

В одной руке у него штангенциркуль, в другой — деталь. Первая полка — 0,750 дюйма. Вторая полка — 0,782 дюйма. Смещение должно быть 0,500 дюйма, а он намерял 0,468 дюйма. Он пододвигает задний упор на две тысячные, слегка регулирует давление, делает еще один гиб. Ближе. Все равно не то.
К пятой попытке он начинает винить себя.
Но в этой сцене нет никакой ошибки в технике. Это математика. И она начинается в тот момент, когда вы переворачиваете деталь.
Вы формируете Z-образный профиль с помощью стандартной V-образной матрицы. Первый гиб вниз. Вынимаете деталь. Поворачиваете на 180 градусов. Снова выставляете по упору. Второй гиб вверх. Два отдельных воздушных гиба, две отдельные настройки, две отдельные возможности для возникновения отклонений.
Воздушная гибка означает, что угол контролируется глубиной. Глубина контролируется положением пуансона. На положение влияют разброс толщины материала, направление волокон, пружинение и прогиб станка. Вы это и так знаете.
Чего вы, возможно, не учитываете, так это следующего: когда вы переворачиваете деталь, второй гиб опирается на поверхность, которая была только что создана первым гибом. Любая ошибка угла, любое отклонение длины полки, любой малейший изгиб становятся фундаментом для второй операции.
Это не коррекция. Это сложные проценты.

Давайте рассмотрим простую гипотетическую ситуацию. Вы выдерживаете ±0,5° на каждом воздушном гибе. Это достойный результат. На полке в 1 дюйм 0,5° дают примерно 0,008 дюйма отклонения по высоте. Теперь переверните деталь.
Если первый гиб раскрыт на 0,5°, полка при второй настройке будет располагаться чуть выше относительно заднего упора. Теперь глубина второго гиба отсчитывается от полки, которая уже имеет отклонение. Если этот гиб тоже отклоняется на 0,5° — возможно, в противоположную сторону — вы суммируете ошибку угла и ошибку базирования по упору.
Вы не просто сложили 0,008 дюйма и 0,008 дюйма. Вы их умножили. И когда размер смещения не попадает в допуск на 0,030 дюйма, это кажется загадкой.
Это не так.
Каждый переворот удваивает вероятность отклонения. К тому моменту, когда деталь отправляется в брак, это был не один плохой удар пуансона. Это были два неплохих удара, выполненные на “плавающей” основе.
Перевод на язык цеха: Если вам приходится переворачивать деталь, исходите из того, что ваш второй гиб строится на несовершенном фундаменте — поэтому перестаньте ожидать, что допуски первого гиба волшебным образом сохранятся во второй операции.
Итак, если накопление погрешностей неизбежно, чего это стоит вам, помимо переделок?

Оцените время работы честно. Первый гиб: вставка, упор, удар. Извлечение. Поворот. Повторная вставка. Повторный упор. Удар. Снова извлечение.
Даже если каждый этап манипуляции занимает три секунды, вы добавляете от шести до десяти секунд на деталь. На 300 деталях это почти час чистого движения — никакой добавленной стоимости, просто хореография.
И это при условии, что не потребовалось пробных деталей.
Теперь учтите прогоны для регулировки. Потому что, когда второй сгиб смещает отступ, вы настраиваете не одну переменную — вы пытаетесь уловить взаимодействие между двумя. Вы увеличиваете глубину на втором сгибе, что слегка искажает первую полку, что снова смещает ваш общий отступ.
Время цикла раздувается не потому, что вы медленно работаете, а потому, что вы решаете геометрическую задачу в два несвязанных этапа.
Вы выполняете два независимых воздушных сгиба и надеетесь, что они сработают как одно механическое событие.
С чего бы им так работать?
Представьте ступенчатый комплект штампов, спроектированный так, чтобы оба сгиба формировались одновременно. Пуансон и нижняя матрица подобраны так, что материал захватывается и направляется в фиксированную геометрию за одно движение молота вниз. Никаких переворотов. Никаких вторых базовых точек. Никакого повторного позиционирования по согнутой полке.
Оба угла получаются одновременно, фиксируемые геометрией оснастки, а не угадыванием глубины.
Вот что обещает “один ход”: исключить вторую переналадку, исключить вторую базовую поверхность, исключить накопление погрешностей.
А теперь о том, почему цеха сомневаются. Штампы для отступов требуют подобранных пуансонов. Они часто требуют чеканки, что означает большее усилие, чем при обычном воздушном сгибе. Толщина материала должна соответствовать спецификации матрицы. Нержавеющая сталь и алюминий по-прежнему требуют припуска на пружинение. Здесь нельзя работать небрежно.
Поэтому операторы смотрят на таблицу усилий, смотрят на свою стандартную рутину с V-образной матрицей и думают, что это специализированная оснастка для редких задач.
Но спросите себя: ваши промахи при Z-образном сгибе — это действительно вопрос мастерства рук или попытка заставить два отдельных воздушных сгиба вести себя как единая жесткая система?
Вы смотрите на таблицу тоннажа. Мягкая сталь. 10 калибр. Для V-образной матрицы 1″ требуется примерно X тонн на фут по стандартной формуле: P = 650 × S² × L / V.
Вы проделывали этот расчет тысячу раз. Он работает, потому что предполагает одну вещь: одно V-образное отверстие, равномерный контакт, воздушная гибка. Три точки контакта. Глубина контролирует угол.
Теперь вы устанавливаете штамп для отступа. Ступенчатая полость. Подогнанный пуансон. Два плеча. И вы все еще смотрите на ту же формулу, как будто она применима.
Вот где люди получают травмы — или, по крайней мере, удивляются.
Потому что штамп для отступа — это не специализированная V-образная матрица. Это жесткая механическая ловушка. И как только вы начинаете относиться к нему как к воздушной гибке, вы решаете не ту физическую задачу.
Если «один ход» исключает накопление погрешностей и повторное позиционирование, то каковы компромиссы? Усилие. Гибкость. Чувствительность. Именно это мы сейчас и разберем.
Положите лист 14 калибра на ступенчатый штамп и медленно опустите молот в режиме наладки. Смотрите внимательно.
