

Prende-se a chapa, faz-se a segunda dobra e depois—problema. O terceiro lado bate diretamente na viga superior, torcendo a peça e transformando a sua caixa perfeita em metal desperdiçado. Todo profissional de chapa metálica—ou hobbista frustrado—já enfrentou esta barreira: a quinadeira padrão que simplesmente não consegue fechar uma caixa em todos os quatro lados. A solução vem de uma alteração de design aparentemente simples: dividir a lâmina de dobra em segmentos removíveis individualmente. Essa inovação torna a terceira dobra complicada algo simples, e é por isso que uma máquina tem três nomes diferentes: finger brake, box and pan brake e segmented brake.
O que realmente define esta família de quinadeiras não é o tamanho da estrutura ou a espessura da chapa metálica—é a geometria única que tornam possível. Numa quinadeira reta básica, a viga superior de fixação contínua bloqueia qualquer aba já dobrada para cima, causando interferência nas dobras seguintes. A quinadeira segmentada resolve isso removendo a secção da barra de fixação que colidiria com a peça. Cada “finger” destacável deixa uma abertura atrás de uma aba existente, permitindo que a peça se mova livremente enquanto a nova dobra é formada—seja a 90 graus ou mais apertada.
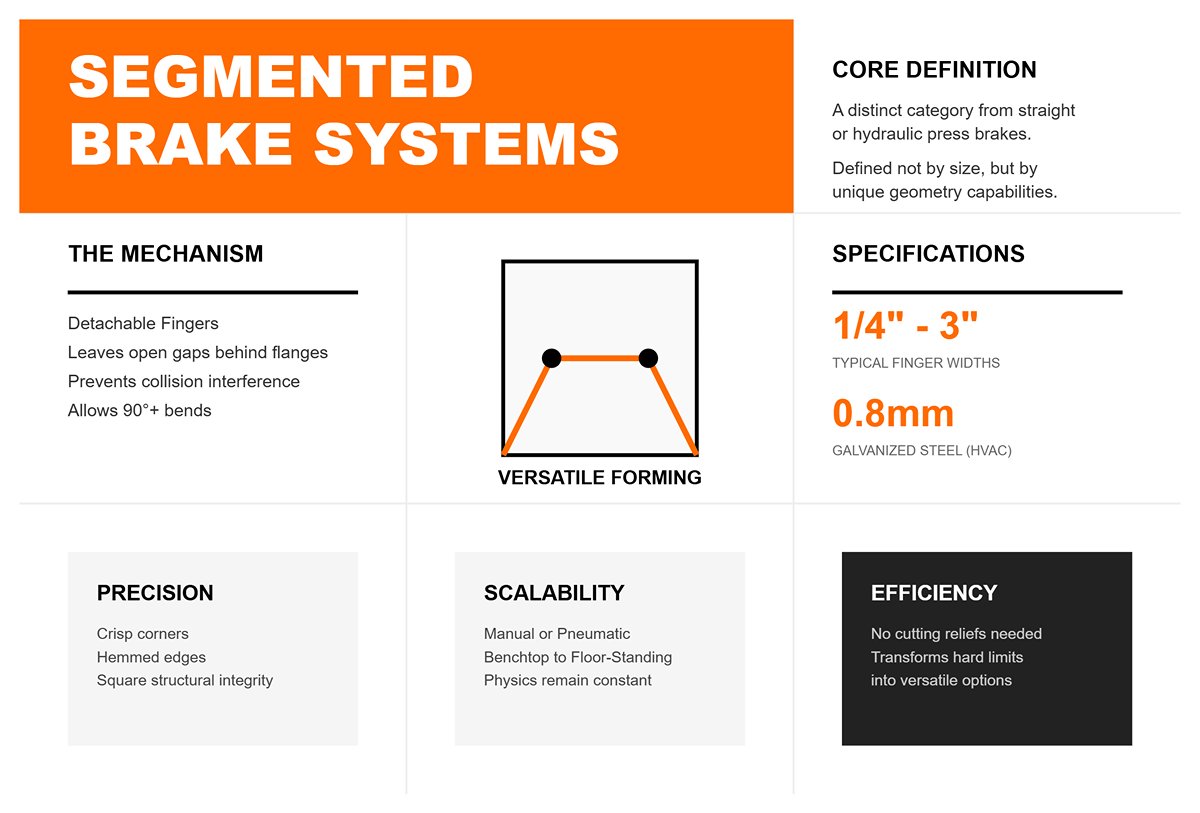
Esta abordagem engenhosa transforma um limite mecânico difícil numa opção de conformação versátil. Em oficinas de HVAC, produz caixas de conduta com quatro lados em aço galvanizado de 0,8 mm sem cortes de alívio. Em estúdios de fabrico, cria caixas de alumínio precisas com bordas dobradas e cantos definidos. Os operadores simplesmente escolhem larguras de fingers—normalmente de ¼ de polegada a 3 polegadas—para corresponder às dimensões das abas. Após as duas primeiras dobras, removem ou reposicionam os fingers para as restantes, permitindo que a peça passe pela ferramenta, mantenha-se quadrada e evite cantos esmagados ou juntas deformadas.
O mesmo princípio funciona em qualquer escala, desde unidades compactas de bancada até quinadeiras de chão com mais de um metro e vinte de comprimento. Quer sejam operadas manualmente ou com assistência pneumática, a física é a mesma: a viga de fixação segmentada faz a diferença. Uma vez que se compreende essa característica, fica claro porque estas máquinas pertencem a uma categoria distinta das quinadeiras retas ou das quinadeiras hidráulicas.
