

Il tient le pied à coulisse dans une main et la pièce dans l'autre. La première aile mesure 0,750″. La deuxième aile mesure 0,782″. Le déport est censé être de 0,500″ ; il lit 0,468″. Il ajuste donc la butée arrière de deux millièmes, dose la pression, et en lance une autre. Plus proche. Toujours faux.
Au cinquième réglage, il commence à se blâmer lui-même.
Mais rien dans cette scène ne relève d'une erreur de technique. C'est une question de mathématiques. Et tout commence au moment où vous retournez la pièce.
Vous formez un Z avec une matrice en V standard. Premier pli vers le bas. Retirez la pièce. Faites-la pivoter de 180 degrés. Repositionnez la butée. Deuxième pli vers le haut. Deux pliages en l'air distincts, deux réglages séparés, deux occasions distinctes de variation.
Le pliage en l'air signifie que l'angle est contrôlé par la profondeur. La profondeur est contrôlée par la position du coulisseau. La position est influencée par la variation de l'épaisseur du matériau, le sens du grain, le retour élastique et la déflexion de la machine. Vous le savez déjà.
Ce dont vous ne tenez peut-être pas compte, c'est ceci : lorsque vous retournez la pièce, le deuxième pli prend pour référence une surface qui vient d'être créée par le premier pli. Toute erreur d'angle, toute variation de longueur d'aile, toute légère courbure devient la base de la deuxième opération.
Ce n'est pas une correction. Ce sont des intérêts composés.

Prenons une hypothèse simple. Vous maintenez une tolérance de ±0,5° sur chaque pliage en l'air. C'est respectable. Sur une aile de 1″, 0,5° représente environ 0,008″ de variation de hauteur. Maintenant, retournez la pièce.
Si le premier pli est ouvert de 0,5°, l'aile est légèrement haute contre la butée arrière lors du deuxième réglage. Maintenant, la profondeur de votre deuxième pli est basée sur une aile qui est déjà fausse. Si ce pli est également décalé de 0,5° — peut-être dans la direction opposée — vous avez cumulé une erreur d'angle et une erreur de référence de butée.
Vous n'avez pas simplement ajouté 0,008″ et 0,008″. Vous les avez composés. Et lorsque la dimension du déport est fausse de 0,030″, cela semble mystérieux.
Ce ne l’est pas.
Chaque retournement double les risques de déviation. Au moment où la pièce finit “ en faillite ” dans le bac à rebuts, ce n'était pas un mauvais coup de presse. C'étaient deux coups corrects basés sur des fondations mouvantes.
Traduction pour l'atelier : Si vous devez retourner la pièce, partez du principe que votre deuxième pli est construit sur une base imparfaite — alors arrêtez d'espérer que les tolérances du premier pli se maintiendront comme par magie lors de la deuxième opération.
Donc, si le cumul est inévitable, que vous coûte-t-il en dehors des retouches ?

Chronométrez le travail honnêtement. Premier pli : insertion, butée, frappe. Extraction. Rotation. Réinsertion. Nouvelle butée. Frappe. Extraction à nouveau.
Même si chaque étape de manipulation prend trois secondes, vous avez ajouté six à dix secondes par pièce. Sur 300 pièces, cela représente près d'une heure de pur mouvement — aucune valeur ajoutée, juste de la chorégraphie.
Et cela en supposant qu'il n'y ait aucune pièce de test.
Prenez maintenant en compte les cycles de réglage. Car lorsque le second pli déplace le déport, vous n'ajustez pas une seule variable, vous cherchez à maîtriser l'interaction entre deux. Vous augmentez donc la profondeur sur le second pli, ce qui déforme légèrement la première aile, ce qui déplace à nouveau votre déport global.
Le temps de cycle explose, non pas parce que vous êtes lent, mais parce que vous résolvez un problème de géométrie en deux étapes déconnectées.
Vous effectuez deux pliages en l'air indépendants en espérant qu'ils se comportent comme un seul événement mécanique.
Pourquoi le feraient-ils ?
Imaginez un jeu de matrices étagées conçu pour que les deux plis se forment simultanément. Le poinçon et la matrice inférieure sont appariés de sorte que le matériau soit capturé et entraîné dans une géométrie fixe en un seul mouvement descendant du coulisseau. Pas de retournement. Pas de seconde référence. Pas de nouvelle prise de cote sur une aile pliée.
Les deux angles se forment en même temps, verrouillés par la géométrie de l'outillage, et non par une estimation de profondeur.
C'est ce que promet le “ coup unique ” : éliminer le second réglage, éliminer la seconde surface de référence, éliminer le cumul des erreurs.
Voici maintenant pourquoi les ateliers hésitent. Les matrices de déport exigent des poinçons appariés. Elles nécessitent souvent une frappe en fond de matrice, ce qui implique un tonnage plus élevé que le pliage en l'air classique. L'épaisseur doit correspondre aux spécifications de la matrice. L'acier inoxydable et l'aluminium nécessitent toujours une marge de surpliage pour compenser le retour élastique. Vous n'avez pas le droit à l'approximation.
Les opérateurs regardent donc le tableau des forces, leur routine habituelle de matrice en V, et pensent qu'il s'agit d'un outillage spécialisé pour des travaux rares.
Mais posez-vous la question : vos erreurs sur les plis en Z sont-elles vraiment dues à un manque de savoir-faire manuel, ou au fait d'essayer de faire en sorte que deux pliages en l'air distincts se comportent comme un seul système rigide ?
Vous fixez le tableau de tonnage. Acier doux. 10 gauge. Une matrice en V de 1″ indique que vous avez besoin d'environ X tonnes par pied en utilisant la formule standard : P = 650 × S² × L / V.
Vous avez fait ce calcul mille fois. Cela fonctionne, car cela suppose une chose : une seule ouverture en V, un contact uniforme, un pliage en l'air. Trois points de contact. La profondeur contrôle l'angle.
Maintenant, vous insérez une matrice de déport. Cavité étagée. Poinçon apparié. Deux épaulements. Et vous regardez toujours cette même formule comme si elle s'appliquait.
C'est là que les gars se blessent, ou du moins sont surpris.
Car une matrice de déport n'est pas une matrice en V spécialisée. C'est un piège mécanique rigide. Et dès l'instant où vous la traitez comme un pliage en l'air, vous résolvez le mauvais problème physique.
Si le coup unique élimine l'empilement des erreurs et la re-référence, quels sont alors les compromis ? La force. La flexibilité. La sensibilité. C'est ce que nous allons décortiquer.
Placez une pièce de 14 gauge sur une matrice étagée et abaissez lentement le coulisseau en mode réglage. Observez attentivement.
