

Ha le calibri in una mano e il pezzo nell'altra. Il primo braccio è 0.750″. Il secondo braccio è 0.782″. L'offset dovrebbe essere 0.500″; lui legge 0.468″. Così alza il retro della misura di due millesimi, regola la pressione, esegue un altro pezzo. Più vicino. Ancora fuori.
Dopo il quinto aggiustamento, si sta dando la colpa.
Ma nulla di quella scena è un fallimento tecnico. È matematica. E inizia nel momento in cui giri il pezzo.
Stai formando una Z con una matrice V standard. Prima piega verso il basso. Estrai il pezzo. Ruota di 180 gradi. Ricalibra. Seconda piega verso l'alto. Due pieghe ad aria separate, due impostazioni separate, due opportunità separate per la variazione.
La piegatura ad aria significa che l'angolo è controllato dalla profondità. La profondità è controllata dalla posizione del martello. La posizione è influenzata dalla variazione dello spessore del materiale, dalla direzione del grano, dal ritorno elastico e dalla deflessione della macchina. Lo sai già.
Quello che potresti non considerare è questo: quando giri il pezzo, la seconda piega fa riferimento a una superficie che è stata appena creata dalla prima piega. Qualsiasi errore angolare, qualsiasi variazione nella lunghezza della flangia, qualsiasi lieve curvatura diventa la base per la seconda operazione.
Questa non è correzione. Questo è interesse composto.

Facciamo un semplice ipotetico. Stai mantenendo ±0.5° su ogni piega ad aria. È rispettabile. Su una flangia di 1″, 0.5° corrisponde a circa 0.008″ di variazione in altezza. Ora gira il pezzo.
Se la prima piega è aperta di 0.5°, la flangia si trova leggermente alta contro il retro della misura nella seconda impostazione. Ora la profondità della tua seconda piega fa riferimento a un braccio che è già fuori. Se quella piega è anche 0.5° fuori—magari nella direzione opposta—hai accumulato errore angolare più errore di riferimento della misura.
Non hai aggiunto 0.008″ e 0.008″. Li hai composti. E quando la dimensione dell'offset manca di 0.030″, sembra misterioso.
Non lo è.
Ogni giro raddoppia l'opportunità di deviazione. Quando il pezzo “va in bancarotta” nel bidone della spazzatura, non è stato un colpo sbagliato del martello. Sono stati due colpi decenti costruiti su un terreno instabile.
Traduzione per il pavimento della fabbrica: Se devi girare il pezzo, assumi che la tua seconda piega sia costruita su una base imperfetta—quindi smettila di aspettarti che le tolleranze della prima piega si mantengano magicamente attraverso la seconda operazione.
Quindi, se l'accumulo è già presente, cosa ti sta costando oltre al lavoro di rifacimento?

Tempi il lavoro onestamente. Prima piega: inserisci, calibra, colpisci. Estrai. Ruota. Reinserisci. Ricalibra. Colpisci. Estrai di nuovo.
Anche se ogni fase di manipolazione richiede tre secondi, hai aggiunto sei a dieci secondi per pezzo. Su 300 pezzi, sono quasi un'ora di puro movimento—senza valore aggiunto, solo coreografia.
E questo assumendo che non ci siano pezzi di prova.
Ora considera le corse di regolazione. Perché quando il secondo piegamento sposta l'offset, non stai regolando una variabile: stai inseguendo l'interazione tra due. Quindi aumenti la profondità sul secondo piegamento, il che distorce leggermente il primo piede, il che sposta di nuovo il tuo offset complessivo.
Il tempo ciclo aumenta non perché sei lento, ma perché stai risolvendo un problema di geometria in due passaggi disconnessi.
Stai eseguendo due piegamenti ad aria indipendenti e speri che si comportino come un unico evento meccanico.
Perché dovrebbero farlo?
Immagina un set di matrici a gradini progettato in modo che entrambi i piegamenti si formino simultaneamente. Il punzone e la matrice inferiore sono abbinati in modo che il materiale venga catturato e spinto in una geometria fissa in un unico movimento verso il basso del martello. Niente ribaltamento. Nessun secondo riferimento. Nessuna nuova misurazione su un piede piegato.
Entrangi gli angoli avvengono contemporaneamente, bloccati dalla geometria degli attrezzi, non da una stima della profondità.
Questo è ciò che promette “un colpo”: eliminare il secondo setup, eliminare la seconda superficie di riferimento, eliminare la compounding.
Ora ecco perché i negozi esitano. Le matrici offset richiedono punzoni abbinati. Spesso richiedono un fondo, il che significa una tonnellata maggiore rispetto alla piegatura ad aria casuale. Lo spessore deve corrispondere alle specifiche della matrice. L'acciaio inossidabile e l'alluminio hanno ancora bisogno di una tolleranza di sovrapiegatura per il ritorno elastico. Non puoi essere impreciso.
Quindi gli operatori guardano il grafico della forza, guardano la loro routine standard della matrice V e pensano che si tratti di attrezzature speciali per lavori rari.
Ma chiediti: i tuoi errori di piegatura Z sono davvero legati all'abilità manuale - o al tentativo di far comportare due piegamenti ad aria separati come un unico sistema rigido?
Stai fissando il grafico della tonnellata. Acciaio dolce. 10 gauge. La matrice V da 1″ dice che hai bisogno di circa X tonnellate per piede usando la formula standard: P = 650 × S² × L / V.
Hai eseguito quel calcolo mille volte. Funziona - perché assume una cosa: un'unica apertura V, contatto uniforme, piegatura ad aria. Tre punti di contatto. La profondità controlla l'angolo.
Ora inserisci una matrice offset. Cavità a gradini. Punzone abbinato. Due spalle. E stai ancora guardando quella stessa formula come se si applicasse.
È lì che le persone si fanno male - o almeno rimangono sorprese.
Perché una matrice offset non è una matrice V speciale. È una trappola meccanica rigida. E nel momento in cui la tratti come una piegatura ad aria, stai risolvendo il problema fisico sbagliato.
Se un colpo elimina l'impilamento e il ri-riferimento, quali sono quindi i compromessi? Forza. Flessibilità. Sensibilità. Questo è ciò che stiamo per analizzare.
Posiziona un pezzo di 14 gauge su una matrice a gradini e abbassa lentamente il martello in modalità di setup. Guarda attentamente.
