

Anda menjepit lembaran, membuat lipatan kedua, lalu—masalah. Sisi ketiga langsung menabrak balok atas, memutar benda kerja dan mengubah kotak sempurna Anda menjadi logam terbuang. Setiap profesional lembaran logam—atau penghobi yang frustrasi—pernah mengalami hambatan ini: rem standar yang tidak bisa menutup penutup di keempat sisi. Solusinya berasal dari perubahan desain yang tampak sederhana: membagi bilah pembengkok menjadi segmen yang dapat dilepas secara individual. Inovasi itu membuat lipatan ketiga yang rumit menjadi mudah, dan itulah mengapa satu mesin memiliki tiga nama berbeda: finger brake, box and pan brake, dan segmented brake.
Yang benar-benar mendefinisikan keluarga rem ini bukanlah ukuran rangka atau ketebalan lembaran logam—melainkan geometri unik yang dapat mereka hasilkan. Pada rem lurus dasar, balok penjepit atas yang terus menerus menghalangi setiap flensa yang sudah dibengkokkan ke atas, menyebabkan gangguan pada lipatan berikutnya. Rem tersegmentasi mengatasi hal itu dengan menghapus bagian dari batang penjepit yang akan bertabrakan dengan pekerjaan. Setiap “jari” yang dapat dilepas meninggalkan celah terbuka di belakang flensa yang sudah ada, memungkinkan benda kerja berayun bebas saat lipatan baru dibentuk—baik itu 90 derajat atau lebih rapat.
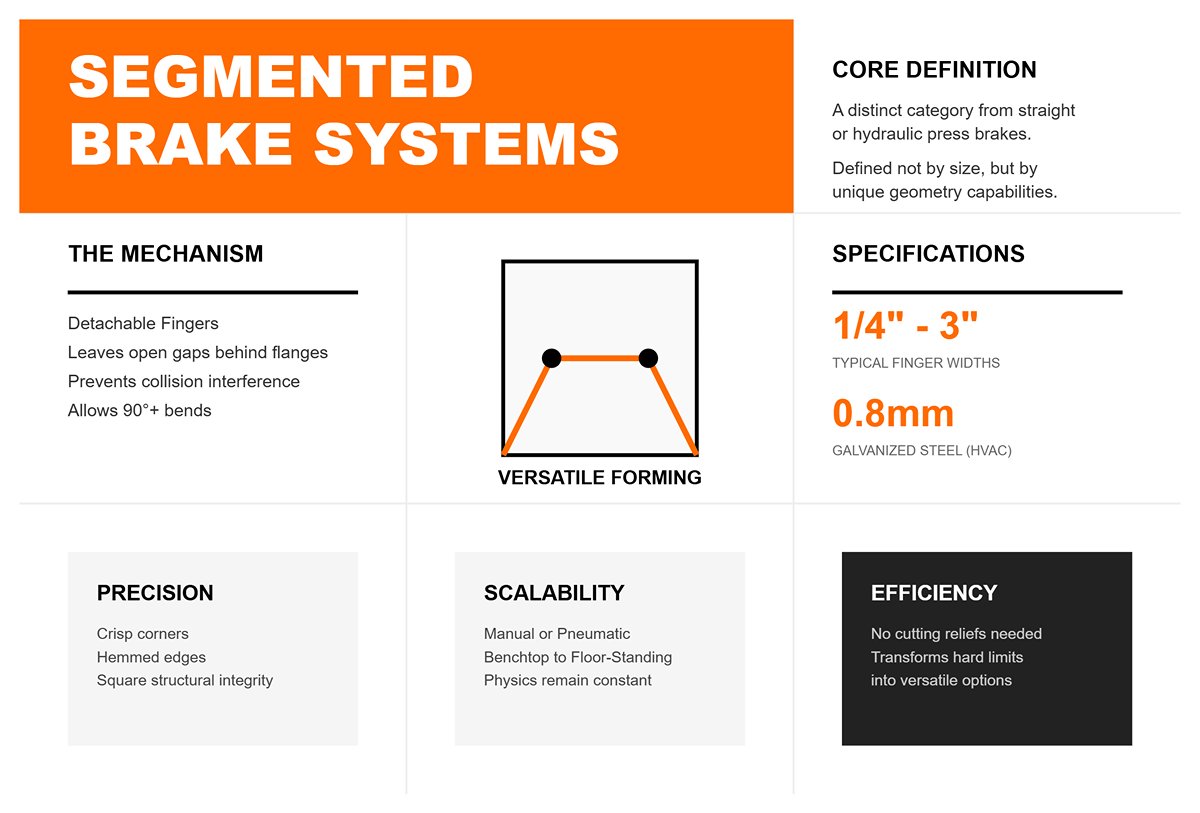
Pendekatan cerdas ini mengubah batas mekanis yang sulit menjadi opsi pembentukan yang serbaguna. Di bengkel HVAC, ini menghasilkan panci saluran empat sisi dari baja galvanis 0,8 mm tanpa memotong relief. Di studio fabrikasi, ini menghasilkan kotak aluminium presisi dengan tepi dilipat dan sudut tajam. Operator cukup memilih lebar jari—biasanya dari ¼ inci hingga 3 inci—sesuai dengan dimensi flensa. Setelah dua lipatan pertama, mereka melepas atau memposisikan ulang jari untuk lipatan berikutnya, memungkinkan bagian tersebut melewati perkakas, tetap siku, dan menghindari sudut yang terjepit atau sambungan yang melengkung.
Prinsip yang sama berlaku pada skala apa pun, dari unit meja kompak hingga rem berdiri di lantai sepanjang lebih dari empat kaki. Baik dioperasikan secara manual maupun dengan bantuan pneumatik, fisikanya tetap sama: balok penjepit tersegmentasi membuat perbedaan. Setelah Anda memahami fitur itu, jelas mengapa mesin ini termasuk dalam kategori yang berbeda dari rem lurus atau press brake hidrolik.
