

彼は片手にノギス、もう片方の手に部品を持っています。最初の脚は0.750インチ。2番目の脚は0.782インチ。オフセットは0.500インチであるはずなのに、彼は0.468インチと読み取っています。そこで彼はバックゲージを2千分の一インチ動かし、圧力を微調整して、もう一度加工します。近づきました。それでもまだずれています。.
5回目の調整で、彼は自分を責め始めます。.
しかし、その光景のどこにも技術的な失敗はありません。これは数学の問題であり、部品を反転させた瞬間に始まっているのです。.
あなたは標準的なVダイでZ曲げを成形しています。最初の曲げを下に。部品を引き抜く。180度回転させる。再ゲージする。2番目の曲げを上に。2つの別々のエアベンド、2つの別々のセットアップ、2つの別々の誤差が生じる機会。.
エアベンドとは、角度が深さによって制御されることを意味します。深さはハンマーの位置によって制御されます。位置は材料の厚みのばらつき、木目(圧延方向)、スプリングバック、そして機械のたわみに影響されます。それは既にご存知の通りです。.
あなたが考慮していないかもしれないのは、次のことです。部品を反転させると、2回目の曲げは、最初の曲げによって作成されたばかりの表面を基準にします。角度の誤差、フランジ長さのばらつき、わずかな反りなどが、2回目の工程の基礎となってしまうのです。.
それは修正ではありません。複利のようなものです。.

単純な仮定で考えてみましょう。あなたは各エアベンドで±0.5度の精度を維持しているとします。それは立派な数字です。1インチのフランジにおいて、0.5度は約0.008インチの高さのばらつきに相当します。ここで部品を反転させます。.
もし最初の曲げが0.5度開いていれば、2回目のセットアップでフランジはバックゲージに対してわずかに高い位置に収まります。すると、2回目の曲げ深さは、すでにずれている脚を基準にすることになります。もしその曲げも0.5度ずれていれば(おそらく反対方向に)、角度誤差とゲージ基準誤差が積み重なることになります。.
あなたは0.008インチと0.008インチを足しただけではありません。それらを複合させてしまったのです。そしてオフセット寸法が0.030インチも外れると、それは不可解な現象のように感じられます。.
実際は違います。.
反転するたびに、偏差が生じる機会は2倍になります。部品がスクラップ箱の中で「破綻」する頃には、それはハンマーによる1回の悪い打撃のせいではありません。動く土台の上に築かれた、2回のまずまずの打撃の結果なのです。.
現場での解釈: もし部品を反転させなければならないのなら、2回目の曲げは不完全な土台の上に築かれていると想定してください。ですから、最初の曲げの公差が2回目の工程でも魔法のように維持されると期待するのはやめましょう。.
では、積み重ねが避けられないのであれば、手直し以外にどのようなコストがかかっているのでしょうか?

作業時間を正直に計測してみてください。1回目の曲げ:挿入、ゲージ合わせ、打撃。取り出し。回転。再挿入。再ゲージ。打撃。再度取り出し。.
各ハンドリングステップに3秒かかるとしても、1部品あたり6秒から10秒が追加されています。300個の部品であれば、それはほぼ1時間分の純粋な動作であり、付加価値はなく、ただの振り付けに過ぎません。.
しかも、それはテストピースを一切考慮していない場合の話です。.
次に、調整工程を考慮してください。2回目の曲げでオフセットがずれると、単一の変数を調整するのではなく、2つの変数の相互作用を追いかけることになるからです。つまり、2回目の曲げの深さを調整すると、1回目の脚部がわずかに歪み、それによって全体のオフセットが再びずれてしまうのです。.
サイクルタイムが膨れ上がるのは、作業が遅いからではなく、2つの切り離されたステップで幾何学的な問題を解決しようとしているからです。.
2つの独立したエアベンドを行い、それらがまるで1つの機械的イベントであるかのように振る舞うことを期待しているのです。.
なぜそうなるはずがあるでしょうか?
両方の曲げが同時に形成されるように設計された段付き金型セットを想像してください。パンチと下金型は適合しており、材料は捕捉され、ハンマーの1回の下降運動で固定された形状へと押し込まれます。反転も、2回目の基準取りも、曲げた脚部を基準にした再ゲージ調整も必要ありません。.
両方の角度が同時に発生し、深さの推測ではなく、金型の形状によって固定されます。.
それこそが「ワンストローク」の約束です。2回目のセットアップを排除し、2回目の基準面を排除し、誤差の累積を排除するのです。.
さて、なぜ工場が躊躇するのか。オフセット金型には適合したパンチが必要です。多くの場合、ボトミング(底突き)が必要となるため、通常のエアベンドよりも高いトン数が必要になります。板厚は金型の仕様と一致していなければなりません。ステンレスやアルミニウムには、スプリングバックを見越したオーバーベンドの許容値が依然として必要です。いい加減な作業は許されません。.
そのため、オペレーターは荷重表を見て、いつものV型金型のルーチンを見て、これは特殊な仕事のための特殊な金型だと考えてしまうのです。.
しかし、自問してみてください。Z曲げで失敗するのは、本当に作業者の技術の問題でしょうか?それとも、2つの別々のエアベンドを、単一の剛体システムのように振る舞わせようとしているからでしょうか?
あなたはトン数表を凝視しています。軟鋼、10ゲージ。1インチのV型金型では、標準的な公式 P = 650 × S² × L / V を使用して、1フィートあたり約Xトンの力が必要だとされています。.
その計算は何度も行ってきたはずです。それは機能します。なぜなら、単一のV開口部、均一な接触、エアベンドという前提があるからです。3点の接触。深さが角度を制御します。.
ここでオフセット金型を投入します。段付きのキャビティ。適合したパンチ。2つのショルダー。それなのに、あなたはまだ同じ公式が適用できるかのようにそれを見ています。.
そこで人は痛い目を見る、あるいは少なくとも驚くことになります。.
なぜなら、オフセット金型は特殊なV型金型ではないからです。それは剛体的な機械的トラップです。エアベンドのように扱った瞬間、あなたは間違った物理学的問題を解いていることになるのです。.
もしワンストロークが累積誤差や基準の取り直しを排除するのなら、トレードオフは何でしょうか?力、柔軟性、感度。それこそが、これから私たちが解き明かそうとしていることです。.
14ゲージの材料を段付き金型にセットし、セットアップモードでハンマーをゆっくりと下げてみてください。よく観察してください。.
