

Vous serrez la tôle, effectuez le deuxième pli, et puis—problème. Le troisième côté vient buter directement contre la poutre supérieure, tordant la pièce et transformant votre boîte parfaite en métal gâché. Chaque professionnel de la tôlerie—ou amateur frustré—a déjà rencontré cet obstacle : la plieuse standard qui ne peut tout simplement pas fermer un caisson sur ses quatre côtés. La solution vient d’une modification de conception trompeusement simple : diviser la lame de pliage en segments amovibles individuellement. Cette innovation rend le troisième pli délicat beaucoup plus simple, et c’est pourquoi une seule machine porte trois noms différents : plieuse à doigts, plieuse à caissons et plateaux, et plieuse segmentée.
Ce qui définit réellement cette famille de plieuses, ce n’est pas la taille du châssis ou l’épaisseur de la tôle, mais la géométrie unique qu’elles permettent. Sur une plieuse droite basique, la poutre supérieure de serrage continue bloque toute bride déjà relevée, provoquant une interférence lors des plis suivants. La plieuse segmentée résout ce problème en retirant la section de la barre de serrage qui entrerait en collision avec la pièce. Chaque “ doigt ” détachable laisse un espace libre derrière une bride existante, permettant à la pièce de se dégager pendant la formation du nouveau pli—qu’il soit à 90 degrés ou plus serré.
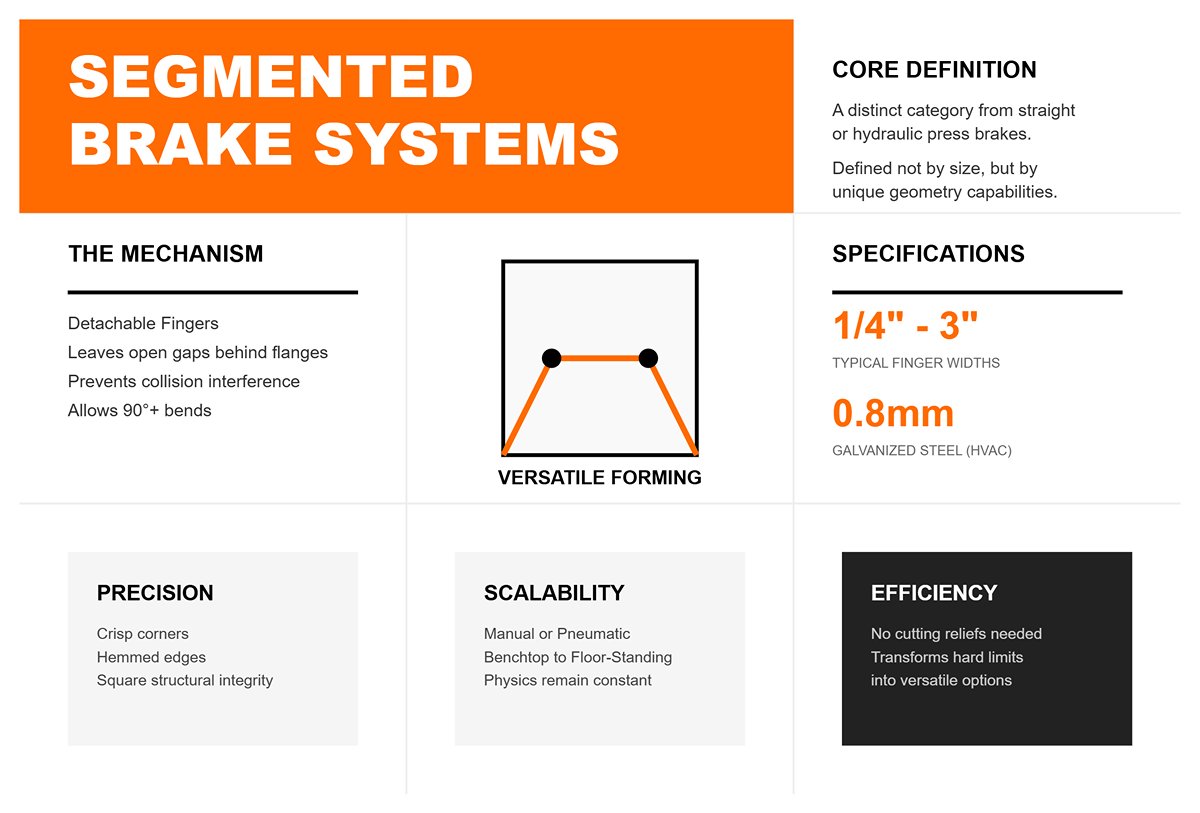
Cette approche ingénieuse transforme une limite mécanique stricte en une option de formage polyvalente. Dans les ateliers de CVC, elle permet de produire des caissons de conduits à quatre côtés en acier galvanisé de 0,8 mm sans découpe de délestage. Dans les ateliers de fabrication, elle réalise des boîtes en aluminium précises avec bords rabattus et angles nets. Les opérateurs choisissent simplement la largeur des doigts—généralement de ¼ pouce à 3 pouces—pour correspondre aux dimensions des brides. Après les deux premiers plis, ils retirent ou repositionnent les doigts pour les plis restants, permettant à la pièce de dégager l’outillage, de rester d’équerre et d’éviter les coins écrasés ou les joints déformés.
Le même principe fonctionne à toutes les échelles, des unités compactes de table aux plieuses sur pied de plus de 1,20 m de long. Qu’elles soient manuelles ou assistées pneumatiquement, la physique reste la même : la poutre de serrage segmentée fait toute la différence. Une fois que vous comprenez cette caractéristique, il est clair que ces machines appartiennent à une catégorie distincte des plieuses droites ou des presses plieuses hydrauliques.
