

Ele tem o paquímetro numa mão e a peça na outra. A primeira perna tem 0,750″. A segunda perna tem 0,782″. O desvio deveria ser de 0,500″; ele está a ler 0,468″. Então, ele ajusta o encosto traseiro em dois milésimos, controla a pressão, e faz outra. Mais perto. Ainda fora.
Ao quinto ajuste, ele está a culpar-se a si próprio.
Mas nada nessa cena é uma falha de técnica. É matemática. E começa no momento em que vira a peça.
Está a formar um Z com uma matriz em V padrão. Primeira dobra para baixo. Puxe a peça para fora. Rode 180 graus. Volte a encostar. Segunda dobra para cima. Duas dobras em ar separadas, duas configurações separadas, duas oportunidades separadas para variação.
Dobrar em ar significa que o ângulo é controlado pela profundidade. A profundidade é controlada pela posição do martelo. A posição é influenciada pela variação da espessura do material, direção da fibra, retorno elástico e deflexão da máquina. Já sabe isso.
O que talvez não esteja a contabilizar é isto: quando vira a peça, a segunda dobra toma como referência uma superfície que acabou de ser criada pela primeira dobra. Qualquer erro de ângulo, qualquer variação no comprimento da aba, qualquer ligeira curvatura torna-se a base para a segunda operação.
Isso não é correção. Isso é juro composto.

Vamos analisar uma hipótese simples. Está a manter ±0,5° em cada dobra em ar. Isso é respeitável. Numa aba de 1″, 0,5° é aproximadamente 0,008″ de variação de altura. Agora vire a peça.
Se a primeira dobra estiver 0,5° aberta, a aba fica ligeiramente alta contra o encosto traseiro na segunda configuração. Agora, a profundidade da sua segunda dobra é referenciada a partir de uma perna que já está fora da medida. Se essa dobra também estiver 0,5° fora—talvez na direção oposta—acumulou erro de ângulo mais erro de referência de encosto.
Não somou 0,008″ e 0,008″. Compôs os valores. E quando a dimensão do desvio falha por 0,030″, parece misterioso.
Não é.
Cada viragem duplica a oportunidade de desvio. Quando a peça “vai à falência” no contentor de sucata, não foi um mau golpe do martelo. Foram dois golpes decentes construídos sobre terreno instável.
Tradução para o chão de fábrica: Se tem de virar a peça, assuma que a sua segunda dobra é construída sobre uma base imperfeita—por isso, pare de esperar que as tolerâncias da primeira dobra se mantenham magicamente durante a segunda operação.
Portanto, se a acumulação é inevitável, o que lhe está a custar além do retrabalho?

Cronometre o trabalho honestamente. Dobra um: inserir, encostar, bater. Extrair. Rodar. Reinserir. Voltar a encostar. Bater. Extrair novamente.
Mesmo que cada passo de manuseamento demore três segundos, adicionou seis a dez segundos por peça. Em 300 peças, isso é quase uma hora de puro movimento—sem valor acrescentado, apenas coreografia.
E isso assumindo que não há peças de teste.
Agora, considere as execuções de ajuste. Porque quando a segunda dobra altera o desvio, não está a ajustar apenas uma variável — está a perseguir a interação entre duas. Portanto, aumenta a profundidade na segunda dobra, o que distorce ligeiramente a primeira perna, o que altera novamente o seu desvio global.
O tempo de ciclo aumenta não porque seja lento, mas porque está a resolver um problema de geometria em dois passos desconectados.
Está a realizar duas dobras em ar independentes e a esperar que se comportem como um único evento mecânico.
Porque haveriam de o fazer?
Imagine um conjunto de matrizes escalonadas concebido para que ambas as dobras se formem simultaneamente. O punção e a matriz inferior são compatíveis, de modo a que o material seja capturado e conduzido para uma geometria fixa num único movimento descendente do martelo. Sem virar. Sem segunda referência. Sem reajustar a medição a partir de uma perna dobrada.
Ambos os ângulos ocorrem ao mesmo tempo, bloqueados pela geometria da ferramenta, não pela adivinhação da profundidade.
É isso que o “curso único” promete: eliminar a segunda preparação, eliminar a segunda superfície de referência, eliminar a acumulação de erros.
Agora, eis porque é que as oficinas hesitam. As matrizes de desvio exigem punções compatíveis. Frequentemente requerem dobragem em fundo (bottoming), o que significa uma tonelagem superior à da dobragem em ar convencional. A espessura tem de corresponder à especificação da matriz. O aço inoxidável e o alumínio ainda necessitam de tolerância de sobre-dobra para o retorno elástico (springback). Não pode ser descuidado.
Por isso, os operadores olham para a tabela de forças, olham para a sua rotina padrão de matriz em V e pensam que se trata de ferramentas especiais para trabalhos raros.
Mas pergunte a si mesmo: os seus erros em dobras em Z devem-se realmente à habilidade manual — ou ao facto de tentar fazer com que duas dobras em ar separadas se comportem como um único sistema rígido?
Está a olhar para a tabela de tonelagem. Aço macio. Calibre 10. Uma matriz em V de 1″ diz que precisa de aproximadamente X toneladas por pé usando a fórmula padrão: P = 650 × S² × L / V.
Já fez essas contas mil vezes. Funciona — porque assume uma coisa: uma única abertura em V, contacto uniforme, dobragem em ar. Três pontos de contacto. A profundidade controla o ângulo.
Agora, insere uma matriz de desvio. Cavidade escalonada. Punção compatível. Dois ombros. E continua a olhar para a mesma fórmula como se ela se aplicasse.
É aí que os operadores se magoam — ou, pelo menos, são surpreendidos.
Porque uma matriz de desvio não é uma matriz em V especial. É uma armadilha mecânica rígida. E no momento em que a trata como uma dobragem em ar, está a resolver o problema físico errado.
Se o curso único elimina a acumulação de erros e a re-referenciação, então quais são as contrapartidas? Força. Flexibilidade. Sensibilidade. É isso que vamos analisar detalhadamente.
Coloque uma peça de calibre 14 sobre uma matriz escalonada e baixe o martelo lentamente no modo de preparação. Observe atentamente.