A confusão deve-se sobretudo à forma como estas máquinas são comercializadas. Cada termo destaca uma vantagem diferente do mesmo design de base. “Finger brake” sublinha a precisão e versatilidade—o conjunto de segmentos curtos de aço que podem ser rearranjados como peças de xadrez para formar perfis de dobra personalizados. “Box and pan brake” foca-se no produto final—a capacidade de fabricar caixas, tabuleiros e bandejas com lados totalmente fechados. “Segmented brake” aponta para a engenharia em si: uma viga superior de fixação dividida em secções para evitar interferência com dobras já existentes.
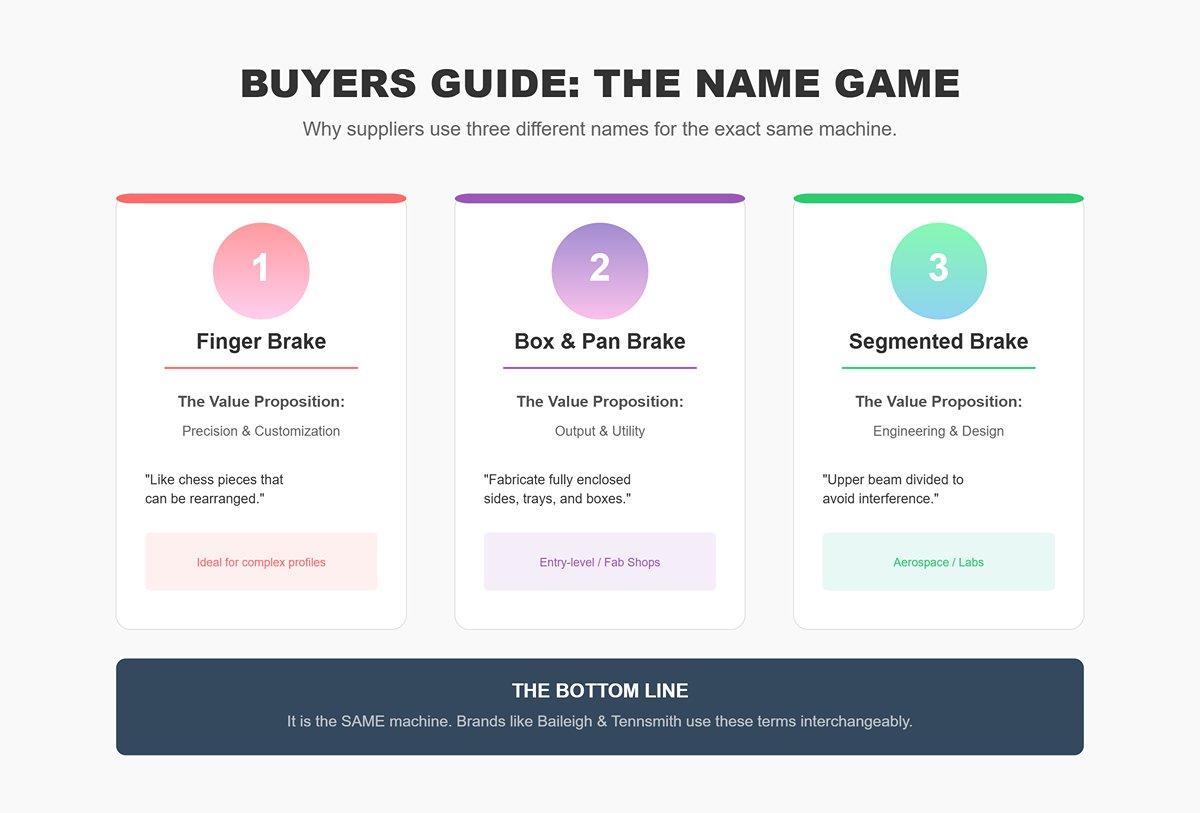
Como cada nome atrai compradores distintos, catálogos, sites e materiais promocionais usam-nos frequentemente de forma intercambiável. Uma pequena oficina de fabrico pode comprar uma unidade de entrada com a marca “box and pan brake”, enquanto um laboratório aeroespacial encomenda o mesmo chassis rotulado como “segmented manual brake”. Até grandes fabricantes confundem a terminologia—Baileigh, Tennsmith e GMC comercializam máquinas quase idênticas sob os três nomes. As discussões online só aumentam a confusão; tópicos em fóruns frequentemente agrupam-nas com quinadeiras hidráulicas, levando hobbistas a gastar demasiado em equipamento CNC concebido para chapa grossa em vez de chapa fina.
Apesar do caos na nomenclatura, o design mecânico é notavelmente consistente. Cada modelo incorpora uma barra de fixação, uma barra de dobra ajustável e uma fila de fingers removíveis presos por parafusos de aperto manual ou parafusos normais. Todo o resto—o esquema de pintura, o logótipo da marca, o pedal ou a assistência pneumática—é apenas variação sobre uma geometria estrutural bem estabelecida.
Se se encontrar numa oficina a tentar perceber que tipo de quinadeira está a ver, basta examinar a viga. Vê uma fila de blocos retangulares de aço que podem ser levantados ou desaparafusados individualmente? Essa é a resposta. Se a barra de fixação for uma peça única e contínua, é uma quinadeira reta. O design segmentado—ou finger—tem sempre essas barras curtas de fixação, muitas vezes chamadas “dentes”, que podem ser reposicionadas ou removidas para dar espaço às abas já dobradas na peça.