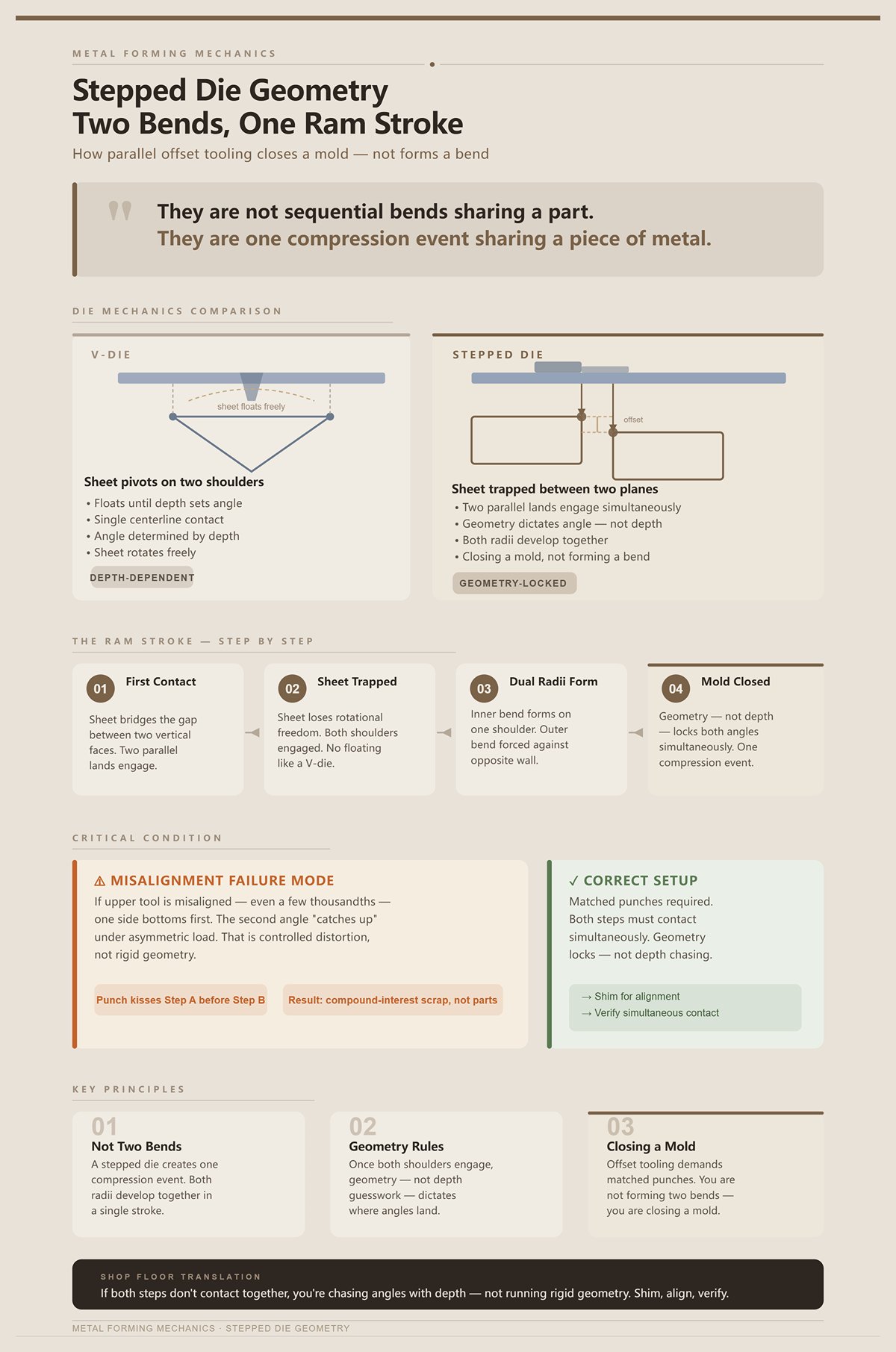
最初の接触は、Vダイのように1本の中心線上で起こるわけではありません。2つの平行なランド(平坦部)にまたがって発生します。材料は下型にある2つの垂直な面の間の隙間に架かるように配置されます。パンチの先端はV字の底を目指すのではなく、一定のオフセット高さを持つポケットへとシートを押し込みます。.
ハンマーが下降を続けると、シートはエアベンディングのように自由に回転することができません。2つの平面の間に挟み込まれるからです。内側の曲げが一方の肩で形成され始める一方で、外側の曲げはすでに対向する壁に押し付けられています。2つの半径は同時に形成されます。.
ここが重要なポイントです。これらは部品を共有する連続的な曲げではなく、1枚の金属片を共有する単一の圧縮イベントなのです。.
Vダイでは、シートは2つの下側の肩を支点に回転し、深さが角度を決定するまで浮いた状態になります。段付きダイ(オフセットダイ)では、シートはその自由をほぼ即座に失います。両方の肩が接触した瞬間、深さの推測ではなく、幾何学的な形状が角度の着地点を決定します。.
ただし、それはパンチが両方の段に同時に当たった場合に限ります。.
上型がわずか数千分の1インチでもずれていると、片側が先に底突きします。すると、もう一方の角度は非対称な荷重の下で「追いかける」ことになります。それはもはや厳密な幾何学ではなく、制御された歪みです。パンチが一方の段に先に接触していることが真の問題であるにもかかわらず、材料のせいにしているオペレーターを何度も見てきました。.
そうなると、部品は複利のように問題が積み重なり、最終的にはスクラップ箱という名の破産を迎えることになります。.
これが、オフセット金型には適合したパンチと慎重なセットアップが求められる理由です。あなたは2つの曲げを形成しているのではなく、金型を閉じているのです。.
現場での解釈: 両方の段が同時に接触しなければ、厳密なシステムで加工していることにはならず、深さ調整で角度を追いかける作業に逆戻りしてしまいます。シム調整、位置合わせを行い、結果を信頼する前に同時接触を確認してください。.
では、幾何学的な形状が両方の角度を同時に固定するのなら、なぜエアベンディングのトン数計算ロジックを使って作業サイズを決められないのでしょうか?
同じ10ゲージの軟鋼を1インチのVダイでエアベンディングするとします。シートは2つの肩とパンチ先端の3点で接触します。シートの中心部はダイの面に完全に接触することはありません。あなたは曲げているのであって、押し潰しているのではないからです。.
次に、0.375インチの段差を持つタイトなオフセットダイを考えてみましょう。下側のキャビティは狭くなっています。材料はダイの形状に完全に押し込まれます。ハンマーがストロークを終えるにつれて、接触面積は劇的に増加します。あなたはもはや3点曲げの状態にはいません。固定された形状に押し込む「ボトミング」の状態にあるのです。.
それが力に関するすべてを変えてしまいます。.
標準的な計算式は、引張強度を約450 N/mm²、V形状を均一と仮定しています。この式は、同時に形成される2つの半径や、段差の角部での局所的な圧縮を考慮していません。段差の高さが小さいほど、半径はきつくなります。半径がきつくなると中立軸が内側に移動し、局所的な応力が急増します。.
そのため、部品は「小さく見える」にもかかわらず、タイトなオフセットではVダイのチャートで予測された値よりも20〜50%高いピーク荷重がかかることがあるのです。“
オペレーターは「小さなZ曲げだから簡単だろう」と考えます。しかし、トン数計は跳ね上がります。.
なぜなら、広いV字に沿って曲げているのではなく、2つの狭い角に材料を同時に押し込んでいるからです。.
そしてここに罠があります。フィートあたりの総トン数は大きなV開口部の作業よりも低いかもしれませんが、ボトミングの瞬間のピーク荷重はより高く、鋭いものになります。もしエアベンディングの計算で作業サイズを決めると、成形不足になるか、あるいはセットアップに過負荷をかけるリスクがあります。.