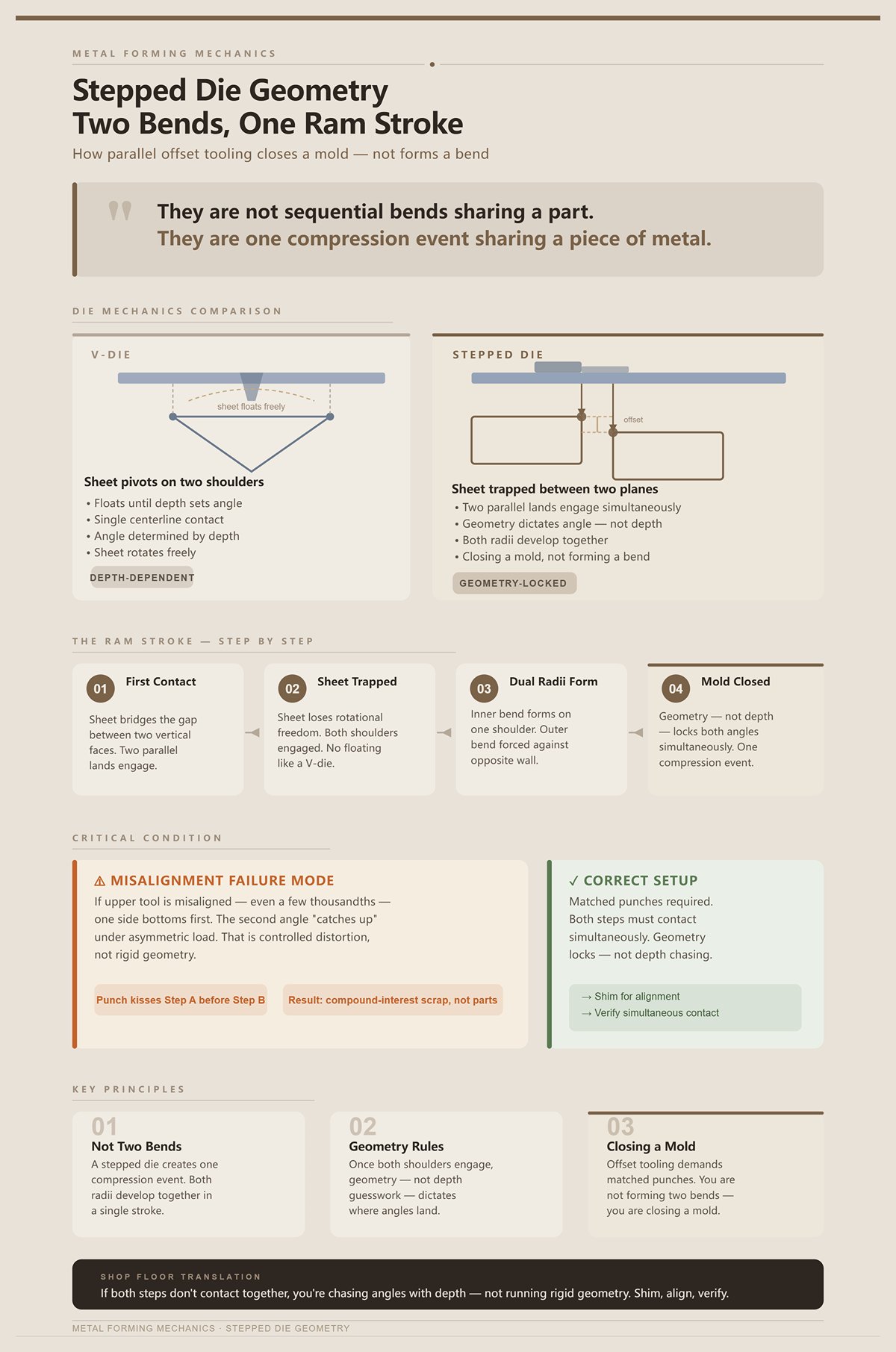
Il primo contatto non avviene su una sola linea centrale come in un V-die. Avviene su due superfici parallele. Il materiale collega un gap tra due facce verticali nel punzone inferiore. La punta del punzone non mira al fondo di una V; sta spingendo il foglio in una tasca con un'altezza di offset fissa.
Man mano che il martello continua a scendere, il foglio non può ruotare liberamente come fa nella piegatura ad aria. È intrappolato tra due piani. La piega interna inizia a formarsi su una spalla mentre la piega esterna è già costretta contro il muro opposto. I due raggi si sviluppano insieme.
Questo è il punto chiave: non sono pieghe sequenziali che condividono una parte. Sono un evento di compressione che condivide un pezzo di metallo.
In un V-die, il foglio ruota attorno a due spalle inferiori e fluttua fino a quando la profondità non determina l'angolo. In un punzone a gradini, il foglio perde quella libertà quasi immediatamente. Una volta che entrambe le spalle si impegnano, la geometria—non una stima della profondità—dettiene dove devono atterrare gli angoli.
Ma solo se il punzone colpisce entrambi i gradini contemporaneamente.
Se il tuo attrezzo superiore è disallineato anche di pochi millesimi, un lato tocca il fondo per primo. Poi il secondo angolo “recupera” sotto un carico asimmetrico. Non è più geometria rigida—è distorsione controllata. Ho visto operatori incolpare il materiale quando il vero problema era il punzone che toccava un gradino prima dell'altro.
È in quel momento che i pezzi iniziano a generare interessi composti e alla fine dichiarano bancarotta nel bidone della spazzatura.
Ecco perché gli attrezzi a offset richiedono punzoni abbinati e una configurazione accurata. Non stai formando due pieghe. Stai chiudendo uno stampo.
Traduzione per il pavimento della fabbrica: Se entrambi i gradini non fanno contatto insieme, non stai utilizzando un sistema rigido—sei tornato a inseguire angoli con la profondità. Shim, allinea e verifica il contatto simultaneo prima di fidarti del risultato.
Quindi, se la geometria blocca entrambi gli angoli contemporaneamente, perché non puoi usare la logica del tonnellaggio della piegatura ad aria per dimensionare il lavoro?
Esegui lo stesso acciaio dolce da 10 gauge in una piegatura ad aria in un V-die da 1". Il foglio tocca in tre punti: due spalle e la punta del punzone. Il centro del foglio non vede mai il contatto completo con la faccia dello stampo. Stai piegando, non schiacciando.
Ora prendi un punzone a gradini stretto—diciamo un gradino da 0,375". Quella cavità inferiore è stretta. Il materiale è spinto completamente nel profilo dello stampo. L'area di contatto aumenta drasticamente man mano che il martello completa il colpo. Non sei più in piegatura a tre punti. Stai schiacciando in una forma fissa.
Questo cambia tutto riguardo alla forza.
La formula standard assume una resistenza alla trazione di circa 450 N/mm² e una geometria V uniforme. Non tiene conto dei raggi doppi che si formano simultaneamente, né della compressione localizzata agli angoli del gradino. Altezze di gradino più piccole significano raggi più stretti. Raggi più stretti spostano l'asse neutro verso l'interno e aumentano lo stress localizzato.
Ecco perché a volte vedrai una forza di picco di 20–50% più alta su un offset stretto rispetto a quanto previsto dal grafico del V-die—anche se il pezzo “sembra piccolo”.”
Gli operatori pensano: “È un piccolo Z. Dovrebbe essere facile.” Poi il misuratore di tonnellaggio salta.
Perché non stai piegando attraverso una larga V. Stai comprimendo il materiale in due angoli ristretti contemporaneamente.
Ecco il tranello: il tonnellaggio totale per piede potrebbe ancora essere inferiore a un lavoro con un'apertura V grande, ma la forza di picco al momento del bottoming è più alta e acuta. Se dimensioni il lavoro basandoti sulla matematica della piegatura ad aria, rischi di sottoformare—o di sovraccaricare la configurazione.
Fisica diversa. Contatto diverso. Mappa dello stress diversa.
Questo non è più un angolo controllato in profondità. È una geometria controllata da matrice sotto compressione.