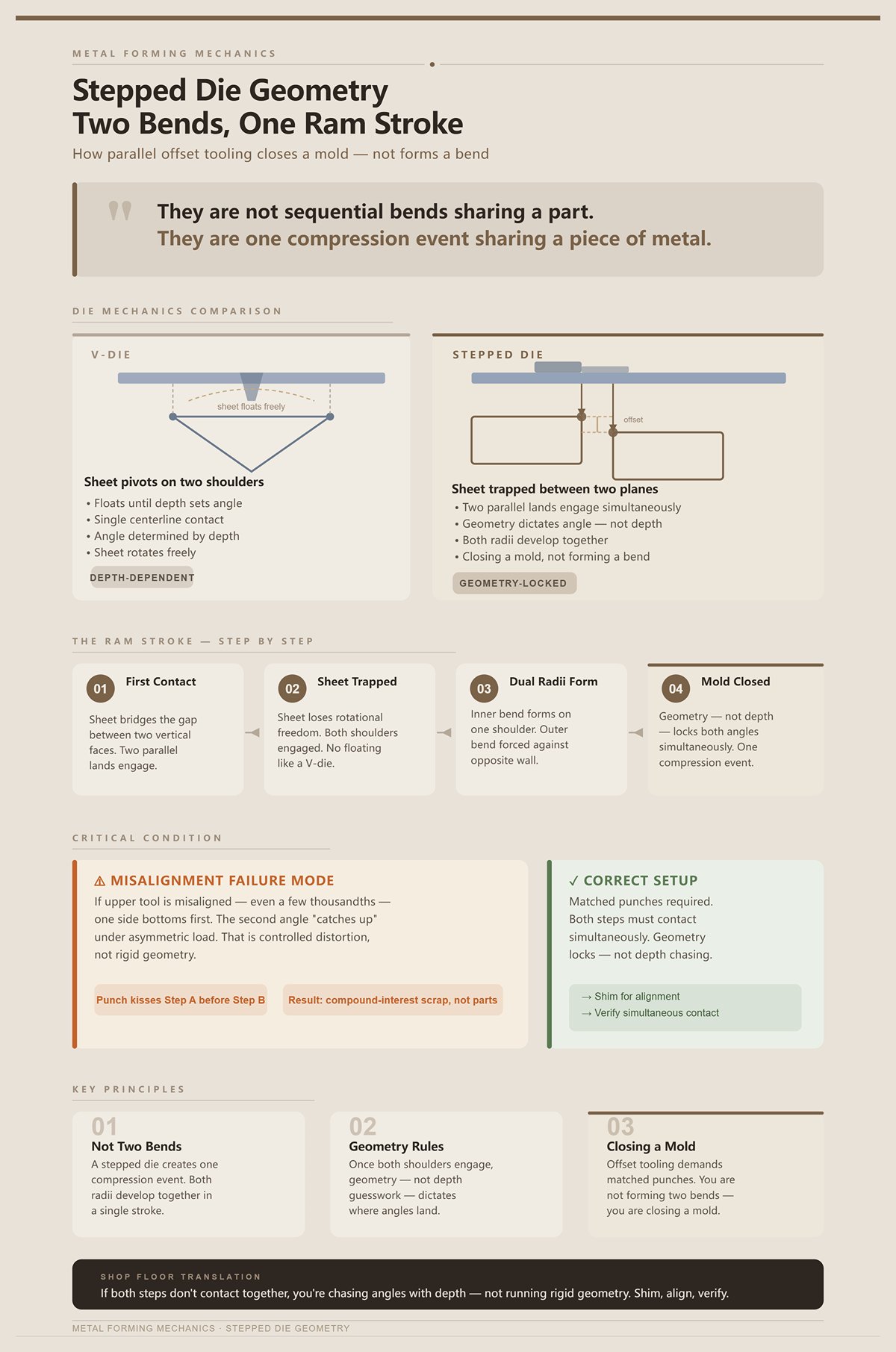
Le premier contact ne se produit pas sur une ligne centrale unique comme avec une matrice en V. Il se produit sur deux appuis parallèles. Le matériau franchit un espace entre deux faces verticales dans la matrice inférieure. Le nez du poinçon ne vise pas le fond d'un V ; il enfonce la tôle dans une cavité avec une hauteur de décalage fixe.
À mesure que le coulisseau continue sa descente, la tôle ne peut pas pivoter librement comme elle le fait lors du pliage en l'air. Elle est piégée entre deux plans. Le pli intérieur commence à se former sur un épaulement tandis que le pli extérieur est déjà poussé contre la paroi opposée. Les deux rayons se développent simultanément.
C'est là que réside la clé : il ne s'agit pas de plis séquentiels partageant une pièce. Il s'agit d'un événement de compression unique partageant un morceau de métal.
Dans une matrice en V, la tôle pivote autour de deux épaulements inférieurs et flotte jusqu'à ce que la profondeur détermine l'angle. Dans une matrice à gradins, la tôle perd cette liberté presque immédiatement. Une fois que les deux épaulements sont engagés, la géométrie — et non une estimation basée sur la profondeur — dicte où les angles doivent se situer.
Mais seulement si le poinçon frappe les deux gradins en même temps.
Si votre outil supérieur est désaligné de quelques millièmes seulement, un côté touche le fond en premier. Ensuite, le second angle “ rattrape ” le retard sous une charge asymétrique. Ce n'est plus une géométrie rigide, c'est une déformation contrôlée. J'ai vu des opérateurs blâmer le matériau alors que le vrai problème était que le poinçon effleurait un gradin avant l'autre.
C'est à ce moment-là que les pièces commencent à accumuler des erreurs comme des intérêts composés et finissent par faire faillite dans la benne à rebuts.
C'est pourquoi l'outillage à décalage exige des poinçons appariés et un réglage minutieux. Vous ne formez pas deux plis. Vous fermez un moule.
Traduction pour l'atelier : Si les deux gradins ne font pas contact simultanément, vous n'utilisez pas un système rigide — vous en revenez à chercher les angles par la profondeur. Calez, alignez et vérifiez le contact simultané avant de vous fier au résultat.
Donc, si la géométrie verrouille les deux angles à la fois, pourquoi ne pouvez-vous pas utiliser la logique de tonnage du pliage en l'air pour dimensionner le travail ?
Effectuez le même pliage en l'air sur une tôle d'acier doux de calibre 10 dans une matrice en V de 1 pouce. La tôle touche en trois points : deux épaulements et la pointe du poinçon. Le centre de la tôle ne voit jamais un contact complet avec la face de la matrice. Vous pliez, vous n'écrasez pas.
Prenez maintenant une matrice à décalage serré — disons un gradin de 0,375 pouce. Cette cavité inférieure est étroite. Le matériau est entièrement entraîné dans le profil de la matrice. La zone de contact augmente considérablement à mesure que le coulisseau termine sa course. Vous n'êtes plus dans un pliage en trois points. Vous frappez au fond dans une forme fixe.
Cela change tout concernant la force.
La formule standard suppose une résistance à la traction d'environ 450 N/mm² et une géométrie en V uniforme. Elle ne tient pas compte de la formation simultanée de deux rayons, ni de la compression localisée aux coins du gradin. Des hauteurs de gradin plus petites signifient des rayons plus serrés. Des rayons plus serrés déplacent l'axe neutre vers l'intérieur et font grimper la contrainte localisée.
C'est pourquoi vous verrez parfois une force de pointe 20 à 50 % plus élevée sur un décalage serré que ce que prédisait le tableau pour le V — même si la pièce “ semble petite ”.”
Les opérateurs pensent : “ C'est un petit Z. Ça devrait être facile. ” Puis le compteur de tonnage s'affole.
Parce que vous ne pliez pas sur un large V. Vous pressez le matériau dans deux coins confinés à la fois.
Et voici le piège : le tonnage total par pied pourrait être inférieur à celui d'un travail avec une grande ouverture en V, mais la force de pointe au moment de la frappe au fond est plus élevée et plus brutale. Si vous dimensionnez le travail selon les calculs du pliage en l'air, vous risquez soit un formage incomplet, soit une surcharge de l'installation.
Physique différente. Contact différent. Carte de contraintes différente.
Il ne s'agit plus d'un angle contrôlé par la profondeur. C'est une géométrie contrôlée par la matrice sous compression.