物理が違えば、接触も違う。応力マップも違うのです。.
これはもはや深さ制御による曲げ加工ではありません。圧縮下における金型制御の形状加工です。.
現場での解釈: オフセット曲げにVダイのエアベンドチャートを使用するのはやめてください。特定の段差高さと材質に対するボトミング(底突き)のトン数を計算し、たとえ部品が小さく見えても、狭いオフセットではより高いピーク荷重がかかることを想定してください。.
しかし、固定された形状にボトミングしている場合、2つ目の角度は実際にはどこから発生しているのでしょうか?金型がそれを作っているのでしょうか、それとも金属内部で何か別のことが起きているのでしょうか?
| セクション | 内容 |
|---|---|
| タイトル | ボトミング対エアベンド:なぜオフセット形状には全く異なる物理モデルが必要なのか |
| エアベンドのシナリオ | 同じ10ゲージの軟鋼を1インチのVダイでエアベンディングするとします。シートは2つの肩とパンチ先端の3点で接触します。シートの中心部はダイの面に完全に接触することはありません。あなたは曲げているのであって、押し潰しているのではないからです。. |
| オフセット金型のシナリオ | 0.375インチの段差を持つような狭いオフセット金型を例に挙げます。下側のキャビティは狭く、材料は金型の形状に完全に押し込まれます。ハンマーがストロークを終えるにつれて、接触面積は劇的に増加します。もはや3点曲げの状態ではなく、固定された形状へのボトミング(底突き)を行っているのです。. |
| 荷重への影響 | これにより、荷重に関するすべてが変わります。. |
| 標準式の限界 | 標準式は、引張強度を約450 N/mm²、V形状を均一と仮定しています。これは、2つの半径が同時に形成されることや、段差の角部における局所的な圧縮を考慮していません。. |
| 応力挙動 | 段差の高さが小さいほど、半径はきつくなります。半径がきつくなると中立軸が内側に移動し、局所的な応力が急増します。. |
| ピーク荷重の現実 | たとえ部品が小さく見えても、狭いオフセットではVダイチャートの予測よりもピーク荷重が20〜50%高くなることがあります。. |
| 作業者の思い込み | オペレーターは「小さなZ曲げだから簡単だろう」と考えます。しかし、トン数計は跳ね上がります。. |
| 根本原因 | 広いV溝で曲げているのではありません。2つの限定された角部に同時に材料を押し込んでいるのです。. |
| 潜在的なリスク | 1フィートあたりの総トン数は、大きなV開口の作業よりも低いかもしれませんが、ボトミング時のピーク荷重はより高く、鋭いものになります。エアベンドの計算に基づいて作業のサイズを決定すると、成形不足やセットアップの過負荷を招くリスクがあります。. |
| 物理的な違い | 物理が違えば、接触も違う。応力マップも違うのです。. |
| 工程分類 | これはもはや深さ制御による曲げ加工ではありません。圧縮下における金型制御の形状加工です。. |
| 現場での翻訳 | オフセット曲げにVダイのエアベンドチャートを使用するのはやめてください。特定のステップ高さと材料に対するボトミング(底突き)のトン数を確認してください。部品が小さく見えても、狭いオフセットではより高いピーク荷重がかかることを想定してください。. |
| オープンクエスチョン | 固定形状にボトミングする場合、2つ目の角度は実際にはどこから生じるのでしょうか?ダイがそれを作っているのでしょうか、それとも金属内部で何か別のことが起きているのでしょうか? |
頭の中で断面図を思い浮かべてください。.
パンチが下降すると、内側の曲げが先に形成されます。これは有効半径が小さいためです。外側の脚はまだ比較的平らな状態です。その後、2つのステップ間の材料が縦方向に圧縮され始めます。行き場を失った材料は、曲率へと変化するしかありません。.
2つ目の角度は、ダイに2つの角があるからといって魔法のように現れるわけではありません。オフセットの中央ウェブが圧縮によって短縮される一方で、両脚が垂直壁によって拘束されるために発生します。.
その拘束こそがすべてです。.
エアベンドでは、外側の繊維が伸び、内側の繊維が単一の中立軸の周りで圧縮されます。オフセットダイでは、短いウェブで隔てられた2つの曲げゾーンを作ることになります。そのウェブは、各脚がそれぞれの平面に突き当たることで強制的に成形されます。2つ目の角度は、ウェブが2つの固定境界の間に閉じ込められ、短縮されることで生まれます。.
材料の厚みが変われば、そのウェブの長さも変わります。パンチが一方のステップに先に接触すると、完全な圧縮に至る前にウェブが非対称に歪みます。これが、通常のエアベンドよりも厚みの公差がここで重要になる理由です。.
これが、オフセットダイが「柔軟性に欠ける」と感じる理由でもあります。実際にその通りで、形状があらかじめ決まっているからです。材料が許容範囲から大きく外れると、システムは調整するのではなく、反発します。.
そして、その剛性こそが最大の利点です。両方の角度とオフセット高さが、ハンマーの同じストロークの下で同一の機械的イベントとして存在するため、公差の積み重ねが排除されます。.
1回の圧縮。2つの曲げ。再基準出しは不要。.
その代償として、エアベンドの寛容さを捨て去ることになります。今やあなたは、負荷のかかった固定金型を運用しているのです。.
したがって、次の問いは「オフセットダイが積み重ねを排除するかどうか」ではありません(排除することは事実です)。真の問いは、Vダイの計算式で自分を欺くことなく、その圧縮イベントをいかに計算し制御するかということです。.
数年前、ある仕事の見積もりをしました。10ゲージの軟鋼、0.375インチのオフセット、長さ4フィートの加工です。オペレーターはエアベンドチャートを手に取り、標準的な計算式を実行し、1インチのVダイで必要なトン数を概算し、ボトミング用に通常の4倍の数値を加えました。機械の計算上は安全でした。.
最初のヒットでハンマーが降りた際、トン数計は予想以上に急上昇し、上型がたわんで両方のステップに跡が残ってしまいました。.
しかし、その光景のどこにも技術的な失敗はありません。.
計算の問題でした。モデルが間違っており、乗数も間違っていました。.
標準的なエアベンドのチャートは、V開口部での3点接触を前提としています。ボトミング(底突き)のために4倍するように指示されている場合でも、それらは依然として単一の曲げ線がV字型に崩れることを想定しています。オフセット金型は、閉じ込められた空洞内で2つの半径が同時に形成されるものです。接触面積はストロークの終盤で急速に増加し、応力は広いV字型全体に分散されるのではなく、2つの段差の角と圧縮されたウェブ(中央部)に集中します。.
オフセットのトン数を90度のエアベンドのように計算すると、線形ではなくオプションでもない乗数によって、必要な力を過小評価することになります。では、具体的な数値で見ていきましょう。.
同じ10ゲージの軟鋼を例に挙げます。.