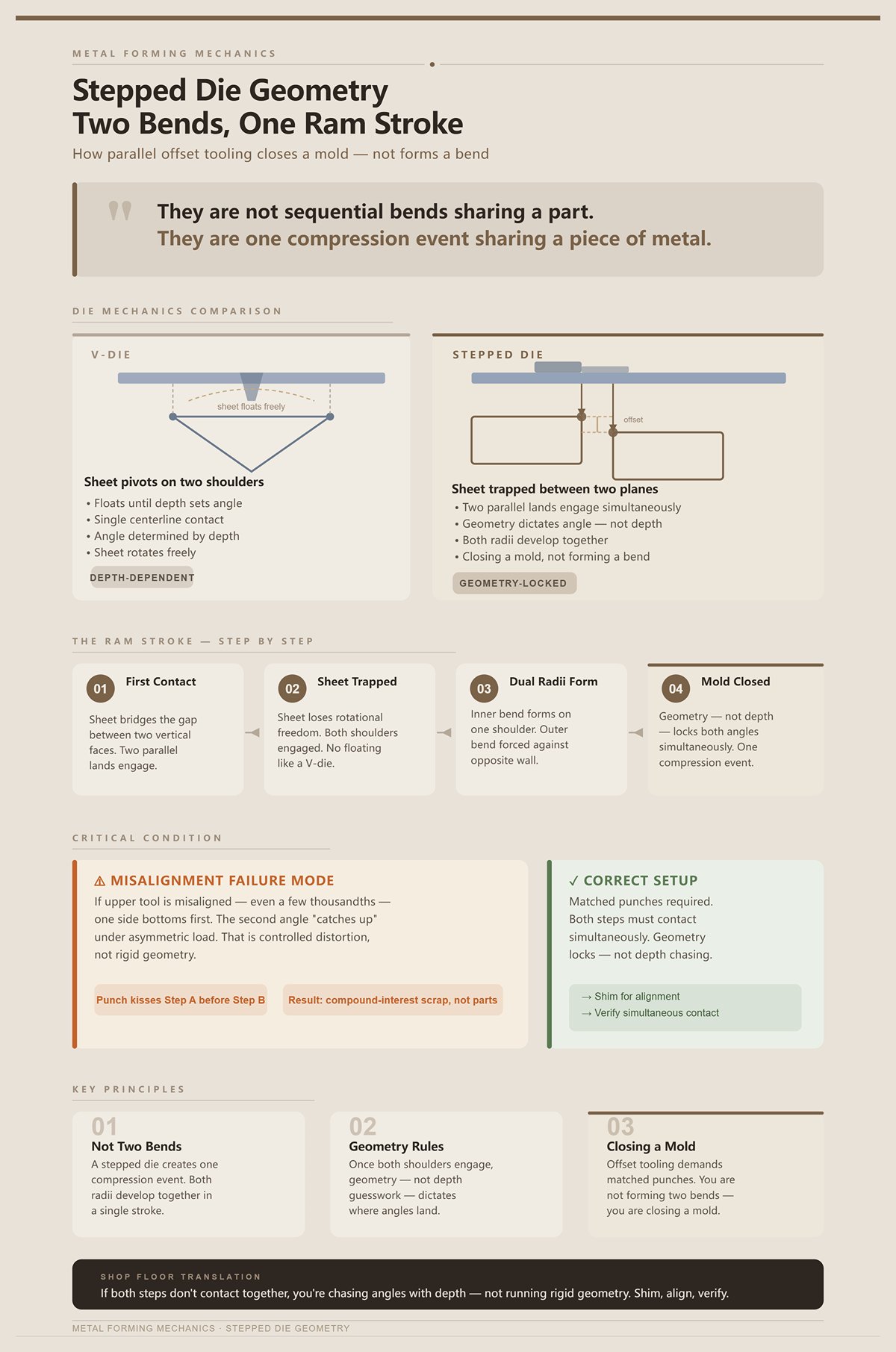
Первый контакт происходит не по одной центральной линии, как в V-образной матрице. Он происходит по двум параллельным полкам. Материал перекрывает зазор между двумя вертикальными гранями в нижней матрице. Носик пуансона не стремится к дну V-образного паза; он вдавливает лист в углубление с фиксированным смещением по высоте.
По мере того как ползун продолжает движение вниз, лист не может свободно вращаться, как при гибке на воздухе. Он зажат между двумя плоскостями. Внутренний радиус гиба начинает формироваться на одном плече, в то время как внешний радиус уже прижимается к противоположной стенке. Оба радиуса развиваются одновременно.
В этом и заключается ключ: это не последовательные гибы на одной детали. Это единый процесс сжатия, воздействующий на кусок металла.
В V-образной матрице лист вращается вокруг двух нижних плеч и «плавает» до тех пор, пока глубина не задаст угол. В ступенчатой матрице лист теряет эту свободу почти сразу. Как только оба плеча вступают в контакт, геометрия — а не угадывание глубины — определяет, какими должны быть углы.
Но только если пуансон касается обеих ступеней одновременно.
Если ваш верхний инструмент смещен хотя бы на несколько тысячных, одна сторона достигает дна первой. Затем второй угол “догоняет” под асимметричной нагрузкой. Это уже не жесткая геометрия — это контролируемая деформация. Я видел, как операторы винили материал, когда реальная проблема заключалась в том, что пуансон касался одной ступени раньше другой.
Именно тогда детали начинают накапливать ошибки, как сложные проценты, и в конечном итоге отправляются в корзину для металлолома.
Вот почему для инструмента со смещением требуются подобранные пуансоны и тщательная настройка. Вы не выполняете два гиба. Вы закрываете форму.
Перевод на язык цеха: Если обе ступени не контактируют одновременно, вы работаете не с жесткой системой, а снова пытаетесь «поймать» углы глубиной хода. Подкладывайте прокладки, выравнивайте и проверяйте одновременность контакта, прежде чем доверять результату.
Итак, если геометрия фиксирует оба угла сразу, почему нельзя использовать логику расчета усилия для гибки на воздухе?
Выполните гибку того же листа из мягкой стали толщиной 10 калибра (около 3,4 мм) в V-образной матрице с раскрытием 1 дюйм (25,4 мм) на воздухе. Лист касается матрицы в трех точках: два плеча и кончик пуансона. Центр листа никогда не испытывает полного контакта с поверхностью матрицы. Вы гнете, а не сминаете.
Теперь возьмем узкую матрицу со смещением — скажем, ступень 0,375 дюйма (9,5 мм). Эта нижняя полость узкая. Материал полностью вдавливается в профиль матрицы. Площадь контакта резко увеличивается, когда ползун завершает ход. Вы больше не находитесь в режиме трехточечной гибки. Вы выполняете гибку с чеканкой в фиксированную форму.
Это полностью меняет ситуацию с усилием.
Стандартная формула предполагает предел прочности на разрыв около 450 Н/мм² и равномерную V-образную геометрию. Она не учитывает одновременное формирование двух радиусов, а также локальное сжатие на углах ступеней. Меньшая высота ступени означает меньшие радиусы. Меньшие радиусы смещают нейтральную ось внутрь и резко увеличивают локальное напряжение.
Вот почему иногда вы видите пиковое усилие на 20–50% выше, чем предсказывала таблица для V-образной матрицы, даже если деталь “выглядит маленькой”.”
Операторы думают: “Это маленькая Z-образная деталь. Должно быть легко”. А затем датчик усилия зашкаливает.
Потому что вы не гнете лист через широкий V-образный паз. Вы вдавливаете материал в два ограниченных угла одновременно.
И вот в чем ловушка: общее усилие на фут может быть ниже, чем при работе с большим V-образным раскрытием, но пиковое усилие в момент достижения дна выше и резче. Если вы рассчитываете работу по математике гибки на воздухе, вы рискуете либо недогнуть деталь, либо перегрузить оборудование.
Другая физика. Другой контакт. Другая карта напряжений.
Это больше не гибка под углом с контролем глубины. Это геометрия, определяемая матрицей под воздействием сжатия.