La confusion provient en grande partie de la manière dont ces machines sont commercialisées. Chaque terme met en avant un avantage différent du même design de base. “ Plieuse à doigts ” souligne la précision et la polyvalence—l’ensemble de segments courts en acier pouvant être réarrangés comme des pièces d’échecs pour former des profils de pliage personnalisés. “ Plieuse à caissons et plateaux ” met l’accent sur le produit final—la capacité à fabriquer des boîtes, des plateaux et des bacs avec des côtés entièrement fermés. “ Plieuse segmentée ” renvoie à l’ingénierie elle-même : une poutre supérieure de serrage divisée en sections pour éviter toute interférence avec les plis existants.
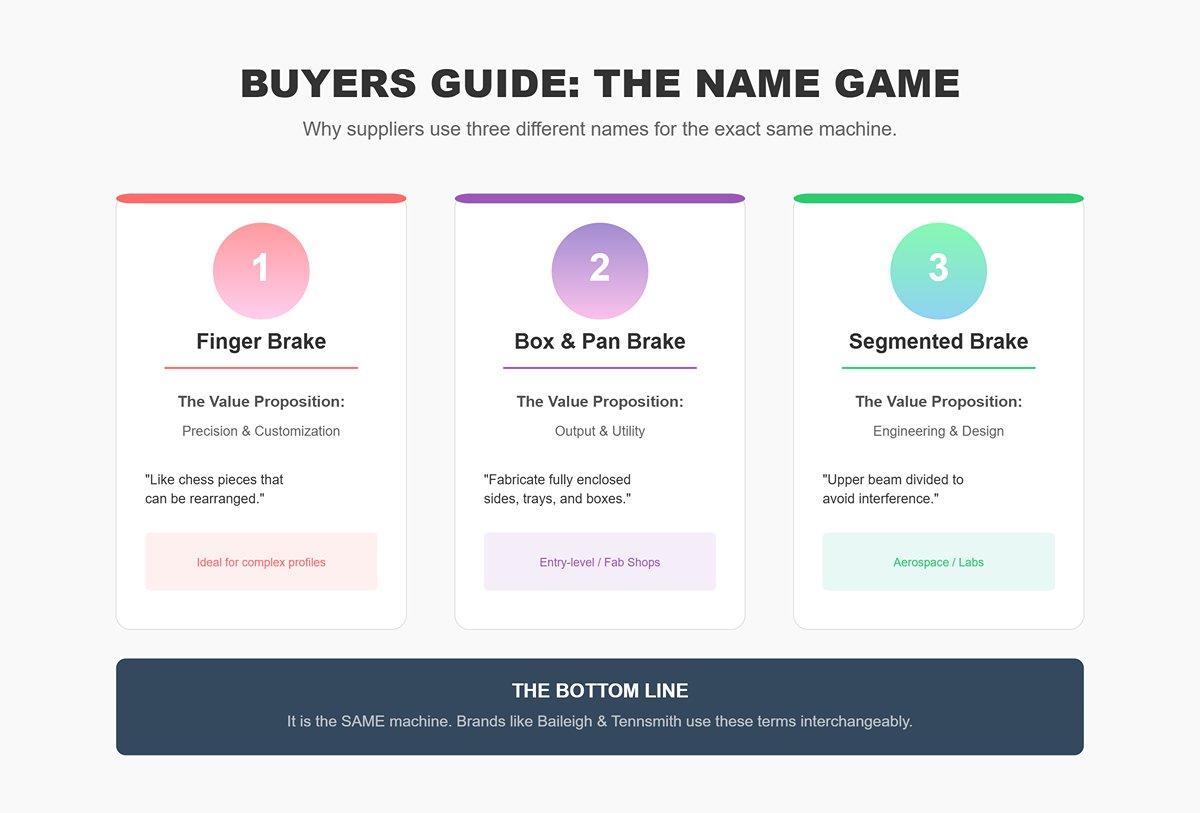
Parce que chaque nom séduit des acheteurs différents, les catalogues, sites web et supports promotionnels les utilisent souvent de manière interchangeable. Un petit atelier de fabrication peut acheter une unité d’entrée de gamme vendue comme “ plieuse à caissons et plateaux ”, tandis qu’un laboratoire aéronautique commande le même châssis sous l’appellation “ plieuse manuelle segmentée ”. Même les grands fabricants brouillent la terminologie—Baileigh, Tennsmith et GMC commercialisent des machines presque identiques sous les trois noms. Les discussions en ligne ne font qu’aggraver la confusion ; les fils de forums les regroupent souvent avec les presses plieuses hydrauliques, poussant les amateurs à dépenser trop pour un équipement CNC conçu pour les tôles épaisses plutôt que pour la tôle fine.
Malgré ce chaos terminologique, la conception mécanique est remarquablement cohérente. Chaque modèle intègre une lame de serrage, une lame de pliage réglable et une rangée de doigts amovibles fixés par des vis moletées ou des boulons. Tout le reste—la couleur de peinture, le logo de la marque, la pédale ou l’assistance pneumatique—n’est qu’une variation sur une géométrie structurelle bien établie.
Si vous vous trouvez dans un atelier en vous demandant quel type de plieuse vous avez sous les yeux, examinez simplement la poutre. Voyez‑vous une rangée de blocs rectangulaires en acier pouvant être retirés ou dévissés individuellement ? Voilà votre réponse. Si la mâchoire de serrage est une barre continue et intacte, c’est une plieuse droite. Le design segmenté—ou à doigts—présente toujours ces petites barres de serrage, souvent appelées “ dents ”, qui peuvent être repositionnées ou retirées pour dégager les brides déjà pliées sur votre pièce.

