

Sacı sıkıştırırsınız, ikinci kıvrımı yaparsınız ve sonra—problem. Üçüncü kenar doğrudan üst kirişe çarpar, iş parçasını büker ve mükemmel kutunuzu hurda metale çevirir. Her sac metal profesyoneli—ya da hayal kırıklığına uğramış hobi ustası—bu duvara çarpmıştır: standart makas, dört tarafı tamamen kapalı bir muhafazayı kapatamaz. Çözüm, aldatıcı derecede basit bir tasarım değişikliğinden gelir: bükme bıçağının ayrı ayrı çıkarılabilir segmentlere bölünmesi. Bu yenilik, zor olan üçüncü kıvrımı kolaylaştırır ve işte bu yüzden bir makine üç farklı isimle anılır: parmak makası, kutu ve tava makası, ve segmentli makas.
Bu makas ailesini gerçekten tanımlayan şey çerçeve boyutu veya sac metal kalınlığı değil—sağladıkları benzersiz geometridir. Basit bir düz makasta, sürekli üst sıkıştırma kirişi önceden yukarı bükülmüş herhangi bir flanşı engeller ve sonraki kıvrımlarda çarpışmaya neden olur. Segmentli makas, iş parçasıyla çarpışacak olan sıkıştırma çubuğu bölümünü çıkararak bunu çözer. Her çıkarılabilir “parmak,” mevcut bir flanşın arkasında açık bir boşluk bırakır, böylece iş parçası yeni kıvrım yapılırken serbestçe sallanabilir—ister 90 derece ister daha dar olsun.
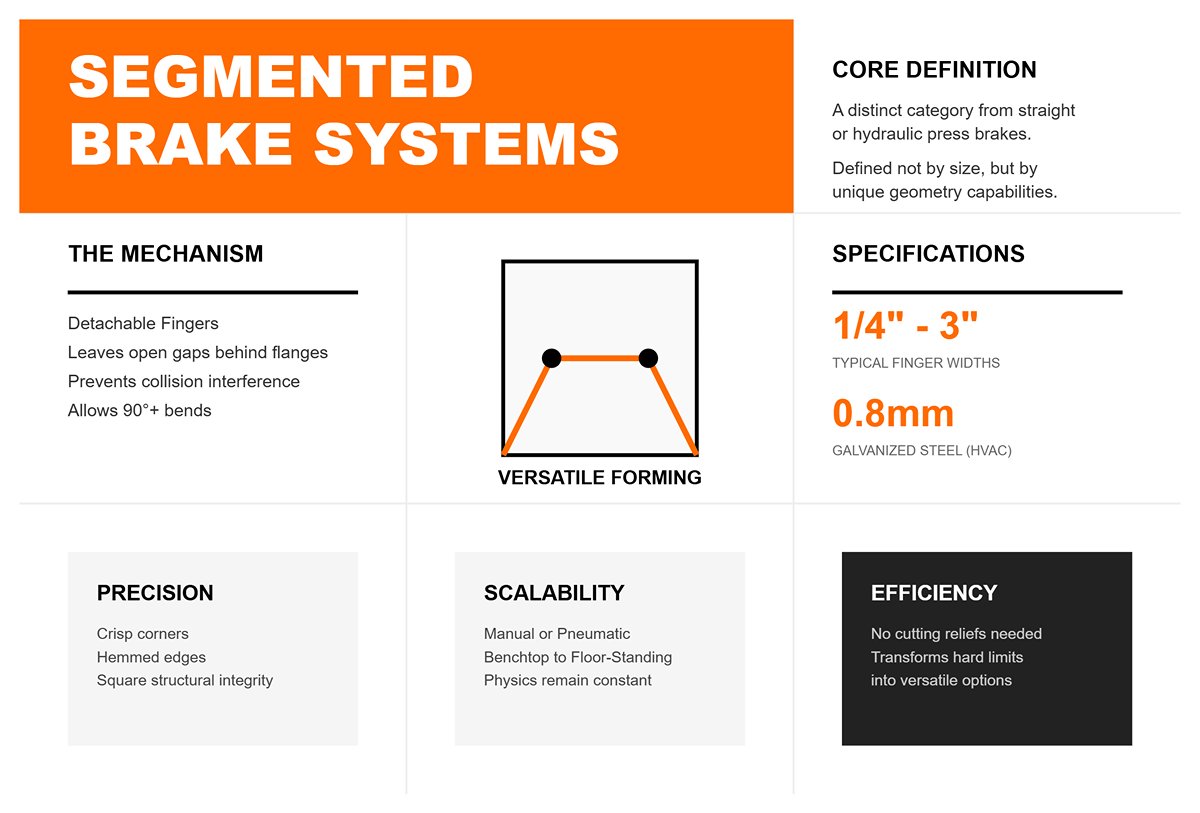
Bu zekice yaklaşım, zor bir mekanik sınırı çok yönlü bir şekillendirme seçeneğine dönüştürür. HVAC atölyelerinde, 0,8 mm galvanizli çelikten dört taraflı kanal tavaları, kesme boşlukları olmadan üretilir. İmalat stüdyolarında, kenarları kıvrılmış ve köşeleri net alüminyum kutular çıkarılır. Operatörler, genellikle ¼ inçten 3 inçe kadar olan parmak genişliklerini flanş ölçülerine uygun olarak seçer. İlk iki kıvrımdan sonra, kalan kıvrımlar için parmakları çıkarır veya yeniden konumlandırırlar, böylece parça takımdan geçer, kare kalır ve ezilmiş köşeler veya bozulmuş dikişler oluşmaz.
Aynı prensip, kompakt tezgâh üstü ünitelerden dört fitten uzun ayaklı makaslara kadar her ölçekte çalışır. İster manuel ister pnömatik destekli kullanılsın, fizik aynıdır: segmentli sıkıştırma kirişi farkı yaratır. Bu özelliği kavradığınızda, bu makinelerin düz veya hidrolik pres makaslardan neden ayrı bir kategoriye ait olduğu açıkça görülür.
Karışıklık büyük ölçüde bu makinelerin nasıl pazarlanmasından kaynaklanır. Her terim, aynı temel tasarımın farklı bir avantajını vurgular. “Parmak makası” hassasiyet ve çok yönlülüğü öne çıkarır—satranç taşları gibi yeniden düzenlenebilen kısa çelik segmentlerin özel bükme profilleri oluşturabilmesi. “Kutu ve tava makası” odağı nihai ürüne kaydırır—tamamen kapalı kenarlara sahip kutular, tepsiler ve tavalar üretme yeteneği. “Segmentli makas” ise mühendisliğin kendisini işaret eder: mevcut kıvrımlarla çarpışmayı önlemek için bölümlere ayrılmış bir üst sıkıştırma kirişi.