1インチのVダイでエアベンドを行う場合、一般的な公式を使用します:1フィートあたりのトン数 ≈ 650 × (板厚² / V開口幅)
手順はご存知の通りです。板厚を2乗し、ダイの開口幅で割り、長さを掛けます。この計算が成り立つのは、板が3点でのみ接触しているからです。中央部分は空中に浮いています。.
次に、一般的なオフセットでツール係数が5.0、よりタイトな、あるいは厚い組み合わせでは最大10.0と公表されている標準的なオフセットダイに移行してみましょう。これは単なる端数誤差ではありません。全く別の問題です。.
エアベンドの計算で合計20トンという結果が出た場合、5倍のオフセット係数を適用すると100トンになります。もし作業がより厚い材料になり、係数が10倍に跳ね上がれば、200トンに直面することになります。材料は同じ。長さも同じ。しかし、力のプロファイルは全く異なります。.
なぜこれほど跳ね上がるのでしょうか?
エアベンドでは、ハンマーが下降するにつれて力が徐々に上昇するからです。オフセットのボトミングでは、材料が2つの対向する角に完全に押し込まれ、その間のウェブが圧縮されて短くなるため、ストロークの終盤で力が急激に増大します。単に引張強度に打ち勝つだけでなく、固定された壁の間で材料を塑性圧縮し、閉じ込めているのです。.
この乗数は数学的な意味での「指数関数的」ではありません。段階的であり、板厚に依存します。薄い板での小さなオフセットなら約5倍で済むかもしれません。厚い材料でのタイトな段差なら8倍や10倍になる可能性があります。この非線形な跳ね上がりこそが、「エアベンドのトン数を4倍にするだけ」という一般的なボトミングのアドバイスがオフセットには不完全である理由です。4倍という数値は、単一の90度曲げなら目安になりますが、二重半径圧縮システムには不足しているのです。.
これを見誤ると、スクラップ箱がいっぱいになる前に、金型が割れることになります。.
現場での解釈: 通常のエアベンドのトン数を取り、そこにオフセット金型の係数(基準として5倍、より厚い、またはタイトな段差の場合はそれ以上)を適用してください。機械の定格がその数値を余裕を持ってクリアできない場合は、作業を行わないでください。.
では、力が板厚と段差のタイトさに比例するのであれば、その圧縮イベントがどれほど激しくなるかを実際にコントロールしている寸法は何でしょうか?
オフセットダイのカタログを開いて、どのように記載されているかを見てください。段差の高さ、スロート深さ、時には推奨板厚範囲が書かれています。小さな文字で埋もれているのは、段差の高さと板厚の関係です。.
0.125インチの材料を0.250インチの段差で加工する場合、余裕があります。曲げの間のウェブは、極端な短縮を起こさずに形成されるのに十分な長さがあります。次に、同じ0.250インチの段差で0.187インチの材料を試してみてください。ウェブは板厚とほとんど変わらない長さしかありません。ハンマーが閉じると、中央部分は激しい圧縮を受ける以外に逃げ場がなくなります。.
その時、トン数は「5倍」というルールで予測した数値を大きく超えて急上昇します。.
板厚が段差の高さに近づくにつれて、単に曲げるのではなく、塑性圧縮しなければならない材料の割合が増加します。中立軸が移動し、内側の半径が締め付けられ、垂直壁に対する接触面積がストロークの早い段階で増加します。力はより速く上昇し、より強くピークに達します。.
ここでオペレーターが不意を突かれる事態が発生します。同じオフセット寸法を持つ2つのジョブでも、一方が14ゲージ、もう一方が10ゲージであれば、必要なトン数は劇的に異なります。図面上ではオフセットは同一に見えても、圧縮の物理的特性は全く異なるからです。.
ここが、カスタム工具の領域に踏み込む境界線でもあります。ジョブで求められる段差の高さが板厚とほとんど変わらない場合、それは標準的な範囲を大きく逸脱しています。特殊な工具、より高いトン数定格が必要となり、許容誤差はほとんどありません。.
この関係を無視すると、リスクが利子のように積み重なっていきます。板厚が増すたびに圧縮負荷が増大し、最終的には部品がスクラップ箱行きという「破産」を迎えることになるのです。.
現場での解釈: 図面のオフセット寸法を合わせるだけでは不十分です。段差の高さが板厚よりも十分に大きいことを確認してください。そうでなければ、基本的なオフセット倍率を大きく超える急激なトン数の増加を覚悟しなければなりません。.
しかし、成形ではなく「切断」になってしまう限界まで、段差をどれだけタイトに詰められるのでしょうか?
厚さ0.125インチの板材が、0.130インチの段差に入る場面を想像してください。.
紙の上では収まりますが、現実には材料が流れるためのクリアランスがほとんど残されていません。ハンマーがボトムに達すると、ダイとパンチの垂直面はせん断クリアランスの領域に近づきます。制御された塑性変形ではなく、逃げ場のないほぼ平行な壁の間に金属を無理やり押し込んでいる状態です。.
その時、コーナー部分に光沢のある磨き跡が見られます。これはストレッチマーク(伸び跡)ではなく、圧縮による研磨です。さらに力を加えると、材料が歪みを再分配できず、挟み込まれるため、段差の内側にエッジ割れが生じます。.
ある時点で、オフセットダイは成形工具としての振る舞いをやめ、非常に切れ味の悪いせん断工具として機能し始めます。板厚に対するクリアランスが狭ければ狭いほど、その境界線に近づいていることになります。.
材料強度、半径の設計、ダイの仕上げなどすべてが関係するため、普遍的な数値は存在しません。しかし、メカニズムは一貫しています。クリアランスが板厚に近づき、材料が流れる余地がなくなると、トン数が急激に跳ね上がり、損傷のリスクが高まります。これは「安全マージン」ではなく、幾何学的な問題なのです。.
したがって、オフセットのトン数を計算する際は、「これを曲げるのにどれだけの力が必要か?」と問うだけでなく、「せん断状態に陥ることなく、どれだけの力でこれを圧縮し、封じ込めることができるか?」を問う必要があります。“
これは、Vダイのチャートが回答するように作られた問いとは全く別物です。.
現場での解釈: 材料の厚さと段差の形状との間に、意味のあるクリアランスを維持してください。段差が板厚よりわずか数千分の一インチ大きいだけなら、せん断に近い挙動と極端なトン数の増加を覚悟しなければなりません。ハンマーを下ろす前に、圧力を下げるか、設計を見直してください。
そして、計算が倍率主導であり、板厚に敏感で、クリアランスが重要であるという事実を受け入れたら、次の問題は理論ではなくなります。その圧縮イベントに耐えるために、機械自体をどのようにセットアップすべきかという問題になるのです。.
昨年、135トンのプレスブレーキで、10ゲージの板材に6フィート幅で0.375インチのオフセットを成形しようとする現場を目にしました。エアベンドの計算上は余裕があるはずでした。ハンマーが当たり、負荷計は半分ほど降りたところで110トンを超え、ボトムに達する頃には機械は限界に達していました。角度は完璧でしたが、機械はそうではありませんでした。.
これこそが、あなたが本当に問うべき問いです。圧縮によるスパイクが機械にダメージを与えないように、どのようにブレーキをセットアップし、定格を評価すべきか?
