

Er hat den Messschieber in einer Hand und das Teil in der anderen. Erstes Bein ist 0,750″. Zweites Bein ist 0,782″. Der Versatz soll 0,500″ betragen; er liest 0,468″. Also verschiebt er den Hinteranschlag um zwei Tausendstel, nimmt den Druck etwas zurück, formt erneut. Näher dran. Immer noch daneben.
Nach der fünften Justierung gibt er sich selbst die Schuld.
Aber nichts an dieser Szene ist ein Technikfehler. Es ist Mathematik. Und sie beginnt in dem Moment, in dem du das Teil umdrehst.
Du formst ein Z mit einer Standard-V-Matrize. Erster Bend nach unten. Teil herausnehmen. Um 180 Grad drehen. Neu ausrichten. Zweiter Bend nach oben. Zwei separate Luftbiegevorgänge, zwei separate Aufbauten, zwei separate Gelegenheiten für Abweichungen.
Beim Luftbiegen wird der Winkel durch die Tiefe gesteuert. Die Tiefe wird durch die Position des Hammers gesteuert. Die Position wird beeinflusst von Materialdickenvariationen, Walzrichtung, Rückfederung und Maschinendeflexion. Das weißt du bereits.
Woran du vielleicht nicht denkst, ist Folgendes: Wenn du das Teil umdrehst, bezieht sich der zweite Bend auf eine Oberfläche, die gerade durch den ersten Bend entstanden ist. Jeder Winkelfehler, jede Flanschlängenvariation, jede leichte Wölbung wird zur Grundlage für den zweiten Arbeitsgang.
Das ist keine Korrektur. Das ist Zinseszins.

Lass uns ein einfaches hypothetisches Beispiel durchgehen. Du hältst ±0,5° bei jedem Luftbiegen. Das ist respektabel. Bei einem 1″-Flansch entspricht 0,5° etwa 0,008″ Höhenvariation. Jetzt dreh das Teil um.
Ist der erste Bend 0,5° offen, sitzt der Flansch beim zweiten Aufbau etwas höher am Hinteranschlag. Jetzt wird deine zweite Biegetiefe von einem Bein referenziert, das bereits nicht exakt ist. Wenn dieser Bend ebenfalls 0,5° abweicht – vielleicht sogar in die entgegengesetzte Richtung – hast du Winkelfehler plus Anschlagsreferenzfehler gestapelt.
Du hast nicht einfach 0,008″ und 0,008″ addiert. Du hast sie vervielfacht. Und wenn das Versatzmaß um 0,030″ daneben liegt, wirkt es rätselhaft.
Ist es nicht.
Jedes Umdrehen verdoppelt die Chance auf Abweichungen. Wenn das Teil “bankrott geht” im Schrottcontainer, war es nicht ein einzelner schlechter Schlag des Hammers. Es waren zwei ordentliche Schläge auf bewegendem Grund.
Übersetzung für die Werkstatt: Wenn du das Teil unbedingt umdrehen musst, gehe davon aus, dass dein zweiter Bend auf einer unvollkommenen Grundlage gebaut ist – erwarte also nicht, dass die Toleranzen des ersten Bends magisch durch den zweiten Arbeitsgang erhalten bleiben.
Wenn Stapelung unvermeidlich ist, was kostet sie dir außer Nacharbeit?

Messe die Zeit des Jobs ehrlich. Erster Bend: Einlegen, ausrichten, Schlag. Herausnehmen. Drehen. Wiedereinlegen. Neu ausrichten. Schlag. Wieder herausnehmen.
Selbst wenn jeder Handhabungsschritt drei Sekunden dauert, hast du sechs bis zehn Sekunden pro Teil hinzugefügt. Bei 300 Teilen sind das fast eine Stunde reine Bewegung – ohne Mehrwert, nur Choreografie.
Und das unter der Annahme, dass es keine Teststücke gibt.
Berücksichtigen Sie jetzt die Einstellläufe. Denn wenn der zweite Bogen den Versatz verschiebt, stellen Sie nicht nur eine Variable ein – Sie jagen die Wechselwirkung zwischen zwei. Also erhöhen Sie die Tiefe bei Bogen zwei, was Bein eins leicht verformt, was Ihren Gesamtversatz wiederum verschiebt.
Die Zykluszeit bläht sich nicht auf, weil Sie langsam sind, sondern weil Sie ein Geometrieproblem in zwei voneinander getrennten Schritten lösen.
Sie führen zwei unabhängige Luftbiegungen aus und hoffen, dass sie sich wie ein einziges mechanisches Ereignis verhalten.
Warum sollten sie das?
Stellen Sie sich einen abgestuften Gesenkensatz vor, der so gestaltet ist, dass beide Biegungen gleichzeitig entstehen. Der Stempel und das Untergesenk sind so angepasst, dass das Material erfasst und in einer festen Geometrie in einer Abwärtsbewegung des Hammers geformt wird. Kein Umdrehen. Keine zweite Referenz. Kein erneutes Ausrichten an einem gebogenen Bein.
Beide Winkel entstehen gleichzeitig, verriegelt durch die Werkzeuggeometrie, nicht durch Tiefenschätzungen.
Das ist es, was “ein Schlag” verspricht: den zweiten Aufbau eliminieren, die zweite Referenzfläche eliminieren, die Verkettung eliminieren.
Und hier ist der Grund, warum die Werkstätten zögern. Versatzgesenke erfordern passende Stempel. Sie erfordern oft ein Bottoming, was höhere Tonnagen als beim lockeren Luftbiegen bedeutet. Die Dicke muss zur Gesenk-Spezifikation passen. Edelstahl und Aluminium benötigen immer noch eine Überbiegung zum Ausgleich der Rückfederung. Sie dürfen nicht nachlässig sein.
Also schauen die Bediener auf die Krafttabelle, sehen ihre Standard-V-Gesenk-Routine und denken, das sei Spezialwerkzeug für seltene Aufträge.
Aber fragen Sie sich: Liegen Ihre Z-Bieg-Fehler wirklich an Handfertigkeit – oder daran, dass Sie versuchen, zwei separate Luftbiegungen wie ein einziges starres System zu behandeln?
Sie starren auf die Tonnagetabelle. Weicher Stahl. Stärke 10. Ein 1″ V-Gesenk sagt Ihnen, dass Sie nach Standardformel etwa X Tonnen pro Fuß benötigen: P = 650 × S² × L / V.
Sie haben diese Rechnung tausendmal gemacht. Sie funktioniert – weil sie eine Sache annimmt: eine einzige V-Öffnung, gleichmäßiger Kontakt, Luftbiegen. Drei Kontaktpunkte. Die Tiefe steuert den Winkel.
Jetzt setzen Sie ein Versatzgesenk ein. Abgestufte Kavität. Passender Stempel. Zwei Schultern. Und Sie schauen immer noch auf dieselbe Formel, als würde sie gelten.
Da werden Leute verletzt – oder zumindest überrascht.
Denn ein Versatzgesenk ist kein spezielles V-Gesenk. Es ist eine starre mechanische Falle. Und sobald Sie es wie Luftbiegen behandeln, lösen Sie das falsche physikalische Problem.
Wenn ein Schlag das Stapeln und erneute Referenzieren eliminiert, was sind dann die Kompromisse? Kraft. Flexibilität. Empfindlichkeit. Genau das werden wir jetzt auseinandernehmen.
Legen Sie ein Stück 14er Stärke auf ein abgestuftes Gesenk und lassen Sie den Hammer im Einrichtmodus langsam herunter. Beobachten Sie genau.
