

彼はガレージに4フィートの小さな折り曲げ機を持っていました。週末にはHVAC(空調設備)のダクトを曲げていたそうです。私の工場に来た最初の週、彼は175トンのプレスブレーキの前に立ち、下型に手を添えて言いました。「同じことさ、ただ大きくなっただけだよ」“
その機械は怒っているようには見えませんでした。ただの鋼鉄。静かで、待機しているだけ。.
それこそが、この機械の恐ろしいところです。.
私は1/4インチの鋼板が、150トンの圧力の下で段ボールのように折り曲げられるのを見てきました。ドラマなどありません。ラムが降り、鋼鉄が屈し、建物のフレームがブーツ越しに感じられるほどわずかに震えるだけです。.
ガレージ用の折り曲げ機は、テコの原理と体重を利用します。ハンドルを引き、クランプバーが持ち上がり、薄い金属よりも人間の方が強いため、シートが曲がります。手のひらを通じて抵抗の変化を感じ取れるため、自分自身がフィードバックループの一部となります。.
プレスブレーキはあなたを必要としません。油圧やフライホイールシステムを通じて力を増幅し、鋼鉄が降伏するまで押し続けます。ストロークが始まれば、最後までやり遂げます。パンチとダイの間に指が残っているかどうかなど、機械は問いません。.
もしあなたがこれを「大きな手工具」を操作していると考えているなら、そのように動いてしまうでしょう。そして、その間違いが骨を失う代償となるのです。.
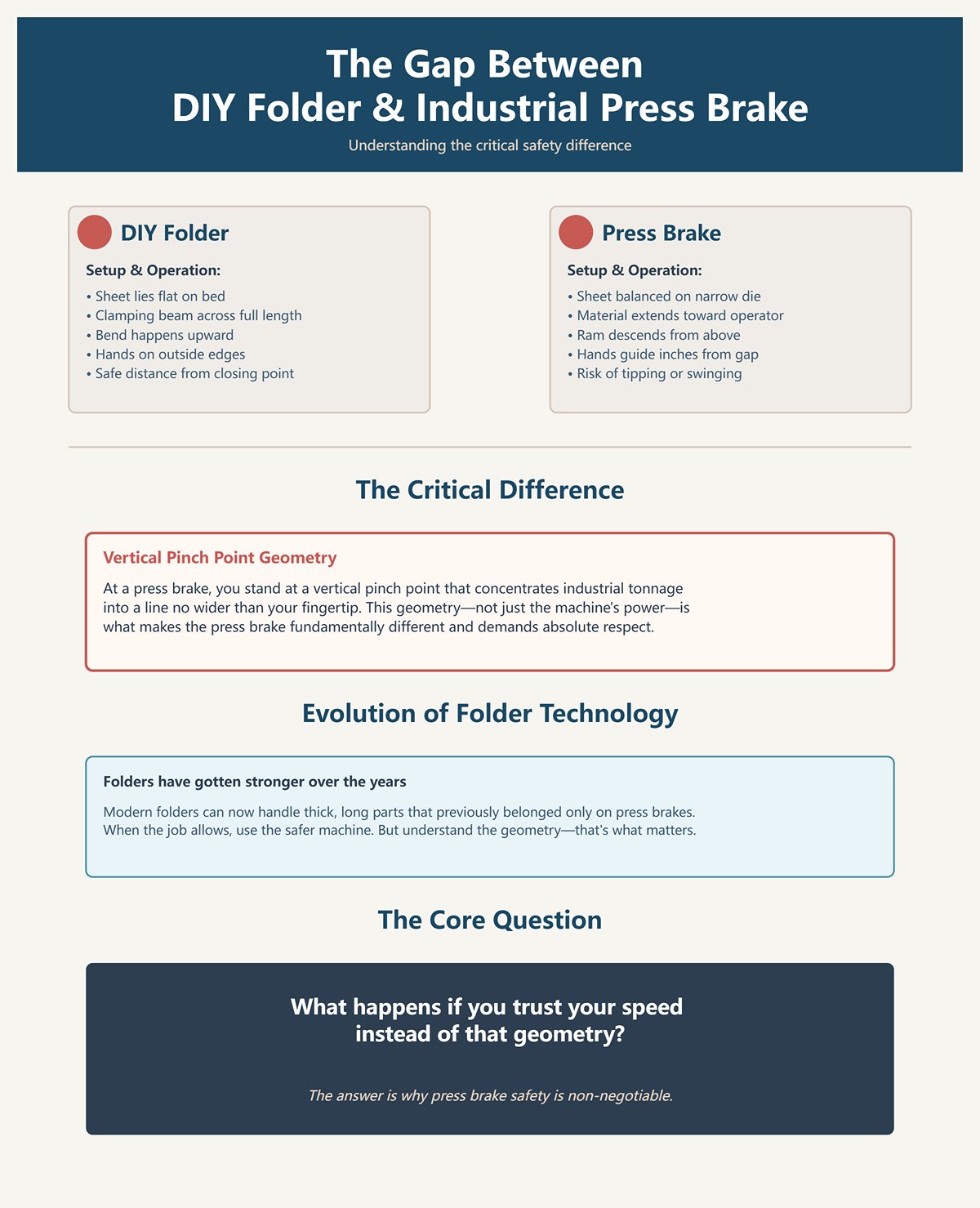
10フィートの14ゲージのシートを最新の折り曲げ機に乗せるところを想像してください。シートはベッドの上に平らに置かれます。クランプビームが全長にわたって降りてきます。曲げは上向きに行われ、体から離れる方向です。手は外側の端にあり、閉じていく隙間からは遠い位置にあります。.
次に、同じシートをプレスブレーキに乗せる場面を想像してください。シートは狭い下型の上でバランスを取り、手前に突き出しています。ラムは上から降りてきます。重さを見誤れば、材料が傾いたり、逆方向に曲がったり、振り回されたりします。手は、ゼロまで縮まる閉じた隙間のすぐそばで材料をガイドしなければなりません。.
折り曲げ機は年々強力になっています。かつてはブレーキでしか扱えなかった厚くて長い部品を扱えるものもあります。それは良いことです。仕事が許すなら、より安全な機械を使いましょう。.
しかし、プレスブレーキの前に立つということは、産業用のトン数を指先ほどの幅に集中させる垂直のピンチポイント(挟み込み点)の前に立つということです。その幾何学的な構造こそが違いなのです。.
では、その構造を理解せず、自分のスピードを過信するとどうなるのでしょうか?
