

يمسك الفرجار في يد والقطعة في اليد الأخرى. الساق الأولى 0.750 بوصة. الساق الثانية 0.782 بوصة. من المفترض أن تكون الإزاحة 0.500 بوصة؛ وهو يقرأ 0.468 بوصة. لذا يقوم بتحريك المصد الخلفي بمقدار ألفين من البوصة، ويخفف الضغط، ويقوم بتشغيل قطعة أخرى. أصبحت أقرب. لكنها لا تزال غير دقيقة.
بحلول التعديل الخامس، بدأ يلوم نفسه.
لكن لا شيء في ذلك المشهد يمثل فشلاً في التقنية. إنها مسألة حسابية. وتبدأ في اللحظة التي تقلب فيها القطعة.
أنت تشكل حرف Z باستخدام قالب V قياسي. الثنية الأولى للأسفل. اسحب القطعة للخارج. قم بتدويرها 180 درجة. أعد ضبط المصد. الثنية الثانية للأعلى. ثنيتان هوائيتان منفصلتان، إعدادان منفصلان، وفرصتان منفصلتان للتفاوت.
الثني الهوائي يعني أن الزاوية يتم التحكم فيها عن طريق العمق. والعمق يتم التحكم فيه عن طريق موضع المطرقة. ويتأثر الموضع باختلاف سمك المادة، واتجاه الألياف، والارتداد المرن، وانحراف الماكينة. أنت تعرف ذلك بالفعل.
ما قد لا تأخذه في الاعتبار هو هذا: عندما تقلب القطعة، فإن الثنية الثانية تعتمد على سطح تم إنشاؤه للتو بواسطة الثنية الأولى. أي خطأ في الزاوية، أو أي اختلاف في طول الحافة، أو أي انحناء طفيف يصبح هو الأساس للعملية الثانية.
هذا ليس تصحيحاً. هذا تراكم للخطأ.

دعنا نتناول فرضية بسيطة. أنت تحافظ على تفاوت ±0.5 درجة في كل ثنية هوائية. هذا أمر مقبول. على حافة بطول 1 بوصة، تعادل 0.5 درجة تقريباً 0.008 بوصة من اختلاف الارتفاع. الآن اقلب القطعة.
إذا كانت الثنية الأولى مفتوحة بمقدار 0.5 درجة، فإن الحافة ترتفع قليلاً مقابل المصد الخلفي في الإعداد الثاني. الآن يتم قياس عمق الثنية الثانية بناءً على ساق غير دقيقة بالفعل. إذا كانت تلك الثنية أيضاً غير دقيقة بمقدار 0.5 درجة—ربما في الاتجاه المعاكس—فقد قمت بتراكم خطأ الزاوية بالإضافة إلى خطأ مرجع المصد.
أنت لم تضف 0.008 بوصة و0.008 بوصة فحسب. بل ضاعفت أثرهما. وعندما تفشل أبعاد الإزاحة بمقدار 0.030 بوصة، يبدو الأمر غامضاً.
لكنه ليس كذلك.
كل عملية قلب تضاعف فرصة الانحراف. بحلول الوقت الذي “تفلس” فيه القطعة في صندوق الخردة، لم يكن السبب ضربة واحدة سيئة من المطرقة. بل كانت ضربتين مقبولتين مبنيتين على أرضية غير ثابتة.
ترجمة لواقع ورشة العمل: إذا كان لا بد من قلب القطعة، فافترض أن ثنيتك الثانية مبنية على أساس غير مثالي—لذا توقف عن توقع أن تظل تفاوتات الثنية الأولى ثابتة بشكل سحري خلال العملية الثانية.
إذاً، إذا كان التراكم أمراً حتمياً، فما الذي يكلفك إياه بخلاف إعادة العمل؟

احسب وقت العمل بصدق. الثنية الأولى: إدخال، ضبط المصد، ضرب. استخراج. تدوير. إعادة إدخال. إعادة ضبط المصد. ضرب. استخراج مرة أخرى.
حتى لو استغرقت كل خطوة مناولة ثلاث ثوانٍ، فقد أضفت من ست إلى عشر ثوانٍ لكل قطعة. في 300 قطعة، هذا يعني ما يقرب من ساعة من الحركة الخالصة—بدون قيمة مضافة، مجرد روتين حركي.
وهذا بافتراض عدم وجود قطع اختبار.
الآن ضع في اعتبارك عمليات الضبط. لأنه عندما تؤدي الثنية الثانية إلى إزاحة التشكيل (Offset)، فأنت لا تقوم بضبط متغير واحد، بل تطارد التفاعل بين متغيرين. لذا، فإنك تزيد العمق في الثنية الثانية، مما يؤدي إلى تشويه طفيف في الساق الأولى، وهو ما يغير الإزاحة الكلية مرة أخرى.
يتضخم زمن الدورة ليس لأنك بطيء، بل لأنك تحل مشكلة هندسية في خطوتين منفصلتين.
أنت تقوم بإجراء ثنيتين هوائيتين مستقلتين وتأمل أن تتصرفا كحدث ميكانيكي واحد.
لماذا قد تفعلان ذلك؟
تخيل مجموعة قوالب متدرجة مصممة بحيث يتم تشكيل كلتا الثنيتين في وقت واحد. يتم مطابقة السندان والقالب السفلي بحيث يتم احتجاز المادة ودفعها إلى هندسة ثابتة في حركة واحدة للأسفل للمطرقة. لا قلب للقطعة. لا مرجع ثانٍ. لا إعادة قياس بناءً على ساق مثنية.
تحدث كلتا الزاويتين في نفس الوقت، وتكونان مقيدتين بهندسة الأدوات، وليس بتخمين العمق.
هذا ما يعد به “الشوط الواحد”: القضاء على الإعداد الثاني، والقضاء على سطح المرجع الثاني، والقضاء على التراكمات.
والآن إليك سبب تردد الورش. تتطلب قوالب الإزاحة سندانات متطابقة. وغالبًا ما تتطلب الثني بالقاع (Bottoming)، مما يعني حمولة أعلى من الثني الهوائي العادي. يجب أن يتطابق السمك مع مواصفات القالب. لا يزال الفولاذ المقاوم للصدأ والألومنيوم بحاجة إلى سماح للثني الزائد لمواجهة الارتداد المرن. لا يمكنك أن تكون متهاونًا.
لذا ينظر المشغلون إلى جدول القوة، وينظرون إلى روتين قوالب V القياسي الخاص بهم، ويعتقدون أن هذه أدوات متخصصة للوظائف النادرة.
لكن اسأل نفسك: هل أخطاء ثنيات Z تتعلق حقًا بمهارة اليد - أم بمحاولة جعل ثنيتين هوائيتين منفصلتين تتصرفان كنظام صلب واحد؟
أنت تحدق في جدول الحمولة. فولاذ طري. مقياس 10. قالب V مقاس 1 بوصة يقول إنك تحتاج تقريبًا إلى X طن لكل قدم باستخدام الصيغة القياسية: P = 650 × S² × L / V.
لقد أجريت هذه الحسابات ألف مرة. إنها تعمل - لأنها تفترض شيئًا واحدًا: فتحة V واحدة، تلامس موحد، ثني هوائي. ثلاث نقاط تلامس. العمق يتحكم في الزاوية.
الآن تضع قالب إزاحة. تجويف متدرج. سندان مطابق. كتفان. وما زلت تنظر إلى نفس الصيغة وكأنها تنطبق.
هذا هو المكان الذي يتضرر فيه الرجال - أو على الأقل يتفاجأون.
لأن قالب الإزاحة ليس قالب V متخصصًا. إنه فخ ميكانيكي صلب. وفي اللحظة التي تعامله فيها كالثني الهوائي، فأنت تحل مشكلة فيزيائية خاطئة.
إذا كان الشوط الواحد يلغي التراكم وإعادة المرجعية، فما هي المقايضات؟ القوة. المرونة. الحساسية. هذا ما سنقوم بتفكيكه الآن.
ضع قطعة من مقياس 14 عبر قالب متدرج وأنزل المطرقة ببطء في وضع الإعداد. راقب عن كثب.