Esta verificação visual rápida pode poupar muito tempo e dinheiro. Algumas quinadeiras hidráulicas podem afirmar que têm “fingers”, mas na realidade são secções de ferramenta pesadas concebidas para aplicações de alta tonelagem e não para ajustes rápidos. Uma verdadeira box-and-pan brake permite mudar os fingers em segundos, sem necessidade de chaves. Essa eficiência define o estilo manual—configuração rápida, força mínima e o controlo delicado necessário ao trabalhar com chapa fina.
Reconhecer esta distinção também protege o seu equipamento. As quinadeiras manuais box-and-pan são construídas para trabalhos ligeiros—normalmente limitando-se a cerca de aço macio de 16 gauge ou cerca de 2 mm de alumínio. Forçar material mais grosso pode torcer a barra de fixação ou partir pinos de dobradiça. Uma oficina danificou uma quinadeira de bancada $2,000 ao tentar dobrar chapa de 14 gauge destinada a uma quinadeira hidráulica. A solução não é mais força—é usar a máquina certa para a espessura do metal.
A precisão depende da preparação. Alinhar as larguras dos fingers com o espaçamento das abas—com uma margem de cerca de um milímetro e meio—evita distorções e folgas inestéticas. Muitos operadores que se queixam de que a sua quinadeira “não mantém o esquadro” estão na verdade a lidar com parafusos de aperto soltos que deixam os fingers moverem-se durante a dobra, desalinhando os cantos em vários graus. Aperte-os bem antes de cada utilização, e a máquina produz caixas quadradas e definidas com tolerâncias repetíveis de 3 mm.
No fim de contas, o rótulo não é o que importa—são os resultados. Quer lhe chame finger brake, box-and-pan brake ou segmented brake, cada termo aponta para a mesma solução engenhosa para um enigma de fabrico com um século: formar uma caixa precisa e quadrada sem desafiar a geometria—ou estragar a chapa metálica.
Quando a maioria dos trabalhadores de metal se refere a uma “finger brake”, normalmente quer dizer a tradicional quinadeira manual de folha—o clássico design box-and-pan com fingers de aço removíveis fixados à viga superior. Esses fingers criam espaço para abas, lados e cantos, dando à máquina a sua flexibilidade característica para dobrar várias arestas sem interferência. Mecanicamente, é simples: o operador levanta uma barra articulada, fazendo com que a chapa rode ao longo da junta entre a barra e a viga de fixação.
O travão manual de lâminas destaca-se pela sua simplicidade. É compacto, não necessita de eletricidade nem de hidráulica e trabalha com chapas de espessura fina — normalmente até aço de calibre 16 (cerca de 1,5 mm) — com precisão fiável nas mãos de um operador experiente. Os seus dedos intercambiáveis, frequentemente fornecidos em larguras de 1″, 2″, 3″ e 4″, são fixados por parafusos ou manípulos e podem ser rearranjados rapidamente para se adequar ao trabalho em questão.
Usos comuns incluem a fabricação de condutas de climatização (HVAC), armários elétricos e chassis de protótipo — tarefas que exigem dobras nítidas e pouco profundas, em vez de formas profundamente moldadas. No entanto, a precisão e repetibilidade dependem inteiramente da habilidade e consistência do operador; ângulos de dobra ou alturas de abas podem variar ligeiramente devido à fadiga ou a um pequeno desalinhamento. É por isso que os travões manuais tipo caixa e painel se destacam em oficinas pequenas e orientadas para trabalhos artesanais, em vez de linhas automatizadas de alto volume. São ferramentas para artesãos, privilegiando a precisão nascida da paciência em detrimento da força bruta.
À distância, um travão de prensa equipado com ferramentas segmentadas pode assemelhar-se ao seu equivalente manual — uma fila de secções removíveis percorre todo o comprimento da área de trabalho. Mas a semelhança termina quando começa a dobragem. Em vez de depender da força humana, cilindros hidráulicos ou mecânicos acionam o êmbolo para baixo, fornecendo uma força meticulosamente controlada. As ferramentas — sejam punções de pescoço de ganso ou matrizes seccionadas — desempenham a mesma função de criar folga que os dedos manuais, mas operam numa escala muito mais potente e precisa.
Enquanto um travão manual de dedos atinge o limite em aço de calibre 16, um travão de prensa hidráulico de dedos pode trabalhar material até 5/8″ de espessura em larguras mais estreitas. Este salto de capacidade abre possibilidades como componentes estruturais pesados, painéis de grandes dimensões com desníveis complexos e a produção de formas consistentes ao longo de centenas de ciclos. As prensas modernas controladas por CNC monitorizam a posição do êmbolo até à milésima de polegada, ajustando automaticamente para compensar o retorno elástico e o desgaste das ferramentas, mantendo resultados uniformes.
Grande parte da confusão na terminologia vem desta sobreposição. O marketing muitas vezes rotula estas máquinas como “travões de prensa de dedos”, implicando que são equivalentes aos travões manuais tipo caixa e painel. Na realidade, embora ambos utilizem elementos de fixação segmentados, diferem totalmente em capacidade, força e gama de preços. Um pequeno travão manual de dedos de três pés pode custar menos de mil dólares, enquanto mesmo um travão de prensa CNC de entrada de gama pode atingir dezenas de milhares. A fonte de energia, a precisão de controlo e a gama de materiais que conseguem trabalhar redefinem-nos como categorias totalmente distintas.