最初のステップは0です。.
オフセットダイにおいて、深さは「浮動」ではありません。それは「寸法」そのものです。エアベンドでは、ラムを0.010インチ調整すれば0.5度ほど変化するため、そこから微調整が可能です。しかし、固定形状のオフセットでは、0.010インチの差が「両方の半径が完全に座屈する」か「片方の半径が半分成形され、もう片方が押しつぶされる」かの分かれ目になります。あなたは角度を追っているのではなく、機械システムが停止するまで閉じているだけなのです。.
メカニズムは以下の通りです。パンチが入り、両方の曲げ線に接触します。ハンマーが下降し続けると、材料は2つの半径部分に押し込まれ、その間のウェブは圧縮されて短くなります。力はゆっくりと上昇し、両方の半径が垂直壁に接触した時点で急上昇します。その急上昇は、最後の数千分の数インチで発生します。シャットハイト(金型閉止高さ)を推測で設定すると、成形不足(角度が甘くなる)か、過剰な押し込みによるせん断領域への突入のどちらかになります。.
そのため、セットアップはエアベンダとは逆の手順で始まります。
深さを目安程度に考えていると、公差は複利のように積み重なります。0.001インチごとに圧縮要求が増大し、最終的には部品がスクラップ箱行きという「破産」を迎えることになります。.
現場での解釈: 作業のトン数をエアベンダの5〜10倍で見積もり、ブレーキプレスが全長にわたってその荷重に耐えられることを確認し、ラムの深さを金型が完全に閉じる位置に設定します(それ以上は下げないこと)。これは角度を調整するのではなく、金型を閉じる作業なのです。.
ハンマーの位置が変更不可となった今、一体どのエッジを基準にしているのでしょうか?
1インチのフランジが0.500インチのオフセットに送り込まれる様子を想像してください。オペレーターが外側のエッジを基準にしてストロークを実行すると、オフセット寸法が部品間で±0.015インチずれます。機械の再現性は問題なく、金型も堅牢です。では、何が動いたのでしょうか?
基準エッジが動いたのです。.
オフセット成形中、曲げ間のウェブは圧縮によって短縮します。弾性変形ではなく、塑性変形です。材料は2つの曲げ線の間で物理的に短くなります。外側のフランジエッジを基準にした場合、圧縮が発生した時点で、そのエッジと2番目の曲げ線との空間的な関係は以前と同じではなくなっています。.
反転させて再曲げするような世界であれば、技術のせいにできるでしょう。しかし、この状況において技術的な失敗は何もありません。これは幾何学の問題です。.
重要なオフセット加工では、圧縮を受けても動かない特徴部(通常は最初の曲げ線の位置や、あらかじめカットされたデータム)を基準にします。エッジオフセット(板端から1インチ以内の成形を避けるよう警告する金型を想定してください)では、支持されていないエッジの広がりがこのずれを誇張します。特定のオフセット金型にバックアップリーダーが存在するのはそのためです。それらは横方向の広がりを抑制し、基準位置がずれないようにしています。.
スプリングアップ式のオフセット金型は、この状況をさらに複雑にします。シートをより水平に保ち、推力を低減するため、大きなシートはそれほど傾きませんが、それは同時に、バックゲージのフィンガーが幅全体にわたって一貫してシートを支えなければならないことを意味します。アプローチ中に少しでも傾くと、ハンマーが金属に触れる前に有効なゲージ距離が変化してしまいます。.
したがって、ルールはシンプルかつ厳格になります。圧縮に耐えうるデータムを基準にし、アプローチ荷重でシートが回転しないように支えることです。.
現場での解釈: オフセットの自由端(フランジ)を基準にしないでください。曲げ線や安定したデータムを基準にし、底突きする前に圧縮によって基準がずれないよう、シートを支えてください。.
深さが固定され、基準が安定しているのに、それでも角度がずれている場合はどうすればよいのでしょうか?
リバーシブルオフセットブロックの背後に0.005インチのシムを差し込んで角度を「微調整」する人たちを見てきました。それはうまくいきます……うまくいかなくなるまでは。.
その理由は以下の通りです。調整可能なオフセットシステムの中には、回転ブロックで半径を変え、シムで有効深さを微調整するものがあります。しかし、シムを一枚入れるごとに、パンチノーズ、段差の高さ、垂直壁の間の関係性が変化してしまいます。つまり、設計された形状を完成させているのではなく、新しい形状をその場で作り出していることになります。.
段差の高さはウェブ寸法であるため、わずか0.005インチのシムであっても、両方の半径が収まるまでにウェブが吸収すべき圧縮量に影響を与えます。これが力のピークをずらします。クリアランスの厳しい作業では、その小さなシムが原因で、本来の成形から片側が先にせん断に近い接触状態へと変化してしまうことがあります。こうなると、一方の半径が先にもう一方よりも底付きしてしまい、オフセット金型で解消するはずだった公差の積み重ねが再び発生してしまいます。.
角度がずれている場合:
シムを調味料のように安易に使うほど、セットアップは固定形状の挙動から逸脱し、収拾のつかない混乱へと向かいます。そして、その混乱はコストを増大させます。.
現場での解釈: まずは深さと材料の変数を修正してください。シム調整は制御された形状調整としてのみ行い、単なる角度調整ではなく、圧縮量を変化させているのだということを理解してください。.
シム調整によって圧縮量が変わるなら、8フィート(約2.4メートル)の長い部品を加工する場合はどうなるでしょうか?
7ゲージの材料で96インチのオフセット曲げを行い、荷重計を見てください。ピーク荷重は、ワイドVダイでのエアーベンディングのように均等には分散しません。ベッドのたわみに伴い、通常は中央から先に、両方の半径が最も強く接触する場所に集中します。.
エアーベンディングは深さによって角度が変化するため、多少のたわみは許容されます。しかし、オフセット曲げはそうはいきません。ベッドの中央が0.010インチたわめば、端部は収まっていても中央は完全に収まらないか、あるいはクラウニングの設定次第ではその逆が起こります。繰り返しになりますが、重要なのは「深さ」という寸法です。.
標準的なクラウニングの論理は依然として適用されます。つまり、ベッドのたわみを打ち消して均一な貫入を実現することですが、許容範囲はより狭くなります。底付き時に力が急上昇するため、全長にわたって同時に完全に閉じるようにクラウンを設定する必要があります。クラウンが不足すれば中央の成形が不十分になり、過剰であれば中央が先に過圧縮され、局所的にトン数が急上昇します。.
スプリングアップ金型は横方向の推力を低減するため、大きな板材には有効ですが、垂直方向のたわみまでは解消しません。両方の半径が収まる瞬間、ハンマーには依然として同じ圧縮荷重がかかります。.
したがって、長いオフセット曲げの場合は以下の通りです:
なぜなら、一度生産が始まってしまえば、あなたを救う「角度微調整」ストロークなど存在しないからです。.
これを誤ると、部品は徐々に仕様から外れるのではなく、端部は問題ないように見えて中央部で嘘をつくことになります。そして、組み立て工程から指摘を受けることになるのです。.