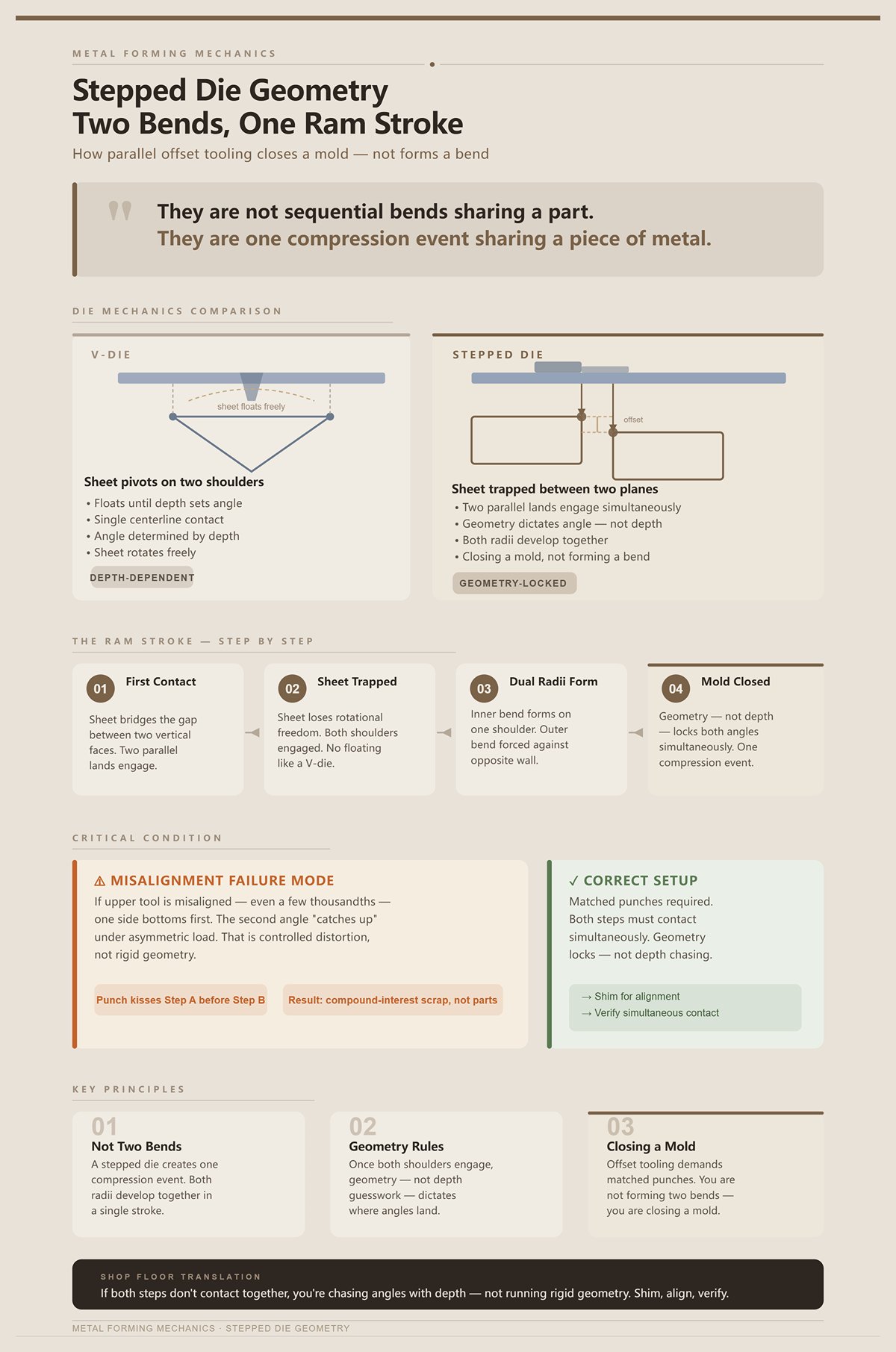
لا يحدث التلامس الأول عند خط مركزي واحد كما هو الحال في القالب على شكل حرف V، بل يحدث عبر سطحين متوازيين. حيث تغطي المادة الفجوة بين وجهين عموديين في القالب السفلي. ولا يستهدف رأس السندان قاع حرف V، بل يدفع الصفيحة إلى تجويف ذي ارتفاع إزاحة ثابت.
مع استمرار حركة المطرقة للأسفل، لا يمكن للصفيحة الدوران بحرية كما يحدث في الثني الهوائي (Air Bending)؛ فهي محصورة بين مستويين. يبدأ الثني الداخلي في التكون على أحد الكتفين بينما يتم دفع الثني الخارجي بالفعل مقابل الجدار المقابل. ويتطور نصفا القطر معاً.
هذا هو جوهر الأمر: إنهما ليسا ثنيين متتاليين يتشاركان في قطعة واحدة، بل هما حدث ضغط واحد يتشارك في قطعة معدنية واحدة.
في القالب على شكل حرف V، تدور الصفيحة حول كتفين سفليين وتظل معلقة حتى يحدد العمق الزاوية. أما في القالب المتدرج، فتفقد الصفيحة هذه الحرية على الفور تقريباً. وبمجرد تعشيق كلا الكتفين، فإن الهندسة—وليس التخمين القائم على العمق—هي التي تحدد مكان استقرار الزوايا.
ولكن هذا لا يحدث إلا إذا ضرب السندان كلا الدرجتين في نفس الوقت.
إذا كانت أداة الثني العلوية غير محاذية ولو ببضعة أجزاء من الألف من البوصة، فإن أحد الجانبين يلامس القاع أولاً، ثم “يلحق” به الجانب الثاني تحت حمل غير متماثل. لم تعد هذه هندسة صلبة، بل أصبحت تشوهاً محكوماً. لقد رأيت مشغلين يلومون المادة بينما كانت المشكلة الحقيقية هي ملامسة السندان لإحدى الدرجتين قبل الأخرى.
عندها تبدأ الأجزاء في التراكم كالفائدة المركبة، وينتهي بها المطاف في صندوق الخردة.
لهذا السبب تتطلب أدوات الإزاحة سندانات متطابقة وإعداداً دقيقاً. فأنت لا تقوم بعمل ثنيين، بل تقوم بإغلاق قالب.
ترجمة لواقع ورشة العمل: إذا لم تلامس كلتا الدرجتين القاع معاً، فأنت لا تعمل بنظام صلب، بل عدت إلى مطاردة الزوايا عن طريق العمق. قم بوضع الحشوات، والمحاذاة، والتحقق من التلامس المتزامن قبل أن تثق في النتيجة.
لذا، إذا كانت الهندسة تثبت كلتا الزاويتين في وقت واحد، فلماذا لا يمكنك استخدام منطق حمولة الثني الهوائي لتحديد حجم العمل؟
قم بتشغيل نفس الصفيحة من الفولاذ الطري قياس 10 في قالب ثني هوائي على شكل حرف V مقاس 1 بوصة. تلمس الصفيحة القالب عند ثلاث نقاط: كتفان ورأس السندان. ولا يلامس مركز الصفيحة وجه القالب بالكامل أبداً. أنت هنا تقوم بالثني، لا بالسحق.
الآن خذ قالب إزاحة ضيقاً—لنقل بدرجة 0.375 بوصة. هذا التجويف السفلي ضيق. يتم دفع المادة بالكامل داخل شكل القالب. تزداد مساحة التلامس بشكل كبير مع إنهاء المطرقة لشوطها. أنت لم تعد في حالة ثني من ثلاث نقاط، بل أنت في حالة ثني في القاع داخل شكل ثابت.
هذا يغير كل شيء يتعلق بالقوة.
تفترض الصيغة القياسية قوة شد تبلغ حوالي 450 نيوتن/مم² وهندسة موحدة على شكل حرف V. وهي لا تأخذ في الاعتبار تكون نصفي قطر في وقت واحد، ولا الضغط الموضعي عند زوايا الدرجة. ارتفاعات الدرجات الأصغر تعني أنصاف أقطار أكثر ضيقاً. وأنصاف الأقطار الأكثر ضيقاً تحرك المحور المحايد للداخل وتزيد من الإجهاد الموضعي.
لهذا السبب قد ترى أحياناً قوة ذروة أعلى بنسبة 20-50% في الإزاحة الضيقة عما تنبأ به مخطط القالب على شكل حرف V—على الرغم من أن الجزء “يبدو صغيراً”.”
يعتقد المشغلون: “إنه حرف Z صغير، يجب أن يكون سهلاً”. ثم يقفز عداد الحمولة.
لأنك لا تثني عبر حرف V واسع، بل تعصر المادة في ركنين محصورين في وقت واحد.
وهنا يكمن الفخ: قد تكون الحمولة الإجمالية لكل قدم أقل من وظيفة فتحة V كبيرة، لكن قوة الذروة في لحظة الوصول للقاع تكون أعلى وأكثر حدة. إذا قمت بتحديد حجم العمل بناءً على حسابات الثني الهوائي، فإنك تخاطر إما بعدم التشكيل الكامل—أو التحميل الزائد على الإعداد.
فيزياء مختلفة. تلامس مختلف. خريطة إجهاد مختلفة.
لم يعد هذا ثنيًا بالزاوية محكومًا بالعمق. إنها هندسة محكومة بالقالب تحت الضغط.
ترجمة لواقع ورشة العمل: توقف عن استخدام جداول الثني الهوائي (V-die) للتشكيلات المتدرجة (Offsets). تحقق من حمولة التشكيل القاعي (Bottoming) لارتفاع الدرجة المحدد والمادة، وتوقع قوة ذروة أعلى في التشكيلات الضيقة، حتى عندما يبدو الجزء صغيرًا.