Traduzione per il pavimento della fabbrica: Smetti di usare i grafici di piegatura ad aria con matrice a V per gli offset. Controlla il tonnellaggio di fondo per l'altezza del passo specifico e il materiale, e aspettati una forza di picco più alta su offset stretti, anche quando il pezzo sembra piccolo.
Se stiamo piegando in una geometria fissa, però, da dove origina realmente il secondo angolo? È la matrice a crearla, o c'è qualcos'altro che accade all'interno del metallo?
| Sezione | Contenuto |
|---|---|
| Titolo | Piegatura a fondo vs. Piegatura ad aria: Perché i profili di offset richiedono un modello fisico completamente diverso |
| Scenario di piegatura ad aria | Esegui lo stesso acciaio dolce da 10 gauge in una piegatura ad aria in un V-die da 1". Il foglio tocca in tre punti: due spalle e la punta del punzone. Il centro del foglio non vede mai il contatto completo con la faccia dello stampo. Stai piegando, non schiacciando. |
| Scenario di matrice per offset | Prendi una matrice per offset stretta, diciamo un passo di 0,375″. La cavità inferiore è stretta. Il materiale viene spinto completamente nel profilo della matrice. L'area di contatto aumenta drasticamente man mano che il martello completa la corsa. Non sei più in piegatura a tre punti. Stai piegando in una forma fissa. |
| Implicazioni della forza | Questo cambia tutto riguardo alla forza. |
| Limitazione della formula standard | La formula standard assume una resistenza alla trazione di circa 450 N/mm² e una geometria a V uniforme. Non tiene conto della formazione simultanea di raggi doppi, né della compressione localizzata agli angoli del passo. |
| Comportamento dello stress | Altezze di passo più piccole significano raggi più stretti. Raggi più stretti spostano l'asse neutro verso l'interno e aumentano lo stress localizzato. |
| Realtà della forza di picco | Potresti vedere una forza di picco superiore di 20–50% su un offset stretto rispetto a quanto previsto dal grafico della matrice a V, anche se il pezzo sembra piccolo. |
| Assunzione dell'operatore | Gli operatori pensano: “È un piccolo Z. Dovrebbe essere facile.” Poi il misuratore di tonnellaggio salta. |
| Causa principale | Non stai piegando attraverso una V ampia. Stai comprimendo il materiale in due angoli ristretti contemporaneamente. |
| Rischio nascosto | Il tonnellaggio totale per piede potrebbe comunque essere inferiore a un lavoro con apertura V grande, ma la forza di picco al fondo è più alta e acuta. Dimensionare il lavoro sulla matematica della piegatura ad aria rischia di formare in modo insufficiente o sovraccaricare l'impostazione. |
| Differenza fisica | Fisica diversa. Contatto diverso. Mappa dello stress diversa. |
| Classificazione del processo | Questo non è più un angolo controllato in profondità. È una geometria controllata da matrice sotto compressione. |
| Traduzione del piano di lavoro | Smetti di utilizzare i grafici di piegatura ad aria con matrice V per gli offset. Controlla il tonnellaggio di fondo per l'altezza del passo specifico e il materiale. Aspettati una forza di picco più alta su offset stretti, anche quando il pezzo sembra piccolo. |
| Domanda aperta | Se stiamo comprimendo in una geometria fissa, da dove origina effettivamente il secondo angolo? È la matrice a crearlo, oppure c'è qualcos'altro che accade all'interno del metallo? |
Immagina una vista a sezione trasversale nella tua testa.
Mentre il punzone scende, la piega interna si forma per prima perché ha il raggio efficace più piccolo. La gamba esterna è ancora relativamente piatta. Poi il materiale tra i due passi inizia a comprimersi longitudinalmente. Non ha dove andare se non nella curvatura.
Il secondo angolo non appare magicamente perché la matrice ha due angoli. Si sviluppa perché il web centrale dell'offset viene accorciato sotto compressione mentre entrambe le gambe sono vincolate da pareti verticali.
Quel vincolo è tutto.
Nella piegatura ad aria, le fibre esterne si allungano e le fibre interne si comprimono attorno a un unico asse neutro. In una matrice offset, stai creando due zone di piegatura separate da un breve web. Quel web è costretto a prendere forma mentre le gambe si appoggiano contro i loro rispettivi piani. Il secondo angolo nasce dal web intrappolato e accorciato tra due confini fissi.
Se lo spessore del materiale varia, quella lunghezza del web cambia. Se il punzone contatta un passo per primo, il web si deforma in modo asimmetrico prima della compressione completa. Ecco perché la tolleranza di spessore conta di più qui rispetto alla piegatura ad aria casuale.
Questo è anche il motivo per cui le matrici offset sembrano “rigide”. Lo sono. La geometria è predeterminata. Se il tuo materiale devia troppo, il sistema non si adatta, ma resiste.
E quella rigidità è l'intero punto. Elimina l'accumulo di tolleranza perché entrambi gli angoli e l'altezza dell'offset esistono nello stesso evento meccanico sotto lo stesso colpo del martello.
Una compressione. Due pieghe. Nessun ri-riferimento.
Il prezzo è che hai abbandonato la natura permissiva della piegatura ad aria. Ora stai utilizzando uno stampo fisso sotto carico.
Quindi la prossima domanda non è se le matrici offset eliminano l'accumulo: lo fanno. La vera domanda è come calcolare e controllare quell'evento di compressione senza mentire a te stesso con la matematica della matrice V.
Qualche anno fa abbiamo quotato un lavoro: acciaio dolce da 10 gauge, offset di 0,375″, lungo 4 piedi. L'operatore ha preso il grafico di piegatura ad aria, ha eseguito la formula standard, ha calcolato approssimativamente cosa avrebbe richiesto quella matrice V da 1″ e ha aggiunto il solito 4× per il fondo. La macchina ha detto che eravamo al sicuro.
Al primo colpo, il martello è sceso, il misuratore di tonnellaggio è schizzato più forte del previsto e lo strumento superiore si è flesso a sufficienza da lasciare una linea di testimone su entrambi i passi.
Ma nulla di quella scena è un fallimento tecnico.
Era matematica. Modello sbagliato, moltiplicatore sbagliato.
Le tabelle di piegatura standard assumono un contatto a tre punti in un'apertura a V. Anche quando ti dicono di moltiplicare per quattro per il fondo, stanno ancora pensando a una singola linea di piega che collassa in una V. Gli utensili offset sono due raggi che si formano simultaneamente all'interno di una cavità confinata. L'area di contatto aumenta rapidamente alla fine della corsa, e lo stress non è distribuito su una V ampia: è concentrato in due angoli a gradino e in una rete compressa.
Se calcoli il tonnellaggio offset come una piega ad angolo di 90 gradi, stai sottovalutando la forza con un moltiplicatore che non è lineare e non è opzionale. Quindi mettiamo dei numeri.
Prendi quel stesso acciaio dolce da 10 gauge.
Piegando ad aria in una V da 1", utilizzi la formula comune: Tonnellaggio per piede ≈ 650 × (S² / V)
Sai come funziona. Quadrato lo spessore, divido per l'apertura dello stampo, moltiplico per la lunghezza. Funziona perché il foglio tocca solo in tre punti. Il centro è in aria.