Перевод на язык цеха: Перестаньте использовать таблицы воздушной гибки в V-образной матрице для Z-образных гибов (офсетов). Проверяйте усилие чеканки для конкретной высоты ступеньки и материала, и будьте готовы к более высокому пиковому усилию при малых офсетах — даже если деталь выглядит небольшой.
Однако, если мы выполняем чеканку в фиксированную геометрию, откуда на самом деле берется второй угол? Его создает матрица — или внутри металла происходит что-то еще?
| Раздел | Содержание |
|---|---|
| Заголовок | Чеканка против воздушной гибки: почему профили с офсетом требуют совершенно иной физической модели |
| Сценарий воздушной гибки | Выполните гибку того же листа из мягкой стали толщиной 10 калибра (около 3,4 мм) в V-образной матрице с раскрытием 1 дюйм (25,4 мм) на воздухе. Лист касается матрицы в трех точках: два плеча и кончик пуансона. Центр листа никогда не испытывает полного контакта с поверхностью матрицы. Вы гнете, а не сминаете. |
| Сценарий с офсетной матрицей | Возьмем узкий офсетный штамп — скажем, со ступенькой 0,375 дюйма. Нижняя полость узкая. Материал полностью вдавливается в профиль матрицы. Площадь контакта резко увеличивается по мере того, как пуансон завершает ход. Вы больше не находитесь в режиме трехточечного изгиба. Вы выполняете чеканку в фиксированную форму. |
| Последствия для усилия | Это полностью меняет всё, что касается усилия. |
| Ограничения стандартной формулы | Стандартная формула предполагает предел прочности на разрыв около 450 Н/мм² и равномерную V-образную геометрию. Она не учитывает одновременное формирование двух радиусов, а также локальное сжатие на углах ступеньки. |
| Поведение напряжений | Меньшая высота ступеньки означает меньшие радиусы. Меньшие радиусы смещают нейтральную ось внутрь и вызывают резкий рост локальных напряжений. |
| Реальность пикового усилия | Вы можете увидеть пиковое усилие на 20–50% выше при узком офсете, чем предсказывала таблица для V-образной матрицы — даже если деталь выглядит маленькой. |
| Предположение оператора | Операторы думают: “Это маленькая Z-образная деталь. Должно быть легко”. А затем датчик усилия зашкаливает. |
| Первопричина | Вы не сгибаете материал через широкую V-образную матрицу. Вы вдавливаете материал сразу в два ограниченных угла. |
| Скрытый риск | Общее усилие на фут может быть ниже, чем при работе с большим V-образным раскрытием, но пиковое усилие при чеканке выше и резче. Расчет работы на основе математики воздушной гибки создает риск недоформовки или перегрузки оснастки. |
| Разница в физике | Другая физика. Другой контакт. Другая карта напряжений. |
| Классификация процессов | Это больше не гибка под углом с контролем глубины. Это геометрия, определяемая матрицей под воздействием сжатия. |
| Перевод для цеха | Перестаньте использовать таблицы воздушной гибки в V-образной матрице для изготовления Z-образных гибов (офсетов). Проверяйте усилие чеканки для конкретной высоты ступеньки и материала. Ожидайте более высокого пикового усилия при малых офсетах — даже если деталь выглядит небольшой. |
| Открытый вопрос | Если мы выполняем чеканку в фиксированной геометрии, откуда на самом деле берется второй угол? Его создает матрица — или внутри металла происходит что-то другое? |
Представьте себе вид в разрезе.
Когда пуансон опускается, сначала формируется внутренний гиб, так как у него меньший эффективный радиус. Внешняя полка остается относительно плоской. Затем материал между двумя ступеньками начинает сжиматься в продольном направлении. Ему некуда деваться, кроме как изогнуться.
Второй угол не появляется магическим образом из-за того, что у матрицы есть два угла. Он возникает, потому что центральная перемычка офсета укорачивается под воздействием сжатия, в то время как обе полки ограничены вертикальными стенками.
Это ограничение — самое главное.
При воздушной гибке внешние волокна растягиваются, а внутренние сжимаются вокруг одной нейтральной оси. В офсетной матрице вы создаете две зоны гибки, разделенные короткой перемычкой. Эта перемычка принимает нужную форму, когда полки упираются в соответствующие плоскости. Второй угол рождается из-за того, что перемычка оказывается зажатой и укороченной между двумя фиксированными границами.
Если толщина материала варьируется, длина этой перемычки меняется. Если пуансон сначала касается одной ступеньки, перемычка деформируется асимметрично до полного сжатия. Вот почему допуск по толщине здесь важнее, чем при обычной воздушной гибке.
Вот почему офсетные матрицы кажутся “негибкими”. Так оно и есть. Геометрия предопределена. Если ваш материал слишком сильно отклоняется от нормы, система не подстраивается — она сопротивляется.
И эта жесткость — главная цель. Она исключает накопление погрешностей, потому что оба угла и высота офсета формируются в рамках одного механического процесса за один ход пресса.
Одно сжатие. Два гиба. Никаких повторных привязок.
Цена этого — отказ от «прощающего» характера воздушной гибки. Теперь вы работаете с фиксированной формой под нагрузкой.
Поэтому следующий вопрос не в том, исключают ли офсетные матрицы накопление погрешностей — они исключают. Настоящий вопрос в том, как рассчитать и контролировать этот процесс сжатия, не обманывая себя расчетами для V-образных матриц.
Несколько лет назад мы рассчитывали заказ: низкоуглеродистая сталь 10 калибра (3,4 мм), офсет 0,375 дюйма (9,5 мм), длина 4 фута (1,2 м). Оператор взял таблицу воздушной гибки, применил стандартную формулу, прикинул примерное усилие для 1-дюймовой V-образной матрицы и добавил обычный коэффициент 4× для чеканки. Станок показал, что мы в безопасности.
При первом ударе пресс опустился, датчик тоннажа показал скачок выше ожидаемого, а верхний инструмент прогнулся настолько, что оставил след на обеих ступеньках.
Но в этой ситуации нет никакой ошибки в технике исполнения.
Дело было в математике. Неверная модель, неверный множитель.
Стандартные таблицы для воздушной гибки предполагают контакт в трех точках в V-образном раскрытии. Даже когда вам советуют умножать на четыре для гибки с чеканкой (bottoming), они все равно подразумевают одну линию сгиба, входящую в V-образную матрицу. Инструмент для Z-образного гиба (офсет) — это два радиуса, формирующиеся одновременно внутри ограниченной полости. Площадь контакта быстро увеличивается в нижней точке хода, и напряжение распределяется не по широкому V-образному пазу, а концентрируется на двух углах ступеньки и сжатой перемычке.
Если вы рассчитываете тоннаж для Z-образного гиба как для 90-градусной воздушной гибки, вы недооцениваете усилие, используя множитель, который не является линейным и не является необязательным. Давайте перейдем к цифрам.
Возьмем ту же низкоуглеродистую сталь толщиной 10 калибра (около 3,4 мм).
При воздушной гибке в V-образном пазе 1 дюйм (25,4 мм) вы используете обычную формулу: Тоннаж на фут ≈ 650 × (S² / V)
Вы знаете, как это работает. Возведите толщину в квадрат, разделите на ширину раскрытия матрицы, умножьте на длину. Это работает, потому что лист контактирует только в трех точках. Центр висит в воздухе.