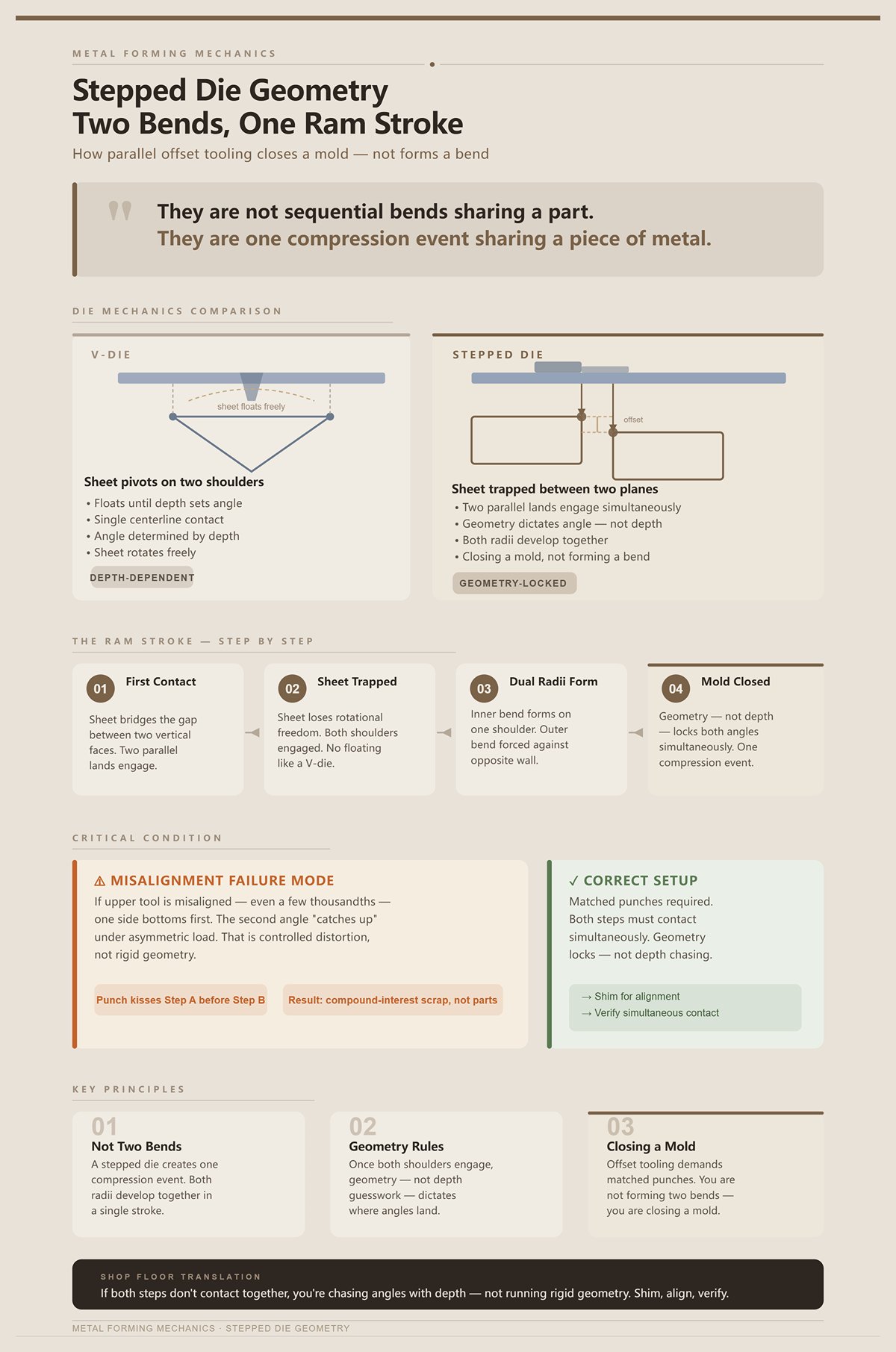
O primeiro contacto não ocorre numa linha central como numa matriz em V. Ocorre através de duas faces paralelas. O material faz uma ponte sobre um espaço entre duas faces verticais na matriz inferior. A ponta do punção não visa o fundo de um V; está a empurrar a chapa para dentro de um alojamento com uma altura de desvio fixa.
À medida que o martelo continua a descer, a chapa não pode rodar livremente como acontece na quinagem em ar. Está presa entre dois planos. A dobra interior começa a formar-se num dos ombros, enquanto a dobra exterior já está a ser forçada contra a parede oposta. Os dois raios desenvolvem-se em conjunto.
Esse é o ponto principal: não são dobras sequenciais que partilham uma peça. É um evento de compressão único que partilha um pedaço de metal.
Numa matriz em V, a chapa gira em torno de dois ombros inferiores e flutua até que a profundidade defina o ângulo. Numa matriz escalonada, a chapa perde essa liberdade quase imediatamente. Assim que ambos os ombros encaixam, a geometria — e não a adivinhação da profundidade — dita onde os ângulos devem terminar.
Mas apenas se o punção atingir ambos os degraus ao mesmo tempo.
Se a sua ferramenta superior estiver desalinhada por apenas alguns milésimos, um lado toca no fundo primeiro. Depois, o segundo ângulo “recupera” sob uma carga assimétrica. Isso já não é geometria rígida — é distorção controlada. Já vi operadores a culpar o material quando o verdadeiro problema era o punção tocar num degrau antes do outro.
É nessa altura que as peças começam a acumular erros de forma exponencial e acabam por ir parar ao caixote do lixo.
É por isso que as ferramentas de desvio exigem punções correspondentes e uma configuração cuidadosa. Não está a fazer duas dobras. Está a fechar um molde.
Tradução para o chão de fábrica: Se ambos os degraus não fizerem contacto em simultâneo, não está a operar um sistema rígido — está de volta a tentar acertar ângulos com a profundidade. Calce, alinhe e verifique o contacto simultâneo antes de confiar no resultado.
Portanto, se a geometria bloqueia ambos os ângulos de uma vez, porque não pode usar a lógica de tonelagem da quinagem em ar para dimensionar o trabalho?
Utilize a mesma chapa de aço macio de calibre 10 numa matriz em V de 1″ para quinagem em ar. A chapa toca em três pontos: dois ombros e a ponta do punção. O centro da chapa nunca chega a ter contacto total com a face da matriz. Está a dobrar, não a esmagar.
Agora, pegue numa matriz de desvio apertada — digamos, um degrau de 0,375″. Essa cavidade inferior é estreita. O material é conduzido totalmente para dentro do perfil da matriz. A área de contacto aumenta drasticamente à medida que o martelo termina o curso. Já não está numa quinagem de três pontos. Está a fazer uma quinagem em fundo numa forma fixa.
Isso muda tudo em relação à força.
A fórmula padrão assume uma resistência à tração de cerca de 450 N/mm² e uma geometria em V uniforme. Não contabiliza a formação simultânea de dois raios, nem a compressão localizada nos cantos do degrau. Alturas de degrau mais pequenas significam raios mais apertados. Raios mais apertados deslocam o eixo neutro para dentro e aumentam a tensão localizada.
É por isso que, por vezes, verá uma força de pico 20–50% superior num desvio apertado do que o previsto pelo gráfico da matriz em V — mesmo que a peça “pareça pequena”.”
Os operadores pensam: “É um pequeno Z. Deve ser fácil.” Depois, o medidor de tonelagem dispara.
Porque não está a dobrar através de um V largo. Está a espremer material para dentro de dois cantos confinados ao mesmo tempo.
E aqui está a armadilha: a tonelagem total por pé pode até ser inferior à de um trabalho com uma abertura em V grande, mas a força de pico no momento da quinagem em fundo é maior e mais acentuada. Se dimensionar o trabalho com base nos cálculos de quinagem em ar, arrisca-se a não formar corretamente — ou a sobrecarregar a configuração.