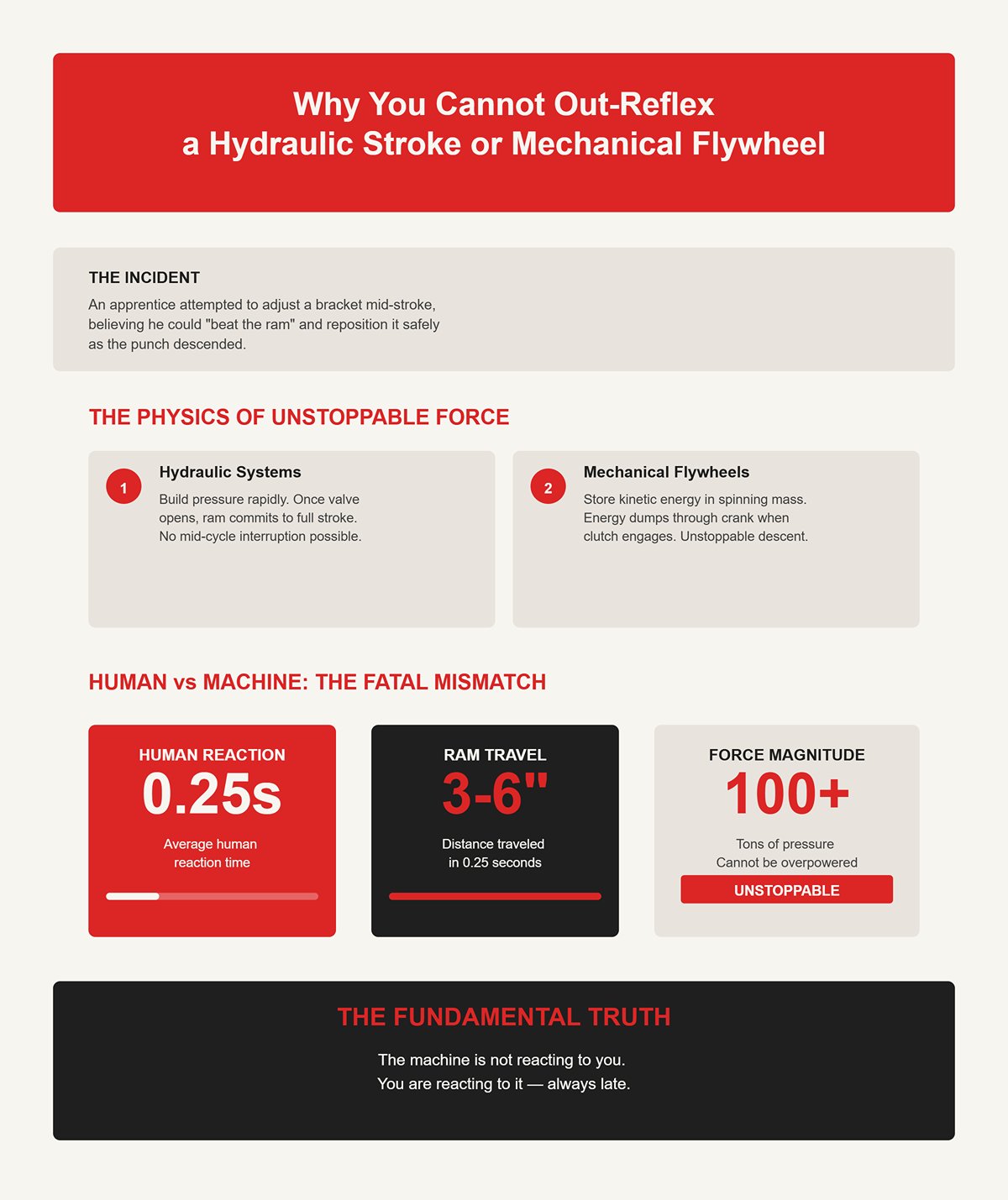
かつて、ラムの動きを「出し抜こう」とした見習いがいました。彼は小さなブラケットを持っていましたが、位置がずれていることに気づき、パンチが降り始めた瞬間に手で直そうと考えたのです。.
油圧システムは急速に圧力を高めます。機械式フライホイールブレーキは回転する質量にエネルギーを蓄え、クランクを通じて一気に放出します。いずれにせよ、クラッチがつながるかバルブが開いた時点で、ラムはストロークの最下点まで突き進むことが決まっているのです。.
人間の反応時間は平均して約0.25秒です。その間に、中程度の閉鎖速度で動くラムは数インチ移動します。「安全な隙間」から「圧砕」に至るには十分すぎる距離です。“
手首をひねったくらいで、間に合うように手を引き抜くことはできません。100トンの力に打ち勝つことなど不可能です。機械はあなたに反応しているのではなく、あなたが機械に反応させられているのであり、常に後手に回っているのです。.
そして、それはあなたが手順を省略する直前に自分自身につく嘘について語る前の話に過ぎません。.

いつも小さな部品で起こること。「2回曲げるだけだ」「バックゲージを使うのは面倒だ」「手で押さえておけばいい」「足はもうペダルに乗っている」“
「ちょっと曲げるだけ」というその言葉こそが、意図せず危険区域(キルゾーン)に足を踏み入れてしまう原因です。.
だからこそ、儀式を作り、それを決して破らないようにするのです。
毎回同じ手順で行うこと。必要なら声に出して確認する。.
なぜなら、プレスブレーキは親切な助手ではないからです。それは、定められた打撃範囲を持つ「力増幅装置」です。規律を欠いたままその範囲内に足を踏み入れれば、機械は警告もせず、議論もせず、許しもしてくれません。.
ただ、閉じるだけです。.
そして、パンチとダイの間にあったものは何であれ、鋼材であれ、手袋であれ、あるいはあなたの手の骨であれ、以前よりも平らになってしまいます。.
私は20年の経験を持つベテランが、4辺の箱を曲げているのを見たことがあります。3番目のフランジ、狭いクリアランス。ラムが下降するにつれ、すでに曲げられた部分の脚が跳ね上がり、彼の手袋をした手をラムの面に押し付けました。パンチとダイの間ではありません。もっと高い位置、逆フランジのゾーンです。金属は彼を切り裂いたわけではありません。手袋を突き破り、ジッパーのように彼の掌を切り開いたのです。.
彼は指をすべて失わずに済みました。かろうじて。.
政府の労働災害報告によると、プレスブレーキ事故の半数近くが指や手の切断に至っています。多くの未熟なオペレーターが見落としているのは、こうした怪我の多くが、劇的な押し潰しの最中に起こるのではないということです。それらは、工具交換、部品の位置合わせ、箱曲げなど、標準的なガードがカバーしていない領域に手が入り込んでしまう瞬間に発生します。ある業界調査では、怪我の大半が、目に見える前面のピンチポイントの外側で発生していることが判明しました。.
では、刃の隙間だけが問題のすべてではないとしたら、危険区域は実際にはどこから始まり、どこで終わるのでしょうか?
ラムが上死点にあるブレーキの前に立ってみてください。パンチとダイの間には空間があります。空気です。安全そうに見える空気です。.
今、ペダルを踏んでください。.