Теперь перейдем к стандартной матрице для Z-образного гиба с коэффициентом инструмента 5,0 для типичных офсетов — и до 10,0 для более узких или толстых комбинаций. Это не погрешность округления. Это совсем другое дело.
Если ваш расчет воздушной гибки дал 20 тонн общего усилия, то коэффициент офсета 5× увеличивает его до 100 тонн. Если работа требует более толстого материала и коэффициент возрастает до 10×, вы получаете 200 тонн. Тот же материал. Та же длина. Совершенно другой профиль усилия.
Почему такой скачок?
Потому что при воздушной гибке усилие возрастает постепенно по мере опускания пуансона. При Z-образной гибке с чеканкой усилие резко возрастает в конце хода, когда материал полностью загоняется в два противоположных угла, а перемычка между ними укорачивается под воздействием сжатия. Вы не просто преодолеваете предел прочности на разрыв — вы пластически сжимаете и защемляете материал между жесткими стенками.
Множитель не является “экспоненциальным” в математическом смысле. Он ступенчатый и зависит от толщины. Небольшие офсеты на тонком листе могут иметь коэффициент около 5×. Узкие ступеньки на толстом материале могут достигать 8× или 10×. Этот нелинейный скачок — причина, по которой общие рекомендации по гибке с чеканкой (“просто умножьте тоннаж воздушной гибки на четыре”) неполны для Z-образных гибов. Четверка приближает вас к истине для одного 90-градусного гиба. Но ее недостаточно для системы сжатия с двумя радиусами.
Упустите это, и корзина для брака заполнится не просто дефектными деталями. Она заполнится треснувшим инструментом.
Перевод на язык цеха: Возьмите ваш обычный тоннаж для воздушной гибки, затем примените коэффициент инструмента для офсета (5× как базовый уровень, выше для более толстых или узких ступенек). Если номинальное усилие станка не превышает это число с запасом, не запускайте работу.
Итак, если усилие зависит от толщины и крутизны ступеньки, какой размер на самом деле определяет, насколько интенсивным будет этот процесс сжатия?
Возьмите каталог матриц для Z-образного гиба и посмотрите, как они представлены: высота ступеньки, глубина горловины, иногда рекомендуемый диапазон толщины. То, что скрыто мелким шрифтом, — это зависимость между высотой ступеньки и толщиной материала.
Используйте материал 0,125 дюйма (3,175 мм) в ступеньке 0,250 дюйма (6,35 мм). У вас есть пространство. Перемычка между гибами достаточно длинная, чтобы сформироваться без экстремального укорачивания. Теперь попробуйте материал 0,187 дюйма (4,75 мм) в той же ступеньке 0,250 дюйма. Перемычка едва длиннее самой толщины материала. Когда пуансон закрывается, этой центральной секции почти некуда деваться, кроме как подвергнуться сильному сжатию.
Именно тогда тоннаж подскакивает выше того, что предсказывало ваше правило “5×”.
По мере того как толщина приближается к высоте ступеньки, вы увеличиваете процент материала, который должен пластически сжиматься, а не просто изгибаться. Нейтральная ось смещается, внутренние радиусы становятся меньше, а площадь контакта с вертикальными стенками увеличивается раньше в процессе хода. Усилие растет быстрее и достигает более высокого пика.
Именно здесь операторы часто попадают в ловушку: две детали с одинаковым размером отступа могут требовать кардинально разного усилия, потому что одна из них выполнена из металла толщиной 14 калибра, а другая — 10 калибра. На чертеже отступ выглядит идентично. Физика сжатия — нет.
Здесь же вы переходите в область использования специального инструмента. Если для работы требуется высота ступеньки, лишь немногим превышающая толщину материала, вы выходите за пределы комфортных стандартных диапазонов. Это требует специальной оснастки, более высоких показателей допустимого усилия и практически не прощает ошибок.
Игнорируйте эту взаимосвязь, и вы будете накапливать риски, как проценты по кредиту: каждое увеличение толщины повышает потребность в усилии сжатия, пока деталь не окажется в корзине с браком.
Перевод на язык цеха: Не ограничивайтесь простым соответствием размера отступа на чертеже. Убедитесь, что высота ступеньки заметно больше толщины материала, иначе ожидайте резкого скачка усилия, выходящего далеко за рамки базового коэффициента отступа.
Но насколько сильно можно уменьшить эту ступеньку, прежде чем процесс перестанет быть гибкой формовкой и превратится в резку?
Представьте лист толщиной 0,125 дюйма, который входит в ступеньку размером 0,130 дюйма.
На бумаге всё сходится. В реальности вы практически не оставили зазора для течения материала. Когда пуансон доходит до нижней точки, вертикальные грани матрицы и пуансона приближаются к зоне зазора для сдвига. Вместо контролируемой пластической деформации вы принудительно вдавливаете металл в почти параллельные стенки, практически не оставляя ему места для выхода.
Именно тогда на углах появляются блестящие полированные полосы. Это не следы растяжения, а полировка от сжатия. Надавите сильнее, и вы получите трещины по внутреннему краю ступеньки, потому что материал не может перераспределить напряжение — его просто защемляет.
В какой-то момент матрица для отступа перестает вести себя как формовочный инструмент и начинает работать как очень тупой нож. Чем меньше зазор относительно толщины материала, тем ближе вы к этой грани.
Универсального числа не существует, так как важны прочность материала, радиус гиба и чистота обработки матрицы. Но механизм неизменен: когда зазор приближается к толщине листа без учета возможности течения металла, усилие резко возрастает, а риск повреждения увеличивается. Это не “дополнительный запас прочности”. Это геометрическая проблема.
Поэтому, рассчитывая усилие для отступов, вы задаетесь вопросом не просто “сколько силы нужно, чтобы согнуть это?”, а “сколько силы нужно, чтобы сжать и зафиксировать это, не переходя к условиям сдвига?”.”
Это совсем не тот вопрос, на который призваны отвечать таблицы для V-образной гибки.
Перевод на язык цеха: Поддерживайте значимый зазор между толщиной материала и геометрией ступеньки. Если ступенька лишь на несколько тысячных дюйма больше толщины, ожидайте поведения, похожего на сдвиг, и экстремальных нагрузок — отступите или перепроектируйте деталь, прежде чем опускать пуансон.
И как только вы принимаете тот факт, что расчеты зависят от коэффициентов, чувствительны к толщине и критичны к зазорам, следующая проблема перестает быть теорией — она становится вопросом того, как настроить саму машину, чтобы она выдержала это сжатие.
В прошлом году я наблюдал, как 135-тонный листогибочный пресс пытался сформировать отступ 0,375 дюйма на металле 10 калибра по всей длине 6 футов. Расчеты для свободной гибки говорили, что это безопасно. Пуансон ударил, датчик нагрузки на полпути подскочил выше 110 тонн, и к моменту достижения нижней точки машина работала на пределе своих возможностей. Углы были идеальными. Машина — нет.