Física diferente. Contacto diferente. Mapa de tensões diferente.
Já não se trata de um ângulo controlado pela profundidade. É geometria controlada pela matriz sob compressão.
Tradução para o chão de fábrica: Pare de usar tabelas de quinagem em ar (V-die) para desvios (offsets). Verifique a tonelagem de cunhagem (bottoming) para a altura do degrau e o material específicos, e espere uma força de pico mais elevada em desvios apertados — mesmo quando a peça parece pequena.
No entanto, se estamos a cunhar numa geometria fixa, de onde provém realmente o segundo ângulo? É a matriz que o está a criar — ou estará a acontecer algo diferente dentro do metal?
| Secção | Conteúdo |
|---|---|
| Título | Cunhagem vs. Quinagem em Ar: Por que os perfis de desvio exigem um modelo físico completamente diferente |
| Cenário de Quinagem em Ar | Utilize a mesma chapa de aço macio de calibre 10 numa matriz em V de 1″ para quinagem em ar. A chapa toca em três pontos: dois ombros e a ponta do punção. O centro da chapa nunca chega a ter contacto total com a face da matriz. Está a dobrar, não a esmagar. |
| Cenário de Matriz de Desvio | Pegue numa matriz de desvio apertada — digamos, um degrau de 0,375″. A cavidade inferior é estreita. O material é conduzido totalmente para dentro do perfil da matriz. A área de contacto aumenta drasticamente à medida que o martelo termina o curso. Já não está em flexão de três pontos. Está a cunhar numa forma fixa. |
| Implicações na Força | Isto muda tudo no que diz respeito à força. |
| Limitação da Fórmula Padrão | A fórmula padrão assume uma resistência à tração de cerca de 450 N/mm² e uma geometria em V uniforme. Não contabiliza a formação simultânea de dois raios, nem a compressão localizada nos cantos do degrau. |
| Comportamento da Tensão | Alturas de degrau mais pequenas significam raios mais apertados. Raios mais apertados deslocam o eixo neutro para dentro e provocam um pico de tensão localizada. |
| Realidade da Força de Pico | Poderá verificar uma força de pico 20–50% superior num desvio apertado do que a prevista pela tabela de quinagem em V — mesmo que a peça pareça pequena. |
| Pressuposto do Operador | Os operadores pensam: “É um pequeno Z. Deve ser fácil.” Depois, o medidor de tonelagem dispara. |
| Causa Raiz | Não está a dobrar através de um V largo. Está a comprimir material em dois cantos confinados ao mesmo tempo. |
| Risco Oculto | A tonelagem total por pé pode ainda ser inferior à de um trabalho com uma abertura em V grande, mas a força de pico na cunhagem é mais elevada e mais acentuada. Dimensionar o trabalho com base em cálculos de quinagem em ar acarreta o risco de uma conformação insuficiente ou de sobrecarga da configuração. |
| Diferença Física | Física diferente. Contacto diferente. Mapa de tensões diferente. |
| Classificação de Processo | Já não se trata de um ângulo controlado pela profundidade. É geometria controlada pela matriz sob compressão. |
| Tradução para o Chão de Fábrica | Pare de usar tabelas de dobragem em ar (V-die) para desvios (offsets). Verifique a tonelagem de cunhagem (bottoming) para a altura específica do degrau e o material. Espere uma força de pico mais elevada em desvios apertados — mesmo quando a peça parece pequena. |
| Questão em Aberto | Se estamos a cunhar numa geometria fixa, de onde é que o segundo ângulo realmente se origina? É a matriz que o cria — ou está a acontecer algo mais dentro do metal? |
Imagine uma vista em corte na sua cabeça.
À medida que o punção desce, a dobra interna forma-se primeiro porque tem o raio efetivo menor. A aba externa ainda está relativamente plana. Depois, o material entre os dois degraus começa a comprimir longitudinalmente. Não tem para onde ir a não ser para a curvatura.
O segundo ângulo não aparece magicamente porque a matriz tem dois cantos. Ele desenvolve-se porque a alma central do desvio está a ser encurtada sob compressão, enquanto ambas as abas estão restringidas por paredes verticais.
Essa restrição é tudo.
Na dobragem em ar, as fibras externas esticam e as fibras internas comprimem em torno de um único eixo neutro. Numa matriz de desvio, está a criar duas zonas de dobragem separadas por uma alma curta. Essa alma é forçada a ganhar forma à medida que as abas assentam contra os seus respetivos planos. O segundo ângulo nasce da alma ser presa e encurtada entre dois limites fixos.
Se a espessura do material variar, o comprimento dessa alma altera-se. Se o punção contactar um degrau primeiro, a alma distorce-se assimetricamente antes da compressão total. É por isso que a tolerância da espessura importa mais aqui do que na dobragem em ar casual.
É também por isso que as matrizes de desvio parecem “inflexíveis”. Elas são. A geometria é predeterminada. Se o seu material desviar demasiado, o sistema não se ajusta — ele resiste.
E essa rigidez é o objetivo principal. Elimina a acumulação de tolerâncias porque ambos os ângulos e a altura do desvio existem no mesmo evento mecânico sob o mesmo curso do martelo.
Uma compressão. Duas dobras. Sem re-referenciação.
O preço é que abandonou a natureza tolerante da dobragem em ar. Está agora a operar um molde fixo sob carga.
Portanto, a próxima questão não é se as matrizes de desvio eliminam a acumulação — elas eliminam. A verdadeira questão é como calcular e controlar esse evento de compressão sem se enganar a si próprio com a matemática de matrizes em V.
Há alguns anos, orçamentámos um trabalho: aço macio de calibre 10, desvio de 0,375″, 4 pés de comprimento. O operador pegou na tabela de dobragem em ar, aplicou a fórmula padrão, calculou aproximadamente o que aquela matriz em V de 1″ exigiria e adicionou as habituais 4× para a cunhagem. A máquina indicou que estávamos seguros.
No primeiro toque, o martelo desceu, o medidor de tonelagem disparou mais do que o esperado e a ferramenta superior fletiu o suficiente para deixar uma marca de pressão em ambos os degraus.
Mas nada nessa cena é uma falha de técnica.
Foi matemática. Modelo errado, multiplicador errado.
As tabelas de quinagem em ar padrão assumem um contacto de três pontos numa abertura em V. Mesmo quando lhe dizem para multiplicar por quatro para a quinagem em fundo (bottoming), continuam a pensar numa única linha de quinagem a colapsar num V. As ferramentas de desvio (offset) são dois raios a formar-se simultaneamente dentro de uma cavidade confinada. A área de contacto aumenta rapidamente no fundo do curso, e a tensão não é distribuída por um V largo — está concentrada em dois cantos de degrau e numa alma comprimida.
Se calcular a tonelagem de um desvio como uma quinagem em ar de 90 graus, está a subestimar a força por um multiplicador que não é linear e não é opcional. Portanto, vamos atribuir-lhe números.