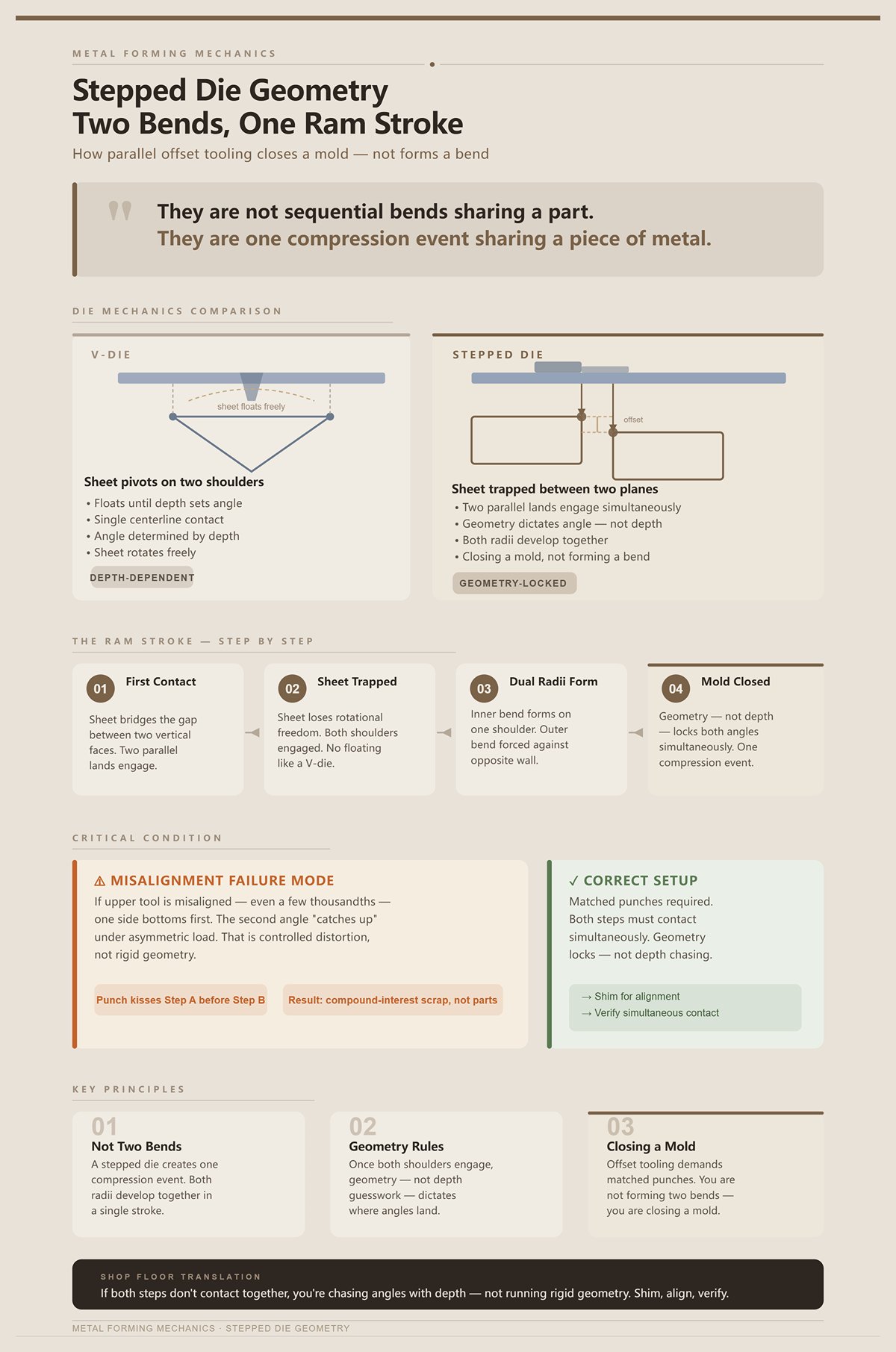
Der Erstkontakt erfolgt nicht auf einer Mittellinie wie bei einer V-Matrize. Er erfolgt über zwei parallele Flächen. Das Material überbrückt eine Lücke zwischen zwei vertikalen Flächen in der unteren Matrize. Die Spitze des Stempels zielt nicht auf den Boden eines V; sie drückt das Blech in eine Tasche mit festgelegter Versatzhöhe.
Während der Hammer weiter nach unten geht, kann sich das Blech nicht frei drehen wie beim Luftbiegen. Es ist zwischen zwei Ebenen eingeschlossen. Die Innenbiegung beginnt sich auf einer Schulter zu formen, während die Außenbiegung bereits gegen die gegenüberliegende Wand gedrückt wird. Die beiden Radien entwickeln sich gleichzeitig.
Das ist der entscheidende Punkt: Es handelt sich nicht um aufeinanderfolgende Biegungen an einem Werkstück. Es ist ein einziges Kompressionsereignis an einem Stück Metall.
In einer V-Matrize dreht sich das Blech um zwei untere Schultern und „schwebt“ bis die Tiefe den Winkel festlegt. In einer Stufenmatrize verliert das Blech diese Freiheit fast sofort. Sobald beide Schultern greifen, bestimmt die Geometrie – nicht das Raten der Tiefe – wo die Winkel enden müssen.
Aber nur, wenn der Stempel beide Stufen gleichzeitig trifft.
Wenn dein Oberwerkzeug selbst um wenige Tausendstel falsch ausgerichtet ist, schlägt eine Seite zuerst auf den Boden. Dann “holt” der zweite Winkel unter asymmetrischer Belastung auf. Das ist keine starre Geometrie mehr – das ist kontrollierte Verformung. Ich habe gesehen, wie Bediener das Material beschuldigten, obwohl das eigentliche Problem darin lag, dass der Stempel eine Stufe vor der anderen berührte.
Das ist der Moment, in dem Teile anfangen, Zinsen zu „sammeln“ und schließlich Konkurs im Schrottcontainer anmelden.
Deshalb erfordert Versatzwerkzeug genau passende Stempel und sorgfältiges Einrichten. Du formst nicht zwei Biegungen. Du schließt eine Form.
Übersetzung für die Werkstatt: Wenn beide Stufen nicht gleichzeitig Kontakt haben, arbeitest du nicht mit einem starren System – du bist wieder dabei, Winkel über die Tiefe zu jagen. Unterlegen, ausrichten und gleichzeitigen Kontakt verifizieren, bevor du dem Ergebnis vertraust.
Also, wenn die Geometrie beide Winkel auf einmal fixiert, warum kannst du dann nicht die Luftbieg-Tonnagelogik verwenden, um den Job auszulegen?
Führ’ denselben 10-Gauge-Weichstahl in einer 1″-V-Matrize beim Luftbiegen. Das Blech berührt an drei Punkten: zwei Schultern und die Spitze des Stempels. Die Mitte des Blechs kommt nie in vollen Kontakt mit der Matrizenfläche. Du biegst, nicht quetschst.
Jetzt nimm eine enge Versatzmatrize – sagen wir eine 0,375″-Stufe. Diese untere Kavität ist schmal. Das Material wird vollständig in das Profil der Matrize gedrückt. Die Kontaktfläche vergrößert sich dramatisch, wenn der Hammer den Hub beendet. Du befindest dich nicht mehr im Drei-Punkt-Biegen. Du zwingst das Teil in eine feste Form.
Das verändert alles in Bezug auf die Kraft.
Die Standardformel geht von einer Zugfestigkeit um die 450 N/mm² und einer gleichmäßigen V-Geometrie aus. Sie berücksichtigt nicht, dass zwei Radien gleichzeitig geformt werden, noch die lokale Kompression an den Stufenecken. Niedrigere Stufenhöhen bedeuten engere Radien. Engere Radien verschieben die neutrale Achse nach innen und erhöhen die lokale Spannung drastisch.
Deshalb siehst du manchmal 20–50 % höhere Spitzenkraft bei einer engen Versatzform, als das V-Matrizen-Diagramm vorhergesagt hat – obwohl das Teil “klein aussieht”.”
Bediener denken: “Es ist nur ein kleines Z. Sollte einfach sein.” Dann springt das Kraftmessgerät.
Weil du nicht über ein breites V biegst. Du presst Material gleichzeitig in zwei eingeschränkte Ecken.
Und hier ist die Falle: Die gesamte Tonnage pro Fuß mag immer noch geringer sein als bei einem großen V-Öffnungsauftrag, aber die Spitzenkraft im Moment des Absetzens ist höher und schärfer. Wenn du den Job nach Luftbieg-Mathematik auslegst, riskierst du entweder Unterformung – oder Überlastung des Setups.
Andere Physik. Anderer Kontakt. Andere Spannungsverteilung.
Dies ist kein tiefengesteuerter Winkel mehr. Es ist eine durch das Gesenk gesteuerte Geometrie unter Druck.
Übersetzung für die Werkstatt: Verwenden Sie keine Luftbiegediagramme mit V-Prisma für Versätze. Prüfen Sie die Stempelkraft für die spezifische Stufenhöhe und das Material, und rechnen Sie mit einer höheren Spitzenkraft bei engen Versätzen – selbst wenn das Teil klein aussieht.