現場での解釈: ピークオフセット荷重に合わせてクラウンを調整してください。エアベンドの数値は使用せず、生産前に全長にわたって完全に閉じていることを確認してください。オフセット加工では、ベッド全体で均一なボトミング(底突き)が求められます。.
深さは固定です。基準は安定していなければなりません。シムは圧縮量を変えます。クラウンはピーク荷重に合わせる必要があります。.
これらのいずれかを無視すれば、次のセクションは微調整の話ではなくなります。.
故障パターンの話になります。.
昨冬、長さ72インチの10ゲージ軟鋼で0.375インチのオフセット加工を行いました。トン数チャートでは安全とされていました。深さも設定済みでした。クラウンは計算されたピーク値に合わせて設定しました。最初の3つの部品はきれいに仕上がりました。.
4つ目の部品は、中央のウェブが波打ち、片方の脚が89.2度、もう片方が90.1度となり、角度のきつい方の脚の内側半径に微細な亀裂が入っていました。.
これらは無関係な3つの欠陥ではありません。1つのセットアップの誤解が、3つの異なる形で現れたものです。.
トン数を誤って見積もったり、深さを過剰に設定したり、動くものを基準にしたりすると、オフセットはエアベンドのようにずれることはありません。構造的に失敗します。ウェブが座屈します。一方の半径がもう一方より先に着座します。あるいは、最小内側半径を超えて強制したために材料が耐えきれなくなります。これは、剛性の高い1ストロークの機械システムを、許容範囲の広いVダイのように扱った場合に起こることです。.
現場で実際に目にする3つのパターンを分析してみましょう。.
60インチにわたって0.1345インチ(10ゲージ)の材料で0.500インチのオフセット加工を行うとします。曲げ間のウェブはわずか0.5インチ程度の高さしかありません。完全に閉じる際、両方の半径が内側に圧縮される一方で、ダイの垂直壁が脚を拘束します。そのウェブは単に「付いてくる」だけではありません。両側から押しつぶされる圧縮柱なのです。.
もしトン数の見積もりがエアベンドの計算式(P = 650 × S² × L / V)に基づいているなら、すでに間違っています。オフセット金型は、着座時に隙間がほぼゼロの状態で2つの曲げを同時にボトミングするため、通常エアベンドの5倍から10倍のトン数を必要とします。その力は広いVダイのように分散しません。両方の半径が接触した瞬間に急上昇します。.
ここでさらに間違いを一つ加えます。長い部品に対してクラウンが不十分な場合です。ベッドは中央で0.010インチたわみます。両端が先に着座します。ハンマーがプログラムされた深さに達している間も、中央部はまだ移動しています。中央のウェブは、完全に着座する前に横方向の圧縮を受けます。圧縮下にある薄いウェブは、おとなしく変形したりはしません。座屈します。.
ウェブに沿って、通常は中央付近に微妙なS字カーブが見られるはずです。端部では角度が「近い」値を示しているかもしれません。しかし、ウェブが真実を物語っています。.
しかし、この状況のどこにも技術的な失敗はありません。これは高圧縮イベントにおける不均一な着座によって引き起こされる柱の不安定性です。.
修正方法は「速度を落とす」ことや「深さを微調整する」ことではありません。構造的な対策が必要です。
もしそうしなければ、そのウェブ(中間部)は、角度ゲージが不具合を訴えるよりもずっと早く、スクラップの山となって破綻してしまうでしょう。.
現場での解釈: もしウェブが波打つなら、高圧縮システムに対してサポート不足か、クラウン(たわみ補正)不足です。実際のオフセット荷重に合わせてクラウンを増やし、両方の半径部が同時に座屈(着座)することを確認してください。.
では、ウェブは問題ないのに、片方の脚部だけがもう片方と異なる方向にドリフトし続ける場合はどうでしょうか?
14ゲージのステンレス鋼で0.250インチのオフセットを想像してください。深さまで打ち込みます。両方の半径部は着座しているように見えます。ハンマーを解放します。片方の脚は1度スプリングバックし、もう片方は0.3度しかスプリングバックしません。.
オペレーターはシムを使って角度を追いかけ始めます。.
実際に何が起きているのかを説明します。.
オフセット金型では、2つの曲げは独立していません。それらは圧縮されたウェブを共有しています。0.005インチのシム、わずかな厚みのばらつき、または基準のずれが原因で、片方の半径部が先に接触すると、もう片方がまだ弾性的に負荷されている間に、最初の曲げが真のボトム(底)に達してしまいます。.
金型を開くと、後から着座した曲げの方が、より多くの蓄積エネルギーを解放します。ひずみの履歴が異なるため、スプリングバックも異なります。.
エアーベンディングは深さによって角度が変動するため、これを許容します。しかし、オフセットは変動しません。閉じ込められてしまうのです。.
最新のCNC制御装置は、別々のヒットにおける不等な角度を補正できます。それは2ストローク加工なら問題ありません。しかし、シングルストロークのオフセットでは、片側がもう片方よりも強く底突きしたという事実を制御装置は変えることができません。ハンマーが閉じた時点で、形状はすでに決まっているからです。.
これは測定可能です。半径部にレイアウト用青ニスを塗ります。ゆっくりとテストヒットを行ってください。片側がもう片方よりも先に完全なワイプ(接触跡)を示せば、非対称な着座が起きています。それが犯人であり、「ステンレスの質が悪い」わけではありません。“
修正の手順は厳格です:
そうしなければ、微小な差が利息のように積み重なり、最終的に部品はスクラップの山となって破綻することになります。.
現場での解釈: 不等なスプリングバックは、不等な着座を意味します。まずは厚さ、深さ、対称性を修正してください。ランダムなシムで片方の脚を追いかけてはいけません。.
では、すべてを「均等」に行ったにもかかわらず、部品に亀裂が入る場合はどうなるのでしょうか?
ある工場が、有効内半径0.5mmのオフセットダイを使用して2mmのアルミニウム板を加工しようとしました。見た目はシャープで、顧客はタイトなオフセットを好みました。.
最初のバッチは、よりきつい曲げの内側に沿って割れてしまいました。.
アルミニウムは軟鋼とは異なります。炭素鋼の一般的なルールでは、最小内半径は材質にもよりますが、材料厚の約1倍から1.5倍です。アルミニウムは、特に硬い調質材の場合、1.5倍から2倍の厚みが必要になることがよくあります。.
エアベンディングでは、V開口部の関数として半径が自然に形成されるため、多少の融通が利きます。しかし、オフセットのボトミング加工では、パンチの先端とダイの肩が半径を決定します。完全に圧縮された状態で、材料をその形状に強制的に合わせることになるからです。.
忘れないでください。これは角度を調整しているのではなく、金型を閉じているのです。.
工具の半径が材料の最小安全半径よりも小さい場合、内側の繊維にかかる歪みが伸びの限界を超えてしまいます。2つの曲げが同時に発生するため、歪みはより急速に局所化します。すでに議論したトン数倍率を加えれば、破断を誘発しているようなものであり、それは必然の結果となります。.