Pegue nesse mesmo aço macio de calibre 10.
Ao quinar em ar num V de 1″, utiliza a fórmula comum: Tonelagem por pé ≈ 650 × (S² / V)
Já conhece o procedimento. Eleve a espessura ao quadrado, divida pela abertura da matriz, multiplique pelo comprimento. Funciona porque a chapa apenas contacta em três pontos. O centro atravessa o ar.
Agora, passe para uma matriz de desvio padrão com um fator de ferramenta publicado de 5,0 para desvios típicos — e até 10,0 para combinações mais apertadas ou mais espessas. Isso não é um erro de arredondamento. É um caso completamente diferente.
Se o seu cálculo de quinagem em ar lhe deu 20 toneladas no total, um fator de desvio de 5× coloca-o nas 100 toneladas. Se o trabalho passar para material mais espesso e o fator saltar para 10×, está a olhar para 200 toneladas. O mesmo material. O mesmo comprimento. Um perfil de força completamente diferente.
Por que razão o salto?
Porque na quinagem em ar, a força aumenta gradualmente à medida que o martelo desce. Na quinagem em fundo de desvio, a força aumenta bruscamente no final do curso à medida que o material é conduzido totalmente para dois cantos opostos e a alma entre eles encurta sob compressão. Não está apenas a superar a resistência à tração — está a comprimir plasticamente e a prender material entre paredes fixas.
O multiplicador não é “exponencial” no sentido matemático. É gradual e dependente da espessura. Desvios pequenos em chapa fina podem situar-se por volta de 5×. Degraus apertados em material mais espesso podem situar-se em 8× ou 10×. Esse salto não linear é a razão pela qual o conselho genérico de quinagem em fundo — “basta multiplicar a tonelagem da quinagem em ar por quatro” — é incompleto para desvios. O quatro coloca-o nas proximidades para um único ângulo de 90 graus. Deixa-o aquém para um sistema de compressão de raio duplo.
Se ignorar isto, o contentor de sucata não se enche primeiro com peças defeituosas. Enche-se com ferramentas rachadas.
Tradução para o chão de fábrica: Pegue na sua tonelagem normal de quinagem em ar e, em seguida, aplique o fator de ferramenta de desvio (5× como base, superior para degraus mais espessos ou mais apertados). Se a classificação da máquina não cobrir confortavelmente esse número, não a utilize.
Portanto, se a força escala com a espessura e a rigidez do degrau, que dimensão controla realmente o quão violento se torna esse evento de compressão?
Pegue num catálogo de matrizes de desvio e veja como as listam: altura do degrau, profundidade da garganta, por vezes a gama de espessura recomendada. O que está escondido nas letras pequenas é a relação entre a altura do degrau e a espessura do material.
Utilize material de 0,125″ num degrau de 0,250″. Tem espaço. A alma entre as quinagens é suficientemente longa para se formar sem um encurtamento extremo. Agora tente material de 0,187″ nesse mesmo degrau de 0,250″. A alma é apenas ligeiramente mais longa do que a própria espessura. Quando o martelo fecha, essa secção central quase não tem para onde ir a não ser para uma compressão severa.
É aí que a tonelagem dispara para além do que a sua regra de “5×” previu.
À medida que a espessura se aproxima da altura do degrau, está a aumentar a percentagem de material que deve comprimir-se plasticamente em vez de simplesmente dobrar. O eixo neutro desloca-se, os raios interiores apertam e a área de contacto contra as paredes verticais cresce mais cedo no curso. A força aumenta mais rapidamente e atinge o pico com mais intensidade.
E é aqui que os operadores são apanhados de surpresa: dois trabalhos com a mesma dimensão de desvio podem exigir uma tonelagem radicalmente diferente porque um é de calibre 14 e o outro é de calibre 10. O desvio parece idêntico no desenho. A física da compressão não é.
É também aqui que se entra no território das ferramentas personalizadas. Se o trabalho exige uma altura de degrau apenas ligeiramente superior à espessura, está fora das gamas padrão confortáveis. Ferramentas especiais, classificações de tonelagem mais elevadas e muito pouca margem de erro.
Ignore essa relação e estará basicamente a acumular risco como juros — cada aumento na espessura adiciona mais procura de compressão até que a peça vá à falência no caixote do lixo.
Tradução para o chão de fábrica: Não se limite a igualar a dimensão do desvio no desenho. Verifique se a altura do degrau é confortavelmente maior do que a espessura do material, ou espere um aumento acentuado da tonelagem para além do multiplicador de desvio básico.
Mas até que ponto pode realmente apertar esse degrau antes de deixar de estar a formar e passar a estar a cortar?
Imagine uma chapa de 0,125″ de espessura a entrar num degrau de 0,130″.
No papel, cabe. Na realidade, não deixou quase nenhuma folga para o fluxo do material. À medida que o martelo atinge o fundo, as faces verticais da matriz e do punção aproximam-se do território de folga de corte. Em vez de uma deformação plástica controlada, está a forçar o metal contra paredes quase paralelas com uma fuga mínima.
É nessa altura que vê linhas polidas e brilhantes nos cantos. Não são marcas de estiramento — é polimento por compressão. Se empurrar com mais força, obterá fissuras nas extremidades ao longo do interior do degrau, porque o material não consegue redistribuir a tensão; está a ser comprimido.
A certa altura, uma matriz de desvio deixa de se comportar como uma ferramenta de conformação e começa a comportar-se como uma tesoura muito romba. Quanto mais apertada for a folga em relação à espessura, mais perto estará dessa linha.
Não existe um número universal porque a resistência do material, o design do raio e o acabamento da matriz são importantes. Mas o mecanismo é consistente: quando a folga se aproxima da espessura da chapa sem margem para fluxo, a tonelagem dispara bruscamente e o risco de danos aumenta. Isso não é uma “margem de segurança extra”. É um problema de geometria.
Portanto, quando calcula a tonelagem para desvios, não está apenas a perguntar: “Quanta força é necessária para dobrar isto?”. Está a perguntar: “Quanta força é necessária para comprimir e prender isto sem cruzar a linha para condições de corte?”.”
Essa é uma pergunta diferente daquela que qualquer tabela de matriz em V foi concebida para responder.
Tradução para o chão de fábrica: Mantenha uma folga significativa entre a espessura do material e a geometria do degrau. Se o degrau for apenas alguns milésimos maior do que a espessura, espere um comportamento semelhante ao corte e uma tonelagem extrema — recue ou redesenhe antes de baixar o martelo.
E uma vez que aceite que a matemática é baseada em multiplicadores, sensível à espessura e crítica em relação à folga, o problema seguinte já não é teórico — é como a própria máquina deve ser configurada para sobreviver a esse evento de compressão.