Вот вопрос, который вы на самом деле должны задать: как настроить и оценить возможности пресса, чтобы скачок усилия при сжатии не повредил оборудование?
Первый этап — это 0.
При использовании матрицы для отступа глубина не является плавающей величиной. Это конкретный размер. При свободной гибке регулировка ползуна на 0,010 дюйма может изменить угол на полградуса, и вы можете подкорректировать это. При работе с фиксированной геометрией отступа 0,010 дюйма — это разница между “оба радиуса полностью сформированы” и “один радиус сформирован наполовину, а другой раздавлен”. Вы не гонитесь за углом. Вы замыкаете механическую систему до тех пор, пока она не остановится.
Механизм работает следующим образом. Пуансон входит в матрицу, контактирует с обеими линиями гиба, и по мере того, как ползун продолжает движение вниз, материал вдавливается в два радиуса, а перемычка между ними укорачивается под воздействием сжатия. Усилие нарастает медленно, а затем резко возрастает, когда оба радиуса касаются своих вертикальных стенок. Этот скачок происходит на последних нескольких тысячных долях дюйма. Если высота закрытия пресса выбрана «на глаз», а не настроена точно, вы либо недогнете деталь (получатся два пологих угла), либо перегнете её, дойдя до зоны сдвига.
Поэтому настройка начинается «от обратного» по сравнению с воздушной гибкой:
Если вы относитесь к глубине хода как к рекомендации, допуски накапливаются как сложные проценты: каждая тысячная доля дюйма увеличивает потребность в сжатии, пока деталь не «обанкротится» и не отправится в корзину для брака.
Перевод на язык цеха: Оценивайте работу в 5–10 раз выше тоннажа воздушной гибки, убедитесь, что листогибочный пресс выдержит это усилие по всей длине, и установите глубину ползуна на полное замыкание матрицы — но не дальше. Вы закрываете форму, а не настраиваете угол.
Теперь, когда положение ползуна не подлежит обсуждению, от какой кромки вы вообще ведете отсчет?
Представьте фланец размером 1 дюйм, который подается в отгиб (Z-образный профиль) размером 0,500 дюйма. Оператор базируется по внешней кромке, выполняет гибку, и размер отгиба «гуляет» на ±0,015 дюйма от детали к детали. Повторяемость станка в норме. Инструмент в порядке. Так что же сместилось?
Базовая кромка.
Во время формирования отгиба перемычка между гибами укорачивается под воздействием сжатия. Не упруго, а пластически. Материал физически становится короче между этими двумя линиями гиба. Если вы базировались по внешней кромке фланца, то после сжатия эта кромка больше не находится в том же пространственном положении относительно второй линии гиба.
В случае с переворотом и повторным гибом вы бы списали это на технику исполнения. Но в данной ситуации это не ошибка техники. Это геометрия.
Для критически важных отгибов базируйтесь от элемента, который не смещается при сжатии — обычно это положение первой линии гиба или заранее подготовленная базовая точка. На краевых отгибах (вспомните комплекты матриц, которые предостерегают от гибки ближе 1 дюйма от края листа) растяжение на неподдерживаемом крае усугубляет это смещение. Именно поэтому на некоторых матрицах для отгибов существуют направляющие: они ограничивают боковое растяжение, чтобы ваша база не «уплыла».
Инструмент для отгибов с пружинным механизмом еще больше усложняет задачу. Поскольку он удерживает лист в более горизонтальном положении и снижает боковое усилие, большие листы не так сильно наклоняются, но это также означает, что пальцы заднего упора должны обеспечивать равномерную поддержку по всей ширине. Любой наклон во время подхода меняет эффективное расстояние до упора еще до того, как пуансон коснется металла.
Поэтому правило становится простым и строгим: базируйтесь от точки, которая сохраняется после сжатия, и поддерживайте лист так, чтобы он не мог провернуться под нагрузкой при подходе.
Перевод на язык цеха: Не базируйтесь по свободному фланцу отгиба. Базируйтесь от линии гиба или стабильной базовой точки и поддерживайте лист так, чтобы сжатие не могло сместить вашу базу до момента достижения нижней точки.
Если глубина зафиксирована, а база стабильна, что делать, если угол все равно неверный?
Я видел, как парни подкладывают прокладки толщиной 0,005 дюйма под реверсивные блоки для отгибов, чтобы “подогнать” угол. Это работает — до поры до времени.
Вот почему. В некоторых системах с регулируемым смещением вращающиеся блоки меняют радиус, а прокладки корректируют эффективную глубину. Но каждая прокладка меняет соотношение между носиком пуансона, высотой ступеньки и вертикальными стенками. Вы больше не замыкаете спроектированную геометрию; вы изобретаете новую.
Поскольку высота ступеньки является размером стенки, даже прокладка толщиной 0,005 дюйма эффективно меняет степень сжатия, которую должна поглотить стенка, прежде чем оба радиуса встанут на место. Это смещает пик усилия. При работе с малыми зазорами эта крошечная прокладка может привести к тому, что вместо полноценной формовки вы сначала получите контакт, близкий к сдвигу, с одной стороны. Теперь один радиус достигает дна раньше другого, и вы снова вернулись к накоплению допусков, которое должен был устранить инструмент со смещением.
Если угол неверный:
Чем больше вы относитесь к прокладкам как к приправе, тем больше ваша наладка уходит от поведения с фиксированной геометрией в сторону хаоса. А хаос стоит дорого.
Перевод на язык цеха: Сначала исправьте переменные глубины и материала. Используйте прокладки только как контролируемую корректировку геометрии — и понимайте, что вы меняете сжатие, а не просто угол.
Если прокладки меняют сжатие, что происходит, когда деталь имеет длину 8 футов?
Выполните гиб со смещением длиной 96 дюймов на металле 7-го калибра и посмотрите на индикатор нагрузки. Пик не распределяется равномерно, как при свободной гибке в широкой V-образной матрице. Он концентрируется там, где оба радиуса контактируют сильнее всего — обычно сначала в центре по мере прогиба стола.
Свободная гибка допускает небольшой прогиб, потому что угол «плавает» вместе с глубиной. Гибка со смещением — нет. Если стол прогибается на 0,010 дюйма в центре, этот центр может не полностью встать на место, в то время как края встанут — или наоборот, в зависимости от компенсации прогиба. Помните: глубина — это и есть размер.
Стандартная логика компенсации прогиба по-прежнему применима — противодействуйте прогибу стола для достижения равномерного проникновения, — но ваш допуск меньше. Поскольку усилие резко возрастает в нижней точке, вам нужно настроить компенсацию так, чтобы полное смыкание происходило одновременно по всей длине. Слишком мало компенсации — и центр недоформован. Слишком много — и центр пересжимается первым, вызывая локальный скачок тоннажа.
Инструмент с защитой от пружинения уменьшает боковое усилие, что помогает при работе с большими листами, но не устраняет вертикальный прогиб. Пресс все равно испытывает то же самое сжатие, когда оба радиуса встают на место.
Поэтому для длинных гибов со смещением:
Потому что, как только вы запустили процесс, “подстройки угла” ходом ползуна вас уже не спасут.