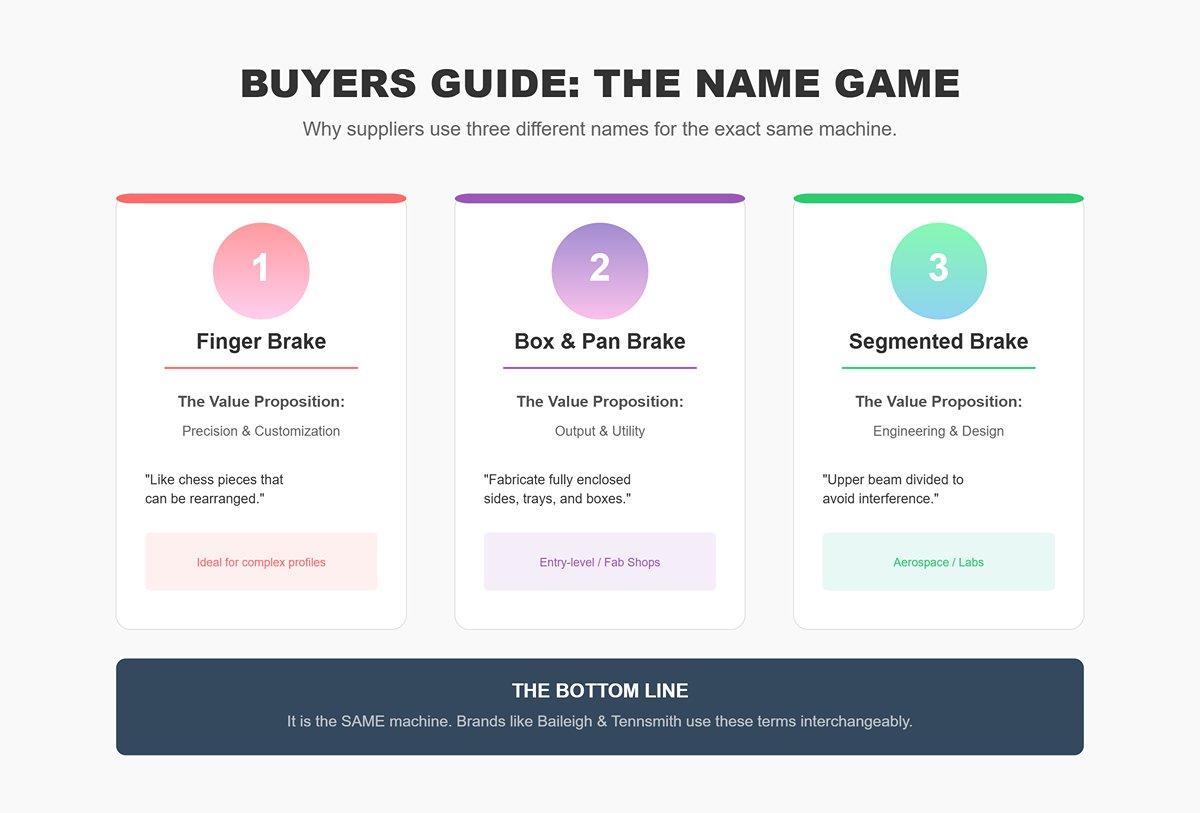
Her isim farklı alıcıları cezbettiği için kataloglar, web siteleri ve tanıtım materyalleri bunları sıklıkla birbirinin yerine kullanır. Küçük bir imalat atölyesi, “kutu ve tava makası” olarak markalanmış giriş seviyesi bir ünite satın alabilirken, bir havacılık laboratuvarı aynı şasiyi “segmentli manuel makas” olarak sipariş edebilir. Büyük üreticiler bile terminolojiyi bulanıklaştırır—Baileigh, Tennsmith ve GMC, neredeyse aynı makineleri üç isim altında pazarlamaktadır. Çevrim içi tartışmalar karışıklığı daha da artırır; forum başlıkları bunları sıklıkla hidrolik pres makaslarla gruplar, bu da hobi ustalarının ince sac yerine ağır levha için tasarlanmış CNC kontrollü ekipmana fazla para harcamasına yol açar.
İsim karmaşasına rağmen, mekanik tasarım şaşırtıcı derecede tutarlıdır. Her model, bir sıkıştırma yaprağı, ayarlanabilir bir bükme yaprağı ve başparmak vidaları veya cıvatalarla sabitlenmiş çıkarılabilir parmak sırasını içerir. Geri kalan her şey—boya şeması, marka logosu, ayak pedalı veya pnömatik destek—iyi kurulmuş bir yapısal geometrinin sadece varyasyonudur.
Bir atölyede hangi tür makasa baktığınızı merak ediyorsanız, sadece kirişe bakın. Tek tek kaldırılabilen veya sökülebilen dikdörtgen çelik bloklar görüyor musunuz? İşte cevabınız. Sıkıştırma çenesi tek, kesintisiz bir çubuksa, bu düz makastır. Segmentli—ya da parmak—tasarım her zaman “diş” olarak adlandırılan kısa sıkıştırma çubuklarını içerir; bunlar, iş parçasında önceden bükülmüş flanşları temizlemek için yeniden konumlandırılabilir veya çıkarılabilir.

Bu hızlı görsel kontrol, ciddi zaman ve para tasarrufu sağlayabilir. Bazı hidrolik pres makaslar “parmaklara” sahip olduklarını iddia edebilir, ancak gerçekte bunlar yüksek tonajlı uygulamalar için tasarlanmış ağır takım bölümleridir ve hızlı ayarlama için uygun değildir. Gerçek bir kutu ve tava makası, parmak değişimlerini saniyeler içinde, anahtar gerektirmeden sağlar. Bu verimlilik, manuel tarzı tanımlar—hızlı kurulum, minimum kuvvet ve ince sacla çalışırken gereken hassas kontrol.