A distinção fundamental não está na presença de “dedos”, mas no que esses dedos têm de realizar para o seu trabalho. Comece por avaliar espessura do material e volume de produção. Se a maioria dos seus projetos envolver materiais de calibre 24 a 16 em tamanhos personalizados, um travão manual tipo caixa e painel oferece uma adaptabilidade incomparável por um investimento modesto. Para caixas ou condutas únicas, os poucos minutos necessários para rearranjar os dedos, afinar folgas e ajustar o ângulo da lâmina são insignificantes comparados com os benefícios de uma conformação flexível e de baixo custo.
Se o seu trabalho envolver aço com 1/4 de polegada de espessura ou mais, peças que exijam ângulos de dobra consistentes ou componentes de precisão que tenham de ser empilhados ou soldados de forma perfeita, então um travão de prensa hidráulico com ferramentas segmentadas é essencial. A sua tonelagem amplificada proporciona dobras nítidas e idênticas durante todo o dia sem cansar o operador. Além disso, suporta controlos digitais, batentes traseiros e programação offline — transformando a dobragem de um trabalho manual numa operação de produção simplificada.
Um fator crítico a considerar é folga para evitar interferências. Tanto os travões manuais com dedos removíveis como os travões de prensa com punções seccionados conseguem realizar uma dobra no “quarto lado” que, de outra forma, colidiria com ferramentas fixas. Num travão manual, retiram-se os dedos nas áreas onde as paredes da caixa iriam bater na braçadeira. Num travão de prensa, punções de pescoço de ganso segmentados ou secções de matriz mais curtas obtêm o mesmo resultado, permitindo folga para abas pré-dobradas. A ideia central é idêntica, embora a escala, precisão e requisitos de potência sejam dramaticamente diferentes.
Escolher entre estas máquinas tem menos a ver com nomes de marcas ou afirmações de marketing e mais com alinhar a sua força, precisão e custos operacionais com as necessidades de produção. Muitas oficinas começam com um travão manual tipo caixa e painel para prototipagem e depois avançam para um travão de prensa segmentado quando materiais de calibre pesado e produção repetitiva se tornam prioridade. Visto desta forma, não são rivais, mas etapas sequenciais na expansão das capacidades de trabalho de metal de uma oficina.
O verdadeiro perigo está em usar “travão de dedos” como termo genérico. Compreender a diferença entre um travão manual de lâminas e um travão de prensa com ferramentas segmentadas pode evitar erros dispendiosos e garantir que as expectativas de desempenho correspondem à realidade. Uma vez que se compreenda a diferença entre dobras manuais sem esforço em chapa de calibre 16 e a força controlada de dobras hidráulicas em chapa de 5/8 de polegada, a terminologia torna-se clara. Não se trata apenas de nomes — é uma questão de alavancagem, tonelagem aplicada e finalidade pretendida.
| Característica | Travão Manual de Lâminas (Caixa e Painel) | Travão de Prensa Hidráulico (Ferramentas Segmentadas) |
|---|---|---|
| Fonte de Energia | Manual (força humana) | Cilindros hidráulicos ou mecânicos |
| Flexibilidade | Dedos de aço removíveis permitem espaço para flanges, lados e cantos | Punções/matrizes segmentados proporcionam espaço para formas complexas |
| Capacidade típica de material | Até aço de calibre 16 (~1,5 mm) | Até 5/8″ de espessura em larguras mais estreitas |
| Precisão e controlo | Dependente da habilidade do operador; ângulos de dobra podem variar | Controlo CNC permite precisão até milésimos de polegada; compensa o retorno elástico/desgaste da ferramenta |
| Tamanho e portabilidade | Compacto, não requer eletricidade | Maior área ocupada, requer fonte de energia |
| Tamanhos comuns de dedos | 1″, 2″, 3″, 4″ | Segmentos variam conforme o design da ferramenta |
| Usos típicos | Condutas de HVAC, armários elétricos, chassis de protótipo | Componentes estruturais pesados, grandes painéis com rebaixos, produção de alto volume |
| Tempo de configuração | Rápida reorganização manual dos dedos | Configuração e programação CNC para produção consistente |
| Repetibilidade | Dependente do operador; a fadiga pode afetar a precisão | Alta repetibilidade ao longo de centenas de ciclos |
| Intervalo de custos | Inferior a $1.000 para modelos pequenos | Dezenas de milhares para unidades CNC de nível básico |
| Ideal para | Trabalho de baixo volume, personalizado e orientado para o artesanato | Materiais espessos, dobras consistentes e eficiência de produção |
| Folga para dobras no quarto lado | Remover dedos nas áreas de colisão | Usar punções de pescoço de ganso segmentados ou secções de matriz mais curtas |
| Função comum na oficina | Prototipagem e projetos únicos | Produção e fabrico de chapas de grande espessura |
| Fatores-chave de decisão | Espessura do material, volume de produção, orçamento | Necessidade de precisão consistente, manuseio de materiais espessos, potencial de automação |
Os travões de folha tradicionais são otimizados para peças planas e dobras retas, onde nada obstrui a viga de fixação sólida. Os problemas surgem quando duas abas perpendiculares já foram formadas. Estas abas voltadas para cima projetam-se no caminho da braçadeira descendente, causando interferência direta. O design da viga não acomoda tais projeções — na terceira dobra, pode prender a aba contra a lâmina, deformar o raio do canto ou até esmagar completamente o material.