Traduction pour l'atelier : Arrêtez d'utiliser les tableaux de pliage en l'air en V pour les déports. Vérifiez le tonnage de frappe en fond de matrice pour la hauteur de redan et le matériau spécifiques, et attendez-vous à une force de pointe plus élevée sur les déports serrés, même si la pièce semble petite.
Cependant, si nous sommes en frappe en fond de matrice dans une géométrie fixe, d'où provient réellement le deuxième angle ? Est-ce la matrice qui le crée, ou se passe-t-il autre chose à l'intérieur du métal ?
| Section | Contenu |
|---|---|
| Titre | Frappe en fond de matrice vs pliage en l'air : pourquoi les profils en déport nécessitent un modèle physique complètement différent |
| Scénario de pliage en l'air | Effectuez le même pliage en l'air sur une tôle d'acier doux de calibre 10 dans une matrice en V de 1 pouce. La tôle touche en trois points : deux épaulements et la pointe du poinçon. Le centre de la tôle ne voit jamais un contact complet avec la face de la matrice. Vous pliez, vous n'écrasez pas. |
| Scénario de matrice à déport | Prenez une matrice à déport serré, disons un redan de 0,375″. La cavité inférieure est étroite. Le matériau est entièrement poussé dans le profil de la matrice. La zone de contact augmente considérablement à mesure que le coulisseau termine sa course. Vous n'êtes plus en flexion trois points. Vous êtes en train de frapper en fond de matrice dans une forme fixe. |
| Implications sur la force | Cela change tout en ce qui concerne la force. |
| Limitation de la formule standard | La formule standard suppose une résistance à la traction d'environ 450 N/mm² et une géométrie en V uniforme. Elle ne tient pas compte de la formation simultanée de deux rayons, ni de la compression localisée aux angles du redan. |
| Comportement des contraintes | Des hauteurs de redan plus petites signifient des rayons plus serrés. Des rayons plus serrés déplacent l'axe neutre vers l'intérieur et font grimper les contraintes localisées. |
| Réalité de la force de pointe | Vous pouvez observer une force de pointe 20 à 50 % plus élevée sur un déport serré que ce que prédisait le tableau de pliage en V, même si la pièce semble petite. |
| Hypothèse de l'opérateur | Les opérateurs pensent : “ C'est un petit Z. Ça devrait être facile. ” Puis le compteur de tonnage s'affole. |
| Cause racine | Vous ne pliez pas sur une large ouverture en V. Vous comprimez le matériau dans deux angles confinés simultanément. |
| Risque caché | Le tonnage total par pied peut être inférieur à celui d'un travail avec une grande ouverture en V, mais la force de pointe en fond de matrice est plus élevée et plus brutale. Dimensionner le travail à partir des calculs de pliage en l'air risque d'entraîner un formage incomplet ou une surcharge de l'installation. |
| Différence physique | Physique différente. Contact différent. Carte de contraintes différente. |
| Classification des processus | Il ne s'agit plus d'un angle contrôlé par la profondeur. C'est une géométrie contrôlée par la matrice sous compression. |
| Traduction pour l'atelier | Arrêtez d'utiliser les tableaux de pliage en l'air en V pour les déports. Vérifiez le tonnage de frappe en fond de matrice pour la hauteur de gradin et le matériau spécifiques. Attendez-vous à une force de pointe plus élevée sur les déports serrés, même lorsque la pièce semble petite. |
| Question ouverte | Si nous effectuons une frappe en fond de matrice dans une géométrie fixe, d'où provient réellement le second angle ? Est-ce la matrice qui le crée, ou se passe-t-il autre chose à l'intérieur du métal ? |
Imaginez une vue en coupe.
À mesure que le poinçon descend, le pli intérieur se forme en premier car il possède le rayon effectif le plus petit. La branche extérieure est encore relativement plate. Ensuite, le matériau situé entre les deux gradins commence à se comprimer longitudinalement. Il n'a nulle part où aller, si ce n'est vers une courbure.
Le second angle n'apparaît pas par magie parce que la matrice possède deux coins. Il se développe parce que l'âme centrale du déport est raccourcie sous l'effet de la compression, tandis que les deux branches sont contraintes par des parois verticales.
Cette contrainte est primordiale.
En pliage en l'air, les fibres extérieures s'étirent et les fibres intérieures se compriment autour d'un axe neutre unique. Dans une matrice de déport, vous créez deux zones de pliage séparées par une courte âme. Cette âme est forcée de prendre forme à mesure que les branches viennent en appui contre leurs plans respectifs. Le second angle naît du fait que l'âme est piégée et raccourcie entre deux limites fixes.
Si l'épaisseur du matériau varie, la longueur de cette âme change. Si le poinçon entre en contact avec un gradin en premier, l'âme se déforme de manière asymétrique avant la compression complète. C'est pourquoi la tolérance d'épaisseur compte davantage ici que dans le pliage en l'air classique.
C'est aussi la raison pour laquelle les matrices de déport semblent “ inflexibles ”. Elles le sont. La géométrie est prédéterminée. Si votre matériau s'écarte trop de la norme, le système ne s'ajuste pas : il résiste.
Et cette rigidité est tout l'intérêt. Elle élimine le cumul des tolérances car les deux angles et la hauteur du déport existent lors du même événement mécanique, sous le même coup de presse.
Une compression. Deux plis. Aucune nouvelle référence.
Le prix à payer est que vous avez abandonné la nature tolérante du pliage en l'air. Vous utilisez désormais un moule fixe sous charge.
La question suivante n'est donc pas de savoir si les matrices de déport éliminent le cumul des tolérances (c'est le cas). La vraie question est de savoir comment calculer et contrôler cet événement de compression sans vous mentir avec les calculs de pliage en V.
Il y a quelques années, nous avons chiffré un travail : acier doux de calibre 10, déport de 0,375″, longueur de 4 pieds. L'opérateur a pris le tableau de pliage en l'air, a appliqué la formule standard, a estimé approximativement ce qu'une matrice en V de 1″ nécessiterait, et a ajouté le coefficient habituel de 4× pour la frappe en fond de matrice. La machine indiquait que nous étions dans les limites de sécurité.
Au premier coup, le marteau est descendu, le compteur de tonnage a grimpé plus fort que prévu et l'outil supérieur a fléchi suffisamment pour laisser une marque sur les deux gradins.
Mais rien dans cette scène ne relève d'une erreur de technique.
C'était une question de mathématiques. Mauvais modèle, mauvais multiplicateur.
Les tableaux de pliage en l'air standard supposent un contact en trois points dans une ouverture en V. Même lorsqu'ils vous disent de multiplier par quatre pour le frappe, ils pensent toujours à une ligne de pliage unique qui s'affaisse dans un V. L'outillage de déport est constitué de deux rayons se formant simultanément à l'intérieur d'une cavité confinée. La zone de contact augmente rapidement en fin de course, et la contrainte n'est pas répartie sur un large V ; elle est concentrée au niveau de deux coins de gradin et d'une âme comprimée.
Si vous calculez le tonnage de déport comme un pliage en l'air à 90 degrés, vous sous-estimez la force avec un multiplicateur qui n'est ni linéaire ni optionnel. Mettons donc des chiffres là-dessus.
Prenez ce même acier doux de calibre 10.
Pour un pliage en l'air dans un V de 1″, vous utilisez la formule courante : Tonnage par pied ≈ 650 × (S² / V)
Vous connaissez la chanson. Mettez l'épaisseur au carré, divisez par l'ouverture de la matrice, multipliez par la longueur. Cela fonctionne parce que la tôle n'est en contact qu'en trois points. Le centre est dans le vide.