Bu farkı anlamak, ekipmanınızı da korur. Manuel kutu ve tava makaslar hafif işler için üretilmiştir—genellikle maksimum 16 kalınlık yumuşak çelik veya yaklaşık 2 mm alüminyum. Daha kalın malzemeyi zorlamak, sıkıştırma yaprağını bükebilir veya menteşe pimlerini kırabilir. Bir atölye, hidrolik pres için tasarlanmış 14 kalınlıkta malzemeyi bükmeye çalışarak $2,000 tezgâh makasını reportedly mahvetmiştir. Çözüm daha fazla güç değil—metal kalınlığına uygun makineyi kullanmaktır.
Doğruluk hazırlığa bağlıdır. Parmak genişliklerini flanş aralıklarıyla—yaklaşık bir on altıncı inç içinde—hizalamak, bozulmayı ve çirkin boşlukları önler. Makasının “kare tutmadığından” şikâyet eden birçok operatör, aslında bükme sırasında parmakların kaymasına izin veren gevşek başparmak vidalarıyla uğraşmaktadır; bu da köşeleri birkaç derece bozar. Her kullanımdan önce vidaları sıkın ve makine, tekrarlanabilir 1/8 inç toleranslarla net, kare kutular üretir.
Sonuçta, önemli olan etiket değil—sonuçlardır. İster parmak makası, ister kutu ve tava makası, ister segmentli makas deyin, her terim, yüzyıllık bir imalat bilmecesine aynı dahiyane çözümü işaret eder: geometrinin kurallarını çiğnemeden—ya da sacınızı mahvetmeden—kesin, kare bir kutu oluşturmak.
Çoğu metal işçisi “parmak makası” dediğinde, genellikle geleneksel manuel yaprak makasını kasteder—çıkarılabilir çelik parmakların üst kirişe sabitlendiği klasik kutu ve tava tasarımı. Bu parmaklar flanşlar, yanlar ve köşeler için boşluk oluşturur, makineye birden fazla kenarı çarpışma olmadan bükme esnekliğini kazandırır. Mekanik olarak basittir: operatör menteşeli yaprağı kaldırır, böylece sac, yaprak ile sıkıştırma çubuğu arasındaki eklem boyunca döner.
Manuel yaprak bükme makinesi sadeliğiyle öne çıkar. Kompakt yapısı vardır, elektrik veya hidrolik gerektirmez ve genellikle 16 numara çelik (yaklaşık 1,5 mm) kalınlığa kadar olan ince sacları, deneyimli ellerde güvenilir hassasiyetle işler. Çoğu zaman 1″, 2″, 3″ ve 4″ genişliklerde sunulan değiştirilebilir parmakları, cıvata veya başlı vidalarla tutulur ve işe uygun şekilde hızlıca yeniden düzenlenebilir.
Yaygın kullanım alanları arasında HVAC kanalı imalatı, elektrik panoları ve prototip şasiler bulunur—bunlar derin şekillendirilmiş formlar yerine net, sığ bükümler gerektiren işlerdir. Ancak, doğruluk ve tekrarlanabilirlik tamamen operatörün becerisine ve tutarlılığına bağlıdır; yorgunluk veya hafif hizasızlık nedeniyle bükme açıları veya flanş yükseklikleri ince şekilde kayabilir. Bu yüzden manuel kutu ve pano bükme makineleri, yüksek hacimli otomatik hatlardan ziyade küçük, el işçiliğine dayalı atölyelerde mükemmel performans gösterir. Bunlar, sabırla doğan hassasiyeti kaba kuvvete tercih eden zanaatkârlar için araçlardır.
Uzak mesafeden bakıldığında, bölümlendirilmiş takımlarla donatılmış bir abkant pres, manuel muadilini andırabilir—çalışma alanının tam uzunluğu boyunca çıkarılabilir bölümler sıralanır. Ancak benzerlik, bükme başladığında sona erer. İnsan gücüne dayanmak yerine, hidrolik veya mekanik silindirler koç başını aşağıya doğru iter, titizlikle kontrol edilen kuvvet uygular. Takımlar—ister kaz boynu zımbalar ister bölümlendirilmiş kalıplar olsun—manuel parmakların sağladığı açıklık işlevini yerine getirir, ancak çok daha güçlü ve hassas ölçekte çalışır.
Manuel parmak bükme makinesi yaklaşık 16 numara çelikte sınırına ulaşırken, hidrolik parmak abkant pres dar genişliklerde 5/8″ kalınlığa kadar malzemeyi işleyebilir. Bu kapasite artışı, ağır hizmet yapısal bileşenler, karmaşık çıkıntılara sahip büyük paneller ve yüzlerce çevrim boyunca tutarlı şekillerin üretimi gibi olanakları açar. Günümüz CNC kontrollü presleri, koç başı konumunu binde bir inç hassasiyetle izler, yaylanma ve takım aşınmasını otomatik olarak ayarlayarak tutarlı sonuçlar sağlar.
Terimlerdeki karışıklığın çoğu bu örtüşmeden kaynaklanır. Pazarlama, bu makineleri sıklıkla “parmak abkant pres” olarak etiketler ve manuel kutu ve pano bükme makinelerine eşdeğer olduklarını ima eder. Gerçekte, her ikisi de bölümlendirilmiş sıkıştırma elemanları kullansa da, yetenek, kuvvet ve fiyat aralığı açısından tamamen farklıdırlar. Küçük, üç ayaklık bir manuel parmak bükme makinesi bin doların altında olabilirken, giriş seviyesi bir CNC parmak abkant pres on binlerce dolara mal olur. Güç kaynağı, kontrol hassasiyeti ve işleyebilecekleri malzeme aralığı onları tamamen ayrı kategoriler olarak tanımlar.
Temel fark, “parmak”ların varlığında değil, bu parmakların işiniz için neyi başarması gerektiğindedir. Başlarken değerlendirmeniz gereken: malzeme kalınlığı ve üretim hacmi. Projelerinizin çoğu özel boyutlarda 24 ila 16 numara malzemelerden oluşuyorsa, manuel kutu ve pano bükme makinesi, mütevazı bir yatırım karşılığında eşsiz uyarlanabilirlik sunar. Tek seferlik muhafazalar veya kanallar için, parmakları yeniden düzenlemek, boşlukları ince ayarlamak ve yaprak açısını ayarlamak için gereken birkaç dakika, esnek ve düşük maliyetli şekillendirmenin sağladığı avantajlara kıyasla önemsizdir.
