

Dia memegang kaliper di satu tangan dan bagian benda di tangan lainnya. Kaki pertama berukuran 0,750″. Kaki kedua 0,782″. Offset seharusnya 0,500″; dia membaca 0,468″. Jadi dia menggeser backgauge dua thou, menyesuaikan tekanan, menjalankan satu lagi. Lebih mendekati. Masih meleset.
Pada penyesuaian kelima, dia menyalahkan dirinya sendiri.
Namun tidak ada yang salah dengan teknik dalam adegan itu. Ini soal matematika. Dan semuanya dimulai saat kamu membalik bagian tersebut.
Kamu membentuk huruf Z dengan V-die standar. Tekukan pertama ke bawah. Keluarkan bagian. Putar 180 derajat. Ukur ulang. Tekukan kedua ke atas. Dua tekukan udara terpisah, dua pengaturan terpisah, dua peluang terpisah untuk terjadinya variasi.
Tekuk udara berarti sudut dikontrol oleh kedalaman. Kedalaman dikontrol oleh posisi palu. Posisi dipengaruhi oleh variasi ketebalan material, arah serat, pantulan balik, dan defleksi mesin. Kamu sudah tahu itu.
Yang mungkin belum kamu perhitungkan adalah ini: ketika kamu membalik bagian, tekukan kedua mengacu pada permukaan yang baru saja diciptakan oleh tekukan pertama. Setiap kesalahan sudut, variasi panjang flange, atau sedikit lengkungan menjadi dasar bagi operasi kedua.
Itu bukan koreksi. Itu bunga majemuk.

Mari kita bahas contoh hipotetis sederhana. Kamu mempertahankan ±0,5° pada setiap tekukan udara. Itu cukup baik. Pada flange 1″, 0,5° kira-kira setara dengan variasi tinggi 0,008″. Sekarang balik bagian tersebut.
Jika tekukan pertama terbuka 0,5°, flange akan sedikit lebih tinggi saat bersandar pada backgauge di pengaturan kedua. Sekarang kedalaman tekukan kedua mengacu pada kaki yang sudah meleset. Jika tekukan itu juga meleset 0,5°—mungkin ke arah berlawanan—kamu telah menumpuk kesalahan sudut ditambah kesalahan acuan pengukuran.
Kamu tidak menambah 0,008″ dan 0,008″. Kamu menggabungkannya secara majemuk. Dan ketika dimensi offset meleset 0,030″, itu tampak misterius.
Tidak.
Setiap pembalikan menggandakan peluang penyimpangan. Saat bagian itu “bangkrut” di tempat sampah, bukan karena satu pukulan buruk dari palu, tapi dua pukulan yang cukup baik di atas dasar yang bergeser.
Terjemahan di Lantai Produksi: Jika kamu harus membalik bagian tersebut, anggap tekukan kedua dibangun di atas dasar yang tidak sempurna—jadi berhentilah berharap toleransi tekukan pertama akan bertahan secara ajaib melalui operasi kedua.
Jadi jika penumpukan sudah tidak bisa dihindari, apa yang sebenarnya kamu bayar selain pengerjaan ulang?

Waktu pekerjaan dengan jujur. Tekuk pertama: masukkan, ukur, pukul. Keluarkan. Putar. Masukkan kembali. Ukur ulang. Pukul. Keluarkan lagi.
Bahkan jika setiap langkah penanganan memakan waktu tiga detik, kamu telah menambah enam sampai sepuluh detik per bagian. Pada 300 bagian, itu hampir satu jam gerakan murni—tanpa nilai tambah, hanya koreografi.
Dan itu dengan asumsi tidak ada benda uji.
Sekarang perhitungkan penyesuaian percobaan. Karena ketika tekukan kedua menggeser offset, kamu tidak sedang menyesuaikan satu variabel—kamu sedang mengejar interaksi antara dua variabel. Jadi kamu menambah kedalaman pada tekukan kedua, yang sedikit mendistorsi kaki pertama, yang kemudian kembali menggeser offset keseluruhanmu.
Waktu siklus membengkak bukan karena kamu lambat, tapi karena kamu sedang menyelesaikan masalah geometri dalam dua langkah yang terputus.
Kamu menjalankan dua tekukan udara yang terpisah dan berharap keduanya berperilaku seperti satu peristiwa mekanis.
Mengapa mereka harus begitu?
Bayangkan satu set cetakan bertingkat yang dirancang agar kedua tekukan terbentuk secara bersamaan. Punch dan cetakan bawah dipasangkan sehingga material dijepit dan didorong ke dalam geometri tetap dalam satu gerakan palu ke bawah. Tidak ada pembalikan. Tidak ada referensi kedua. Tidak ada pengukuran ulang dari kaki yang sudah ditekuk.
Kedua sudut terjadi secara bersamaan, dikunci oleh geometri perkakas, bukan perkiraan kedalaman.
Itulah yang dijanjikan oleh “satu langkah”: hilangkan pengaturan kedua, hilangkan permukaan referensi kedua, hilangkan penggandaan kesalahan.
Sekarang inilah alasan bengkel ragu. Cetakan offset membutuhkan punch yang cocok. Mereka sering kali memerlukan teknik bottoming, yang berarti tonase lebih tinggi dibandingkan tekukan udara biasa. Ketebalan harus sesuai dengan spesifikasi cetakan. Baja tahan karat dan aluminium masih membutuhkan tambahan tekukan lebih untuk mengimbangi springback. Kamu tidak boleh ceroboh.
Jadi operator melihat bagan gaya, melihat rutinitas cetakan V standar mereka, dan berpikir bahwa ini adalah perkakas khusus untuk pekerjaan langka.
Tapi tanyakan pada dirimu: apakah kesalahan Z-bendmu benar-benar soal keterampilan tangan—atau karena mencoba membuat dua tekukan udara terpisah berperilaku seperti satu sistem kaku?
Kamu sedang menatap bagan tonase. Baja lunak. Ketebalan 10 gauge. Cetakan V satu inci menunjukkan kamu memerlukan kira-kira X ton per kaki menggunakan rumus standar: P = 650 × S² × L / V.
Kamu sudah menjalankan perhitungan itu ribuan kali. Itu berhasil—karena mengasumsikan satu hal: satu bukaan V tunggal, kontak seragam, tekukan udara. Tiga titik kontak. Kedalaman mengontrol sudut.
Sekarang kamu memasukkan cetakan offset. Rongga bertingkat. Punch yang cocok. Dua bahu. Dan kamu masih melihat rumus yang sama seolah-olah itu berlaku.
Di situlah orang-orang celaka—atau setidaknya terkejut.
Karena cetakan offset bukanlah cetakan V khusus. Ini adalah jebakan mekanis yang kaku. Dan begitu kamu memperlakukannya seperti tekukan udara, kamu sedang menyelesaikan masalah fisika yang salah.
Jika satu langkah menghilangkan penumpukan dan referensi ulang, lalu apa kerugiannya? Gaya. Fleksibilitas. Sensitivitas. Itulah yang akan kita uraikan.
Letakkan sepotong pelat 14 gauge di atas cetakan bertingkat dan turunkan palu secara perlahan dalam mode pengaturan. Perhatikan dengan saksama.