Wenn wir jedoch in eine feste Geometrie eintauchen, woher stammt dann tatsächlich der zweite Winkel? Wird er vom Gesenk erzeugt – oder geschieht etwas anderes im Inneren des Metalls?
| Abschnitt | Inhalt |
|---|---|
| Titel | Bodenpressen vs. Luftbiegen: Warum Versatzprofile ein völlig anderes physikalisches Modell erfordern |
| Szenario: Luftbiegen | Führ’ denselben 10-Gauge-Weichstahl in einer 1″-V-Matrize beim Luftbiegen. Das Blech berührt an drei Punkten: zwei Schultern und die Spitze des Stempels. Die Mitte des Blechs kommt nie in vollen Kontakt mit der Matrizenfläche. Du biegst, nicht quetschst. |
| Szenario: Versatzgesenk | Nehmen Sie ein enges Versatzgesenk – sagen wir eine Stufe von 0,375″. Die untere Kavität ist schmal. Das Material wird vollständig in das Gesenkprofil hineingetrieben. Die Kontaktfläche nimmt dramatisch zu, wenn der Hammer den Hub beendet. Sie befinden sich nicht mehr im Drei-Punkt-Biegen. Sie drücken das Material in eine feste Form. |
| Kraftauswirkungen | Das verändert alles in Bezug auf die Kraft. |
| Grenzen der Standardformel | Die Standardformel geht von einer Zugfestigkeit von etwa 450 N/mm² und einer gleichmäßigen V‑Geometrie aus. Sie berücksichtigt weder das gleichzeitige Formen zweier Radien noch die lokale Kompression an den Stufenecken. |
| Spannungsverhalten | Kleinere Stufenhöhen bedeuten engere Radien. Engere Radien verschieben die neutrale Achse nach innen und erhöhen lokal die Spannung. |
| Spitzenkraft‑Realität | Bei einem engen Versatz können Sie eine um 20–50 % höhere Spitzenkraft sehen, als es das V‑Gesenk‑Diagramm vorhergesagt hat – selbst wenn das Teil klein aussieht. |
| Annahme des Bedieners | Bediener denken: “Es ist nur ein kleines Z. Sollte einfach sein.” Dann springt das Kraftmessgerät. |
| Grundursache | Sie biegen nicht über ein breites V. Sie pressen das Material gleichzeitig in zwei begrenzte Ecken. |
| Verstecktes Risiko | Die Gesamttonnage pro Fuß kann zwar geringer sein als bei einem Job mit großer V‑Öffnung, aber die Spitzenkraft beim Bodenpressen ist höher und schärfer. Die Auslegung des Auftrags nach Luftbiege‑Berechnungen birgt das Risiko des Unterformens oder der Überlastung des Aufbaus. |
| Physikalischer Unterschied | Andere Physik. Anderer Kontakt. Andere Spannungsverteilung. |
| Prozessklassifizierung | Dies ist kein tiefengesteuerter Winkel mehr. Es ist eine durch das Gesenk gesteuerte Geometrie unter Druck. |
| Übersetzung für die Werkstatt | Hören Sie auf, V-Matrizen-Luftbiegediagramme für Versätze zu verwenden. Überprüfen Sie den Niederdrücktonnagewert für die jeweilige Stufenhöhe und das Material. Erwarten Sie höhere Spitzenkräfte bei engen Versätzen – selbst wenn das Teil klein aussieht. |
| Offene Frage | Wenn wir in eine feste Geometrie eindrücken, woher kommt eigentlich der zweite Winkel? Wird er durch die Matrize erzeugt – oder passiert etwas anderes im Inneren des Metalls? |
Stellen Sie sich eine Schnittansicht im Kopf vor.
Wenn der Stempel nach unten fährt, bildet sich zuerst die innere Biegung, weil sie den kleineren effektiven Radius hat. Der äußere Schenkel ist noch relativ flach. Dann beginnt das Material zwischen den beiden Stufen, sich längs zu komprimieren. Es hat keinen anderen Weg, als sich in eine Krümmung zu verformen.
Der zweite Winkel erscheint nicht magisch, nur weil die Matrize zwei Ecken hat. Er entsteht, weil das mittlere Stegmaterial des Versatzes unter Kompression verkürzt wird, während beide Schenkel durch vertikale Wände eingeschränkt sind.
Diese Einschränkung ist alles.
Beim Luftbiegen dehnen sich die äußeren Fasern und die inneren Fasern werden um eine einzige neutrale Achse komprimiert. In einer Versatzmatrize erzeugen Sie zwei Biegezonen, die durch einen kurzen Steg getrennt sind. Dieser Steg wird in Form gezwungen, während die Schenkel gegen ihre jeweiligen Ebenen aufsetzen. Der zweite Winkel entsteht, weil der Steg zwischen zwei festen Begrenzungen eingeschlossen und verkürzt wird.
Wenn die Materialdicke variiert, ändert sich diese Steglänge. Wenn der Stempel zuerst eine Stufe berührt, verformt sich der Steg asymmetrisch, bevor die vollständige Kompression erreicht ist. Deshalb ist die Dickentoleranz hier wichtiger als beim einfachen Luftbiegen.
Das ist auch der Grund, warum Versatzmatrizen “unflexibel” wirken. Das sind sie auch. Die Geometrie ist vorgegeben. Wenn Ihr Material zu stark abweicht, passt sich das System nicht an – es widersetzt sich.
Und genau diese Steifigkeit ist der entscheidende Punkt. Sie beseitigt Toleranzaufhäufung, da beide Winkel und die Versatzhöhe im selben mechanischen Vorgang unter demselben Hammerhub entstehen.
Eine Kompression. Zwei Biegungen. Kein Neubezug.
Der Preis dafür ist, dass Sie die nachsichtige Natur des Luftbiegens aufgegeben haben. Sie arbeiten jetzt mit einer festen Form unter Last.
Die nächste Frage ist also nicht, ob Versatzmatrizen Toleranzaufhäufung beseitigen – das tun sie. Die eigentliche Frage ist, wie man diesen Kompressionsvorgang berechnet und kontrolliert, ohne sich selbst mit V-Matrizen-Mathematik etwas vorzumachen.
Vor einigen Jahren haben wir ein Projekt angeboten: 10-Gauge-Weichstahl, 0,375″ Versatz, 4 Fuß lang. Der Bediener nahm das Luftbiegediagramm, verwendete die Standardformel, schätzte, was die 1″-V-Matrize benötigen würde, und multiplizierte wie üblich mit 4× für das Niederdrücken. Die Maschine zeigte an, dass wir sicher seien.
Beim ersten Schlag kam der Hammer herunter, der Tonnagemesser schlug stärker aus als erwartet, und das obere Werkzeug verbog sich genug, um eine Druckspur über beide Stufen zu hinterlassen.
Aber nichts an dieser Szene ist ein Versagen der Technik.
Es war Mathematik. Falsches Modell, falscher Multiplikator.
Standardmäßige Luftbiegetabellen gehen von einem Dreipunktkontakt in einer V-Öffnung aus. Selbst wenn sie angeben, man solle für das Tiefziehen mit vier multiplizieren, denken sie immer noch an eine einzelne Biegelinie, die in ein V kollabiert. Versatzwerkzeuge hingegen formen gleichzeitig zwei Radien in einem begrenzten Hohlraum. Die Kontaktfläche nimmt am unteren Ende des Hubs schnell zu, und die Spannung verteilt sich nicht über ein breites V – sie konzentriert sich auf zwei Stufenecken und ein komprimiertes Stegstück.
Wenn du die Versatzpresskraft wie eine 90-Grad-Luftbiegung berechnest, unterschätzt du die Kraft um einen Multiplikator, der weder linear noch optional ist. Also setzen wir Zahlen dazu.
Nimm dasselbe Blech aus 10 Gauge Weichstahl.
Beim Luftbiegen in einem 1″-V verwendest du die übliche Formel: Presskraft pro Fuß ≈ 650 × (S² / V)
Du kennst das Verfahren. Quadriere die Dicke, teile durch die Matrizenöffnung, multipliziere mit der Länge. Das funktioniert, weil das Blech nur an drei Punkten Kontakt hat. Die Mitte spannt in der Luft.
Wechsle nun zu einer Standard-Versatzmatrize mit einem veröffentlichten Werkzeugfaktor von 5,0 für typische Versätze – und bis zu 10,0 für engere oder dickere Kombinationen. Das ist kein Rundungsfehler. Das ist ein anderes System.