İşiniz 1/4 inç veya daha kalın çelik, tutarlı bükme açıları gerektiren parçalar ya da kusursuz şekilde istiflenmesi veya kaynaklanması gereken hassas bileşenler içeriyorsa, bölümlendirilmiş takımlara sahip hidrolik abkant pres şarttır. Artırılmış tonajı, operatörü yormadan gün boyu keskin ve aynı bükümleri sağlar. Ayrıca dijital kontrolleri, arka dayama sistemlerini ve çevrimdışı programlamayı destekler—bükmeyi el işçiliğinden çıkarıp verimli bir üretim operasyonuna dönüştürür.
Dikkate alınması gereken kritik bir faktör çarpışma açıklığı. dır. Hem çıkarılabilir parmaklı manuel bükme makineleri hem de bölümlendirilmiş zımbalı abkant presler, sabit takımla çarpışacak “dördüncü taraf” bükmeyi gerçekleştirebilir. Manuel bükme makinesinde, kutu duvarlarının mengene ile çarpışacağı alanlardaki parmakları çıkarırsınız. Abkant preslerde ise, bölümlendirilmiş kaz boynu zımbalar veya daha kısa kalıp bölümleri aynı sonucu verir, önceden bükülmüş flanşlar için açıklık sağlar. Temel fikir aynıdır, ancak ölçek, hassasiyet ve güç gereksinimleri büyük ölçüde farklıdır.
Bu makineler arasında seçim yapmak, marka adları veya pazarlama iddialarından ziyade, güç, hassasiyet ve işletme maliyetlerini üretim ihtiyaçlarınızla uyumlu hale getirmekle ilgilidir. Birçok atölye prototip için manuel kutu ve pano bükme makinesiyle başlar, ardından ağır malzemeler ve tekrarlı üretim öncelik haline geldiğinde bölümlendirilmiş abkant prese geçer. Bu açıdan bakıldığında, bunlar rakip değil, atölyenin metal işleme yeteneklerini genişletmede ardışık aşamalardır.
Asıl tehlike, “parmak bükme” terimini genel bir ifade olarak kullanmaktır. Manuel yaprak bükme makinesi ile bölümlendirilmiş takımlı abkant pres arasındaki farkı anlamak, maliyetli hataları önleyebilir ve performans beklentilerinin gerçeğe uygun olmasını sağlar. 16 numara sacda zahmetsiz el bükmeleri ile 5/8 inç levhada hidrolik katlamanın kontrollü kuvveti arasındaki farkı kavradığınızda, terminoloji yerine oturur. Bu sadece isim meselesi değil—kaldıraç, uygulanan tonaj ve amaçla ilgilidir.
| Özellik | Manuel Yaprak Bükme (Kutu ve Pano) | Hidrolik Abkant Pres (Bölümlendirilmiş Takım) |
|---|---|---|
| Güç Kaynağı | Manuel (insan gücü) | Hidrolik veya mekanik silindirler |
| Esneklik | Sökülebilir çelik parmaklar, flanşlar, kenarlar ve köşeler için açıklık sağlar | Bölümlü zımbalar/kalıplar, karmaşık şekiller için açıklık sağlar |
| Tipik Malzeme Kapasitesi | 16 ölçüye kadar çelik (~1,5 mm) | Daha dar genişliklerde 5/8″ kalınlığa kadar |
| Hassasiyet ve Kontrol | Operatör becerisine bağlı; bükme açıları değişebilir | CNC kontrolleri, binlerce inç hassasiyet sağlar; geri esneme/alet aşınmasını telafi eder |
| Boyut ve Taşınabilirlik | Kompakt, elektrik gerektirmez | Daha geniş kaplama alanı, güç kaynağı gerektirir |
| Yaygın Parmak Boyutları | 1″, 2″, 3″, 4″ | Bölümler, takım tasarımına bağlı olarak değişir |
| Tipik Kullanımlar | HVAC kanalları, elektrik panoları, prototip şasiler | Ağır hizmet tipi yapısal bileşenler, ofsetli büyük paneller, yüksek hacimli üretim |
| Kurulum Süresi | Parmakların hızlı manuel yeniden düzenlenmesi | CNC kurulumu ve programlaması ile tutarlı üretim |
| Tekrarlanabilirlik | Operatöre bağlı; yorgunluk doğruluğu etkileyebilir | Yüzlerce döngü boyunca yüksek tekrarlanabilirlik |
| Maliyet Aralığı | Küçük modeller için $1.000’in altında | Giriş seviyesi CNC üniteleri için on binlerce |
| En Uygun | Düşük hacimli, özel ve el işçiliğine dayalı çalışmalar | Kalın malzemeler, tutarlı bükümler ve üretim verimliliği |
| Dördüncü Taraf Bükümler için Boşluk | Çarpışma alanlarındaki parmakları çıkarın | Segmentli kuğu boynu zımbalar veya daha kısa kalıp bölümleri kullanın |
| Yaygın Atölye Rolü | Prototip üretimi ve tek seferlik projeler | Üretim ve ağır ölçülü imalat |
| Temel Karar Faktörleri | Malzeme kalınlığı, üretim hacmi, bütçe | Tutarlı hassasiyet ihtiyacı, kalın malzemeleri işleme, otomasyon potansiyeli |
Geleneksel yaprak bükme makineleri, düz iş parçaları ve hiçbir şeyin sağlam sıkıştırma kirişine engel olmadığı düz kıvrımlar için optimize edilmiştir. İki dik flanş oluşturulduğunda sorunlar başlar. Yukarı bakan bu flanşlar, inen sıkıştırma parçasının yoluna çıkarak doğrudan çarpışmaya neden olur. Kirişin tasarımı bu tür çıkıntılara uyum sağlamaz—üçüncü kıvrımda flanşı bıçakla sıkıştırabilir, köşe yarıçapını bozabilir veya malzemeyi tamamen ezebilir.
Bu çarpışma basit bir açıklık sorunundan öte—karmaşık bir geometrik zorluktur. Her flanş hem genişlik hem yükseklik ekleyerek bükme alanını yeniden şekillendirir ve iş parçasının sıkıştırma kirişi altına nasıl oturacağını belirler. Üçüncü kıvrım yapılırken, bu köşe birleşimleri tam oturmadan çok önce yerleştirme derinliğini sınırlar. İlk iki flanşı hafifçe fazla bükerek onları uzaklaştırmak gibi küçük telafiler nadiren işe yarar; üçüncü taraf sıkıştırma genellikle kutuyu kare formdan çıkarır çünkü köşeler eşit destekten yoksundur. Gerçek kullanımda, standart bükme denemelerinin on tanesinden dokuzu, operatör özel takımlar kullanmadıkça bu aşamada kareliğini kaybeder.