Если сделать это неправильно, детали не будут плавно выходить за пределы допусков. Они будут выглядеть нормально по краям и обманывать вас в середине — до тех пор, пока не начнется сборка.
Перевод на язык цеха: Выполняйте бомбирование для компенсации пиковой нагрузки, а не по значениям воздушной гибки, и проверяйте полное смыкание по всей длине перед началом производства. Ступенчатая гибка требует равномерного прижима по всей длине стола.
Глубина фиксирована. База должна быть стабильной. Прокладки изменяют степень сжатия. Бомбирование должно соответствовать пиковой нагрузке.
Проигнорируйте любой из этих пунктов, и следующий раздел будет посвящен не тонкой настройке.
Он будет посвящен типам разрушений.
Прошлой зимой мы выполняли ступеньку 0,375 дюйма на низкоуглеродистой стали толщиной 10 калибра (3,4 мм) длиной 72 дюйма (1828 мм). Таблица усилий показывала, что мы в безопасности. Глубина была выставлена. Бомбирование было настроено на расчетный пик. Первые три детали выглядели чистыми.
Четвертая деталь вышла с волнистой перемычкой по центру, один угол был 89,2°, другой 90,1°, а на более остром угле по внутреннему радиусу начала появляться волосяная трещина.
Это не три несвязанных дефекта. Это одно непонимание процесса настройки, проявляющееся тремя разными способами.
Когда вы неверно оцениваете тоннаж, перебираете с глубиной или базируетесь на подвижных элементах, ступеньки не «плывут», как при воздушной гибке. Они разрушаются структурно. Перемычка коробится. Один радиус садится раньше другого. Или материал просто сдается, потому что вы заставили его превысить минимальный внутренний радиус. Это то, что происходит, когда вы обращаетесь с жесткой одноходовой механической системой как с податливой V-образной матрицей.
Давайте разберем три паттерна, которые вы действительно увидите в цеху.
Возьмем ступеньку 0,500 дюйма на металле 0,1345 дюйма (10 калибр) длиной 60 дюймов. Перемычка между сгибами имеет высоту всего около полудюйма. Во время полного смыкания оба радиуса сжимаются внутрь, в то время как вертикальные стенки матрицы удерживают полки. Эта перемычка не просто “сопутствующий элемент”. Это сжимаемая колонна, которую сдавливают с обеих сторон.
Если ваша оценка тоннажа была основана на расчетах воздушной гибки — P = 650 × S² × L / V — вы уже ошиблись. Инструмент для ступенчатой гибки обычно требует в 5–10 раз больше усилий, чем при воздушной гибке, потому что вы выполняете два сгиба одновременно с почти нулевым зазором в момент посадки. Это усилие не распределяется, как в широкой V-образной матрице. Оно резко возрастает, когда оба радиуса входят в контакт.
Теперь добавьте еще одну ошибку: недостаточное бомбирование на длинной детали. Стол прогибается на 0,010 дюйма по центру. Края садятся первыми. Центр все еще движется, когда пуансон уже находится на запрограммированной глубине. Перемычка в центре испытывает боковое сжатие до полного смыкания. Тонкие перемычки под сжатием не деформируются аккуратно. Они коробятся.
Вы увидите едва заметную S-образную кривую вдоль перемычки, обычно в средней части. Угол по краям все еще может казаться “правильным”. Но перемычка говорит правду.
Но в этой ситуации нет ничего, что было бы ошибкой техники исполнения. Это потеря устойчивости колонны, вызванная неравномерной посадкой при высоком сжатии.
Решение не в том, чтобы “замедлиться” или “подправить глубину”. Оно структурное:
Если вы этого не сделаете, то перемычка отправится в корзину для металлолома задолго до того, как ваш угломер начнет подавать сигналы.
Перевод на язык цеха: Если перемычка идет волнами, значит, вы недостаточно хорошо поддержали или спрофилировали систему с высоким сжатием. Увеличьте бомбирование (прогиб), чтобы оно соответствовало реальному тоннажу смещения, и убедитесь, что оба радиуса садятся одновременно.
А что, если перемычка выглядит нормально, но одна полка постоянно отклоняется иначе, чем другая?
Представьте смещение 0,250 дюйма на нержавеющей стали 14-го калибра. Вы достигли глубины. Оба радиуса кажутся посаженными. Вы отпускаете пуансон. Одна полка пружинит на 1°. Другая — только на 0,3°.
Операторы начинают «ловить» угол с помощью прокладок.
Вот что происходит на самом деле.
В инструментах для смещения (Z-образная гибка) два гиба не являются независимыми. Они имеют общую сжатую перемычку. Если один радиус контактирует первым — из-за прокладки 0,005 дюйма, небольшого отклонения толщины или смещения базовой точки — первый гиб достигает истинного дна, в то время как второй все еще находится под упругой нагрузкой.
Когда вы открываете инструмент, гиб, который сел позже, высвобождает больше накопленной энергии. Разная история деформаций. Разное пружинение.
При гибке на воздухе это допустимо, потому что угол плавает вместе с глубиной. Смещения не плавают. Они зажаты.
Современные системы ЧПУ могут компенсировать неравные углы при отдельных ударах. Это подходит для работы в два приема. Но при одноходовом смещении система управления не может изменить тот факт, что одна сторона прижалась сильнее другой. Геометрия уже задана, когда пуансон закрывается.
Вы можете это измерить. Нанесите разметочную краску на радиусы. Сделайте медленный пробный удар. Если одна сторона показывает полное прилегание раньше другой, значит, у вас асимметричная посадка. Это и есть виновник, а не “плохая нержавейка”.”
Путь к исправлению требует дисциплины:
В противном случае вы будете накапливать микроразличия, как проценты по кредиту, пока деталь не окажется в корзине для металлолома.
Перевод на язык цеха: Неравное пружинение означает неравную посадку. Сначала исправьте толщину, глубину и симметрию — не пытайтесь исправить одну полку случайными прокладками.
Так что же происходит, когда вы делаете все “ровно”, а деталь все равно трескается?
В мастерской попытались пропустить 2-мм алюминий через офсетную матрицу с эффективным внутренним радиусом 0,5 мм. Выглядело остро. Клиенту понравились плотные офсеты.
Первая партия треснула вдоль внутренней стороны более крутого изгиба.
Алюминий — это не низкоуглеродистая сталь. Общее правило для углеродистой стали: минимальный внутренний радиус ≈ 1–1,5 толщины материала, в зависимости от марки. Алюминию часто требуются большие радиусы — иногда 1,5–2 толщины, особенно для более твердых состояний материала.
При воздушной гибке можно немного схитрить, так как радиус формируется естественным образом в зависимости от раскрытия V-образной матрицы. При офсетной гибке с упором в дно радиус определяется носком пуансона и плечом матрицы. Вы принудительно придаете материалу эту геометрию при полном сжатии.
Помните: вы закрываете форму, а не настраиваете угол.
Если радиус инструмента меньше минимально допустимого радиуса для материала, деформация внутреннего волокна превышает пределы удлинения. Поскольку происходит два изгиба одновременно, деформация локализуется быстрее. Добавьте сюда множитель тоннажа, который мы уже обсуждали, и вы не просто заигрываете с разрушением — вы его планируете.