Ora passa a uno stampo offset standard con un fattore di utensile pubblicato a 5.0 per offset tipici—e fino a 10.0 per combinazioni più strette o più spesse. Non è un errore di arrotondamento. È un animale diverso.
Se il tuo calcolo di piega ad aria ti ha dato 20 tonnellate totali, un fattore di offset di 5× ti porta a 100 tonnellate. Se il lavoro si sposta su materiale più spesso e il fattore sale a 10×, ti trovi di fronte a 200 tonnellate. Stesso materiale. Stessa lunghezza. Profilo di forza completamente diverso.
Perché il salto?
Perché nella piegatura ad aria, la forza aumenta gradualmente mentre il martello scende. Nella piegatura offset, la forza aumenta bruscamente alla fine della corsa mentre il materiale viene spinto completamente in due angoli opposti e la rete tra di essi si accorcia sotto compressione. Non stai solo superando la resistenza alla trazione: stai comprimendo plasticamente e intrappolando il materiale tra pareti fisse.
Il moltiplicatore non è “esponenziale” nel senso matematico. È a gradini e dipendente dallo spessore. Piccoli offset in fogli sottili potrebbero aggirarsi attorno a 5×. Passi stretti in stock più spessi possono arrivare a 8× o 10×. Quel salto non lineare è il motivo per cui il consiglio generico di fondo—“basta moltiplicare il tonnellaggio della piega ad aria per quattro”—è incompleto per gli offset. Quattro ti porta nel quartiere di una singola piega a 90. Ti lascia corto per un sistema di compressione a doppio raggio.
Se perdi di vista questo, il bidone degli scarti non si riempie prima con pezzi difettosi. Si riempie con utensili incrinati.
Traduzione per il pavimento della fabbrica: Prendi il tuo tonnellaggio normale di piega ad aria, poi applica il fattore di utensile offset (5× come base, più alto per passi più spessi o più stretti). Se la valutazione della macchina non supera comodamente quel numero, non farla funzionare.
Quindi, se la forza scala con lo spessore e la strettezza del passo, quale dimensione controlla effettivamente quanto violento diventa quell'evento di compressione?
Prendi un catalogo di stampi offset e guarda come lo elencano: altezza del passo, profondità della gola, a volte intervallo di spessore raccomandato. Ciò che è nascosto in caratteri piccoli è la relazione tra l'altezza del passo e lo spessore del materiale.
Esegui materiale da 0.125″ in un passo da 0.250″. Hai spazio. La rete tra le pieghe è abbastanza lunga da formarsi senza accorciamenti estremi. Ora prova materiale da 0.187″ in quel stesso passo da 0.250″. La rete è appena più lunga dello spessore stesso. Quando il martello si chiude, quella sezione centrale ha quasi ovunque da andare se non in compressione severa.
È allora che il tonnellaggio aumenta oltre quanto previsto dalla tua regola “5×”.
Man mano che lo spessore si avvicina all'altezza del passo, stai aumentando la percentuale di materiale che deve comprimersi plasticamente piuttosto che semplicemente piegarsi. L'asse neutro si sposta, i raggi interni si stringono e l'area di contatto contro le pareti verticali cresce prima nella corsa. La forza aumenta più rapidamente e raggiunge picchi più elevati.
Ecco dove gli operatori vengono colti di sorpresa: due lavori con la stessa dimensione di offset possono richiedere tonnellate radicalmente diverse perché uno è di 14 gauge e l'altro è di 10 gauge. L'offset sembra identico sulla stampa. La fisica della compressione non lo è.
Questo è anche il punto in cui si entra nel territorio degli attrezzi personalizzati. Se il lavoro richiede un'altezza del gradino appena superiore allo spessore, sei al di fuori delle gamme standard confortevoli. Attrezzature speciali, valutazioni di tonnellaggio più elevate e pochissima tolleranza.
Ignora quella relazione e stai fondamentalmente accumulando rischio come un interesse: ogni aumento dello spessore aggiunge una maggiore domanda di compressione fino a quando il pezzo va in bancarotta nel bidone degli scarti.
Traduzione per il pavimento della fabbrica: Non limitarti a abbinare la dimensione dell'offset sulla stampa. Controlla che l'altezza del gradino sia comodamente superiore allo spessore del materiale, oppure aspettati un forte aumento del tonnellaggio oltre il moltiplicatore di offset di base.
Ma quanto puoi davvero spingere quel gradino prima di non formare più—stai tagliando?
Immagina un foglio spesso 0.125″ che entra in un gradino di 0.130″.
Sulla carta, si adatta. In realtà, hai lasciato quasi nessuno spazio per il flusso del materiale. Man mano che il martello si abbassa, le facce verticali del punzone e del punzone si avvicinano al territorio di tolleranza da taglio. Invece di una deformazione plastica controllata, stai forzando il metallo contro pareti quasi parallele con una minima via di fuga.
È allora che vedi linee lucide e lucidate agli angoli. Non sono smagliature—è lucidatura da compressione. Spingi più forte e otterrai crepe lungo l'interno del gradino perché il materiale non può redistribuire lo sforzo; viene pizzicato.
A un certo punto, un punzone di offset smette di comportarsi come uno strumento di formatura e inizia a comportarsi come una cesoia molto smussata. Più è stretto il gioco rispetto allo spessore, più sei vicino a quella linea.
Non esiste un numero universale perché la resistenza del materiale, il design del raggio e la finitura del punzone contano tutti. Ma il meccanismo è coerente: quando il gioco si avvicina allo spessore del foglio senza alcun margine per il flusso, il tonnellaggio aumenta bruscamente e il rischio di danni cresce. Questo non è un “margine di sicurezza extra”. È un problema di geometria.
Quindi, quando calcoli il tonnellaggio per gli offset, non stai solo chiedendo: “Quanta forza serve per piegare questo?” Stai chiedendo: “Quanta forza serve per comprimere e intrappolare questo senza attraversare le condizioni di taglio?”
Questa è una domanda diversa rispetto a qualsiasi tabella di punzoni V sia stata costruita per rispondere.
Traduzione per il pavimento della fabbrica: Mantieni un gioco significativo tra lo spessore del materiale e la geometria del gradino. Se il gradino è solo pochi millesimi più grande dello spessore, aspettati un comportamento simile a quello di una cesoia e un tonnellaggio estremo—ritirati o ridisegna prima di abbassare il martello.**
E una volta che accetti che la matematica è guidata da moltiplicatori, sensibile allo spessore e critica per il gioco, il problema successivo non è più teoria—è come la macchina stessa deve essere impostata per sopravvivere a quell'evento di compressione.
L'anno scorso ho visto un freno da 135 tonnellate cercare di formare un offset di 0.375″ in 10 gauge su 6 piedi. La matematica della piegatura ad aria diceva che era confortevole. Il martello ha colpito, il misuratore di carico è saltato oltre 110 tonnellate a metà strada, e quando è arrivato in fondo la macchina stava flirtando con il suo limite. Gli angoli erano perfetti. La macchina non lo era.
Questa è la domanda che stai realmente ponendo: come imposti e valuti il freno affinché il picco di compressione non punisca il ferro?
