

彼は、1/4インチの軟鋼を曲げるために320トンのプレスブレーキを購入した。.
最も長い部品は6フィートだった。ほとんどの部品は24インチ未満のブラケットだった。しかし販売業者はこう言った。「パワーが不足することはありませんよ。」それは保険のように聞こえた。2年後、その機械は動いている時間よりもアイドリングしている時間の方が長く、動くとまるで食料品店の駐車場を走る満載のダンプトラックのようだった。.
パワーは安全に思えた。そうではなかった。.
紙の上では、トンネージは単純に見える。200トンの機械は200トンを押せる。トラックの馬力のように。.
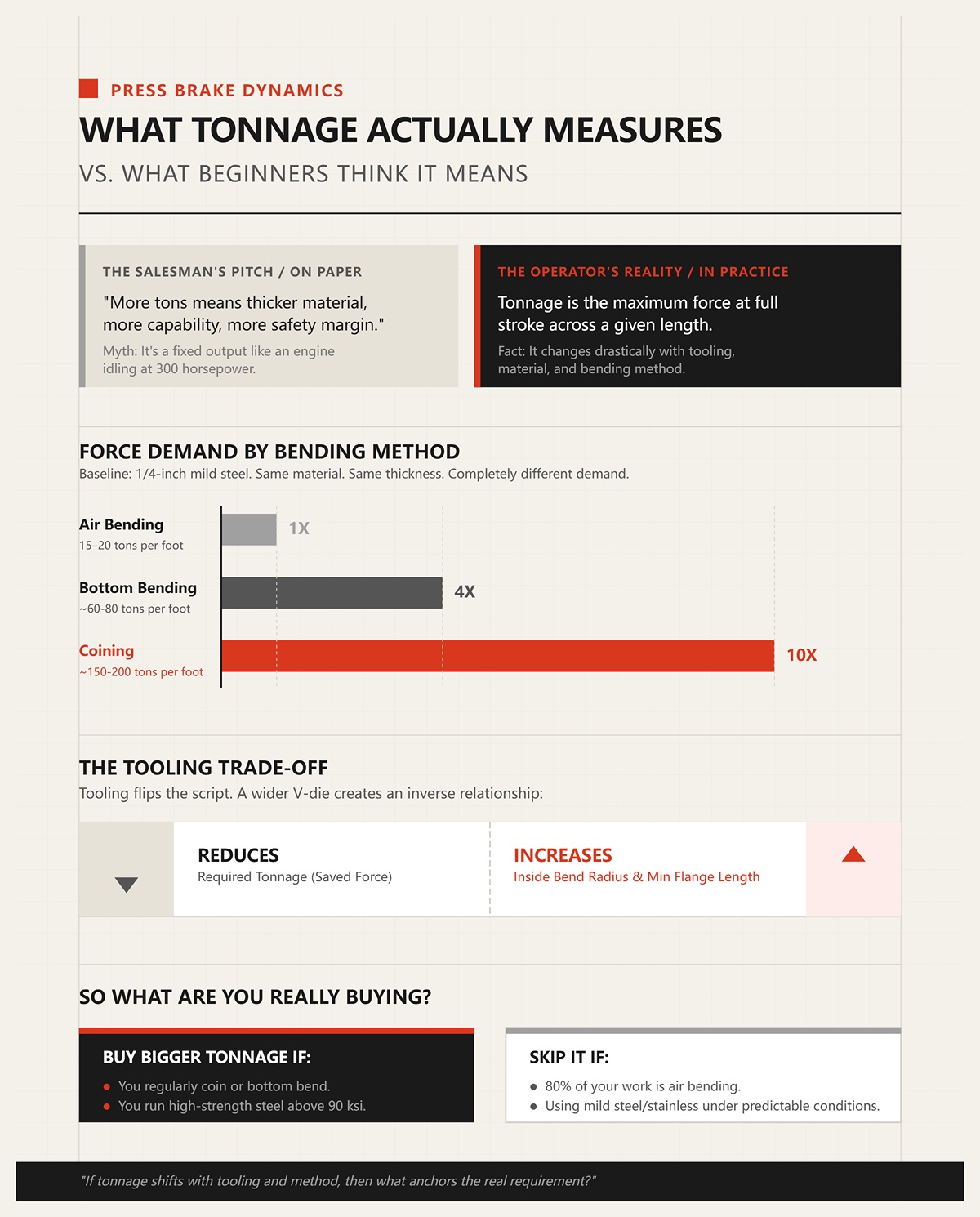
セールスマンの売り込み文句:「トン数が多いほど厚い材料、より多くの能力、より大きな安全余裕が得られる。」“
オペレーターの現実:トンネージとは 指定された長さにわたる全ストローク時の最大力, であり、工具、材料、方法によって変化する。エンジンがアイドリング時に300馬力を出すような固定出力ではない。.