Esta interferência vai além de uma simples questão de folga — é um desafio geométrico complexo. Cada aba acrescenta largura e altura, alterando o envelope de dobra e determinando como a peça se encaixa sob a viga de fixação. Ao executar a terceira dobra, essas interseções nos cantos limitam a profundidade de inserção muito antes de ocorrer o encaixe total. Pequenas compensações, como dobrar ligeiramente em excesso as duas primeiras abas para as inclinar para fora, raramente ajudam; a braçadeira do terceiro lado normalmente empena a caixa, deixando-a fora de esquadria, porque os cantos não têm suporte uniforme. Na prática, nove em cada dez tentativas com travões padrão perdem esquadria nesta fase, a menos que o operador utilize ferramentas especializadas.
Os dedos segmentados eliminam esta interferência ao introduzir vazios intencionais dentro da viga de fixação. Em vez de usar uma face contínua e sólida, a viga apresenta uma série de segmentos removíveis de aço temperado — cada um precisamente maquinado, normalmente entre 1 e 4 polegadas de largura. Ao retirar segmentos selecionados, o operador cria áreas de “espaço negativo” onde as abas pré-formadas podem passar livremente. Ao fixar, estas abas encaixam-se ordenadamente entre os dedos fixos, permitindo que a lâmina de dobra atue apenas nas secções não formadas da chapa.
Esta configuração oferece muito mais do que simples folga. Quando dispostos corretamente, esses espaços tornam-se guias autoalinhantes. À medida que a aba desliza para dentro de um vazio, bloqueia automaticamente a peça paralela ao eixo de dobra — evitando a deriva rotacional que frequentemente torce cantos na fabricação de caixas. A colocação dos dedos torna-se assim parte integrante da configuração: posicionar um dedo junto à borda a dobrar, deixar exatamente uma espessura de material entre este e a lâmina de dobra, e preencher o restante da viga com dedos dimensionados conforme necessário. O resultado é uma geometria de dobra repetível e alinhamento consistente de peça para peça. Fabricantes experientes também observam que limitar os espaços não utilizados a menos de duas larguras de dedo em chapa fina ajuda a manter uma pressão de fixação uniforme e minimiza a deflexão da viga.
A capacidade do travão de dedos de eliminar a interferência das abas revoluciona as operações diárias na oficina. Na fabricação de HVAC, por exemplo, bandejas e tampas de chapa metálica frequentemente apresentam paredes laterais de 3 a 4 polegadas, normalmente com dobras para eliminar arestas vivas. A folga dos dedos permite que essas dobras sejam formadas logo nas primeiras dobras e garante que todos os quatro lados possam ser acabados suavemente sem danificar as abas. O resultado é uma grande redução no tempo de prototipagem em comparação com a mudança para um travão de prensa padrão.
Na fabricação de cozinhas comerciais, bandejas e tabuleiros feitos de alumínio calibre 22 aproveitam totalmente a técnica de dobrar com aba, preservando as superfícies delicadas. A disposição segmentada dos dedos permite que as dobras concluídas encaixem perfeitamente nas folgas de fixação, produzindo juntas contínuas e resistentes a fugas diretamente no travão.
A produção de invólucros eletrónicos muitas vezes exige ajustes rápidos de largura durante trabalhos de pequena série. Utilizando o método “Tetris” — selecionando larguras de dedos para corresponder às posições das abas — os operadores podem criar caixas de diferentes tamanhos sem reprogramar ou trocar matrizes inferiores. Exemplos industriais incluem o Baileigh BB-12016, equipado com uma gama de larguras de dedos para lidar com invólucros de grande formato em aço macio calibre 16, capaz de dobrar até 135° para simplificar a montagem.
Trabalhadores experientes em chapa metálica reconhecem o salto na precisão. A demonstração clássica de Ron Fournier ilustra vividamente a diferença entre um travão padrão de 48 polegadas e um travão de dedos em alumínio de chapa fina: o travão de dedos produz uma caixa perfeitamente quadrada e com lados verdadeiros em apenas quatro dobras, enquanto o travão padrão empena o terceiro lado ao primeiro contacto com uma aba existente.
Verificação da realidade na oficina: Os travões de dedos são mais indicados para materiais leves a médios — até cerca de 2 mm em aço macio. Acima do calibre 16, a alavanca manual torna-se impraticável, sendo necessárias prensas hidráulicas ou ferramentas mais pesadas. Igualmente crítico é o uso correto da técnica de fixação: dedos soltos podem torcer sob pressão em chapas finas, por isso grampos excêntricos e porcas de bloqueio devem ser apertados firmemente para manter a precisão.
Imagine os dedos segmentados como as peças que faltam num puzzle. Num travão padrão, o “puzzle” está completo — não há folgas, por isso as abas salientes não têm onde encaixar. Um travão de dedos muda o jogo: retira-se peças selecionadas para criar folgas com formas personalizadas que acomodam perfeitamente essas abas pré-formadas. Esta ausência deliberada é o que torna possível moldar peças complexas e multidimensionais sem colisão, distorção ou esforço desperdiçado. A mudança de mentalidade é fundamental: em vez de perguntar “Como ultrapasso esta obstrução?”, pergunta-se “Onde deve esta obstrução ser absorvida?”. Com essa abordagem, a máquina adapta-se à peça, em vez de forçar a peça a adaptar-se à máquina.
A arte de dispor os dedos é onde a teoria encontra a precisão prática. Cada dedo de aço temperado, disponível em larguras graduadas, é um componente modular para definir a linha de dobra. A tarefa do operador parece resolver um puzzle espacial — misturando segmentos estreitos e largos para corresponder à profundidade da aba, deixando folga para as bordas previamente dobradas. Por exemplo, ao fabricar uma caixa com lados de 5 polegadas, uma disposição ideal pode ser dois dedos de 1 polegada combinados com um dedo de 3 polegadas por secção, criando espaço que evita distorção quando o lado final é dobrado no lugar.