La prima gamba è 0.
Con un punzone di offset, la profondità non è una fluttuazione. È la dimensione. Nella piegatura ad aria, 0.010″ di regolazione del ram potrebbe farti oscillare di mezzo grado e tu ritagli da lì. In un offset a geometria fissa, 0.010″ è la differenza tra “entrambi i raggi completamente seduti” e “un raggio parzialmente formato mentre l'altro sta schiacciando”. Non stai cercando l'angolo. Stai chiudendo un sistema meccanico fino a quando non si ferma.
Ecco il meccanismo. Il punzone entra, contatta entrambe le linee di piegatura e, mentre il martello continua a scendere, il materiale viene forzato in due raggi mentre il web tra di essi si accorcia in compressione. La forza aumenta lentamente, poi impennata quando entrambi i raggi contattano le loro pareti verticali. Quell'impennata avviene negli ultimi millesimi. Se l'altezza di chiusura è stimata, non impostata, si avrà o una sotto-formatura (due angoli morbidi) o un sovra-pressione nel territorio di taglio.
Quindi la configurazione inizia all'indietro rispetto alla piegatura ad aria:
Se tratti la profondità come un suggerimento, la tolleranza si accumula come un interesse composto—ogni millesimo aggiunge domanda di compressione fino a quando il pezzo va in bancarotta nel bidone della spazzatura.
Traduzione per il pavimento della fabbrica: Valuta il lavoro a 5×–10× il tonnellaggio della piegatura ad aria, verifica che il freno possa sostenerlo lungo tutta la lunghezza e imposta la profondità del ram per la chiusura completa dello stampo—non oltre. Stai chiudendo uno stampo, non sintonizzando un angolo.
Ora che la posizione del martello è non negoziabile, da quale bordo stai anche facendo riferimento?
Immagina un flangia da 1″ che si inserisce in un offset di 0.500″. L'operatore misura dal bordo esterno, esegue la corsa e la dimensione dell'offset deriva ±0.015″ tra i pezzi. I controlli di ripetibilità della macchina sono a posto. Gli attrezzi sono solidi. Quindi cosa si è mosso?
Il bordo di riferimento.
Durante la formatura dell'offset, il web tra le pieghe si accorcia sotto compressione. Non elasticamente—plasticamente. Il materiale si accorcia fisicamente tra quelle due linee di piegatura. Se hai misurato dal bordo esterno della flangia, quel bordo non è più nella stessa relazione spaziale con la seconda linea di piegatura una volta che avviene la compressione.
In un mondo di ribaltamento e ripiegatura, daresti la colpa alla tecnica. Ma nulla di quella scena è un fallimento della tecnica. È geometria.
Per offset critici, misura dalla caratteristica che non si muove sotto compressione—di solito la posizione della prima linea di piegatura o un dato pre-tagliato. Sugli offset a bordo (pensa agli stampi che avvertono contro la formatura entro 1″ dai bordi del foglio), la diffusione al bordo non supportato esagera questo spostamento. Ecco perché esistono leader di supporto su alcuni stampi di offset: trattengono la diffusione laterale in modo che il tuo riferimento non si sposti.
Gli attrezzi di offset in stile a molla complicano ulteriormente questo. Perché mantengono il foglio più orizzontale e riducono la spinta, i grandi fogli non si inclinano tanto—ma questo significa anche che le dita del retroguida devono supportare costantemente lungo la larghezza. Qualsiasi inclinazione durante l'approccio cambia la distanza di misura effettiva prima che il martello tocchi il metallo.
Quindi la regola diventa semplice e rigorosa: misura da un dato che sopravvive alla compressione e supporta il foglio in modo che non possa ruotare sotto il carico di approccio.
Traduzione per il pavimento della fabbrica: Non misurare dal bordo libero di un offset. Misura dalla linea di piegatura o da un dato stabile, e supporta il foglio in modo che la compressione non possa spostare il tuo riferimento prima di arrivare in fondo.
Se la profondità è fissa e il riferimento è stabile, cosa fai quando l'angolo è ancora errato?
Ho visto persone scivolare shim da 0.005″ dietro blocchi di offset reversibili per “regolare” l'angolo. Funziona—fino a quando non funziona più.
Ecco perché. In alcuni sistemi di offset regolabili, i blocchi rotanti cambiano il raggio e le shim modificano la profondità effettiva. Ma ogni shim cambia la relazione tra il naso del punzone, l'altezza del gradino e le pareti verticali. Non stai più chiudendo una geometria progettata; ne stai inventando una.
Poiché l'altezza del gradino è la dimensione della rete, anche una shim di 0,005″ altera effettivamente quanto compressione la rete deve assorbire prima che entrambi i raggi si posizionino. Questo sposta il picco di forza. In un lavoro con tolleranze strette, quella piccola shim può spingerti da una formazione completa a un contatto quasi da taglio su un lato per primo. Ora un raggio si ferma prima dell'altro e hai reintrodotto proprio quella tolleranza accumulata che gli utensili offset avrebbero dovuto eliminare.
Se l'angolo è errato:
Più tratti le shim come condimenti, più il tuo setup si allontana dal comportamento a geometria fissa verso il caos personalizzato. E il caos è costoso.
Traduzione per il pavimento della fabbrica: Fissa prima la profondità e le variabili del materiale. Shim solo come un aggiustamento di geometria controllato—e comprendi che stai cambiando la compressione, non solo l'angolo.
Se la shim modifica la compressione, cosa succede quando il pezzo è lungo 8 piedi?
Esegui un offset di 96″ in acciaio da 7 gauge e osserva il misuratore di carico. Il picco non si distribuisce uniformemente come una piegatura ad aria con un die a V largo. Si concentra dove entrambi i raggi contattano più forte—di solito prima al centro mentre il letto si deflette.
La piegatura ad aria tollera un po' di deflessione perché l'angolo fluttua con la profondità. Gli offset non lo fanno. Se il letto si abbassa di 0,010″ al centro, quel centro potrebbe non posizionarsi completamente mentre le estremità sì—o viceversa, a seconda del coronamento. Ricorda: la profondità è la dimensione.
La logica standard del coronamento si applica ancora—controbilancia la deflessione del letto per ottenere una penetrazione uniforme—ma il tuo margine è più sottile. Poiché la forza aumenta al fondo, hai bisogno di un coronamento impostato in modo che la chiusura completa avvenga simultaneamente lungo la lunghezza. Troppo poco coronamento e il centro si forma in modo insufficiente. Troppo e il centro si comprime eccessivamente per primo, aumentando localmente il tonnellaggio.
Gli utensili a molla riducono la spinta laterale, il che aiuta con fogli grandi, ma non elimina la deflessione verticale. Il martello vede comunque lo stesso evento di compressione quando entrambi i raggi si posizionano.
Quindi per offset lunghi:
Perché una volta che inizi a lavorare, non c'è un colpo di “ritocco angolare” che ti salvi.
Se sbagli, i pezzi non si allontaneranno graziosamente dalle specifiche. Appariranno a posto alle estremità e ti inganneranno nel mezzo—fino a quando non arriva l'assemblaggio.