1/4インチの軟鋼をエアーベンディングで曲げる場合、適切なVダイ開口でおおよそ1フィートあたり15~20トンが必要になるかもしれない。ボトムベンディングに切り替えると、その数値は4倍に跳ね上がる。コイニングを行えば、エアーベンドの10倍の力が必要になる。同じ材料。同じ厚さ。全く異なる力の要求。.
そして工具がまた、状況をひっくり返す。幅の広いVダイを使えば必要トン数は減るが、内側の曲げ半径と最小フランジ長は増える。力を節約した代わりに、形状を犠牲にした。.
つまり、トンネージを過剰に仕様することで本当に買っているのは、能力なのか、それとも自分のプロセスを理解していないことの補いなのか?
定期的にコイニング、ボトムベンド、あるいは90 ksiを超える高強度鋼を扱うなら、大きなトンネージを購入すべきだ。それ以外で作業の80~90%が、予測可能な条件下での軟鋼やステンレスのエアーベンディングであれば、過剰なトンネージは不要だ。.
トンネージが工具や方法で変動するなら、実際の必要条件を支える基準は何か?
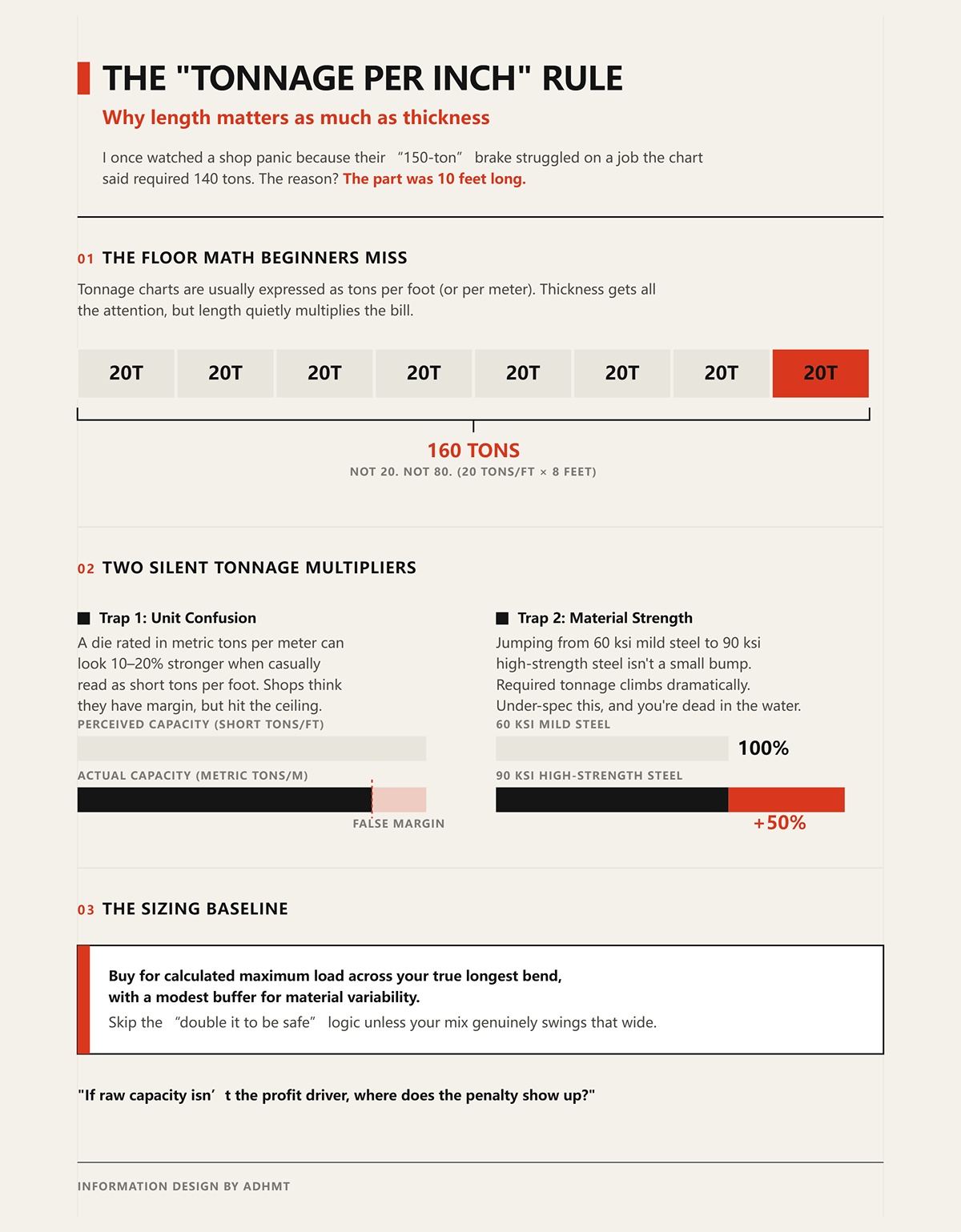
私はかつて、「150トン」プレスブレーキが、チャート上では140トン必要とされた作業に苦戦してパニックになる工場を見たことがある。.
