تحتاج إلى كهرباء أو نظام هيدروليكي، وتعالج المواد الرقيقة — عادة حتى سماكة 16‑قياس من الفولاذ (حوالي 1.5 مم) — بدقة موثوقة في الأيدي المتمرسة. أصابعها القابلة للتبديل، التي تُوفر غالباً بعروض 1″ و2″ و3″ و4″، تُثبت بواسطة البراغي أو المسامير اليدوية ويمكن إعادة ترتيبها بسرعة لتناسب المهمة المطلوبة.
تشمل الاستخدامات الشائعة تصنيع مجاري هواء التكييف (HVAC) والخزائن الكهربائية وهياكل النماذج الأولية — وهي مهام تتطلب انحناءات حادة وضحلة بدلاً من الأشكال العميقة التكوين. ومع ذلك، فإن الدقة وقابلية التكرار تعتمد كلياً على مهارة المشغل واتساقه؛ فقد تنحرف زوايا الثني أو ارتفاعات الحواف بشكل طفيف بسبب التعب أو سوء المحاذاة البسيط. لهذا السبب، تتفوق فرامل الصندوق واللوح اليدوية في الورش الصغيرة الموجهة نحو الحرفة بدلاً من خطوط الإنتاج الآلية ذات الحجم الكبير. إنها أدوات للحرفيين، تفضل الدقة الناتجة عن الصبر على القوة العمياء.
من بعيد، قد تبدو فرامل الضغط المزودة بأدوات مقطعية شبيهة بنظيرتها اليدوية — صف من المقاطع القابلة للإزالة يمتد على طول منطقة العمل. لكن التشابه ينتهي بمجرد بدء عملية الثني. فبدلاً من الاعتماد على القوة البشرية، تدفع الأسطوانات الهيدروليكية أو الميكانيكية الكباس إلى الأسفل، لتوفر قوة محكومة بدقة. تعمل الأدوات — سواء كانت لكمات عنق الإوزة أو قوالب مقسمة — على أداء وظيفة الإخلاء نفسها التي تؤديها الأصابع اليدوية، لكنها تعمل على نطاق أقوى وأكثر دقة بكثير.
بينما تصل قدرة فرامل الأصابع اليدوية إلى حدود فولاذ بسمك 16‑قياس تقريباً، يمكن لفرامل الضغط الهيدروليكية المزودة بأصابع أن تتعامل مع مواد بسماكة تصل إلى 5/8″ عند العروض الضيقة. هذه القفزة في القدرة تفتح المجال أمام مكونات هيكلية ثقيلة، وألواح كبيرة مع تعرجات دقيقة، وإنتاج أشكال متطابقة عبر مئات الدورات. تتابع مكابس التحكم الرقمي (CNC) الحديثة موضع الكباس بدقة تصل إلى جزء من الألف من البوصة، وتُعدل تلقائياً لتعويض ارتداد الزنبرك وتآكل الأداة للحفاظ على نتائج موحدة.
ينشأ الكثير من الالتباس في المصطلحات بسبب هذا التداخل. غالباً ما تُسوّق هذه الآلات تحت اسم “فرامل ضغط الأصابع”، مما يوحي بأنها مكافئة لفرامل الصندوق واللوح اليدوية. في الواقع، رغم أن كليهما يستخدم عناصر تثبيت مقسمة، إلا أنهما مختلفان تماماً من حيث القدرة والقوة والسعر. فقد تكلف فرامل أصابع يدوية صغيرة بطول ثلاثة أقدام أقل من ألف دولار، بينما قد يصل سعر فرامل ضغط CNC مزودة بأدوات أصابع إلى عشرات الآلاف. مصدر الطاقة، ودقة التحكم، ونطاق المواد التي يمكنها التعامل معها تعيد تعريفها كفئات منفصلة تماماً.
التمييز الأساسي لا يكمن في وجود “الأصابع”، بل في ما يجب أن تحققه تلك الأصابع في عملك. ابدأ بتقييم سماكة المادة وحجم الإنتاج. إذا كان معظم مشاريعك يشمل مواد بسماكة بين 24 و16 قياساً بأحجام مخصصة، فإن فرامل الصندوق واللوح اليدوية توفر قابلية تكيف لا مثيل لها مقابل استثمار متواضع. للمغلفات أو المجاري المخصصة، فإن الدقائق القليلة المطلوبة لإعادة ترتيب الأصابع، وضبط الفجوات، وتعديل زاوية الورقة تعتبر ضئيلة مقارنة بفوائد التشكيل المرن منخفض التكلفة.