É aqui que surge o compromisso. Dedos mais largos distribuem a pressão de fixação de forma mais uniforme — uma verdadeira vantagem com metais mais espessos ou de maior resistência — mas também limitam a profundidade mínima da aba que se pode alcançar. Colocar um dedo de 3 polegadas significa que a aba adjacente deve ter pelo menos essa largura, ou enfrentará problemas de interferência. Muitos amadores investem excessivamente em dedos estreitos, assumindo que menores significam mais precisão. Na realidade, a área de contacto reduzida frequentemente escorrega ao trabalhar com chapa calibre 14 ou mais pesada sob força total de dobra.
Oficinas experientes evitam este problema organizando as bandejas de dedos antes de iniciar um trabalho. Organizar os dedos por largura — em vez de os deixar misturados na gaveta do travão — transforma uma configuração complicada de um processo de tentativa e erro de vinte minutos numa rotina consistente de cinco minutos. Este pequeno ajuste compensa exponencialmente em trabalhos de série. A verdadeira eficiência de fluxo de trabalho começa na bancada, transformando a configuração de uma resolução reativa de problemas numa etapa de calibração confiante e previsível.
Muitos técnicos acreditam erroneamente que os espaços entre os dedos da prensa são folgas inofensivas. Na realidade, essas aberturas influenciam diretamente a estabilidade estrutural da prensa durante a dobra. Cada folga reduz a área de aperto disponível e, se a abertura exceder metade da espessura da chapa, o material pode fletir para dentro dela e escorregar quando é aplicado torque. O resultado são raios de dobra inconsistentes ou até libertação total — erros muitas vezes confundidos com problemas de fricção em vez de má configuração. Por exemplo, em aço de calibre 16, deixar apenas uma folga de 1/8 de polegada pode resultar em cerca de um terço dos painéis rejeitados devido a torção nos cantos ou distorção nas dobras.
Mesmo quando as folgas são eliminadas, as configurações podem falhar se as alturas dos dedos não estiverem perfeitamente niveladas. Uma variação tão pequena quanto 0,01 polegada entre segmentos provoca pressão de aperto desigual, torcendo as bordas em dois a três graus. Em aplicações de precisão — como caixas eletrónicas, carcaças de HVAC ou painéis arquitetónicos — essas distorções acumulam-se ao longo das montagens. A solução é simples: depois de fixar os dedos, teste com uma chapa de sucata mantida sob pressão estática durante cerca de dez segundos. Se detetar mais de 1/32 de polegada de movimento, adicione calços sob os dedos inferiores ou substitua os que não correspondem. Esta verificação pequena e consistente transforma o posicionamento básico em calibração dinâmica, garantindo força de aperto uniforme ao longo de toda a linha.
A verdadeira razão pela qual os cantos empenam não é o ângulo de dobra — é a altura desigual dos dedos causada por tensão incorreta das hastes de reforço. Quando a barra de aperto inclina — segurando um lado firmemente enquanto deixa o outro solto — a pressão concentra-se localmente e puxa os cantos para dentro. Esta distorção muitas vezes passa despercebida até à montagem final, quando as caixas não ficam quadradas por um ou dois graus. Muitas séries iniciais de produção são descartadas antes de o padrão subjacente se tornar evidente.
O problema resulta de definir a pressão de aperto a olho em vez de verificar a profundidade real da folga. A abordagem correta é definir a folga com o dobro da espessura do material para acomodar o raio de dobra e a recuperação elástica. Hastes demasiado apertadas comprimem os dedos de forma desigual, amplificando o balanço da barra. Após a configuração, coloque uma régua sobre os dedos engatados; uma sombra uniforme por baixo indica alinhamento correto. Se a luz passar por mais de metade do vão, reajuste as hastes de reforço do centro para fora até ficar uniforme. Oficinas de precisão que usam este método reduzem rotineiramente a distorção nos cantos para menos de meio grau.
As linhas de produção industrial por vezes tentam disfarçar o problema usando uma pré-dobra em duas etapas — primeiro formando aproximadamente a 135 graus, depois pressionando plano durante o fecho final. Embora isto possa mascarar temporariamente o efeito da extremidade flutuante, apenas transfere a distorção para tensão residual ao longo do quarto painel. Com o tempo, essa tensão oculta manifesta-se como microfissuras ou montagens desalinhadas. A verdadeira precisão não vem de truques corretivos — vem de alcançar um alinhamento geométrico perfeito durante a configuração inicial.
A Perceção Inesperada: A maioria dos manuais técnicos descreve as prensas de dedos como ferramentas fixas, focando-se na geometria e ignorando o ritmo do fluxo de trabalho. Na prática, a consistência resulta de um processo bem coreografado, mais do que do próprio equipamento. Trabalhe com uma mentalidade de “encaixe a seco” — configure os dedos para a próxima peça enquanto ainda conclui a atual. Essa sobreposição visual destaca erros de alinhamento, segmentos gastos e incompatibilidades de folga antes de o material sequer tocar na prensa.
Pense na prensa como um sistema de força unificado e não como um conjunto de componentes. Cada posicionamento de dedo altera o caminho da carga e dita a geometria mínima da aba. Registe os mapas de dedos que produzem dobras limpas para tamanhos padrão de caixas e anote quaisquer configurações que falhem com ligas de alta resistência. Com o tempo, o operador que regista estes ajustes finos constrói um manual fiável — que supera consistentemente a intuição por si só. Esta abordagem disciplinada, e não a capacidade bruta, é o que separa a precisão repetível na produção de protótipos feitos por sorte.