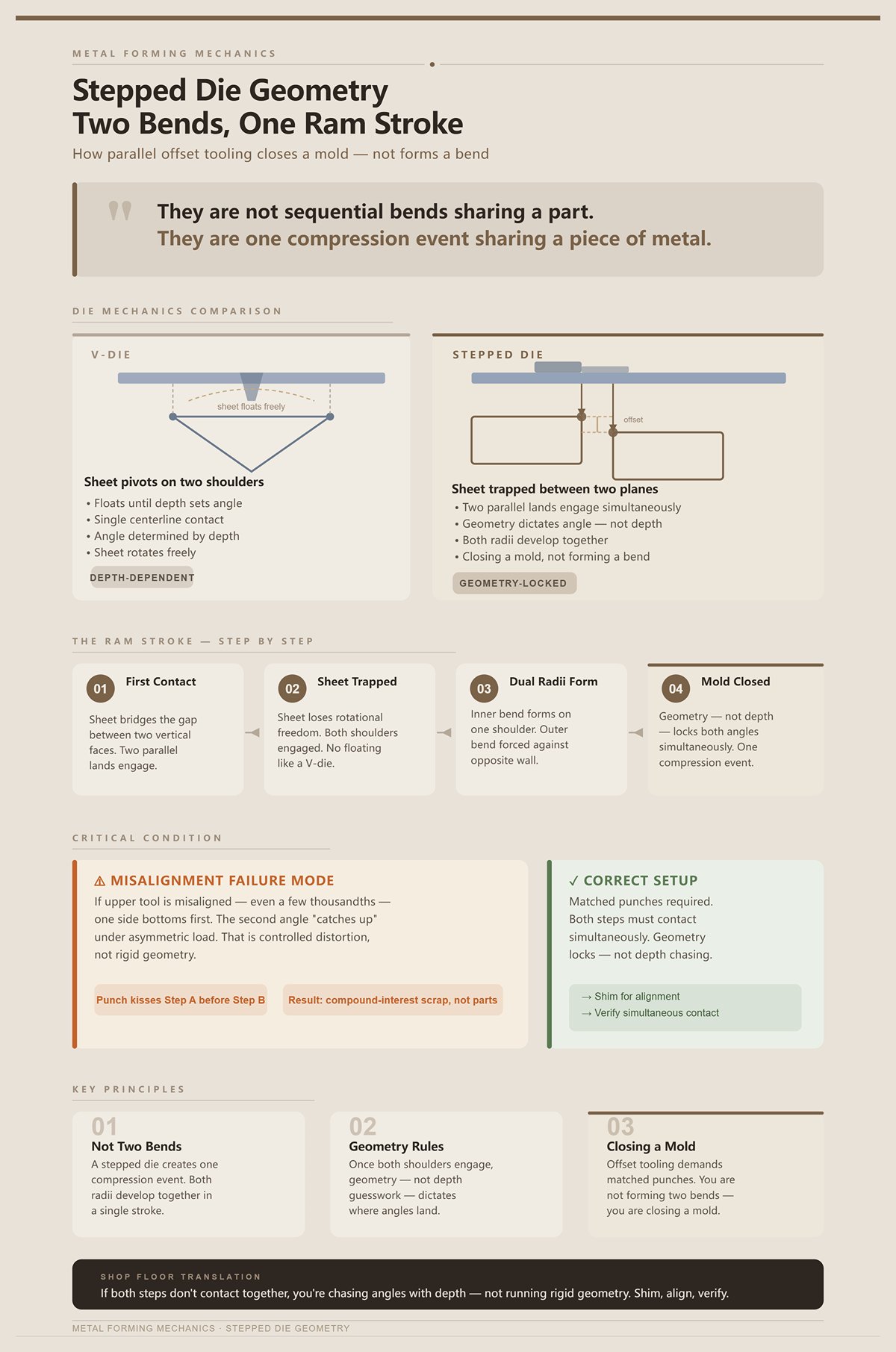
Kontak pertama tidak terjadi pada satu garis tengah seperti pada V-die. Kontak terjadi di dua bidang sejajar. Material menjembatani celah antara dua sisi vertikal di cetakan bawah. Hidung punch tidak diarahkan ke dasar bentuk V; tetapi mendorong lembaran ke dalam rongga dengan tinggi offset yang tetap.
Ketika palu terus turun, lembaran tidak dapat berputar bebas seperti pada proses air bending. Ia terjebak di antara dua bidang. Lekukan bagian dalam mulai terbentuk pada satu bahu sementara lekukan bagian luar sudah ditekan ke dinding seberangnya. Dua jari-jari lengkung tersebut berkembang bersamaan.
Itulah kuncinya: mereka bukan dua pembengkokan berurutan yang berbagi satu bagian. Mereka adalah satu peristiwa kompresi yang berbagi sepotong logam.
Dalam V-die, lembaran berputar di sekitar dua bahu bawah dan melayang sampai kedalaman menentukan sudutnya. Dalam stepped die, lembaran kehilangan kebebasan itu hampir seketika. Setelah kedua bahu terlibat, geometri—bukan perkiraan kedalaman—yang menentukan di mana sudut akan terbentuk.
Namun hanya jika punch mengenai kedua langkah secara bersamaan.
Jika alat atas Anda tidak sejajar bahkan hanya beberapa ribu inci, satu sisi akan menyentuh dasar lebih dulu. Lalu sudut kedua “menyusul” di bawah beban asimetris. Itu bukan geometri kaku lagi—itu adalah distorsi yang terkendali. Saya pernah melihat operator menyalahkan material padahal masalah sebenarnya adalah punch menyentuh satu langkah sebelum yang lain.
Saat itulah komponen mulai menghasilkan “bunga majemuk” terhadap Anda dan akhirnya “bangkrut” di tempat sampah.
Inilah mengapa tool offset menuntut punch yang serasi dan penyetelan yang hati-hati. Anda tidak sedang membentuk dua lekukan. Anda sedang menutup sebuah cetakan.
Terjemahan di Lantai Produksi: Jika kedua langkah tidak melakukan kontak secara bersamaan, Anda tidak menjalankan sistem yang kaku—Anda kembali mengejar sudut dengan kedalaman. Pasang shim, sejajarkan, dan pastikan kontak terjadi bersamaan sebelum Anda mempercayai hasilnya.
Jadi jika geometri mengunci kedua sudut sekaligus, mengapa Anda tidak bisa menggunakan logika tonase air bending untuk menentukan ukuran pekerjaan?
Jalankan baja lunak 10 gauge yang sama dalam air bend dengan V-die 1″. Lembaran menyentuh di tiga titik: dua bahu dan ujung punch. Bagian tengah lembaran tidak pernah bersentuhan penuh dengan permukaan cetakan. Anda sedang membengkok, bukan menghancurkan.
Sekarang ambil offset die yang sempit—misalnya langkah 0,375″. Rongga bawah itu sempit. Material didorong sepenuhnya ke dalam profil cetakan. Luas kontak meningkat drastis saat palu menyelesaikan langkahnya. Anda tidak lagi berada dalam pembengkokan tiga titik. Anda sedang menekan hingga ke bentuk tetap.
Itu mengubah segalanya tentang gaya.
Rumus standar mengasumsikan kekuatan tarik sekitar 450 N/mm² dan geometri V yang seragam. Rumus itu tidak memperhitungkan pembentukan dua jari-jari secara bersamaan, maupun kompresi lokal di sudut langkah. Semakin kecil tinggi langkah berarti jari-jari semakin ketat. Jari-jari yang lebih ketat menggeser sumbu netral ke dalam dan meningkatkan tegangan lokal secara tajam.
Itulah mengapa kadang Anda melihat puncak gaya 20–50% lebih tinggi pada offset ketat dibandingkan yang diprediksi oleh bagan V-die—meskipun bagian tersebut “terlihat kecil.”
Operator berpikir, “Ini hanya sedikit bentuk Z. Harusnya mudah.” Lalu pengukur tonase melonjak.
Karena Anda tidak sedang membengkokkan di atas V yang lebar. Anda sedang menekan material ke dalam dua sudut sempit sekaligus.
Dan inilah jebakannya: total tonase per kaki mungkin masih lebih rendah dibanding pekerjaan dengan bukaan V besar, tetapi gaya puncak pada saat bottoming lebih tinggi dan lebih tajam. Jika Anda menentukan pekerjaan berdasarkan perhitungan air bending, Anda berisiko baik gagal membentuk maupun membebani setelan berlebihan.
Fisika berbeda. Kontak berbeda. Peta tegangan berbeda.
Ini bukan lagi sudut yang dikendalikan oleh kedalaman. Ini adalah geometri yang dikendalikan oleh cetakan di bawah tekanan.
Terjemahan di Lantai Produksi: Berhentilah menggunakan grafik pembengkokan udara dengan cetakan V untuk offset. Periksa tonase penekanan dasar untuk tinggi langkah dan material tertentu, dan harapkan gaya puncak yang lebih tinggi pada offset yang sempit—bahkan ketika bagian tersebut tampak kecil.