診断の兆候:
解決策は「深さを浅くする」ことではありません。深さを浅くすることは、座りが不完全になり、高さが不均一になることを意味するだけです。解決策は、工具の半径を材料の能力に合わせることです。つまり、同じ厚さであっても、アルミニウム用とスチール用で異なるオフセットダイが必要になる可能性があるということです。.
すべての材料を軟鋼と同じように扱うことは、オペレーターのせいにする一方で、部品がスクラップ箱の中で静かに破綻していく原因となります。.
現場での解釈: 亀裂が入るなら、工具の半径はその材料に対してきつすぎます。半径を変えるか、仕様を変えてください。深さを戻して解決したふりをしてはいけません。.
オフセットの物理法則を無視すると何が壊れるかは見てきました。より難しい問いはこれです。形状そのものがオフセット加工を完全に不適切な選択肢にしてしまうのはいつでしょうか?
オフセット成形とは繊細な作業ではなく、構造的な圧縮であると確信できたはずです。.
よろしい。.
では、その剛性が利点ではなく負債になるのはいつでしょうか?
境界線はここにあります。部品の形状や材料の挙動がストロークの途中で柔軟性を要求する一方で、オフセットダイにはそれが一切ない場合です。思い出してください。これは閉じた機械システムです。ステップの深さ、半径、間隔は鋼鉄の中に固定されています。ハンマーが下りれば、形状は一撃で決定されます。曲げの間に調整が必要な場合(異なるフランジ挙動、スプリングバックの変化、変動するトン数など)、オフセットダイは交渉に応じることができません。.
それは強制するだけです。.
そして、誤った形状を強制することは、優れた部品が利息のように静かに誤差を積み重ね、最終的にスクラップ箱の中で破綻していく原因となるのです。.
オフセット金型は対称性を前提としています。等しい脚、等しいレバレッジ、そして共有されたウェブ全体にわたる等しいスプリングバックモーメント。.
ここで、一方のフランジが3インチ、もう一方が0.75インチのZ形状を想像してみてください。.
長いフランジはバネ棒のように振る舞い、短いフランジはスタブ(切り株)のように振る舞います。ハンマーが閉じるとき、両方の曲げは同時にボトム(底)に達しますが、エネルギーの蓄積や放出の仕方は同じではありません。長い脚はスプリングバックのトルクを増幅させ、短い脚はほとんど動きません。力を解放すると、蓄積されたエネルギーのバランスが取れていないため、ウェブが微視的にねじれます。.
段階的なエアベンディングであれば、まず長いフランジを曲げて補正し、次に短い側を独自の深さ戦略で成形します。2つの独立した問題に対し、2つの調整された解決策をとるのです。.
オフセット工具は、これらを1つに融合させてしまいます。.
それでも実行可能でしょうか?時と場合によります。公差が緩く、材料が扱いやすい場合です。しかし、図面で不均等な脚の間の厳しい平行度が求められている場合、唯一の調整手段を失ったことになります。選択的なオーバーベンドも、深さのバイアスもありません。金型は、一方のフランジが他方よりも多くの負荷を担っていることなど考慮してくれないのです。.
これはセットアップの問題ではありません。形状が工具に抗っているのです。.
現場での解釈: もし一方のフランジが他方より著しく長く、公差が厳しい場合は、無理に1ストロークのオフセットで成形しようとしないでください。主となるフランジを先に成形して調整し、その後、2回目の曲げを別々に行うべきです。.
では、脚の長さが等しくても、段差自体が深い場合はどうでしょうか?
すべてのオフセットパンチには、スロート深さとショルダーのクリアランスがあります。これは、ハンマーが閉じる際に金属が占める物理的な空間(エンベロープ)です。.
指定されたオフセット深さがそのスロート寸法に近づくと、2つのことが急速に起こります。.
第一に、成形されるフランジの内面が、完全に座屈する前にパンチ本体に接触する可能性があります。これは軟らかいトン数の限界ではなく、硬い機械的な停止です。第二に、材料をほとんど横方向の逃げ場がない狭いコーナーに押し込むことになるため、必要な力が急増します。トン数はシングルV曲げと比較して倍増しますが、多くの工場ではすでにシングル曲げ用にブレーキ(プレスブレーキ)のサイズを選定しています。.
エアベンディングでは余裕のある100トンのブレーキが、同じ厚みのオフセットボトミングでは突然180トン以上の力を必要とすることがあります。機械に余裕がない場合でも、ハンマーは動こうとします。たわみが増大し、平行度が狂い、両方の曲げが同時に不適合となります。.
そしてここに罠があります。両方の曲げが同じようにずれるため、部品は寸法的に間違っていても「均一」に見えてしまうのです。2回の曲げ工程での位置ずれは「差」として現れますが、オフセットでは「均一な誤差」として現れます。.
これを見抜くのはより困難です。.
段差の深さが非常に大きく、成形された脚がフルストロークでパンチ本体にほぼ接触してしまうような場合は、その工具の安全な形状範囲を超えています。クラウニングやシム調整をどれだけ行っても、作業している鋼材のエンベロープは変わりません。.
現場での解釈: パンチのスロートを測定し、必要なオフセット深さに材料の厚みを加えたものと比較してください。クリアランスがギリギリであるか、機械のトン数が限界に近い場合は、野心的な1ストロークではなく、制御された2回のヒットとして実行してください。.
次は材料についてです。.
高張力鋼は軟鋼のように伸びません。厚板は半径のミスを許容しません。どちらも、より大きな内側半径とより高い力を必要とします。.
オフセットダイは、設計段階で半径と間隔を固定します。.
エアベンディングでは、V開口部を広げることでトン数を減らし、半径を自然に大きくすることができます。オフセットボトミングでは、材料の意向に関係なく、パンチノーズとダイショルダーが半径を決定します。もし鋼材に板厚の1.5倍の内側半径が必要で、使用するオフセット工具の研磨がそれよりきつい場合、2つの曲げ箇所に同時に降伏点を超える歪みを強制していることになります。.
それは効率的ではありません。歪みの集中です。.
次に厚みを考慮します。標準的なガイドラインでは、板厚が増すにつれてトン数を制御するためにV開口部を板厚の8〜12倍に広げるよう推奨しています。オフセット工具は、段差の形状によって間隔が固定されるため、それほど柔軟には対応できません。同等の開口部を広くするには、段差を高くするか、特注の工具が必要になります。そうでなければ、狭い形状に極端な負荷をかけることになります。.
そのような力では、ダイの変形が現実のものとなります。局所的な摩耗が加速し、時間の経過とともに高さがずれていきます。1回のストロークによる人件費の節約は、メンテナンスや手直しで消えてしまう可能性があります。.
時には、2回に分けて曲げる方が賢明な場合があります。まず広いVダイで材料に配慮して曲げます。次に反転させ、調整された専用のセットアップで2回目の曲げを行います。サイクルタイムはわずかに増加するかもしれませんが、スクラップは減り、工具寿命は延びます。計算は理論上ではなく、実際の生産現場で成り立つのです。.
野心的な一撃は効率的に感じられます。.
しかし、制御された二撃の方が優れていることはよくあります。.