Kebingungan sebagian besar berasal dari cara mesin ini dipasarkan. Setiap istilah menyoroti keuntungan berbeda dari desain dasar yang sama. “Finger brake” menekankan presisi dan fleksibilitas—deretan segmen baja pendek yang dapat diatur ulang seperti bidak catur untuk membentuk profil lipatan khusus. “Box and pan brake” mengalihkan fokus ke produk akhir—kemampuan membuat kotak, baki, dan panci dengan sisi tertutup sepenuhnya. “Segmented brake” menunjuk pada rekayasa itu sendiri: balok penjepit atas yang dibagi menjadi beberapa bagian untuk menghindari gangguan dengan lipatan yang sudah ada.
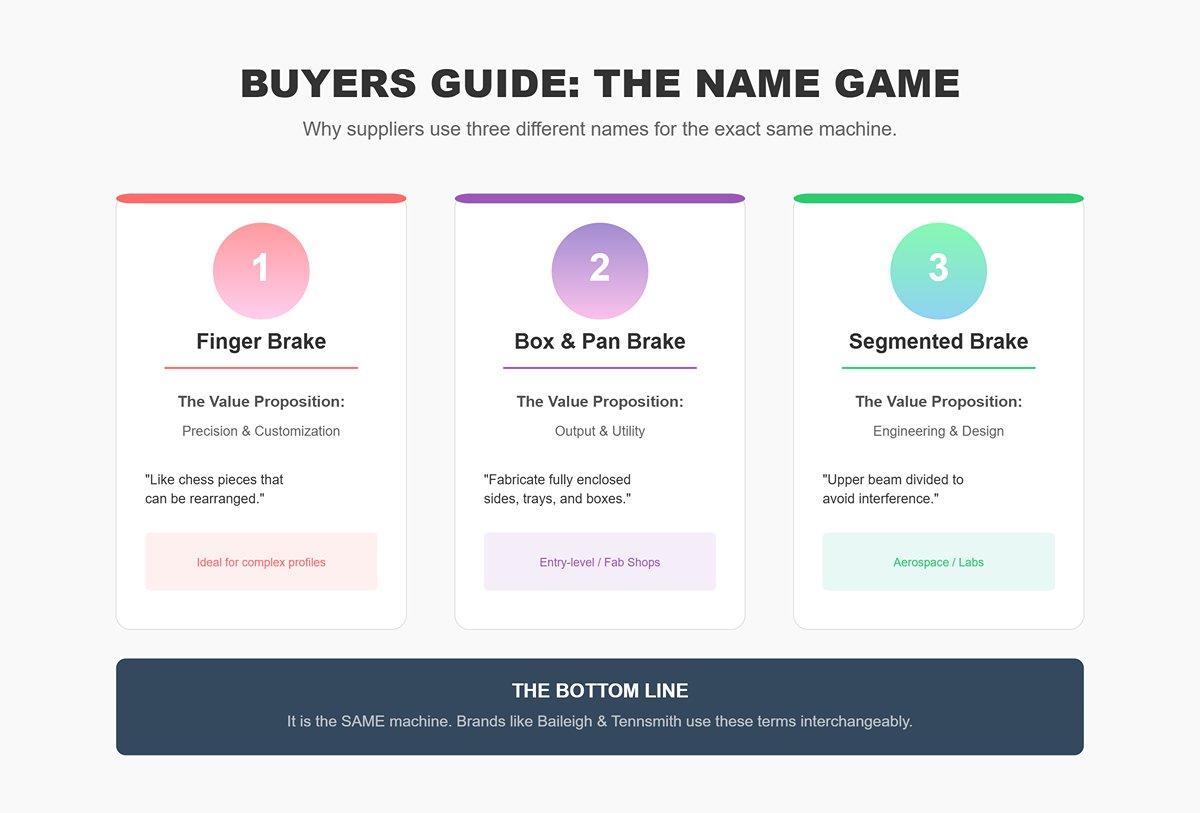
Karena setiap nama menarik bagi pembeli yang berbeda, katalog, situs web, dan materi promosi sering menggunakannya secara bergantian. Sebuah bengkel kecil mungkin membeli unit level awal yang diberi merek “box and pan brake,” sementara laboratorium dirgantara memesan rangka yang sama dengan label “segmented manual brake.” Bahkan produsen besar mengaburkan istilah—Baileigh, Tennsmith, dan GMC semuanya memasarkan mesin yang hampir identik dengan ketiga nama tersebut. Diskusi online hanya memperparah kebingungan; utas forum sering mengelompokkan mereka dengan press brake hidrolik, membuat penghobi mengeluarkan uang berlebihan untuk peralatan CNC yang dirancang untuk pelat tebal, bukan lembaran tipis.
Terlepas dari kekacauan penamaan, desain mekanisnya sangat konsisten. Setiap model memiliki daun penjepit, daun pembengkok yang dapat disesuaikan, dan deretan jari yang dapat dilepas yang dipasang dengan sekrup ibu jari atau baut. Semua hal lainnya—skema cat, logo merek, pedal kaki, atau bantuan pneumatik—hanyalah variasi pada geometri struktural yang sudah mapan.
Jika Anda berada di bengkel dan bertanya-tanya jenis rem apa yang Anda lihat, cukup periksa baloknya. Apakah Anda melihat deretan blok baja persegi panjang yang dapat diangkat atau dilepas satu per satu? Itulah jawabannya. Jika rahang penjepitnya adalah batang tunggal tanpa putus, itu adalah rem lurus. Desain tersegmentasi—atau finger—selalu memiliki batang penjepit pendek, sering disebut “gigi,” yang dapat diposisikan ulang atau dilepas untuk memberi ruang pada flensa yang sudah dibengkokkan pada benda kerja Anda.

Pemeriksaan visual cepat ini dapat menghemat banyak waktu dan uang. Beberapa press brake hidrolik mungkin mengklaim memiliki “jari,” tetapi sebenarnya itu adalah bagian perkakas berat yang dibuat untuk aplikasi tonase tinggi dan tidak dimaksudkan untuk penyesuaian cepat. Box-and-pan brake asli memungkinkan perubahan jari dalam hitungan detik, tanpa memerlukan kunci pas. Efisiensi inilah yang mendefinisikan gaya manual—penyetelan cepat, tenaga minimal, dan kontrol halus yang diperlukan saat bekerja dengan lembaran tipis.