その開いた空間は、狭まるV字へと崩壊します。パンチの先端がダイの開口部に入ります。力は鉛筆の芯よりも細い線に集中します。シート材は降伏点に達するまで抵抗します。降伏点とは、弾性変形から永久変形へと変わる応力ポイントのことです。それを過ぎると、圧力は急速に上昇します。150トンの機械では、曲げ線1インチあたり数万ポンドもの圧力がかかっている可能性があるのです。.
空気は、今や万力(バイス)と化した。.
最大の危険箇所は明白だ。パンチとダイが閉じていく隙間である。しかし、下降中の長い板材をよく見てほしい。前縁は沈み込み、後縁は浮き上がることがある。箱曲げ加工をしている場合、あらかじめ曲げられたフランジはラム面に向かって上方に回転する。これが二次的な挟み込み箇所を生み出す。金属とラム、金属とフレーム、そして部品を支えるあなたの手との間だ。.
いずれにせよ、クラッチが噛み合うかバルブが開いた瞬間、ラムはストロークの最下点まで動き続けることが確定する。.
動作の途中で手の位置を修正することはできない。そして、パンチとダイの間にあるものは何であれ、鋼材であろうと、手袋であろうと、あなたの手の骨であろうと、元の形より平らになってしまう。.
だからこそ、動作を開始する前に危険箇所を把握しておく必要がある。
一つでも見落とせば、機械が身をもって解剖学を教えてくれることになるだろう。.
だが、押し潰されることだけが、この機械がもたらす暴力ではないだろう?
2023年、ある工場で10mmの高張力鋼板を曲げていた時のことだ。強靭な素材で、抵抗する性質のものだった。ストロークの途中で、材料が曲げ線に沿って破断した。きれいに曲がるはずが、裂けてしまったのだ。半分が上方かつ外側へ跳ね上がった。作業員は予期すらしていなかった。プレートは彼の頭部を直撃し、命を奪った。.
あれは挟み込みではなかった。飛来物だったのだ。.
そのメカニズムはこうだ。曲げ加工中、金属の外側表面は引張応力で伸び、内側表面は圧縮される。高張力鋼は延性が低く、ひびが入る前にあまり伸びない。曲げ半径が小さすぎるか、トン数が大きすぎると、引張側が材料の極限引張強さを超えてしまうことがある。突然の破断だ。蓄えられていた弾性エネルギーが一気に解放される。自由端が鞭のように跳ねる。.
長い部品の場合、破断しなくても、板材はレバーのように作用する。パンチが支点となる。曲げが形成されるにつれ、自由な脚部が上方に回転する。その脚部が長く重いほど、より大きな運動量を持つことになる。「線を確認しよう」と身を乗り出せば、あなたの顔は回転軌道の中にある。.
あなたは曲げをガイドしているつもりでも、機械はバネをコックしているのだ。.
つまり、キルゾーン(死の領域)はパンチの下だけではない。部品の回転半径、そして金属が降伏せずに破断した場合の飛来経路も含まれる。しかも、それに対して警告灯が点灯することはない。.
飛んでくる鋼材の危険があるというのに、なぜ初心者は鋭利なエッジばかりに気を取られるのか?
確かに、板金は切れる。私は数え切れないほど前腕の縫合処置をしてきた。.
切断は出血を招き、圧砕は身体を損なう。.
業界の報告によると、ブレーキプレスによる負傷の多くは、標準的なフロントガードでは保護されていない領域で発生しています。私が先ほど触れたリバースフランジゾーンなどがその例です。作業者は、パンチの刃先が危険だと考えています。そのため、指先を刃先に近づけないようにしています。それは良いことです。しかしその一方で、もう片方の手は、油圧の力で固定された鋼鉄の壁に向かって跳ね上がろうとしているサイドフランジを支えてしまっているのです。.
鋭利な刃物は接触によって負傷させ、挟み込み箇所は力の集中によって負傷させます。.
指を奪うのは「力」です。.
12ゲージのパネルが回転し、ナックル(指の関節)がラムの面に挟まれるとき、そこに鋭利さは必要ありません。必要なのは質量と、閉じていく隙間だけです。骨は数千ポンドの圧縮荷重で破壊されます。プレスブレーキは、それを何ら苦にすることなく、繰り返し、疲労することなく提供します。.
ですから、「刃」のことばかり考えるのはやめましょう。「荷重がかかって閉じていく形状」を意識し始めるのです。“
では、その形状と荷重が、金属そのものと合致しなかったらどうなるでしょうか?
私は、誰かが軟鋼用のトン数を設定したまま高張力合金を差し込んだために、ブレーキがうなりを上げ、フレームがたわみ、モーターが悲鳴を上げるのを見たことがあります。曲げ線はほとんど動かず、圧力だけが上昇しました。.
これを分かりやすい言葉で説明しましょう。あらゆる材料には降伏強度(永久変形が始まる点)と引張強さ(破断する点)があります。高張力鋼は、同じ厚みと半径であっても、大幅に高いトン数を必要とする場合があります。計算を誤れば、機械が停止したり、過剰に補正したりする可能性があります。無理に曲げようとしてダイの開口部を締めすぎると、外側の繊維にかかる応力が急上昇します。.
ここには2つの悪い結果が待ち受けています。.
1つ目は、部品が降伏する前に機械が限界に達することです。工具、留め具、さらにはフレームといった構成部品が、設計限界に近い荷重を受けることになります。そのレベルでの破損は非常に激しいものです。.
2つ目は、金属が成形されるのではなく破断することです。そうなれば、跳ね上がった金属片が破片となって飛び散ります。.
プレスブレーキは力の増幅器です。しかし、セットアップよりも賢いわけではありません。鋼材が降伏するか、あるいは他の何かが壊れるまで、あなたが命令した通りの力を加え続けます。.
材料の強度、ダイの幅、必要なトン数を把握せずにペダルを踏むことは、物理法則に対して自分の肉体を賭けてギャンブルをしているようなものです。.
これで、どこが「キルゾーン(死の領域)」なのかがお分かりいただけたでしょう。パンチの下、ダイの上、スイングアークに沿った場所、ラムの面、そして蓄積されたエネルギーが解放されるあらゆる場所です。この機械は檻に入れられた産業用の捕食者であり、トリガーが引かれるまでは石のように静止していますが、一度作動すればその攻撃範囲内では誰にも止められません。.