現場での解釈: 高張力鋼や厚板の場合は、工具半径が最小曲げ要件を満たしていること、そして機械のトン数に十分な余裕があることを確認してください。もし満たしていない場合は、V開口部を広げ、一度に両方の曲げを強制するのではなく、段階的に成形してください。.
オフセットダイは強力ですが、万能ではありません。.
そして、その境界線がどこにあるかを知ることこそが、単なる特殊なアクセサリーを、意図的な生産戦略へと変えるのです。.
あなたは図面を手に、Z曲げを前にして一つの疑問を抱いています。 これをオフセットダイで加工すべきか、それとも2回のエアベンディングに分けるべきか?
いいですね。それが正しい質問です。.
なぜなら、オフセット工具が万能ではなく状況に応じたものであると一度受け入れてしまえば、その決断はスピードの問題ではなく、システム挙動の問題になるからです。オフセットダイは、1ストロークで完結する剛性の高い機械システムです。一方、エアベンディングは、動くハンマーの下で形状を調整できるプロセスです。これらは物理的に異なる問題であり、リスクプロファイルも異なります。.
あまり知られていない事実ですが、セットアップの失敗のほとんどはオペレーターの技術不足によるものではありません。最初の工具をセットする前に、間違ったシステムを選択していることに原因があるのです。.
では、最初の不良品が出る前に、セットアップの判断をどう下すべきでしょうか?
ツールラックがどれほど綺麗に見えるかなんてどうでもいい。私が気にするのは3つの問いだけだ。.
1. その材料群は、必要な半径において予測可能なスプリングバックを示すか?
オフセット金型は、半径と間隔を固定する。もし11ゲージの炭素鋼が通常、板厚の1.5倍の内側半径で挙動し、金型がそれに適合していれば問題ない。しかし、同じ部品番号で高張力鋼と軟鋼のコイルを混在させている場合、1ストロークの「成形」は2つの異なるスプリングバック曲線に対して反応することになる。.
エアベンディングなら、深さを調整して角度を微調整できる。オフセットボトミングではそれはできない。.
材料のばらつきが大きい場合、剛性は利点ではなくギャンブルに変わる。部品がスクラップ箱の中で静かに破綻していくのはそのせいだ。1ストロークごとに誤差が積み重なっていくのである。.
2. 材料の板厚は、金型仕様に対して厳密に管理されているか?
オフセット金型は板厚に敏感だ。数千分の数インチ厚ければ圧縮が強くなり、薄ければ座屈が不完全になる。エアベンディングでは深さで補正できるが、オフセットボトミングでは深さは閉止(ボトミング)を意味する。.
サプライヤーが厳しいミル公差を維持しており、単一ソースの材料を使用しているなら、オフセットは理にかなっている。しかし、混在したヒートロットを使用し、シート全体で測定値が変動しているなら、段階的なエアベンディングの方が、後で必要になる調整の余地を残せる。.
最初の脚は0だ。つまり基準が固定されているということ。板厚の変動は両方の曲げに影響する。.
3. 形状は物理的な間隔の制限を考慮しているか?
板厚の約6倍より狭いオフセットか? それならクリアランス、金型寿命、圧力スパイクとの戦いになる。金型に落ち込んでしまうような短いフランジか? それなら工程順序を変えるか、成形後にトリミングしない限り、位置ずれを招くことになる。.
しかし、その光景のどこにも技術的な失敗はありません。.
それは、金型が物理的に許容しない空間を形状が占有しようとしている状態だ。そして、ハンマーは鋼材と交渉などしてくれない。.
現場での解釈: 材料が安定しており、板厚が管理され、間隔が金型の許容範囲内であれば、オフセット金型を選べ。もしどれか一つでも不安定なら、調整の余地を残すために曲げを段階的に行え。.
では、3つの答えすべてがオフセットを支持していると仮定しよう。実際に何が改善されるのか?
段階的な曲げ加工では、反転するたびに基準がリセットされる。.
最初のフランジを曲げ、反転させる。直前に引き伸ばされ、圧縮され、移動した表面を基準にする。そして2回目の曲げを行う。それぞれの曲げは±0.5°以内かもしれないが、それらの誤差は形状を通じて積み重なる。これは複利のように働く公差だ。2つの小さな角度のずれが、ウェブ全体にわたって測定可能な平行度のずれを生み出す。.
サイクルタイムが膨れ上がるのは、作業が遅いからではなく、2つの切り離されたステップで幾何学的な問題を解決しようとしているからです。.
オフセット金型は反転を排除する。両方の曲げが同じストロークで固定された鋼材に対して行われる。ラム位置は同じ。クラウニング曲線も同じ。トン数ピークも同じ。金型が正しく調整されていれば、脚同士の角度関係は機械的に固定される。.
何が変わったかに注目してほしい。作業者のスキルを向上させたのではない。変数を一つ取り除いたのだ。.
これこそが、ここにある静かな力だ。スピードでも利便性でもない。誤差が積み重なる機会を構造的に排除することなのだ。.
もちろん、それは芯出しが完全に正確であることを前提としています。オフセット金型は、ワイドV曲げに比べてパンチとダイの芯ずれに対して許容度が低くなります。段差の高さがずれていれば、両方の曲げが同時に不正確になります。誤差が均一であるため、目視ではより困難です。.
つまり、生産戦略は「オフセットに放り込んで運を天に任せる」ことではなく、「剛性を味方につけるために芯出しを管理する」ことになります。“
現場での解釈: もし図面で厳しい平行度や等しい脚の角度が求められており、かつ工具を正確に芯出しできるのであれば、一工程成形によって反転作業が不要となり、それに伴う角度の積み重なりも解消されます。.
では、なぜ多くの工場はいまだにオフセット金型を特殊な付属品のように扱っているのでしょうか?
それは、オフセット金型が攻撃的な印象を与えるからです。.
より高いトン数。より狭い形状。ストローク途中での調整は不可。機械的な罠を閉じ、計算を信じるしかないのです。.
しかし、ここに転換点があります。.
エアベンディングは本質的に調整可能です。そのため許容度は高いですが、ばらつきも生じます。オフセットボトミングは設計上、剛性が高いものです。そのため要求は厳しくなりますが、再現性は高まります。.
もし部品が管理された材料、適切な半径、十分な間隔、そして十分な余裕のある機械トン数の範囲内に収まるのであれば、Z曲げには一工程成形を基本とすべきです。バックアッププランや「できれば」といった選択肢にしてはいけません。“
積み重なる公差に賭けることをやめたとき、それが標準となるのです。.
判断の枠組みは感情的なものではなく、構造的なものです。
オフセット金型は特殊なV金型ではありません。.
それらは部品に適合するか否かが決まる、剛性の高いシステムなのです。.
そして、Z曲げを「連続する2つの角度」としてではなく「機械的なシステム」として見始めれば、次のような問いはなくなるはずです。, 「一工程でうまくいくか?」
代わりに、こう問い始めるはずです。, ハンマーが動く前に最も多くの変数を排除するシステムはどれでしょうか?


