Wenn deine Luftbiegeberechnung dir insgesamt 20 Tonnen ergibt, bringt dich ein 5×-Versatzfaktor auf 100 Tonnen. Wenn die Arbeit in dickeres Material übergeht und der Faktor auf 10× springt, stehst du vor 200 Tonnen. Gleiches Material. Gleiche Länge. Vollkommen anderes Kraftprofil.
Warum der Sprung?
Weil die Kraft beim Luftbiegen allmählich zunimmt, während der Hammer nach unten geht. Beim Versatz-Tiefziehen steigt die Kraft am Ende des Hubs stark an, wenn das Material vollständig in zwei gegenüberliegende Ecken getrieben wird und der Steg zwischen ihnen sich unter Druck verkürzt. Du überwindest nicht nur die Zugfestigkeit – du komprimierst und sperrst das Material plastisch zwischen festen Wänden ein.
Der Multiplikator ist im mathematischen Sinne nicht “exponentiell”. Er ist stufenweise und von der Dicke abhängig. Kleine Versätze in dünnem Blech liegen vielleicht bei etwa 5×. Enge Stufen in dickerem Material können bei 8× oder 10× liegen. Dieser nichtlineare Sprung ist der Grund, warum die generische Tiefzieh-Empfehlung – “multipliziere die Luftbiegekraft einfach mit vier” – für Versätze unvollständig ist. Vier bringt dich in die Nähe für eine einzelne 90°-Biegung. Sie lässt dich aber zu kurz kommen bei einem System mit doppeltem Radius und Kompression.
Wenn man das übersieht, füllt sich die Ausschusskiste zuerst nicht mit schlechten Teilen – sie füllt sich mit gebrochenem Werkzeug.
Übersetzung für die Werkstatt: Nimm deine normale Luftbiegepresskraft und wende dann den Versatzwerkzeugfaktor an (5× als Basiswert, höher für dickere oder engere Stufen). Wenn die Maschinenleistung diese Zahl nicht bequem übertrifft, führe die Arbeit nicht aus.
Wenn sich die Kraft also mit der Dicke und der Stufenenge skaliert, welche Dimension steuert dann tatsächlich, wie stark dieses Kompressionsereignis wird?
Schau in einen Versatzmatrizen-Katalog und sieh dir deren Angaben an: Stufenhöhe, Kehltiefe, manchmal empfohlener Dickenbereich. Was im Kleingedruckten versteckt ist, ist die Beziehung zwischen Stufenhöhe und Materialdicke.
Verarbeite 0,125″-Material in einer 0,250″-Stufe. Du hast Platz. Der Steg zwischen den Biegungen ist lang genug, um sich ohne extreme Verkürzung zu formen. Versuche nun 0,187″-Material in derselben 0,250″-Stufe. Der Steg ist kaum länger als die Dicke selbst. Wenn der Hammer schließt, bleibt dem Mittelstück fast kein Raum außer für starke Kompression.
Dann steigt die Presskraft über das hinaus, was deine “5×”-Regel vorhergesagt hat.
Wenn sich die Dicke der Stufenhöhe annähert, erhöhst du den Prozentsatz des Materials, der sich plastisch komprimieren muss, statt sich einfach zu biegen. Die neutrale Achse verschiebt sich, die inneren Radien werden enger, und die Kontaktfläche an den vertikalen Wänden wächst früher im Hub. Die Kraft steigt schneller an und erreicht höhere Spitzenwerte.
Und hier werden Bediener eiskalt erwischt: Zwei Aufträge mit derselben Versatzdimension können völlig unterschiedliche Tonnagen erfordern, weil der eine 14 Gauge und der andere 10 Gauge ist. Der Versatz sieht auf der Zeichnung identisch aus. Die Kompressionsphysik ist es nicht.
Hier gelangen Sie auch in den Bereich der Sonderwerkzeuge. Wenn der Auftrag eine Stufenhöhe erfordert, die kaum größer ist als die Materialstärke, sind Sie außerhalb des angenehmen Standardbereichs. Spezialwerkzeuge, höhere Tonnagewerte und sehr wenig Spielraum.
Ignorieren Sie diesen Zusammenhang und Sie erhöhen im Grunde das Risiko wie Zinseszinsen – jede Zunahme der Dicke erhöht den Kompressionsbedarf, bis das Teil im Schrottbehälter „bankrott“ geht.
Übersetzung für die Werkstatt: Passen Sie nicht einfach die Versatzdimension auf der Zeichnung an. Prüfen Sie, ob die Stufenhöhe bequem größer ist als die Materialstärke, oder rechnen Sie mit einem steilen Tonnageanstieg über den grundlegenden Versatzmultiplikator hinaus.
Aber wie knapp können Sie diese Stufe wirklich treiben, bevor Sie nicht mehr formen – sondern schneiden?
Stellen Sie sich ein 0,125″ dickes Blech vor, das in eine 0,130″ Stufe geht.
Auf dem Papier passt es. In der Realität haben Sie fast keinen Spielraum für den Materialfluss gelassen. Wenn der Hammer den Grund erreicht, nähern sich die vertikalen Flächen von Matrize und Stempel dem Bereich der Scherenfreigabe. Anstatt kontrollierter plastischer Verformung zwingen Sie das Metall gegen nahezu parallele Wände mit minimalem Ausweg.
Dann sehen Sie glänzende polierte Linien an den Ecken. Keine Dehnungsstreifen – Kompressionspolitur. Drücken Sie härter und Sie bekommen Kantenrisse entlang der Innenseite der Stufe, weil das Material die Spannung nicht umverteilen kann; es wird eingeklemmt.
Ab einem bestimmten Punkt hört eine Versatzmatrize auf, sich wie ein Formwerkzeug zu verhalten, und fängt an, sich wie eine sehr stumpfe Schere zu verhalten. Je enger die Freigabe im Verhältnis zur Dicke, desto näher sind Sie an dieser Grenze.
Es gibt keine universelle Zahl, denn Materialfestigkeit, Radiusgestaltung und Werkzeugoberfläche spielen alle eine Rolle. Aber der Mechanismus ist konsistent: Wenn die Freigabe sich der Blechdicke nähert, ohne Spielraum für den Fluss, steigt die Tonnage stark an und das Schadenrisiko wächst. Das ist keine “zusätzliche Sicherheitsmarge”. Das ist ein Geometrieproblem.
Wenn Sie die Tonnage für Versätze berechnen, fragen Sie nicht nur: “Wie viel Kraft ist nötig, um das zu biegen?” Sie fragen: “Wie viel Kraft ist nötig, um das zu komprimieren und einzufangen, ohne in Scherbedingungen überzugehen?”
Das ist eine andere Frage, als sie jede V-Matrize-Tabelle beantworten würde.
Übersetzung für die Werkstatt: Halten Sie einen bedeutenden Abstand zwischen Materialstärke und Stufen-Geometrie ein. Wenn die Stufe nur wenige Tausendstel größer als die Dicke ist, rechnen Sie mit scherenähnlichem Verhalten und extremer Tonnage – gehen Sie zurück oder konstruieren Sie neu, bevor Sie den Hammer niederschlagen.**
Und sobald Sie akzeptieren, dass die Berechnung multiplikatorgetrieben, dickeempfindlich und freigabekritisch ist, ist das nächste Problem kein theoretisches mehr – sondern wie die Maschine selbst eingerichtet werden muss, um dieses Kompressionsereignis zu überstehen.
Letztes Jahr sah ich, wie eine 135‑Tonnen‑Biegepresse versuchte, einen 0,375″ Versatz in 10‑Gauge über 6 Fuß zu formen. Air‑Bending‑Berechnungen sagten, es sei bequem. Der Hammer schlug, das Lastmessgerät sprang zur Hälfte des Weges auf über 110 Tonnen, und als er den Grund erreichte, flirtete die Maschine mit ihrem Limit. Die Winkel waren perfekt. Die Maschine war es nicht.
Das ist die eigentliche Frage: Wie richten Sie die Biegepresse ein und bewerten sie, damit der Kompressionsspike das Eisen nicht bestraft?
Erstes Bein ist 0.
Bei einer Versatzmatrize ist die Tiefe kein Spielraum. Es ist die Dimension. Beim Luftbiegen kann eine Ram‑Einstellung um 0,010″ Ihnen einen halben Grad Unterschied bringen, den Sie dann nachjustieren. Bei einem Versatz mit fester Geometrie ist 0,010″ der Unterschied zwischen “beide Radien vollständig gesetzt” und “ein Radius halb geformt, während der andere zerquetscht wird”. Sie jagen nicht den Winkel. Sie schließen ein mechanisches System, bis es stoppt.