Segmentli parmaklar, sıkıştırma kirişi içinde kasıtlı boşluklar oluşturarak bu çarpışmayı ortadan kaldırır. Tek, sürekli, sağlam bir yüzey yerine, kiriş bir dizi çıkarılabilir, sertleştirilmiş çelik segmentten oluşur—her biri genellikle 1 ila 4 inç genişliğinde hassas şekilde işlenmiştir. Seçilen segmentler çıkarılarak, operatör önceden şekillendirilmiş flanşların serbestçe geçebileceği “negatif alan” bölgeleri yaratır. Sıkıştırıldığında, bu flanşlar sabit parmaklar arasına düzgünce yerleşir ve bükme bıçağı yalnızca şekillendirilmemiş sac bölümlerine temas eder.
Bu yapı basit açıklıktan çok daha fazlasını sunar. Doğru şekilde düzenlendiğinde, bu boşluklar kendi kendine hizalanan kılavuzlara dönüşür. Flanş boşluğa kaydığında, iş parçasını otomatik olarak bükme eksenine paralel kilitler—kutuların imalatında köşeleri sıklıkla buran dönme kaymasını önler. Parmak yerleşimi bu nedenle kurulumun ayrılmaz bir parçasıdır: bükülecek kenara bir parmağı sıkıca yerleştirin, onunla bükme bıçağı arasında tam olarak bir malzeme kalınlığı boşluk bırakın ve kirişin kalanını uygun boyutlarda parmaklarla doldurun. Sonuç, parçadan parçaya tekrarlanabilir bükme geometrisi ve tutarlı hizalamadır. Deneyimli imalatçılar ayrıca, hafif sac malzemelerde kullanılmayan boşlukları iki parmak genişliğinin altında tutmanın, eşit sıkıştırma basıncını korumaya ve kirişin eğilmesini en aza indirmeye yardımcı olduğunu belirtir.
Parmaklı bükme makinesinin flanş çarpışmasını ortadan kaldırma yeteneği, günlük atölye işlemlerini kökten değiştirir. Örneğin, HVAC imalatında sac metal tepsiler ve kapaklar genellikle keskin kenarları ortadan kaldırmak için kıvrılmış 3 ila 4 inç yan duvarlara sahiptir. Parmak açıklığı, bu kıvrımların ilk bükmeden itibaren oluşturulmasını sağlar ve dört tarafın da flanşlara zarar vermeden düzgün şekilde tamamlanmasını garanti eder. Sonuç, standart bükme makinesine geçişe kıyasla prototip süresinde büyük bir azalmadır.
Ticari mutfak imalatında, 22 ölçü alüminyumdan yapılan tavalar ve tepsiler, hassas yüzeylerini korurken kıvrım ve bükme tekniğinden tam anlamıyla yararlanır. Segmentli parmak düzeni, tamamlanmış kıvrımların sıkıştırma boşluklarına tam oturmasını sağlar ve bükme makinesinden doğrudan sızdırmaz, pürüzsüz birleşimler çıkarır.
Elektronik muhafaza üretimi, kısa süreli işlerde hızlı genişlik ayarlamaları gerektirir. “Tetris” yöntemini kullanarak—flanş konumlarına uygun parmak genişlikleri seçerek—operatörler, alt kalıpları yeniden programlamadan veya değiştirmeden farklı boyutlarda kutular üretebilir. Endüstriyel örnekler arasında, 16 ölçü yumuşak çelikten büyük format muhafazaları işleyebilen ve montajı kolaylaştırmak için 135°'ye kadar bükme yapabilen çeşitli parmak genişlikleriyle donatılmış Baileigh BB-12016 yer alır.
Deneyimli sac metal işçileri, hassasiyetteki sıçramayı fark eder. Ron Fournier’in klasik gösterisi, hafif ölçü alüminyumda standart 48 inç bükme makinesi ile parmaklı bükme makinesi arasındaki farkı canlı şekilde ortaya koyar: parmaklı bükme makinesi yalnızca dört bükmede mükemmel kare, düzgün kenarlı bir kutu üretirken, standart bükme makinesi mevcut bir flanşa ilk temasında üçüncü tarafı büker.
Atölye gerçeklik kontrolü: Parmaklı bükme makineleri, hafif ila orta malzemeler için en uygunudur—yaklaşık 2 mm’ye kadar yumuşak çelikte. 16 ölçünün ötesinde, manuel kaldıraç kullanımı pratik olmaz ve hidrolik presler veya daha ağır aletler gerekir. Aynı derecede kritik olan, doğru sıkıştırma tekniğidir: gevşek parmaklar ince saclarda basınç altında dönebilir, bu nedenle eksantrik kelepçeler ve kilit somunları hassasiyeti korumak için sıkıca sıkılmalıdır.
Segmentli parmakları, eksik yapboz parçaları gibi düşünün. Standart bir bükme makinesinde “yapboz” tamamlanmıştır—boşluk yoktur, bu nedenle çıkıntılı flanşların oturacak yeri yoktur. Parmaklı bükme makinesi oyunu değiştirir: önceden şekillendirilmiş flanşları mükemmel şekilde barındıracak özel şekilli boşluklar oluşturmak için seçili parçaları çıkarırsınız. Bu kasıtlı eksiklik, karmaşık, çok boyutlu parçaları çarpışma, bozulma veya boşa harcanan çaba olmadan şekillendirmeyi mümkün kılar. Zihniyet değişimi anahtardır: “Bu engeli nasıl aşarım?” yerine “Bu engel nerede absorbe edilmeli?” diye sorarsınız. Bu yaklaşımda, makine iş parçasına uyum sağlar, iş parçasını makineye uydurmaya zorlamaz.
Parmakları düzenleme sanatı, teorinin uygulamalı hassasiyetle buluştuğu noktadır. Mezuniyetli genişliklerde mevcut her sertleştirilmiş çelik parmak, bükme hattınızı tanımlayan modüler bir bileşendir. Operatörün görevi, dar ve geniş segmentleri karıştırarak flanş derinliğine uyacak ve önceden bükülmüş kenarlar için açıklık bırakacak şekilde mekânsal bir bulmacayı çözmek gibidir. Örneğin, 5 inç yanlara sahip bir kutu imal ederken, ideal düzenleme her bölümde iki adet 1 inç parmak ile bir adet 3 inç parmağın eşleştirilmesi olabilir; bu, son taraf yerleştirilirken bozulmayı önleyecek boşluk sağlar.