ولكن إذا كنا نقوم بالتشكيل القاعي في هندسة ثابتة، فمن أين تنشأ الزاوية الثانية فعليًا؟ هل القالب هو الذي ينشئها، أم أن هناك شيئًا آخر يحدث داخل المعدن؟
| القسم | المحتوى |
|---|---|
| العنوان | التشكيل القاعي مقابل الثني الهوائي: لماذا تتطلب مقاطع التشكيل المتدرج نموذجًا فيزيائيًا مختلفًا تمامًا |
| سيناريو الثني الهوائي | قم بتشغيل نفس الصفيحة من الفولاذ الطري قياس 10 في قالب ثني هوائي على شكل حرف V مقاس 1 بوصة. تلمس الصفيحة القالب عند ثلاث نقاط: كتفان ورأس السندان. ولا يلامس مركز الصفيحة وجه القالب بالكامل أبداً. أنت هنا تقوم بالثني، لا بالسحق. |
| سيناريو قالب التشكيل المتدرج | خذ قالب تشكيل متدرج ضيق، لنقل بدرجة 0.375 بوصة. التجويف السفلي ضيق. يتم دفع المادة بالكامل داخل شكل القالب. تزداد مساحة التلامس بشكل كبير مع إنهاء المطرقة لشوطها. أنت لم تعد في حالة ثني ثلاثي النقاط. أنت تقوم بالتشكيل القاعي داخل شكل ثابت. |
| تداعيات القوة | هذا يغير كل شيء يتعلق بالقوة. |
| محدودية الصيغة القياسية | تفترض الصيغة القياسية قوة شد تبلغ حوالي 450 نيوتن/مم² وهندسة V موحدة. وهي لا تأخذ في الاعتبار تشكيل نصف قطرين في وقت واحد، ولا الضغط الموضعي عند زوايا الدرجة. |
| سلوك الإجهاد | تعني ارتفاعات الدرجات الأصغر أنصاف أقطار أكثر ضيقًا. تؤدي أنصاف الأقطار الأكثر ضيقًا إلى إزاحة المحور المحايد للداخل وتسبب ارتفاعًا حادًا في الإجهاد الموضعي. |
| واقع قوة الذروة | قد ترى قوة ذروة أعلى بنسبة 20-50% في التشكيل المتدرج الضيق مقارنة بما تنبأ به جدول قالب V، على الرغم من أن الجزء يبدو صغيرًا. |
| افتراض المشغل | يعتقد المشغلون: “إنه حرف Z صغير، يجب أن يكون سهلاً”. ثم يقفز عداد الحمولة. |
| السبب الجذري | أنت لا تقوم بالثني عبر فتحة V واسعة. أنت تقوم بضغط المادة في زاويتين محصورتين في وقت واحد. |
| المخاطر الخفية | قد تظل الحمولة الإجمالية لكل قدم أقل من وظيفة فتحة V كبيرة، لكن قوة الذروة عند التشكيل القاعي تكون أعلى وأكثر حدة. إن تحديد حجم الوظيفة بناءً على حسابات الثني الهوائي يهدد بضعف التشكيل أو التحميل الزائد على الإعداد. |
| اختلاف الفيزياء | فيزياء مختلفة. تلامس مختلف. خريطة إجهاد مختلفة. |
| تصنيف العمليات | لم يعد هذا ثنيًا بالزاوية محكومًا بالعمق. إنها هندسة محكومة بالقالب تحت الضغط. |
| ترجمة ورشة العمل | توقف عن استخدام جداول الثني الهوائي (V-die) للثنيات المتدرجة (Offsets). تحقق من حمولة التشكيل بالقاع (Bottoming tonnage) لارتفاع الخطوة والمادة المحددة. توقع قوة ذروة أعلى عند الثنيات الضيقة، حتى عندما يبدو الجزء صغيراً. |
| سؤال مفتوح | إذا كنا نقوم بالتشكيل بالقاع في هندسة ثابتة، فمن أين تنشأ الزاوية الثانية فعلياً؟ هل القالب هو الذي يشكلها، أم أن هناك شيئاً آخر يحدث داخل المعدن؟ |
تخيل مقطعاً عرضياً في ذهنك.
بينما يتحرك القالب العلوي (Punch) للأسفل، يتشكل الانحناء الداخلي أولاً لأنه يمتلك نصف قطر فعال أصغر. تظل الساق الخارجية مسطحة نسبياً. ثم تبدأ المادة الموجودة بين الخطوتين بالانضغاط طولياً. ليس أمامها مكان لتذهب إليه سوى الانحناء.
الزاوية الثانية لا تظهر سحرياً لأن القالب يحتوي على زاويتين. بل تتطور لأن الجزء الأوسط من الثنية المتدرجة يتم تقصيره تحت الضغط بينما يتم تقييد كلا الساقين بواسطة جدران عمودية.
هذا التقييد هو كل شيء.
في الثني الهوائي، تتمدد الألياف الخارجية وتنضغط الألياف الداخلية حول محور محايد واحد. في قالب الثني المتدرج، أنت تنشئ منطقتي ثني تفصل بينهما قطعة قصيرة. يتم إجبار هذه القطعة على اتخاذ شكلها بينما تستقر الساقان مقابل مستوياتهما الخاصة. تولد الزاوية الثانية من كون هذه القطعة محاصرة ومقصّرة بين حدين ثابتين.
إذا تغير سمك المادة، يتغير طول تلك القطعة. إذا لامس القالب العلوي إحدى الخطوتين أولاً، فإن القطعة تتشوه بشكل غير متماثل قبل الضغط الكامل. ولهذا السبب يهم تفاوت السماكة هنا أكثر مما يهم في الثني الهوائي العادي.
هذا هو أيضاً سبب شعور قوالب الثني المتدرج بأنها “غير مرنة”. إنها كذلك بالفعل. الهندسة محددة مسبقاً. إذا انحرفت مادتك كثيراً، فإن النظام لا يتكيف، بل يقاوم.
وهذه الصلابة هي الهدف بالكامل. فهي تقضي على تراكم التفاوتات لأن كلاً من الزوايا وارتفاع الثنية المتدرجة توجد في نفس الحدث الميكانيكي تحت نفس ضربة المطرقة.
ضغط واحد. ثنيتان. لا حاجة لإعادة المرجعية.
الثمن هو أنك تخلّيت عن الطبيعة المتسامحة للثني الهوائي. أنت الآن تشغل قالباً ثابتاً تحت الحمل.
لذا فإن السؤال التالي ليس ما إذا كانت قوالب الثني المتدرج تقضي على التراكم، فهي تفعل ذلك. السؤال الحقيقي هو كيفية حساب والتحكم في حدث الضغط هذا دون خداع نفسك بحسابات قوالب V.
قبل بضع سنوات، قمنا بتسعير وظيفة: فولاذ طري قياس 10، ثنية متدرجة 0.375 بوصة، بطول 4 أقدام. أخذ المشغل جدول الثني الهوائي، وطبق الصيغة القياسية، وحسب تقريباً ما ستحتاجه قالب V مقاس 1 بوصة، وأضاف الـ 4 أضعاف المعتادة للتشكيل بالقاع. أشارت الآلة إلى أننا في أمان.
في الضربة الأولى، نزلت المطرقة، وارتفع مقياس الحمولة بقوة أكبر من المتوقع، وانثنت الأداة العلوية بما يكفي لترك علامة واضحة عبر كلتا الخطوتين.
لكن لا شيء في ذلك المشهد يعد فشلاً في التقنية.
كانت مسألة حسابية. نموذج خاطئ، ومعامل ضرب خاطئ.
تفترض جداول الثني الهوائي القياسية وجود تلامس من ثلاث نقاط في فتحة على شكل حرف V. حتى عندما يخبرونك بالضرب في أربعة للثني بالقاع (bottoming)، فإنهم لا يزالون يفكرون في خط ثني واحد ينهار داخل فتحة V. أدوات الثني المتدرج (Offset) عبارة عن نصف قطرين يتشكلان في وقت واحد داخل تجويف محصور. تزداد مساحة التلامس بسرعة في نهاية الشوط، ولا يتوزع الإجهاد عبر فتحة V واسعة، بل يتركز عند زاويتين متدرجتين وجزء وسطي مضغوط.
إذا قمت بحساب حمولة الثني المتدرج مثل الثني الهوائي بزاوية 90 درجة، فأنت تقلل من تقدير القوة بمعامل ليس خطياً وليس اختيارياً. لذا دعنا نضع أرقاماً لذلك.
خذ نفس الفولاذ الطري بسماكة 10 gauge.
عند الثني الهوائي في فتحة V مقاس 1 بوصة، فإنك تستخدم الصيغة الشائعة: الحمولة لكل قدم ≈ 650 × (مربع السماكة / فتحة القالب)
أنت تعرف الطريقة. ربع السماكة، واقسم على فتحة القالب، واضرب في الطول. إنها تعمل لأن الصفيحة تلامس ثلاث نقاط فقط. والمركز يمتد في الهواء.
الآن انتقل إلى قالب ثني متدرج قياسي بمعامل أدوات منشور عند 5.0 للثنيات المتدرجة النموذجية—ويصل إلى 10.0 للتركيبات الأكثر إحكاماً أو سماكة. هذا ليس خطأ تقريب. هذا شيء مختلف تماماً.
إذا أعطاك حساب الثني الهوائي 20 طناً إجمالاً، فإن معامل الثني المتدرج بمقدار 5 أضعاف يوصلك إلى 100 طن. إذا انتقلت المهمة إلى مواد أكثر سماكة وارتفع المعامل إلى 10 أضعاف، فأنت تنظر إلى 200 طن. نفس المادة. نفس الطول. ملف تعريف قوة مختلف تماماً.