Memahami perbedaan ini juga melindungi peralatan Anda. Box-and-pan brake manual dibuat untuk pekerjaan ringan—biasanya maksimal sekitar baja ringan 16-gauge atau sekitar 2 mm aluminium. Memaksa material yang lebih tebal dapat memutar daun penjepit atau mematahkan pin engsel. Satu bengkel dilaporkan merusak rem meja $2,000 dengan mencoba melipat stok 14-gauge yang seharusnya untuk press brake hidrolik. Solusinya bukan lebih banyak tenaga—tetapi menggunakan mesin yang tepat untuk ketebalan logam.
Akurasi bergantung pada persiapan. Menyelaraskan lebar jari dengan jarak flensa—hingga sekitar satu per enam belas inci—mencegah distorsi dan celah yang tidak sedap dipandang. Banyak operator yang mengeluh bahwa rem mereka “tidak tetap siku” sebenarnya berurusan dengan sekrup ibu jari yang longgar sehingga jari bergeser selama pembengkokan, membuat sudut melenceng beberapa derajat. Kencangkan dengan kuat sebelum setiap penggunaan, dan mesin akan menghasilkan kotak siku tajam dengan toleransi berulang 1/8 inci.
Pada akhirnya, label bukanlah yang terpenting—hasilnya yang dihitung. Apakah Anda menyebutnya finger brake, box-and-pan brake, atau segmented brake, setiap istilah menunjuk pada solusi cerdas untuk teka-teki fabrikasi berusia seabad: membentuk kotak siku presisi tanpa menentang geometri—atau merusak lembaran logam Anda.
Ketika kebanyakan pekerja logam menyebut “finger brake,” mereka biasanya berarti manual leaf brake tradisional—desain box-and-pan klasik dengan jari baja yang dapat dilepas dan dipasang pada balok atas. Jari-jari itu menciptakan ruang untuk flensa, sisi, dan sudut, memberikan mesin fleksibilitas khasnya untuk membengkokkan beberapa tepi tanpa gangguan. Secara mekanis, ini sederhana: operator mengangkat daun berengsel, menyebabkan lembaran berputar di sepanjang sambungan antara daun dan batang penjepit.
Rem tangan manual menonjol berkat kesederhanaannya. Alat ini ringkas, tidak memerlukan listrik atau hidrolik, dan menangani bahan tipis—biasanya hingga baja 16‑gauge (sekitar 1,5 mm)—dengan akurasi yang andal di tangan yang terlatih. Jari-jari yang dapat diganti, sering disediakan dalam lebar 1″, 2″, 3″, dan 4″, diikat dengan baut atau sekrup tangan dan dapat diatur ulang dengan cepat sesuai pekerjaan yang sedang dilakukan.
Penggunaan umum termasuk membuat saluran HVAC, lemari listrik, dan rangka prototipe—pekerjaan yang membutuhkan tekukan tajam dan dangkal, bukan bentuk yang dibentuk dalam. Namun, akurasi dan konsistensi sepenuhnya bergantung pada keterampilan dan ketekunan operator; sudut tekukan atau tinggi flange dapat sedikit bergeser karena kelelahan atau sedikit ketidaksejajaran. Itulah sebabnya rem kotak-dan-pan manual unggul di bengkel kecil yang berorientasi kerajinan dibandingkan jalur otomatis dengan volume tinggi. Mereka adalah alat bagi para pengrajin, mengutamakan presisi yang lahir dari kesabaran daripada kekuatan brute.
Dari kejauhan, rem tekan yang dilengkapi perkakas tersegmentasi mungkin terlihat mirip dengan versi manualnya—barisan bagian yang dapat dilepas membentang sepanjang area kerja. Namun, kesamaan berhenti saat proses tekukan dimulai. Alih-alih mengandalkan kekuatan manusia, silinder hidrolik atau mekanis menggerakkan ram ke bawah, memberikan gaya yang dikontrol dengan cermat. Perkakas—baik punch gooseneck atau die terseksi—memiliki fungsi kelonggaran yang sama seperti jari manual, namun beroperasi pada skala yang jauh lebih kuat dan presisi.
Sementara rem jari manual hanya mampu menangani baja sekitar 16‑gauge, rem tekan jari hidrolik dapat menangani material hingga tebal 5/8″ pada lebar yang lebih sempit. Lompatan kapasitas ini membuka kemungkinan seperti komponen struktural tugas berat, panel besar dengan offset rumit, dan produksi bentuk konsisten melalui ratusan siklus. Rem tekan CNC modern melacak posisi ram hingga seperseribu inci, secara otomatis menyesuaikan untuk springback dan keausan alat guna mempertahankan hasil yang seragam.
Banyak kebingungan istilah berasal dari tumpang tindih ini. Pemasaran sering memberi label mesin ini sebagai “rem tekan jari,” menyiratkan bahwa mereka setara dengan rem kotak-dan-pan manual. Padahal, meskipun keduanya menggunakan elemen penjepit tersegmentasi, kemampuan, kekuatan, dan kisaran harga mereka sepenuhnya berbeda. Rem jari manual kecil sepanjang tiga kaki mungkin berharga di bawah seribu dolar, sementara bahkan rem tekan CNC jari tingkat pemula akan mencapai puluhan ribu. Sumber tenaga, presisi kontrol, dan kisaran material yang dapat mereka tangani menjadikannya kategori yang sepenuhnya terpisah.
Perbedaan utama bukan pada keberadaan “jari,” tetapi pada apa yang harus dilakukan jari tersebut untuk pekerjaan Anda. Mulailah dengan menilai ketebalan material dan volume produksi. Jika sebagian besar proyek Anda melibatkan material 24‑ hingga 16‑gauge dalam ukuran kustom, rem kotak-dan-pan manual menawarkan fleksibilitas tak tertandingi dengan investasi yang wajar. Untuk kotak atau saluran sekali buat, beberapa menit yang diperlukan untuk mengatur ulang jari, menyetel celah, dan menyesuaikan sudut daun tidak berarti dibandingkan manfaat pembentukan yang fleksibel dan berbiaya rendah.