İşte taviz burada ortaya çıkar. Daha geniş parmaklar, sıkıştırma basıncını daha eşit yayar—kalın veya yüksek mukavemetli metallerde gerçek bir avantajdır—ancak aynı zamanda elde edebileceğiniz minimum flanş derinliğini sınırlar. 3 inçlik bir parmak yerleştirmek, bitişik flanşın en az bu genişlikte olmasını gerektirir, aksi takdirde çarpışma sorunlarıyla karşılaşırsınız. Birçok hobi ustası, daha küçük daha hassas anlamına geldiğini varsayarak dar parmaklara ağır yatırım yapar. Gerçekte, azaltılmış temas alanı, 14 ölçü veya daha ağır malzemelerde tam bükme kuvveti altında çalışırken sıklıkla kayar.
Deneyimli atölyeler, işe başlamadan önce parmak tepsilerini ayırarak bu sorunu aşar. Parmakları genişliğe göre düzenlemek—onları bükme makinesinin çekmecesinde karışık bırakmak yerine—karmaşık bir kurulumu yirmi dakikalık deneme-yanılma sürecinden tutarlı beş dakikalık bir rutine dönüştürür. Bu küçük ayarlama, parti işlerinde katlanarak karşılığını verir. Gerçek iş akışı verimliliği, kurulumun tepkisel problem çözmeden güvenli, öngörülebilir bir kalibrasyon adımına dönüştüğü tezgâhta başlar.
Birçok teknisyen, fren parmakları arasındaki boşlukların zararsız aralıklar olduğuna yanlışlıkla inanır. Gerçekte, bu açıklıklar bükme sırasında frenin yapısal stabilitesini doğrudan etkiler. Her boşluk mevcut sıkıştırma alanını azaltır ve açıklık sac kalınlığının yarısını aşarsa, malzeme bu boşluğa doğru esneyip tork uygulandığında kayabilir. Sonuç, tutarsız bükme yarıçapları veya tamamen bırakma olur—çoğu zaman kötü kurulum yerine sürtünme sorunları olarak yanlış yorumlanan hatalar. Örneğin, 16 numara çelikte yalnızca 1/8 inç boşluk bırakmak, köşe burulması veya kenar kıvrım bozulması nedeniyle panellerin yaklaşık üçte birinin reddedilmesine yol açabilir.
Boşluklar ortadan kaldırıldığında bile, parmak yükseklikleri mükemmel şekilde hizalanmamışsa kurulumlar başarısız olabilir. Segmentler arasında yalnızca 0,01 inçlik bir fark, sıkıştırma basıncını eşitsiz hale getirerek kenarları iki ila üç derece burar. Elektronik muhafazalar, HVAC kaplamaları veya mimari paneller gibi hassas uygulamalarda bu bozulmalar montaj boyunca birikir. Çözüm basittir: Parmakları kilitledikten sonra, yaklaşık on saniye boyunca statik basınç altında tutulmuş hurda bir sac ile test yapın. 1/32 inçten fazla hareket algılarsanız, alt parmakların altına takoz ekleyin veya uyumsuz olanları değiştirin. Bu küçük ve tutarlı kontrol, temel konumlandırmayı dinamik kalibrasyona dönüştürerek tüm hat boyunca eşit sıkıştırma kuvveti sağlar.
Köşelerin eğrilmesinin gerçek nedeni bükme açısı değil—yanlış kiriş teli gerginliği nedeniyle oluşan eşitsiz parmak yüksekliğidir. Sıkıştırma kirişi bir tarafı sıkıca kavrayıp diğer tarafı gevşek bıraktığında, basınç yerel olarak yoğunlaşır ve köşeleri içe doğru çeker. Bu bozulma genellikle nihai montaja kadar fark edilmez; kutular bir veya iki derece karelikten sapar. Birçok ilk üretim serisi, altta yatan desen netleşmeden önce hurdaya çıkarılır.
Sorun, sıkıştırma basıncının gerçek boşluk derinliği kontrol edilmeden gözle ayarlanmasından kaynaklanır. Doğru yöntem, bükme yarıçapı ve elastik geri dönüşü karşılamak için boşluğu malzeme kalınlığının iki katı olarak ayarlamaktır. Aşırı sıkılmış teller parmakları eşitsiz şekilde sıkar, kirişin sallanmasını artırır. Kurulumdan sonra, etkin parmakların üzerine bir mastar yerleştirin; altındaki düzgün gölge doğru hizalamayı gösterir. Işık, açıklığın yarısından fazlasından geçiyorsa, merkezden dışa doğru kiriş tellerini yeniden ayarlayın. Bu yöntemi kullanan hassas atölyeler, köşe bozulmasını rutin olarak yarım derecenin altına indirir.
Endüstriyel üretim hatları bazen sorunu iki aşamalı ön bükme kullanarak gizlemeye çalışır—önce yaklaşık 135 dereceye kadar şekillendirme, ardından nihai kapamada düzleştirme. Bu, geçici olarak serbest uç etkisini gizleyebilir, ancak bozulmayı yalnızca dördüncü panel boyunca artık gerilime aktarır. Zamanla bu gizli gerilim, mikro çatlaklar veya hizasız montajlar olarak ortaya çıkar. Gerçek hassasiyet, düzeltici hilelerden değil—ilk kurulum sırasında mükemmel geometrik hizalamaya ulaşmaktan gelir.
Beklenmedik İçgörü: Çoğu teknik kılavuz, parmak preslerini sabit araçlar olarak tanımlar, geometriye odaklanır ancak iş akışı ritmini göz ardı eder. Pratikte, tutarlılık donanımın kendisinden ziyade iyi koreografiye edilmiş bir süreçten kaynaklanır. “Kuru montaj” zihniyetiyle çalışın—mevcut işi tamamlarken bir sonraki üretim için parmakları yapılandırın. Bu görsel örtüşme, malzeme sıkıştırmaya girmeden önce hizalama hatalarını, aşınmış segmentleri ve boşluk uyumsuzluklarını ortaya çıkarır.
Freni, bileşenler topluluğu yerine birleşik bir kuvvet sistemi olarak düşünün. Her parmağın konumu yük yolunu değiştirir ve minimum flanş geometrisini belirler. Standart kutu boyutlarında temiz bükmeler sağlayan parmak haritalarını kaydedin ve yüksek mukavemetli alaşımlarda başarısız olan kurulumları not edin. Zamanla, bu ince ayarları kaydeden operatör güvenilir bir el kitabı oluşturur—bu el kitabı yalnızca sezgiden daha iyi sonuçlar verir. Bu disiplinli yaklaşım, kaba kapasiteden değil, tekrarlanabilir üretim doğruluğunu şans eseri prototiplerden ayırır.