Passez maintenant à une matrice de déport standard avec un facteur d'outillage publié à 5,0 pour les déports typiques, et jusqu'à 10,0 pour des combinaisons plus serrées ou plus épaisses. Ce n'est pas une erreur d'arrondi. C'est une tout autre affaire.
Si votre calcul de pliage en l'air vous donnait 20 tonnes au total, un facteur de déport de 5× vous amène à 100 tonnes. Si le travail implique des matériaux plus épais et que le facteur grimpe à 10×, vous faites face à 200 tonnes. Même matériau. Même longueur. Profil de force complètement différent.
Pourquoi ce bond ?
Parce qu'en pliage en l'air, la force augmente progressivement à mesure que le coulisseau descend. Dans le pliage déporté par frappe, la force augmente brutalement en fin de course lorsque le matériau est entièrement enfoncé dans deux coins opposés et que l'âme entre eux se raccourcit sous la compression. Vous ne vous contentez pas de vaincre la résistance à la traction : vous comprimez plastiquement et emprisonnez le matériau entre des parois fixes.
Le multiplicateur n'est pas “ exponentiel ” au sens mathématique. Il est progressif et dépend de l'épaisseur. Les petits déports sur tôle mince peuvent se situer autour de 5×. Les gradins serrés sur des stocks plus épais peuvent atteindre 8× ou 10×. Ce saut non linéaire est la raison pour laquelle les conseils génériques de frappe — “ multipliez simplement le tonnage de pliage en l'air par quatre ” — sont incomplets pour les déports. Quatre vous place dans les environs pour un pliage simple à 90°. Cela vous laisse court pour un système de compression à double rayon.
Si vous manquez cela, la benne à rebuts ne se remplira pas d'abord de mauvaises pièces. Elle se remplira d'outillage fissuré.
Traduction pour l'atelier : Prenez votre tonnage de pliage en l'air normal, puis appliquez le facteur d'outillage de déport (5× comme base, plus élevé pour des gradins plus épais ou plus serrés). Si la capacité de la machine ne dépasse pas confortablement ce chiffre, ne lancez pas l'opération.
Donc, si la force varie en fonction de l'épaisseur et de l'étroitesse du gradin, quelle dimension contrôle réellement la violence de cet événement de compression ?
Prenez un catalogue de matrices de déport et regardez comment ils les listent : hauteur de gradin, profondeur de gorge, parfois la plage d'épaisseur recommandée. Ce qui est caché en petits caractères, c'est la relation entre la hauteur du gradin et l'épaisseur du matériau.
Utilisez un matériau de 0,125″ dans un gradin de 0,250″. Vous avez de la marge. L'âme entre les plis est assez longue pour se former sans raccourcissement extrême. Essayez maintenant un matériau de 0,187″ dans ce même gradin de 0,250″. L'âme est à peine plus longue que l'épaisseur elle-même. Lorsque le coulisseau se ferme, cette section centrale n'a presque nulle part où aller, si ce n'est dans une compression sévère.
C'est là que le tonnage grimpe au-delà de ce que votre règle “ 5× ” prédisait.
À mesure que l'épaisseur approche la hauteur du gradin, vous augmentez le pourcentage de matériau qui doit se comprimer plastiquement plutôt que simplement se plier. L'axe neutre se déplace, les rayons intérieurs se resserrent et la zone de contact contre les parois verticales augmente plus tôt dans la course. La force augmente plus rapidement et atteint un pic plus élevé.
C'est là que les opérateurs se font surprendre : deux travaux avec la même dimension de déport peuvent nécessiter un tonnage radicalement différent parce que l'un est en calibre 14 et l'autre en calibre 10. Le déport semble identique sur le plan. La physique de la compression, elle, ne l'est pas.
C'est aussi là que vous entrez dans le domaine de l'outillage sur mesure. Si le travail exige une hauteur de gradin à peine supérieure à l'épaisseur, vous sortez des plages standard confortables. Outillage spécial, puissances nominales plus élevées et très peu de tolérance à l'erreur.
Ignorez cette relation et vous accumulez les risques comme des intérêts : chaque augmentation de l'épaisseur ajoute une demande de compression supplémentaire jusqu'à ce que la pièce finisse à la poubelle.
Traduction pour l'atelier : Ne vous contentez pas de faire correspondre la dimension du déport sur le plan. Vérifiez que la hauteur du gradin est confortablement supérieure à l'épaisseur du matériau, sinon attendez-vous à une forte augmentation du tonnage au-delà du multiplicateur de déport de base.
Mais jusqu'où pouvez-vous vraiment pousser ce gradin avant de ne plus être dans le formage, mais dans la découpe ?
Imaginez une tôle de 0,125″ d'épaisseur entrant dans un gradin de 0,130″.
Sur le papier, ça passe. En réalité, vous n'avez laissé presque aucun jeu pour l'écoulement du matériau. Lorsque le coulisseau arrive en fin de course, les faces verticales de la matrice et du poinçon approchent de la zone de jeu de cisaillement. Au lieu d'une déformation plastique contrôlée, vous forcez le métal contre des parois presque parallèles avec un échappement minimal.
C'est à ce moment-là que vous voyez des lignes polies et brillantes aux coins. Ce ne sont pas des marques d'étirement, mais du polissage par compression. Forcez davantage et vous obtiendrez des fissures sur les bords le long de l'intérieur du gradin, car le matériau ne peut pas redistribuer la contrainte ; il est pincé.
À un certain point, une matrice de déport cesse de se comporter comme un outil de formage et commence à se comporter comme un cisaillement très émoussé. Plus le jeu par rapport à l'épaisseur est serré, plus vous vous rapprochez de cette limite.
Il n'existe pas de chiffre universel, car la résistance du matériau, la conception du rayon et la finition de la matrice entrent tous en ligne de compte. Mais le mécanisme est constant : lorsque le jeu approche de l'épaisseur de la tôle sans aucune marge pour l'écoulement, le tonnage grimpe en flèche et le risque de dommages augmente. Ce n'est pas une “ marge de sécurité supplémentaire ”. C'est un problème de géométrie.
Ainsi, lorsque vous calculez le tonnage pour les déports, vous ne demandez pas seulement : “ Quelle force pour plier ceci ? ”. Vous demandez : “ Quelle force pour compresser et coincer ceci sans passer dans des conditions de cisaillement ? ”.”
C'est une question différente de celle à laquelle tout tableau de matrice en V a été conçu pour répondre.
Traduction pour l'atelier : Maintenez un jeu significatif entre l'épaisseur du matériau et la géométrie du gradin. Si le gradin n'est que de quelques millièmes plus grand que l'épaisseur, attendez-vous à un comportement de type cisaillement et à un tonnage extrême : reculez ou reconcevez avant d'abaisser le coulisseau.
Et une fois que vous acceptez que le calcul est basé sur un multiplicateur, sensible à l'épaisseur et critique quant au jeu, le problème suivant n'est plus théorique : c'est la façon dont la machine elle-même doit être configurée pour survivre à cet événement de compression.
L'année dernière, j'ai regardé une presse plieuse de 135 tonnes essayer de former un déport de 0,375″ dans du calibre 10 sur 6 pieds. Le calcul de pliage en l'air indiquait que c'était confortable. Le coulisseau a frappé, le compteur de charge a dépassé les 110 tonnes à mi-course, et au moment où il a atteint le fond, la machine flirtait avec sa limite. Les angles étaient parfaits. La machine, elle, ne l'était pas.
C'est la question que vous posez vraiment : comment configurer et calibrer la presse pour que le pic de compression ne punisse pas l'acier ?