Namun, jika kita menekan ke dalam geometri tetap, dari mana sebenarnya sudut kedua itu berasal? Apakah cetakan yang membentuknya—atau ada hal lain yang terjadi di dalam logam?
| Bagian | Konten |
|---|---|
| Judul | Penekanan Dasar vs. Pembengkokan Udara: Mengapa Profil Offset Memerlukan Model Fisika yang Sepenuhnya Berbeda |
| Skenario Pembengkokan Udara | Jalankan baja lunak 10 gauge yang sama dalam air bend dengan V-die 1″. Lembaran menyentuh di tiga titik: dua bahu dan ujung punch. Bagian tengah lembaran tidak pernah bersentuhan penuh dengan permukaan cetakan. Anda sedang membengkok, bukan menghancurkan. |
| Skenario Cetakan Offset | Ambil cetakan offset yang sempit—misalnya langkah 0,375″. Rongga bawahnya sempit. Material didorong sepenuhnya ke dalam profil cetakan. Luas kontak meningkat secara dramatis saat palu menyelesaikan langkah tekanannya. Anda tidak lagi berada pada pembengkokan tiga titik. Anda sedang menekan ke dalam bentuk yang tetap. |
| Implikasi Gaya | Ini mengubah segala hal tentang gaya. |
| Keterbatasan Rumus Standar | Rumus standar mengasumsikan kekuatan tarik sekitar 450 N/mm² dan geometri V yang seragam. Rumus ini tidak memperhitungkan pembentukan dua jari-jari secara bersamaan, maupun tekanan terlokalisasi pada sudut langkah. |
| Perilaku Tegangan | Langkah yang lebih kecil berarti jari-jari yang lebih ketat. Jari-jari yang lebih ketat menggeser sumbu netral ke dalam dan meningkatkan tekanan terlokalisasi. |
| Kenyataan Gaya Puncak | Anda mungkin melihat gaya puncak 20–50% lebih tinggi pada offset yang ketat dibandingkan prediksi grafik cetakan V—meskipun bagian tersebut tampak kecil. |
| Asumsi Operator | Operator berpikir, “Ini hanya sedikit bentuk Z. Harusnya mudah.” Lalu pengukur tonase melonjak. |
| Penyebab Utama | Anda tidak sedang membengkokkan melintasi V yang lebar. Anda sedang menekan material ke dalam dua sudut sempit secara bersamaan. |
| Risiko Tersembunyi | Total tonase per kaki mungkin masih lebih rendah dibandingkan pekerjaan dengan bukaan V yang besar, tetapi gaya puncak pada saat penekanan dasar lebih tinggi dan lebih tajam. Menentukan ukuran pekerjaan menggunakan perhitungan pembengkokan udara berisiko menyebabkan pembentukan yang kurang atau beban berlebih pada pengaturan. |
| Perbedaan Fisika | Fisika berbeda. Kontak berbeda. Peta tegangan berbeda. |
| Klasifikasi Proses | Ini bukan lagi sudut yang dikendalikan oleh kedalaman. Ini adalah geometri yang dikendalikan oleh cetakan di bawah tekanan. |
| Penerjemahan di Lantai Produksi | Berhentilah menggunakan bagan pembengkokan udara dengan cetakan-V untuk offset. Periksa tonase penekukan dasar (bottoming) untuk tinggi langkah dan material tertentu. Harapkan gaya puncak yang lebih tinggi pada offset yang rapat—bahkan ketika bagian tersebut terlihat kecil. |
| Pertanyaan Terbuka | Jika kita sedang menekan hingga ke geometri tetap, dari mana sebenarnya sudut kedua itu berasal? Apakah cetakan yang menciptakannya—atau ada sesuatu yang lain terjadi di dalam logam? |
Bayangkan tampilan penampang di kepala Anda.
Saat pukulan turun, lengkungan bagian dalam terbentuk terlebih dahulu karena memiliki radius efektif yang lebih kecil. Kaki luar masih relatif datar. Kemudian material di antara dua langkah mulai tertekan secara longitudinal. Ia tidak punya tempat untuk pergi selain membentuk lengkungan.
Sudut kedua tidak muncul secara ajaib hanya karena cetakan memiliki dua sudut. Sudut itu terbentuk karena bagian tengah (web) dari offset tersebut dipendekkan di bawah tekanan sementara kedua kakinya dikekang oleh dinding vertikal.
Kekangan itu adalah segalanya.
Dalam pembengkokan udara, serat luar meregang dan serat dalam tertekan di sekitar satu sumbu netral. Dalam cetakan offset, Anda menciptakan dua zona pembengkokan yang dipisahkan oleh web pendek. Web itu dipaksa membentuk karena kedua kaki menekan dasar pada bidang masing-masing. Sudut kedua lahir dari web yang terperangkap dan dipendekkan di antara dua batas tetap.
Jika ketebalan material bervariasi, panjang web itu berubah. Jika pukulan menyentuh satu langkah terlebih dahulu, web akan terdistorsi secara asimetris sebelum kompresi penuh. Itulah mengapa toleransi ketebalan jauh lebih penting di sini dibandingkan pada pembengkokan udara biasa.
Ini juga alasan mengapa cetakan offset terasa “kaku.” Memang demikian. Geometrinya sudah ditentukan. Jika material Anda menyimpang terlalu jauh, sistem tidak akan menyesuaikan—melainkan melawan.
Dan kekakuan itu adalah inti dari tujuannya. Ini menghilangkan penumpukan toleransi karena kedua sudut dan tinggi offset terbentuk dalam satu peristiwa mekanis yang sama di bawah satu langkah pukulan.
Satu kompresi. Dua tekukan. Tanpa referensi ulang.
Harga yang harus dibayar adalah Anda meninggalkan sifat toleran dari pembengkokan udara. Sekarang Anda menjalankan cetakan tetap di bawah beban.
Jadi pertanyaan selanjutnya bukanlah apakah cetakan offset menghilangkan penumpukan—ya, memang. Pertanyaan sebenarnya adalah bagaimana menghitung dan mengontrol peristiwa kompresi itu tanpa menipu diri sendiri dengan matematika cetakan-V.
Beberapa tahun lalu kami menawar sebuah pekerjaan: baja lunak 10 gauge, offset 0,375″, panjang 4 kaki. Operator mengambil bagan pembengkokan udara, menjalankan rumus standar, memperkirakan kira-kira berapa yang dibutuhkan cetakan-V 1″ itu, dan menambahkan faktor biasa 4× untuk penekanan dasar. Mesin menunjukkan bahwa kami aman.
Pada pukulan pertama, palu turun, pengukur tonase melonjak lebih tinggi dari yang diharapkan, dan alat atas melengkung cukup untuk meninggalkan garis bekas di kedua langkah.
Namun tidak ada yang salah dalam adegan itu dari sisi teknik.
Itu matematika. Model yang salah, pengali yang salah.
Tabel tekuk udara standar mengasumsikan kontak tiga titik di pembukaan berbentuk V. Bahkan ketika mereka menyuruhmu mengalikan empat untuk proses bottoming, mereka masih memikirkan satu garis tekukan yang runtuh ke dalam bentuk V. Perkakas offset adalah dua radius yang terbentuk secara bersamaan di dalam rongga terbatas. Area kontak meningkat dengan cepat di bagian bawah langkah, dan tegangan tidak terdistribusi di seluruh bentuk V yang lebar—tegangan terkonsentrasi di dua sudut langkah dan di bagian tengah yang tertekan.
Jika kamu menghitung tonase offset seperti tekukan udara 90 derajat, kamu meremehkan gaya dengan pengali yang tidak linear dan tidak opsional. Jadi mari kita berikan angka padanya.
Ambil baja ringan tebal 10 gauge yang sama.
Tekuk udara dalam die berbentuk V lebar 1″, kamu menggunakan rumus umum: Tonase per kaki ≈ 650 × (S² / V)
Kamu tahu caranya. Kuadratkan ketebalan, bagi dengan bukaan die, kalikan dengan panjang. Itu berhasil karena lembaran hanya menyentuh di tiga titik. Bagian tengahnya membentang di udara.