لماذا هذا القفز؟
لأنه في الثني الهوائي، تزداد القوة تدريجياً مع نزول المطرقة. في الثني المتدرج بالقاع، تتصاعد القوة بشكل حاد في نهاية الشوط حيث يتم دفع المادة بالكامل إلى زاويتين متقابلتين ويقصر الجزء الوسطي بينهما تحت الضغط. أنت لا تتغلب فقط على قوة الشد—أنت تضغط المادة بلاستيكياً وتحبسها بين جدران ثابتة.
المعامل ليس “أسياً” بالمعنى الرياضي. إنه تدريجي ويعتمد على السماكة. الثنيات المتدرجة الصغيرة في الصفيحة الرقيقة قد تظل حول 5 أضعاف. الخطوات الضيقة في المواد الأكثر سماكة يمكن أن تصل إلى 8 أو 10 أضعاف. هذا القفز غير الخطي هو السبب في أن نصيحة الثني بالقاع العامة—“فقط اضرب حمولة الثني الهوائي في أربعة”—غير مكتملة للثنيات المتدرجة. الأربعة تضعك في النطاق الصحيح لثنية واحدة بزاوية 90 درجة. لكنها تتركك قاصراً بالنسبة لنظام ضغط مزدوج نصف القطر.
إذا أغفلت ذلك، فلن يمتلئ صندوق الخردة بالأجزاء التالفة أولاً. بل سيمتلئ بالأدوات المتشققة.
ترجمة لواقع ورشة العمل: خذ حمولة الثني الهوائي العادية الخاصة بك، ثم طبق معامل أدوات الثني المتدرج (5 أضعاف كقاعدة أساسية، وأعلى للخطوات الأكثر سماكة أو إحكاماً). إذا كان تصنيف الماكينة لا يتجاوز هذا الرقم براحة، فلا تقم بتشغيلها.
لذا، إذا كانت القوة تتناسب مع السماكة وضيق الخطوة، فما هو البعد الذي يتحكم فعلياً في مدى عنف حدث الضغط هذا؟
اسحب كتالوج قوالب الثني المتدرج وانظر كيف يدرجونها: ارتفاع الخطوة، عمق الحلق، وأحياناً نطاق السماكة الموصى به. ما هو مخفي في الخط الصغير هو العلاقة بين ارتفاع الخطوة وسماكة المادة.
قم بتشغيل مادة بسماكة 0.125 بوصة في خطوة 0.250 بوصة. لديك مساحة. الجزء الوسطي بين الثنيات طويل بما يكفي للتشكل دون تقصير شديد. الآن جرب مادة بسماكة 0.187 بوصة في نفس الخطوة 0.250 بوصة. الجزء الوسطي بالكاد أطول من السماكة نفسها. عندما تغلق المطرقة، لا يجد ذلك القسم المركزي مكاناً يذهب إليه سوى التعرض لضغط شديد.
هذا هو الوقت الذي ترتفع فيه الحمولة إلى ما يتجاوز ما توقعته قاعدة “5 أضعاف”.
مع اقتراب السماكة من ارتفاع الخطوة، فإنك تزيد من نسبة المادة التي يجب أن تنضغط بلاستيكياً بدلاً من مجرد الثني. يتحول المحور المحايد، وتضيق أنصاف الأقطار الداخلية، وتنمو مساحة التلامس مقابل الجدران الرأسية بشكل أسرع في الشوط. تتصاعد القوة بشكل أسرع وتصل إلى ذروتها بقوة أكبر.
وهنا تكمن المفاجأة التي قد تباغت المشغلين: وظيفتان لهما نفس أبعاد الإزاحة (offset) قد تتطلبان حمولة مختلفة جذرياً لأن إحداهما بسماكة 14 مقياس (gauge) والأخرى بسماكة 10 مقياس. تبدو الإزاحة متطابقة تماماً على الرسم، لكن فيزياء الضغط ليست كذلك.
وهنا أيضاً تدخل في نطاق الأدوات المخصصة. إذا كانت الوظيفة تتطلب ارتفاع درجة (step height) أكبر بقليل من السماكة، فأنت خارج نطاقات المعايير المريحة. ستحتاج إلى أدوات خاصة، وتصنيفات حمولة أعلى، وهامش خطأ ضئيل جداً.
تجاهل هذه العلاقة يعني أنك تراكم المخاطر مثل الفائدة المركبة؛ فكل زيادة في السماكة تضيف طلباً أكبر على الضغط حتى ينتهي المطاف بالقطعة في سلة الخردة.
ترجمة لواقع ورشة العمل: لا تكتفِ بمطابقة بُعد الإزاحة الموجود على الرسم. تأكد من أن ارتفاع الدرجة أكبر بشكل مريح من سماكة المادة، وإلا فتوقع زيادة حادة في الحمولة تتجاوز مضاعف الإزاحة الأساسي.
ولكن إلى أي مدى يمكنك ضغط تلك الدرجة قبل أن تتوقف عن التشكيل وتبدأ في القص؟
تخيل صفيحة بسماكة 0.125 بوصة تدخل في درجة بسماكة 0.130 بوصة.
على الورق، تبدو مناسبة. في الواقع، لم تترك أي خلوص تقريباً لتدفق المادة. عندما يصل المكبس إلى القاع، تقترب الأسطح الرأسية للقالب والمثقاب من منطقة خلوص القص. بدلاً من التشوه البلاستيكي المتحكم فيه، أنت تجبر المعدن على الاصطدام بجدران شبه متوازية مع مساحة ضئيلة جداً للهروب.
عندها تظهر خطوط صقل لامعة عند الزوايا. ليست علامات تمدد، بل صقل ناتج عن الضغط. إذا ضغطت بقوة أكبر، ستحصل على تشققات في الحواف على طول الجزء الداخلي من الدرجة لأن المادة لا تستطيع إعادة توزيع الإجهاد؛ فهي تتعرض للقرص.
في مرحلة ما، يتوقف قالب الإزاحة عن التصرف كأداة تشكيل ويبدأ في التصرف كأداة قص حادة جداً. كلما كان الخلوص أضيق بالنسبة للسماكة، اقتربت أكثر من ذلك الخط.
لا يوجد رقم عالمي لأن قوة المادة، وتصميم نصف القطر، وتشطيب القالب كلها عوامل مهمة. لكن الآلية ثابتة: عندما يقترب الخلوص من سماكة الصفيحة دون السماح بالتدفق، ترتفع الحمولة بشكل حاد وتزداد مخاطر التلف. هذا ليس “هامش أمان إضافي”، بل مشكلة هندسية.
لذا، عندما تحسب الحمولة للإزاحات، فأنت لا تسأل فقط: “ما مقدار القوة اللازمة لثني هذا؟” بل تسأل: “ما مقدار القوة اللازمة لضغط وحصر هذا دون تجاوز حدود القص؟”
هذا سؤال مختلف عن أي سؤال صُمم جدول قوالب الثني على شكل V للإجابة عليه.
ترجمة لواقع ورشة العمل: حافظ على خلوص معقول بين سماكة المادة وهندسة الدرجة. إذا كانت الدرجة أكبر ببضعة أجزاء من الألف من البوصة فقط من السماكة، فتوقع سلوكاً شبيهاً بالقص وحمولة قصوى - تراجع أو أعد التصميم قبل أن تخفض المكبس.
وبمجرد أن تتقبل أن الحسابات تعتمد على المضاعفات، وتتأثر بالسماكة، وتعتمد بشكل حاسم على الخلوص، فإن المشكلة التالية لم تعد نظرية، بل تتعلق بكيفية إعداد الماكينة نفسها لتتحمل حدث الضغط هذا.
في العام الماضي، شاهدت مكبساً بقوة 135 طناً يحاول تشكيل إزاحة 0.375 بوصة في صفيحة 10 مقياس عبر 6 أقدام. كانت حسابات الثني الهوائي تشير إلى أنها عملية مريحة. ضرب المكبس، وتجاوز عداد الحمل 110 أطنان في منتصف الطريق، وبحلول الوقت الذي وصل فيه إلى القاع، كانت الماكينة تقترب من حدودها القصوى. كانت الزوايا دقيقة تماماً، لكن الماكينة لم تكن كذلك.
هذا هو السؤال الذي تطرحه حقاً: كيف تقوم بإعداد وتصنيف المكبس بحيث لا تؤدي ذروة الضغط إلى إتلاف المعدات؟
المرحلة الأولى هي 0.
مع قالب الإزاحة، العمق ليس متغيراً. إنه البُعد نفسه. في الثني الهوائي، قد يؤدي ضبط المكبس بمقدار 0.010 بوصة إلى تغيير الزاوية بنصف درجة ويمكنك التعديل من هناك. في إزاحة ذات هندسة ثابتة، 0.010 بوصة هي الفرق بين “استقرار نصف القطرين بالكامل” و“تشكيل نصف قطر واحد جزئياً بينما يتم سحق الآخر”. أنت لا تطارد الزاوية، بل تغلق نظاماً ميكانيكياً حتى يتوقف.