O verdadeiro limite de dobra de uma prensa de dedos não é simplesmente o “calibre máximo” indicado — é o equilíbrio entre espessura do material, comprimento da dobra e alavancagem do operador. As prensas manuais de caixa e painel geralmente atingem o máximo em aço macio de calibre 16 (cerca de 1,6 mm ou 1/16″), pois qualquer espessura superior sobrecarrega tanto o esforço humano como a rigidez da barra. Ultrapasse este intervalo e a barra superior começa a fletir ou a barra de aperto a deformar-se, comprometendo permanentemente a precisão.
As classificações de capacidade podem ser enganosas porque dependem fortemente do comprimento da dobra. Uma prensa caseira que afirma conseguir dobrar aço macio de 5/8″ pode apenas conseguir isso numa secção muito estreita — talvez apenas três polegadas — já que as necessidades de tonelagem aumentam diretamente com o comprimento da dobra. Os gráficos industriais de dobra esclarecem isto: dobrar aço macio de 1/4″ (6,35 mm) usando uma matriz com abertura em V de 85–90° exige cerca de 15 toneladas por pé. Estenda isso para uma dobra de 3 pés e precisará de três vezes a força. Na prática, muitas das chamadas prensas hidráulicas pequenas de “20 toneladas” ou estagnam ou fletam quando se tenta formar aço de 1/4″ em mais de um ou dois pés, por mais robustas que pareçam no papel. Reconhecer esta escala proporcional desde cedo ajuda a escolher uma prensa que corresponda não apenas à espessura alvo do material, mas também à gama completa e dimensões das peças que pretende fabricar.
Embora o comprimento da cama defina o limite superior da extensão da dobra, é a largura de cada segmento de dedo que realmente determina quão adaptável é a prensa. Cada dedo deve ser mais estreito do que a menor aba interna, ou colidirá com secções adjacentes durante múltiplas dobras. Uma regra simples: a largura do dedo deve ser igual ou inferior à profundidade da caixa mais a espessura do material. Se for mais largo, não conseguirá fechar caixas corretamente — deixando folgas que distorcem as bordas e comprometem a precisão.
Pegue no exemplo de formar uma caixa de 4″ de profundidade a partir de uma chapa de 12″. Pode precisar de seis dedos entre 1,5″ e 2″ de largura para cobrir a área central de forma limpa, com dedos de enchimento para completar a largura total. Sem uma seleção suficiente de segmentos estreitos, enfrentará compromissos incómodos — ou remove dedos e arrisca deformação nas extremidades, ou usa dedos demasiado largos, que podem marcar ou torcer o metal. Como resultado, muitos operadores descobrem que a sua prensa “de largura total” oferece menos flexibilidade real ao trabalhar com profundidades variadas de caixas. As prensas industriais de qualidade resolvem isto através de ferramentas modulares seccionais que podem ser reconfiguradas, mas a lição mantém-se: tenha sempre segmentos de ferramentas estreitos suficientes para lidar com as geometrias de caixa mais exigentes.
A profundidade da garganta — medida desde a linha de aperto até à estrutura traseira ou qualquer obstáculo — determina silenciosamente a caixa mais alta que pode formar. Na maioria das prensas manuais, esta profundidade varia de 4″ a 10″, limitando até onde pode dobrar caixas profundas. A limitação torna-se crítica ao trabalhar no terceiro e quarto lados de uma caixa: a garganta deve permitir a passagem das abas já formadas. Na prática, isso significa que deve ser maior do que a altura da aba mais pelo menos duas vezes a espessura do material se quiser que as dobras de retorno corram suavemente.
Ignorar a profundidade da garganta leva frequentemente a trabalhos que ficam parados a meio da dobra quando uma borda formada colide com a estrutura da máquina. Mesmo prensas industriais pesadas não estão imunes — materiais mais espessos exigem aberturas de matriz mais largas (tipicamente oito vezes a espessura do aço macio), o que efetivamente reduz a folga disponível na garganta. Uma oficina que invista numa cama de 14 pés para fabricar calhas altas de HVAC pode descobrir que uma garganta de 10″ é insuficiente para um lado de 8″ de profundidade, resultando em redesenhos ou necessidade de subcontratar. Como a maioria dos fabricantes destaca o comprimento da cama e a tonelagem em vez da profundidade da garganta, é necessário procurar esta especificação por si próprio — caso contrário, torna-se a limitação oculta que atrapalha o processo de dobra.
A maioria dos guias de compra ignora estas restrições, resumindo a capacidade com afirmações vagas como “dobra aço de calibre 12” ou “formação em largura total”. Na realidade, a tonelagem dita a força disponível ao longo da mesa, a largura dos dedos molda a sua geometria interna e a profundidade da garganta define o limite máximo para a altura da caixa. Estes não são detalhes secundários — determinam se a sua quinadeira consegue realmente produzir as peças dos seus desenhos sem soluções improvisadas, retificação ou desperdício de material.
Ao analisar a capacidade de uma quinadeira através da lente destas três dimensões interdependentes, pode evitar falhas comuns na configuração: dobras interrompidas, cantos empenados ou caixas inacabadas causadas por simples limitações físicas. Dominar como estas especificações interagem transforma a quinadeira de uma ferramenta genérica de conformação num ativo afinado — um que canaliza a sua precisão e técnica para resultados repetíveis, eficientes e sem distorções.