Jika pekerjaan Anda melibatkan baja setebal 1/4 inci atau lebih, bagian yang menuntut sudut tekukan konsisten, atau komponen presisi yang harus ditumpuk atau dilas dengan mulus, maka rem tekan hidrolik dengan perkakas tersegmentasi sangat penting. Tonnage yang diperkuatnya menghasilkan tekukan tajam dan identik sepanjang hari tanpa membuat operator lelah. Selain itu, alat ini mendukung kontrol digital, backgauge, dan pemrograman offline—mengubah proses tekukan dari kerajinan tangan menjadi operasi produksi yang efisien.
Satu faktor penting yang perlu dipertimbangkan adalah kelonggaran interferensi. Baik rem manual dengan jari yang dapat dilepas maupun rem tekan dengan punch terseksi dapat melakukan tekukan “sisi keempat” yang sebaliknya akan bertabrakan dengan perkakas tetap. Pada rem manual, Anda melepas jari di area di mana dinding kotak akan mengenai penjepit. Pada rem tekan, punch gooseneck tersegmentasi atau bagian die yang lebih pendek mencapai hasil yang sama, memberikan kelonggaran untuk flange yang sudah ditekuk sebelumnya. Inti idenya sama, meskipun skala, presisi, dan kebutuhan daya berbeda secara drastis.
Memilih antara mesin-mesin ini lebih sedikit tentang merek atau klaim pemasaran mereka dan lebih banyak tentang menyelaraskan kekuatan, presisi, dan biaya operasional dengan kebutuhan produksi Anda. Banyak bengkel memulai dengan rem kotak-dan-pan manual untuk membuat prototipe, kemudian beralih ke rem tekan tersegmentasi ketika material tebal dan produksi berulang menjadi prioritas. Dilihat dari sudut itu, mereka bukanlah pesaing melainkan tahap berurutan dalam memperluas kemampuan pengerjaan logam bengkel.
Jebakan sebenarnya terletak pada penggunaan istilah “rem jari” sebagai istilah umum. Memahami perbedaan antara rem daun manual dan rem tekan dengan perkakas tersegmentasi dapat mencegah kesalahan mahal dan memastikan ekspektasi kinerja sesuai kenyataan. Setelah Anda memahami perbedaan antara tekukan tangan yang mudah pada lembaran 16‑gauge dan gaya terkontrol dari lipatan hidrolik pada pelat 5/8 inci, istilahnya akan menjadi jelas. Ini bukan sekadar masalah nama—ini tentang tuas, tonase yang diterapkan, dan tujuan yang dimaksudkan.
| Fitur | Rem Daun Manual (Kotak-dan-Pan) | Rem Tekan Hidrolik (Perkakas Tersegmentasi) |
|---|---|---|
| Sumber Tenaga | Manual (tenaga manusia) | Silinder hidrolik atau mekanis |
| Fleksibilitas | Jari-jari baja yang dapat dilepas memungkinkan ruang untuk flensa, sisi, dan sudut | Punch/die tersegmentasi memberikan ruang untuk bentuk yang kompleks |
| Kapasitas Bahan Umum | Hingga baja 16‑gauge (~1,5 mm) | Hingga tebal 5/8″ pada lebar yang lebih sempit |
| Presisi & Kontrol | Tergantung pada keterampilan operator; sudut tekukan dapat bervariasi | Kontrol CNC memungkinkan presisi hingga seperseribu inci; mengimbangi efek pegas/keausan alat |
| Ukuran & Portabilitas | Kompak, tidak memerlukan listrik | Jejak lebih besar, memerlukan sumber daya listrik |
| Ukuran Jari Umum | 1″, 2″, 3″, 4″ | Segmen bervariasi tergantung pada desain perkakas |
| Penggunaan Umum | Saluran HVAC, lemari listrik, rangka prototipe | Komponen struktural tugas berat, panel besar dengan offset, produksi volume tinggi |
| Waktu Penyiapan | Pengaturan ulang jari secara manual dengan cepat | Penyiapan dan pemrograman CNC untuk produksi yang konsisten |
| Pengulangan | Bergantung pada operator; kelelahan dapat memengaruhi akurasi | Pengulangan tinggi selama ratusan siklus |
| Kisaran Biaya | Di bawah $1.000 untuk model kecil | Puluhan ribu untuk unit CNC tingkat awal |
| Terbaik Untuk | Pekerjaan volume rendah, kustom, dan berorientasi kerajinan | Bahan tebal, tekukan konsisten, dan efisiensi produksi |
| Ruang untuk Tekukan Sisi Keempat | Lepaskan jari di area tabrakan | Gunakan punch leher angsa tersegmentasi atau bagian cetakan yang lebih pendek |
| Peran Umum di Bengkel | Prototipe dan proyek sekali jadi | Produksi dan fabrikasi pelat tebal |
| Faktor Keputusan Utama | Ketebalan material, volume produksi, anggaran | Kebutuhan akan presisi konsisten, penanganan bahan tebal, potensi otomatisasi |
Rem tradisional dioptimalkan untuk benda kerja datar dan tekukan lurus di mana tidak ada yang menghalangi balok penjepit yang solid. Masalah muncul setelah dua flange tegak lurus terbentuk. Flange yang menghadap ke atas ini menonjol ke jalur penjepit yang turun, menyebabkan gangguan langsung. Desain balok tidak mengakomodasi tonjolan seperti itu—pada tekukan ketiga, balok dapat menjepit flange ke bilah, mendistorsi radius sudut, atau bahkan menghancurkan material sepenuhnya.
Gangguan ini melampaui sekadar masalah jarak bebas—ini adalah tantangan geometris yang kompleks. Setiap flange menambah lebar dan tinggi, mengubah ruang tekukan dan menentukan bagaimana benda kerja masuk di bawah balok penjepit. Saat melakukan tekukan ketiga, pertemuan sudut tersebut membatasi kedalaman penyisipan jauh sebelum benda kerja duduk sepenuhnya. Kompensasi kecil, seperti sedikit membengkokkan dua flange pertama agar miring menjauh, jarang membantu; penjepit sisi ketiga biasanya membengkokkan kotak menjadi bentuk tidak siku karena sudut tidak mendapat dukungan merata. Dalam penggunaan nyata, sembilan dari sepuluh upaya rem standar kehilangan kesikuan pada tahap ini kecuali operator menggunakan perkakas khusus.