أما إذا كان عملك يشمل فولاذاً بسماكة 1/4 بوصة أو أكثر، أو أجزاء تتطلب زوايا ثني متسقة، أو مكونات دقيقة يجب أن تتكدس أو تُلحم بسلاسة، فإن فرامل الضغط الهيدروليكية المزودة بأدوات مجزأة أمر ضروري. فقوتها المتزايدة توفر انحناءات حادة ومتطابقة طوال اليوم دون إنهاك المشغل. بالإضافة إلى ذلك، فهي تدعم أنظمة التحكم الرقمية، والمقاييس الخلفية، والبرمجة الخارجية — مما يحول عملية الثني من حرفة يدوية إلى تشغيل إنتاجي مبسط.
عامل حاسم يجب أخذه في الاعتبار هو خلوص التداخل. يمكن لكل من الفرامل اليدوية ذات الأصابع القابلة للإزالة وفرامل الضغط المزودة بلكمات مجزأة التعامل مع “الثني على الجانب الرابع” الذي قد يصطدم بالأدوات الثابتة. في الفرامل اليدوية، تزيل الأصابع في المناطق التي قد تصطدم فيها جدران الصندوق بالمثبت. أما في فرامل الضغط، فتؤدي اللكمات المجزأة على شكل عنق إوزة أو مقاطع القوالب القصيرة الوظيفة نفسها، مما يسمح بخلوص للحواف المثنية مسبقاً. الفكرة الأساسية متطابقة، وإن اختلف الحجم والدقة ومتطلبات القدرة بشكل كبير.
الاختيار بين هذه الآلات لا يتعلق بأسمائها التجارية أو ادعاءات التسويق بقدر ما يتعلق بمواءمة قوتها ودقتها وتكاليف تشغيلها مع احتياجات الإنتاج لديك. تبدأ العديد من الورش بفرامل الصندوق واللوح اليدوية للنماذج الأولية، ثم تنتقل إلى فرامل ضغط مجزأة بمجرد أن تصبح المواد السميكة والإنتاج المتكرر أولوية. من هذا المنظور، فهي ليست متنافسة بل مراحل متتالية في توسيع قدرات تشغيل المعادن في الورشة.
المشكلة الحقيقية تكمن في استخدام مصطلح “فرامل الأصابع” كمصطلح شامل. إن فهم الفرق بين الفرامل الورقية اليدوية وفرامل الضغط المزودة بأدوات مجزأة يمكن أن يمنع الأخطاء المكلفة ويضمن أن تتطابق توقعات الأداء مع الواقع. بمجرد أن تدرك الفرق بين الانحناءات اليدوية السهلة في صفائح سماكتها 16‑قياساً والقوة المحكومة للثنيات الهيدروليكية في صفائح بسماكة 5/8 بوصة، سيتضح لك معنى المصطلحات. فالمسألة لا تتعلق بالأسماء فحسب — بل بالرافعة، والقدرة المطبقة، والغرض المقصود.
| الميزة | الفرامل الورقية اليدوية (الصندوق واللوح) | فرامل ضغط هيدروليكية (أدوات مقسمة) |
|---|---|---|
| مصدر الطاقة | يدوي (قوة بشرية) | أسطوانات هيدروليكية أو ميكانيكية |
| المرونة | أصابع فولاذية قابلة للإزالة تسمح بوجود فراغات للحواف والجوانب والزوايا | لكمات/قوالب مقسمة توفر فراغات للأشكال المعقدة |
| السعة المادية النموذجية | حتى فولاذ بسماكة 16 قياس (~1.5 مم) | حتى سماكة 5/8 بوصة عند العرض الأضيق |
| الدقة والتحكم | يعتمد على مهارة المشغل؛ قد تختلف زوايا الثني | تحكم CNC يتيح دقة تصل إلى أجزاء من الألف من البوصة؛ يعوض عن ارتداد النوابض/تآكل الأدوات |
| الحجم وقابلية النقل | مضغوط، لا يحتاج إلى كهرباء | مساحة أكبر، يتطلب مصدر طاقة |
| أحجام الأصابع الشائعة | 1″, 2″, 3″, 4″ | تختلف القطع حسب تصميم الأداة |
| الاستخدامات النموذجية | قنوات التكييف، خزائن كهربائية، هياكل أولية للنماذج | مكونات هيكلية ثقيلة، ألواح كبيرة مع إزاحات، إنتاج بكميات كبيرة |
| وقت الإعداد | إعادة ترتيب الأصابع يدويًا بسرعة | إعداد وبرمجة CNC لإنتاج ثابت |
| قابلية التكرار | يعتمد على المشغل؛ يمكن أن تؤثر الإرهاق على الدقة | قابلية تكرار عالية على مدى مئات الدورات |
| نطاق التكلفة | أقل من $1,000 للنماذج الصغيرة | عشرات الآلاف لوحدات CNC المبدئية |
| الأفضل لـ | العمل منخفض الحجم، المخصص، والموجه للحرف اليدوية | المواد السميكة، الانحناءات المتسقة، وكفاءة الإنتاج |
| الخلوص لانحناءات الجانب الرابع | إزالة الأصابع في مناطق التصادم | استخدام لكمات عنق الإوزة المجزأة أو أقسام القوالب الأقصر |
| الدور الشائع في الورشة | النماذج الأولية والمشاريع الفردية | الإنتاج والتصنيع الثقيل السمك |
| عوامل القرار الرئيسية | سماكة المادة، حجم الإنتاج، الميزانية | الحاجة إلى دقة متسقة، التعامل مع المواد السميكة، وإمكانية الأتمتة |
المكابح التقليدية ذات العارضة المستوية مُحسّنة للقطع المسطحة والانحناءات المستقيمة حيث لا يوجد ما يعيق شعاع التثبيت الصلب. تبدأ المشاكل بمجرد تشكيل حافتين متعامدتين. هذه الحواف المتجهة للأعلى تمتد في مسار المشبك الهابط، مما يسبب تداخلاً مباشراً. تصميم الشعاع لا يستوعب مثل هذه البروزات—في الثني الثالث، قد يضغط الحافة على النصل، أو يشوه نصف قطر الزاوية، أو حتى يسحق المادة بالكامل.