部品の長さは10フィートだった。.
初心者が見落とす現場の計算はこうだ:トンネージチャートは通常、1フィート(または1メートル)あたりのトン数で表示されている。もし作業に1フィートあたり20トン必要で、8フィートを曲げるなら、それは160トンになる。20でも80でもない。160だ。.
厚さばかりが注目される。長さは静かに請求書を倍増させるのだ。.
では、単位の混乱を加えてみましょう。メートルあたりのメトリックトンで定格された金型は、誰かがそれをショートトン/フィートとしてざっと読んだときに、10~20%も強く見えてしまうことがあります。余裕があると思って機械を購入した工場が、実際には天井ぎりぎりだったと後で気づくことも見てきました。.
そして不快な反論点もあります。もし時々、60 ksiの軟鋼から90 ksiの高強度鋼に切り替えるなら、必要なトン数は50%以上に増加することがあります。それを過小に見積もれば、単に不正確というだけでなく、完全に行き詰まることになります。.
ですから、安全のための最低基準は確かに存在します。しかし、現実の作業が最長部で120トンに達する程度であるなら、300トンの機械が誇示以外に何を与えてくれるでしょうか。
実際の最長曲げ長さにおける計算済み最大荷重に対して、材料のばらつきに備えた控えめな余裕をもって購入してください。「安全のため倍にする」という論理は、材料が本当に広範囲に変動する場合を除いて避けましょう。.
原始的な容量が利益の原動力でない場合、そのペナルティはどこに現れるのでしょうか?

小さなブラケットの生産中に400トンの油圧ブレーキの隣に立ってみてください。動きが見える前にポンプの音が聞こえるでしょう。.
大型シリンダーはより多くの油量を必要とします。油量が大きければ、各ストロークで動かす流体も増えます。流体が増えると、高価な高度制御を導入しない限り、加速・減速は遅くなります。物理はあなたの支払い計画には関心を持ちません。.
多品種少量生産では、利益は段取りの速さと短いサイクルタイムにあります。ラムの移動距離が仕事の要求より長く重い場合、各部品に数秒余分な時間がかかります。1,000個で5秒余分なら、ほぼ1時間半の有給時間です。それを年に200件のジョブで繰り返せば、何週間も消費することになります。.
エネルギーも同じ話を語ります。大型油圧システムは、1/8インチのアルミを曲げようと、1/2インチの鋼板を曲げようと、常に圧力を維持します。それはまるでピザ配達にディーゼルの大型トラックを使うようなものです—トルクは十分でも効率は最悪です。.
そして、ほとんどの購入者が計算しない部分があります。大型フレームは短くオフセンターな曲げでは正確にクラウン補正するのが難しいのです。日常業務が10フィートのベッド上で位置の異なる18インチブラケットなら、単なる力では一貫性は得られません。制御こそが重要です。.
主力が長く重い板材のほぼ定格荷重での加工であるなら、大型機を購入してください。1日に30回の段取り替えがあり、機械の定格上限の3分の1を超えることがほとんどないなら、購入は避けましょう。.
最大トン数が、利益を生む機械と利益を殺す機械を分ける要因でないなら、何がそうするのでしょうか?