La première étape est 0.
Avec une matrice de déport, la profondeur n'est pas une valeur flottante. C'est la dimension. En pliage en l'air, un réglage de 0,010″ du coulisseau peut vous faire varier d'un demi-degré et vous ajustez à partir de là. Dans un déport à géométrie fixe, 0,010″ est la différence entre “ les deux rayons entièrement en appui ” et “ un rayon à moitié formé tandis que l'autre est en train d'être écrasé ”. Vous ne cherchez pas l'angle. Vous fermez un système mécanique jusqu'à ce qu'il s'arrête.
Voici le mécanisme. Le poinçon pénètre, entre en contact avec les deux lignes de pliage et, à mesure que le marteau continue sa descente, le matériau est forcé dans deux rayons tandis que l'âme située entre eux se raccourcit par compression. La force augmente lentement, puis grimpe en flèche lorsque les deux rayons entrent en contact avec leurs parois verticales. Ce pic se produit dans les derniers millièmes. Si votre hauteur de fermeture est devinée et non réglée, vous allez soit sous-former (deux angles trop ouverts), soit sur-enfoncer jusqu'à atteindre la zone de cisaillement.
Le réglage commence donc à l'inverse du pliage en l'air :
Si vous traitez la profondeur comme une suggestion, les tolérances s'accumulent comme des intérêts composés : chaque millième ajoute une demande de compression jusqu'à ce que la pièce fasse faillite dans le bac à rebuts.
Traduction pour l'atelier : Évaluez le travail à 5×–10× le tonnage de pliage en l'air, vérifiez que la presse peut le supporter sur toute la longueur et réglez la profondeur du coulisseau jusqu'à la fermeture complète de la matrice, sans la dépasser. Vous fermez un moule, vous ne réglez pas un angle.
Maintenant que la position du marteau n'est pas négociable, de quel bord prenez-vous votre référence ?
Imaginez une aile de 1″ (25,4 mm) s'engageant dans un déport de 0,500″ (12,7 mm). L'opérateur prend sa référence sur le bord extérieur, effectue la course, et la dimension du déport dérive de ±0,015″ (0,38 mm) d'une pièce à l'autre. La répétabilité de la machine est vérifiée. L'outillage est solide. Alors, qu'est-ce qui a bougé ?
Le bord de référence.
Lors du formage d'un déport, l'âme entre les plis se raccourcit sous la compression. Pas élastiquement, mais plastiquement. Le matériau devient physiquement plus court entre ces deux lignes de pliage. Si vous avez pris votre référence à partir du bord extérieur de l'aile, ce bord n'est plus dans la même relation spatiale avec la seconde ligne de pliage une fois la compression effectuée.
Dans un monde de retournement et de repliage, vous blâmeriez la technique. Mais rien dans cette situation n'est un échec technique. C'est de la géométrie.
Pour les déports critiques, prenez votre référence sur l'élément qui ne bouge pas sous la compression, généralement l'emplacement de la première ligne de pliage ou un point de référence pré-découpé. Sur les déports de bord (pensez aux jeux de matrices qui déconseillent de former à moins de 1″ des bords de la tôle), l'étalement au niveau du bord non soutenu exagère ce décalage. C'est pourquoi il existe des guides de maintien sur certains outils de déport : ils restreignent l'étalement latéral afin que votre référence ne se déplace pas.
L'outillage de déport à ressort complique encore davantage les choses. Comme il maintient la tôle plus horizontale et réduit la poussée, les grandes tôles ne s'inclinent pas autant, mais cela signifie également que vos doigts de butée arrière doivent assurer un soutien constant sur toute la largeur. Toute inclinaison lors de l'approche modifie la distance de jauge effective avant même que le marteau ne touche le métal.
La règle devient donc simple et stricte : prenez votre référence sur un point qui survit à la compression et soutenez la tôle pour qu'elle ne puisse pas pivoter sous la charge d'approche.
Traduction pour l'atelier : Ne prenez pas votre référence sur l'aile libre d'un déport. Prenez-la sur la ligne de pliage ou sur un point stable, et soutenez la tôle afin que la compression ne puisse pas déplacer votre référence avant la fin de course.
Si la profondeur est fixe et la référence stable, que faites-vous lorsque l'angle est toujours incorrect ?
J'ai vu des gars glisser des cales de 0,005″ (0,127 mm) derrière des blocs de déport réversibles pour “ régler ” l'angle. Ça fonctionne, jusqu'à ce que ça ne fonctionne plus.
Voici pourquoi. Dans certains systèmes à déport réglable, les blocs rotatifs modifient le rayon et les cales ajustent la profondeur effective. Mais chaque cale modifie la relation entre le nez du poinçon, la hauteur du redan et les parois verticales. Vous ne fermez plus une géométrie conçue, vous en inventez une.
Comme la hauteur du redan est la dimension de l'âme, même une cale de 0,005″ modifie effectivement la compression que l'âme doit absorber avant que les deux rayons ne s'assoient. Cela déplace le pic de force. Sur un travail à faible jeu, cette minuscule cale peut vous faire passer d'un formage complet à un contact quasi-cisaillement d'un côté en premier. Désormais, un rayon arrive en butée avant l'autre, et vous avez réintroduit l'accumulation de tolérances que l'outillage à déport était censé éliminer.
Si l'angle est incorrect :
Plus vous traitez les cales comme un simple assaisonnement, plus votre réglage dérive d'un comportement à géométrie fixe vers un chaos personnalisé. Et le chaos coûte cher.
Traduction pour l'atelier : Réglez d'abord les variables de profondeur et de matériau. Ne calez que dans le cadre d'un ajustement géométrique contrôlé, et comprenez que vous modifiez la compression, pas seulement l'angle.
Si le calage modifie la compression, que se passe-t-il lorsque la pièce mesure 8 pieds (environ 2,4 mètres) de long ?
Réalisez un déport de 96″ (environ 2,4 mètres) dans du calibre 7 et observez le dynamomètre. Le pic ne se répartit pas uniformément comme lors d'un pliage en l'air en V large. Il se concentre là où les deux rayons entrent le plus fortement en contact, généralement au centre en premier à mesure que le tablier fléchit.
Le pliage en l'air tolère un peu de déflexion car l'angle varie avec la profondeur. Les déports, non. Si le tablier s'affaisse de 0,010″ au centre, ce centre peut ne pas s'asseoir complètement alors que les extrémités le font, ou l'inverse, selon le bombage. N'oubliez pas : la profondeur est la dimension.
La logique de bombage standard s'applique toujours — contrer la déflexion du tablier pour obtenir une pénétration uniforme — mais votre marge est plus mince. Parce que la force atteint un pic au fond, vous devez régler le bombage de manière à ce que la fermeture complète se produise simultanément sur toute la longueur. Trop peu de bombage et le centre est sous-formé. Trop de bombage et le centre est sur-compressé en premier, provoquant un pic de tonnage local.
L'outillage anti-retour élastique réduit la poussée latérale, ce qui aide pour les grandes tôles, mais il n'élimine pas la déflexion verticale. Le marteau subit toujours le même événement de compression lorsque les deux rayons s'assoient.
Donc, pour les longs déports :
Car une fois la production lancée, il n'y a pas de course de “ réglage d'angle ” pour vous sauver.
Si vous vous trompez, les pièces ne sortiront pas des tolérances de manière graduelle. Elles paraîtront correctes aux extrémités et vous tromperont au milieu, jusqu'à ce que l'assemblage vous le signale.