هذا التداخل يتجاوز مجرد مشكلة خلوص بسيط—إنه تحد هندسي معقد. كل حافة تضيف عرضاً وارتفاعاً، مما يعيد تشكيل مجال الثني ويحدد كيفية دخول القطعة أسفل شعاع التثبيت. عند تنفيذ الثني الثالث، تقيد تقاطعات الزوايا عمق الإدخال قبل الوصول إلى التثبيت الكامل بكثير. التعويضات الصغيرة، مثل الثني الزائد قليلاً للحافتين الأوليين لإمالتهما بعيداً، نادراً ما تنجح؛ غالباً ما يشوه المشبك على الجانب الثالث الصندوق إلى شكل غير مربع لأن الزوايا تفتقر إلى الدعم المتساوي. في الاستخدام العملي، تسعة من كل عشرة محاولات باستخدام مكابح قياسية تفقد التربيع في هذه المرحلة ما لم يستخدم المشغل أدوات متخصصة.
تزيل الأصابع المجزأة هذا التداخل عن طريق إدخال فراغات مقصودة داخل شعاع التثبيت. بدلاً من استخدام وجه صلب مستمر واحد، يحتوي الشعاع على سلسلة من القطع الفولاذية المقسّاة القابلة للإزالة—كل منها مصنّع بدقة، عادة بعرض يتراوح بين 1 و4 بوصات. من خلال إزالة قطع مختارة، ينشئ المشغل مناطق “مساحة سالبة” يمكن للحواف المشكلة مسبقاً أن تمر خلالها بحرية. عند التثبيت، تستقر هذه الحواف بشكل مرتب بين الأصابع الثابتة، مما يسمح لنصل الثني بالتعامل فقط مع الأجزاء غير المشكلة من الصفيحة.
يوفر هذا التكوين أكثر من مجرد خلوص بسيط. عند ترتيبه بشكل صحيح، تصبح تلك الفجوات أدلة ذاتية المحاذاة. عندما تنزلق الحافة إلى فراغ، فإنها تثبت تلقائياً القطعة موازية لمحور الثني—مما يمنع الانحراف الدوراني الذي غالباً ما يلتوي الزوايا في تصنيع الصناديق. يصبح وضع الأصابع جزءاً أساسياً من الإعداد: ضع إصبعاً واحداً ملاصقاً للحافة المراد ثنيها، واترك مساحة تساوي سمك المادة تماماً بينه وبين شفرة الطي، واملأ بقية الشعاع بأصابع ذات أحجام مناسبة. النتيجة هي هندسة انحناء قابلة للتكرار ومحاذاة متسقة من قطعة لأخرى. كما يلاحظ الحرفيون المتمرسون أن الحد من الفجوات غير المستخدمة إلى أقل من عرض إصبعين في الصفائح الخفيفة يساعد على الحفاظ على ضغط تثبيت موحد ويقلل من انحناء الشعاع.
قدرة مكابح الأصابع على إزالة تداخل الحواف أحدثت ثورة في عمليات الورش اليومية. في تصنيع أنظمة التدفئة والتهوية وتكييف الهواء، على سبيل المثال، غالباً ما تحتوي صواني وأغطية الصفائح المعدنية على جدران جانبية بارتفاع 3 إلى 4 بوصات، وعادة ما تكون مطوية لإزالة الحواف الحادة. يتيح خلوص الأصابع تشكيل هذه الطيات من أول انحناءات ويضمن إمكانية إنهاء جميع الجوانب الأربعة بسلاسة دون إتلاف الحواف. النتيجة هي تقليل كبير في وقت النمذجة مقارنة بالتحويل إلى مكبح ضغط قياسي.
في تصنيع المطابخ التجارية، تستفيد الأحواض والصواني المصنوعة من الألومنيوم بسمك 22 قياساً بالكامل من تقنية الطي مع الحفاظ على أسطحها الحساسة. يتيح ترتيب الأصابع المجزأة للطيات المكتملة أن تتناسب بإحكام مع فجوات التثبيت، مما ينتج وصلات سلسة مقاومة للتسرب مباشرة من المكبح.