Ce contrôle visuel rapide peut faire gagner beaucoup de temps et d’argent. Certaines presses plieuses hydrauliques peuvent prétendre avoir des “ doigts ”, mais en réalité il s’agit de sections d’outillage lourdes conçues pour des applications à forte tonnage et non destinées à un réglage rapide. Une véritable plieuse à caissons et plateaux permet de changer les doigts en quelques secondes, sans clé. Cette efficacité définit le style manuel—mise en place rapide, effort minimal, et contrôle délicat nécessaire pour travailler la tôle fine.
Reconnaître cette distinction protège également votre équipement. Les plieuses manuelles à caissons et plateaux sont conçues pour des travaux légers—généralement limitées à environ de la tôle d’acier doux de calibre 16 ou environ 2 mm d’aluminium. Forcer un matériau plus épais peut tordre la lame de serrage ou casser les axes de charnière. Un atelier aurait endommagé une plieuse de banc $2,000 en essayant de plier de la tôle de calibre 14 destinée à une presse plieuse hydraulique. La solution n’est pas plus de force—c’est d’utiliser la bonne machine pour l’épaisseur du métal.
La précision dépend de la préparation. Aligner la largeur des doigts avec l’espacement des brides—à environ un seizième de pouce près—évite les déformations et les espaces inesthétiques. De nombreux opérateurs qui se plaignent que leur plieuse “ ne reste pas d’équerre ” sont en réalité confrontés à des vis moletées desserrées qui laissent les doigts bouger pendant le pliage, décalant les angles de plusieurs degrés. Serrez‑les bien avant chaque utilisation, et la machine produira des boîtes nettes et carrées avec des tolérances répétables de 1/8 pouce.
En fin de compte, l’étiquette n’est pas ce qui compte—ce sont les résultats. Que vous l’appeliez plieuse à doigts, plieuse à caissons et plateaux ou plieuse segmentée, chaque terme renvoie à la même solution ingénieuse à un casse‑tête de fabrication vieux d’un siècle : former une boîte précise et carrée sans défier la géométrie—ni ruiner votre tôle.
Lorsque la plupart des métalliers parlent de “ plieuse à doigts ”, ils font généralement référence à la traditionnelle plieuse manuelle à lame—le design classique à caissons et plateaux avec des doigts en acier amovibles fixés à la poutre supérieure. Ces doigts créent un dégagement pour les brides, côtés et coins, donnant à la machine sa flexibilité caractéristique pour plier plusieurs arêtes sans interférence. Mécaniquement, c’est simple : l’opérateur soulève une lame articulée, faisant pivoter la tôle le long de la jonction entre la lame et la barre de serrage.
La plieuse manuelle à tablier se distingue par sa simplicité. Elle est compacte, ne nécessite ni électricité ni hydraulique, et traite des tôles fines — généralement jusqu’à de l’acier de calibre 16 (environ 1,5 mm) — avec une précision fiable entre des mains expérimentées. Ses doigts interchangeables, souvent fournis en largeurs de 1″, 2″, 3″ et 4″, sont fixés par des boulons ou des vis à main et peuvent être réarrangés rapidement pour s’adapter au travail en cours.
Les utilisations courantes incluent la fabrication de conduits CVC, d’armoires électriques et de châssis prototypes — des tâches qui nécessitent des plis nets et peu profonds plutôt que des formes fortement embouties. Cependant, la précision et la répétabilité reposent entièrement sur l’habileté et la constance de l’opérateur ; les angles de pliage ou les hauteurs de rebord peuvent dériver subtilement en raison de la fatigue ou d’un léger désalignement. C’est pourquoi les plieuses manuelles à tablier et doigts sont idéales dans les petits ateliers artisanaux plutôt que sur des lignes automatisées à grand volume. Ce sont des outils pour artisans, privilégiant la précision née de la patience plutôt que la force brute.
De loin, une plieuse équipée d’outillage segmenté peut ressembler à sa version manuelle — une rangée de sections amovibles s’étend sur toute la longueur de la zone de travail. Mais la similitude s’arrête dès que le pliage commence. Au lieu de compter sur la force humaine, des vérins hydrauliques ou mécaniques entraînent la descente du coulisseau, délivrant une force méticuleusement contrôlée. L’outillage — qu’il s’agisse de poinçons en col de cygne ou de matrices sectionnées — remplit la même fonction de dégagement que les doigts manuels, mais opère à une échelle bien plus puissante et précise.
Alors qu’une plieuse manuelle à doigts atteint sa limite autour de l’acier de calibre 16, une plieuse hydraulique à doigts peut traiter des matériaux jusqu’à 5/8″ d’épaisseur sur des largeurs plus étroites. Ce saut de capacité ouvre la voie à des possibilités telles que des composants structurels lourds, des panneaux surdimensionnés avec décalages complexes, et la production de formes uniformes sur des centaines de cycles. Les presses contemporaines à commande CNC suivent la position du coulisseau au millième de pouce, ajustant automatiquement le retour élastique et l’usure des outils pour maintenir des résultats uniformes.
Une grande partie de la confusion terminologique vient de ce chevauchement. Le marketing appelle souvent ces machines “ plieuses à doigts ”, laissant entendre qu’elles sont équivalentes aux plieuses manuelles à tablier et doigts. En réalité, bien que toutes deux utilisent des éléments de serrage segmentés, elles diffèrent totalement en capacité, en force et en gamme de prix. Une petite plieuse manuelle à doigts de trois pieds peut coûter moins de mille dollars, tandis qu’une plieuse CNC à doigts d’entrée de gamme se chiffre en dizaines de milliers. La source de puissance, la précision du contrôle et la gamme de matériaux qu’elles peuvent traiter les définissent comme des catégories distinctes.