Traduction pour l'atelier : Bombé pour la charge de déport maximale, pas pour les valeurs de pliage en l'air, et vérifiez la fermeture sur toute la longueur avant la production. Les déports exigent une mise en fond de matrice uniforme sur toute la longueur du banc.
La profondeur est fixe. La référence doit être stable. Les cales modifient la compression. Le bombage doit correspondre à la charge maximale.
Ignorez l'un de ces points, et la section suivante ne portera pas sur le réglage fin.
Elle portera sur les schémas de défaillance.
L'hiver dernier, nous avons réalisé un déport de 0,375 po dans de l'acier doux de calibre 10, d'une longueur de 72 po. Le tableau de tonnage indiquait que nous étions en sécurité. La profondeur était réglée. Le bombage était défini pour la charge maximale calculée. Les trois premières pièces semblaient propres.
La quatrième pièce est sortie avec une âme ondulée au centre, une aile mesurant 89,2° et l'autre 90,1°, avec une microfissure commençant au rayon intérieur sur l'aile la plus serrée.
Ce ne sont pas trois défauts sans rapport. C'est un malentendu sur le réglage qui s'exprime de trois manières différentes.
Lorsque vous évaluez mal le tonnage, que vous forcez la profondeur ou que vous prenez comme référence quelque chose qui bouge, les déports ne dérivent pas comme les pliages en l'air. Ils échouent structurellement. L'âme se voile. Un rayon se met en place avant l'autre. Ou le matériau cède simplement parce que vous l'avez forcé au-delà de son rayon intérieur minimal. C'est ce qui arrive lorsque vous traitez un système mécanique rigide à un seul coup comme une matrice en V tolérante.
Analysons les trois modèles que vous verrez réellement dans l'atelier.
Prenez un déport de 0,500 po dans une épaisseur de 0,1345 po (calibre 10) sur 60 po. L'âme entre les plis ne mesure qu'environ un demi-pouce de haut. Lors de la fermeture complète, les deux rayons se compriment vers l'intérieur tandis que les parois verticales de la matrice piègent les ailes. Cette âme ne se contente pas de “ suivre le mouvement ”. C'est une colonne de compression qui est serrée des deux côtés.
Si votre estimation de tonnage provient du calcul de pliage en l'air — P = 650 × S² × L / V — vous avez déjà tort. L'outillage de déport nécessite régulièrement 5 à 10 fois le tonnage du pliage en l'air, car vous mettez en fond de matrice deux plis simultanément avec un jeu quasi nul au siège. Cette force ne se répartit pas comme dans un V large. Elle atteint un pic lorsque les deux rayons entrent en contact.
Ajoutez maintenant une erreur supplémentaire : un bombage insuffisant sur une pièce longue. Le banc s'affaisse de 0,010 po au centre. Les extrémités se mettent en place en premier. Le centre est encore en mouvement alors que le coulisseau est déjà à la profondeur programmée. L'âme au centre subit une compression latérale avant la mise en place complète. Les âmes minces sous compression ne se déforment pas poliment. Elles se voilent.
Vous verrez une courbe en S subtile le long de l'âme, généralement à mi-longueur. L'angle peut encore sembler “ correct ” aux extrémités. Mais l'âme dit la vérité.
Mais rien dans cette scène n'est un échec technique. C'est une instabilité de colonne causée par une mise en place inégale lors d'un événement à haute compression.
La solution n'est pas de “ ralentir ” ou d“” augmenter la profondeur ». Elle est structurelle :
Si vous ne le faites pas, cette âme finira à la ferraille bien avant que votre rapporteur d'angle ne se plaigne.
Traduction pour l'atelier : Si l'âme ondule, c'est que vous avez sous-supporté ou sous-bombé un système à haute compression. Augmentez le bombage pour correspondre au tonnage de déport réel et confirmez que les deux rayons se mettent en place simultanément.
Et si l'âme semble correcte, mais qu'une aile continue de dériver différemment de l'autre ?
Imaginez un déport de 0,250″ (6,35 mm) en acier inoxydable, calibre 14. Vous atteignez la profondeur. Les deux rayons semblent en place. Vous relâchez le marteau. Une aile revient de 1°. L'autre seulement de 0,3°.
Les opérateurs commencent à chercher l'angle avec des cales.
Voici ce qui se passe réellement.
Dans l'outillage de déport, les deux plis ne sont pas indépendants. Ils partagent une âme comprimée. Si un rayon entre en contact en premier — à cause d'une cale de 0,005″ (0,127 mm), d'une légère variation d'épaisseur ou d'un décalage de référence — le premier pli atteint le fond réel alors que le second est encore sous charge élastique.
Lorsque vous ouvrez l'outil, le pli qui s'est mis en place plus tard libère davantage d'énergie stockée. Historiques de déformation différents. Retour élastique différent.
Le pliage en l'air tolère cela car l'angle flotte avec la profondeur. Les déports ne flottent pas. Ils coincent.
Les commandes CNC modernes peuvent compenser les angles inégaux sur des frappes séparées. C'est très bien pour le travail en deux temps. Mais dans un déport en une seule frappe, la commande ne peut pas changer le fait qu'un côté a été plus fortement comprimé que l'autre. La géométrie est déjà fixée lorsque le marteau se ferme.
Vous pouvez mesurer cela. Appliquez du bleu de traçage sur les rayons. Effectuez une frappe d'essai lente. Si un côté montre un essuyage complet avant l'autre, vous avez un positionnement asymétrique. C'est votre coupable, pas le “ mauvais acier inoxydable ”.”
Le chemin de correction est rigoureux :
Sinon, vous accumulez les micro-différences comme des intérêts jusqu'à ce que la pièce finisse à la ferraille.
Traduction pour l'atelier : Un retour élastique inégal signifie un positionnement inégal. Corrigez d'abord l'épaisseur, la profondeur et la symétrie — ne cherchez pas à corriger une aile avec des cales aléatoires.
Alors, que se passe-t-il lorsque vous faites tout “ uniformément ” et que la pièce se fissure quand même ?
Un atelier a essayé de passer de l'aluminium de 2 mm dans une matrice de déport avec un rayon intérieur effectif de 0,5 mm. Le résultat semblait net. Le client aimait les déports serrés.
Le premier lot s'est fissuré le long de l'intérieur du pli le plus serré.
L'aluminium n'est pas de l'acier doux. Une règle courante pour l'acier au carbone est un rayon intérieur minimum ≈ 1× à 1,5× l'épaisseur du matériau, selon la nuance. L'aluminium nécessite souvent des rayons plus grands — parfois 1,5× à 2× l'épaisseur — surtout pour les trempes plus dures.
En pliage en l'air, on peut tricher un peu car le rayon se forme naturellement en fonction de l'ouverture en V. Dans le formage de déport en frappe, le nez du poinçon et l'épaulement de la matrice définissent le rayon. Vous forcez le matériau à adopter cette géométrie à pleine compression.
N'oubliez pas : vous fermez un moule, vous ne réglez pas un angle.
Si le rayon de l'outil est plus petit que le rayon de sécurité minimum du matériau, la contrainte sur la fibre intérieure dépasse les limites d'allongement. Avec deux plis se produisant simultanément, la contrainte se localise plus rapidement. Ajoutez à cela le multiplicateur de tonnage dont nous avons déjà discuté, et vous ne flirtez pas avec la rupture : vous la programmez.
Signes diagnostiques :
La solution n'est pas de réduire la profondeur. Une profondeur moindre signifie simplement une assise incomplète et une hauteur incohérente. La solution consiste à adapter le rayon de l'outil aux capacités du matériau. Cela peut signifier utiliser des matrices de déport différentes pour l'aluminium et pour l'acier à épaisseur égale.