غالباً ما يتطلب إنتاج حاويات الإلكترونيات تعديلات سريعة في العرض أثناء الأعمال القصيرة المدى. باستخدام طريقة “تيتريس”—اختيار عرض الأصابع ليتناسب مع مواقع الحواف—يمكن للمشغلين إنشاء صناديق بأحجام مختلفة دون إعادة البرمجة أو تبديل القوالب السفلية. تشمل الأمثلة الصناعية جهاز Baileigh BB-12016، المجهز بمجموعة من عروض الأصابع للتعامل مع الحاويات كبيرة الحجم من الفولاذ المعتدل بسمك 16 قياساً، والقادر على الثني حتى 135° لتبسيط التجميع.
يدرك عمال الصفائح المعدنية المتمرسون القفزة في الدقة. يوضح عرض رون فورنييه الكلاسيكي الفرق بشكل حي بين مكبح قياسي بطول 48 بوصة ومكبح أصابع على الألومنيوم الخفيف: ينتج مكبح الأصابع صندوقاً مربعاً تماماً ومستقيماً بأربع انحناءات فقط، بينما يتشوه الجانب الثالث في المكبح القياسي عند أول تماس مع الحافة الموجودة.
واقع الورشة: تُعد مكابح الأصابع الأنسب للمواد الخفيفة إلى المتوسطة—حتى حوالي 2 مم في الفولاذ المعتدل. بعد قياس 16، يصبح الرفع اليدوي غير عملي، وتكون المكابس الهيدروليكية أو الأدوات الأثقل مطلوبة. من المهم بنفس القدر تقنية التثبيت الصحيحة: يمكن أن تلتوي الأصابع الفضفاضة تحت الضغط على الصفائح الرقيقة، لذا يجب شد المشابك اللامركزية والصواميل بإحكام للحفاظ على الدقة.
تخيل الأصابع المجزأة كقطع مفقودة في أحجية الصور المقطوعة. في المكبح القياسي، تكون “الأحجية” مكتملة—لا توجد فجوات، لذا لا يوجد مكان لتناسب الحواف البارزة. يغير مكبح الأصابع اللعبة: تزيل قطعاً مختارة لإنشاء فجوات مخصصة الشكل تستوعب تلك الحواف المشكلة مسبقاً تماماً. هذا الغياب المقصود هو ما يجعل من الممكن تشكيل أجزاء معقدة متعددة الأبعاد دون تصادم أو تشويه أو جهد ضائع. التحول في طريقة التفكير هو المفتاح: بدلاً من السؤال، “كيف أتجاوز هذا العائق؟” تسأل، “أين يجب أن يُستوعب هذا العائق؟” مع هذا النهج، تتكيف الآلة مع القطعة، بدلاً من إجبار القطعة على التكيف مع الآلة.
فن ترتيب الأصابع هو المكان الذي يلتقي فيه النظرية بالدقة العملية. كل إصبع فولاذي مقسّى، متوفر بعروض متدرجة، هو مكوّن معياري لتحديد خط الثني. مهمة المشغل تشبه حل لغز مكاني—مزج القطع الضيقة والعريضة لتتناسب مع عمق الحافة مع ترك خلوص للحواف المثنية مسبقاً. على سبيل المثال، عند تصنيع صندوق بجوانب 5 بوصات، قد يكون التخطيط المثالي إصبعين بعرض 1 بوصة مع إصبع بعرض 3 بوصات لكل قسم، مما يتيح مساحة تمنع التشويه عند طي الجانب الأخير في مكانه.
هنا يظهر المقايضة. توزع الأصابع العريضة ضغط التثبيت بشكل أكثر تساوياً—وهي ميزة حقيقية مع المعادن السميكة أو عالية القوة—لكنها أيضاً تحد من الحد الأدنى لعمق الحافة الذي يمكنك تحقيقه. إدخال إصبع بعرض 3 بوصات يعني أن الحافة المجاورة يجب أن تكون بعرض هذا القدر على الأقل، وإلا ستواجه مشاكل تداخل. يخطئ العديد من الهواة بشراء أصابع ضيقة بكثرة، معتقدين أن الأصغر يعني المزيد من الدقة. في الواقع، غالباً ما تنزلق مساحة التلامس المخفضة عند العمل مع صفائح بسمك 14 قياساً أو أثقل تحت قوة الثني الكاملة.