Hier ist der Mechanismus. Der Stößel tritt ein, berührt beide Biegelinien, und während der Hammer weiter nach unten geht, wird das Material in zwei Radien gedrückt, während das Stegmaterial zwischen ihnen unter Druck kürzer wird. Die Kraft steigt langsam an und schnellt dann hoch, wenn beide Radien ihre vertikalen Wände berühren. Dieser Ausschlag erfolgt in den letzten paar Tausendstel. Wenn deine Schlusshöhe erraten statt eingestellt ist, formst du entweder zu wenig (zwei weiche Winkel) oder treibst zu stark und gelangst in den Scherbereich.
Die Einrichtung beginnt rückwärts im Vergleich zum Luftbiegen:
Wenn du Tiefe als Empfehlung behandelst, stapeln sich Toleranzen wie Zinseszinsen – jedes Tausendstel erhöht den Druckbedarf, bis das Teil im Ausschusscontainer „bankrottgeht“.
Übersetzung für die Werkstatt: Bewerte den Auftrag mit dem 5×–10×‑Luftbiege‑Tonnenwert, überprüfe, dass die Presse das über die volle Länge tragen kann, und stelle die Stößeltiefe auf vollständigen Matrizenschluss – nicht darüber hinaus. Du schließt eine Form, nicht stellst du einen Winkel ein.
Da die Hammerposition nun unabdingbar ist – von welcher Kante gehst du überhaupt aus?
Stell dir einen 1″‑Flansch vor, der in einen 0,500″‑Versatz führt. Der Bediener richtet sich an der Außenkante aus, führt den Hub aus, und das Versatzmaß driftet um ±0,015″ über die Teile hinweg. Maschinenwiederholbarkeit stimmt. Das Werkzeug ist stabil. Also was hat sich bewegt?
Die Referenzkante.
Beim Versatzformen verkürzt sich der Steg zwischen den Biegungen unter Druck. Nicht elastisch – plastisch. Das Material wird physisch kürzer zwischen diesen beiden Biegelinien. Wenn du vom Außenflansch aus gemessen hast, befindet sich diese Kante nach der Kompression nicht mehr in derselben räumlichen Beziehung zur zweiten Biegelinie.
In einer Welt des Dreh‑und‑Nachbiegens würdest du die Technik verantwortlich machen. Aber nichts in dieser Szene ist ein Technikfehler. Es ist Geometrie.
Bei kritischen Versätzen misst du von dem Merkmal, das sich unter Kompression nicht bewegt – üblicherweise von der Lage der ersten Biegelinie oder einem vorgegebenen Bezugspunkt. Bei Randversätzen (zum Beispiel Matrizensätze, die vor dem Formen innerhalb von 1″ vom Blechrand warnen) verstärkt sich die Verformung am ungestützten Rand. Deshalb gibt es bei bestimmten Versatzmatrizen Stützbolzen: Sie begrenzen seitliche Ausbreitung, damit deine Referenz nicht wandert.
Versatzwerkzeuge in Feder‑Ausführung erschweren das zusätzlich. Weil sie das Blech horizontaler halten und den Schub reduzieren, kippen große Bleche nicht so stark – das bedeutet aber auch, dass deine Anschlagfinger über die gesamte Breite gleichmäßig stützen müssen. Jede Neigung während des Anfahrens verändert den effektiven Messabstand, bevor der Hammer das Metall überhaupt berührt.
Die Regel wird also einfach und strikt: Messe von einem Bezugspunkt, der die Kompression übersteht, und stütze das Blech, damit es sich unter der Anfahrbelastung nicht drehen kann.
Übersetzung für die Werkstatt: Richte dich nicht an dem freien Flansch eines Versatzes aus. Messe von der Biegelinie oder einem stabilen Bezug und stütze das Blech, damit die Kompression deine Referenz vor dem Gesenkschluss nicht verschiebt.
Wenn die Tiefe festgelegt und die Referenz stabil ist – was tust du, wenn der Winkel trotzdem nicht stimmt?
Ich habe schon gesehen, wie Leute 0,005″‑Unterlegscheiben hinter umkehrbaren Versatzblöcken einschieben, um den Winkel “einzustellen”. Es funktioniert – bis es nicht mehr funktioniert.
Hier ist der Grund. In einigen Systemen mit einstellbarem Versatz verändern rotierende Blöcke den Radius, und Unterlegscheiben justieren die effektive Tiefe. Aber jede Unterlegscheibe verändert die Beziehung zwischen Stempelnase, Stufenhöhe und senkrechten Wänden. Sie schließen keine geplante Geometrie mehr – Sie erfinden eine neue.
Da die Stufenhöhe die Stegbreite ist, verändert schon eine Unterlegscheibe von 0,005″ effektiv, wie viel Kompression der Steg aufnehmen muss, bevor beide Radien sitzen. Das verschiebt den Kraftscheitelpunkt. Bei einer Arbeit mit engem Spielraum kann diese winzige Unterlegscheibe dazu führen, dass Sie von vollständiger Formung zu nahezu Scherkontakt auf einer Seite wechseln. Nun erreicht ein Radius den Boden vor dem anderen, und Sie haben genau die Toleranzüberlagerung wieder eingeführt, die das Offset‑Werkzeug eigentlich beseitigen sollte.
Wenn der Winkel nicht stimmt:
Je mehr Sie Unterlegscheiben wie Gewürze behandeln, desto stärker driftet Ihr Aufbau vom Verhalten einer festen Geometrie in individuelles Chaos. Und Chaos ist teuer.
Übersetzung für die Werkstatt: Beheben Sie zuerst Tiefen‑ und Materialvariablen. Unterlegen Sie nur als kontrollierte Geometrieanpassung – und verstehen Sie, dass Sie die Kompression ändern, nicht nur den Winkel.
Wenn Unterlegen die Kompression verändert, was passiert, wenn das Teil 8 Fuß lang läuft?
Führen Sie einen 96″‑Offset in 7‑Gauge aus und beobachten Sie die Lastanzeige. Der Spitzenwert verteilt sich nicht gleichmäßig wie bei einer breiten Luftbiegung in einer V‑Matrize. Er konzentriert sich dort, wo beide Radien am stärksten Kontakt haben – meist zuerst in der Mitte, wenn sich das Bett durchbiegt.
Luftbiegen toleriert etwas Durchbiegung, weil der Winkel mit der Tiefe schwimmt. Offsets nicht. Wenn das Bett in der Mitte um 0,010″ einsinkt, kann diese Mitte nicht vollständig sitzen, während die Enden es tun – oder umgekehrt, abhängig von der Kronung. Denken Sie daran: Tiefe ist das Maß.
Die Standardlogik der Kronung gilt weiterhin – Bett‑Durchbiegung ausgleichen, um gleichmäßiges Eindringen zu erzielen – aber Ihr Spielraum ist geringer. Da die Kraft am unteren Punkt ansteigt, müssen Sie die Krone so einstellen, dass die vollständige Schließung gleichzeitig über die Länge erfolgt. Zu wenig Krone, und die Mitte wird unzureichend geformt. Zu viel, und die Mitte wird zuerst überkomprimiert, was lokal die Tonnage ansteigen lässt.
Werkzeuge mit Rückfederung reduzieren den seitlichen Schub, was bei großen Blechen hilft, aber sie beseitigen die vertikale Durchbiegung nicht. Der Hammer erlebt immer noch das gleiche Kompressionsereignis, wenn beide Radien sitzen.
Also bei langen Offsets:
Denn sobald Sie laufen, gibt es keinen “Winkelnachschnitt”‑Hub, der Sie rettet.
Wenn Sie das falsch machen, geraten die Teile nicht einfach sanft aus der Toleranz. Sie sehen an den Enden gut aus und täuschen Sie in der Mitte – bis die Montage sich meldet.
Übersetzung für die Werkstatt: Krönung für die Spitzen-Offset-Last, nicht für Luftbiegewerte, und überprüfen Sie den vollständigen Schließvorgang über die gesamte Länge, bevor Sie in die Produktion gehen. Offsets erfordern gleichmäßiges Aufsetzen über das gesamte Bett.
Die Tiefe ist festgelegt. Die Referenz muss stabil sein. Unterlagen verändern die Kompression. Die Krönung muss zur Spitzenlast passen.
Ignorieren Sie nur einen dieser Punkte, und der nächste Abschnitt handelt nicht mehr vom Feinabstimmen.
Er wird von Fehlermustern handeln.