No ano passado, vi uma quinadora de 135 toneladas tentar formar um desvio de 0,375″ em calibre 10 ao longo de 6 pés. A matemática da quinagem ao ar dizia que era confortável. O martelo bateu, o medidor de carga saltou para lá das 110 toneladas a meio do curso e, quando atingiu o fundo, a máquina estava a flertar com o seu limite. Os ângulos estavam perfeitos. A máquina não.
Essa é a pergunta que está realmente a fazer: como configurar e classificar a quinadora para que o pico de compressão não castigue o ferro?
A primeira perna é 0.
Com uma matriz de desvio, a profundidade não é flutuante. É a dimensão. Na quinagem ao ar, 0,010″ de ajuste do martelo pode oscilar meio grau e ajusta-se a partir daí. Num desvio de geometria fixa, 0,010″ é a diferença entre “ambos os raios totalmente assentes” e “um raio meio formado enquanto o outro está a ser esmagado”. Não está a perseguir o ângulo. Está a fechar um sistema mecânico até que este pare.
Eis o mecanismo. O punção entra, contacta ambas as linhas de quinagem e, à medida que o martelo continua a descer, o material é forçado para dois raios enquanto a alma entre eles encurta sob compressão. A força aumenta lentamente, depois dispara quando ambos os raios contactam as suas paredes verticais. Esse pico acontece nos últimos milésimos. Se a altura de fecho for adivinhada, e não definida, irá ou subformar (dois ângulos suaves) ou sobrecarregar para o território do corte.
Portanto, a configuração começa ao contrário da quinagem ao ar:
Se tratar a profundidade como uma sugestão, as tolerâncias acumulam-se como juros compostos — cada milésimo aumenta a procura de compressão até que a peça vá à falência no caixote do lixo.
Tradução para o chão de fábrica: Avalie o trabalho a 5×–10× a tonelagem de quinagem ao ar, verifique se a quinadora consegue suportá-lo em todo o comprimento e defina a profundidade do martelo para o fecho total da matriz — não para além disso. Está a fechar um molde, não a ajustar um ângulo.
Agora que a posição do martelo não é negociável, a partir de que bordo está sequer a referenciar?
Imagine uma aba de 1″ a alimentar um desvio de 0,500″. O operador mede a partir do bordo exterior, executa o curso e a dimensão do desvio varia ±0,015″ entre peças. A repetibilidade da máquina está correta. As ferramentas são sólidas. Então, o que se moveu?
O bordo de referência.
Durante a quinagem de desvio, a alma entre as quinagens encurta sob compressão. Não elasticamente — plasticamente. O material torna-se fisicamente mais curto entre essas duas linhas de quinagem. Se mediu a partir do bordo da aba exterior, esse bordo já não está na mesma relação espacial com a segunda linha de quinagem após a compressão ocorrer.
Num mundo de virar e re-quinar, culparia a técnica. Mas nada nessa cena é uma falha de técnica. É geometria.
Para desvios críticos, meça a partir da característica que não se move sob compressão — geralmente a localização da primeira linha de quinagem ou um ponto de referência pré-cortado. Em desvios de bordo (pense em conjuntos de matrizes que alertam contra a quinagem a menos de 1″ dos bordos da chapa), o espalhamento no bordo não suportado exagera este desvio. É por isso que existem guias de apoio em certas matrizes de desvio: elas restringem o espalhamento lateral para que a sua referência não se desloque.
As ferramentas de desvio do tipo "spring-up" complicam isto ainda mais. Como mantêm a chapa mais horizontal e reduzem o impulso, as chapas grandes não se inclinam tanto — mas isso também significa que os dedos do encosto traseiro devem apoiar de forma consistente em toda a largura. Qualquer inclinação durante a aproximação altera a distância efetiva de medição antes mesmo de o martelo tocar no metal.
Portanto, a regra torna-se simples e estrita: meça a partir de um ponto de referência que sobreviva à compressão e apoie a chapa para que esta não possa girar sob a carga de aproximação.
Tradução para o chão de fábrica: Não meça a partir da aba livre de um desvio. Meça a partir da linha de quinagem ou de um ponto de referência estável e apoie a chapa para que a compressão não possa deslocar a sua referência antes do fecho total.
Se a profundidade é fixa e a referência é estável, o que faz quando o ângulo ainda está errado?
Já vi pessoal a colocar calços de 0,005″ atrás de blocos de desvio reversíveis para “afinar” o ângulo. Funciona — até deixar de funcionar.
Eis a razão. Em alguns sistemas de compensação ajustáveis, os blocos rotativos alteram o raio e os calços ajustam a profundidade efetiva. Mas cada calço altera a relação entre a ponta do punção, a altura do degrau e as paredes verticais. Já não está a fechar uma geometria concebida; está a inventar uma.
Como a altura do degrau é a dimensão da alma, mesmo um calço de 0,005″ altera efetivamente a compressão que a alma deve absorver antes que ambos os raios assentem. Isso desloca o pico de força. Num trabalho de folga reduzida, esse pequeno calço pode levá-lo de uma conformação total para um contacto quase de corte num dos lados primeiro. Agora, um raio assenta antes do outro, e reintroduziu a acumulação de tolerâncias que a ferramenta de compensação deveria eliminar.
Se o ângulo estiver errado:
Quanto mais tratar os calços como um tempero, mais a sua configuração se afasta do comportamento de geometria fixa para o caos personalizado. E o caos é dispendioso.
Tradução para o chão de fábrica: Corrija primeiro as variáveis de profundidade e material. Utilize calços apenas como um ajuste geométrico controlado — e compreenda que está a alterar a compressão, não apenas o ângulo.
Se a calçagem altera a compressão, o que acontece quando a peça tem 8 pés (aprox. 2,4 metros) de comprimento?
Execute uma compensação de 96″ em calibre 7 e observe o medidor de carga. O pico não se espalha uniformemente como numa dobra em ar com matriz em V larga. Concentra-se onde ambos os raios contactam com mais força — geralmente no centro primeiro, à medida que a mesa deflete.
A dobra em ar tolera um pouco de deflexão porque o ângulo flutua com a profundidade. As compensações não. Se a mesa ceder 0,010″ no centro, esse centro pode não assentar totalmente enquanto as extremidades assentam — ou o oposto, dependendo do abaulamento. Lembre-se: a profundidade é a dimensão.
A lógica padrão de abaulamento ainda se aplica — contrariar a deflexão da mesa para obter uma penetração uniforme —, mas a sua margem é mais reduzida. Como a força atinge o pico no fundo, precisa de definir o abaulamento de modo a que o fecho total ocorra simultaneamente ao longo de todo o comprimento. Pouco abaulamento e o centro fica subconformado. Demasiado e o centro é sobrecomprimido primeiro, aumentando a tonelagem localmente.
As ferramentas de mola reduzem o impulso lateral, o que ajuda com chapas grandes, mas não eliminam a deflexão vertical. O martelo continua a sofrer o mesmo evento de compressão quando ambos os raios assentam.
Portanto, para compensações longas:
Porque, uma vez em funcionamento, não existe nenhum curso de “ajuste de ângulo” para o salvar.