Traiter tous les matériaux comme de l'acier doux est le meilleur moyen de voir des pièces finir discrètement à la poubelle pendant que vous blâmez l'opérateur.
Traduction pour l'atelier : Si ça fissure, le rayon de votre outil est trop serré pour ce matériau. Changez le rayon ou changez les spécifications — ne réduisez pas la profondeur en prétendant que le problème est résolu.
Nous avons vu ce qui se casse lorsque la physique du déport est ignorée. La question plus difficile est la suivante : quand la géométrie elle-même fait-elle du déport un mauvais choix ?
Vous êtes maintenant convaincu que le formage par déport est une compression structurelle, pas de la finesse.
Bien.
Alors, quand cette rigidité devient-elle un handicap plutôt qu'un avantage ?
Voici la limite : lorsque la géométrie de la pièce ou le comportement du matériau exige de la flexibilité en cours de course, et que la matrice de déport n'en offre aucune. Rappelez-vous, il s'agit d'un système mécanique fermé. La profondeur du gradin, les rayons et l'espacement sont figés dans l'acier. Le marteau s'abat et la géométrie est décidée en un seul coup. Si la pièce nécessite un ajustement entre les plis — comportement différent des ailes, retour élastique changeant, tonnage variable — une matrice de déport ne peut pas négocier.
Elle ne fait qu'imposer.
Et imposer la mauvaise géométrie est la façon dont de bonnes pièces commencent silencieusement à accumuler des erreurs comme des intérêts, jusqu'à ce qu'elles finissent à la poubelle.
Les matrices de déport supposent une symétrie. Des ailes égales. Un effet de levier égal. Des moments de retour élastique égaux de part et d'autre d'une âme commune.
Imaginez maintenant un Z où une aile mesure 3 pouces et l'autre 0,75 pouce.
L'aile longue se comporte comme une barre élastique. L'aile courte se comporte comme un moignon. Lorsque le coulisseau se ferme, les deux pliages arrivent en fond de matrice en même temps, mais ils ne stockent ni ne libèrent l'énergie de la même manière. L'aile la plus longue amplifie le couple de retour élastique. L'aile la plus courte bouge à peine. Au relâchement, l'âme se tord microscopiquement car l'énergie stockée n'était pas équilibrée.
En pliage en l'air par étapes, vous plieriez d'abord l'aile longue, compenseriez, puis formeriez le côté court avec sa propre stratégie de profondeur. Deux problèmes indépendants. Deux solutions ajustées.
L'outillage de déport fusionne ces deux opérations en une seule.
Pourriez-vous quand même le réaliser ? Parfois. Si les tolérances sont larges et le matériau indulgent. Mais lorsque le plan exige un parallélisme strict entre des ailes inégales, vous avez supprimé votre seul levier de réglage. Il n'y a pas de surpliage sélectif. Pas de biais de profondeur. La matrice ne se soucie pas du fait qu'une aile travaille plus que l'autre.
Ce n'est pas un problème de réglage. C'est la géométrie qui lutte contre l'outil.
Traduction pour l'atelier : Si une aile est nettement plus longue que l'autre et que la tolérance est serrée, ne forcez pas le passage dans un déport en une seule frappe. Formez d'abord l'aile dominante, ajustez-la, puis effectuez le second pliage séparément.
Qu'en est-il si les ailes sont égales, mais que le déport lui-même est profond ?
Chaque poinçon de déport possède une profondeur de col de cygne et un dégagement d'épaulement. C'est l'enveloppe physique que le métal doit occuper lorsque le coulisseau se ferme.
Lorsque la profondeur de déport spécifiée approche cette dimension de col de cygne, deux choses se produisent rapidement.
Premièrement, les faces intérieures des ailes en cours de formage peuvent entrer en contact avec le corps du poinçon avant la mise en place complète. Il s'agit d'une butée mécanique rigide, et non d'une limite de tonnage souple. Deuxièmement, la force requise grimpe en flèche car vous comprimez le matériau dans un coin confiné sans presque aucun dégagement latéral. Le tonnage double par rapport à un pliage en V simple, et de nombreux ateliers dimensionnent déjà leur presse-plieuse pour des travaux de pliage simple.
Une presse de 100 tonnes à l'aise en pliage en l'air peut soudainement nécessiter 180 tonnes ou plus pour un déport en fond de matrice sur la même épaisseur. Si la machine n'a pas de marge, le coulisseau force quand même. La déflexion augmente. Le parallélisme dérive. Les deux pliages sont faussés simultanément.
Et voici le piège : comme les deux pliages se décalent de manière identique, la pièce peut sembler “ uniforme ” tout en étant dimensionnellement incorrecte. Un désalignement dans un processus en deux étapes se manifeste par une différence. Dans un déport, il se manifeste par une erreur uniforme.
C'est plus difficile à diagnostiquer.
Si la profondeur de votre déport est si grande que les ailes formées frôlent presque le corps du poinçon en fin de course, vous dépassez la géométrie de sécurité de cet outil. Aucun bombage ou calage ne changera l'enveloppe d'acier dans laquelle vous travaillez.
Traduction pour l'atelier : Mesurez le col de cygne du poinçon et comparez-le à la profondeur de déport requise plus l'épaisseur du matériau. Si le dégagement est marginal, ou si le tonnage de la machine est proche de la limite, effectuez l'opération en deux frappes contrôlées plutôt qu'en une seule frappe ambitieuse.
Ce qui nous amène au matériau.
L'acier à haute résistance ne s'étire pas comme l'acier doux. La tôle épaisse ne pardonne pas les erreurs de rayon. Tous deux exigent des rayons intérieurs plus grands et une force plus élevée.
Les matrices à déport verrouillent le rayon et l'espacement dès la phase de conception.
En pliage en l'air, vous pouvez élargir l'ouverture en V pour réduire le tonnage et laisser le rayon se former naturellement. En pliage en frappe (offset bottoming), le nez du poinçon et l'épaulement de la matrice déterminent le rayon, que le matériau l'apprécie ou non. Si l'acier nécessite un rayon intérieur de 1,5× l'épaisseur et que votre outil à déport est rectifié plus serré, vous forcez la déformation au-delà de la limite élastique sur deux plis simultanément.
Ce n'est pas de l'efficacité. C'est une concentration de contraintes.
Ajoutez maintenant l'épaisseur. Les directives standard poussent l'ouverture en V à 8–12× l'épaisseur du matériau à mesure que la tôle devient plus lourde afin de contrôler le tonnage. L'outillage à déport ne s'adapte pas aussi facilement car la géométrie du redan fixe l'espacement. Des ouvertures équivalentes plus larges signifient un redan plus haut ou un outillage sur mesure. Sinon, vous appliquez une charge extrême dans une géométrie étroite.
La déformation de la matrice devient réelle à ces niveaux de force. L'usure locale s'accélère. La hauteur dérive avec le temps. Les économies de main-d'œuvre réalisées en un seul coup peuvent s'évaporer en maintenance et en retouches.
Parfois, deux coups sont tout simplement plus intelligents. Premier pli avec un V large pour respecter le matériau. Retournement. Second pli avec son propre réglage optimisé. Le temps de cycle peut augmenter légèrement. Les rebuts diminuent. La durée de vie des outils se prolonge. Le calcul est gagnant en production, pas seulement en théorie.
Une frappe ambitieuse semble efficace.