إليك الآلية: يدخل القالب (البنش)، ويلامس خطي الثني، ومع استمرار المطرقة في النزول، يتم دفع المادة لتشكيل نصف قطرين بينما يقصر الجزء الواصل بينهما تحت تأثير الضغط. تزداد القوة ببطء، ثم ترتفع فجأة عندما يلامس كلا نصفي القطر جداريهما الرأسيين. تحدث هذه الزيادة المفاجئة في الأجزاء الأخيرة من الألف من البوصة. إذا قمت بتخمين ارتفاع الإغلاق بدلاً من ضبطه بدقة، فإما أنك ستحصل على تشكيل غير مكتمل (زاويتان غير حادتين) أو ستتجاوز الحد المطلوب وتدخل في نطاق القص.
لذا، يبدأ الإعداد بشكل عكسي عن الثني الهوائي:
إذا تعاملت مع العمق كأنه مجرد اقتراح، فإن تفاوتات القياس ستتراكم كالفائدة المركبة؛ فكل جزء من الألف من البوصة يزيد من متطلبات الضغط حتى تفشل القطعة وتصبح خردة.
ترجمة لواقع ورشة العمل: قدّر المهمة بحمولة تتراوح بين 5× إلى 10× من حمولة الثني الهوائي، وتحقق من قدرة مكبس الثني على تحملها عبر الطول الكامل، واضبط عمق الكبّاس ليغلق القالب بالكامل - وليس أكثر من ذلك. أنت تغلق قالباً، ولست تضبط زاوية.
الآن بما أن موضع المطرقة غير قابل للتفاوض، فما هي الحافة التي تستند إليها في القياس؟
تخيل حافة (شفة) بمقاس 1 بوصة تدخل في إزاحة بمقاس 0.500 بوصة. يقوم المشغل بالقياس من الحافة الخارجية، ويشغل المكبس، ثم ينحرف بُعد الإزاحة بمقدار ±0.015 بوصة عبر القطع. تكرارية الماكينة سليمة. الأدوات صلبة. إذن ما الذي تحرك؟
تحركت حافة المرجع.
أثناء تشكيل الإزاحة، يقصر الجزء الواصل بين الثنيات تحت الضغط. ليس مرونياً، بل لدنياً. المادة تقصر فعلياً بين خطي الثني. إذا قمت بالقياس من حافة الشفة الخارجية، فإن تلك الحافة لم تعد في نفس العلاقة المكانية مع خط الثني الثاني بمجرد حدوث الضغط.
في عالم "القلب وإعادة الثني"، قد تلوم الأسلوب. لكن لا شيء في هذا المشهد يعد فشلاً في الأسلوب. إنها هندسة.
بالنسبة للإزاحات الحرجة، قِس من الميزة التي لا تتحرك تحت الضغط - عادةً موقع خط الثني الأول أو نقطة مرجعية مُعدة مسبقاً. في إزاحات الحواف (فكر في مجموعات القوالب التي تحذر من التشكيل على بعد أقل من 1 بوصة من حواف الصفيحة)، يؤدي التمدد عند الحافة غير المدعومة إلى تفاقم هذا الانحراف. ولهذا السبب توجد أدوات دعم في بعض قوالب الإزاحة: فهي تمنع التمدد الجانبي حتى لا يتحرك مرجعك.
أدوات الإزاحة ذات نمط "الارتداد للأعلى" تزيد الأمر تعقيداً. ولأنها تبقي الصفيحة أكثر أفقية وتقلل من الدفع، فإن الصفائح الكبيرة لا تميل كثيراً - ولكن هذا يعني أيضاً أن أصابع المصد الخلفي يجب أن تدعم الصفيحة باستمرار عبر العرض. أي ميل أثناء الاقتراب يغير مسافة القياس الفعلية قبل أن تلمس المطرقة المعدن.
لذا تصبح القاعدة بسيطة وصارمة: قِس من نقطة مرجعية تنجو من الضغط، وادعم الصفيحة حتى لا يمكنها الدوران تحت حمل الاقتراب.
ترجمة لواقع ورشة العمل: لا تقِس من الشفة الحرة للإزاحة. قِس من خط الثني أو نقطة مرجعية ثابتة، وادعم الصفيحة حتى لا يتمكن الضغط من تحريك مرجعك قبل الوصول إلى القاع.
إذا كان العمق ثابتاً والمرجع مستقراً، فماذا تفعل عندما تظل الزاوية غير دقيقة؟
لقد رأيت عمالاً يضعون حشوات بسمك 0.005 بوصة خلف كتل الإزاحة القابلة للعكس “لضبط” الزاوية. إنها تنجح - حتى تتوقف عن النجاح.
إليك السبب. في بعض أنظمة الإزاحة القابلة للضبط، تقوم الكتل الدوارة بتغيير نصف القطر، بينما تقوم الرقائق (shims) بتعديل العمق الفعلي. لكن كل رقاقة تغير العلاقة بين رأس القالب (punch nose)، وارتفاع الدرجة، والجدران الرأسية. أنت لم تعد تغلق هندسة مصممة مسبقًا؛ بل أصبحت تبتكر هندسة جديدة.
بما أن ارتفاع الدرجة هو بُعد الويب (web dimension)، فإن رقاقة بسمك 0.005 بوصة تغير فعليًا مقدار الضغط الذي يجب أن يمتصه الويب قبل أن يستقر كلا نصفي القطر. وهذا يؤدي إلى إزاحة ذروة القوة. في عمليات الخلوص الضيق، يمكن لتلك الرقاقة الصغيرة أن تدفعك من التشكيل الكامل إلى تلامس شبه قصي على جانب واحد أولاً. الآن، يستقر أحد نصفي القطر قبل الآخر، وقد أعدت إدخال تراكم التفاوتات الذي كان من المفترض أن تقضي عليه أدوات الإزاحة.
إذا كانت الزاوية غير دقيقة:
كلما تعاملت مع الرقائق كأنها مجرد توابل، زاد انحراف إعداداتك عن سلوك الهندسة الثابتة نحو فوضى مخصصة. والفوضى مكلفة.
ترجمة لواقع ورشة العمل: عالج متغيرات العمق والمادة أولاً. استخدم الرقائق فقط كتعديل هندسي محكوم، وافهم أنك تغير الضغط، وليس الزاوية فقط.
إذا كان استخدام الرقائق يغير الضغط، فماذا يحدث عند تشغيل قطعة بطول 8 أقدام؟
قم بتشغيل إزاحة بطول 96 بوصة في صاج مقياس 7 وراقب مقياس الحمل. الذروة لا تتوزع بالتساوي مثل الثني الهوائي بقالب V واسع. بل تتركز حيث يتلامس نصفي القطر بقوة أكبر - عادة في المنتصف أولاً مع انحناء القاعدة.
الثني الهوائي يتحمل القليل من الانحراف لأن الزاوية تتغير مع العمق. أما الإزاحات فلا. إذا انحنت القاعدة بمقدار 0.010 بوصة في المنتصف، فقد لا يستقر ذلك المنتصف تمامًا بينما تستقر الأطراف - أو العكس، اعتمادًا على التحدب (crowning). تذكر: العمق هو البُعد الأساسي.
منطق التحدب القياسي لا يزال ساريًا - واجه انحراف القاعدة لتحقيق اختراق موحد - لكن هامش الخطأ لديك أصغر. نظرًا لأن القوة تبلغ ذروتها في الأسفل، فأنت بحاجة إلى ضبط التحدب بحيث يحدث الإغلاق الكامل في وقت واحد عبر الطول. القليل جدًا من التحدب سيؤدي إلى تشكيل ناقص في المنتصف، والكثير منه سيؤدي إلى ضغط مفرط في المنتصف أولاً، مما يرفع الحمولة محليًا.
أدوات منع الارتداد (Spring-up tooling) تقلل من الدفع الجانبي، مما يساعد مع الألواح الكبيرة، لكنها لا تلغي الانحراف الرأسي. لا يزال المكبس يواجه نفس حدث الضغط عندما يستقر كلا نصفي القطر.
لذا بالنسبة للإزاحات الطويلة:
لأنه بمجرد بدء التشغيل، لا توجد ضربة “ضبط زاوية” لإنقاذك.
إذا أخطأت في هذا، فلن تنحرف القطع عن المواصفات بشكل مقبول. ستبدو جيدة عند الأطراف وتخدعك في المنتصف - حتى يتصل بك قسم التجميع.
ترجمة لواقع ورشة العمل: اضبط التحدب (Crown) بناءً على حمل الإزاحة الأقصى، وليس أرقام الثني الهوائي، وتحقق من الإغلاق الكامل على طول القطعة قبل بدء الإنتاج. تتطلب الإزاحات ضغطاً موحداً للقاع عبر طول الطاولة.
العمق ثابت. يجب أن تكون نقطة المرجع مستقرة. تعمل الرقائق (Shims) على تغيير الضغط. يجب أن يتطابق التحدب مع الحمل الأقصى.
تجاهل أيًا من هذه الأمور، ولن يكون القسم التالي حول الضبط الدقيق.