Sekarang beralih ke die offset standar dengan faktor perkakas yang dipublikasikan sebesar 5,0 untuk offset umum—dan hingga 10,0 untuk kombinasi yang lebih rapat atau lebih tebal. Itu bukan kesalahan pembulatan. Itu entitas yang berbeda.
Jika perhitungan tekuk udara memberimu total 20 ton, faktor offset 5× menempatkanmu pada 100 ton. Jika pekerjaan beralih ke material yang lebih tebal dan faktor melonjak menjadi 10×, kamu menghadapi 200 ton. Material sama. Panjang sama. Profil gaya sepenuhnya berbeda.
Mengapa lonjakannya?
Karena dalam tekuk udara, gaya meningkat secara bertahap ketika palu turun. Dalam bottoming offset, gaya meningkat tajam di akhir langkah ketika material didorong sepenuhnya ke dua sudut berlawanan dan bagian tengah di antara keduanya memendek karena kompresi. Kamu tidak hanya mengatasi kekuatan tarik—kamu juga secara plastis menekan dan menjebak material di antara dinding tetap.
Pengali itu tidak “eksponensial” dalam arti matematis. Ini bertahap dan bergantung pada ketebalan. Offset kecil pada lembaran tipis mungkin sekitar 5×. Langkah rapat pada stok lebih tebal bisa mencapai 8× atau 10×. Lonjakan non-linear itulah yang membuat saran umum bottoming—“cukup kalikan tonase tekuk udara dengan empat”—tidak lengkap untuk offset. Empat cukup untuk satu tekukan 90. Tapi itu kurang untuk sistem kompresi dua radius.
Jika kamu melewatkan hal itu, tempat sampah limbah tidak akan langsung berisi bagian yang cacat. Yang pertama terisi adalah perkakas yang retak.
Terjemahan di Lantai Produksi: Ambil tonase tekuk udara normalmu, lalu terapkan faktor perkakas offset (5× sebagai dasar, lebih tinggi untuk langkah yang lebih tebal atau rapat). Jika peringkat mesin tidak dengan nyaman melampaui angka tersebut, jangan jalankan.
Jadi jika gaya meningkat seiring ketebalan dan keketatan langkah, dimensi mana yang sebenarnya mengontrol seberapa hebat peristiwa kompresi itu menjadi?
Ambil katalog die offset dan lihat bagaimana mereka mencantumkannya: tinggi langkah, kedalaman rongga, kadang kisaran ketebalan yang direkomendasikan. Yang tersembunyi dalam cetakan kecil adalah hubungan antara tinggi langkah dan ketebalan material.
Jalankan material setebal 0,125″ dalam langkah 0,250″. Kamu punya ruang. Bagian tengah antara tekukan cukup panjang untuk terbentuk tanpa pemendekan ekstrem. Sekarang coba material 0,187″ dalam langkah 0,250″ yang sama. Bagian tengahnya hampir tidak lebih panjang dari ketebalan itu sendiri. Ketika palu menutup, bagian tengah itu hampir tidak punya tempat untuk pergi kecuali ke kompresi berat.
Saat itulah tonase melonjak melampaui apa yang diprediksi oleh aturan “5×” milikmu.
Ketika ketebalan mendekati tinggi langkah, kamu meningkatkan persentase material yang harus dikompresi secara plastis alih-alih sekadar ditekuk. Sumbu netral bergeser, radius bagian dalam mengencang, dan area kontak terhadap dinding vertikal meningkat lebih cepat selama langkah. Gaya meningkat lebih cepat dan memuncak lebih keras.
Dan di sinilah operator menjadi lengah: dua pekerjaan dengan dimensi offset yang sama dapat memerlukan tonase yang sangat berbeda karena satu menggunakan pelat tebal 14 gauge dan yang lain 10 gauge. Offset-nya tampak identik di gambar kerja. Namun fisika kompresinya tidak sama.
Di sinilah juga Anda mulai memasuki wilayah perkakas khusus. Jika pekerjaan membutuhkan ketinggian langkah (step height) yang hanya sedikit lebih besar dari ketebalan, Anda sudah berada di luar rentang standar yang nyaman. Diperlukan perkakas khusus, peringkat tonase lebih tinggi, dan toleransi yang sangat sempit.
Abaikan hubungan itu dan pada dasarnya Anda sedang menggandakan risiko seperti bunga—setiap peningkatan ketebalan menambah kebutuhan kompresi hingga bagian tersebut “bangkrut” di tempat sampah logam.
Terjemahan di Lantai Produksi: Jangan hanya mencocokkan dimensi offset di gambar kerja. Pastikan ketinggian langkah jauh lebih besar dari ketebalan material, atau bersiaplah menghadapi peningkatan tonase yang curam melebihi pengali offset dasar.
Tapi seberapa ketat Anda benar-benar bisa menekan langkah itu sebelum Anda tidak lagi membentuk—melainkan memotong?
Bayangkan sebuah lembaran tebal 0,125″ dimasukkan ke langkah setinggi 0,130″.
Di atas kertas, itu pas. Namun pada kenyataannya, Anda hampir tidak menyisakan ruang untuk aliran material. Saat palu mencapai titik bawah, permukaan vertikal dari cetakan dan punch mendekati wilayah kelonggaran geser. Alih‑alih deformasi plastik yang terkontrol, Anda memaksa logam menekan dinding yang hampir sejajar dengan ruang gerak minimal.
Saat itulah Anda melihat garis‑garis mengilap di sudut‑sudutnya. Bukan retakan akibat peregangan—melainkan hasil “pemolesan kompresi”. Dorong lebih keras dan Anda akan mendapatkan retakan di tepi bagian dalam langkah karena material tidak dapat mendistribusikan regangan; itu sedang terjepit.
Pada titik tertentu, cetakan offset berhenti berperilaku seperti alat pembentuk dan mulai berperilaku seperti alat pemotong yang sangat tumpul. Semakin rapat kelonggaran relatif terhadap ketebalan, semakin dekat Anda dengan batas itu.
Tidak ada angka universal karena kekuatan material, desain radius, dan hasil akhir cetakan semuanya berpengaruh. Namun mekanismenya konsisten: ketika kelonggaran mendekati ketebalan lembaran tanpa ruang gerak untuk aliran, tonase melonjak tajam dan risiko kerusakan meningkat. Itu bukan “batas keamanan tambahan.” Itu masalah geometri.
Jadi ketika Anda menghitung tonase untuk offset, Anda tidak hanya bertanya, “Berapa banyak gaya untuk menekuk ini?” Anda juga bertanya, “Berapa banyak gaya untuk menekan dan menjepit ini tanpa melampaui kondisi geser?”
Itu pertanyaan yang berbeda dari apa pun yang dijawab oleh tabel V-die.
Terjemahan di Lantai Produksi: Pertahankan kelonggaran yang berarti antara ketebalan material dan geometri langkah. Jika langkah hanya beberapa ribu inci lebih besar dari ketebalan, harapkan perilaku layaknya pemotongan dan tonase ekstrem—mundurlah atau rancang ulang sebelum Anda menurunkan palu.**
Dan setelah Anda menerima bahwa perhitungannya digerakkan oleh pengali, sensitif terhadap ketebalan, dan kritis terhadap kelonggaran, masalah berikutnya bukan lagi teori—melainkan bagaimana mesin itu sendiri harus disetel agar mampu menahan peristiwa kompresi tersebut.
Tahun lalu saya melihat sebuah mesin press brake 135 ton mencoba membentuk offset 0,375″ pada pelat 10 gauge sepanjang 6 kaki. Perhitungan air‑bend menunjukkan itu aman. Saat palu menghantam, pengukur beban melonjak melewati 110 ton di tengah jalan, dan ketika mencapai titik bawah mesin itu hampir mencapai batasnya. Sudut‑sudutnya tepat. Tapi mesinnya tidak.
Itulah pertanyaan sebenarnya: bagaimana Anda menyetel dan menilai brake agar lonjakan kompresi tidak merusak rangkanya?
Kaki pertama adalah 0.