تتجنب الورش المتمرسة هذه المشكلة عن طريق فرز صواني الأصابع قبل بدء العمل. إن تنظيم الأصابع حسب العرض—بدلاً من تركها مبعثرة في درج المكبس—يحوّل عملية الإعداد المعقدة من تجربة وخطأ تستغرق عشرين دقيقة إلى روتين ثابت مدته خمس دقائق. هذا التعديل الصغير يحقق فوائد مضاعفة في العمل على دفعات. تبدأ الكفاءة الحقيقية في سير العمل من طاولة العمل، حيث تتحول عملية الإعداد من حل المشكلات بشكل تفاعلي إلى خطوة معايرة واثقة وقابلة للتنبؤ.
يعتقد العديد من الفنيين خطأً أن المسافات بين أصابع المكبس هي فجوات غير ضارة. في الحقيقة، هذه الفتحات تؤثر مباشرة على الاستقرار الهيكلي للمكبس أثناء الثني. كل فجوة تقلل مساحة التثبيت المتاحة، وإذا تجاوزت الفتحة نصف سمك الصفيحة، يمكن للمادة أن تنثني داخلها وتنزلق عند تطبيق العزم. النتيجة هي نصف قطر ثني غير متسق أو حتى انفلات كامل—أخطاء غالباً ما تُفسر على أنها مشاكل احتكاك بدلاً من إعداد سيئ. على سبيل المثال، في الفولاذ بسمك 16‑قياس، ترك فجوة بمقدار 1/8 بوصة يمكن أن يؤدي إلى رفض حوالي ثلث الألواح بسبب التواء الزوايا أو تشوه الحواف.
حتى عند إزالة الفجوات، يمكن أن تفشل الإعدادات إذا لم تكن ارتفاعات الأصابع متساوية تماماً. اختلاف صغير يصل إلى 0.01 بوصة بين القطع يسبب ضغط تثبيت غير متساوٍ، مما يلتوي الحواف بدرجتين إلى ثلاث درجات. في التطبيقات الدقيقة—مثل حاويات الإلكترونيات، أو أغطية التكييف، أو الألواح المعمارية—تتراكم هذه التشوهات عبر التجميعات. الحل بسيط: بعد تثبيت الأصابع، اختبر باستخدام صفيحة خردة تحت ضغط ثابت لمدة عشر ثوانٍ تقريباً. إذا لاحظت حركة تزيد عن 1/32 بوصة، أضف حشوات أسفل الأصابع السفلية أو استبدل غير المتطابقة منها. هذا الفحص الصغير والمستمر يحوّل التموضع الأساسي إلى معايرة ديناميكية، مما يضمن قوة تثبيت متساوية على طول الخط بأكمله.
السبب الحقيقي لانحناء الزوايا ليس زاوية الثني—بل اختلاف ارتفاع الأصابع الناتج عن شد غير صحيح لقضيب الدعامة. عندما يميل شعاع التثبيت—يمسك جانباً بإحكام ويترك الآخر مرتخياً—يتركز الضغط محلياً ويسحب الزوايا للداخل. غالباً لا يُلاحظ هذا التشوه حتى مرحلة التجميع النهائي، حين تفشل الصناديق في التربيع بدرجة أو درجتين. كثير من دفعات الإنتاج الأولية تُهدر قبل أن يتضح النمط الأساسي.
تنبع المشكلة من ضبط ضغط التثبيت بالعين بدلاً من فحص عمق الفجوة الفعلي. النهج الصحيح هو ضبط الخلوص ليكون ضعف سمك المادة لاستيعاب نصف قطر الثني والاسترجاع المرن. القضبان المشدودة أكثر من اللازم تضغط الأصابع بشكل غير متساوٍ، مما يزيد من تأرجح الشعاع. بعد الإعداد، ضع مسطرة مستقيمة عبر الأصابع المثبتة؛ الظل المتساوي أسفلها يشير إلى محاذاة صحيحة. إذا مر الضوء عبر أكثر من نصف الامتداد، أعد ضبط قضبان الدعامة من الوسط للخارج حتى يتساوى. الورش الدقيقة التي تستخدم هذه الطريقة تقلل تشوه الزوايا عادةً إلى أقل من نصف درجة.
تحاول خطوط الإنتاج الصناعية أحياناً إخفاء المشكلة باستخدام ثني أولي على مرحلتين—أولاً تشكيل بزاوية تقارب 135 درجة، ثم الضغط بشكل مسطح أثناء الإغلاق النهائي. قد يخفي هذا مؤقتاً تأثير الطرف العائم، لكنه ينقل التشوه إلى إجهاد متبقي على اللوح الرابع. مع مرور الوقت، يظهر هذا التوتر المخفي على شكل شقوق دقيقة أو تجميعات غير متناسقة. الدقة الحقيقية لا تأتي من الحيل التصحيحية—بل من تحقيق محاذاة هندسية مثالية أثناء الإعداد الأولي.