Traduzione per il pavimento della fabbrica: Corona per il carico di picco offset, non numeri di piegatura ad aria, e verifica la chiusura a lunghezza intera prima della produzione. Gli offset richiedono un fondo uniforme su tutto il letto.
La profondità è fissa. Il riferimento deve essere stabile. Le spessori cambiano la compressione. La corona deve corrispondere al carico di picco.
Ignora anche solo uno di questi, e la sezione successiva non riguarderà la messa a punto.
Riguarderà i modelli di guasto.
L'inverno scorso abbiamo eseguito un offset di 0,375″ in acciaio dolce da 10 gauge, lungo 72″. Il grafico del tonnellaggio diceva che eravamo al sicuro. La profondità era impostata. La corona era impostata per il picco calcolato. I primi tre pezzi sembravano puliti.
Il quarto pezzo è uscito con una rete ondulata al centro, una gamba che leggeva 89,2°, l'altra 90,1°, e una crepa sottile che iniziava dal raggio interno sulla gamba più stretta.
Non si tratta di tre difetti non correlati. È un malinteso di impostazione che si esprime in tre modi diversi.
Quando sovrastimi il tonnellaggio, sovrapponi la profondità o ti riferisci a qualcosa che si muove, gli offset non si spostano come le piegature ad aria. Falliscono strutturalmente. La rete si piega. Un raggio si posiziona prima dell'altro. Oppure il materiale semplicemente cede perché lo hai costretto oltre il suo raggio interno minimo. Questo è ciò che accade quando tratti un sistema meccanico rigido a colpo singolo come un V-die indulgente.
Analizziamo i tre modelli che vedrai effettivamente sul pavimento.
Prendi un offset di 0,500″ in 0,1345″ (10 gauge) su 60″. La rete tra le piegature è alta solo circa mezzo pollice. Durante la chiusura completa, entrambi i raggi si comprimono verso l'interno mentre le pareti verticali della matrice intrappolano le gambe. Quella rete non è solo “in viaggio”. È una colonna di compressione compressa da entrambi i lati.
Se la tua stima del tonnellaggio proveniva da calcoli di piegatura ad aria—P = 650 × S² × L / V—hai già sbagliato. Gli utensili offset funzionano regolarmente a 5× o 10× il tonnellaggio della piegatura ad aria perché stai comprimendo due piegature simultaneamente con una quasi assenza di spazio al sedile. Quella forza non si distribuisce come un ampio V. Aumenta quando entrambi i raggi si toccano.
Ora aggiungi un altro errore: corona insufficiente su un pezzo lungo. Il letto si abbassa di 0,010″ al centro. Le estremità si posizionano per prime. Il centro è ancora in movimento quando il martello è già alla profondità programmata. La rete al centro subisce compressione laterale prima del completo posizionamento. Le reti sottili sotto compressione non si deformano educatamente. Si piegano.
Vedrai una sottile curva a S lungo la rete, di solito a metà lunghezza. L'angolo potrebbe ancora leggere “vicino” alle estremità. Ma la rete dice la verità.
Ma nulla di quella scena è un fallimento tecnico. È instabilità della colonna causata da un posizionamento irregolare in un evento ad alta compressione.
La soluzione non è “rallentare” o “aumentare la profondità”. È strutturale:
Se non lo fai, quella lamina andrà in bancarotta nel bidone della spazzatura molto prima che il tuo misuratore d'angolo si lamenti.
Traduzione per il pavimento della fabbrica: Se la lamina ondeggia, hai supportato o coronato in modo insufficiente un sistema ad alta compressione. Aumenta la corona per abbinare il tonnellaggio di offset reale e conferma che entrambi i raggi si adattino contemporaneamente.
E se la lamina sembra a posto, ma una gamba continua a deviare in modo diverso dall'altra?
Immagina un offset di 0,250″ in acciaio inossidabile, 14 gauge. Hai raggiunto la profondità. Entrambi i raggi sembrano a posto. Rilasci il martello. Una gamba torna indietro di 1°. L'altra solo 0,3°.
Gli operatori iniziano a inseguire l'angolo con spessori.
Ecco cosa sta realmente accadendo.
Nell'utensileria a offset, le due pieghe non sono indipendenti. Condividono una lamina compressa. Se un raggio tocca per primo—per via di uno spessore di 0,005″, una leggera variazione di spessore o uno spostamento di riferimento—la prima piega raggiunge il fondo vero mentre la seconda è ancora caricata elasticamente.
Quando apri l'utensile, la piega che si adatta più tardi rilascia più energia immagazzinata. Storie di deformazione diverse. Ritorno diverso.
La piegatura ad aria tollera questo perché l'angolo fluttua con la profondità. Gli offset non fluttuano. Intrappolano.
I moderni controlli CNC possono compensare per angoli disuguali in colpi separati. Va bene per lavori a due colpi. Ma in un offset a colpo singolo, il controllo non può cambiare il fatto che un lato sia andato a fondo più duramente dell'altro. La geometria è già impostata quando il martello si chiude.
Puoi misurarlo. Usa un colorante blu per layout sui raggi. Fai un colpo di prova lento. Se un lato mostra una cancellazione completa prima dell'altro, hai un adattamento asimmetrico. Questo è il tuo colpevole—non “acciaio inossidabile cattivo.”
Il percorso di correzione è disciplinato:
Altrimenti, stai accumulando micro-differenze come interessi fino a quando il pezzo va in bancarotta nel bidone della spazzatura.
Traduzione per il pavimento della fabbrica: Il ritorno disuguale significa adattamento disuguale. Risolvi prima spessore, profondità e simmetria—non inseguire una gamba con spessori casuali.
Quindi, cosa succede quando fai tutto “uniforme”, e il pezzo si rompe ancora?
Un negozio ha provato a far passare alluminio da 2 mm attraverso uno stampo offset con un raggio interno efficace di 0,5 mm. Sembrava affilato. Al cliente piacevano gli offset stretti.
Il primo lotto si è diviso lungo l'interno della curva più stretta.
L'alluminio non è acciaio dolce. Una regola comune per l'acciaio al carbonio è che il raggio interno minimo è ≈ 1× a 1,5× lo spessore del materiale, a seconda del grado. L'alluminio spesso necessita di raggi più grandi—talvolta 1,5× a 2× lo spessore—soprattutto nelle tempere più dure.
Nella piegatura ad aria, puoi barare un po' perché il raggio si forma naturalmente in funzione dell'apertura V. Nella piegatura offset, la punta del punzone e la spalla dello stampo definiscono il raggio. Stai costringendo il materiale a quella geometria a piena compressione.
Ricorda: stai chiudendo uno stampo, non sintonizzando un angolo.
Se il raggio dello strumento è più piccolo del raggio minimo sicuro del materiale, la deformazione alla fibra interna supera i limiti di allungamento. Con due pieghe che avvengono contemporaneamente, la deformazione si localizza più rapidamente. Aggiungi il moltiplicatore di tonnellaggio di cui abbiamo già discusso, e non stai flirtando con la frattura—la stai programmando.
Segni diagnostici:
La soluzione non è “meno profondità”. Meno profondità significa solo seduta incompleta e altezza incoerente. La soluzione è abbinare il raggio dello strumento alla capacità del materiale. Questo potrebbe significare stampi offset diversi per alluminio rispetto all'acciaio allo stesso spessore.