残る唯一の問いは、準備不足のままその範囲内に足を踏み入れないようにするにはどうすればよいか、ということです。.
| セクション | 内容 |
|---|---|
| トピック | トン数対引張強度:金属が勝ったとき、何が起こるのか? |
| 現実のシナリオ | 軟鋼用にトン数を設定したにもかかわらず高張力合金を使用した場合、ブレーキは負荷がかかり、フレームがたわみ、モーターが過酷な動作を強いられます。圧力は上昇しますが、曲げはほとんど進みません。. |
| 主要な材料特性 | 降伏強度: 金属が永久的に曲がり始める点。. 極限引張強度: 金属が破断する点。. |
| 核心原理 | 高張力鋼は、同じ厚さと半径であっても、大幅に大きなトン数を必要とします。. |
| 計算不足のリスク | 機械が停止したり、過剰に補正したりして、設計限界に近い部品に負荷がかかる可能性があります。. |
| 過剰補正のリスク | 曲げを強制するためにダイの開口部を締め付けると、材料の外側の繊維にかかる応力が増大します。. |
| 不適切な結果 1 | 部品が降伏する前に機械が容量に達します。極端な負荷の下で、金型、留め具、フレームが激しく破損する恐れがあります。. |
| 不適切な結果 2 | 金属が成形されずに破断し、ワークピースが危険な破片と化します。. |
| 重要な警告 | プレスブレーキは力を増幅させますが、設定されたコマンドに従うだけです。材料が降伏するか、あるいは他の何かが降伏するまで力を加え続けます。. |
| 操作前に必要な知識 | 材料の強度、ダイ幅、および必要なトン数は、機械を稼働させる前に計算しておく必要があります。. |
| 特定された危険区域 | パンチの下、ダイの上、スイングアークに沿った場所、ラム面に対して、および蓄積されたエネルギーが放出される可能性のあるすべての場所。. |
| 最終的な洞察 | プレスブレーキは産業界の捕食者です。作動するまでは静止していますが、その打撃範囲内では止めることはできません。オペレーターは、準備なしにその範囲内に足を踏み入れることを避けなければなりません。. |
2年前の冬、二交代制の若い作業員が、肩の部分に横切るような微細な亀裂が入った金型をセットしました。油を拭き取り、懐中電灯を低い位置から照らさなければ見えないような亀裂でした。彼はそれを怠りました。3/8インチの鋼板で最初の試験曲げを行いましたが、おそらく4フィートの幅に対して120トンの圧力がかかりました。ストロークの途中で、ライフル銃のような音が響きました。金型は真っ二つに割れ、半分が横に弾け飛び、破片が10フィート離れた合板のラックに突き刺さりました。それは、30秒前まで彼が喉を置いていた場所でした。.
キルゾーン(死の領域)に近づかないための方法はこうです。ブレーキを檻に入れられた産業界の捕食者として扱い、ラッチを開ける前に必ず檻の周りを歩いて確認することです。.
飛行前の儀式とは、事務作業のことではありません。機械に手を差し出す前に、力、形状、そして蓄積されたエネルギーがすべて想定通りであることを確認するための手順です。.
これを怠れば、それは「時間の節約」ではありません。盲目的に打撃範囲内に足を踏み入れているのと同じです。.
私はかつて、見習い作業員にパンチとダイの隅々まで布で拭かせたものです。清潔にするためではなく、感触を確かめるためです。布は、目では見過ごしてしまうような場所で引っかかります。ある若者が、荷重をナイフの刃のように集中させてしまう可能性のあった、キノコ状に変形したパンチの先端を見つけたのは、そうやって確認したおかげでした。.
その10分間で実際に確認すべきことは以下の通りです:
金型の健全性とは、欠けた半径、ひび割れたダイの肩、かじり(以前の曲げ加工で付着した金属)や不均一な摩耗がないかを確認することです。ダイの亀裂は、荷重がどのように流れるかを変化させます。鋼材は力を均等に分散させるような優しい性質は持っておらず、最も硬い経路をたどります。損傷した肩部は応力集中源となります。トン数がかかると、その応力が集中して亀裂を広げ、突然の破損を招きます。焼き入れされた工具鋼が破損するときは、曲がるのではなく、破片となって飛び散ります。.
次に、アライメントと座りを確認します。ダイがベッドに対して完全に密着していない場合や、パンチがホルダーの中心にない場合は、全長にわたって不均一な荷重がかかります。これを覚えておいてください。100トンのブレーキがどこでも100トンの力を持っているとは限りません。10フィートに対して100トン、つまり1フィートあたり10トンと定格されているかもしれません。もし3フィートの部品を左端に寄せて加工すれば、フレームの一部に集中荷重をかけることになります。それがラムをねじれさせます。ねじれた形状は不均一な貫入を意味します。不均一な貫入は、片側が先に底突きすることを意味します。すると、あなたの「エアーベンド」は片側だけの部分的なボトム加工となり、警告なしにトン数が急上昇します。.
機械の状態は、電源を入れる前の最後の確認事項です。油圧漏れをチェックし、ポンプのキャビテーション音に耳を澄ませ、機械に手動調整機能がある場合はラムの平行度を確認してください。空気が混入した油圧システムは、力が蓄積される前にわずかに圧縮されます。その遅延により、オペレーターは部品が「まだ曲がっていない」と錯覚し、圧力や深さを上げてしまいます。その後、空気が完全に圧縮されると圧力が均一化し、ラムは予想以上に強く押し込まれます。蓄積されたエネルギーが一気に曲げ加工へと放出されるのです。.
10分間。ラムが下降し始めたら、手を差し込んでアライメントを修正することはできないからです。あなたは、自分の判断ミスが招いた形状の変化をただ見守ることしかできません。.
そして、次の疑問が生じます。たとえ金型が完璧であっても、その金型やフレームが耐えられる限界を機械が超えようとしていないことを、どうやって知ればよいのでしょうか?
私は熟練工が、まるで聖書のように壁のトン数表を引っ張り出すのを見たことがあります。1/4インチの軟鋼、4フィートの曲げ、標準のVダイ。彼は表の数値をそのままダイヤルに設定しました。彼が忘れていたことは何でしょうか?台車にあった材料は304ステンレス鋼だったのです。.
ほとんどの表における軟鋼は、約60,000 PSIの引張強度を前提としています。304ステンレス鋼は84,000 PSIに近いです。これは、同じ厚さとダイ開口部に対して、必要なトン数が約1.4倍になることを意味します。形状は同じでも、物理法則が異なるのです。.
彼はペダルを踏み込んだ。機械がうなりを上げた。曲げはほとんど形成されなかった。彼は再計算する代わりに、「助けよう」としてダイの開口部を狭めた。Vダイを狭くすると、よりきつい半径を強制することになるため、必要なトン数が増加する。今や彼は単に40%過小評価していただけでなく、ミスを積み重ねていた。圧力は機械の限界に向かって上昇した。.
そうしたときに起こることが2つある。.
第一に、ブレーキの定格トン数に近づくということだ。ただし、その定格は特定の加工長に適用されることを忘れてはならない。荷重を一箇所に集中させると、ゲージが「100%」を読み取る前に局所的な限界を超えてしまう。フレームはたわみ、ラムは変形し、安全装置は位置がずれる。.