La distinction clé ne réside pas dans la présence de “ doigts ”, mais dans ce que ces doigts doivent accomplir pour votre travail. Commencez par évaluer l’épaisseur du matériau et le volume de production. Si la majorité de vos projets implique des matériaux de calibre 24 à 16 dans des dimensions personnalisées, une plieuse manuelle à tablier et doigts offre une adaptabilité inégalée pour un investissement modeste. Pour des boîtiers ou conduits uniques, les quelques minutes nécessaires pour réarranger les doigts, affiner les espacements et ajuster l’angle du tablier sont négligeables comparées aux avantages d’un formage flexible et peu coûteux.
Si votre travail implique de l’acier d’un quart de pouce d’épaisseur ou plus, des pièces nécessitant des angles de pliage constants, ou des composants de précision devant s’empiler ou se souder parfaitement, alors une plieuse hydraulique avec outillage segmenté est indispensable. Sa puissance amplifiée produit des plis nets et identiques toute la journée sans fatiguer l’opérateur. De plus, elle prend en charge les commandes numériques, les butées arrière et la programmation hors ligne — transformant le pliage d’un artisanat manuel en une opération de production rationalisée.
Un facteur critique à considérer est le dégagement d’interférence. Les plieuses manuelles à doigts amovibles et les plieuses à poinçons sectionnés peuvent toutes deux réaliser un pli “ sur le quatrième côté ” qui entrerait autrement en collision avec un outillage fixe. Sur une plieuse manuelle, on retire les doigts aux endroits où les parois de la boîte heurteraient autrement la pince. Sur une plieuse, des poinçons en col de cygne segmentés ou des sections de matrice plus courtes permettent le même résultat, offrant un dégagement pour les rebords pré-pliés. L’idée de base est identique, bien que l’échelle, la précision et les besoins en puissance diffèrent considérablement.
Choisir entre ces machines dépend moins de leur nom de marque ou des arguments marketing que d’aligner leur force, leur précision et leurs coûts d’exploitation avec vos besoins de production. De nombreux ateliers commencent par une plieuse manuelle à tablier et doigts pour le prototypage, puis passent à une plieuse segmentée une fois que les matériaux épais et la production répétitive deviennent prioritaires. Vu sous cet angle, elles ne sont pas rivales mais des étapes successives dans l’expansion des capacités de travail du métal d’un atelier.
Le véritable piège réside dans l’utilisation du terme “ plieuse à doigts ” comme terme générique. Comprendre la différence entre une plieuse manuelle à tablier et une plieuse avec outillage segmenté peut éviter des erreurs coûteuses et garantir que les attentes en matière de performance correspondent à la réalité. Une fois que vous saisissez la différence entre des plis manuels sans effort dans une tôle de calibre 16 et la force contrôlée de plis hydrauliques dans une plaque de 5/8 pouce, la terminologie devient claire. Ce n’est pas seulement une question de noms — c’est une question de levier, de tonnage appliqué et d’objectif prévu.
| Caractéristique | Plieuse manuelle à tablier et doigts | Plieuse hydraulique (outillage segmenté) |
|---|---|---|
| Source de puissance | Manuelle (force humaine) | Cylindres hydrauliques ou mécaniques |
| Flexibilité | Doigts en acier amovibles permettant un dégagement pour les brides, les côtés et les coins | Poinçons/matrices segmentés offrant un dégagement pour les formes complexes |
| Capacité matérielle typique | Jusqu’à de l’acier de calibre 16 (~1,5 mm) | Jusqu’à 5/8″ d’épaisseur sur des largeurs plus étroites |
| Précision et contrôle | Dépend de la compétence de l’opérateur ; les angles de pliage peuvent varier | Les commandes CNC permettent une précision au millième de pouce ; compensent le retour élastique/l’usure des outils |
| Taille et portabilité | Compact, ne nécessite pas d’électricité | Empreinte plus grande, nécessite une source d’alimentation |
| Tailles de doigts courantes | 1″, 2″, 3″, 4″ | Les segments varient selon la conception de l’outillage |
| Usages typiques | Conduits de CVC, armoires électriques, châssis de prototypes | Composants structurels robustes, grands panneaux avec décalages, production à grand volume |
| Temps de configuration | Réarrangement manuel rapide des doigts | Configuration et programmation CNC pour une production uniforme |
| Répétabilité | Dépend de l’opérateur ; la fatigue peut affecter la précision | Haute répétabilité sur des centaines de cycles |
| Plage de coûts | Moins de $1 000 pour les petits modèles | Des dizaines de milliers pour les unités CNC d’entrée de gamme |
| Idéal pour | Travail en faible volume, personnalisé et orienté artisanat | Matériaux épais, plis réguliers et efficacité de production |
| Dégagement pour les plis sur la quatrième face | Retirer les doigts dans les zones de collision | Utiliser des poinçons col-de-cygne segmentés ou des sections de matrice plus courtes |
| Rôle courant en atelier | Prototypage et projets uniques | Production et fabrication de forte épaisseur |
| Facteurs clés de décision | Épaisseur du matériau, volume de production, budget | Besoin d’une précision constante, manipulation de matériaux épais, potentiel d’automatisation |
Les freins à feuilles traditionnels sont optimisés pour les pièces plates et les plis droits, lorsque rien n’obstrue la poutre de serrage solide. Les problèmes apparaissent dès que deux rebords perpendiculaires ont été formés. Ces rebords orientés vers le haut dépassent dans la trajectoire de la pince descendante, provoquant une interférence directe. La conception de la poutre ne prend pas en compte de telles projections : au troisième pli, elle peut pincer le rebord contre la lame, déformer le rayon d’angle ou même écraser complètement le matériau.