O primeiro critério para qualquer quinadeira de dedos de qualidade é se consegue manter a sua posição sob pressão. Os sistemas de fixação por came destacam-se pela agilidade — permitindo reorganizar os dedos em segundos sem ferramentas ou esforço. Para oficinas que lidam com trabalhos personalizados únicos, essa flexibilidade é inestimável. Pode redefinir configurações entre tarefas mais rápido do que a peça anterior arrefece da sua dobra. No entanto, essa mesma rapidez traz um compromisso: fechos por came leves tendem a deslizar quando desafiados com materiais além de aço de calibre 14, causando ligeiros desvios de alinhamento e retirando alguns graus à precisão. Não é uma questão de habilidade do operador — são simplesmente os limites de fricção e torque do design.
Em contraste, os sistemas com parafusos trocam velocidade por força de retenção. Não são rápidos, mas seguram com a aderência intransigente de um torno. As prensas industriais podem demorar mais a ajustar, mas cada parafuso fixa firmemente a ferramenta contra a barra de apoio, de modo que mesmo sob cargas que atingem milhares de toneladas, a deflexão é praticamente eliminada. Ao longo de inúmeros ciclos, essa rigidez compensa — as tolerâncias mantêm-se dentro de meio grau, e a estrutura central da máquina não se solta com o tempo.
Se o seu fluxo de trabalho gira em torno de séries curtas — laboratórios de design, protótipos de HVAC ou caixas elétricas personalizadas — o fecho por came oferece configuração rápida e manuseamento eficiente para materiais mais leves. Mas, quando entra em cena a produção repetitiva, a rigidez torna-se sinónimo de rentabilidade. Uma quinadeira de dedos que poupa minutos na configuração mas sacrifica precisão no resultado não é eficiente — é cara. Comece por contar as suas mudanças diárias de configuração: cinco ou mais? Escolha fecho por came. Menos? Opte por parafusos e desfrute de precisão duradoura.
A precisão não desaparece de repente — corrói-se de dentro para fora. Dedos de aço macio em quinadeiras de hobby (cerca de 200–300 Brinell) deformam-se lentamente com o uso repetido. Cada ciclo de dobra deixa uma indentação microscópica onde metal encontra metal. Após várias centenas de chapas, essas marcas acumulam-se, levando a flanges desalinhadas, cantos desviados e caixas que já não encaixam nas tampas. O que pode parecer puramente estético é, na verdade, deformação incremental — pequenos desvios acumulados em cada aresta de cada componente.
As quinadeiras de grau industrial combatem esse desgaste usando ferramentas endurecidas com classificação entre 50 e 60 Rockwell C. Este nível de dureza não só resiste à indentação — como impede que o equipamento desenvolva desvios mecânicos. Instalações que produzem dezenas de milhares de bandejas de alumínio relatam anos de desempenho consistente antes de ser necessária qualquer manutenção. Um operador registou 50.000 ciclos com menos de cinco milésimos de deflexão — prova clara de que os dedos permaneceram mais estáveis do que a superfície sobre a qual estavam montados.
Aqui está a regra que separa ferramentas feitas para durar daquelas destinadas a falhar: execute uma tira de teste de aço macio de calibre 14. Se os dentes dos dedos deixarem marcas mais profundas que 0,005 polegadas, o aço já é demasiado macio. Substitua ou atualize antes que a perda de precisão se transforme em desperdício de sucata. É um passo silencioso que evita centenas de euros em peças arruinadas e horas de retrabalho — e muitas vezes marca o ponto em que o equipamento de hobby cruza para a fiabilidade industrial verdadeira.
As quinadeiras de dedos são tentadoras — parecem adaptáveis, praticamente modulares, como se pudessem lidar com qualquer forma que imagine. Na realidade, essa flexibilidade só compensa quando o seu trabalho envolve dobras com folga ou caixas totalmente fechadas. Se os seus projetos forem planos ou dobrarem ao longo de um único eixo, uma quinadeira de folha reta supera sempre. Oferece pressão consistente, resultados mais limpos e não exige lidar com configurações de dedos ou lutar contra flanges irregulares.
A orientação é simples: se as suas dobras tiverem mais de 48 polegadas de comprimento, menos de quatro polegadas de profundidade e estiver a produzir menos de 50 peças por mês, opte por uma quinadeira reta. Mantém cada ciclo rápido, suave e repetível — reduzindo o tempo de configuração em até 80%. As quinadeiras de dedos só assumem a liderança quando é necessário isolar e levantar painéis que uma folha fixa esmagaria — como caixas elétricas ou estruturas de quatro lados dobradas em todas as arestas.
Comprar em excesso é o imposto oculto da atualização de hobby. Investir milhares em quinadeiras de dedos quando os seus projetos pedem dobras planas abranda a produção e desvia fundos de ferramentas que realmente aumentariam o rendimento. Todo o fabricante experiente aprende esta lição eventualmente: na conformação, a melhor máquina não é a que tem mais peças — é a que faz o trabalho com menos movimentos e mais consistência.
A melhor quinadeira é a que acompanha o seu ritmo. Conte as suas configurações. Verifique os dentes. Trace as linhas de dobra. Quando a precisão se alinha com o fluxo de trabalho, verá porque é que as máquinas industriais duram décadas — e porque, mais vezes do que não, a escolha mais inteligente é a simples quinadeira de folha que espera silenciosamente no chão da oficina.


