الرؤية غير المتوقعة: تصف معظم الكتيبات الفنية مكابس الأصابع كأدوات ثابتة، تركز على الهندسة وتتجاهل إيقاع سير العمل. في الواقع، الاتساق يأتي من عملية منسقة جيداً أكثر من كونه من المعدات نفسها. اعمل بعقلية “التجربة الجافة”—اضبط الأصابع للبناء التالي بينما تكمل الحالي. هذا التداخل البصري يكشف أخطاء المحاذاة، والقطع البالية، وعدم تطابق الخلوص قبل أن تلتقي المادة بالمشبك.
فكر في المكبس كنظام قوة موحد بدلاً من مجموعة مكونات. كل موضع إصبع يغير مسار الحمل ويحدد الحد الأدنى لهندسة الحافة. سجّل خرائط الأصابع التي تعطي ثنيات نظيفة لأحجام الصناديق القياسية، وسجّل أي إعدادات تفشل مع السبائك عالية القوة. مع مرور الوقت، يبني المشغل الذي يسجل هذه التعديلات الدقيقة دليلاً موثوقاً—يتفوق باستمرار على الحدس وحده. هذا النهج المنضبط، وليس القدرة الخام، هو ما يميز دقة الإنتاج القابلة للتكرار عن النماذج الأولية المحظوظة.
الحد الحقيقي للثني في مكبس الأصابع ليس مجرد “أقصى قياس” مُعلن—بل هو التوازن بين سمك المادة، طول الثني، ورافعة المشغل. عادةً ما تصل مكابس الصناديق اليدوية إلى حد أقصى حوالي فولاذ بسمك 16‑قياس (حوالي 1.6 مم أو 1/16″)، حيث أن أي سمك أكبر يتجاوز قدرة الإنسان وصلابة الشعاع. إذا تجاوزت هذا النطاق، يبدأ الشعاع العلوي في الانحناء أو يتشوه شريط التثبيت، مما يضر بالدقة بشكل دائم.
يمكن أن تكون تقييمات القدرة مضللة لأنها تعتمد بشكل كبير على طول الثني. قد يزعم مكبس منزلي أنه قادر على ثني فولاذ بسمك 5/8″ لكنه قد يحقق ذلك فقط عبر جزء ضيق جداً—ربما ثلاث بوصات فقط—حيث أن متطلبات الحمولة تزيد مباشرة مع طول الثني. توضح جداول الثني الصناعية ذلك: ثني فولاذ بسمك 1/4″ (6.35 مم) باستخدام قالب بفتحة V بزاوية 85–90° يتطلب حوالي 15 طن لكل قدم. إذا مددت ذلك إلى ثني بطول 3 أقدام، ستحتاج إلى ثلاثة أضعاف القوة. عملياً، العديد من مكابس الضغط الهيدروليكية الصغيرة المزعومة “20 طن” إما تتوقف أو تنحني عند محاولة تشكيل فولاذ بسمك 1/4″ على أكثر من قدم أو قدمين، بغض النظر عن مدى صلابتها على الورق. إدراك هذا التدرج النسبي مبكراً يساعدك على اختيار مكبس يناسب ليس فقط سمك المادة المستهدف ولكن أيضاً النطاق الكامل وأبعاد الأجزاء التي تنوي تصنيعها.
بينما يحدد طول السرير الحد الأعلى لمدى الثني، فإن عرض كل قطعة إصبع هو ما يحدد فعلاً مدى قابلية المكبس للتكيف. يجب أن يكون كل إصبع أضيق من أصغر حافة داخلية لديك، وإلا سيصطدم بالأجزاء المجاورة أثناء الثنيات المتعددة. قاعدة بسيطة: يجب أن يكون عرض الإصبع مساوياً أو أقل من عمق الصندوق زائد سمك المادة. إذا تجاوزت ذلك، ستجد نفسك غير قادر على إغلاق الصناديق بشكل صحيح—مما يترك فجوات تشوه الحواف وتضر بالدقة.
خذ مثال تشكيل صندوق بعمق 4″ من لوح بعرض 12″. قد تحتاج إلى ستة أصابع بعرض بين 1.5″ و2″ لتغطية المنطقة الوسطى بشكل نظيف، مع أصابع حشو لإكمال العرض الكامل. بدون مجموعة كافية من القطع الضيقة، ستواجه تنازلات مزعجة—إما إزالة أصابع والمخاطرة بتشوه الأطراف، أو استخدام أصابع عريضة جداً قد تخدش أو تلتوي المعدن. ونتيجة لذلك، يكتشف العديد من المشغلين أن مكبسهم “كامل العرض” يوفر مرونة أقل فعلياً عند العمل بأعماق صناديق متنوعة. تتغلب المكابس الصناعية على ذلك من خلال أدوات مقطعية معيارية يمكن إعادة تكوينها، لكن الدرس يبقى نفسه: احرص دائماً على امتلاك ما يكفي من القطع الضيقة للتعامل مع أكثر هندسات الصناديق تطلباً.