数年前、私は110トンの機械2台の背後に立っていました。どちらも14ゲージのステンレスブラケットを加工していました。1台は油圧式、もう1台はサーボ電動式。パンフレット上の定格トン数は同じでした。.
油圧式のモーターはシフト全体を通して回転していました。オペレーターが部品を測っている間もポンプのうなりが聞こえました。電動式のほうはストローク間は沈黙です。動作すると、さっと下ろして曲げて戻る—まるで次の仕事に急いでいるかのようでした。.
どちらも必要な力を出せました。ですが、金を稼げたのは一方だけでした。.
これが初心者が見落とす差です。営業マンの売り文句は最大トン数。オペレーターの現実は、その力がどのように生成・制御され、稼働中にいくら支払うかです。プレスブレーキは側面に刻まれた数値だけのものではありません。それは駆動構造—動きと圧力を生み出す仕組み—であり、その構造がサイクルタイム、エネルギー消費、保守性、そして定格上限にどれだけ安全に近づけるかを決定します。.
トン数がエンジンの排気量だとすれば、駆動システムはトランスミッションと燃料システムです。そして多品種短納期の作業では、反応性が力よりも常に勝ります。.
では、油圧式・電動式・ハイブリッドを選ぶとき、実際に何を買っているのでしょうか?
古い製作工場に足を踏み入れると、必ずと言っていいほど見かけるものがある。双胴シリンダー、ビール樽ほどのオイルリザーバー、そしてあちこちに走るホース。油圧機械が高トン数の世界を支配しているのには理由がある。それはスケールできるということだ。.
300トン、400トン、800トンを求めるか? 油圧式なら、特殊なハードウェアなしでそこに到達できる。大きなシリンダー、大きなポンプ、高圧。単純なコンセプトだ。.
営業マンの売り文句:「無限のパワー。実績あり。信頼性抜群。出力が尽きることはありません。」“
オペレーターの現実:オイルのせん断熱、シールの摩耗、バルブのずれ、そして曲げていようがいまいが回り続けるポンプ。.
油圧システムは、オイルを加圧してシリンダーに送り込むことで力を発生させる。そのオイルはわずかに圧縮され、ホースはわずかに膨張し、シールはたわむ。全負荷で長い範囲に力をかける場合、その柔軟性は許容範囲内だ。しかし、短く、偏心した24インチのブラケット加工のような場合、システムは常に補正し続ける。メンテナンスが疎かになると、そのあたりから再現性がずれ始める。.
そして、ほとんどの購入者が痛い目を見て学ぶ詳細がある。フルトン数はベッドのごく一部にかけるようには設計されていない。多くのフレームは、作業長のおおよそ60%程度でしかフルロードを受けられない。以前、10フィートのブレーキは「300トンあるからどんな部品でも曲げられる」と言い張る顧客がいた。彼の最長部品は6フィートだった。短く厚い部品を、ほぼフルロードで中央でボトムベンドし始めたのだ。.
フレームは永久に歪んだ。.
パワーは彼を守らなかった。それはむしろ、間違いを拡大したのだ。.
そしてエネルギーの話。油圧機は、運転中に同等のサーボ電気式の約5倍の平均電力を消費することがある。システム圧を維持するためにモーターがほぼ常時回転しているからだ。年間3,000時間運転すれば、それははした金ではない。もう一人オペレーターを雇えるほどの金額だ。.
油圧式を買うべきなのは、常にトン数チャートの上位3分の1近い範囲で長く重いプレートを曲げ、生産量がメンテナンス体制を正当化できる場合だ。もしあなたの作業の80%が150トン以下の短期エアベンドであり、待機時のエネルギー消費、騒音、ドリフトを気にするなら、油圧式は避けたほうがいい。.
では、高トン数の世界を油圧式が支配しているなら、電動式は薄板やホビー工房向けにすぎないのだろうか?
電動ブレーキが「100トン未満のオモチャ」と見なされていた時代を覚えている。それが一般的な評価だった。.
だが、私は生産中平均約3キロワットで稼働する100トンの電動機を見た。一年間シングルシフトで運転する場合の消費電力を計算すれば、同等の油圧機のごく一部に過ぎない。しかも、その設計された部品の加工能力を犠牲にしていなかった。.
サーボ電動ブレーキは、サーボモーター駆動のボールねじまたはベルト駆動システムを使用する。オイルなし。アイドリングポンプなし。ラムが動かないとき、システムはほとんど電力を消費しない。動くときには、トルクが瞬時に、かつ精密に制御される。.