سيكون حول أنماط الفشل.
في الشتاء الماضي، قمنا بعمل إزاحة بمقدار 0.375 بوصة في فولاذ طري قياس 10، بطول 72 بوصة. أشار جدول الحمولة إلى أننا في أمان. تم ضبط العمق. وتم ضبط التحدب للحمل الأقصى المحسوب. بدت القطع الثلاث الأولى نظيفة.
خرجت القطعة الرابعة بجزء أوسط متموج، حيث كانت إحدى الساقين بزاوية 89.2 درجة، والأخرى 90.1 درجة، مع وجود صدع شعري يبدأ عند نصف القطر الداخلي للساق الأكثر ضيقاً.
هذه ليست ثلاثة عيوب غير مترابطة. بل هو سوء فهم واحد للإعداد يعبر عن نفسه بثلاث طرق مختلفة.
عندما تخطئ في تقدير الحمولة، أو تبالغ في عمق الضغط، أو تعتمد على مرجع غير ثابت، فإن الإزاحات لا تنحرف مثل الثني الهوائي. بل تفشل هيكلياً. ينبعج الجزء الأوسط. يستقر نصف قطر قبل الآخر. أو تستسلم المادة ببساطة لأنك أجبرتها على تجاوز الحد الأدنى لنصف قطرها الداخلي. هذا ما يحدث عندما تعامل نظاماً ميكانيكياً صلباً بضربة واحدة كأنه قالب V مرن.
دعنا نحلل الأنماط الثلاثة التي ستراها فعلياً في ورشة العمل.
خذ إزاحة بمقدار 0.500 بوصة في مادة بسمك 0.1345 بوصة (قياس 10) على طول 60 بوصة. الجزء الأوسط بين الثنيات يبلغ ارتفاعه حوالي نصف بوصة فقط. أثناء الإغلاق الكامل، يضغط كلا نصفي القطر إلى الداخل بينما تحبس الجدران الرأسية للقالب الساقين. هذا الجزء الأوسط ليس مجرد “جزء مرافق”. إنه عمود ضغط يتم عصره من كلا الجانبين.
إذا كان تقديرك للحمولة مستمداً من معادلة الثني الهوائي — P = 650 × S² × L / V — فأنت مخطئ بالفعل. تتطلب أدوات الإزاحة عادةً من 5 إلى 10 أضعاف حمولة الثني الهوائي لأنك تقوم بضغط ثنيتين في وقت واحد مع خلوص يقترب من الصفر عند الاستقرار. تلك القوة لا تتوزع مثل قالب V واسع. بل ترتفع فجأة عندما يتلامس كلا نصفي القطر.
الآن أضف خطأً آخر: عدم كفاية التحدب في قطعة طويلة. تترخم الطاولة بمقدار 0.010 بوصة في المنتصف. تستقر الأطراف أولاً. بينما لا يزال المركز في حالة حركة بينما المطرقة قد وصلت بالفعل إلى العمق المبرمج. يتعرض الجزء الأوسط في المركز لضغط جانبي قبل الاستقرار الكامل. الأجزاء الأوسط الرقيقة تحت الضغط لا تتشوه بلطف. بل تنبعج.
سترى منحنى S خفيفاً على طول الجزء الأوسط، عادة في منتصف الطول. قد تظل الزاوية “صحيحة” عند الأطراف. لكن الجزء الأوسط يقول الحقيقة.
لكن لا شيء في هذا المشهد يعد فشلاً في التقنية. إنه عدم استقرار في العمود ناتج عن عدم استواء الاستقرار في حالة ضغط عالٍ.
الإصلاح ليس “الإبطاء” أو “زيادة العمق”. إنه إصلاح هيكلي:
إذا لم تقم بذلك، فسينتهي المطاف بهذا الجزء في سلة الخردة قبل وقت طويل من أن يشتكي مقياس الزاوية الخاص بك.
ترجمة لواقع ورشة العمل: إذا كان الجزء متموجاً، فهذا يعني أنك قمت بدعم أو بضبط تحدب نظام الضغط العالي بشكل غير كافٍ. قم بزيادة التحدب ليتناسب مع حمولة الإزاحة الفعلية وتأكد من استقرار كلا نصفي القطر في نفس الوقت.
وماذا لو كان الجزء يبدو جيداً، ولكن إحدى الساقين تستمر في الانحراف بشكل مختلف عن الأخرى؟
تخيل إزاحة بمقدار 0.250 بوصة في الفولاذ المقاوم للصدأ، عيار 14. لقد وصلت إلى العمق المطلوب. يبدو أن كلا نصفي القطر قد استقرا. قمت بتحرير المطرقة. إحدى الساقين ارتدت بمقدار 1 درجة. والأخرى بمقدار 0.3 درجة فقط.
يبدأ المشغلون بملاحقة الزاوية باستخدام الرقائق المعدنية (shims).
إليك ما يحدث بالفعل.
في أدوات الإزاحة، لا يكون الانحناءان مستقلين. إنهما يتشاركان في جزء مضغوط. إذا لامس أحد نصفي القطر أولاً - بسبب رقاقة معدنية بسمك 0.005 بوصة، أو اختلاف طفيف في السماكة، أو إزاحة في المرجع - فإن الانحناء الأول يصل إلى القاع الحقيقي بينما لا يزال الثاني محملاً بمرونة.
عندما تفتح الأداة، يطلق الانحناء الذي استقر لاحقاً طاقة مخزنة أكبر. تواريخ إجهاد مختلفة. ارتداد مرن مختلف.
الثني الهوائي يتسامح مع هذا لأن الزاوية تتغير مع العمق. الإزاحات لا تتغير، بل هي محتجزة.
يمكن لأدوات التحكم CNC الحديثة التعويض عن الزوايا غير المتساوية في ضربات منفصلة. هذا جيد للعمل الذي يتطلب ضربتين. ولكن في الإزاحة ذات الضربة الواحدة، لا يمكن لأداة التحكم تغيير حقيقة أن أحد الجانبين استقر بقوة أكبر من الآخر. الهندسة تكون قد تحددت بالفعل عند إغلاق المطرقة.
يمكنك قياس ذلك. استخدم صبغة التخطيط الزرقاء على نصفي القطر. قم بإجراء ضربة اختبار بطيئة. إذا أظهر أحد الجانبين مسحاً كاملاً قبل الآخر، فقد حصلت على استقرار غير متماثل. هذا هو السبب - وليس “الفولاذ المقاوم للصدأ السيئ”.”
مسار التصحيح منضبط:
وإلا، فإنك تراكم فروقاً دقيقة كالفائدة المركبة حتى ينتهي المطاف بالجزء في سلة الخردة.
ترجمة لواقع ورشة العمل: الارتداد المرن غير المتساوي يعني استقراراً غير متساوٍ. أصلح السماكة والعمق والتماثل أولاً - لا تلاحق ساقاً واحدة برقائق معدنية عشوائية.
إذن ماذا يحدث عندما تقوم بكل شيء بشكل “متساوٍ”، ومع ذلك لا يزال الجزء يتشقق؟
حاولت إحدى الورش تشكيل ألومنيوم بسماكة 2 مم عبر قالب إزاحة (offset die) بنصف قطر داخلي فعال قدره 0.5 مم. بدا الأمر حاداً، وقد أحب العميل الإزاحات الضيقة.
انشقت الدفعة الأولى على طول الجزء الداخلي من الانحناء الأكثر ضيقاً.
الألومنيوم ليس فولاذًا طرياً. القاعدة الشائعة للفولاذ الكربوني هي أن الحد الأدنى لنصف القطر الداخلي يساوي تقريباً 1× إلى 1.5× من سماكة المادة، اعتماداً على درجة الصلابة. غالباً ما يحتاج الألومنيوم إلى أنصاف أقطار أكبر—تصل أحياناً إلى 1.5× أو 2× من السماكة—خاصة في درجات الصلابة الأعلى.
في الثني الهوائي (air bending)، يمكنك التحايل قليلاً لأن نصف القطر يتشكل بشكل طبيعي كدالة لفتحة القالب (V-opening). أما في التشكيل القاعي للإزاحة (offset bottoming)، فإن رأس السندان وكتف القالب يحددان نصف القطر. أنت تجبر المادة على اتخاذ ذلك الشكل الهندسي عند الضغط الكامل.
تذكر: أنت تغلق قالباً، ولست تضبط زاوية.
إذا كان نصف قطر الأداة أصغر من الحد الأدنى لنصف القطر الآمن للمادة، فإن الإجهاد عند الألياف الداخلية يتجاوز حدود الاستطالة. ومع حدوث انحناءين في وقت واحد، يتركز الإجهاد بشكل أسرع. أضف إلى ذلك مضاعف الحمولة الذي ناقشناه مسبقاً، فأنت لا تغازل احتمالية الكسر فحسب—بل أنت تحدد موعد حدوثه.
علامات التشخيص:
الحل ليس “تقليل العمق”. فتقليل العمق يعني فقط عدم اكتمال التشكيل وارتفاع غير متسق. الحل هو مطابقة نصف قطر الأداة مع قدرة المادة. قد يعني ذلك استخدام قوالب إزاحة مختلفة للألومنيوم مقارنة بالفولاذ عند نفس السماكة.