Trattare tutti i materiali come acciaio dolce è il modo in cui i pezzi vanno silenziosamente in bancarotta nel bidone della spazzatura mentre dai la colpa all'operatore.
Traduzione per il pavimento della fabbrica: Se si crepa, il raggio del tuo strumento è troppo stretto per quel materiale. Cambia il raggio o cambia le specifiche—non ridurre la profondità e fingere che sia risolto.
Abbiamo visto cosa si rompe quando si ignorano le leggi fisiche degli offset. La domanda più difficile è questa: quando la geometria stessa rende gli offset la scelta sbagliata del tutto?
Ora sei convinto che la formatura offset sia compressione strutturale, non finezza.
Bene.
Quindi quando quella stessa rigidità diventa una responsabilità invece di un vantaggio?
Ecco la linea: quando la geometria del pezzo o il comportamento del materiale richiedono flessibilità a metà corsa, e lo stampo offset non ne ha da offrire. Ricorda, questo è un sistema meccanico chiuso. La profondità del passo, i raggi e gli spazi sono congelati nell'acciaio. Il martello scende e la geometria viene decisa in un colpo solo. Se il pezzo ha bisogno di aggiustamenti tra le pieghe—comportamento della flangia diverso, cambiamento del ritorno elastico, tonnellaggio variabile—uno stampo offset non può negoziare.
Imponendo.
E imporre la geometria sbagliata è il modo in cui i buoni pezzi iniziano silenziosamente a accumulare errori come interessi fino a andare in bancarotta nel bidone della spazzatura.
Gli stampi offset assumono simmetria. Gambe uguali. Leva uguale. Momenti di ritorno uguali attraverso un web condiviso.
Ora immagina una Z in cui una flangia è lunga 3 pollici e l'altra è lunga 0,75 pollice.
La flangia lunga si comporta come una barra a molla. La flangia corta si comporta come un moncone. Quando il martello si chiude, entrambe le pieghe si completano contemporaneamente, ma non immagazzinano o rilasciano energia allo stesso modo. La gamba più lunga amplifica il momento di ritorno. La gamba più corta si muove a malapena. Rilasci, e il web si torce microscopicamente perché l'energia immagazzinata non era bilanciata.
Nella piegatura ad aria a stadi, colpirai prima la flangia lunga, compenserai, poi formerai il lato corto con la sua strategia di profondità. Due problemi indipendenti. Due soluzioni sintonizzate.
Gli utensili offset li fondono in uno solo.
Potresti comunque eseguirlo? A volte. Se le tolleranze sono ampie e il materiale è indulgente. Ma quando il disegno richiede una parallellismo stretto tra gambe disuguali, hai rimosso la tua unica leva di regolazione. Non c'è sovrapiegatura selettiva. Nessun bias di profondità. Lo stampo non si preoccupa che una flangia stia facendo più lavoro dell'altra.
Non è un problema di impostazione. È la geometria che combatte lo strumento.
Traduzione per il pavimento della fabbrica: Se una flangia è significativamente più lunga dell'altra e la tolleranza è stretta, non forzarla in un offset a colpo singolo. Forma prima la flangia dominante, sintonizzala, poi colpisci la seconda piega separatamente.
E se le gambe sono uguali, ma il passo stesso è profondo?
Ogni punzone offset ha una profondità della gola e uno spazio per la spalla. Questa è l'involucro fisico che il metallo deve occupare mentre il martello si chiude.
Quando la tua profondità di offset specificata si avvicina a quella dimensione della gola, due cose accadono rapidamente.
Innanzitutto, le facce interne delle flangie di formazione possono contattare il corpo del punzone prima di una completa seduta. Questo è un arresto meccanico duro, non un limite di tonnellaggio morbido. In secondo luogo, la forza richiesta aumenta perché ora stai comprimendo il materiale in un angolo ristretto con quasi nessun rilascio laterale. Il tonnellaggio raddoppia rispetto a un colpo singolo a V, e molti negozi già dimensionano il loro freno per lavori a piega singola.
Un freno da 100 tonnellate comodo nella piegatura ad aria può improvvisamente necessitare di 180 o più in un fondo offset sulla stessa spessore. Se la macchina non ha spazio, il martello ci prova comunque. La deflessione aumenta. La parallellismo deriva. Entrambe le pieghe escono insieme.
Ecco la trappola: poiché entrambe le pieghe si spostano in modo identico, il pezzo può sembrare “uniforme” mentre è dimensionalmente errato. La disallineamento in un processo a due colpi si manifesta come differenza. In un offset, si manifesta come errore uniforme.
Questo è più difficile da diagnosticare.
Se la tua profondità del passo è così grande che le gambe formate quasi si toccano il corpo del punzone a pieno colpo, sei oltre la geometria sicura di quello strumento. Nessuna quantità di curvatura o shim cambia l'involucro d'acciaio in cui stai lavorando.
Traduzione per il pavimento della fabbrica: Misura la gola del punzone e confrontala con la tua profondità di offset richiesta più lo spessore del materiale. Se il margine di clearance è marginale o il tonnellaggio della macchina è vicino al limite, esegui come due colpi controllati invece di un colpo ambizioso.
Il che ci porta al materiale.
L'acciaio ad alta resistenza non si allunga come quello dolce. La piastra spessa non perdona errori di raggio. Entrambi richiedono raggi interni più grandi e maggiore forza.
Le matrici offset bloccano il raggio e la spaziatura al momento della progettazione.
Nella piegatura ad aria, puoi allargare l'apertura a V per ridurre il tonnellaggio e lasciare che il raggio cresca naturalmente. Nella piegatura offset, il naso del punzone e la spalla della matrice decidono il raggio, che il materiale lo gradisca o meno. Se l'acciaio necessita di un raggio interno di 1,5× spessore e il tuo attrezzo offset è affilato più stretto, stai forzando la deformazione oltre il limite di snervamento attraverso due pieghe simultaneamente.
Questa non è efficienza. Questa è concentrazione di deformazione.
Ora aggiungi spessore. Le linee guida standard spingono l'apertura a V a 8–12× lo spessore del materiale man mano che la piastra diventa più pesante per controllare il tonnellaggio. Gli attrezzi offset non si adattano così bene perché la geometria del gradino fissa la spaziatura. Aperture equivalenti più larghe significano un gradino più alto o attrezzature personalizzate. Altrimenti, stai imponendo un carico estremo in una geometria ristretta.
La deformazione della matrice diventa reale a quelle forze. L'usura locale accelera. L'altezza deriva nel tempo. I risparmi di manodopera da un colpo possono svanire in manutenzione e rifacimenti.
A volte due colpi sono semplicemente più intelligenti. Prima piega con una V larga per rispettare il materiale. Ribalta. Seconda piega con il proprio setup ottimizzato. Il tempo di ciclo potrebbe aumentare leggermente. Gli scarti diminuiscono. La vita dell'attrezzo si allunga. La matematica funziona in produzione, non in teoria.
Un colpo ambizioso sembra efficiente.
Due colpi controllati spesso lo sono.