Cette interférence dépasse la simple question de dégagement : c’est un défi géométrique complexe. Chaque rebord ajoute à la fois de la largeur et de la hauteur, modifiant l’enveloppe de pliage et déterminant comment la pièce s’insère sous la poutre de serrage. Lors du troisième pli, ces intersections d’angle limitent la profondeur d’insertion bien avant que l’assise complète ne soit atteinte. De petites compensations, comme plier légèrement au-delà les deux premiers rebords pour les incliner, aident rarement ; la pince du troisième côté déforme généralement la boîte, la rendant non équarrie, car les angles ne bénéficient pas d’un support uniforme. En pratique, neuf tentatives sur dix avec un frein standard perdent leur équerrage à ce stade, sauf si l’opérateur utilise un outillage spécialisé.
Les doigts segmentés éliminent cette interférence en introduisant des vides intentionnels dans la poutre de serrage. Au lieu d’utiliser une face continue et solide, la poutre comporte une série de segments amovibles en acier trempé — chacun usiné avec précision, généralement entre 1 et 4 pouces de large. En retirant certains segments, l’opérateur crée des zones d“” espace négatif » où les rebords préformés peuvent passer librement. Lors du serrage, ces rebords s’insèrent parfaitement entre les doigts fixes, permettant à la lame de pliage d’agir uniquement sur les sections non formées de la tôle.
Cette configuration offre bien plus qu’un simple dégagement. Correctement disposés, ces espaces deviennent des guides auto-alignants. Lorsque le rebord glisse dans un vide, il verrouille automatiquement la pièce parallèlement à l’axe de pliage — empêchant la dérive rotationnelle qui tord souvent les angles lors de la fabrication de boîtes. Le positionnement des doigts devient ainsi une partie intégrante de la préparation : placer un doigt bien contre le bord à plier, laisser exactement une épaisseur de matériau entre celui-ci et la lame de pliage, et remplir le reste de la poutre avec des doigts adaptés. Le résultat est une géométrie de pli reproductible et un alignement constant d’une pièce à l’autre. Les fabricants expérimentés remarquent aussi que limiter les espaces inutilisés à moins de deux largeurs de doigt sur des tôles fines aide à maintenir une pression de serrage uniforme et à minimiser la flexion de la poutre.
La capacité du frein à doigts à éliminer l’interférence des rebords révolutionne les opérations quotidiennes en atelier. En fabrication CVC, par exemple, les plateaux et couvercles en tôle présentent souvent des parois latérales de 3 à 4 pouces, généralement ourlées pour supprimer les arêtes vives. Le dégagement offert par les doigts permet de former ces ourlets dès les premiers plis et garantit que les quatre côtés peuvent être finis sans endommager les rebords. Le résultat est une réduction majeure du temps de prototypage par rapport au passage sur un frein standard.
Dans la fabrication de cuisines professionnelles, les bacs et plateaux en aluminium de calibre 22 tirent pleinement parti de la technique ourlet-et-pli tout en préservant leurs surfaces délicates. L’agencement des doigts segmentés permet aux ourlets terminés de s’insérer parfaitement dans les espaces de serrage, produisant des joints lisses et étanches directement à la sortie du frein.
La production de boîtiers électroniques exige souvent des ajustements rapides de largeur lors de travaux en petites séries. En utilisant la méthode “ Tetris ” — choisir des largeurs de doigts correspondant aux positions des rebords — les opérateurs peuvent créer des boîtes de tailles différentes sans reprogrammer ni changer les matrices inférieures. Des exemples industriels incluent le Baileigh BB‑12016, équipé d’une gamme de largeurs de doigts pour gérer des boîtiers grand format en acier doux calibre 16, capable de plier jusqu’à 135° pour simplifier l’assemblage.
Les tôliers expérimentés reconnaissent le saut de précision. La démonstration classique de Ron Fournier illustre clairement la différence entre un frein standard de 48 pouces et un frein à doigts sur aluminium fin : le frein à doigts produit une boîte parfaitement carrée et aux côtés droits en seulement quatre plis, tandis que le frein standard déforme le troisième côté dès le premier contact avec un rebord existant.
Vérification de la réalité en atelier : Les freins à doigts conviennent mieux aux matériaux légers à moyens — jusqu’à environ 2 mm en acier doux. Au‑delà du calibre 16, la force manuelle devient impraticable, et des presses hydrauliques ou des outils plus lourds sont nécessaires. Tout aussi crucial : une technique de serrage correcte ; des doigts lâches peuvent se tordre sous pression sur des tôles fines, donc les pinces excentriques et les écrous de blocage doivent être fermement serrés pour maintenir la précision.
Imaginez les doigts segmentés comme les pièces manquantes d’un puzzle. Sur un frein standard, le “ puzzle ” est complet : il n’y a pas de vides, donc les rebords saillants n’ont nulle part où s’insérer. Un frein à doigts change la donne : vous retirez certaines pièces pour créer des vides sur mesure qui accueillent parfaitement ces rebords préformés. Cette absence délibérée permet de façonner des pièces complexes et multidimensionnelles sans collision, déformation ni perte d’effort. Le changement de mentalité est essentiel : au lieu de se demander “ Comment contourner cet obstacle ? ”, on se demande “ Où cet obstacle doit-il être absorbé ? ”. Avec cette approche, la machine s’adapte à la pièce, plutôt que de forcer la pièce à s’adapter à la machine.
L’art de disposer les doigts est là où la théorie rencontre la précision pratique. Chaque doigt en acier trempé, disponible en largeurs graduées, est un composant modulaire pour définir votre ligne de pliage. La tâche de l’opérateur ressemble à la résolution d’un puzzle spatial : combiner des segments étroits et larges pour correspondre à la profondeur du rebord tout en laissant un dégagement pour les bords déjà pliés. Par exemple, pour fabriquer une boîte avec des côtés de 5 pouces, une disposition idéale pourrait être deux doigts de 1 pouce associés à un doigt de 3 pouces par section, créant un espace qui évite la déformation lorsque le dernier côté est replié.