Dengan cetakan offset, kedalaman bukan variabel mengambang. Itu adalah dimensinya. Dalam penekukan udara, penyesuaian ram sebesar 0,010“ mungkin mengubah sudut setengah derajat dan Anda bisa menyetelnya dari situ. Dalam offset bergeometri tetap, 0,010” adalah perbedaan antara “kedua radius duduk sepenuhnya” dan “satu radius setengah terbentuk sementara yang lain hancur.” Anda bukan sedang mengejar sudut—Anda sedang menutup sistem mekanis hingga berhenti total.
Berikut mekanismenya. Punch masuk, menyentuh kedua garis tekukan, dan saat palu terus turun, material dipaksa membentuk dua radius sementara bagian di antara keduanya memendek karena kompresi. Gaya meningkat perlahan, lalu melonjak saat kedua radius menyentuh dinding vertikalnya. Lonjakan itu terjadi pada beberapa ribuan inci terakhir. Jika tinggi tutup ditebak, bukan diatur, Anda akan menghasilkan pembentukan kurang (dua sudut lembut) atau terlalu menekan hingga ke wilayah geser.
Jadi penyiapan dimulai secara terbalik dari penekukan udara:
Jika Anda memperlakukan kedalaman seperti saran, toleransi akan menumpuk seperti bunga majemuk—setiap seperseribu inci menambah tuntutan kompresi hingga bagian tersebut “bangkrut” di tempat sampah.
Terjemahan di Lantai Produksi: Nilailah pekerjaan pada tonase 5×–10× dari penekukan udara, verifikasi rem dapat menanggungnya sepanjang panjang penuh, dan atur kedalaman ram ke penutupan mati penuh—tidak melewatinya. Anda sedang menutup cetakan, bukan menyetel sudut.
Sekarang posisi palu sudah tidak bisa diganggu gugat, jadi dari tepi mana Anda sebenarnya mengacu?
Bayangkan satu flensa 1″ masuk ke offset 0,500″. Operator mengukur dari tepi luar, menjalankan langkah, dan dimensi offset bergeser ±0,015″ antarbagian. Pengulangan mesin terverifikasi. Perkakas kokoh. Jadi apa yang bergerak?
Tepi referensi yang bergerak.
Selama pembentukan offset, bagian jaring di antara tekukan memendek karena kompresi. Bukan secara elastis—tapi plastis. Material secara fisik menjadi lebih pendek di antara dua garis tekukan tersebut. Jika Anda mengukur dari tepi flensa luar, tepi itu tidak lagi memiliki hubungan spasial yang sama dengan garis tekukan kedua setelah kompresi terjadi.
Di dunia pembalikan dan penekukan ulang, Anda mungkin menyalahkan teknik. Tapi tidak ada yang salah dengan teknik di sini. Ini masalah geometri.
Untuk offset yang kritis, ukur dari fitur yang tidak bergerak saat terkompresi—biasanya lokasi garis tekukan pertama atau datum pra-potong. Pada offset tepi (pikirkan tentang set cetakan yang memperingatkan jangan membentuk dalam jarak 1″ dari tepi lembaran), pelebaran pada tepi yang tidak ditopang memperbesar pergeseran ini. Itulah mengapa ada “back‑up leader” pada beberapa cetakan offset: mereka menahan pelebaran lateral agar referensi Anda tidak bergeser.
Perkakas offset gaya spring‑up memperumit hal ini lebih jauh. Karena menjaga lembaran lebih horizontal dan mengurangi dorongan, lembaran besar tidak terlalu miring—tetapi itu juga berarti jari backgauge Anda harus menopang secara konsisten di seluruh lebar. Setiap kemiringan selama pendekatan mengubah jarak pengukuran efektif sebelum palu menyentuh logam.
Jadi aturannya menjadi sederhana dan ketat: ukur dari datum yang tetap bertahan saat kompresi, dan topang lembaran agar tidak bisa berputar di bawah beban pendekatan.
Terjemahan di Lantai Produksi: Jangan mengukur dari flensa bebas offset. Ukur dari garis tekukan atau datum yang stabil, dan topang lembaran agar kompresi tidak dapat menggeser referensi Anda sebelum menyentuh dasar.
Jika kedalaman sudah tetap dan referensi stabil, apa yang harus dilakukan ketika sudut masih meleset?
Saya pernah melihat orang menyelipkan shim 0,005″ di belakang blok offset reversibel untuk “menyetel” sudut. Cara itu berhasil—sampai tidak lagi.
Inilah alasannya. Dalam beberapa sistem offset yang dapat disesuaikan, blok berputar mengubah radius dan shim menyesuaikan kedalaman efektif. Namun setiap shim mengubah hubungan antara hidung punch, tinggi langkah, dan dinding vertikal. Anda tidak lagi menutup geometri yang dirancang; Anda sedang menciptakan geometri baru.
Karena tinggi langkah adalah dimensi web, bahkan shim 0,005″ pun secara efektif mengubah seberapa banyak kompresi yang harus diserap oleh web sebelum kedua radius duduk penuh. Itu menggeser puncak gaya. Dalam pekerjaan dengan kelonggaran ketat, shim kecil itu dapat mendorong Anda dari pembentukan penuh menjadi hampir kontak geser di satu sisi terlebih dahulu. Sekarang satu radius menyentuh dasar sebelum yang lain, dan Anda telah memperkenalkan kembali penumpukan toleransi yang seharusnya dihilangkan oleh tooling offset.
Jika sudutnya meleset:
Semakin Anda memperlakukan shim seperti bumbu masakan, semakin pengaturan Anda bergeser dari perilaku geometri tetap menjadi kekacauan kustom. Dan kekacauan itu mahal.
Terjemahan di Lantai Produksi: Perbaiki dulu variabel kedalaman dan material. Gunakan shim hanya sebagai penyesuaian geometri terkendali—dan pahami bahwa Anda sedang mengubah kompresi, bukan hanya sudut.
Jika shimming mengubah kompresi, apa yang terjadi saat bagian tersebut panjangnya 8 kaki?
Jalankan offset 96″ pada bahan tebal 7‑gauge dan amati pengukur beban. Puncaknya tidak menyebar merata seperti tekukan udara pada V‑die lebar. Itu terkonsentrasi di tempat kedua radius bersentuhan paling kuat—biasanya di tengah terlebih dahulu saat tempat tidur melengkung.
Tekukan udara mentoleransi sedikit defleksi karena sudutnya mengambang mengikuti kedalaman. Offset tidak. Jika tempat tidur melendut 0,010″ di tengah, bagian tengah mungkin tidak duduk sepenuhnya sementara bagian ujung melakukannya—atau sebaliknya, tergantung pada pembentukan mahkota. Ingat: kedalaman adalah dimensinya.
Logika pembentukan mahkota standar tetap berlaku—melawan defleksi tempat tidur untuk mencapai penetrasi seragam—tetapi margin Anda lebih tipis. Karena gaya memuncak di bagian bawah, Anda perlu mengatur mahkota agar penutupan penuh terjadi secara bersamaan di sepanjang panjangnya. Terlalu sedikit mahkota dan bagian tengah tidak terbentuk sempurna. Terlalu banyak dan bagian tengah terkompresi terlalu cepat, menyebabkan lonjakan tonase lokal.
Peralatan spring‑up mengurangi dorongan lateral, yang membantu pada lembaran besar, tetapi tidak menghilangkan defleksi vertikal. Palu masih mengalami kejadian kompresi yang sama ketika kedua radius duduk.
Jadi untuk offset panjang:
Karena begitu Anda mulai menjalankan, tidak ada langkah “pemangkasan sudut” yang bisa menyelamatkan Anda.
Jika Anda salah menghitung ini, bagian‑bagian tidak akan perlahan keluar dari spesifikasi. Mereka akan terlihat baik di ujungnya dan menipu Anda di bagian tengah—sampai bagian perakitan memanggil Anda.
Terjemahan di Lantai Produksi: Mahkotai beban puncak offset, bukan angka tekukan udara, dan pastikan penutupan penuh sepanjang panjang sebelum produksi. Offset menuntut dasar yang seragam di seluruh meja.