Traduzione per il pavimento della fabbrica: Per gradi ad alta resistenza o piastre spesse, conferma che il raggio dell'attrezzo soddisfi i requisiti minimi di piegatura e che il tonnellaggio della macchina abbia un reale margine. In caso contrario, allarga la V e forma in fasi invece di forzare entrambe le pieghe contemporaneamente.
Le matrici offset sono potenti. Ma non sono universali.
E sapere dove si trova il confine è ciò che le trasforma da accessorio speciale a decisione di produzione deliberata.
Ti trovi davanti al disegno con una piega a Z e una domanda in testa: Lo eseguo in una matrice offset o lo divido in due pieghe ad aria?
Bene. È la domanda giusta.
Perché una volta che hai accettato che gli attrezzi offset sono situazionali—non universali—la decisione smette di riguardare la velocità e inizia a riguardare il comportamento del sistema. Le matrici offset sono sistemi meccanici rigidi a colpo singolo. La piegatura ad aria è geometria regolabile sotto un martello in movimento. Due problemi fisici diversi. Due profili di rischio diversi.
La parte non ovvia? La maggior parte dei fallimenti di setup non è causata da operatori scadenti. Sono causati dalla scelta del sistema sbagliato prima che il primo attrezzo venga caricato.
Quindi come decidi prima del setup, non dopo il primo pezzo difettoso?
Non mi interessa quanto sia pulito il rack degli attrezzi. Mi interessano tre domande.
1. La famiglia di materiali ha un ritorno elastico prevedibile al raggio richiesto?
Le matrici offset bloccano raggio e spaziatura. Se l'acciaio al carbonio da 11 gauge si comporta tipicamente attorno a 1,5× spessore all'interno del raggio e il tuo attrezzo corrisponde a questo, sei a posto. Se stai utilizzando bobine miste di alta resistenza e acciaio dolce sotto lo stesso numero di parte, ora il tuo “stampo” a colpo singolo sta reagendo a due curve di ritorno elastico diverse.
La piegatura ad aria ti consente di barare sulla profondità per regolare l'angolo. La chiusura offset non lo fa.
Quando la variazione del materiale è ampia, la rigidità smette di essere un vantaggio e inizia a essere una scommessa. È così che i pezzi vanno silenziosamente in bancarotta nel bidone della spazzatura: errore composto, un colpo alla volta.
2. Lo spessore del materiale è controllato con precisione rispetto alle specifiche della matrice?
Le matrici offset sono sensibili allo spessore. Qualche millesimo in più significa maggiore compressione. Qualche millesimo in meno significa seduta incompleta. Nella piegatura ad aria, la profondità compensa. Nella chiusura offset, la profondità è chiusura.
Se il tuo fornitore mantiene tolleranze di fabbrica strette e stai utilizzando materiale a sorgente unica, l'offset ha senso. Se stai estraendo lotti di calore misti e misurando le oscillazioni attraverso il foglio, le piegature a stadio ti danno una leva di regolazione che ti mancherà in seguito.
Il primo braccio è 0. Ciò significa che il tuo riferimento è fisso. La deriva dello spessore sposta entrambe le piegature insieme.
3. La geometria rispetta i limiti di spaziatura rigidi?
Offset più vicini di circa sei volte lo spessore del materiale? Stai combattendo con il chiaro, la vita dell'attrezzo e i picchi di pressione. Flange corte che possono cadere nella matrice? Stai invitando il disallineamento a meno che tu non cambi sequenza o non ritagli dopo la formatura.
Ma nulla di quella scena è un fallimento tecnico.
È la geometria che cerca di occupare uno spazio che l'attrezzo non consente fisicamente. E l'incudine non negozierà con l'acciaio.
Traduzione per il pavimento della fabbrica: Se il materiale è coerente, lo spessore è controllato e la spaziatura libera l'involucro dell'attrezzo, scegli la matrice offset. Se uno di questi elementi è instabile, staggia le piegature in modo da mantenere una leva di regolazione.
Ora supponi che tutte e tre le risposte puntino verso l'offset. Cosa migliora realmente?
Ogni ribaltamento nella piegatura a stadio ripristina il tuo riferimento.
Formi la prima flange. Ribalti. Ti riferisci a una superficie che si è appena allungata, compressa e spostata. Colpisci la seconda piegatura. Ogni piegatura può essere entro ±0,5°, ma quegli errori si accumulano attraverso la geometria. È la tolleranza che agisce come un interesse composto. Due piccole deviazioni angolari creano una deriva di parallelismo misurabile attraverso una rete.
Il tempo ciclo aumenta non perché sei lento, ma perché stai risolvendo un problema di geometria in due passaggi disconnessi.
Gli attrezzi offset eliminano il ribaltamento. Entrambe le piegature si formano contro l'acciaio fisso nello stesso colpo. Stessa posizione del cilindro. Stessa curva di coronamento. Stessa punta di tonnellaggio. Se l'attrezzo è allineato, la relazione angolare tra i bracci è meccanicamente bloccata.
Nota cosa è cambiato: non abbiamo migliorato le abilità dell'operatore. Abbiamo rimosso una variabile.
Questa è la potenza silenziosa qui. Non velocità. Non comodità. Rimozione strutturale dell'opportunità di accumulo.
Certo, questo presuppone che l'allineamento sia perfetto. Le matrici offset sono meno indulgenti nei confronti della disallineamento della matrice rispetto a una V ampia. Se l'altezza del passo è errata, entrambe le pieghe sono sbagliate insieme. Errore uniforme. Più difficile da vedere.
Il che significa che la strategia di produzione non è “mettilo nell'offset e spera”. È “controlla l'allineamento affinché la rigidità lavori a tuo favore”.”
Traduzione per il pavimento della fabbrica: Se la stampa richiede un parallellismo stretto o angoli delle gambe uguali, e puoi allineare lo strumento con precisione, la formazione a colpo singolo elimina il ribaltamento—e con esso, l'accumulo degli angoli.
Allora perché i negozi continuano a trattare le matrici offset come accessori speciali?
Perché le matrici offset sembrano aggressive.
Maggiore tonnellaggio. Geometria più stretta. Nessuna regolazione a metà corsa. Stai chiudendo una trappola meccanica e fidandoti della matematica.
Ma ecco il cambiamento.
La piegatura ad aria è regolabile per natura. Questo la rende indulgente—e variabile. Il bottoming offset è rigido per design. Questo lo rende esigente—e ripetibile.
Se il tuo pezzo vive all'interno di materiali controllati, raggio appropriato, spaziatura adeguata e tonnellaggio della macchina con reale margine di manovra, allora la formazione a colpo singolo dovrebbe essere il tuo standard per le Z-bends. Non il tuo piano di riserva. Non il tuo “forse”.”
Diventa lo standard quando hai smesso di scommettere su tolleranze accumulate.
Il framework decisionale non è emotivo. È strutturale:
Le matrici offset non sono V-dies speciali.
Sono sistemi rigidi che o corrispondono al pezzo—o non lo fanno.
E una volta che inizi a guardare le Z-bends come sistemi meccanici invece di “due angoli in sequenza”, smetti di chiederti, Posso farlo funzionare in un colpo solo?
Inizi a chiederti, Quale sistema rimuove il maggior numero di variabili prima che il martello si muova?


