Letzten Winter haben wir ein 0,375″‑Offset in 10‑Gage‑Weichstahl, 72″ lang, gefahren. Laut Tonnagetabelle waren wir im sicheren Bereich. Die Tiefe war eingestellt. Die Krönung war auf die berechnete Spitzenlast eingestellt. Die ersten drei Teile sahen sauber aus.
Das vierte Teil kam mit einer welligen Stegmitte heraus, ein Schenkel maß 89,2°, der andere 90,1°, und ein Haarriss begann am Innenradius des engeren Schenkels.
Das sind keine drei unabhängigen Fehler. Das ist ein einziges Missverständnis beim Einrichten, das sich auf drei verschiedene Arten äußert.
Wenn Sie die Tonnage falsch bewerten, die Tiefe übertreiben oder von einem beweglichen Bezugspunkt ausgehen, verhalten sich Offsets nicht wie Luftbiegungen. Sie versagen strukturell. Der Steg knickt ein. Ein Radius setzt sich vor dem anderen. Oder das Material gibt einfach nach, weil Sie es über seinen minimalen Innenradius hinaus gezwungen haben. Das passiert, wenn man ein starres Einhub‑Mechaniksystem wie eine nachsichtige V‑Matrize behandelt.
Lassen Sie uns die drei Muster untersuchen, die Sie tatsächlich auf dem Werkstattboden sehen werden.
Nehmen Sie ein 0,500″‑Offset in 0,1345″ (10‑Gage) über 60″. Der Steg zwischen den Biegungen ist nur etwa einen halben Zoll hoch. Während des vollständigen Schließvorgangs drücken sich beide Radien nach innen, während die vertikalen Wände der Matrize die Schenkel festhalten. Dieser Steg ist nicht einfach “passiv dabei”. Er ist eine Drucksäule, die von beiden Seiten zusammengedrückt wird.
Wenn Ihre Tonnageschätzung aus der Luftbiegeformel stammt – P = 650 × S² × L / V – liegen Sie bereits falsch. Offset‑Werkzeuge benötigen routinemäßig das 5‑ bis 10‑Fache der Luftbiegungstonnage, weil Sie zwei Biegungen gleichzeitig mit nahezu null Spiel am Sitz ausformen. Diese Kraft verteilt sich nicht wie bei einem breiten V. Sie steigt sprunghaft an, sobald beide Radien Kontakt haben.
Jetzt fügen Sie noch einen Fehler hinzu: unzureichende Krönung bei einem langen Teil. Das Bett senkt sich um 0,010″ in der Mitte. Die Enden setzen zuerst auf. Die Mitte bewegt sich noch, wenn der Stößel bereits auf die programmierte Tiefe trifft. Der Steg in der Mitte erfährt seitliche Kompression, bevor er vollständig sitzt. Dünne Stege unter Druck verformen sich nicht höflich. Sie knicken.
Sie werden eine subtile S‑Kurve entlang des Stegs sehen, gewöhnlich in der Mitte der Länge. Der Winkel mag an den Enden “nahe dran” erscheinen. Aber der Steg zeigt die Wahrheit.
Doch nichts an dieser Situation ist ein Technikfehler. Es handelt sich um Säuleninstabilität, verursacht durch ungleichmäßiges Aufsetzen in einem Hochdruckvorgang.
Die Lösung heißt nicht “langsamer” oder “Tiefe erhöhen”. Sie ist strukturell:
Wenn du das nicht tust, geht das Band lange vor dem Protest deines Winkelmessers bankrott und landet im Schrottcontainer.
Übersetzung für die Werkstatt: Wenn das Band Wellen zeigt, hast du ein Hochdrucksystem zu schwach abgestützt oder zu wenig gewölbt. Erhöhe die Wölbung, um die tatsächliche Versatzpresskraft auszugleichen, und bestätige, dass beide Radien gleichzeitig aufliegen.
Und wenn das Band gut aussieht – aber ein Schenkel driftet anders als der andere?
Stell dir einen Versatz von 0,250″ in Edelstahl mit 14‑Gauge vor. Du erreichst die Tiefe. Beide Radien scheinen aufzusitzen. Du löst den Hammer. Ein Schenkel federt 1° zurück. Der andere nur 0,3°.
Bediener beginnen, den Winkel mit Unterlegscheiben nachzustellen.
Hier ist, was tatsächlich passiert.
Bei Versatzwerkzeugen sind die beiden Biegungen nicht unabhängig. Sie teilen sich ein komprimiertes Band. Wenn ein Radius zuerst Kontakt hat – wegen einer 0,005″‑Unterlage, einer leichten Dickenabweichung oder einer Referenzverschiebung – erreicht die erste Biegung den echten Boden, während die zweite noch elastisch gespannt ist.
Beim Öffnen des Werkzeugs entlädt die später aufsitzende Biegung mehr gespeicherte Energie. Unterschiedliche Dehnungsgeschichten. Unterschiedliche Rückfederung.
Luftbiegen toleriert das, weil der Winkel mit der Tiefe „schwimmt“. Versatzbiegungen schwimmen nicht. Sie klemmen.
Moderne CNC‑Steuerungen können ungleiche Winkel bei separaten Hüben ausgleichen. Das ist gut für Zweihubarbeit. Aber bei einem Einhub‑Versatz kann die Steuerung nichts daran ändern, dass eine Seite härter auf Anschlag kam als die andere. Die Geometrie ist bereits festgelegt, wenn der Hammer schließt.
Man kann das messen. Färbe die Radien mit blauer Markierfarbe ein. Mach einen langsamen Testhub. Wenn eine Seite vollständigen Wischkontakt zeigt, bevor die andere es tut, hast du asymmetrisches Aufsitzen. Das ist der Übeltäter – nicht “schlechter Edelstahl”.”
Der Korrekturweg ist diszipliniert:
Andernfalls summierst du Mikrounterschiede wie Zinsen, bis das Teil im Schrottcontainer bankrottgeht.
Übersetzung für die Werkstatt: Ungleiche Rückfederung bedeutet ungleiches Aufsitzen. Korrigiere zuerst Dicke, Tiefe und Symmetrie – jage nicht einem Schenkel mit zufälligen Unterlegscheiben hinterher.
Was passiert also, wenn du alles “gleichmäßig” machst und das Teil trotzdem reißt?
Ein Laden versuchte, 2 mm Aluminium durch eine Versatzmatrize mit einem effektiven Innenradius von 0,5 mm zu laufen. Sah scharf aus. Dem Kunden gefielen enge Versätze.
Die erste Charge riss entlang der Innenseite der engeren Biegung.
Aluminium ist kein Baustahl. Eine gängige Regel für Kohlenstoffstahl ist ein minimaler Innenradius von ≈ 1× bis 1,5× der Materialdicke, abhängig von der Güte. Aluminium benötigt oft größere Radien – manchmal 1,5× bis 2× der Dicke – insbesondere in härteren Zuständen.
Beim Luftbiegen kann man ein wenig schummeln, da sich der Radius natürlich als Funktion der V‑Öffnung bildet. Beim Versatzbodenformen definieren die Stempelspitze und die Matrizenschulter den Radius. Man zwingt das Material unter voller Kompression in diese Geometrie.
Denken Sie daran: Sie schließen eine Form, nicht justieren einen Winkel.
Wenn der Werkzeugradius kleiner ist als der minimale sichere Radius des Materials, überschreitet die Dehnung an der inneren Faser die Elongationsgrenzen. Da zwei Biegungen gleichzeitig stattfinden, konzentriert sich die Dehnung schneller. Kombiniert mit dem bereits besprochenen Tonnage‑Multiplikator flirtet man nicht mit einem Bruch – man plant ihn.
Diagnosezeichen:
Die Lösung ist nicht “weniger Tiefe”. Weniger Tiefe bedeutet lediglich unvollständiges Sitzen und inkonsistente Höhe. Die Lösung besteht darin, den Werkzeugradius an die Materialeigenschaften anzupassen. Das kann bedeuten, unterschiedliche Versatzmatrizen für Aluminium und Stahl bei gleicher Dicke zu verwenden.
Alle Materialien wie Baustahl zu behandeln, ist der Weg, wie Teile leise im Schrottcontainer pleitegehen, während man dem Bediener die Schuld gibt.
Übersetzung für die Werkstatt: Wenn es reißt, ist Ihr Werkzeugradius zu klein für dieses Material. Ändern Sie den Radius oder die Spezifikation – ziehen Sie nicht die Tiefe zurück und tun so, als wäre das Problem gelöst.