Deux coups contrôlés le sont souvent davantage.
Traduction pour l'atelier : Pour les nuances à haute résistance ou les tôles épaisses, vérifiez que le rayon de l'outil respecte les exigences minimales de pliage et que le tonnage de la machine dispose d'une réelle marge de manœuvre. Si ce n'est pas le cas, élargissez le V et formez en plusieurs étapes au lieu de forcer les deux plis en une seule fois.
Les matrices à déport sont puissantes. Mais elles ne sont pas universelles.
Et savoir où se situe la limite est ce qui les transforme d'un accessoire spécialisé en une décision de production réfléchie.
Vous êtes devant le plan avec un pli en Z et une question en tête : Dois-je réaliser cela avec une matrice à déport ou le faire en deux plis en l'air ?
Bien. C’est la bonne question.
Car une fois que vous avez accepté que l'outillage à déport est situationnel — et non universel — la décision ne concerne plus la vitesse, mais le comportement du système. Les matrices à déport sont des systèmes mécaniques rigides à un seul coup. Le pliage en l'air est une géométrie réglable sous un marteau mobile. Deux problèmes physiques différents. Deux profils de risque différents.
Le point le moins évident ? La plupart des échecs de réglage ne sont pas causés par de mauvais opérateurs. Ils sont causés par le choix du mauvais système avant même que le premier outil ne soit chargé.
Alors, comment décider avant le réglage, et non après la première pièce défectueuse ?
Peu m'importe l'aspect propre du râtelier à outils. Ce qui m'intéresse, ce sont trois questions.
1. La famille de matériaux présente-t-elle un retour élastique prévisible au rayon requis ?
Les matrices de déport verrouillent le rayon et l'espacement. Si l'acier au carbone de calibre 11 se comporte généralement autour de 1,5× l'épaisseur du rayon intérieur et que votre outil correspond à cela, tout va bien. Si vous utilisez des bobines mixtes d'acier à haute résistance et d'acier doux sous la même référence de pièce, votre “ moule ” à une seule course réagit désormais à deux courbes de retour élastique différentes.
Le pliage en l'air permet de tricher sur la profondeur pour ajuster l'angle. Le fond de matrice déporté ne le permet pas.
Lorsque la variation du matériau est importante, la rigidité cesse d'être un avantage pour devenir un pari. C'est ainsi que les pièces finissent discrètement à la ferraille : par une erreur composée, une course à la fois.
2. L'épaisseur du matériau est-elle étroitement contrôlée par rapport aux spécifications de la matrice ?
Les matrices de déport sont sensibles à l'épaisseur. Quelques millièmes de trop signifient une compression plus élevée. Quelques millièmes en moins signifient une assise incomplète. En pliage en l'air, la profondeur compense. En fond de matrice déporté, la profondeur est la fermeture.
Si votre fournisseur respecte des tolérances d'usine strictes et que vous utilisez un matériau provenant d'une source unique, le déport est judicieux. Si vous utilisez des lots de coulées mixtes et que vous mesurez des variations sur toute la tôle, les plis en l'air étagés vous offrent un levier de réglage qui vous manquera plus tard.
La première aile est à 0. Cela signifie que votre référence est fixe. La dérive de l'épaisseur déplace les deux plis simultanément.
3. La géométrie respecte-t-elle les limites d'espacement strictes ?
Des déports inférieurs à environ six fois l'épaisseur du matériau ? Vous vous battez contre le jeu, la durée de vie de l'outil et les pics de pression. Des ailes courtes qui peuvent tomber dans la matrice ? Vous vous exposez à un mauvais alignement, à moins de changer la séquence ou d'ébavurer après le formage.
Mais rien dans cette scène ne relève d'une erreur de technique.
C'est la géométrie qui tente d'occuper un espace que l'outil ne permet pas physiquement. Et le marteau ne négocie pas avec l'acier.
Traduction pour l'atelier : Si le matériau est cohérent, que l'épaisseur est contrôlée et que l'espacement respecte l'encombrement de l'outil, choisissez la matrice de déport. Si l'un de ces éléments vacille, étagez les plis afin de conserver un levier de réglage.
Supposons maintenant que les trois réponses pointent vers le déport. Qu'est-ce qui s'améliore réellement ?
Chaque retournement lors d'un pliage étagé réinitialise votre référence.
Vous formez la première aile. Vous retournez. Vous prenez comme référence une surface qui vient d'être étirée, compressée et déplacée. Vous effectuez le deuxième pli. Chaque pli peut être à ±0,5°, mais ces erreurs s'accumulent à travers la géométrie. C'est la tolérance qui agit comme des intérêts composés. Deux petites déviations angulaires créent une dérive de parallélisme mesurable sur une âme.
Le temps de cycle explose, non pas parce que vous êtes lent, mais parce que vous résolvez un problème de géométrie en deux étapes déconnectées.
L'outillage de déport élimine le retournement. Les deux plis se forment contre l'acier fixe en une seule course. Même position du coulisseau. Même courbe de bombage. Même pic de tonnage. Si l'outil est aligné, la relation angulaire entre les ailes est mécaniquement verrouillée.
Remarquez ce qui a changé : nous n'avons pas amélioré les compétences de l'opérateur. Nous avons supprimé une variable.
C'est là que réside la force tranquille. Pas dans la vitesse. Pas dans la commodité. Dans l'élimination structurelle des possibilités d'accumulation d'erreurs.
Bien sûr, cela suppose que l'alignement soit parfaitement exact. Les matrices de déport sont moins tolérantes au désalignement poinçon-matrice qu'un V large. Si la hauteur du gradin est incorrecte, les deux pliages sont faux en même temps. Erreur uniforme. Plus difficile à détecter.
Ce qui signifie que la stratégie de production n'est pas “ on le met dans le déport et on espère ”. C'est “ contrôler l'alignement pour que la rigidité travaille pour vous ”.”
Traduction pour l'atelier : Si le plan exige un parallélisme serré ou des angles de ailes égaux, et que vous pouvez aligner l'outil avec précision, le formage en une seule course élimine le retournement — et avec lui, l'accumulation d'erreurs d'angle.
Alors pourquoi les ateliers traitent-ils encore les matrices de déport comme des accessoires spécialisés ?
Parce que les matrices de déport semblent agressives.
Tonnage plus élevé. Géométrie plus étroite. Pas de réglage en milieu de course. Vous fermez un piège mécanique et vous faites confiance aux calculs.
Mais voici le changement.
Le pliage en l'air est ajustable par nature. Cela le rend tolérant — et variable. Le formage en fond de matrice (bottoming) est rigide par conception. Cela le rend exigeant — et reproductible.
Si votre pièce respecte les contraintes de matériau, de rayon approprié, d'espacement adéquat et de tonnage de machine avec une marge réelle, alors le formage en une seule course devrait être votre référence pour les pliages en Z. Pas votre plan de secours. Pas votre “ peut-être ”.”
Cela devient la norme lorsque vous avez fini de parier sur les tolérances cumulées.
Le cadre décisionnel n'est pas émotionnel. Il est structurel :
Les matrices de déport ne sont pas des matrices en V spécialisées.
Ce sont des systèmes rigides qui correspondent à la pièce — ou pas.
Et une fois que vous commencez à considérer les pliages en Z comme des systèmes mécaniques plutôt que comme “ deux angles en séquence ”, vous arrêtez de demander :, Puis-je faire fonctionner cela en une seule course ?
Vous commencez à demander :, Quel système élimine le plus de variables avant même que le marteau ne se déplace ?


