C’est là que le compromis apparaît. Des doigts plus larges répartissent la pression de serrage plus uniformément — un réel avantage avec des métaux plus épais ou à haute résistance — mais ils limitent aussi la profondeur minimale de rebord que vous pouvez obtenir. Insérer un doigt de 3 pouces signifie que le rebord adjacent doit être au moins aussi large, sinon vous rencontrerez des problèmes d’interférence. Beaucoup d’amateurs investissent à tort massivement dans des doigts étroits, pensant que plus petit signifie plus précis. En réalité, la surface de contact réduite glisse souvent lors du travail avec du calibre 14 ou plus épais sous pleine force de pliage.
Les ateliers expérimentés contournent ce problème en triant les doigts avant de commencer un travail. Organiser les doigts par largeur — plutôt que de les laisser en vrac dans le tiroir du frein — transforme une configuration compliquée, passant d’un processus d’essais et erreurs de vingt minutes à une routine constante de cinq minutes. Ce petit ajustement rapporte énormément en travail en série. La véritable efficacité du flux de travail commence à l’établi, transformant la configuration d’une résolution de problème réactive en une étape de calibration confiante et prévisible.
Beaucoup de techniciens croient à tort que les espaces entre les doigts du frein sont des vides inoffensifs. En réalité, ces ouvertures influencent directement la stabilité structurelle du frein pendant le pliage. Chaque vide réduit la surface de serrage disponible, et si l’ouverture dépasse la moitié de l’épaisseur de la tôle, le matériau peut s’y fléchir et glisser lorsque le couple est appliqué. Le résultat est des rayons de pli incohérents ou même un relâchement complet — erreurs souvent attribuées à tort à des problèmes de friction plutôt qu’à une mauvaise configuration. Par exemple, pour de l’acier calibre 16, laisser seulement un vide de 1/8 pouce peut entraîner le rejet d’environ un tiers des panneaux en raison de torsions d’angle ou de déformations d’ourlet.
Même lorsque les espaces sont éliminés, les configurations peuvent échouer si les hauteurs des doigts ne sont pas parfaitement nivelées. Une variation aussi faible que 0,01 pouce entre les segments provoque une pression de serrage inégale, tordant les bords de deux à trois degrés. Dans les applications de précision — telles que les boîtiers électroniques, les caissons de CVC ou les panneaux architecturaux — ces distorsions s’accumulent à travers les assemblages. La solution est simple : après avoir verrouillé les doigts, testez avec une feuille d’essai maintenue sous pression statique pendant environ dix secondes. Si vous détectez plus de 1/32 pouce de mouvement, ajoutez des cales sous les doigts inférieurs ou remplacez ceux qui ne correspondent pas. Ce petit contrôle régulier transforme un simple positionnement en un calibrage dynamique, garantissant une force de serrage uniforme sur toute la ligne.
La véritable raison pour laquelle les coins se déforment n’est pas l’angle de pliage — c’est la hauteur inégale des doigts causée par une tension incorrecte des tiges de renfort. Lorsque la poutre de serrage s’incline — serrant fortement un côté tout en laissant l’autre lâche — la pression se concentre localement et tire les coins vers l’intérieur. Cette distorsion passe souvent inaperçue jusqu’à l’assemblage final, lorsque les boîtes ne sont pas d’équerre d’un ou deux degrés. De nombreuses séries de production initiales sont mises au rebut avant que le schéma sous-jacent ne devienne évident.
Le problème vient du réglage de la pression de serrage à l’œil plutôt qu’en vérifiant la profondeur réelle de l’espace. La bonne méthode consiste à régler le jeu à deux fois l’épaisseur du matériau pour tenir compte du rayon de pliage et du retour élastique. Des tiges trop serrées compriment les doigts de manière inégale, amplifiant le basculement de la poutre. Après configuration, posez une règle droite sur les doigts engagés ; une ombre uniforme en dessous indique un alignement correct. Si la lumière passe sur plus de la moitié de la portée, réajustez les tiges de renfort du centre vers l’extérieur jusqu’à obtenir l’uniformité. Les ateliers de précision utilisant cette méthode réduisent régulièrement la distorsion des coins à moins d’un demi-degré.
Les lignes de production industrielles tentent parfois de masquer le problème en utilisant un pré‑pliage en deux étapes — formant d’abord à environ 135 degrés, puis pressant à plat lors de la fermeture finale. Bien que cela puisse temporairement dissimuler l’effet d’extrémité flottante, cela ne fait que transférer la distorsion en contrainte résiduelle le long du quatrième panneau. Avec le temps, cette tension cachée se manifeste par des micro‑fissures ou des assemblages mal alignés. La véritable précision ne vient pas des astuces correctives — elle vient d’un alignement géométrique parfait dès la configuration initiale.
L’aperçu inattendu : La plupart des manuels techniques décrivent les presses à doigts comme des outils fixes, en se concentrant sur la géométrie tout en négligeant le rythme de travail. En pratique, la régularité découle d’un processus bien chorégraphié plutôt que de l’outil lui‑même. Travaillez avec un état d’esprit de “ montage à blanc ” — configurez les doigts pour la prochaine fabrication tout en terminant l’actuelle. Ce chevauchement visuel met en évidence les erreurs d’alignement, les segments usés et les écarts de jeu avant que le matériau ne rencontre la pince.
Considérez la plieuse comme un système de force unifié plutôt qu’un ensemble de composants. Le placement de chaque doigt modifie le chemin de charge et détermine la géométrie minimale du rebord. Notez les configurations de doigts qui donnent des plis nets pour les tailles de boîtes standard, et relevez toute configuration qui échoue avec des alliages à haute résistance. Avec le temps, l’opérateur qui consigne ces ajustements fins construit un guide fiable — un guide qui surpasse systématiquement l’intuition seule. Cette approche disciplinée, et non la capacité brute, est ce qui distingue la précision reproductible en production des prototypes chanceux.