Jari tersementasi menghilangkan gangguan ini dengan menciptakan kekosongan yang disengaja di dalam balok penjepit. Alih-alih menggunakan satu permukaan solid yang kontinu, balok memiliki serangkaian segmen baja keras yang dapat dilepas—masing-masing dikerjakan dengan presisi, biasanya antara 1 hingga 4 inci lebar. Dengan melepas segmen tertentu, operator membuat area “ruang negatif” di mana flange yang sudah terbentuk dapat lewat dengan bebas. Saat dijepit, flange ini duduk rapi di antara jari tetap, memungkinkan bilah tekuk bekerja hanya pada bagian lembaran yang belum dibentuk.
Konfigurasi ini menawarkan lebih dari sekadar jarak bebas. Jika diatur dengan benar, celah tersebut menjadi panduan yang menyelaraskan sendiri. Saat flange meluncur ke dalam kekosongan, benda kerja otomatis terkunci sejajar dengan sumbu tekukan—mencegah pergeseran rotasi yang sering memutar sudut dalam pembuatan kotak. Penempatan jari menjadi bagian integral dari pengaturan: posisikan satu jari tepat di tepi yang akan ditekuk, sisakan tepat satu ketebalan material di antara jari dan bilah lipat, dan isi sisa balok dengan jari yang ukurannya sesuai. Hasilnya adalah geometri tekukan yang dapat diulang dan keselarasan yang konsisten dari satu bagian ke bagian lain. Pembuat berpengalaman juga mencatat bahwa membatasi celah yang tidak digunakan hingga kurang dari dua lebar jari pada stok tipis membantu menjaga tekanan penjepit yang seragam dan meminimalkan defleksi balok.
Kemampuan rem jari untuk menghilangkan gangguan flange merevolusi operasi bengkel sehari-hari. Dalam fabrikasi HVAC, misalnya, baki dan penutup lembaran logam sering memiliki dinding samping setinggi 3 hingga 4 inci, biasanya dilipat untuk menghilangkan tepi tajam. Jarak bebas jari memungkinkan lipatan tersebut dibentuk sejak tekukan pertama dan memastikan keempat sisi dapat diselesaikan dengan mulus tanpa merusak flange. Hasilnya adalah pengurangan besar waktu prototipe dibandingkan dengan beralih ke rem tekan standar.
Dalam pembuatan dapur komersial, loyang dan baki yang terbuat dari aluminium 22-gauge memanfaatkan sepenuhnya teknik lipat-dan-tekuk sambil menjaga permukaan halusnya. Susunan jari tersementasi memungkinkan lipatan yang sudah selesai pas dengan rapi ke dalam celah penjepit, menghasilkan sambungan mulus dan tahan bocor langsung dari rem.
Produksi penutup elektronik sering memerlukan penyesuaian lebar cepat selama pekerjaan jangka pendek. Menggunakan metode “Tetris”—memilih lebar jari sesuai posisi flange—operator dapat membuat kotak dengan berbagai ukuran tanpa pemrograman ulang atau mengganti cetakan bawah. Contoh industri termasuk Baileigh BB-12016, dilengkapi dengan berbagai lebar jari untuk menangani penutup format besar dalam baja ringan 16-gauge, mampu menekuk hingga 135° untuk mempermudah perakitan.
Pekerja lembaran logam berpengalaman mengenali lonjakan presisi. Demonstrasi klasik Ron Fournier menggambarkan perbedaan antara rem 48 inci standar dan rem jari pada aluminium tipis: rem jari menghasilkan kotak yang benar-benar siku dan sisi lurus hanya dalam empat tekukan, sedangkan rem standar melengkungkan sisi ketiga saat pertama kali bersentuhan dengan flange yang sudah ada.
Realita bengkel: Rem jari paling cocok untuk material ringan hingga sedang—hingga sekitar 2 mm pada baja ringan. Di atas 16-gauge, tuas manual menjadi tidak praktis, dan diperlukan rem hidrolik atau perkakas yang lebih berat. Sama pentingnya adalah teknik penjepitan yang tepat: jari yang longgar dapat terpuntir di bawah tekanan pada lembaran tipis, sehingga penjepit eksentrik dan mur pengunci harus dikencangkan dengan kuat untuk mempertahankan presisi.
Bayangkan jari tersementasi seperti potongan yang hilang dalam puzzle gambar. Pada rem standar, “puzzle” lengkap—tidak ada celah, sehingga flange yang menonjol tidak punya tempat untuk masuk. Rem jari mengubah permainan: Anda melepas potongan tertentu untuk menciptakan celah berbentuk khusus yang menampung flange yang sudah terbentuk dengan sempurna. Kekosongan yang disengaja inilah yang memungkinkan pembentukan bagian kompleks multi-dimensi tanpa tabrakan, distorsi, atau usaha terbuang. Perubahan pola pikir adalah kuncinya: alih-alih bertanya, “Bagaimana saya melewati halangan ini?” Anda bertanya, “Di mana halangan ini sebaiknya diserap?” Dengan pendekatan itu, mesin menyesuaikan diri dengan benda kerja, bukan memaksa benda kerja menyesuaikan diri dengan mesin.
Seni menyusun jari adalah titik temu antara teori dan presisi praktis. Setiap jari baja keras, tersedia dalam lebar bertingkat, adalah komponen modular untuk menentukan garis tekuk Anda. Tugas operator terasa seperti memecahkan puzzle spasial—menggabungkan segmen sempit dan lebar untuk menyesuaikan kedalaman flange sambil menyisakan jarak untuk tepi yang sudah ditekuk sebelumnya. Misalnya, saat membuat kotak dengan sisi 5 inci, tata letak ideal mungkin dua jari 1 inci dipasangkan dengan satu jari 3 inci per bagian, memberikan ruang yang mencegah distorsi saat sisi terakhir dilipat ke tempatnya.