معاملة جميع المواد كأنها فولاذ طري هي الطريقة التي تفلس بها القطع بصمت في صندوق الخردة بينما تلوم أنت المشغل.
ترجمة لواقع ورشة العمل: إذا تشققت القطعة، فنصف قطر أداتك ضيق جداً بالنسبة لتلك المادة. قم بتغيير نصف القطر أو تغيير المواصفات—لا تقلل العمق وتتظاهر بأن المشكلة قد حُلت.
لقد رأينا ما ينكسر عندما يتم تجاهل فيزياء الإزاحة. السؤال الأصعب هو: متى تجعل الهندسة نفسها الإزاحات خياراً خاطئاً تماماً؟
أنت مقتنع الآن بأن تشكيل الإزاحة هو ضغط هيكلي، وليس مهارة فنية.
جيد.
إذن متى تصبح تلك الصلابة نفسها عبئاً بدلاً من ميزة؟
إليك الخط الفاصل: عندما تتطلب هندسة القطعة أو سلوك المادة مرونة أثناء الشوط، بينما لا يملك قالب الإزاحة أي مرونة ليقدمها. تذكر، هذا نظام ميكانيكي مغلق. عمق الخطوة، وأنصاف الأقطار، والمسافات كلها ثابتة في الفولاذ. تهبط المطرقة، ويتم تحديد الهندسة في ضربة واحدة. إذا كانت القطعة تحتاج إلى تعديل بين الانحناءات—سلوك مختلف للحافة، ارتداد مرن متغير، حمولة متغيرة—فإن قالب الإزاحة لا يمكنه التفاوض.
إنه يفرض فقط.
وفرض الهندسة الخاطئة هو الطريقة التي تبدأ بها القطع الجيدة في تراكم الأخطاء بصمت مثل الفائدة المركبة حتى تفلس في صندوق الخردة.
تفترض قوالب الإزاحة (Offset dies) وجود تماثل. أرجل متساوية. رافعة متساوية. عزوم ارتداد مرن متساوية عبر جسم مشترك.
الآن تخيل مقطع Z حيث يبلغ طول إحدى الحواف 3 بوصات والأخرى 0.75 بوصة.
تعمل الحافة الطويلة كقضيب زنبركي. وتعمل الحافة القصيرة كطرف قصير. عندما ينغلق المطرقة، يصل كلا الانحناءين إلى القاع في نفس الوقت، لكنهما لا يخزنان أو يفرغان الطاقة بنفس الطريقة. تعمل الرجل الأطول على تضخيم عزم الارتداد المرن. بينما تتحرك الرجل الأقصر بالكاد. عند التحرير، يلتوي الجسم (web) بشكل مجهري لأن الطاقة المخزنة لم تكن متوازنة.
في الثني الهوائي المرحلي، ستضرب الحافة الطويلة أولاً، وتعوضها، ثم تشكل الجانب القصير باستراتيجية عمق خاصة به. مشكلتان مستقلتان. وحلان مضبوطان.
أدوات الإزاحة تدمجهما في عملية واحدة.
هل لا يزال بإمكانك تشغيلها؟ أحياناً. إذا كانت التفاوتات المسموح بها واسعة والمادة مرنة. ولكن عندما يتطلب المخطط توازياً دقيقاً بين أرجل غير متساوية، فقد أزلت ذراع الضبط الوحيد لديك. لا يوجد انحناء زائد انتقائي. ولا يوجد انحياز للعمق. القالب لا يهتم بأن إحدى الحواف تقوم بعمل أكثر من الأخرى.
هذه ليست مشكلة إعداد. إنها الهندسة التي تتعارض مع الأداة.
ترجمة لواقع ورشة العمل: إذا كانت إحدى الحواف أطول بكثير من الأخرى وكانت التفاوتات المسموح بها دقيقة، فلا تجبرها على عملية إزاحة بضربة واحدة. قم بتشكيل الحافة المهيمنة أولاً، واضبطها، ثم قم بعمل الانحناء الثاني بشكل منفصل.
ماذا لو كانت الأرجل متساوية، ولكن الخطوة نفسها عميقة؟
كل قالب إزاحة له عمق حلق وخلوص كتف. هذا هو الحيز المادي الذي يجب أن يشغله المعدن أثناء انغلاق المطرقة.
عندما يقترب عمق الإزاحة المحدد لديك من أبعاد ذلك الحلق، يحدث شيئان بسرعة.
أولاً، يمكن أن تلامس الأسطح الداخلية للحواف المشكلة جسم القالب قبل الجلوس الكامل. هذا توقف ميكانيكي صلب، وليس حد حمولة ناعم. ثانياً، ترتفع القوة المطلوبة لأنك الآن تضغط المادة في زاوية محصورة مع عدم وجود تفريغ جانبي تقريباً. تتضاعف الحمولة مقارنة بضربة V واحدة، والعديد من الورش تقوم بالفعل بتحديد حجم مكابحها لأعمال الثني الفردي.
مكبح بقوة 100 طن مريح في الثني الهوائي قد يحتاج فجأة إلى 180 طناً أو أكثر في عملية إزاحة بالقاع لنفس السماكة. إذا لم تكن الماكينة تمتلك سعة إضافية، فستستمر المطرقة في المحاولة. يزداد الانحراف. يختل التوازي. وينحرف كلا الانحناءين معاً.
وهنا يكمن الفخ: لأن كلا الانحناءين يتحركان بشكل متطابق، يمكن أن يبدو الجزء “متساوياً” بينما هو خاطئ من الناحية الأبعاد. يظهر عدم المحاذاة في عملية الضربتين كاختلاف. أما في الإزاحة، فيظهر كخطأ موحد.
وهذا أصعب في التشخيص.
إذا كان عمق خطوتك كبيراً جداً لدرجة أن الأرجل المشكلة تكاد تلمس جسم القالب عند الشوط الكامل، فأنت تتجاوز الهندسة الآمنة لتلك الأداة. لا يوجد قدر من التتويج (crowning) أو الحشو يغير الحيز الفولاذي الذي تعمل بداخله.
ترجمة لواقع ورشة العمل: قم بقياس حلق القالب وقارنه بعمق الإزاحة المطلوب بالإضافة إلى سماكة المادة. إذا كان الخلوص هامشياً، أو كانت حمولة الماكينة قريبة من الحد الأقصى، فقم بتشغيلها كضربتين محكومتين بدلاً من شوط واحد طموح.
وهذا يقودنا إلى المادة.
لا يتمدد الفولاذ عالي القوة مثل الفولاذ الطري. ولا تغفر الألواح السميكة أخطاء نصف القطر. كلاهما يتطلب أنصاف أقطار داخلية أكبر وقوة أعلى.
تعمل قوالب التشكيل (Offset dies) على تثبيت نصف القطر والمسافات في مرحلة التصميم.
في الثني الهوائي، يمكنك توسيع فتحة القالب (V-opening) لتقليل الحمولة والسماح لنصف القطر بالنمو بشكل طبيعي. أما في التشكيل القاعي (Offset bottoming)، فإن رأس السندان وكتف القالب يحددان نصف القطر سواء أعجب المادة ذلك أم لا. إذا كان الفولاذ يحتاج إلى نصف قطر داخلي يعادل 1.5 ضعف السماكة وكانت أداة التشكيل الخاصة بك مصممة بشكل أضيق، فأنت تجبر المادة على تحمل إجهاد يتجاوز حد المرونة عبر انحناءين في وقت واحد.
هذه ليست كفاءة. هذا تركيز للإجهاد.
الآن أضف السماكة. تدفع الإرشادات القياسية فتحة القالب (V-opening) لتكون 8-12 ضعف سماكة المادة كلما زاد وزن اللوح للتحكم في الحمولة. لا تتوسع أدوات التشكيل (Offset tooling) بهذه السلاسة لأن هندسة الدرجة تثبت المسافات. الفتحات المكافئة الأوسع تعني درجة أكثر ارتفاعاً أو أدوات مخصصة. وإلا فإنك تدفع حملاً هائلاً إلى هندسة ضيقة.
يصبح تشوه القالب حقيقياً عند تلك القوى. يتسارع التآكل الموضعي. وينحرف الارتفاع بمرور الوقت. يمكن أن تتبخر وفورات العمالة الناتجة عن ضربة واحدة في تكاليف الصيانة وإعادة العمل.
في بعض الأحيان تكون ضربتان أكثر ذكاءً ببساطة. الانحناء الأول بفتحة واسعة لاحترام المادة. ثم القلب. الانحناء الثاني بإعداد خاص به. قد يزداد وقت الدورة قليلاً. لكن نسبة الخردة تنخفض. ويطول عمر الأداة. الحسابات تنجح في الإنتاج، وليس في النظرية فقط.
ضربة واحدة طموحة تبدو فعالة.
ضربتان مضبوطتان غالباً ما تكونان كذلك.