Диагностические признаки:
Решение — не “меньшая глубина”. Меньшая глубина означает лишь неполное прилегание и нестабильную высоту. Решение заключается в соответствии радиуса инструмента возможностям материала. Это может означать использование разных офсетных матриц для алюминия и стали при одной и той же толщине.
Отношение ко всем материалам как к низкоуглеродистой стали — это путь, при котором детали тихо разоряют вас в корзине для брака, пока вы вините оператора.
Перевод на язык цеха: Если деталь трескается, значит, радиус вашего инструмента слишком мал для этого материала. Измените радиус или измените спецификацию — не уменьшайте глубину, делая вид, что проблема решена.
Мы видели, что ломается, когда игнорируется физика офсетной гибки. Более сложный вопрос заключается в следующем: когда сама геометрия делает офсетные матрицы совершенно неподходящим выбором?
Теперь вы убедились, что офсетная формовка — это структурное сжатие, а не тонкая работа.
Хорошо.
Так когда же эта жесткость становится обузой, а не преимуществом?
Вот эта граница: когда геометрия детали или поведение материала требуют гибкости в процессе хода, а офсетная матрица не может ее обеспечить. Помните, это закрытая механическая система. Глубина ступеньки, радиусы и расстояние зафиксированы в стали. Пресс опускается, и геометрия определяется за один удар. Если детали требуется регулировка между изгибами — иное поведение фланца, изменение пружинения, переменный тоннаж — офсетная матрица не может договориться.
Она только принуждает.
А принуждение к неправильной геометрии — это то, как хорошие детали начинают тихо накапливать ошибки, как проценты, пока не разорят вас в корзине для брака.
Штампы для отбортовки (Z-гибки) предполагают симметрию. Равные полки. Равный рычаг. Равные моменты пружинения относительно общей стенки.
Теперь представьте Z-профиль, где одна полка имеет длину 3 дюйма, а другая — 0,75 дюйма.
Длинная полка ведет себя как пружинный рычаг. Короткая полка ведет себя как жесткий выступ. Когда пуансон опускается, оба гиба достигают дна одновременно, но они не накапливают и не высвобождают энергию одинаково. Более длинная полка усиливает крутящий момент пружинения. Более короткая полка почти не двигается. Вы отпускаете пресс, и стенка микроскопически скручивается, потому что накопленная энергия была несбалансированной.
При поэтапной воздушной гибке вы сначала обрабатываете длинную полку, компенсируете пружинение, а затем формируете короткую сторону с собственной стратегией глубины. Две независимые задачи. Два настроенных решения.
Инструмент для Z-гибки объединяет их в одно.
Можно ли все равно это выполнить? Иногда. Если допуски свободные, а материал податливый. Но когда чертеж требует строгой параллельности между неравными полками, вы лишаетесь своего единственного рычага регулировки. Нет возможности выборочного перегиба. Нет смещения по глубине. Штампу все равно, что одна полка выполняет больше работы, чем другая.
Это не проблема настройки. Это геометрия, которая борется с инструментом.
Перевод на язык цеха: Если одна полка значительно длиннее другой, а допуск жесткий, не пытайтесь выполнить это за один ход штампа. Сначала сформируйте основную полку, настройте ее, а затем выполните второй гиб отдельно.
А что, если полки равны, но сама ступенька глубокая?
Каждый пуансон для Z-гибки имеет глубину зева и зазор до плеча. Это физический объем, который должен занимать металл при опускании пуансона.
Когда заданная глубина ступеньки приближается к этому размеру зева, быстро происходят две вещи.
Во-первых, внутренние грани формируемых полок могут коснуться корпуса пуансона до полного прилегания. Это жесткий механический упор, а не мягкий предел по тоннажу. Во-вторых, требуемое усилие резко возрастает, потому что вы вдавливаете материал в ограниченный угол практически без бокового выхода. Тоннаж удваивается по сравнению с обычным V-образным гибом, а многие цеха уже рассчитывают свои листогибочные прессы под работу с одним гибом.
100-тонный пресс, который легко справляется с воздушной гибкой, внезапно может потребовать 180 тонн или более при Z-гибке с чеканкой на той же толщине. Если у станка нет запаса мощности, пуансон все равно будет давить. Прогиб увеличивается. Параллельность нарушается. Оба гиба уходят из допуска одновременно.
И вот в чем ловушка: поскольку оба гиба смещаются одинаково, деталь может выглядеть “ровной”, будучи при этом неверной по размерам. Несоосность в двухэтапном процессе проявляется как разница между элементами. В Z-гибке она проявляется как равномерная ошибка.
Это сложнее диагностировать.
Если глубина вашей ступеньки настолько велика, что сформированные полки почти касаются корпуса пуансона в нижней точке хода, вы вышли за пределы безопасной геометрии этого инструмента. Никакая бомбировка или подкладки не изменят стальной объем, внутри которого вы работаете.
Перевод на язык цеха: Измерьте зев пуансона и сравните его с требуемой глубиной ступеньки плюс толщина материала. Если зазор минимален или тоннаж станка близок к пределу, выполняйте работу двумя контролируемыми гибами вместо одного амбициозного хода.
Что подводит нас к материалу.
Высокопрочная сталь не растягивается так, как мягкая. Толстый лист не прощает ошибок с радиусом гиба. И то, и другое требует больших внутренних радиусов и более высокого усилия.
Z-образные матрицы фиксируют радиус и расстояние на этапе проектирования.
При свободной гибке можно увеличить V-образное раскрытие, чтобы снизить тоннаж и позволить радиусу формироваться естественным образом. При гибке в Z-образной матрице радиус определяется носком пуансона и плечом матрицы, нравится это материалу или нет. Если стали требуется внутренний радиус, равный 1,5× толщины, а ваша Z-образная оснастка имеет более острый угол, вы принудительно создаете деформацию сверх предела текучести сразу на двух сгибах одновременно.
Это не эффективность. Это концентрация напряжений.
Теперь добавим толщину. Стандартные рекомендации при увеличении толщины листа предписывают расширять V-образное раскрытие до 8–12× толщины материала для контроля тоннажа. Z-образная оснастка не обладает такой гибкостью, поскольку геометрия ступени фиксирует расстояние. Более широкие эквивалентные раскрытия означают необходимость более высокой ступени или изготовления оснастки на заказ. В противном случае вы прикладываете экстремальную нагрузку к узкой геометрии.
При таких усилиях деформация матрицы становится реальностью. Локальный износ ускоряется. Высота со временем «уплывает». Экономия труда за счет одного удара может быть сведена на нет затратами на обслуживание и переделку.
Иногда два удара — это просто разумнее. Первый гиб с широким V-образным раскрытием, чтобы не повредить материал. Переворот. Второй гиб с собственной настроенной конфигурацией. Время цикла может немного увеличиться. Количество брака снижается. Срок службы инструмента продлевается. Математика работает в производстве, а не в теории.
Один амбициозный удар кажется эффективным.
Два контролируемых удара часто являются таковыми.