Di sinilah pertukaran muncul. Jari yang lebih lebar menyebarkan tekanan penjepitan lebih merata—keuntungan nyata pada logam yang lebih tebal atau berkekuatan tinggi—tetapi juga membatasi kedalaman flange minimum yang dapat Anda capai. Memasang jari 3 inci berarti flange yang bersebelahan harus setidaknya selebar itu, atau Anda akan menghadapi masalah gangguan. Banyak penghobi keliru berinvestasi besar pada jari sempit, menganggap ukuran kecil berarti lebih presisi. Faktanya, area kontak yang berkurang sering kali tergelincir saat bekerja dengan stok 14-gauge atau lebih tebal di bawah gaya tekuk penuh.
Bengkel berpengalaman menghindari masalah ini dengan menyortir baki jari sebelum memulai pekerjaan. Mengatur jari berdasarkan lebar—daripada membiarkannya tercampur di laci rem—mengubah pengaturan rumit dari proses coba-coba selama dua puluh menit menjadi rutinitas konsisten lima menit. Penyesuaian kecil ini memberikan hasil berlipat ganda dalam pekerjaan batch. Efisiensi alur kerja sejati dimulai di meja kerja, mengubah pengaturan dari pemecahan masalah reaktif menjadi langkah kalibrasi yang percaya diri dan dapat diprediksi.
Banyak teknisi keliru percaya bahwa ruang di antara jari rem adalah celah yang tidak berbahaya. Faktanya, bukaan tersebut secara langsung memengaruhi stabilitas struktural rem selama penekukan. Setiap celah mengurangi area penjepitan yang tersedia, dan jika bukaan melebihi setengah ketebalan lembaran, material dapat melentur ke dalamnya dan tergelincir saat torsi diterapkan. Hasilnya adalah radius tekukan yang tidak konsisten atau bahkan pelepasan penuh—kesalahan yang sering disalahartikan sebagai masalah gesekan daripada pengaturan yang buruk. Misalnya, pada baja 16‑gauge, meninggalkan celah hanya 1/8 inci dapat menyebabkan sekitar sepertiga panel ditolak karena puntiran sudut atau distorsi lipatan.
Bahkan ketika celah sudah dihilangkan, pengaturan dapat gagal jika tinggi jari tidak benar-benar rata. Variasi sekecil 0,01 inci antar segmen dapat menyebabkan tekanan penjepitan tidak merata, memutar tepi sebesar dua hingga tiga derajat. Dalam aplikasi presisi—seperti penutup elektronik, rumah HVAC, atau panel arsitektur—distorsi ini akan terakumulasi di seluruh rakitan. Solusinya sederhana: setelah mengunci jari, uji dengan lembaran sisa yang ditahan di bawah tekanan statis selama sekitar sepuluh detik. Jika Anda mendeteksi pergerakan lebih dari 1/32 inci, tambahkan shim di bawah jari bagian bawah atau ganti jari yang tidak cocok. Pemeriksaan kecil dan konsisten ini mengubah penempatan dasar menjadi kalibrasi dinamis, memastikan gaya penjepitan merata di sepanjang garis.
Alasan sebenarnya sudut melengkung bukanlah sudut tekukan—melainkan tinggi jari yang tidak rata akibat ketegangan batang truss yang tidak tepat. Ketika balok penjepit miring—mencengkeram satu sisi dengan kuat sementara sisi lain longgar—tekanan terkonsentrasi secara lokal dan menarik sudut ke dalam. Distorsi ini sering tidak terlihat hingga perakitan akhir, ketika kotak gagal membentuk sudut tepat satu atau dua derajat. Banyak produksi awal yang dibuang sebelum pola yang mendasarinya menjadi jelas.
Masalah ini berasal dari pengaturan tekanan penjepit berdasarkan penglihatan, bukan memeriksa kedalaman celah yang sebenarnya. Pendekatan yang benar adalah mengatur jarak bebas dua kali ketebalan material untuk mengakomodasi radius tekukan dan pemulihan elastis. Batang yang terlalu kencang menekan jari secara tidak merata, memperparah kemiringan balok. Setelah pengaturan, letakkan penggaris lurus di atas jari yang terpasang; bayangan seragam di bawahnya menunjukkan penyelarasan yang tepat. Jika cahaya menembus lebih dari setengah bentang, sesuaikan kembali batang truss dari tengah ke luar hingga merata. Bengkel presisi yang menggunakan metode ini secara rutin mengurangi distorsi sudut menjadi kurang dari setengah derajat.
Lini produksi industri kadang mencoba menyamarkan masalah ini dengan menggunakan pra-tekukan dua tahap—pertama membentuk sekitar 135 derajat, lalu menekan rata saat penutupan akhir. Meskipun ini mungkin sementara menutupi efek ujung mengambang, sebenarnya hanya memindahkan distorsi menjadi tegangan sisa di sepanjang panel keempat. Seiring waktu, tegangan tersembunyi itu muncul sebagai retakan mikro atau rakitan yang tidak sejajar. Presisi sejati tidak datang dari trik korektif—melainkan dari pencapaian keselarasan geometris sempurna selama pengaturan awal.
Wawasan Tak Terduga: Sebagian besar manual teknis menggambarkan press jari sebagai alat tetap, berfokus pada geometri sambil mengabaikan ritme alur kerja. Dalam praktiknya, konsistensi berasal dari proses yang terkoordinasi dengan baik, bukan dari perangkat keras itu sendiri. Bekerjalah dengan pola pikir “dry-fit”—konfigurasikan jari untuk rakitan berikutnya sambil masih menyelesaikan yang sedang dikerjakan. Tumpang tindih visual itu menyoroti kesalahan penyelarasan, segmen aus, dan ketidakcocokan jarak bebas sebelum material bertemu dengan penjepit.
Pikirkan rem sebagai sistem gaya terpadu, bukan sekumpulan komponen. Penempatan setiap jari mengubah jalur beban dan menentukan geometri flensa minimum. Catat peta jari yang menghasilkan tekukan bersih untuk ukuran kotak standar, dan perhatikan setiap pengaturan yang gagal dengan paduan berkekuatan tinggi. Seiring waktu, operator yang mencatat penyesuaian halus ini membangun buku panduan yang andal—yang secara konsisten mengungguli intuisi semata. Pendekatan disiplin ini, bukan kapasitas besar, yang membedakan akurasi produksi berulang dari prototipe yang beruntung.