Kedalaman sudah tetap. Referensi harus stabil. Shim mengubah kompresi. Mahkota harus sesuai dengan beban puncak.
Abaikan salah satunya, dan bagian berikutnya tidak akan membahas penyetelan halus.
Itu akan membahas pola kegagalan.
Musim dingin lalu kami menjalankan offset 0,375″ pada baja lunak 10‑gauge sepanjang 72″. Bagan tonase menunjukkan kami aman. Kedalaman telah diatur. Mahkota ditetapkan untuk beban puncak yang dihitung. Tiga bagian pertama terlihat bersih.
Bagian keempat keluar dengan jaring bergelombang di tengah, satu kaki menunjukkan 89,2°, yang lain 90,1°, dan retakan halus mulai muncul di radius dalam pada kaki yang lebih sempit.
Itu bukan tiga cacat terpisah. Itu satu kesalahpahaman pengaturan yang muncul dalam tiga bentuk berbeda.
Ketika Anda salah menilai tonase, mendorong terlalu dalam, atau menggunakan referensi dari sesuatu yang bergerak, offset tidak bergeser seperti tekukan udara. Mereka gagal secara struktural. Jaringnya melengkung. Satu radius duduk lebih dulu daripada yang lain. Atau materialnya menyerah karena Anda memaksanya melewati radius dalam minimumnya. Inilah yang terjadi ketika Anda memperlakukan sistem mekanis satu pukulan yang kaku seperti V‑die yang mudah memaafkan.
Mari kita bedah tiga pola yang benar-benar akan Anda lihat di lantai produksi.
Ambil offset 0,500″ pada 0,1345″ (10‑gauge) sepanjang 60″. Jaring di antara tekukan hanya sekitar setengah inci tinggi. Selama penutupan penuh, kedua radius menekan ke dalam sementara dinding vertikal dari cetakan menjepit kaki‑kaki. Jaring itu tidak hanya “ikut perjalanan.” Itu adalah kolom kompresi yang ditekan dari kedua sisi.
Jika perkiraan tonase Anda berasal dari rumus tekukan udara—P = 650 × S² × L / V—Anda sudah salah. Peralatan offset biasanya membutuhkan tonase 5× hingga 10× lebih besar dari tekukan udara karena Anda menutup dua tekukan secara bersamaan dengan celah hampir nol di tempat duduk. Gaya itu tidak didistribusikan seperti V yang lebar. Ia melonjak ketika kedua radius bersentuhan.
Sekarang tambahkan satu kesalahan lagi: mahkota tidak cukup pada bagian panjang. Tempat tidur melendut 0,010″ di tengah. Ujung‑ujungnya duduk lebih dulu. Tengahnya masih bergerak ketika palu sudah pada kedalaman terprogram. Jaring di tengah mengalami kompresi lateral sebelum tempat duduk penuh tercapai. Jaring tipis di bawah kompresi tidak berubah bentuk dengan sopan. Mereka melengkung.
Anda akan melihat lekukan halus berbentuk S di sepanjang jaring, biasanya di bagian tengah. Sudut di ujung‑ujungnya mungkin masih tampak “mendekati benar.” Tapi jaringnya menunjukkan kebenarannya.
Namun, tidak ada yang salah dengan teknik pada situasi itu. Ini adalah ketidakstabilan kolom yang disebabkan oleh tempat duduk yang tidak merata dalam peristiwa berkompresi tinggi.
Perbaikannya bukan “perlambat” atau “tambah kedalaman.” Ini bersifat struktural:
Jika tidak, jaring itu akan bangkrut di tempat pembuangan sebelum pengukur sudutmu mengeluh.
Terjemahan di Lantai Produksi: Jika jaring bergelombang, berarti kamu kurang memberikan penopang atau mahkota pada sistem dengan kompresi tinggi. Tambahkan mahkota agar sesuai dengan tonase offset sebenarnya dan pastikan kedua radius duduk secara bersamaan.
Dan jika jaring tampak baik—tetapi satu kaki terus bergeser berbeda dari yang lain?
Bayangkan offset 0,250″ pada baja tahan karat, tebal 14‑gauge. Kamu mencapai kedalaman. Kedua radius tampak sudah duduk. Kamu melepas palu. Satu kaki kembali 1°. Yang lainnya hanya 0,3°.
Operator mulai mengejar sudut dengan shim.
Inilah yang sebenarnya terjadi.
Dalam perkakas offset, dua tekukan itu tidak berdiri sendiri. Keduanya berbagi jaring yang tertekan. Jika satu radius menyentuh terlebih dahulu—karena shim 0,005″, sedikit variasi ketebalan, atau pergeseran referensi—tekukan pertama mencapai dasar sejati sementara yang kedua masih menanggung beban elastis.
Ketika kamu membuka alat, tekukan yang duduk belakangan melepaskan lebih banyak energi tersimpan. Riwayat regangan berbeda. Springback berbeda.
Pembengkokan udara mentoleransi hal ini karena sudutnya menyesuaikan dengan kedalaman. Offset tidak menyesuaikan. Mereka mengunci.
Kontrol CNC modern dapat mengompensasi sudut yang tidak sama pada pukulan terpisah. Itu baik untuk pekerjaan dua langkah. Tetapi dalam offset satu langkah, kontrol tidak dapat mengubah kenyataan bahwa satu sisi menekan dasar lebih keras daripada sisi lainnya. Geometri sudah ditentukan ketika palu menutup.
Kamu bisa mengukurnya. Oleskan pewarna tata letak biru pada radius. Lakukan pukulan uji perlahan. Jika satu sisi menunjukkan liputan penuh sebelum yang lain, berarti kamu punya dudukan asimetris. Itulah pelakunya—bukan “baja tahan karat yang buruk.”
Jalur koreksi harus disiplin:
Jika tidak, kamu menumpuk perbedaan mikro seperti bunga hingga bagian tersebut bangkrut di tempat pembuangan.
Terjemahan di Lantai Produksi: Springback yang tidak sama berarti dudukan yang tidak sama. Perbaiki ketebalan, kedalaman, dan simetri terlebih dahulu—jangan kejar satu kaki dengan shim acak.
Jadi apa yang terjadi ketika kamu sudah melakukan semuanya “merata,” tapi bagian itu tetap retak?
Sebuah bengkel mencoba menjalankan aluminium 2 mm melalui cetakan offset dengan radius dalam efektif 0,5 mm. Terlihat tajam. Pelanggan menyukai offset yang rapat.
Batch pertama retak di bagian dalam tikungan yang lebih rapat.
Aluminium bukan baja lunak. Aturan umum untuk baja karbon adalah radius dalam minimum ≈ 1× hingga 1,5× ketebalan material, tergantung pada jenisnya. Aluminium sering membutuhkan radius yang lebih besar—kadang 1,5× hingga 2× ketebalan—terutama pada temper yang lebih keras.
Dalam pembengkokan udara, Anda bisa sedikit menipu karena radius terbentuk secara alami sebagai fungsi dari bukaan‑V. Dalam proses offset bottoming, ujung punch dan bahu cetakan menentukan radiusnya. Anda memaksa material mengikuti geometri itu dengan kompresi penuh.
Ingat: Anda sedang menutup cetakan, bukan menyetel sudut.
Jika radius alat lebih kecil dari radius aman minimum material, regangan pada serat bagian dalam melebihi batas perpanjangan. Dengan dua tikungan yang terjadi sekaligus, regangan akan terkonsentrasi lebih cepat. Tambahkan pengganda tonase yang sudah kita bahas, dan Anda bukan hanya mendekati titik retak—Anda sudah menjadwalkannya.
Tanda-tanda diagnostik:
Solusinya bukan “kedalaman yang lebih sedikit.” Kedalaman yang lebih sedikit hanya menghasilkan dudukan yang tidak sempurna dan tinggi yang tidak konsisten. Solusinya adalah mencocokkan radius alat dengan kemampuan material. Itu mungkin berarti cetakan offset yang berbeda untuk aluminium dan baja pada ketebalan yang sama.
Memperlakukan semua material seperti baja lunak adalah cara bagian-bagian dengan diam-diam bangkrut di tempat sampah sementara Anda menyalahkan operator.