Wir haben gesehen, was bricht, wenn die Physik des Versatzes ignoriert wird. Die schwierigere Frage ist: Wann macht die Geometrie selbst Versätze zur völlig falschen Wahl?
Sie sind jetzt überzeugt, dass Versatzformen strukturelle Kompression und keine Feinabstimmung sind.
Gut.
Wann wird diese gleiche Starrheit jedoch eher zum Nachteil als zum Vorteil?
Hier ist die Grenze: wenn die Geometrie des Teils oder das Materialverhalten Flexibilität während des Arbeitsgangs erfordert und die Versatzmatrize nichts davon bieten kann. Denken Sie daran, dies ist ein geschlossenes mechanisches System. Die Stufenhöhe, die Radien und der Abstand sind in Stahl eingefroren. Der Hammer fällt, und die Geometrie wird in einem Schlag entschieden. Wenn das Teil eine Anpassung zwischen den Biegungen benötigt – unterschiedliches Flanschverhalten, wechselnder Rückfederung, variabler Tonnage – kann eine Versatzmatrize nicht verhandeln.
Sie setzt nur durch.
Und das Durchsetzen der falschen Geometrie ist der Weg, wie gute Teile stillschweigend anfangen, Fehler wie Zinsen zu kumulieren, bis sie im Schrottcontainer pleitegehen.
Versatzgesenke gehen von Symmetrie aus. Gleiche Schenkel. Gleiche Hebelwirkung. Gleiche Rückfederungsmomente über eine gemeinsame Stegfläche.
Stellen Sie sich nun ein Z vor, bei dem ein Flansch 3 Zoll und der andere 0,75 Zoll misst.
Der lange Flansch verhält sich wie eine Federstange. Der kurze Flansch wie ein Zapfen. Wenn der Hammer schließt, erreichen beide Biegungen gleichzeitig den Anschlag – aber sie speichern und entladen Energie nicht auf dieselbe Weise. Das längere Bein verstärkt das Rückfederungsdrehmoment. Das kürzere bewegt sich kaum. Beim Lösen verdreht sich der Steg mikroskopisch, weil die gespeicherte Energie nicht ausgeglichen war.
Beim gestuften Luftbiegen würde man zuerst den langen Flansch treffen, kompensieren und dann die kurze Seite mit eigener Tiefenstrategie formen. Zwei unabhängige Probleme. Zwei abgestimmte Lösungen.
Versatzwerkzeuge verschmelzen sie zu einem einzigen Vorgang.
Könnte man es trotzdem ausführen? Manchmal. Wenn die Toleranzen großzügig sind und das Material nachsichtig ist. Aber wenn die Zeichnung enge Parallelität zwischen ungleichen Schenkeln fordert, haben Sie Ihren einzigen Einstellhebel entfernt. Es gibt kein selektives Überbiegen. Keine Tiefenbevorzugung. Das Gesenk kümmert sich nicht darum, dass ein Flansch mehr Arbeit leistet als der andere.
Das ist kein Einrichtungsproblem. Es ist Geometrie, die gegen das Werkzeug kämpft.
Übersetzung für die Werkstatt: Wenn ein Flansch deutlich länger ist als der andere und die Toleranz eng liegt, zwingen Sie ihn nicht in einen Einstich mit nur einem Hub. Formen Sie zuerst den dominanten Flansch, stimmen Sie ihn ab und führen Sie dann den zweiten Biegevorgang separat aus.
Was aber, wenn die Schenkel gleich sind – der Versatz selbst jedoch tief?
Jeder Versatzstempel hat eine Halsentiefe und eine Schulterraumbeschränkung. Das ist der physische Bereich, den das Metall während des Schließens des Hammers einnehmen muss.
Wenn die angegebene Versatztiefe die Halsendimension erreicht, passieren zwei Dinge sehr schnell.
Erstens können die Innenflächen der zu formenden Flansche den Stempelkörper berühren, bevor die vollständige Sitzposition erreicht ist. Das ist ein harter mechanischer Anschlag, keine weiche Tonnagebegrenzung. Zweitens steigt die benötigte Kraft sprunghaft an, weil Sie nun Material in eine enge Ecke pressen, nahezu ohne seitliche Entlastung. Die Tonnage verdoppelt sich im Vergleich zu einem einzelnen V-Stoß – und viele Werkstätten wählen ihre Presse ohnehin für einfache Biegearbeiten aus.
Eine 100-Tonnen-Presse, die sich beim Luftbiegen wohlfühlt, kann plötzlich 180 oder mehr Tonnen beim Versatzbodenbiegen derselben Materialdicke benötigen. Wenn die Maschine keine Reserve hat, versucht der Hammer es trotzdem. Durchbiegung nimmt zu. Parallelität driftet. Beide Biegungen weichen gemeinsam ab.
Und hier liegt die Falle: Da sich beide Biegungen identisch verschieben, kann das Teil “gleichmäßig” aussehen und dennoch maßlich falsch sein. Fehlalignment in einem Zwei-Hub-Prozess zeigt sich als Unterschied. Im Versatz zeigt es sich als gleichmäßiger Fehler.
Das ist schwieriger zu diagnostizieren.
Wenn Ihre Stufentiefe so groß ist, dass die geformten Schenkel den Stempelkörper bei voller Hubtiefe fast berühren, befinden Sie sich außerhalb der sicheren Geometrie dieses Werkzeugs. Keine Art von Bombierung oder Unterlagen ändert den Stahlraum, in dem Sie arbeiten.
Übersetzung für die Werkstatt: Messen Sie die Halsentiefe des Stempels und vergleichen Sie sie mit der geforderten Versatztiefe plus Materialdicke. Wenn die Freigabe knapp ist – oder die Maschinentonnage nahe der Grenze liegt – führen Sie es als zwei kontrollierte Hübe statt als einen ehrgeizigen Stoß aus.
Damit kommen wir zum Material.
Hochfester Stahl dehnt sich nicht wie weicher. Dicke Platte verzeiht keine Fehler beim Radius. Beide erfordern größere Innenradien und höhere Kräfte.
Versatzwerkzeuge fixieren Radius und Abstand bereits in der Konstruktionsphase.
Beim Luftbiegen kann man die V‑Öffnung verbreitern, um die erforderliche Presskraft zu verringern und den Radius natürlich wachsen zu lassen. Beim Versatzbodenbiegen bestimmen die Stempelnase und die Matrizenschulter den Radius, ob das Material es mag oder nicht. Wenn der Stahl einen Innenradius von 1,5× der Materialdicke benötigt und Ihr Versatzwerkzeug enger geschliffen ist, erzwingen Sie eine Dehnung über die Streckgrenze hinaus – und das über zwei Biegepunkte gleichzeitig.
Das ist keine Effizienz. Das ist Spannungsüberhöhung.
Nun kommt die Dicke hinzu. Standardrichtlinien vergrößern die V‑Öffnung auf das 8‑ bis 12‑Fache der Materialdicke, wenn die Platte schwerer wird, um die Presskraft zu steuern. Versatzwerkzeuge skalieren nicht so elegant, da die Stufengeometrie den Abstand festlegt. Breitere äquivalente Öffnungen bedeuten eine höhere Stufe oder Sonderwerkzeuge. Andernfalls treiben Sie extreme Last in eine enge Geometrie.
Bei diesen Kräften wird die Matrizenverformung real. Lokaler Verschleiß beschleunigt sich. Die Höhe driftet im Laufe der Zeit. Die Arbeitseinsparung durch einen einzigen Hub kann durch Wartung und Nacharbeit verschwinden.
Manchmal sind zwei Hübe einfach klüger. Der erste Biegevorgang mit weiter V‑Öffnung, um das Material zu respektieren. Umdrehen. Der zweite Biegevorgang mit eigener, abgestimmter Einrichtung. Die Zykluszeit kann sich leicht erhöhen. Ausschuss sinkt. Werkzeuglebensdauer verlängert sich. Die Berechnung geht in der Produktion auf, nicht in der Theorie.
Ein ehrgeiziger Hub wirkt effizient.
Zwei kontrollierte Schläge sind es oft tatsächlich.
Übersetzung für die Werkstatt: Bei hochfesten Werkstoffen oder dicken Platten bestätigen Sie, dass der Werkzeugradius die Mindestbiegeanforderungen erfüllt und die Maschinenpresskraft ausreichend Reserven hat. Falls nicht, verbreitern Sie die V‑Öffnung und formen Sie in mehreren Stufen, anstatt beide Biegungen gleichzeitig zu erzwingen.