ترجمة لواقع ورشة العمل: بالنسبة للدرجات عالية القوة أو الألواح السميكة، تأكد من أن نصف قطر الأداة يلبي متطلبات الانحناء الدنيا وأن حمولة الماكينة لديها هامش كافٍ. إذا لم يكن الأمر كذلك، قم بتوسيع فتحة القالب (V) والتشكيل على مراحل بدلاً من إجبار كلا الانحناءين في وقت واحد.
قوالب التشكيل (Offset dies) قوية. لكنها ليست عالمية الاستخدام.
ومعرفة أين يقع الحد الفاصل هي ما يحولها من ملحق متخصص إلى قرار إنتاجي مدروس.
أنت تقف أمام المخطط الهندسي مع انحناء على شكل حرف Z وسؤال واحد في رأسك: هل أقوم بتشغيل هذا في قالب تشكيل (Offset die) أم أنفذه على مرحلتين في ثني هوائي؟
جيد. هذا هو السؤال الصحيح.
لأنه بمجرد قبولك أن أدوات التشكيل (Offset tooling) ظرفية - وليست عالمية - يتوقف القرار عن كونه يتعلق بالسرعة ويبدأ في كونه يتعلق بسلوك النظام. قوالب التشكيل هي أنظمة ميكانيكية صلبة ذات ضربة واحدة. الثني الهوائي هو هندسة قابلة للتعديل تحت مطرقة متحركة. مشكلتان فيزيائيتان مختلفتان. ملفان تعريفيان مختلفان للمخاطر.
الجزء غير الواضح؟ معظم إخفاقات الإعداد لا تنتج عن مشغلين سيئين. بل تنتج عن اختيار النظام الخاطئ قبل تحميل الأداة الأولى.
إذن كيف تقرر قبل الإعداد، وليس بعد القطعة التالفة الأولى؟
لا يهمني مدى نظافة رف الأدوات. ما يهمني هو ثلاثة أسئلة.
1. هل تتمتع عائلة المادة بارتداد مرن يمكن التنبؤ به عند نصف القطر المطلوب؟
قوالب التشكيل (Offset dies) تثبت نصف القطر والمسافات. إذا كان الفولاذ الكربوني بمقياس 11 عادة ما يتصرف عند نصف قطر داخلي يبلغ 1.5 ضعف السماكة وكانت أداتك تطابق ذلك، فأنت في وضع جيد. أما إذا كنت تستخدم لفائف مختلطة من الفولاذ عالي القوة والفولاذ الطري تحت نفس رقم القطعة، فإن “قالبك” الذي يعمل بضربة واحدة يتفاعل الآن مع منحنيي ارتداد مختلفين.
الثني الهوائي (Air bending) يسمح لك بالتلاعب بالعمق لضبط الزاوية. أما التشكيل بالقاع (Offset bottoming) فلا يسمح بذلك.
عندما يكون تباين المواد واسعاً، تتوقف الصلابة عن كونها ميزة وتصبح مقامرة. هكذا تفلس القطع بصمت في صندوق الخردة؛ خطأ تراكمي، ضربة تلو الأخرى.
2. هل يتم التحكم في سماكة المادة بدقة بالنسبة لمواصفات القالب؟
قوالب التشكيل حساسة للسماكة. زيادة بضعة أجزاء من الألف من البوصة تعني ضغطاً أعلى. ونقصان بضعة أجزاء من الألف يعني عدم استقرار كامل. في الثني الهوائي، يعوض العمق ذلك. أما في التشكيل بالقاع، فالعمق هو الإغلاق.
إذا كان موردك يلتزم بتفاوتات دقيقة في المصنع وكنت تستخدم مادة من مصدر واحد، فإن استخدام قوالب التشكيل منطقي. أما إذا كنت تسحب دفعات حرارية مختلطة وتقيس التغيرات عبر الصفيحة، فإن الثنيات الهوائية المرحلية تمنحك ذراع ضبط ستفتقده لاحقاً.
الساق الأولى هي 0. هذا يعني أن مرجعك ثابت. انحراف السماكة يزيح كلتا الثنيتين معاً.
3. هل تحترم الهندسة حدود المسافات الصارمة؟
تشكيلات أقرب من ستة أضعاف سماكة المادة تقريباً؟ أنت تحارب الخلوص، وعمر الأداة، وارتفاعات الضغط. حواف قصيرة يمكن أن تسقط في القالب؟ أنت تدعو إلى عدم المحاذاة ما لم تغير التسلسل أو تقص بعد التشكيل.
لكن لا شيء في ذلك المشهد يعد فشلاً في التقنية.
إنها هندسة تحاول احتلال مساحة لا تسمح بها الأداة فيزيائياً. والمطرقة لن تتفاوض مع الفولاذ.
ترجمة لواقع ورشة العمل: إذا كانت المادة متسقة، والسماكة مضبوطة، والمسافات تسمح بمرور الأداة، اختر قالب التشكيل. إذا كان أي من هذه العوامل غير مستقر، فقم بجدولة الثنيات بحيث تحتفظ بذراع ضبط.
الآن لنفترض أن الإجابات الثلاث تشير جميعها نحو قالب التشكيل. ما الذي يتحسن فعلياً؟
كل عملية قلب في الثني المرحلي تعيد ضبط مرجعك.
أنت تشكل الحافة الأولى. ثم تقلب القطعة. أنت تعتمد في مرجعك على سطح تعرض للتو للتمدد والضغط والتحرك. ثم تقوم بالثنية الثانية. قد تكون كل ثنية ضمن ±0.5 درجة، لكن تلك الأخطاء تتراكم عبر الهندسة. هذا هو التفاوت الذي يعمل مثل الفائدة المركبة. انحرافان زاويان صغيران يخلقان انحرافاً قابلاً للقياس في التوازي عبر الويب.
يتضخم زمن الدورة ليس لأنك بطيء، بل لأنك تحل مشكلة هندسية في خطوتين منفصلتين.
أدوات التشكيل تلغي الحاجة للقلب. تتشكل كلتا الثنيتين مقابل فولاذ ثابت في نفس الضربة. نفس وضعية الكبّاس. نفس منحنى التتويج. نفس ذروة الحمولة. إذا كانت الأداة محاذاة، فإن العلاقة الزاوية بين الساقين تكون مقفلة ميكانيكياً.
لاحظ ما تغير: لم نحسن مهارة المشغل. لقد أزلنا متغيراً.
هذه هي القوة الهادئة هنا. ليست السرعة. وليست الراحة. إنها الإزالة الهيكلية لفرص التراكم.
بالطبع، هذا يفترض أن المحاذاة دقيقة تماماً. قوالب الإزاحة (Offset dies) أقل تسامحاً مع عدم محاذاة اللكمة والقالب مقارنة بقالب V العريض. إذا كان ارتفاع الدرجة غير صحيح، فإن كلا الانحناءين يكونان خاطئين معاً. خطأ موحد. يصعب ملاحظته.
مما يعني أن استراتيجية الإنتاج ليست “ضعها في قالب الإزاحة وتأمل خيراً”. بل هي “تحكم في المحاذاة لتعمل الصلابة لصالحك”.”
ترجمة لواقع ورشة العمل: إذا كان المخطط يتطلب توازياً دقيقاً أو زوايا متساوية للأرجل، وكان بإمكانك محاذاة الأداة بدقة، فإن التشكيل بضربة واحدة يلغي الحاجة للقلب—ومعه، تراكم الزوايا.
إذن لماذا لا تزال الورش تعامل قوالب الإزاحة كملحقات تخصصية؟
لأن قوالب الإزاحة تبدو قاسية.
حمولة أعلى. هندسة أضيق. لا يوجد ضبط في منتصف الشوط. أنت تغلق فخاً ميكانيكياً وتثق في الحسابات.
ولكن إليك التحول.
الثني الهوائي قابل للتعديل بطبيعته. وهذا يجعله متسامحاً—ومتغيراً. أما التشكيل في قاع قالب الإزاحة فهو صلب بالتصميم. وهذا يجعله متطلباً—وقابلاً للتكرار.
إذا كان جزءك يقع ضمن نطاق المواد الخاضعة للتحكم، ونصف القطر المناسب، والتباعد الكافي، وحمولة الماكينة مع وجود هامش حقيقي، فإن التشكيل بضربة واحدة يجب أن يكون أساسك للانحناءات على شكل حرف Z. ليس خطتك الاحتياطية. وليس خيار “ربما”.”
يصبح هذا هو المعيار عندما تنتهي من المقامرة بالتفاوتات المتراكمة.
إطار اتخاذ القرار ليس عاطفياً. إنه هيكلي:
قوالب الإزاحة ليست قوالب V تخصصية.
إنها أنظمة صلبة إما أن تتطابق مع الجزء—أو لا تتطابق.
وبمجرد أن تبدأ في النظر إلى الانحناءات على شكل حرف Z كأنظمة ميكانيكية بدلاً من “زاويتين متتاليتين”، ستتوقف عن طرح السؤال:, هل يمكنني جعل هذا يعمل في ضربة واحدة؟
ستبدأ بطرح السؤال:, أي نظام يزيل أكبر عدد من المتغيرات قبل أن تتحرك المطرقة؟


