その結果? 接近速度の高速化、戻りの迅速化、そして極めて高精度な位置制御——最新設計ではミクロン単位の再現性を実現。.
営業マンの売り文句:「クリーン。速い。正確。省エネ。」“
オペレーターの現実:機械サイズごとの最大トン数に制限があり、荷重特性も異なる――長尺でのほぼ最大成形を繰り返すような使い方では、機械的限界を尊重しなければならない。.
とはいえ、「100トンの天井」論はもはや古くなりつつある。現在の100〜110トンクラスの電動ブレーキは、より大型の油圧機と価格が競合し、剛性の高いフレーム設計により複雑なクラウニング調整を不要にするほどの精度を実現している。軟鋼、ステンレス、アルミを予測可能な荷重で多品種少量生産する工場にとって、それは日常業務の大半をカバーする性能だ。.
そして、力が流体圧ではなくねじによって機械的に伝達されるため、反応は即座です。バルブの遅れなし。圧力の立ち上がり遅延なし。20個の部品を作り、調整し、さらに30個作るような短期間の作業環境では、その応答性が「実際の時間短縮」として現れます。.
しかし、率直な制約もあります。もしあなたの作業が実際に10フィートにわたり300トン以上を必要とするなら、電動だけでは解決策になりません。.
実際の負荷が定格範囲内にあり、利益がスピード、再現性、低運用コストに依存しているなら、サーボ電動式を購入すべきです。250〜400トンに達する厚板を日常的にフルベンドするような場合は、導入を見送ってください。.
では、電動の精度を求めながらも、ときに強大な力を必要とする工場はどうすればよいのでしょうか?
私は、500トンを大きく超える能力を持つハイブリッド機を稼働させている工場を見学しました。サーボモーターが需要に応じて油圧ポンプを駆動—常時全速運転のモーターもなく、持続的な圧力抜けもなし。アイドル時は静かで、負荷がかかると力強かった。.
従来の油圧機に比べてエネルギー節約は実際のものでした—類似の稼働サイクルで25%以上の節減—なぜなら、ポンプは成形が必要なときだけ作動するためです。サーボ制御による圧力と位置のフィードバックのおかげで、精度は従来油圧システムよりも高くなっています。.
理論上は、これで議論は終わったかのように見えます。.
営業担当者の売り文句:「油圧のパワーに電動の効率と精度を。」“
オペレーターの現実:初期コストが高く、制御システムが複雑。そして、その機械が真価を発揮するのは、能力範囲の両端を本当に必要とする場合だけです。.
私は経営者にこう質問します:「月に何時間、実際に200トンを超えて稼働していますか?」想定ではなく、営業の希望でもなく、「実際に」動いている時間です。.
答えが「四半期に数回の案件」なら、大型ハイブリッドは高価な保険です。答えが「毎日、長尺部品で」なら、納得のプレミアムです。なぜなら、その規模での故障や精度ずれは致命的だからです。.
ハイブリッドシステムは、従来のジレンマを再定義します。高トン数を得るために旧来の油圧の非効率を受け入れる必要はないと証明します。しかし同時に、不都合な事実も明らかにします。多品種少量生産の工場の多くは、実際には極端なトン数を必要としていないのです。必要なのは、俊敏性と時折の余裕。そして、その「余裕」はしばしば、機械の側面に記されている数値よりもずっと低いことがあります。.
薄板の高精度加工と、効率と力の両方が重要な高トン数・長尺曲げを頻繁に行う場合はハイブリッドを購入するべきです。「重い」作業がまれで、日常の利益が速度と低オーバーヘッドに依存している場合は見送ってください。.
しかし駆動方式を選んだ後、次の疑問が浮かび上がります。世界で最も俊敏で効率的なラムでも、バックゲージの位置決めやクラウニング補正が同じ精度でなければ、正確な部品は作れません。.