Terjemahan di Lantai Produksi: Jika retak, berarti radius alat Anda terlalu rapat untuk material tersebut. Ubah radiusnya atau ubah spesifikasinya—jangan kurangi kedalaman dan berpura‑pura masalahnya selesai.
Kita sudah melihat apa yang rusak ketika fisika offset diabaikan. Pertanyaan yang lebih sulit adalah ini: kapan geometri itu sendiri membuat penggunaan offset menjadi pilihan yang sepenuhnya salah?
Sekarang Anda sudah yakin bahwa pembentukan offset adalah kompresi struktural, bukan keterampilan halus.
Bagus.
Jadi kapan kekakuan yang sama itu berubah menjadi liabilitas, bukan keuntungan?
Inilah garisnya: ketika geometri bagian atau perilaku material menuntut fleksibilitas di tengah langkah, dan cetakan offset tidak memiliki kelonggaran untuk memberikannya. Ingat, ini adalah sistem mekanis tertutup. Kedalaman langkah, radius, dan jarak sudah terkunci dalam baja. Palu turun, dan geometri diputuskan dalam satu hentakan. Jika bagian tersebut memerlukan penyesuaian di antara tikungan—perilaku flange yang berbeda, perubahan springback, tonase yang berubah—cetakan offset tidak bisa menyesuaikan.
Ia hanya menegakkan.
Dan memaksakan geometri yang salah adalah cara bagian-bagian bagus dengan diam-diam mulai menumpuk kesalahan seperti bunga hingga akhirnya bangkrut di tempat sampah.
Cetakan offset mengasumsikan simetri. Kaki sama panjang. Daya ungkit sama. Momen pegas balik sama di seluruh jaring yang digunakan bersama.
Sekarang bayangkan sebuah profil Z di mana satu flens berukuran 3 inci dan yang lainnya 0,75 inci.
Flens panjang berperilaku seperti batang pegas. Flens pendek berperilaku seperti batang tumpul. Saat palu menutup, kedua lengkungan mencapai dasar pada waktu yang sama—tetapi mereka tidak menyimpan atau melepaskan energi dengan cara yang sama. Kaki yang lebih panjang memperbesar torsi pegas balik. Kaki yang lebih pendek hampir tidak bergerak. Saat dilepaskan, jaring berputar secara mikroskopis karena energi yang tersimpan tidak seimbang.
Dalam proses penekukan udara bertahap, Anda akan menekan flens panjang terlebih dahulu, mengkompensasi, lalu membentuk sisi pendek dengan strategi kedalaman tersendiri. Dua masalah independen. Dua solusi yang disesuaikan.
Perkakas offset menyatukannya menjadi satu.
Apakah Anda masih bisa menjalankannya? Terkadang. Jika toleransi longgar dan material mudah dikerjakan. Tetapi ketika gambar kerja mensyaratkan kesejajaran ketat antara kaki yang tidak sama panjang, Anda telah menghilangkan satu-satunya tuas penyetelan yang dimiliki. Tidak ada overbend selektif. Tidak ada bias kedalaman. Cetakan tidak peduli bahwa satu flens melakukan lebih banyak pekerjaan daripada yang lain.
Itu bukan masalah pengaturan. Itu geometri yang melawan alat.
Terjemahan di Lantai Produksi: Jika satu flens secara signifikan lebih panjang dari yang lain dan toleransi ketat, jangan paksa dalam satu langkah offset. Bentuk terlebih dahulu flens yang dominan, sesuaikan, lalu tekan lekukan kedua secara terpisah.
Jadi bagaimana jika kedua kaki sama panjang—tetapi langkahnya sendiri dalam?
Setiap pukulan offset memiliki kedalaman tenggorokan dan jarak bahu. Itulah batas fisik yang harus ditempati logam ketika palu menutup.
Ketika kedalaman offset yang ditentukan mendekati dimensi tenggorokan itu, dua hal terjadi dengan cepat.
Pertama, sisi bagian dalam dari flens pembentuk dapat bersentuhan dengan badan pukulan sebelum dudukan penuh tercapai. Itu adalah batas mekanis keras, bukan batas tonase lembut. Kedua, gaya yang dibutuhkan melonjak karena Anda sekarang menekan material ke sudut sempit dengan hampir tanpa ruang pelonggaran lateral. Tonase menjadi dua kali lipat dibandingkan dengan satu kali penekukan V—dan banyak bengkel sudah menyesuaikan mesin pres mereka untuk pekerjaan tekukan tunggal.
Mesin pres 100 ton yang nyaman dalam penekukan udara tiba-tiba bisa membutuhkan 180 ton atau lebih dalam proses bottoming offset pada ketebalan yang sama. Jika mesin tidak memiliki kapasitas lebih, palu tetap memaksa. Defleksi meningkat. Kesejajaran bergeser. Kedua lekukan menjadi meleset bersama-sama.
Dan inilah jebakannya: karena kedua lekukan bergeser identik, bagian tersebut bisa tampak “rata” padahal sebenarnya salah dimensi. Ketidaksamaan pada proses dua pukulan terlihat sebagai perbedaan. Dalam offset, muncul sebagai kesalahan seragam.
Itu lebih sulit didiagnosis.
Jika kedalaman langkah begitu besar sehingga kaki yang terbentuk hampir menyentuh badan pukulan pada langkah penuh, Anda sudah melampaui geometri aman dari alat itu. Tidak ada jumlah penyesuaian crowning atau shim yang dapat mengubah batas baja yang sedang Anda kerjakan.
Terjemahan di Lantai Produksi: Ukur kedalaman tenggorokan pukulan dan bandingkan dengan kedalaman offset yang dibutuhkan ditambah ketebalan material. Jika jarak bebasnya terbatas—atau tonase mesin mendekati batas—jalankan dalam dua pukulan terkontrol, bukan satu pukulan ambisius.
Yang membawa kita ke pembahasan tentang material.
Baja kekuatan tinggi tidak meregang seperti baja lunak. Pelat tebal tidak memaafkan kesalahan radius. Keduanya menuntut radius dalam yang lebih besar dan gaya yang lebih tinggi.
Cetakan offset mengunci radius dan jarak pada saat perancangan.
Dalam pembengkokan udara, Anda dapat memperlebar bukaan V untuk mengurangi tonase dan membiarkan radius tumbuh secara alami. Dalam offset bottoming, hidung punch dan bahu cetakan yang menentukan radius, apakah materialnya menyukainya atau tidak. Jika baja membutuhkan radius dalam 1,5× ketebalan dan alat offset Anda diasah lebih rapat, Anda memaksakan regangan melewati titik luluh pada dua tekukan sekaligus.
Itu bukan efisiensi. Itu adalah konsentrasi regangan.
Sekarang tambahkan ketebalan. Panduan standar mendorong bukaan V menjadi 8–12× ketebalan material saat pelat menjadi lebih berat untuk mengontrol tonase. Perkakas offset tidak dapat menyesuaikan dengan mudah karena geometri anak tangganya membatasi jarak. Bukaan yang setara tetapi lebih lebar berarti langkah yang lebih tinggi atau perkakas kustom. Jika tidak, Anda mendorong beban ekstrem ke geometri sempit.
Deformasi cetakan menjadi nyata pada gaya tersebut. Keausan lokal meningkat. Ketinggian berubah seiring waktu. Penghematan tenaga dari satu pukulan bisa hilang akibat perawatan dan pengerjaan ulang.
Terkadang dua pukulan memang lebih cerdas. Tekukan pertama dengan V lebar untuk menghormati material. Balikkan. Tekukan kedua dengan pengaturan yang disesuaikan. Waktu siklus mungkin sedikit meningkat. Limbah berkurang. Umur alat bertambah panjang. Perhitungannya berhasil dalam produksi, bukan hanya teori.
Satu pukulan ambisius terasa efisien.
Dua pukulan terkontrol sering kali memang lebih efisien.