第二に、金型に過負荷がかかるということだ。ボトミング加工は、エアベンディングの5倍のトン数を必要とすることがある。もしチャートの値がエアベンディング(倍率1.0)のものであり、深さが大きすぎて意図せずボトミング状態になった場合、瞬時に30トンから150トンへと急上昇する可能性がある。.
これは意見ではなく、材料力学の問題だ。応力は力を作業面積で割ったものに等しい。より強度の高い材料や小さなダイを選択して必要な力を増大させれば、ラム、ボルト、ダイのショルダーなど、荷重経路上のすべてのコンポーネントがその増加分を負担することになる。.
荷重計算の儀式では、ペダルに触れる前に以下の3つの数値が必要だ。
図面上の部品の長さだけでなく、実際の曲げ長さを測定すること。2段階で曲げる場合は、それぞれを計算する。中心から外れている場合は、フレームの片側に大きな負荷がかかっていることを理解しておく必要がある。.
それを無視すれば、単に曲げ損なうというリスクだけでは済まない。油圧の下で硬化鋼が粉砕し、破片が顔の高さに飛散する危険がある。.
さて、ケージを点検し、捕食者の噛む力を測定した。では、その近くに持ち込む肉、つまりあなた自身の体についてはどうだろうか?
私は週末に小遣い稼ぎでHVAC(空調)ダクトを曲げていた。パーカーの紐を垂らした男が小さなブレーキのそばで身を乗り出しているのを見た。彼がフランジを調整しているとき、紐がダイの空間に漂い込んだ。ラムがゆっくりと降りてきた。紐が引っかかり、締め付けられ、彼が何が起こっているのか理解する前に、彼の顔がパンチの方へ引き寄せられた。彼は幸運だった。布地が破れたからだ。.
プレスブレーキの近くでゆったりした服を着ることは、「プロらしく見える」かどうかという問題ではない。閉じていく形状に巻き込まれるかどうかの問題だ。逆フランジゾーンやラムとバックゲージの間の隙間は、挟まったものが鋼鉄であろうと綿であろうと気にしない。ただ閉じるだけだ。.
手袋はもっと厄介だ。鋭利な板金の場合、ストロークから離れた場所で材料を扱う際には耐切創手袋が理にかなっている。しかし、キルゾーン(危険区域)内では、かさばる手袋は触覚フィードバックを低下させる。パンチの先端が指先に対して実際どこにあるのかという繊細な感覚を失ってしまう。さらに悪いことに、一部の手袋の素材は鋼鉄に食いつく。部品がずれて手袋が貼り付くと、手も一緒に動いてしまう。.
作業前のPPEチェックは、極めて単純であるべきだ。
最後の項目は、先ほど話した「跳ね返り(ウィップアップ)」の理由から重要です。高張力部品が張力下で破断すると、弾性エネルギーが急速に解放されます。保護メガネではプレート(破片)を止めることはできませんが、欠けた金型やひび割れたエッジから飛散する破片やチップは防ぐことができます。.
服装の規律を無視すれば、失うのは布地だけでは済みません。頬骨から顎までの皮膚を失うことになります。.
さて、鋼材、計算、そして自分自身の身支度を確認しました。この「獣」を呼び覚ます前に、あと一つだけ残っています。.
以前、ガードの下に金属くずが詰まってフットペダルが動かなくなった現場を見たことがあります。作業員が立ち位置を直そうとペダルを軽く叩いたところ、ラムが下降を開始しました。.
安全装置とは、先月ではなく「今日」機能して初めて安全装置と言えるのです。.
最初のサイクルを開始する前に、次の3点を確認してください:
機械の電源を入れた状態で、アイドリング中に非常停止ボタンを押してください。制御装置が実際に油圧を解放するか、クラッチを解除することを確認します。リセットを行い、システムが意図的な再起動を必要とすることを確認してください。もし非常停止が動作を一時停止させるだけでシステム内に圧力が残るようなら、その事実を把握しておく必要があります。.
材料を置かずにフットペダルを踏み込み、離してください。引っかかりや遅延がなく、スムーズに戻るはずです。ペダル上のガードは、落下物や足の踏み外しによる誤作動を防ぐためのものです。.
ラムが低速アプローチモードのときに、スクラップ材を使ってライトカーテンの光線を遮断してください。ラムが停止するか、サイクルを開始しないはずです。もし停止しなければ、あなたが指を守るために信頼しているその「見えない壁」は、単なる幻想に過ぎません。.
いずれにせよ、クラッチが噛み合うかバルブが開いた瞬間、ラムはストロークの最下点まで動作を完了させます。安全装置は、動作が確定する前の最後の交渉手段なのです。.
この儀式を怠れば、あなたは自分の腱、指関節、そして指の骨を、「昨日と同じようにすべてが機能するはずだ」という希望に賭けることになります。.
アルバレスという若者が、2インチのタブ材でラムの動きを「出し抜こう」としました。.
短い部品で、薄い軟鋼でした。彼は2本の指で押さえ、パンチが触れた瞬間に曲げながら引き抜けばいいと考えました。ラムは低速アプローチ中で、穏やかに見えました。彼は移動距離を0.25インチほど読み違えました。パンチがタブを固定し、タブが回転したことで、彼の指先は鋼材と金型の肩の間に挟まりました。.
彼らは磁石を使って、砕けた骨の破片を回収しました。.
あなたはケージを点検し、ペダルをテストしました。今、ラムが動いています。問題はブレーキが安全かどうかではありません。問題は、ラムが動作を開始した後に、あなたの手が「捕食者の攻撃範囲」に入り込むかどうかです。パンチと金型の間に置かれたものはすべて、鋼材であろうと、手袋であろうと、あなたの手の骨であろうと、元の状態よりも平らにつぶされてしまいます。.
機械式パワープレスの事故の半数近くが切断に至ります。それは機械の動きが予測できないからではありません。作業者が「自分なら制御できる」と思い込み、目に見えない境界線を越えて手を差し出してしまうからです。.
だからこそ、私たちはその境界線を可視化します。.
私は「ちょっとした調整が必要なだけ」という作業で、左人差し指の半分を失いました。当時は安全ガードもライトカーテンもありませんでした。あったのは私自身と短いフランジ、そして「経験があればタイミングを計れる」という過信だけでした。.
違います。.
プレスブレーキの前に立ち、下型を見てください。V字型の開口部が明らかな危険箇所です。初心者はそこに注目します。しかし、報告される負傷事故の83%は、ガードが保護するように設計された範囲の外側で発生しています。それはリバースフランジ(逆曲げ)の際、材料がラムに向かって上向きに折り曲げられ、本来の危険箇所の背後に新たな挟み込みポイントが生まれるためです。.
キルゾーン(死の領域)は単なる隙間ではありません。それは空間そのものです。.