Bir parmak pres freninin gerçek bükme sınırı yalnızca belirtilen “maksimum kalınlık” değildir—malzeme kalınlığı, bükme uzunluğu ve operatör kaldırma gücü arasındaki dengedir. Manuel kutu ve pan frenleri genellikle 16 numara yumuşak çelikte (yaklaşık 1,6 mm veya 1/16″) zirveye ulaşır; daha kalın herhangi bir şey hem insan gücünü hem de kiriş rijitliğini aşar. Bu aralığın ötesine geçerseniz, üst kiriş esnemeye başlar veya sıkıştırma çubuğu bozulur, bu da hassasiyeti kalıcı olarak zedeler.
Kapasite derecelendirmeleri yanıltıcı olabilir çünkü bükme uzunluğuna büyük ölçüde bağlıdır. 5/8″ yumuşak çeliği bükebildiğini iddia eden bir hobi freni, bunu yalnızca çok dar bir bölümde—belki sadece üç inçte—başarabilir; çünkü tonaj gereksinimleri bükme uzunluğu ile doğrudan artar. Endüstriyel bükme tabloları bunu netleştirir: 1/4″ (6,35 mm) yumuşak çeliği 85–90° V-açıklıklı bir kalıp kullanarak bükmek, ayak başına yaklaşık 15 ton gerektirir. Bunu 3 ayak uzunluğa uzatırsanız, üç kat kuvvet gerekir. Pratikte, “20 tonluk” denilen küçük hidrolik preslerin çoğu, 1/4″ çeliği bir veya iki ayaktan fazla bükmeye çalışıldığında durur veya esner, ne kadar sağlam görünürse görünsün. Bu orantılı ölçeklemeyi erken fark etmek, yalnızca hedef malzeme kalınlığınıza değil, aynı zamanda üretmeyi planladığınız parçaların tam aralığına ve boyutlarına uyan bir fren seçmenize yardımcı olur.
Yatak uzunluğu bükme açıklığının üst sınırını belirlerken, her parmak segmentinin genişliği frenin ne kadar uyarlanabilir olduğunu gerçekten tanımlar. Her parmak, en küçük iç flanşınızdan daha dar olmalıdır; aksi takdirde çoklu bükmeler sırasında bitişik bölümlere çarpar. Basit bir kural: parmak genişliği, kutu derinliği artı malzeme kalınlığına eşit veya daha az olmalıdır. Daha geniş olursa, kutuları düzgün şekilde kapatamazsınız—kenarları bozan ve hassasiyeti zedeleyen boşluklar kalır.
12″ levhadan 4″ derinliğinde bir kutu oluşturma örneğini ele alalım. Orta alanı temiz bir şekilde kaplamak için 1,5″ ile 2″ genişliğinde altı parmak gerekebilir, tam genişliği tamamlamak için dolgu parmakları eklenir. Yeterli sayıda dar segment olmadan, ya parmakları çıkarıp uç deformasyonu riski alırsınız ya da çok geniş parmaklar kullanarak metali çizer veya burarsınız. Sonuç olarak, birçok operatör “tam genişlik” frenlerinin, farklı kutu derinlikleriyle çalışırken daha az gerçek esneklik sağladığını keşfeder. Endüstriyel sınıf frenler, yeniden yapılandırılabilir modüler bölümlü takımlar ile bunu aşar, ancak ders aynıdır: en zorlu kutu geometrilerinizi karşılayacak kadar dar takım segmentine her zaman sahip olun.
Boğaz derinliği—sıkıştırma hattından arka çerçeveye veya herhangi bir engele kadar ölçülür—sessizce oluşturabileceğiniz en yüksek kutuyu belirler. Çoğu manuel frende bu derinlik 4″ ile 10″ arasında değişir, derin muhafazaları ne kadar bükebileceğinizi sınırlar. Sınırlama, kutunun üçüncü ve dördüncü kenarlarında çalışırken kritik hale gelir: boğaz, önceden şekillendirilmiş flanşları geçmelidir. Pratikte, geri dönüş bükmelerinin sorunsuz olması için flanş yüksekliğinden en az iki kat malzeme kalınlığı daha büyük olmalıdır.
Boğaz derinliğini göz ardı etmek, şekillendirilmiş bir kenar makine çerçevesine çarptığında işlerin bükme ortasında durmasına yol açar. Ağır hizmet endüstriyel frenler bile bağışık değildir—daha kalın malzemeler, yumuşak çelik için genellikle malzeme kalınlığının sekiz katı olan daha geniş kalıp açıklıkları gerektirir, bu da mevcut boğaz açıklığını fiilen küçültür. Yüksek HVAC kapları üretmek için 14 ayak yatak yatırımı yapan bir atölye, 10″ boğazın 8″ derinliğinde bir kenar için yetersiz olduğunu fark edebilir; bu da yeniden tasarımlara veya dış kaynak kullanımına yol açar. Çoğu üretici yatak uzunluğu ve tonajı boğaz derinliğinden daha fazla vurguladığı için, bu özelliği kendiniz araştırmalısınız—aksi takdirde bükme sürecinizi raydan çıkaran gizli sınırlama haline gelir.
Çoğu satın alma rehberi bu kısıtlamaları göz ardı eder, kapasiteyi “12 numara çelik büker” veya “tam genişlikte şekillendirme” gibi belirsiz iddialarla özetler. Gerçekte, tonaj yatağın boyunca mevcut kuvveti belirler, parmak genişliği iç geometrinizi şekillendirir ve boğaz derinliği kutu yüksekliği için tavanı belirler. Bunlar ikincil ayrıntılar değildir—çizimlerinizdeki parçaları, dolambaçlı yollar, yeniden takımlama veya malzeme israfı olmadan, freninizin gerçekten üretip üretemeyeceğini belirler.
Bir frenin kapasitesini bu üç birbirine bağlı boyutun merceğinden görmek, yaygın kurulum hatalarından kaçınmanızı sağlar: duraklayan bükümler, eğrilmiş köşeler veya basit fiziksel kısıtlamalardan kaynaklanan tamamlanmamış kutular. Bu teknik özelliklerin nasıl etkileştiğini ustalıkla kavramak, freni sıradan bir şekillendirme aracından hassasiyetinizi ve tekniğinizi tekrarlanabilir, verimli, bozulmasız sonuçlara yönlendiren ince ayarlı bir varlığa dönüştürür.