Versatzwerkzeuge sind leistungsfähig. Aber sie sind nicht universell einsetzbar.
Und zu wissen, wo die Grenze liegt, macht sie aus einem Spezialwerkzeug eine bewusste Produktionsentscheidung.
Sie stehen am Plan mit einer Z‑Biegung und einer Frage im Kopf: Fahre ich das in einem Versatzwerkzeug oder stage ich es in zwei Luftbiegungen?
Gut. Das ist die richtige Frage.
Denn sobald Sie akzeptiert haben, dass Versatzwerkzeuge situationsabhängig – nicht universell – sind, hört die Entscheidung auf, sich um Geschwindigkeit zu drehen, und beginnt, sich um Systemverhalten zu drehen. Versatzwerkzeuge sind starre, einstufige mechanische Systeme. Luftbiegen ist eine anpassbare Geometrie unter einem beweglichen Hammer. Zwei verschiedene physikalische Probleme. Zwei verschiedene Risikoprofile.
Der nicht offensichtliche Teil? Die meisten Einrichtungsfehler werden nicht von schlechten Bedienern verursacht. Sie entstehen durch die Wahl des falschen Systems, bevor das erste Werkzeug eingesetzt wird.
Wie trifft man also die Entscheidung vor der Einrichtung – und nicht erst nach dem ersten fehlerhaften Teil?
Mir ist egal, wie sauber das Werkzeugregal aussieht. Mir geht es um drei Fragen.
1. Hat die Materialfamilie einen vorhersehbaren Rückfederungseffekt beim erforderlichen Radius?
Versatzmatrizen fixieren Radius und Abstand. Wenn Baustahl mit 11 Gauge typischerweise einen Innenradius von etwa 1,5× Materialdicke aufweist und Ihr Werkzeug dazu passt, ist alles gut. Wenn Sie gemischte Coils aus hochfestem und weichem Stahl unter derselben Teilenummer verarbeiten, reagiert Ihre Einstich‑“Form” nun auf zwei unterschiedliche Rückfederungskurven.
Luftbiegen erlaubt es, die Tiefe zu manipulieren, um den Winkel abzustimmen. Versatzbodenpressung tut das nicht.
Wenn die Materialvariationen groß sind, hört die Steifigkeit auf, ein Vorteil zu sein, und wird zum Risiko. So werden Teile still und leise im Ausschusscontainer „bankrott“—Fehler summieren sich, Schlag für Schlag.
2. Wird die Materialdicke streng in Bezug auf die Matrizen‑Spezifikation kontrolliert?
Versatzmatrizen sind dickensensitiv. Ein paar Tausendstel dicker bedeutet höhere Kompression. Ein paar Tausendstel dünner bedeutet unvollständiges Setzen. Beim Luftbiegen gleicht die Tiefe aus. Bei der Versatzbodenpressung ist die Tiefe der Abschluss.
Wenn Ihr Lieferant enge Walzentoleranzen einhält und Sie Einquellenmaterial verwenden, macht Versatz Sinn. Wenn Sie gemischte Schmelzchargen verarbeiten und Schwankungen über das Blech messen, geben Ihnen gestufte Luftbiegungen einen Einstellhebel, den Sie später vermissen werden.
Das erste Bein ist 0. Das heißt, Ihre Referenz ist fest. Dickenabweichungen verschieben beide Biegungen zusammen.
3. Respektiert die Geometrie strenge Abstandsgrenzen?
Versätze näher als etwa das Sechsfache der Materialdicke? Sie kämpfen gegen Freiraum, Werkzeuglebensdauer und Druckspitzen. Kurze Flansche, die in die Matrize fallen können? Sie laden Fehljustierungen ein, es sei denn, Sie ändern die Abfolge oder schneiden nach dem Formen zu.
Aber nichts an dieser Szene ist ein Versagen der Technik.
Es ist Geometrie, die versucht, Platz zu beanspruchen, den das Werkzeug physisch nicht bietet. Und der Hammer wird nicht mit Stahl verhandeln.
Übersetzung für die Werkstatt: Wenn Material konsistent ist, die Dicke kontrolliert wird und der Abstand das Werkzeugvolumen freigibt, wählen Sie die Versatzmatrize. Wenn einer dieser Punkte schwankt, staffeln Sie die Biegungen, damit Sie einen Einstellhebel behalten.
Nehmen wir nun an, alle drei Antworten sprechen für Versatz. Was verbessert sich tatsächlich?
Jede Umdrehung beim gestuften Biegen setzt Ihre Referenz zurück.
Sie formen den ersten Flansch. Sie drehen das Teil. Sie beziehen sich auf eine Fläche, die sich gerade gedehnt, komprimiert und bewegt hat. Sie schlagen die zweite Biegung. Jede Biegung kann innerhalb von ±0,5° liegen, aber diese Fehler summieren sich über die Geometrie. Das ist Toleranz, die wie Zinseszins wirkt. Zwei kleine Winkelabweichungen erzeugen messbare Parallelitätsabweichung über ein Steg.
Die Zykluszeit bläht sich nicht auf, weil Sie langsam sind, sondern weil Sie ein Geometrieproblem in zwei voneinander getrennten Schritten lösen.
Versatzwerkzeuge eliminieren das Umdrehen. Beide Biegungen werden in einem Hub gegen festes Werkzeugstahl geformt. Gleiche Stößelposition. Gleiche Bombierungskurve. Gleicher Tonnagespitzenwert. Wenn das Werkzeug ausgerichtet ist, ist das Winkelverhältnis zwischen den Beinen mechanisch fixiert.
Beachten Sie, was sich geändert hat: Wir haben nicht die Bedienerfähigkeiten verbessert. Wir haben eine Variable entfernt.
Das ist die stille Stärke hier. Nicht Geschwindigkeit. Nicht Bequemlichkeit. Strukturelle Entfernung der Stapelungs‑Möglichkeit.
Natürlich setzt das voraus, dass die Ausrichtung absolut stimmt. Versetzte Matrizen verzeihen Fehlausrichtungen zwischen Stempel und Matrize weniger als eine breite V‑Matrize. Wenn die Stufenhöhe nicht stimmt, sind beide Biegungen gemeinsam falsch. Gleichmäßiger Fehler. Schwerer zu erkennen.
Das bedeutet, die Produktionsstrategie lautet nicht “Einfach in die Versatzmatrize legen und hoffen”. Sie lautet: “Ausrichtung kontrollieren, damit die Steifigkeit für dich arbeitet.”
Übersetzung für die Werkstatt: Wenn die Zeichnung enge Parallelität oder gleiche Schenkelwinkel verlangt und du das Werkzeug genau ausrichten kannst, beseitigt das Biegen in einem Hub das Wenden – und damit das Winkelstapeln.
Warum behandeln Werkstätten Versatzmatrizen also immer noch wie Spezialzubehör?
Weil sich Versatzmatrizen aggressiv anfühlen.
Höhere Tonnage. Engere Geometrie. Keine Feinjustierung während des Hubs. Du schließt eine mechanische Falle und vertraust der Mathematik.
Aber hier kommt der Wandel.
Luftbiegen ist von Natur aus einstellbar. Das macht es nachsichtig – und variabel. Versetztes Bottoming ist konstruktiv starr. Das macht es anspruchsvoll – und wiederholbar.
Wenn dein Teil innerhalb der kontrollierten Materialeigenschaften, mit richtigem Radius, ausreichendem Abstand und Maschinentonnage mit echter Leistungsreserve liegt, dann sollte das Biegen in einem Hub dein Ausgangsstandard für Z‑Biegungen sein. Nicht dein Notfallplan. Nicht dein “Vielleicht”.”
Es wird zum Standard, wenn du fertig bist, auf gestapelte Toleranzen zu wetten.
Das Entscheidungsmodell ist nicht emotional. Es ist strukturell:
Versatzmatrizen sind keine Spezial‑V‑Matrizen.
Sie sind starre Systeme, die entweder zum Teil passen – oder nicht.
Und sobald du beginnst, Z‑Biegungen als mechanische Systeme und nicht als “zwei Winkel in Folge” zu betrachten, hörst du auf zu fragen, Kann ich das in einem Hub umsetzen?
Du beginnst zu fragen, Welches System entfernt die meisten Variablen, bevor der Hammer überhaupt bewegt wird?


