最初の部品を加工する前に、物理的にその範囲を定義してください。下型の前端に合わせた仮想の垂直面を想定します。部品をバックゲージに当て、サイクルを開始する準備ができたら、その面を越えて手を出すことは決して許されません。「少し押す」ためでも、「安定させる」ためでも、「位置合わせを確認する」ためでもありません。“
「恒久的に」とは、例外なく常にという意味です。.
手の配置に関するプロトコルは極めて単純です。
親指は上面に置き、端を握り込まないこと 手のひらは平らにし、指は型から離して伸ばすこと 足でペダルを踏む前に、手を完全に退避させること
最後の動作は交渉の余地がありません。手を離す。一時停止する。それからペダルを踏む。脳が動作を混同しないよう、それぞれの動きを明確に分離してください。.
存在検知装置は役立ちます。ライトカーテンは接近時にラムを停止させます。しかし、センサーがあっても事故は起こります。なぜなら、クラッチが噛み合うかバルブが開いた時点で、ラムはストロークの最下点まで動作を完了してしまうからです。テクノロジーはミリ秒を稼ぎますが、規律は指を守ります。.
その境界線を越えて指関節を差し出せば、金型は関節から指を切り落とします。.
では、そのルールを守れないほど小さな部品の場合はどうすればよいのでしょうか?
私は20年の経験を持つベテランが、小さなブラケット(1インチの折り返し、繰り返しの多い作業)でRoto金型を使っているのを見たことがあります。彼は何千回も同じ作業をしてきました。人差し指と親指で部品を挟み、ペダルを軽く踏んで完璧に曲げていました。.
部品がパンチの先端にくっつくまでは。.
部品がぶら下がったとき、彼はラムが戻る瞬間に反射的に手を伸ばして剥がそうとしました。部品が外れて落下した際、彼の指もそれに追従して前方に突き出され、彼の手が退避する前に次のサイクルで上型が下降してきました。.
経験が彼を裏切ったのではない。自信が彼を裏切ったのだ。.
小さな部品は指先で制御したくなるため、非常に危険である。フランジが短ければ短いほど、それを安定させるために指を近づけなければならない。その前提を拒否しない限りは。.
部品を手に持った際、手が完全に危険区域の外に出せない場合は、手を使ってはならない。.
以下のものを使用すること:
平らなジョーを持つロッキングプライヤー 磁気式または機械式のホールドダウン治具 ハンドリング面を延長するカスタム治具
ロッキングプライヤーを使えば、1インチのタブが6インチのハンドルに早変わりする。一時的なハンドルとして溶接した単純な曲げ板は、皮膚を鋼材から遠ざけてくれる。「治具は時間がかかる」と言う工場は、深刻な安全ガード違反を88%も常態化させている工場と同じである。.
そして、ここが罠の中の罠である。ほとんどの怪我は、プレスのメインサイクル中に発生するのではない。オペレーターが機械の動作の「合間」だと思っている、位置合わせや部品の取り出し中に発生するのだ。ラムが上死点で停止している間に手を伸ばす。足がずれる。ペダルに触れる。そしてラムが降りてくる。.
いずれにせよ、クラッチが噛み合うかバルブが開いた瞬間、ラムはストロークの最下点まで動き続けることが確定する。.
1インチのタブを素手でダイスペース内に保持することは、末節骨(指先の小さな骨)を押し潰されるために差し出しているようなものだ。.
小さな部品の取り扱いは完了。手は作業領域の外に。よし。.
では、大きな板材が動かないようにするには、自分がクランプ代わりにならずにどうすればよいだろうか?
週末に小遣い稼ぎでHVACダクトを曲げる作業。22ゲージの大きな5フィートのセクション。軽くてペラペラで、ペダルを踏む際に腰で押さえて直角を出したくなるほど厄介なものだ。.
まさにそれをやっている男を見たことがある。左手でフランジを押さえ、右足でペダルを踏み、体をねじっていた。シートがバックゲージのフィンガーから0.5インチずれた。彼がそれを直そうと前に押し出した瞬間、ラムが下降した。彼の拳はパンチの下面に当たった。.
バックゲージは、手による判断を排除するために存在する。これらはベッドの後部にある調整可能なストッパーであり、感覚ではなく位置によって曲げ深さを設定する。もし曲げ加工中にシートを力ずくで直角に合わせているなら、あなたは機械的な基準を自分の手首に置き換えていることになる。.
ゲージを設定する。接触を確認する。そして手を離す。.
曲げ加工中に材料が浮き上がる場合(逆フランジでよくあること)、手のひらではなく、ホールドダウンクランプや段階的な曲げ加工を使用すること。上方へのスイングアークはキルゾーンの一部である。ブレーキは定義された打撃範囲を持つ力増幅器であることを忘れてはならない。鋼材が跳ね返るとき、それはエネルギーを蓄積している。それが解放されるとき、非常に速く動くのだ。.
直角出しのルーチンには、常に以下を含めること:
最初の部品を加工する前にバックゲージを設定し、ロックすること 曲げテストを行い、ストロークの途中で手で修正することなく位置を確認してください。 大型シートにはクランプやサポートを使用し、決して体重をかけないでください。
手動での安定化の方が速いと感じるかもしれませんが、実際は違います。それは単に、硬化された工具が受けるべきトン数の負荷を、指を伸ばす小さな腱に移しているに過ぎません。.
負荷がかかっている状態で手をクランプ代わりに使うと、鋼材が変形する前に、指の付け根の甲側にある伸筋腱が断裂してしまいます。.
大型シートは制御下に置き、小さな部品は延長具を使用し、手は厳格に管理してください。.
次に、もう一人作業者を追加する場合を考えます。.
小規模な工場、特に資金不足の現場では、長い部品を二人で曲げる作業が好まれます。一人が材料を送り、もう一人がペダルを踏む。効率的に聞こえます。.
私は、ヘルパーが10フィートのチャンネル材の端を支えていた事例を調査しました。オペレーターが「クリア(離れろ)」と合図しました。ヘルパーはそれを「調整していい」という意味だと解釈しました。ヘルパーが金型に手を近づけたその瞬間、ペダルが踏み込まれました。.
その側にはライトカーテンも、二つ目のペダルもありませんでした。あったのは「思い込み」だけです。.
二人作業において、曖昧さは真の危険です。誰がストロークを管理しているのか?誰が手が離れていることを確認するのか?その答えが「二人とも」であるなら、実際には「二人とも管理していない」のと同じです。.
明確にルールを定めてください:
ペダルを操作するのは一人のオペレーターのみ(常に同じ人物) すべてのストロークの前に、双方で「クリア」の合図を確認し合う ペダルから足が物理的に離れていない限り、立ち入り禁止区域内に手を入れない
足をペダルから離してください。かかとを床につけてください。見えるように行ってください。教育が不十分で生産へのプレッシャーが強い小規模な企業では、連携ミスは稀なケースではなく、予測可能な事態だからです。.