Batas tekukan sebenarnya dari press brake jari bukan hanya “gauge maksimum” yang tertera—melainkan keseimbangan antara ketebalan material, panjang tekukan, dan daya tuas operator. Rem kotak‑dan‑pan manual umumnya mencapai batas sekitar baja ringan 16‑gauge (sekitar 1,6 mm atau 1/16″), karena material yang lebih tebal akan membebani tenaga manusia dan kekakuan balok. Melewati batas ini, balok atas mulai melentur atau batang penjepit terdistorsi, secara permanen mengorbankan presisi.
Rating kapasitas bisa menyesatkan karena sangat bergantung pada panjang tekukan. Rem DIY yang mengklaim mampu menekuk baja ringan 5/8″ mungkin hanya dapat melakukannya pada bagian yang sangat sempit—mungkin hanya tiga inci—karena kebutuhan tonase meningkat seiring langsung dengan panjang tekukan. Grafik tekukan industri menjelaskan hal ini: menekuk baja ringan 1/4″ (6,35 mm) menggunakan cetakan dengan bukaan V 85–90° memerlukan sekitar 15 ton per kaki. Perpanjang menjadi tekukan 3 kaki, dan Anda memerlukan tiga kali lipat gaya. Dalam praktiknya, banyak press hidrolik kecil “20‑ton” yang macet atau melentur saat diminta membentuk baja 1/4″ lebih dari satu atau dua kaki, tidak peduli seberapa kokoh tampilannya di atas kertas. Menyadari skala proporsional ini sejak awal membantu Anda memilih rem yang sesuai tidak hanya dengan ketebalan material target tetapi juga rentang penuh dan dimensi bagian yang ingin Anda buat.
Meskipun panjang meja menentukan batas atas bentang tekukan, lebar setiap segmen jari yang benar-benar menentukan seberapa adaptif rem tersebut. Setiap jari harus lebih sempit dari flensa internal terkecil Anda, atau akan bertabrakan dengan bagian yang berdekatan selama beberapa tekukan. Pedoman sederhana: lebar jari harus sama atau kurang dari kedalaman kotak ditambah ketebalan material. Lebih lebar dari itu, Anda akan kesulitan menutup kotak dengan benar—meninggalkan celah yang mendistorsi tepi dan mengorbankan presisi.
Ambil contoh membentuk kotak sedalam 4″ dari blanko 12″. Anda mungkin memerlukan enam jari antara 1,5″ dan 2″ lebar untuk menjangkau area tengah dengan bersih, dengan jari pengisi untuk melengkapi lebar penuh. Tanpa pilihan segmen sempit yang cukup, Anda akan menghadapi kompromi canggung—baik melepas jari dan berisiko deformasi ujung, atau menggunakan jari yang terlalu lebar, yang dapat merusak atau memutar logam. Akibatnya, banyak operator menemukan bahwa rem “lebar penuh” mereka memberikan fleksibilitas nyata yang lebih sedikit saat bekerja dengan kedalaman kotak yang bervariasi. Rem kelas industri mengatasi ini melalui perkakas modular yang dapat dikonfigurasi ulang, tetapi pelajarannya tetap sama: selalu miliki cukup segmen perkakas sempit untuk menangani geometri kotak yang paling menuntut.
Kedalaman tenggorokan—diukur dari garis penjepit ke rangka belakang atau hambatan apa pun—secara diam‑diam menentukan kotak tertinggi yang dapat Anda bentuk. Dalam kebanyakan rem manual, kedalaman ini berkisar antara 4″ hingga 10″, membatasi seberapa jauh Anda dapat menekuk penutup yang dalam. Batas ini menjadi kritis saat mengerjakan sisi ketiga dan keempat kotak: tenggorokan harus melewati flensa yang sudah terbentuk. Secara praktis, itu berarti harus lebih besar dari tinggi flensa ditambah setidaknya dua kali ketebalan material jika Anda ingin tekukan balik berjalan mulus.
Mengabaikan kedalaman tenggorokan sering menyebabkan pekerjaan terhenti di tengah tekukan ketika tepi yang sudah terbentuk bertabrakan dengan rangka mesin. Bahkan rem industri tugas berat tidak kebal—material yang lebih tebal memerlukan bukaan cetakan yang lebih lebar (biasanya delapan kali ketebalan material untuk baja ringan), yang secara efektif mengurangi jarak bebas tenggorokan yang tersedia. Sebuah bengkel yang berinvestasi pada meja 14 kaki untuk membuat pan HVAC tinggi mungkin menemukan bahwa tenggorokan 10″ tidak cukup untuk sisi sedalam 8″, sehingga perlu desain ulang atau outsourcing. Karena sebagian besar produsen menyoroti panjang meja dan tonase dibandingkan kedalaman tenggorokan, Anda perlu mencari spesifikasi ini sendiri—jika tidak, ini akan menjadi batas tersembunyi yang menggagalkan proses tekukan Anda.
Sebagian besar panduan pembelian mengabaikan batasan ini, merangkum kapasitas dengan klaim samar seperti “menekuk baja 12‑gauge” atau “pembentukan lebar penuh.” Sebenarnya, tonase menentukan gaya yang tersedia di sepanjang meja, lebar jari membentuk geometri internal Anda, dan kedalaman tenggorokan menetapkan batas tinggi kotak. Ini bukan detail sekunder—mereka menentukan apakah rem Anda benar-benar dapat menghasilkan bagian sesuai gambar tanpa solusi sementara, pengaturan ulang perkakas, atau pemborosan material.
Dengan melihat kapasitas rem dari sudut pandang tiga dimensi yang saling bergantung ini, Anda dapat menghindari kegagalan pengaturan yang umum: tekukan yang macet, sudut yang melengkung, atau kotak yang tidak selesai akibat kendala fisik sederhana. Menguasai bagaimana spesifikasi ini berinteraksi akan mengubah rem dari alat pembentuk generik menjadi aset yang disetel dengan presisi—yang menyalurkan ketelitian dan teknik Anda menjadi hasil yang berulang, efisien, dan bebas distorsi.