عمق الحلق—المقاس من خط التثبيت إلى الإطار الخلفي أو أي عائق—يحدد بصمت أطول صندوق يمكنك تشكيله. في معظم المكابس اليدوية، يتراوح هذا العمق بين 4″ و10″، مما يقيّد مدى قدرتك على ثني الحاويات العميقة. يصبح القيد حرجاً عند العمل على الجانبين الثالث والرابع للصندوق: يجب أن يفسح الحلق المجال للحواف المشكلة مسبقاً. عملياً، يعني ذلك أنه يجب أن يكون أكبر من ارتفاع الحافة زائد ضعف سمك المادة على الأقل إذا أردت أن تتم الثنيات المرتجعة بسلاسة.
تجاهل عمق الحلق غالبًا ما يؤدي إلى توقف العمل في منتصف الانحناء عندما يصطدم الحافة المشكلة بإطار الماكينة. حتى مكابح الضغط الصناعية الثقيلة ليست محصنة—فالمواد السميكة تتطلب فتحات قوالب أوسع (عادةً ثمانية أضعاف سمك المادة للفولاذ الطري)، مما يقلل فعليًا من الخلوص المتاح للحلق. قد يكتشف ورشة استثمرت في سرير بطول 14 قدمًا لتصنيع صناديق HVAC الطويلة أن حلقًا بعمق 10 بوصات لا يكفي لجانب بعمق 8 بوصات، مما يؤدي إلى إعادة التصميم أو الحاجة إلى الاستعانة بمصادر خارجية. نظرًا لأن معظم الشركات المصنعة تبرز طول السرير والحمولة أكثر من عمق الحلق، عليك البحث عن هذه المواصفة بنفسك—وإلا ستصبح القيد الخفي الذي يعطل عملية الانحناء لديك.
تتجاهل معظم أدلة الشراء هذه القيود، وتلخص السعة بادعاءات غامضة مثل “يثني فولاذ قياس 12” أو “تشكيل بعرض كامل”. في الحقيقة، تحدد الحمولة القوة المتاحة على طول السرير، ويشكل عرض الأصابع هندستك الداخلية، ويحدد عمق الحلق الحد الأقصى لارتفاع الصندوق. هذه ليست تفاصيل ثانوية—إنها تحدد ما إذا كان مكبحك يمكنه بالفعل إنتاج الأجزاء الموجودة في رسوماتك دون حلول بديلة أو إعادة تجهيز أو إهدار مواد.
من خلال النظر إلى سعة المكبح من منظور هذه الأبعاد الثلاثة المترابطة، يمكنك تجنب إخفاقات الإعداد الشائعة: الانحناءات المتوقفة، الزوايا المشوهة، أو الصناديق غير المكتملة الناتجة عن قيود فيزيائية بسيطة. إتقان كيفية تفاعل هذه المواصفات يحول المكبح من أداة تشكيل عامة إلى أصل مضبوط بدقة—واحد يوجه دقتك وتقنيتك نحو نتائج قابلة للتكرار، فعالة، وخالية من التشويه.
المعيار الأول لأي مكبح أصابع عالي الجودة هو ما إذا كان يمكنه الحفاظ على موقعه تحت الضغط. تتفوق أنظمة التثبيت بالقفل الكام في الرشاقة—مما يسمح لك بإعادة ترتيب الأصابع في ثوانٍ دون أدوات أو جهد. بالنسبة للورش التي تتعامل مع أعمال مخصصة لمرة واحدة، فإن تلك المرونة لا تقدر بثمن. يمكنك إعادة ضبط التكوينات بين المهام أسرع من أن يبرد الجزء السابق من انحنائه. ومع ذلك، فإن هذه السرعة تحمل تنازلًا: تميل أقفال الكام الخفيفة إلى الانزلاق عند التعامل مع مواد تتجاوز فولاذ قياس 14، مما يسبب انحرافات طفيفة في المحاذاة ويقلل بضع درجات من الدقة. الأمر لا يتعلق بمهارة المشغل—بل هو ببساطة حدود الاحتكاك والعزم في التصميم.
على النقيض، تتبادل أنظمة التثبيت بالبراغي السرعة مقابل قوة الثبات. فهي ليست سريعة، لكنها تمسك بقبضة لا هوادة فيها مثل ملزمة. قد تستغرق المكابس الصناعية وقتًا أطول للتعديل، لكن كل برغي يثبت الأدوات بإحكام ضد شريط الدعم بحيث حتى تحت أحمال تصل إلى آلاف الأطنان، يتم القضاء تقريبًا على الانحراف. عبر دورات لا تحصى، تؤتي تلك الصلابة ثمارها—تبقى التفاوتات ضمن نصف درجة، ولا ترتخي البنية الأساسية للآلة مع مرور الزمن.