Перевод на язык цеха: Для высокопрочных марок или толстого листа убедитесь, что радиус инструмента соответствует минимальным требованиям к гибу, а тоннаж станка имеет реальный запас. Если нет, увеличьте V-образное раскрытие и выполняйте гибку поэтапно, вместо того чтобы формовать оба сгиба одновременно.
Z-образные матрицы — мощный инструмент. Но они не универсальны.
И понимание того, где проходит граница их применения, превращает их из специализированного аксессуара в осознанное производственное решение.
Вы стоите перед чертежом с Z-образным гибом, и у вас в голове один вопрос: Выполнить это в Z-образной матрице или разбить на два этапа свободной гибки?
Отлично. Это правильный вопрос.
Потому что, как только вы принимаете тот факт, что Z-образная оснастка — это ситуативное, а не универсальное решение, выбор перестает быть вопросом скорости и становится вопросом поведения системы. Z-образные матрицы — это жесткие механические системы одного удара. Свободная гибка — это регулируемая геометрия под движущимся прессом. Две разные физические задачи. Два разных профиля риска.
Что здесь неочевидно? Большинство сбоев при наладке вызваны не плохими операторами. Они вызваны выбором неправильной системы еще до того, как первый инструмент был установлен.
Так как же принять решение до наладки, а не после первой бракованной детали?
Меня не волнует, насколько аккуратно выглядит стеллаж для инструментов. Меня волнуют три вопроса.
1. Обладает ли данное семейство материалов предсказуемым пружинением при требуемом радиусе гиба?
Штампы для отбортовки (offset dies) фиксируют радиус и расстояние. Если углеродистая сталь толщиной 11 калибра обычно ведет себя как внутренний радиус 1,5× толщины, и ваш инструмент соответствует этому, то все в порядке. Если же вы используете смешанные рулоны высокопрочной и мягкой стали под одним артикулом детали, то ваша “форма” за один ход пресса будет реагировать на две разные кривые пружинения.
Воздушная гибка позволяет варьировать глубину для настройки угла. При штамповке с упором (offset bottoming) это невозможно.
Когда разброс характеристик материала велик, жесткость перестает быть преимуществом и становится риском. Именно так детали незаметно превращаются в убытки в корзине для брака — из-за накопленной ошибки, ход за ходом.
2. Строго ли контролируется толщина материала относительно спецификации штампа?
Штампы для отбортовки чувствительны к толщине. Лишние несколько тысячных дюйма означают повышенное сжатие. Нехватка нескольких тысячных означает неполное прилегание. При воздушной гибке глубина компенсирует это. При штамповке с упором глубина — это смыкание.
Если ваш поставщик соблюдает жесткие допуски прокатки и вы используете материал из одного источника, отбортовочный штамп оправдан. Если же вы берете смешанные плавки и измеряете колебания по всему листу, поэтапная воздушная гибка дает вам рычаг регулировки, которого вам будет не хватать в дальнейшем.
Первая полка равна 0. Это означает, что ваша база зафиксирована. Отклонение толщины смещает оба гиба одновременно.
3. Учитывает ли геометрия жесткие ограничения по расстоянию?
Отбортовки ближе, чем примерно шесть толщин материала? Вы боретесь с зазорами, ресурсом инструмента и скачками давления. Короткие полки, которые могут провалиться в штамп? Вы провоцируете перекос, если не измените последовательность или не выполните подрезку после формовки.
Но в этой ситуации нет никакой ошибки в технике исполнения.
Это геометрия, пытающаяся занять пространство, которое физически не позволяет инструмент. А молот не станет договариваться со сталью.
Перевод на язык цеха: Если материал стабилен, толщина контролируется, а расстояние не выходит за пределы габаритов инструмента — выбирайте отбортовочный штамп. Если что-то из этого нестабильно, выполняйте гибы поэтапно, чтобы сохранить рычаг регулировки.
Теперь предположим, что все три ответа указывают на использование отбортовочного штампа. Что именно улучшается?
Каждый переворот при поэтапной гибке сбрасывает вашу базу.
Вы формуете первую полку. Переворачиваете. Базируетесь от поверхности, которая только что растянулась, сжалась и сместилась. Вы выполняете второй гиб. Каждый гиб может быть в пределах ±0,5°, но эти ошибки суммируются геометрически. Это допуск, работающий как сложные проценты. Два небольших угловых отклонения создают заметный увод параллельности по всей перемычке.
Время цикла раздувается не потому, что вы медленно работаете, а потому, что вы решаете геометрическую задачу в два несвязанных этапа.
Отбортовочный инструмент исключает переворот. Оба гиба формуются относительно неподвижной стали за один ход. Одно и то же положение ползуна. Та же кривая бомбирования. Тот же пик усилия. Если инструмент выставлен, угловая взаимосвязь между полками механически зафиксирована.
Заметьте, что изменилось: мы не повысили квалификацию оператора. Мы устранили переменную.
В этом и заключается скрытая сила. Не в скорости. Не в удобстве. А в структурном устранении возможности накопления ошибок.
Конечно, это предполагает, что центровка абсолютно точна. Смещенные матрицы менее терпимы к несоосности пуансона и матрицы, чем широкая V-образная матрица. Если высота ступеньки неверна, оба гиба будут ошибочными одновременно. Это равномерная ошибка. Ее труднее заметить.
А это значит, что производственная стратегия заключается не в том, чтобы “засунуть деталь в смещенную матрицу и надеяться на лучшее”. Она заключается в том, чтобы “контролировать центровку так, чтобы жесткость работала на вас”.”
Перевод на язык цеха: Если чертеж требует строгой параллельности или равных углов полок, и вы можете точно выставить инструмент, формовка за один ход исключает переворот детали, а вместе с ним — и накопление погрешности углов.
Так почему же цеха до сих пор относятся к смещенным матрицам как к специализированным аксессуарам?
Потому что смещенные матрицы кажутся агрессивными.
Более высокое усилие. Более узкая геометрия. Никакой подстройки в середине хода. Вы захлопываете механическую ловушку и доверяете расчетам.
Но вот в чем заключается сдвиг.
Воздушная гибка по своей природе регулируема. Это делает ее щадящей, но изменчивой. Гибка со смещением (чеканка) по своей конструкции жесткая. Это делает ее требовательной, но воспроизводимой.
Если ваша деталь соответствует контролируемым параметрам материала, правильному радиусу, достаточному расстоянию и усилию пресса с реальным запасом, то формовка за один ход должна быть вашим базовым методом для Z-образных гибов. Не запасным планом. Не вариантом “может быть”.”
Это становится стандартом, когда вы заканчиваете играть в азартные игры с накопленными допусками.
Структура принятия решений не эмоциональна. Она конструктивна:
Смещенные матрицы — это не специализированные V-образные матрицы.
Это жесткие системы, которые либо подходят для детали, либо нет.
И как только вы начинаете рассматривать Z-образные гибы как механические системы, а не как “два угла последовательно”, вы перестаете спрашивать:, Смогу ли я сделать это за один ход?
Вы начинаете спрашивать:, Какая система устраняет больше всего переменных еще до того, как пуансон придет в движение?


