Se errar nisto, as peças não sairão das especificações de forma gradual. Parecerão boas nas extremidades e enganá-lo-ão no meio — até que a montagem chame.
Tradução para o chão de fábrica: Ajuste a bombagem (crown) para a carga de pico do desvio, não para valores de quinagem em ar, e verifique o fecho em todo o comprimento antes da produção. Os desvios exigem um assentamento uniforme ao longo da mesa.
A profundidade é fixa. A referência deve ser estável. Os calços alteram a compressão. A bombagem deve corresponder à carga de pico.
Ignore qualquer um desses pontos e a próxima secção não será sobre ajustes precisos.
Será sobre padrões de falha.
No inverno passado, executámos um desvio de 0,375″ em aço macio de calibre 10, com 72″ de comprimento. A tabela de tonelagem indicava que estávamos seguros. A profundidade estava definida. A bombagem foi ajustada para o pico calculado. As três primeiras peças pareciam perfeitas.
A quarta peça saiu com uma alma ondulada no centro, uma aba a marcar 89,2° e a outra 90,1°, e uma microfissura a começar no raio interior da aba mais apertada.
Não se trata de três defeitos sem relação. É um erro de configuração que se manifesta de três formas diferentes.
Quando calcula mal a tonelagem, força a profundidade ou utiliza uma referência que se move, os desvios não derivam como as quinagens em ar. Falham estruturalmente. A alma empena. Um raio assenta antes do outro. Ou o material simplesmente cede porque o forçou para além do seu raio interior mínimo. É isto que acontece quando trata um sistema mecânico rígido de um só curso como se fosse uma matriz em V tolerante.
Vamos dissecar os três padrões que verá, de facto, na fábrica.
Considere um desvio de 0,500″ em 0,1345″ (calibre 10) ao longo de 60″. A alma entre as quinagens tem apenas cerca de meia polegada de altura. Durante o fecho total, ambos os raios comprimem para dentro enquanto as paredes verticais da matriz prendem as abas. Essa alma não está apenas “a acompanhar”. É uma coluna de compressão a ser espremida de ambos os lados.
Se a sua estimativa de tonelagem veio da matemática de quinagem em ar — P = 650 × S² × L / V — já está errado. As ferramentas de desvio funcionam habitualmente a 5× a 10× a tonelagem de quinagem em ar, porque está a assentar duas quinagens simultaneamente com folga quase nula no assento. Essa força não se distribui como num V largo. Ela dispara quando ambos os raios contactam.
Agora, adicione mais um erro: bombagem insuficiente numa peça longa. A mesa flete 0,010″ ao centro. As extremidades assentam primeiro. O centro ainda está a deslocar-se quando o martelo já atingiu a profundidade programada. A alma no centro sofre compressão lateral antes do assentamento total. Almas finas sob compressão não se deformam de forma suave. Elas empenam.
Verá uma curva em S subtil ao longo da alma, geralmente a meio do comprimento. O ângulo pode ainda marcar “perto” nas extremidades. Mas a alma diz a verdade.
No entanto, nada nesse cenário é uma falha de técnica. É instabilidade de coluna causada por um assentamento irregular num evento de alta compressão.
A solução não é “abrandar” ou “aumentar a profundidade”. É estrutural:
Se não o fizer, essa alma irá à falência para o caixote do lixo muito antes de o seu medidor de ângulos se queixar.
Tradução para o chão de fábrica: Se a alma ondular, é porque não deu suporte ou abaulamento suficiente a um sistema de alta compressão. Aumente o abaulamento para corresponder à tonelagem de desvio real e confirme se ambos os raios assentam ao mesmo tempo.
E se a alma parecer estar bem, mas uma das abas continuar a desviar-se de forma diferente da outra?
Imagine um desvio de 0,250″ em aço inoxidável, calibre 14. Atingiu a profundidade. Ambos os raios parecem assentes. Solta o martelo. Uma aba recua 1°. A outra apenas 0,3°.
Os operadores começam a tentar corrigir o ângulo com calços.
Eis o que está realmente a acontecer.
Nas ferramentas de desvio, as duas dobras não são independentes. Partilham uma alma comprimida. Se um raio contactar primeiro — devido a um calço de 0,005″, uma ligeira variação na espessura ou um desvio de referência — a primeira dobra atinge o fundo real enquanto a segunda ainda está sob carga elástica.
Quando abre a ferramenta, a dobra que assentou mais tarde liberta mais energia acumulada. Históricos de deformação diferentes. Retorno elástico diferente.
A dobragem em ar tolera isto porque o ângulo flutua com a profundidade. Os desvios não flutuam. Eles prendem.
Os controlos CNC modernos podem compensar ângulos desiguais em batidas separadas. Isso é aceitável para trabalhos de dois cursos. Mas num desvio de curso único, o controlo não pode alterar o facto de um lado ter assentado com mais força do que o outro. A geometria já está definida quando o martelo fecha.
Pode medir isto. Aplique tinta de traçagem azul nos raios. Faça um teste lento. Se um lado mostrar um contacto total antes do outro, tem um assentamento assimétrico. Esse é o culpado — e não o “aço inoxidável de má qualidade”.”
O caminho para a correção é disciplinado:
Caso contrário, estará a acumular microdiferenças como juros, até que a peça vá à falência para o caixote do lixo.
Tradução para o chão de fábrica: Retorno elástico desigual significa assentamento desigual. Corrija primeiro a espessura, a profundidade e a simetria — não tente corrigir uma aba com calços aleatórios.
Então, o que acontece quando faz tudo “de forma uniforme” e a peça continua a rachar?
Uma oficina tentou processar alumínio de 2 mm através de uma matriz de desvio com um raio interior efetivo de 0,5 mm. Parecia nítido. O cliente gostava de desvios apertados.
O primeiro lote partiu ao longo do interior da dobra mais apertada.
O alumínio não é aço macio. Uma regra comum para o aço carbono é um raio interior mínimo de ≈ 1× a 1,5× a espessura do material, dependendo do grau. O alumínio necessita frequentemente de raios maiores — por vezes 1,5× a 2× a espessura — especialmente em têmperas mais duras.
Na dobragem ao ar, pode-se contornar um pouco as regras porque o raio se forma naturalmente em função da abertura em V. No fundo do desvio, o nariz do punção e o ombro da matriz definem o raio. Está a forçar o material a essa geometria na compressão total.
Lembre-se: está a fechar um molde, não a ajustar um ângulo.
Se o raio da ferramenta for menor do que o raio mínimo de segurança do material, a tensão na fibra interior excede os limites de alongamento. Com duas dobras a ocorrerem ao mesmo tempo, a tensão localiza-se mais rapidamente. Adicione o multiplicador de tonelagem que já discutimos, e não está a arriscar a fratura — está a agendá-la.
Sinais de diagnóstico:
A solução não é “menos profundidade”. Menos profundidade significa apenas um assentamento incompleto e uma altura inconsistente. A solução é combinar o raio da ferramenta com a capacidade do material. Isso pode significar matrizes de desvio diferentes para alumínio em comparação com aço, para a mesma espessura.