どれだけ長く一緒に働いてきたかは関係ありません。お互いの心が読めるかどうかも関係ありません。鋼材は心を読みません。ただ力に従うだけです。.
合図を一つでも聞き逃せば、プレスブレーキは交渉に応じません。中手骨(手の長い骨)を粉砕し、レントゲン写真でしか見られないような破片に変えてしまいます。.
あなたは、キルゾーン(危険区域)の中で、その一部となることなく作業する方法を知りたかったはずです。.
反射神経を信じてはいけません。経験を信じてはいけません。機械が支配する空間から肉体を遠ざける習慣を築くのです。.
ブレーキというものは、何かが起こるその瞬間まで静かなものだからです。.
次の問いはこうです。その静けさに変化が生じたという微かな兆候を、指先以上の代償を払う前に、どうやって見抜くかということです。
プレスブレーキは、前触れもなく突然「安全」から「凶器」へと変わることはありません。.
私はそれを痛い経験から学びました。15年間使い続けてきた油圧ブレーキが、下降行程の終わりに微かな震えを見せるようになったのです。劇的なものではなく、耳よりも足の裏で感じるような振動でした。隣にいた若造は「いつもそんなもんですよ」と言いましたが、そんなはずはありません。バルブが熱で固着し始めていたため、ラムが最後の0.5インチ(約12.7mm)でわずかにためらっていたのです。私たちはすぐに機械を停止させました。翌朝、技術者がマニホールドを分解したところ、その「ためらい」が「急な突き出し」に変わってしまうほどの傷が見つかりました。.
そして、パンチとダイの間にあったものは何であれ、鋼材であれ、手袋であれ、あるいはあなたの手の骨であれ、以前よりも平らになってしまいます。.
皆さんはすでに、危険区域が空間によって定義されることを理解しているはずです。今度は、それが「挙動」によっても定義されることを理解する必要があります。機械は故障する前に、必ず挙動を変えます。問題は、機械が警告を発するかどうかではありません。皆さんがその警告を無視せず、聞き取る訓練ができているかどうかです。.
週末に小遣い稼ぎでHVAC(空調設備)のダクトを曲げていたときのことです。そこにあった古い機械式ブレーキは、3回に1回の割合でジッパーのような音を立てていました。大きな音でも、劇的な音でもありません。ただ「違和感」があったのです。工場のオーナーはそれを「機械の個性」と呼びましたが、2週間後、ダイシュー(金型台)がホルダー内で揺れ続けた結果、真っ二つに割れました。.
鋼鉄は、壊れるずっと前から振動を通じて語りかけてきます。.
異音は、本来あるべきではない摩擦が起きている証拠です。多くの場合、パンチとダイの芯ずれ、あるいはラムを案内する摺動面(ウェイ)への異物混入が原因です。引っかかりは、ラムがストロークの途中で負荷がかかり、圧力のスパイクに伴ってわずかに減速しているように感じられます。フレームの異常な振動は、特に中心から外れた荷重がかかっている場合に、ベッド全体でトン数が不均一になっていることを意味します。.
次にサイクルを開始する前に、必ず以下の点を確認してください。
正常なブレーキにはリズムがあります。下降、接触、成形、上昇。そのリズムが途切れるとき、機械はかつてはスムーズに処理できていた力に対して、何らかの抵抗を受けています。熱によって部品が膨張しているのかもしれません。金型が均一に収まっていないのかもしれません。油圧システムは、トラックのブレーキペダルが踏み込むと硬くなるように、圧力が完全に抜ける前に徐々に弱っていくことがあります。そして、ある瞬間、突然効かなくなるのです。.
その最初の「途切れ」を無視することは、摩擦が自然に解消される方に自分の指を賭けるのと同じことです。.
そんなことは起こりません。.
かつて、曲げがうまくいかなかったのを「修正」しようとして、ストロークの途中で手を伸ばし、パネルを真っ直ぐに直そうとした見習いを見たことがあります。彼は自分がラムよりも速いと思っていました。しかし、クラッチが噛み合うかバルブが開いた時点で、ラムはストロークの最下点まで突き進むことが運命づけられています。.
これは方針の問題ではなく、物理法則なのです。.
サイクルの中断は、パニックになることではありません。状況を認識することです。部品がダイの肩から浮き上がっているのが見えた場合、通常の材料の破断音ではない鋭い破裂音が聞こえた場合、あるいは100回もこなしてきた負荷の下でラムが予期せず減速した場合、それが判断を下すべき瞬間です。.
最新の油圧ブレーキプレスでは、制御装置の停止ボタンを使用するか、離すと戻る設計の機械であればフットペダルから完全に足を離してください。機械式フライホイール機の場合、そのような余裕はないかもしれません。一度作動すると、ストロークを完了してしまうからです。自分の反射神経を過信する前に、自分が今どの機械の前に立っているのかを把握しておいてください。.
中断する際には、以下の3つのルールに従ってください。
動いているラムを追いかけてはいけません。曲げ加工を「手助け」しようとしてはいけません。.
なぜなら、タイミングを0.5秒でも読み違えれば、脳が判断を下し終える前に、指先の小さな骨である末節骨が押しつぶされてしまうからです。.
大きなプレート。4分の1インチ厚。偏心荷重。パンチが下降する際、バックゲージのフィンガーがしっかりと固定されていなかったことを示すかのように、シートがわずかに回転するのを目撃しました。作業員は手のひらでそれを押さえようとしました。.
機械はその争いに勝ちました。.
曲げ加工中にワークが回転したり滑ったりする場合、それは3つのうちのいずれかを伝えています。バックゲージが直角に設定されていないか、材料表面が汚染されている(油分は摩擦を減らします)、あるいはダイの開口部全体でトン数の分布が不均一であるかのいずれかです。時には、工具の摩耗により、部品がより圧力の低い経路を探そうとする、より微妙な原因であることもあります。.
回転を力ずくで修正してはいけません。条件をリセットするのです。.
同じ部品で滑りが繰り返される場合は、工具の摩耗や負荷によるフレームのたわみを疑ってください。それは「部品の問題」ではありません。檻の中で猛獣が身じろぎしているようなものです。.
ここでお伝えする不都合な真実は、故障の中には静かに進行するものがあるということです。熱の蓄積は、きしみや異音を立てることなく部品を膨張させることがあります。過剰なトン数は、見た目に異常が出る前に留め具を微視的に引き伸ばす可能性があります。だからこそ、音だけに頼ってはいけないのです。圧力の数値、部品の一貫性、必要な力といったパターンを追跡してください。もし今日の曲げ加工が、昨日と同じ材料であるにもかかわらず、より多くのペダル踏み込み量を必要とするなら、それは重要なデータです。.
機械を読み解くことは神秘的なことではありません。規律ある注意深さが必要なだけです。.
些細な変化と争うのをやめ、記録してください。リスクがスクラップ(廃棄)だけで済むうちに、早めに行動するのです。.