| カテゴリー | 油圧 | サーボ電動式 | ハイブリッド |
|---|---|---|---|
| コアポジショニング | 高トン数でメンテナンス要求の大きい作業用機 | 高速・高精度で、約100トンが上限(現行機では100〜110トンが一般的) | 油圧の力と電動の効率を組み合わせる |
| 力の生成 | シリンダー内に加圧された油;わずかな油の圧縮、ホースの膨張、シールのたわみ | ボールねじまたはベルト駆動システムがサーボモーターによって駆動され、機械的な力を伝達 | サーボモーターが必要に応じて油圧ポンプを駆動 |
| 営業担当者のセールストーク | 無限のパワー、実証済み、信頼性が高い | クリーン、高速、正確、省エネルギー | 油圧の力に電動の効率と精密さを兼ね備える |
| オペレーターの現実 | 熱、シール摩耗、バルブのずれ、ポンプが連続運転;保守を怠ると再現性が低下 | 最大荷重は制限される;機械的負荷限界を守る必要あり | 初期費用が高く、制御が複雑;全範囲を使い切る場合にのみ採算が取れる |
| エネルギー消費 | 高い;モーターがしばしば連続運転;同等の電動機と比べて平均消費電力がおよそ5倍 | 低い;主に動作中にのみ電力を消費(例では平均約3kW) | 中程度;従来の油圧方式に比べて約25%以上のエネルギー節約 |
| 精度と再現性 | 適切な保守下では良好;短時間または偏荷重下ではドリフトの可能性あり | 極めて高精度な制御;ミクロン単位の再現性;バルブ遅れなし | 従来の油圧よりも精密;サーボ制御による圧力とフィードバック制御 |
| 最適用途 | 高荷重域に近い長く重いプレート;大量・重量作業 | 高品種・短ロット作業(定格荷重以下での運用);速度と低運転コストを重視する工場 | 精度と頻繁な高トン数・長尺曲げの両方を必要とする工場 |
| 制限事項 | 全トン数はベッド長の約60%に制限されることが多く、集中荷重下でフレームにリスクあり | 長尺にわたる300トン以上の作業には不適 | 高トン数使用がたまにしかない場合は高価 |
| 購入すべき場合 | 定常的な重曲げにより、保守とエネルギーコストが正当化される | 実際の荷重が定格上限内に収まり、効率が重要な場合 | 作業負荷が薄物精密加工から頻繁な高トン数作業まで幅広い場合 |
| 購入を避けるべき場合 | 主に150トン未満の短ロット空曲げで、エネルギーと騒音に敏感な場合 | 定常的に250〜400トンで厚板の底曲げを行う場合 | 重作業がまれで、日々の利益が速度と低い間接費に依存する場合 |
そして、その次の利益層——または廃棄物——がそこにある。.
床で最も清潔なサーボ電動機を持っていようが、何日も稼働できるハイブリッドの筋力を備えていようが——部品が左右で同じ長さと角度でなければ、それは意味をなさない。.
力が曲げを生み、位置と補正が部品を生み出す。.
余裕があると思って機械を購入した工場が、実際には天井近くであることに気づいた例を見たことがある。トン数ではなく、再現性の問題だ。ラムは数値どおり動作し、駆動系統も問題なかった。しかし左側のフランジが右側より0.020インチ長く、中央角度が1度開いていた。ベッドが荷重によりたわんだからだ。今やシム調整、再曲げ、$3ポンドのステンレススクラップ処理、そして穴パターンの不一致について顧客に説明する羽目になる。.
損をするのは、プレスブレーキが十分な力を出せないからではない。ベッド全長にわたり寸法を再現できないからだ。.
そこから、バックゲージとクラウニングシステムは単なる付属品ではなく、利益を守る装置となる。.
セールスマンの売り文句:「6軸。完全な柔軟性。将来も安心。」“
オペレーターの現実:ほとんどの工場では、その半分も使わない。.
基本的な2軸ゲージ(X=奥行き、R=高さ)は、シンプルな部品の山を問題なくこなす。Z1/Z2(左右独立の動き)を追加すれば、現実的な複雑さの大半をカバーできる。特に長尺部品では、手動での位置替えがセットアップ時間を大幅に削るためだ。日々、4フィート以下のブラケット、チャンネル、ボックスを扱う工場では、6軸システム一式が大型トラックでピザを配達しているようなものだ。.
必要な道に対して馬力がありすぎる。.
しかし初心者が見逃すのはここだ。軸数は自慢話ではなく、独立制御のためにある。真の6軸ゲージ(X1/X2、R1/R2、Z1/Z2)は、それぞれのフィンガーが独自の平面で動ける。幅が広い部品と狭い部品を短いロットで交互に曲げるようなハイミックス作業では、今日の36インチパネルが明日の12インチオフセット部品に代わる。その独立性があることで、手動での再スクエアリングもシム調整も、オペレーターの「感覚修正」も不要になる。.