Tratar todos os materiais como aço macio é a forma como as peças vão silenciosamente à falência no caixote do lixo, enquanto culpa o operador.
Tradução para o chão de fábrica: Se rachar, o raio da sua ferramenta é demasiado apertado para esse material. Mude o raio ou mude a especificação — não reduza a profundidade e finja que está resolvido.
Já vimos o que se parte quando a física dos desvios é ignorada. A questão mais difícil é esta: quando é que a própria geometria torna os desvios a escolha errada por completo?
Está agora convencido de que a conformação por desvio é compressão estrutural, não subtileza.
Bom.
Então, quando é que essa mesma rigidez se torna um passivo em vez de uma vantagem?
Aqui está a linha: quando a geometria da peça ou o comportamento do material exigem flexibilidade a meio do curso, e a matriz de desvio não tem nenhuma para oferecer. Lembre-se, este é um sistema mecânico fechado. A profundidade do degrau, os raios e o espaçamento estão congelados no aço. O martelo desce e a geometria é decidida num único golpe. Se a peça precisar de ajuste entre dobras — comportamento diferente da flange, variação do retorno elástico, tonelagem variável — uma matriz de desvio não consegue negociar.
Ela apenas impõe.
E impor a geometria errada é a forma como as boas peças começam silenciosamente a acumular erros como juros, até irem à falência no caixote do lixo.
As matrizes de compensação (offset) pressupõem simetria. Pernas iguais. Alavancagem igual. Momentos de retorno elástico (springback) iguais através de uma alma partilhada.
Agora imagine um Z onde uma aba tem 3 polegadas e a outra tem 0,75 polegadas.
A aba longa comporta-se como uma barra de mola. A aba curta comporta-se como um cotovelo. Quando o martelo fecha, ambas as dobras atingem o fundo ao mesmo tempo — mas não armazenam nem libertam energia da mesma forma. A perna mais longa amplifica o binário de retorno elástico. A perna mais curta quase não se move. Ao libertar, a alma torce-se microscopicamente porque a energia armazenada não estava equilibrada.
Na dobragem a ar faseada, atingiria primeiro a aba longa, compensaria e, depois, formaria o lado curto com a sua própria estratégia de profundidade. Dois problemas independentes. Duas soluções ajustadas.
A ferramenta de compensação funde-os num só.
Poderia ainda assim executá-lo? Por vezes. Se as tolerâncias forem folgadas e o material for tolerante. Mas quando o desenho exige um paralelismo rigoroso entre pernas desiguais, removeu a sua única alavanca de ajuste. Não existe sobre-dobra seletiva. Não existe viés de profundidade. A matriz não quer saber se uma aba está a fazer mais trabalho do que a outra.
Isso não é um problema de configuração. É a geometria a lutar contra a ferramenta.
Tradução para o chão de fábrica: Se uma aba for significativamente mais longa do que a outra e a tolerância for rigorosa, não a force numa compensação de um só curso. Forme a aba dominante primeiro, ajuste-a e, depois, faça a segunda dobra separadamente.
Então, e se as pernas forem iguais — mas o próprio degrau for profundo?
Cada punção de compensação tem uma profundidade de garganta e uma folga de ombro. Esse é o envelope físico que o metal deve ocupar à medida que o martelo fecha.
Quando a profundidade de compensação especificada se aproxima dessa dimensão da garganta, duas coisas acontecem rapidamente.
Primeiro, as faces internas das abas de conformação podem entrar em contacto com o corpo do punção antes do assentamento total. Isso é um batente mecânico rígido, não um limite suave de tonelagem. Segundo, a força necessária aumenta drasticamente porque está a comprimir o material num canto confinado com quase nenhum alívio lateral. A tonelagem duplica em comparação com uma dobra em V simples — e muitas oficinas já dimensionam a sua quinadora para trabalhos de dobra simples.
Uma quinadora de 100 toneladas confortável na dobragem a ar pode, de repente, precisar de 180 ou mais na conformação de fundo com compensação na mesma espessura. Se a máquina não tiver margem, o martelo continua a tentar. A deflexão aumenta. O paralelismo desvia-se. Ambas as dobras saem juntas.
E aqui está a armadilha: como ambas as dobras se deslocam de forma idêntica, a peça pode parecer “uniforme” enquanto está dimensionalmente errada. O desalinhamento num processo de dois golpes manifesta-se como diferença. Numa compensação, manifesta-se como um erro uniforme.
Isso é mais difícil de diagnosticar.
Se a profundidade do seu degrau for tão grande que as pernas formadas quase tocam no corpo do punção no curso total, está para além da geometria segura dessa ferramenta. Nenhuma quantidade de coroamento ou calços altera o envelope de aço dentro do qual está a trabalhar.
Tradução para o chão de fábrica: Meça a garganta do punção e compare-a com a profundidade de compensação necessária mais a espessura do material. Se a folga for marginal — ou se a tonelagem da máquina estiver perto do limite — execute-a como dois golpes controlados em vez de um curso ambicioso.
O que nos leva ao material.
O aço de alta resistência não estica como o aço macio. A chapa grossa não perdoa erros de raio. Ambos exigem raios internos maiores e maior força.
As matrizes de compensação (offset) fixam o raio e o espaçamento no momento do projeto.
Na dobragem em ar, pode alargar a abertura em V para reduzir a tonelagem e deixar o raio crescer naturalmente. Na dobragem em fundo com offset, o nariz do punção e o ombro da matriz decidem o raio, quer o material goste ou não. Se o aço necessita de um raio interno de 1,5× a espessura e a sua ferramenta de offset é retificada de forma mais apertada, está a forçar a deformação para além do limite de elasticidade em duas dobras simultaneamente.
Isso não é eficiência. Isso é concentração de tensões.
Agora adicione a espessura. As diretrizes padrão levam a abertura em V para 8–12× a espessura do material à medida que a chapa se torna mais pesada, para controlar a tonelagem. As ferramentas de offset não escalam tão bem porque a geometria do degrau fixa o espaçamento. Aberturas equivalentes mais largas significam um degrau mais alto ou ferramentas personalizadas. Caso contrário, está a aplicar uma carga extrema numa geometria estreita.
A deformação da matriz torna-se real com essas forças. O desgaste local acelera. A altura deriva com o tempo. A poupança de mão de obra de um único golpe pode desaparecer em manutenção e retrabalho.
Por vezes, dois golpes são simplesmente mais inteligentes. Primeira dobra com um V largo para respeitar o material. Virar. Segunda dobra com a sua própria configuração ajustada. O tempo de ciclo pode aumentar ligeiramente. A sucata diminui. A vida útil da ferramenta aumenta. As contas funcionam na produção, não na teoria.
Um golpe ambicioso parece eficiente.
Dois golpes controlados, muitas vezes, são-no.