なぜなら、変化が劇的になったとしても、キルゾーン(危険区域)は移動していないからです。.
移動したのはあなたです。.
第2シフトの若手が一度、「一晩だけだから」と言ってブレーキプレスを停止させ、ラムを金型から1インチ(約2.5cm)浮かせたまま放置したことがありました。彼が眠っている間に油圧が抜けました。朝の担当者がやってきて、バリを拭き取ろうと手を差し入れた瞬間、ラムは閉じる顎のように、その最後の1インチをゆっくりと降りてきました。.
劇的なことなど何もありません。ただ、圧力が始めたことを重力が終わらせただけです。.
機械が噛みつく前にその挙動を読み取る必要があることは、すでに知っているはずです。それが「意識」です。しかし、疲れていたり、急いでいたり、退屈していたりすると、その意識は薄れてしまいます。注意力が途切れたときにあなたを支えてくれるもの、それが「枠組み」です。.
ここからが重要です。安全とは、より良く反応することによって築かれるのではありません。たとえ30秒間その場を離れるだけでも、毎回必ず機械をゼロエネルギー状態(蓄圧なし、吊り下げられた質量なし、中途半端なストロークなし)にすることで築かれるのです。.
ゼロエネルギーとは、以下の3つのことを意味します。これ以外の何物でもありません。
「ほんの一瞬だから」という理由でこの儀式を一度でも省略すれば、あなたは自分の手に「キルゾーンは時として妥協する」と教えていることになります。そんなことは決してありません。.
現場において、人は状況に応じて能力を発揮するわけではありません。習慣のレベルまで落ちるのです。.
つまり、真のシステムとはクリップボードやサインオフシートのことではありません。それは、「すべての曲げ加工は、もし自分が気絶したとしても何も動かないという状態から始まり、その状態で終わる」ということです。.
8時間目ではなく10時間目に疲労が襲ってきたとき、何が起こるかを考えれば、それは過剰なことではないとわかるはずです。.
ある男が、糸くずのように小さなバリで手のひらを切り裂くのを見たことがあります。彼は反射的に手を引きました。その肘がペダルに当たりました。彼が自分を抑える前に、ラムは2インチ(約5cm)落下しました。.
その切り傷の原因はブレーキプレスではありません。前のオペレーターです。.
曲げ加工後の規律とは、単なる整理整頓ではありません。それは代理による力(フォース)の制御です。バリは蓄積された混沌であり、反射を引き起こす小さなカミソリです。反射は暴力的で高速です。そして、パンチとダイの間にあるものは何であれ、鋼鉄であれ、手袋であれ、あるいはあなたの手の骨であれ、以前よりも平らになってしまうのです。.
すべての作業が終わるたびに、以下の3つを行ってください。
何かが欠けていることに気づきましたか?「さっと拭く」ことも、「後で拾う」こともありません。サイクルをゼロまで完了させるのです。捕食者が飛びかかる途中ではなく、檻の中に座っている状態にしてからその場を離れるのです。.
そして、多くの工場が間違えているのはここです。彼らは一時停止はしますが、無力化はしません。外科手術において、短い休憩がミスを減らすのは、腹腔内の圧力が実際に解放された時だけです。ここでも同じ原則が当てはまります。リスクを減圧しない一時停止は、次のミスまでの単なる息継ぎに過ぎません。.
ですから、作業を止める時は、エネルギーを取り除いてください。単なる動きではなく、エネルギーそのものをです。.
なぜなら、翌日の作業者はあなた自身かもしれないからです。睡眠不足で、反射神経が鈍っているかもしれません。.
週末にビール代を稼ぐためにHVAC(空調)ダクトを曲げていた時、午後9時45分頃、自分自身の醜い一面を知りました。部品は積み上げられ、ノルマは達成され、私の脳は今日のストロークを終える前に、明日の給料を使い始めていたのです。.
その時、小さな逸脱が重要に見えなくなります。.
疲労はあくびと共にやってくるわけではありません。長い産業シフトでは、作業者は自覚のないまま、数秒間の「マイクロスリープ(微小睡眠)」に陥ることがあります。反応時間は伸び、判断力は鈍ります。夜間シフトでは、体内時計である概日リズムが抵抗するため、より早く、より強く影響が現れます。.
つまり、一日の最後の曲げ作業が危険なのは、それが最後だからではありません。.
あなたが「終わった」と思ってしまうから危険なのです。.
シフト終了時のリセット手順は、オプションではありません。
最後の項目は馬鹿げているように感じるでしょう。それでいいのです。それが、思考する脳を強制的にオンラインに戻すのです。.
あなたは自動操縦を中断しているのです。自分がまだそこに存在していることを証明しているのです。.
いずれにせよ、クラッチが噛み合うかバルブが開いた瞬間、ラムはストロークの最下点まで動くことが確定します。もしあなたの脳が0.5秒前に離脱していたら、あなたの手の中手骨(手の長い骨)がその代償を払うことになるでしょう。.
リセットとは、自信の問題ではありません。.
それは、自分自身の疲労に対する不信感の問題です。.
そこで次の疑問が生じます。その不信感が麻痺に変わることなく、より複雑な作業に取り組む準備ができたと、どうすれば判断できるのでしょうか?
ある見習いが、単純なブラケットのエア曲げなら一日中スムーズかつ冷静にこなしていました。そこで彼を、軽量で反復的な25ポンド(約11kg)未満の小さなステンレス部品の加工に移しました。1時間もしないうちに、彼の動作は雑になり、部品のセットミスが起き、バックゲージへの押し付けも急ぐようになりました。.
複雑であることは、必ずしも重いことを意味しません。.
時には、作業に対して大きすぎる機械で反復作業を行うことを意味する場合もあります。そこでは疲労が静かに蓄積し、悪い習慣がすぐに定着してしまいます。.
次の3つの条件が満たされたとき、あなたはステップアップしたと言えます。
このリストに何が含まれていないか気づきましたか?スピード、部品数、そして自信です。.
有能さとは、あなたが何を拒否するかによって測られるものです。.
ゼロエネルギーの考え方は、プレスブレーキを単に「操作する」道具から、あなたが管理する「戦力増強装置」へと変えます。「この曲げはできるか?」と問うのをやめ、「予期せぬ動きが起こり得ない状態に機械はあるか?」と問い始めるのです。“
その問いが、あなたのあらゆる動作を再構築します。どこに立つか、いつ踏み込むか、どうやって部品を取り除くか、いつメンテナンスを呼ぶか。.
これを心に留めておいてください。安全とは危険に対する反応ではありません。すべてのストロークの前、最中、そして後にあなたが作り出す永続的な状態なのです。.
危険領域が縮小することはありません。.
あなたがそこに足を踏み入れるかどうかは、あなたの規律が決めるのです。.


