つまり、切り替えの速さが足りずに入札を逃すことがなくなる。.
私は6軸の柔軟性を2軸ゲージとスパナで無理やり再現しようとする工場を見てきた。動くには動く。だが遅い。そしてオペレーターが急ぐと、片方のフランジが0.030インチずれる。紙面上では機械は十分なトン数を持っていたが、実際には制御された位置決めが欠けていた。.
6軸を買うべきなのは、作業内容が1シフトの中で部品幅やオフセット、非対称形状に頻繁に変化し、セットアップ時間がボトルネックになる場合だ。反対に、収益の大半が独立したフィンガー制御を必要としないリピート部品から来る場合は、それを省いて差額をより良い金型やトレーニングに投資すべきだ。.
なぜなら、軸数の多さだけでは次の問題――機械そのもののたわみ――を解決できないからだ。.
8フィートのベッドに150トンをかけると、フレームはたわむ。それは欠陥ではない。物理現象だ。.
中央がわずかに開くため、部品の中央部の角度が甘く、端部はきついままになる。我々はこれを「センターボウ」と呼ぶ。これに補正を入れなければ、一日中角度を追いかけることになる。.
機械式クラウニングは、ベッドに組み込まれたくさびやカムを使って、制御された逆たわみを与える。ジョブのトン数と長さに合わせて一度設定すれば、たわみに対抗して押し戻す。シンプルで安定。配管のメンテナンスも少ない。.
油圧式クラウニングは、ベッド下のシリンダーを制御で動的に調整する。異なるトン数や材料を頻繁に切り替える際に柔軟でスピーディーだ。.
セールスマンの売り文句:「全長にわたる自動角度補正。」“
オペレーターの現実:ジョブごとにトン数が大きく変わる場合、油圧式クラウニングはセットアップ時間を短縮する。作業内容が予測可能なら、機械式システムの方が安定し、長期的に手間が少ない場合が多い。.
現場での計算をしてみよう。許容差±0.5度の10フィートのステンレス部品を想像してほしい。適切なクラウニングを省いた結果、中央が1度開いてしまったとする。そうなると、再加工してサイクルタイムを増やすか、部品に傷をつけるリスクを負うか、あるいはスクラップするしかない。短ロットで30個あればどうなるか。これはトン数の問題ではなく、たわみ制御の問題だ。.
油圧式クラウニングを買うべきなのは、スケジュールが1時間単位で薄板アルミから厚板鋼板へ飛び、素早いプログラム補正が必要な場合。作業内容が一貫していて、調整スピードより機械のシンプルさを重視するなら、機械式を選ぶべきだ。.
それでもなお、最後の問いが空中に漂っている。.
もしフレームがたわみ、ゲージが位置を調整するとしたら、ソフトウェアがその不足分を補うことはできるだろうか?
現代のコントローラーは、ベンドアローワンスを計算し、スプリングバックを補正し、さらには荷重表に基づいて動的なクラウニングカーブを適用することもできる。20年前に使っていたものよりずっと賢い。.
しかし、ソフトウェアは鋼材を硬くすることはできない。.
以前にも聞いたことがある。「制御が補正してくれる」と。確かに、ある範囲内では可能だ。フレームが剛性を保ち、たわみが予測可能であれば、コントローラーはラムの深さとクラウニングのプロファイルを微調整し、ベッド全体で角度を維持できる。.
しかし、機械が作業に対してサイズ不足であったり、摩耗していて不規則にたわむようであれば、ソフトウェアは推測するしかない。.
これが初心者には見えないギャップだ。彼らはトン数が安全網だと思い、その次にソフトウェアが第二の安全網だと思う。だが実際は、剛性、ゲージの安定性、クラウニングの精度こそが土台である。ソフトウェアはその仕上げをするに過ぎない。救いにはならない。.
もしあなたの機械の機械的基盤がしっかりしていて、より速い段取りとオペレーター依存の軽減を望むなら、高性能な制御装置を購入すべきだ。逆に、構造的な限界やアライメントの悪さを隠せることを期待して「スマート」なアップグレードをするのは無駄だ——それは無理だ。.
ここまでくれば、このパターンには見覚えがあるはずだ。より大きなラムは、より良い部品を保証しない。軸が多くても、より良い位置決めを保証しない。より賢いソフトウェアも、剛性を保証しない。.