Tradução para o chão de fábrica: Para graus de alta resistência ou chapa grossa, confirme se o raio da ferramenta cumpre os requisitos mínimos de dobra e se a tonelagem da máquina tem margem real. Se não, alargue o V e dobre por etapas em vez de forçar as duas dobras de uma só vez.
As matrizes de offset são poderosas. Mas não são universais.
E saber onde se situa a linha limite é o que as transforma de um acessório especializado numa decisão de produção deliberada.
Está perante o desenho com uma dobra em Z e uma pergunta na cabeça: Executo isto numa matriz de offset ou faço-o por etapas em duas dobras em ar?
Bom. Essa é a pergunta certa.
Porque, uma vez aceite que a ferramenta de offset é situacional — e não universal — a decisão deixa de ser sobre velocidade e passa a ser sobre o comportamento do sistema. As matrizes de offset são sistemas mecânicos rígidos de um só golpe. A dobragem em ar é uma geometria ajustável sob um martelo móvel. Dois problemas físicos diferentes. Dois perfis de risco diferentes.
A parte menos óbvia? A maioria das falhas de configuração não é causada por maus operadores. É causada pela escolha do sistema errado antes de a primeira ferramenta ser carregada.
Então, como decidir antes da configuração, e não depois da primeira peça defeituosa?
Não me interessa o aspeto do suporte de ferramentas. Interessa-me responder a três perguntas.
1. A família de material tem um retorno elástico (springback) previsível no raio necessário?
As matrizes de desvio (offset) fixam o raio e o espaçamento. Se o aço carbono de calibre 11 se comporta normalmente a cerca de 1,5× a espessura do raio interno e a sua ferramenta corresponde a isso, está tudo bem. Se estiver a utilizar bobinas mistas de alta resistência e macias sob a mesma referência de peça, o seu “molde” de curso único está a reagir a duas curvas de retorno elástico diferentes.
A quinagem em ar permite ajustar a profundidade para regular o ângulo. A quinagem em fundo (bottoming) com desvio não.
Quando a variação do material é grande, a rigidez deixa de ser uma vantagem e passa a ser uma aposta arriscada. É assim que as peças vão silenciosamente à falência no caixote do lixo — erro composto, um curso de cada vez.
2. A espessura do material é rigorosamente controlada em relação à especificação da matriz?
As matrizes de desvio são sensíveis à espessura. Algumas milésimas a mais significam maior compressão. Algumas milésimas a menos significam um assentamento incompleto. Na quinagem em ar, a profundidade compensa. Na quinagem em fundo com desvio, a profundidade é o fecho.
Se o seu fornecedor mantém tolerâncias de fábrica rigorosas e utiliza material de uma única fonte, o desvio faz sentido. Se está a utilizar lotes de calor mistos e a medir oscilações ao longo da chapa, as quinagens em ar faseadas dão-lhe uma alavanca de ajuste de que sentirá falta mais tarde.
A primeira aba é 0. Isso significa que a sua referência é fixa. A variação da espessura desloca ambas as quinagens em conjunto.
3. A geometria respeita os limites rígidos de espaçamento?
Desvios inferiores a cerca de seis vezes a espessura do material? Está a lutar contra a folga, a vida útil da ferramenta e os picos de pressão. Abas curtas que podem cair dentro da matriz? Está a convidar ao desalinhamento, a menos que altere a sequência ou corte após a quinagem.
Mas nada nessa cena é uma falha de técnica.
É a geometria a tentar ocupar um espaço que a ferramenta não permite fisicamente. E o martelo não negoceia com o aço.
Tradução para o chão de fábrica: Se o material for consistente, a espessura for controlada e o espaçamento respeitar o envelope da ferramenta, escolha a matriz de desvio. Se algum destes fatores for instável, faseie as quinagens para manter uma alavanca de ajuste.
Agora, suponha que as três respostas apontam para o desvio. O que é que melhora realmente?
Cada volta na quinagem faseada repõe a sua referência.
Forma a primeira aba. Vira a peça. Toma como referência uma superfície que acabou de ser esticada, comprimida e movida. Faz a segunda quinagem. Cada quinagem pode estar dentro de ±0,5°, mas esses erros acumulam-se através da geometria. É a tolerância a agir como juros compostos. Dois pequenos desvios angulares criam um desvio de paralelismo mensurável ao longo da alma da peça.
O tempo de ciclo aumenta não porque seja lento, mas porque está a resolver um problema de geometria em dois passos desconectados.
A ferramenta de desvio elimina a necessidade de virar a peça. Ambas as quinagens são formadas contra aço fixo no mesmo curso. Mesma posição do martelo. Mesma curva de compensação (crowning). Mesmo pico de tonelagem. Se a ferramenta estiver alinhada, a relação angular entre as abas fica mecanicamente bloqueada.
Repare no que mudou: não melhorámos a competência do operador. Eliminámos uma variável.
Esse é o poder silencioso aqui. Não é a velocidade. Não é a conveniência. É a remoção estrutural da oportunidade de acumulação de erros.
Claro, isso pressupõe que o alinhamento está perfeitamente correto. As matrizes de desvio são menos tolerantes ao desalinhamento entre o punção e a matriz do que um V largo. Se a altura do degrau estiver errada, ambas as dobras ficam erradas em conjunto. Erro uniforme. Mais difícil de detetar.
O que significa que a estratégia de produção não é “colocar no desvio e esperar”. É “controlar o alinhamento para que a rigidez trabalhe a seu favor”.”
Tradução para o chão de fábrica: Se o desenho técnico exige um paralelismo rigoroso ou ângulos de aba iguais, e se conseguir alinhar a ferramenta com precisão, a quinagem num só curso elimina a inversão — e, com ela, a acumulação de erros de ângulo.
Então, por que é que as oficinas ainda tratam as matrizes de desvio como acessórios especializados?
Porque as matrizes de desvio parecem agressivas.
Tonelagem mais elevada. Geometria mais estreita. Sem ajuste a meio do curso. Está a fechar uma armadilha mecânica e a confiar na matemática.
Mas eis a mudança.
A quinagem ao ar é ajustável por natureza. Isso torna-a tolerante — e variável. A quinagem em fundo com desvio é rígida por conceção. Isso torna-a exigente — e repetível.
Se a sua peça se enquadra num material controlado, raio adequado, espaçamento suficiente e tonelagem da máquina com margem real, então a quinagem num só curso deve ser a sua referência para dobras em Z. Não o seu plano de recurso. Não o seu “talvez”.”
Torna-se o padrão quando deixa de apostar em tolerâncias acumuladas.
O quadro de decisão não é emocional. É estrutural:
As matrizes de desvio não são matrizes em V especializadas.
São sistemas rígidos que ou correspondem à peça — ou não.
E assim que começa a ver as dobras em Z como sistemas mecânicos em vez de “dois ângulos em sequência”, deixa de perguntar, Consigo fazer isto funcionar num só curso?
Começa a perguntar, Que sistema elimina o maior número de variáveis antes mesmo de o martelo se mover?


