إذا كان سير عملك يدور حول دفعات قصيرة—مختبرات التصميم، نماذج HVAC الأولية، أو صناديق كهربائية مخصصة—فإن القفل الكام يوفر إعدادًا سريعًا وتعاملًا فعالًا مع المواد الأخف. ولكن بمجرد دخول الإنتاج المتكرر إلى الصورة، تصبح الصلابة مرادفة للفعالية من حيث التكلفة. مكبح الأصابع الذي يوفر دقائق أثناء الإعداد لكنه يضحي بالدقة في الناتج ليس فعالًا—بل مكلف. ابدأ بعدّ تغييرات الإعداد اليومية لديك: خمسة أو أكثر؟ اختر القفل الكام. أقل؟ اختر التثبيت بالبراغي وتمتع بدقة تدوم.
الدقة لا تختفي فجأة—بل تتآكل من الداخل. أصابع الفولاذ الطري في مكابح الهواة (حوالي 200–300 برينيل) تتشوه ببطء مع الاستخدام المتكرر. يترك كل دورة انحناء انطباعًا مجهريًا حيث يلتقي المعدن بالمعدن. بعد عدة مئات من الصفائح، تتراكم تلك العلامات، مما يؤدي إلى شفات غير محاذية، زوايا منحرفة، وصناديق لم تعد تناسب أغطيتها. ما قد يبدو تجميليًا بحتًا هو في الواقع تشوه تدريجي—تحولات صغيرة تتضاعف عبر كل حافة من كل مكون.
تعالج المكابح الصناعية هذا التآكل باستخدام أدوات صلبة مصنفة بين 50 و60 روكويل C. هذا المستوى من الصلابة لا يقاوم الانطباع فحسب—بل يمنع المعدات من تطوير انحراف ميكانيكي. المنشآت التي تنتج عشرات الآلاف من الصواني الألومنيوم تسجل سنوات من الأداء المتسق قبل أن تكون أي صيانة ضرورية. سجل أحد المشغلين 50,000 دورة بأقل من خمسة آلاف جزء من الانحراف—دليل واضح على أن الأصابع بقيت أكثر استقرارًا من السطح الذي ترتكز عليه.
إليك القاعدة التي تميز الأدوات المصممة لتدوم عن تلك المقدر لها أن تفشل: شغّل شريط اختبار من فولاذ طري قياس 14. إذا تركت أسنان الأصابع علامات أعمق من 0.005 بوصة، فإن الفولاذ بالفعل طري جدًا. استبدل أو قم بالترقية قبل أن يتحول فقدان الدقة إلى نفايات خردة. إنها خطوة هادئة تمنع مئات الدولارات من الأجزاء المدمرة وساعات من إعادة العمل—وغالبًا ما تمثل النقطة التي يعبر فيها معدات الهواة إلى موثوقية صناعية حقيقية.
مكابح الأصابع مغرية—تبدو قابلة للتكيف، شبه معيارية، كما لو أنها يمكن أن تتعامل مع أي شكل تتخيله. في الواقع، تلك المرونة تؤتي ثمارها فقط عندما يتضمن عملك انحناءات خلوص أو صناديق مغلقة بالكامل. إذا كانت مشاريعك مسطحة أو تطوى على محور واحد، فإن مكبح الورقة المستقيم سيتفوق في كل مرة. إنه يوفر ضغطًا متسقًا، نتائج أنظف، ولا حاجة للتلاعب بإعدادات الأصابع أو القتال مع شفات غير متساوية.
الإرشاد واضح: إذا كانت انحناءاتك أطول من 48 بوصة، أقل من أربع بوصات عمق، وتنتج أقل من 50 جزءًا في الشهر، فاختر المكبح المستقيم. يحافظ على كل دورة سريعة، سلسة، وقابلة للتكرار—ويقلل وقت الإعداد بنسبة تصل إلى 80%. مكابح الأصابع تتصدر فقط عندما يجب عليك عزل ورفع الألواح التي قد يسحقها ورقة ثابتة—مثل الصناديق الكهربائية أو الحاويات ذات الأربعة جوانب المثنية على كل حافة.
الإفراط في الشراء هو الضريبة الخفية لترقية الهواة. استثمار آلاف في مكابح الأصابع عندما تتطلب مشاريعك انحناءات مسطحة يبطئ الإنتاج ويستنزف الأموال من الأدوات التي يمكن أن تعزز الإنتاجية بالفعل. يتعلم كل صانع متمرس هذه الدرس في النهاية: في التشكيل، أفضل آلة ليست تلك التي تحتوي على أكبر عدد من القطع—بل تلك التي تنجز المهمة بأقل عدد من الحركات وأعلى قدر من الاتساق.
أفضل مكبح هو الذي يتحرك وفق وتيرتك. عد إعداداتك. تحقق من الأسنان. تتبع خطوط الانحناء. عندما تتوافق الدقة مع سير العمل، سترى لماذا تدوم الآلات الصناعية لعقود—ولماذا، في معظم الأحيان، يكون الخيار الأذكى هو مكبح الورقة البسيط الذي ينتظر بهدوء على أرضية الورشة.


