La véritable limite de pliage d’une plieuse à doigts n’est pas simplement le “ calibre maximum ” indiqué — c’est l’équilibre entre l’épaisseur du matériau, la longueur de pli et l’effet de levier de l’opérateur. Les plieuses manuelles pour boîtes et panneaux atteignent généralement leur maximum autour de l’acier doux de calibre 16 (environ 1,6 mm ou 1/16″), car tout matériau plus épais dépasse à la fois l’effort humain et la rigidité de la poutre. Au‑delà de cette plage, la poutre supérieure commence à fléchir ou la barre de serrage se déforme, compromettant définitivement la précision.
Les capacités nominales peuvent être trompeuses car elles dépendent fortement de la longueur de pli. Une plieuse artisanale qui prétend pouvoir plier de l’acier doux de 5/8″ peut ne le faire que sur une section très étroite — peut‑être seulement trois pouces — puisque les besoins en tonnage augmentent directement avec la longueur de pli. Les tableaux industriels de pliage le montrent clairement : plier de l’acier doux de 1/4″ (6,35 mm) avec une matrice à ouverture en V de 85–90° nécessite environ 15 tonnes par pied. Étendez cela à un pli de 3 pieds, et il vous faudra trois fois plus de force. En pratique, de nombreuses petites presses hydrauliques dites “ 20 tonnes ” s’arrêtent ou fléchissent lorsqu’on leur demande de former de l’acier de 1/4″ sur plus d’un ou deux pieds, peu importe leur robustesse apparente. Reconnaître cette proportionnalité dès le départ vous aide à choisir une plieuse qui correspond non seulement à l’épaisseur de matériau visée mais aussi à la gamme complète et aux dimensions des pièces que vous prévoyez de fabriquer.
Si la longueur du lit fixe la portée maximale de pliage, c’est la largeur de chaque segment de doigt qui définit réellement la polyvalence de la plieuse. Chaque doigt doit être plus étroit que votre plus petit rebord interne, sinon il heurtera les sections adjacentes lors de plis multiples. Une règle simple : la largeur des doigts doit être égale ou inférieure à la profondeur de la boîte plus l’épaisseur du matériau. Au‑delà, vous ne pourrez pas fermer correctement les boîtes — laissant des espaces qui déforment les bords et compromettent la précision.
Prenons l’exemple de la formation d’une boîte de 4″ de profondeur à partir d’une feuille de 12″. Vous pourriez avoir besoin de six doigts entre 1,5″ et 2″ de large pour couvrir proprement la zone centrale, avec des doigts de remplissage pour compléter toute la largeur. Sans une sélection suffisante de segments étroits, vous serez confronté à des compromis gênants — soit retirer des doigts et risquer une déformation des extrémités, soit utiliser des doigts trop larges, ce qui peut marquer ou tordre le métal. Ainsi, de nombreux opérateurs découvrent que leur plieuse “ pleine largeur ” offre moins de flexibilité réelle lorsqu’ils travaillent avec des profondeurs de boîte variées. Les plieuses industrielles surmontent cela grâce à des outillages modulaires sectionnels reconfigurables, mais la leçon reste la même : disposez toujours de suffisamment de segments étroits pour gérer vos géométries de boîte les plus exigeantes.
La profondeur de gorge — mesurée depuis la ligne de serrage jusqu’au cadre arrière ou tout obstacle — détermine discrètement la hauteur maximale de boîte que vous pouvez former. Dans la plupart des plieuses manuelles, cette profondeur varie de 4″ à 10″, limitant la possibilité de plier des boîtiers profonds. La limitation devient critique lors du travail sur les troisième et quatrième côtés d’une boîte : la gorge doit dégager les rebords déjà formés. Concrètement, cela signifie qu’elle doit être supérieure à la hauteur du rebord plus au moins deux fois l’épaisseur du matériau si vous voulez que les plis de retour se déroulent sans problème.
Ignorer la profondeur de gorge conduit souvent à des travaux bloqués en cours de pliage lorsqu’un bord formé heurte le cadre de la machine. Même les plieuses industrielles lourdes n’y échappent pas — les matériaux plus épais nécessitent des ouvertures de matrice plus larges (généralement huit fois l’épaisseur du matériau pour l’acier doux), ce qui réduit effectivement le dégagement de gorge disponible. Un atelier investissant dans un lit de 14 pieds pour fabriquer de grands bacs de CVC pourrait découvrir qu’une gorge de 10″ est insuffisante pour un côté de 8″ de profondeur, entraînant des refontes ou la nécessité de sous‑traiter. Comme la plupart des fabricants mettent en avant la longueur du lit et le tonnage plutôt que la profondeur de gorge, vous devez rechercher cette spécification vous‑même — sinon elle devient la limitation cachée qui fait échouer votre processus de pliage.
La plupart des guides d’achat passent sous silence ces contraintes, résumant la capacité par des affirmations vagues comme “ plie de l’acier de calibre 12 ” ou “ formage pleine largeur ”. En réalité, le tonnage dicte la force disponible le long du lit, la largeur des doigts façonne votre géométrie interne, et la profondeur de gorge fixe la hauteur maximale de la boîte. Ce ne sont pas des détails secondaires — ils déterminent si votre plieuse peut réellement produire les pièces de vos plans sans détours, re‑outillage ou gaspillage de matériau.
En examinant la capacité d’une plieuse à travers le prisme de ces trois dimensions interdépendantes, vous pouvez éviter les échecs courants de configuration : plis bloqués, coins déformés ou boîtes inachevées causés par de simples contraintes physiques. Maîtriser l’interaction de ces spécifications transforme la plieuse d’un outil de formage générique en un atout finement réglé — un outil qui canalise votre précision et votre technique vers des résultats reproductibles, efficaces et sans distorsion.