Terjemahan di Lantai Produksi: Untuk kelas kekuatan tinggi atau pelat tebal, pastikan radius alat memenuhi persyaratan minimal tekukan dan bahwa tonase mesin memiliki cadangan kemampuan yang memadai. Jika tidak, perlebar V dan bentuk secara bertahap alih-alih memaksakan dua tekukan sekaligus.
Cetakan offset sangat kuat. Tetapi bukan serbaguna.
Dan mengetahui di mana batasnya berada adalah hal yang mengubahnya dari aksesori khusus menjadi keputusan produksi yang disengaja.
Anda berdiri di depan gambar kerja dengan tekukan Z dan satu pertanyaan di kepala Anda: Apakah saya menjalankannya dengan cetakan offset atau menatanya dalam dua tekukan udara?
Bagus. Itu pertanyaan yang tepat.
Karena begitu Anda menerima bahwa perkakas offset bersifat situasional—bukan universal—keputusan tersebut tidak lagi tentang kecepatan tetapi tentang perilaku sistem. Cetakan offset adalah sistem mekanis satu pukulan yang kaku. Pembengkokan udara adalah geometri yang dapat disesuaikan di bawah palu yang bergerak. Dua masalah fisika yang berbeda. Dua profil risiko yang berbeda.
Bagian yang tidak terlihat? Sebagian besar kegagalan penyiapan tidak disebabkan oleh operator yang buruk. Mereka disebabkan oleh pemilihan sistem yang salah sebelum alat pertama dipasang.
Jadi bagaimana Anda memutuskan sebelum penyiapan, bukan setelah bagian pertama gagal?
Saya tidak peduli seberapa rapi rak perkakas itu terlihat. Saya peduli pada tiga pertanyaan.
1. Apakah keluarga material memiliki springback yang dapat diprediksi pada radius yang dibutuhkan?
Matriks offset mengunci radius dan jarak. Jika baja karbon pada ketebalan 11 gauge biasanya berperilaku dengan radius dalam sekitar 1,5× ketebalan dan alat Anda cocok dengan itu, maka Anda baik‑baik saja. Jika Anda menjalankan gulungan campuran baja kekuatan tinggi dan baja lunak dengan nomor bagian yang sama, maka “cetakan” satu pukulan Anda sekarang bereaksi terhadap dua kurva springback yang berbeda.
Penekukan udara memungkinkan Anda menyesuaikan kedalaman untuk menyetel sudut. Penekanan bawah offset tidak demikian.
Ketika variasi material luas, kekakuan berhenti menjadi keuntungan dan mulai menjadi perjudian. Begitulah cara bagian‑bagian diam‑diam bangkrut di tempat limbah—kesalahan majemuk, satu pukulan setiap kali.
2. Apakah ketebalan material dikendalikan dengan ketat terhadap spesifikasi matriks?
Matriks offset peka terhadap ketebalan. Beberapa ribu inci lebih tebal berarti kompresi lebih tinggi. Beberapa ribu inci lebih tipis berarti dudukan tidak lengkap. Dalam penekukan udara, kedalaman bisa mengimbangi. Dalam penekanan bawah offset, kedalaman adalah penutupan.
Jika pemasok Anda menjaga toleransi pabrik dengan ketat dan Anda menjalankan material dari satu sumber, offset masuk akal. Jika Anda menarik kumpulan panas campuran dan mengukur variasi di seluruh lembaran, penekukan udara bertahap memberi Anda tuas penyesuaian yang akan Anda rindukan nanti.
Kaki pertama adalah 0. Itu berarti referensi Anda tetap. Pergeseran ketebalan menggeser kedua tekukan secara bersamaan.
3. Apakah geometri menghormati batas jarak keras?
Offset lebih dekat dari kira‑kira enam kali ketebalan material? Anda sedang melawan jarak bebas, umur alat, dan lonjakan tekanan. Siku pendek yang bisa masuk ke dalam matriks? Anda mengundang ketidaksejajaran kecuali Anda mengubah urutan atau memangkas setelah pembentukan.
Namun tidak ada yang salah dalam adegan itu dari sisi teknik.
Itu geometri yang berusaha menempati ruang yang tidak memungkinkan secara fisik oleh alat. Dan palu tidak akan bernegosiasi dengan baja.
Terjemahan di Lantai Produksi: Jika material konsisten, ketebalan terkendali, dan jarak bebas terhadap amplop alat, pilih matriks offset. Jika salah satu dari itu goyah, buat tahapan tekukan agar Anda tetap memiliki tuas penyesuaian.
Sekarang misalkan ketiga jawaban mengarah pada offset. Apa yang sebenarnya membaik?
Setiap pembalikan dalam penekukan bertahap mengatur ulang referensi Anda.
Anda membentuk siku pertama. Anda membalik. Anda mereferensikan permukaan yang baru saja meregang, terkompresi, dan bergeser. Anda mengenai tekukan kedua. Setiap tekukan mungkin berada dalam ±0,5°, tetapi kesalahan itu menumpuk melalui geometri. Itulah toleransi yang bertindak seperti bunga majemuk. Dua deviasi sudut kecil menciptakan penyimpangan paralelisme yang terukur di seluruh bidang.
Waktu siklus membengkak bukan karena kamu lambat, tapi karena kamu sedang menyelesaikan masalah geometri dalam dua langkah yang terputus.
Perkakas offset menghilangkan pembalikan itu. Kedua tekukan terbentuk melawan baja tetap dalam satu pukulan yang sama. Posisi ram yang sama. Kurva crowning yang sama. Puncak tonase yang sama. Jika alat disejajarkan, hubungan sudut antara kaki terkunci secara mekanis.
Perhatikan apa yang berubah: kita tidak meningkatkan keterampilan operator. Kita menghapus satu variabel.
Itulah kekuatan diam‑diam di sini. Bukan kecepatan. Bukan kenyamanan. Penghilangan struktural dari peluang penumpukan.
Tentu saja, itu dengan asumsi penyelarasan benar-benar presisi. Cetakan offset kurang memaafkan kesalahan penyelarasan antara punch dan die dibandingkan dengan V lebar. Jika tinggi langkah tidak tepat, kedua tekukan akan salah secara bersamaan. Kesalahan seragam. Lebih sulit terlihat.
Artinya, strategi produksinya bukan “masukkan saja ke offset dan berharap berhasil.” Tapi “kendalikan penyelarasan agar kekakuan bekerja untukmu.”
Terjemahan di Lantai Produksi: Jika gambar kerja menuntut kesamaan paralel atau sudut kaki yang sama, dan kamu dapat menyelaraskan alat dengan akurat, pembentukan satu langkah menghilangkan pembalikan—dan bersamanya, penumpukan sudut.
Jadi mengapa bengkel masih memperlakukan cetakan offset seperti aksesori khusus?
Karena cetakan offset terasa agresif.
Tenaga tekan lebih tinggi. Geometri lebih sempit. Tidak ada penyetelan di tengah langkah. Kamu menutup perangkap mekanis dan mempercayai perhitungan matematisnya.
Tapi inilah perubahannya.
Air bending dapat disesuaikan secara alami. Itu membuatnya lebih mudah dimaafkan—dan bervariasi. Offset bottoming kaku secara desain. Itu membuatnya menuntut—dan dapat diulang.
Jika bagianmu berada dalam batas material yang terkontrol, radius yang sesuai, jarak yang memadai, dan kapasitas mesin dengan ruang tenaga lebih, maka pembentukan satu langkah seharusnya menjadi standar dasarmu untuk Z‑bend. Bukan rencana cadanganmu. Bukan “mungkin.”
Itu menjadi standar ketika kamu berhenti berjudi dengan toleransi bertumpuk.
Kerangka keputusannya bukan emosional. Itu struktural:
Cetakan offset bukan cetakan V khusus.
Mereka adalah sistem kaku yang entah cocok dengan bagian tersebut—atau tidak.
Dan begitu kamu mulai melihat Z‑bend sebagai sistem mekanis alih‑alih “dua sudut berurutan,” kamu berhenti bertanya, Bisakah aku membuat ini berhasil dalam satu langkah?
Kamu mulai bertanya, Sistem mana yang menghilangkan paling banyak variabel sebelum palu bergerak?


