Tolok ukur pertama untuk setiap finger brake berkualitas adalah apakah ia dapat mempertahankan posisinya di bawah tekanan. Sistem penjepit cam‑lock unggul dalam kelincahan—memungkinkan Anda mengatur ulang jari dalam hitungan detik tanpa alat atau usaha. Untuk bengkel yang menangani pekerjaan khusus sekali pakai, fleksibilitas itu sangat berharga. Anda dapat mengatur ulang konfigurasi antar tugas lebih cepat daripada waktu yang dibutuhkan bagian sebelumnya untuk mendingin dari tekukan. Namun, kecepatan itu membawa kompromi: cam‑lock ringan cenderung tergelincir saat menghadapi material di luar baja 14‑gauge, menyebabkan sedikit pergeseran penyelarasan dan mengurangi beberapa derajat akurasi. Ini bukan masalah keterampilan operator—ini murni batas gesekan dan torsi dari desain.
Sebaliknya, sistem bolt‑down menukar kecepatan dengan daya tahan. Mereka tidak cepat, tetapi mereka menahan dengan cengkeraman tanpa kompromi seperti ragum. Press industri mungkin membutuhkan waktu lebih lama untuk disesuaikan, namun setiap baut mengamankan perkakas dengan kuat ke batang penopang sehingga bahkan di bawah beban yang mencapai ribuan ton, pembelokan hampir dihilangkan. Dalam siklus yang tak terhitung jumlahnya, kekakuan itu memberikan keuntungan—toleransi tetap dalam setengah derajat, dan struktur inti mesin tidak mengendur seiring usia.
Jika alur kerja Anda berputar di sekitar produksi singkat—laboratorium desain, prototipe HVAC, atau kotak listrik khusus—cam‑lock memberikan pengaturan cepat dan penanganan efisien untuk material yang lebih ringan. Tetapi begitu produksi berulang masuk ke dalam gambar, kekakuan menjadi identik dengan efektivitas biaya. Finger brake yang menghemat menit saat pengaturan tetapi mengorbankan presisi output tidaklah efisien—itu mahal. Mulailah dengan menghitung perubahan pengaturan harian Anda: lima atau lebih? Pilih cam‑lock. Lebih sedikit? Gunakan bolt‑down dan nikmati akurasi yang tahan lama.
Presisi tidak hilang secara tiba‑tiba—ia terkikis dari dalam. Jari baja lunak pada rem kelas hobi (sekitar 200–300 Brinell) perlahan‑lahan berubah bentuk akibat penggunaan berulang. Setiap siklus tekukan meninggalkan lekukan mikroskopis di tempat logam bertemu logam. Setelah beberapa ratus lembar, tanda‑tanda itu menumpuk, menyebabkan flensa yang tidak sejajar, sudut yang bergeser, dan kotak yang tidak lagi pas dengan tutupnya. Apa yang tampak murni kosmetik sebenarnya adalah deformasi bertahap—pergeseran kecil yang terakumulasi di setiap tepi setiap komponen.
Rem kelas industri mengatasi keausan itu dengan menggunakan perkakas yang dikeraskan dengan peringkat antara 50 dan 60 Rockwell C. Tingkat kekerasan ini tidak hanya menahan lekukan—ia mencegah peralatan mengalami pergeseran mekanis. Fasilitas yang memproduksi puluhan ribu baki aluminium melaporkan kinerja konsisten selama bertahun‑tahun sebelum perawatan diperlukan. Seorang operator mencatat 50.000 siklus dengan pembelokan kurang dari lima seperseribu—bukti jelas bahwa jari tetap lebih stabil daripada permukaan tempat mereka berada.
Inilah aturan yang memisahkan alat yang dibangun untuk bertahan dari yang ditakdirkan untuk gagal: jalankan strip uji baja ringan 14‑gauge. Jika gigi jari meninggalkan tanda lebih dalam dari 0,005 inci, baja tersebut sudah terlalu lunak. Ganti atau tingkatkan sebelum kehilangan presisi berubah menjadi limbah scrap. Ini adalah langkah tenang yang mencegah ratusan dolar kerugian pada bagian yang rusak dan jam kerja ulang—dan sering menandai titik di mana peralatan kelas hobi beralih ke keandalan industri sejati.
Finger brake memang menggoda—tampak fleksibel, praktis modular, seolah dapat menangani bentuk apa pun yang Anda bayangkan. Kenyataannya, fleksibilitas itu hanya terbayar ketika pekerjaan Anda melibatkan tekukan dengan jarak bebas atau kotak tertutup sepenuhnya. Jika proyek Anda datar atau lipatan sepanjang satu sumbu, rem daun lurus akan selalu unggul. Ia memberikan tekanan konsisten, hasil yang lebih bersih, dan tidak perlu mengatur jari atau berurusan dengan flensa yang tidak rata.
Pedoman ini sederhana: jika tekukan Anda lebih panjang dari 48 inci, kurang dari empat inci dalam, dan Anda memproduksi di bawah 50 bagian per bulan, gunakan rem lurus. Ia menjaga setiap siklus tetap cepat, mulus, dan dapat diulang—mengurangi waktu pengaturan hingga 80%. Finger brake hanya unggul ketika Anda harus mengisolasi dan mengangkat panel yang akan dihancurkan oleh daun tetap—seperti kotak listrik atau rumah empat sisi yang dilipat di setiap tepi.
Pembelian berlebihan adalah pajak tersembunyi dari peningkatan hobi. Menginvestasikan ribuan pada finger brake ketika proyek Anda membutuhkan tekukan datar akan memperlambat produksi dan menyedot dana dari perkakas yang sebenarnya dapat meningkatkan throughput. Setiap pembuat berpengalaman akhirnya belajar pelajaran ini: dalam pembentukan, mesin terbaik bukanlah yang memiliki paling banyak bagian—tetapi yang menyelesaikan pekerjaan dengan gerakan paling sedikit dan konsistensi tertinggi.
Rem terbaik adalah yang bergerak sesuai ritme Anda. Hitung pengaturan Anda. Periksa gigi. Lacak garis tekukan. Ketika presisi selaras dengan alur kerja, Anda akan melihat mengapa mesin industri bertahan selama puluhan tahun—dan mengapa, lebih sering daripada tidak, pilihan paling cerdas adalah rem daun sederhana yang diam‑diam menunggu di lantai bengkel.


