Le premier critère pour toute plieuse à doigts de qualité est sa capacité à maintenir sa position sous pression. Les systèmes de serrage à came excellent en agilité — permettant de réorganiser les doigts en quelques secondes, sans outils ni effort. Pour les ateliers traitant des travaux personnalisés uniques, cette flexibilité est inestimable. Vous pouvez réinitialiser les configurations entre les tâches plus rapidement que la pièce précédente ne refroidit après son pliage. Pourtant, cette rapidité s’accompagne d’un compromis : les cames légères ont tendance à glisser lorsqu’elles sont confrontées à des matériaux au‑delà de l’acier de calibre 14, provoquant de légers décalages d’alignement et réduisant la précision de quelques degrés. Ce n’est pas une question de compétence de l’opérateur — c’est simplement la limite de friction et de couple du design.
En revanche, les systèmes à boulons échangent la vitesse contre la puissance de maintien. Ils ne sont pas rapides, mais ils tiennent avec la prise intransigeante d’un étau. Les presses industrielles peuvent prendre plus de temps à régler, mais chaque boulon fixe fermement l’outillage contre la barre de support, de sorte que même sous des charges atteignant des milliers de tonnes, la déflexion est presque éliminée. Au fil de nombreux cycles, cette rigidité porte ses fruits : les tolérances restent dans un demi‑degré, et la structure centrale de la machine ne se desserre pas avec l’âge.
Si votre flux de travail tourne autour de petites séries — laboratoires de conception, prototypes CVC ou boîtiers électriques sur mesure — le serrage à came offre une mise en place rapide et une manipulation efficace pour les matériaux plus légers. Mais dès que la production répétitive entre en jeu, la rigidité devient synonyme de rentabilité. Une plieuse à doigts qui économise des minutes lors de la configuration mais sacrifie la précision en sortie n’est pas efficace — elle est coûteuse. Commencez par compter vos changements de configuration quotidiens : cinq ou plus ? Choisissez la came. Moins ? Optez pour le boulon et profitez d’une précision durable.
La précision ne disparaît pas soudainement — elle s’érode de l’intérieur. Les doigts en acier doux sur les plieuses de loisir (environ 200–300 Brinell) se déforment lentement sous une utilisation répétée. Chaque cycle de pliage laisse une indentation microscopique là où le métal rencontre le métal. Après plusieurs centaines de feuilles, ces marques s’accumulent, entraînant des brides mal alignées, des coins décalés et des boîtes qui ne s’emboîtent plus avec leurs couvercles. Ce qui peut sembler purement esthétique est en réalité une déformation progressive — de minuscules décalages qui se cumulent sur chaque arête de chaque composant.
Les plieuses de qualité industrielle combattent cette usure en utilisant un outillage trempé, évalué entre 50 et 60 Rockwell C. Ce niveau de dureté ne se contente pas de résister aux indentations — il empêche l’équipement de développer un décalage mécanique. Les installations produisant des dizaines de milliers de plateaux en aluminium signalent des années de performance constante avant qu’un entretien ne soit nécessaire. Un opérateur a enregistré 50 000 cycles avec moins de cinq millièmes de déflexion — preuve claire que les doigts sont restés plus stables que la surface sur laquelle ils reposaient.
Voici la règle qui sépare les outils conçus pour durer de ceux voués à l’échec : faites un test avec une bande d’acier doux de calibre 14. Si les dents des doigts laissent des marques de plus de 0,005 pouces de profondeur, l’acier est déjà trop tendre. Remplacez ou améliorez avant que la perte de précision ne se transforme en déchets. C’est une étape discrète qui évite des centaines de dollars de pièces gâchées et des heures de retouche — et qui marque souvent le moment où l’équipement de loisir franchit le seuil de la véritable fiabilité industrielle.
Les plieuses à doigts sont tentantes — elles semblent adaptables, pratiquement modulaires, comme si elles pouvaient gérer n’importe quelle forme que vous imaginez. En réalité, cette flexibilité ne paie que lorsque votre travail implique des plis avec dégagement ou des boîtes entièrement fermées. Si vos projets sont plats ou se plient le long d’un seul axe, une plieuse à tablier droit surpasse à chaque fois. Elle fournit une pression constante, des résultats plus nets, et évite de jongler avec les configurations de doigts ou de lutter contre des brides inégales.
La règle est simple : si vos plis dépassent 48 pouces de long, font moins de quatre pouces de profondeur, et que vous produisez moins de 50 pièces par mois, choisissez une plieuse droite. Elle rend chaque cycle rapide, fluide et reproductible — réduisant le temps de configuration jusqu’à 80 %. Les plieuses à doigts ne prennent l’avantage que lorsque vous devez isoler et soulever des panneaux qu’une lame fixe écraserait — comme des boîtiers électriques ou des caissons à quatre côtés repliés sur chaque bord.
Le surinvestissement est la taxe cachée de la mise à niveau amateur. Investir des milliers dans des plieuses à doigts alors que vos projets nécessitent des plis plats ralentit la production et détourne des fonds de l’outillage qui augmenterait réellement le rendement. Chaque fabricant expérimenté finit par apprendre cette leçon : en formage, la meilleure machine n’est pas celle qui a le plus de pièces — c’est celle qui fait le travail avec le moins de mouvements et la plus grande constance.
La meilleure plieuse est celle qui avance à votre rythme. Comptez vos configurations. Vérifiez les dents. Tracez les lignes de pliage. Lorsque la précision s’aligne sur le flux de travail, vous comprendrez pourquoi les machines industrielles durent des décennies — et pourquoi, le plus souvent, le choix le plus judicieux est la simple plieuse à tablier, discrètement posée sur le sol de l’atelier.


