Kaliteli bir parmak frenin ilk ölçütü, basınç altında konumunu koruyup koruyamadığıdır. Kam kilidi kıskaç sistemleri çeviklikte mükemmeldir—parmakları saniyeler içinde, alet veya çaba gerektirmeden yeniden düzenlemenizi sağlar. Özel tek seferlik işler yapan atölyeler için bu esneklik paha biçilmezdir. Görevler arasında konfigürasyonları, önceki parça bükülmeden soğumadan daha hızlı sıfırlayabilirsiniz. Ancak, aynı hız bir taviz taşır: hafif kam kilitleri, 14 numara çeliğin ötesindeki malzemelerle karşılaştığında kayma eğilimindedir, bu da hafif hizalama kaymalarına ve doğruluktan birkaç derece kayba neden olur. Bu, operatör becerisiyle ilgili değildir—tasarımın sürtünme ve tork sınırlarıdır.
Buna karşılık, civatalı sistemler hız yerine dayanıklılık sunar. Hızlı değildirler, ancak mengenin tavizsiz kavramasıyla tutarlar. Endüstriyel presler ayarlamak için daha uzun sürebilir, ancak her cıvata, takımı destek çubuğuna sıkıca sabitler, böylece binlerce tonluk yükler altında bile sapma neredeyse ortadan kalkar. Sayısız çevrim boyunca bu sertlik karşılığını verir—toleranslar yarım derece içinde kalır ve makinenin ana yapısı yaşla gevşemez.
İş akışınız kısa seriler etrafında dönüyorsa—tasarım laboratuvarları, HVAC prototipleri veya özel elektrik muhafazaları—kam kilidi, hafif malzemeler için hızlı kurulum ve verimli kullanım sağlar. Ancak tekrarlayan üretim devreye girdiğinde, sertlik maliyet etkinliği ile eşanlamlı hale gelir. Kurulum sırasında dakikalar kazandıran ancak çıktı doğruluğundan ödün veren bir parmak freni verimli değildir—pahalıdır. Günlük kurulum değişikliklerinizi sayarak başlayın: beş veya daha fazla mı? Kam kilidi seçin. Daha az mı? Civatalı sistemle gidin ve kalıcı doğruluğun tadını çıkarın.
Hassasiyet birdenbire kaybolmaz—içten içe aşınır. Hobi sınıfı frenlerdeki yumuşak çelik parmaklar (yaklaşık 200–300 Brinell) tekrarlanan kullanımda yavaşça deforme olur. Her bükme döngüsü, metalin metalle buluştuğu yerde mikroskobik bir çukur bırakır. Birkaç yüz levhadan sonra bu izler birikir, hizası bozuk flanşlara, kaymış köşelere ve artık kapaklarına uymayan kutulara yol açar. Saf görsel gibi görünen şey aslında kademeli deformasyondur—her bileşenin her kenarında biriken küçük kaymalar.
Endüstriyel sınıf frenler bu aşınmayı, 50 ile 60 Rockwell C arasında derecelendirilmiş sertleştirilmiş takımlar kullanarak önler. Bu sertlik seviyesi yalnızca çukurlaşmaya direnmekle kalmaz—ekipmanın mekanik kayma geliştirmesini de engeller. On binlerce alüminyum tepsi üreten tesisler, herhangi bir bakım gerekmeksizin yıllarca tutarlı performans bildirir. Bir operatör, 50.000 çevrimde beş binde birden daha az sapma kaydetti—parmakların, üzerinde durdukları yüzeyden daha kararlı kaldığının açık kanıtı.
İşte uzun ömürlü araçları başarısızlığa mahkûm olanlardan ayıran kural: 14 numara yumuşak çelikten bir test şeridi çalıştırın. Eğer parmak dişleri 0,005 inçten daha derin izler bırakıyorsa, çelik zaten çok yumuşaktır. Hassasiyet kaybı hurda israfına dönüşmeden önce değiştirin veya yükseltin. Bu sessiz adım, yüzlerce dolarlık parçanın bozulmasını ve saatlerce yeniden çalışmayı önler—ve genellikle hobi sınıfı ekipmanın gerçek endüstriyel güvenilirliğe geçtiği noktayı işaret eder.
Parmak frenler cazip görünür—uyarlanabilir, neredeyse modüler, sanki hayal ettiğiniz her şekli işleyebilirmiş gibi. Gerçekte, bu esneklik yalnızca işiniz açıklık bükmeleri veya tamamen kapalı kutular içerdiğinde karşılığını verir. Projeleriniz düzse veya tek eksende katlanıyorsa, düz yaprak fren her zaman daha iyi performans gösterir. Tutarlı basınç, daha temiz sonuçlar sağlar ve parmak kurulumlarıyla uğraşmaya veya düzensiz flanşlarla savaşmaya gerek kalmaz.
Kılavuz basittir: bükmeleriniz 48 inçten uzun, dört inçten az derin ve ayda 50 parçadan az üretiyorsanız, düz fren kullanın. Her çevrimi hızlı, pürüzsüz ve tekrarlanabilir tutar—kurulum süresini ’e kadar azaltır. Parmak frenler yalnızca sabit yaprağın ezebileceği panelleri izole edip kaldırmanız gerektiğinde öne geçer—elektrik kutuları veya her kenarı kıvrılmış dört taraflı muhafazalar gibi.
Aşırı satın alma, hobi yükseltmesinin gizli vergisidir. Projeleriniz düz bükmeler gerektirirken parmak frenlere binlerce yatırım yapmak üretimi yavaşlatır ve gerçekten verimi artıracak takımlardan fonları çeker. Deneyimli her imalatçı bu dersi sonunda öğrenir: şekillendirmede en iyi makine, en çok parçaya sahip olan değil—işi en az hareketle ve en fazla tutarlılıkla yapan makinedir.
En iyi fren, sizin temponuza uyan frendir. Kurulumlarınızı sayın. Dişleri kontrol edin. Bükme çizgilerini takip edin. Hassasiyet iş akışıyla uyum sağladığında, endüstriyel makinelerin neden onlarca yıl dayandığını—ve çoğu zaman en akıllı seçimin neden atölye zemininde sessizce bekleyen basit yaprak fren olduğunu göreceksiniz.


