では、駆動構造、位置決めシステム、たわみ制御が、製品が出荷されるかスクラップになるかを決めるとしたら、機械が曲げていないときの電気代、メンテナンス時間、アイドル時の時間にどんな意味があるのだろう?
そこから「静かなコスト」が語り始める。.
火曜日の午後2時15分、私は300トンの油圧プレスブレーキの前を通り過ぎた。それは20分間サイクルしていなかった。オペレーターは作業台で部品のバリ取りをしていた。モーターはまだ唸り、オイルが循環し、熱が上がっていく。何も曲げていなかった。.
そのような機械の電流計は、加工を止めてもゼロにはならない。システム内の圧力を維持するためにポンプが動き続ける。あなたは「待機状態」のために支払いをしているのだ。.
これが、多くの初心者が計算に入れない部分だ。彼らは最大トン数や角度公差にこだわる——それは当然だ——だが、利益性は最大負荷時に決まるわけではない。ベンドとベンドの間の時間で決まるのだ。再現性と制御が良品を生むなら、駆動システムはその「待ち時間」にかかるコストを決める。そして、多品種少量生産の現場では、その待ち時間がとても多い。.
さあ、元帳を開いてみよう。.
従来の油圧プレスブレーキは、一定速度のモーターがポンプを駆動している。ラムが動いていない間も、ポンプはバルブを通じてオイルを循環させ、システム圧を維持する。その結果、電力の連続消費、発熱、そして冷却の必要が生じる。.
200トンの油圧プレスブレーキに20〜30馬力の主モーターが付いていると想像してみよう。馬力はそのまま電力消費に直結する。そして、その機械がシフトの半分を実際には曲げていない状態で過ごしているとする——オペレーターが初品の測定をしたり、金型を交換したり、次の短いロットを準備している間に。多品種の工場では、それは仮定ではない。それが現実だ。つまり、それが「火曜日」なのだ。.
営業マンの売り文句:「電力が尽きることはありません。」“
操作する人の現実:使っていても使っていなくても電力を消費している。.
電動プレスブレーキ――サーボ駆動のボールねじまたはベルト――は、動作中にのみ大量の電力を引き込みます。待機中は静かに座っているだけです。オイル循環なし。圧力維持なし。熱による浸透もなし。.
不都合なのはここからです。フル負荷時には、電動機械は同じトン数を出すためにストロークごとにより多くの瞬間的な電力を必要とする場合があります。高い力、厚い材料、長い保持時間――油圧式はエネルギーの蓄積と供給方法が異なるため、重い曲げ作業ではむしろ効率的であることもあります。.
しかし、多くの短期生産の工場は一日中最大トン数で稼働しているわけではありません。12ゲージのブラケット、10ゲージのフランジ、アルミと軟鋼の混合加工などを繰り返しています——開始、停止、測定、交換、繰り返し。.
電源が入ったままで曲げ作業をしていない油圧ブレーキは、庭に止まってアイドリングしているディーゼルトラックのようなものです。準備万端に見え、力強い音がしますが、静かに利益を食い減らしているのです。.
あなたの機械が一日のほとんどを重負荷で過ごし、蓄えられた油圧エネルギーが有利に働くなら油圧式を購入してください。もし運転スケジュールがスタート・ストップを繰り返す短いバッチ中心で、アイドル時間が成形時間に匹敵するなら、過剰な油圧機構の導入は避けましょう。.
なぜなら、電力は費用項目の最初に過ぎないからです。.
すべての油圧システムは、まず流体管理システムであり、成形機械はその次です。オイルは劣化します。湿気を吸収します。ポンプやバルブから微細な金属粒子を運びます。フィルターは詰まり、シールは経年劣化します。.
私は油温が上がるにつれて粘度が変化し、その日のうちに角度精度がずれていくのを見たことがあります。朝の冷えた状態では部品が正確に仕上がりますが、午後になると半度ほど開く。だから本格的な作業の前に10〜15分暖機し、再校正し、深さを微調整する。それは故障ではありません。液体システムにおける物理現象です。.
これを5年間積み重ねてみましょう。定期的なオイル交換、フィルター交換、時折の漏れ、最悪のタイミングで破裂するホース。どれも単独では致命的ではありません。しかし、合わせると、それは計画せざるを得ないメンテナンスのリズムになります。.
サーボ電動システムは、オイルの代わりに機械的摩耗部品――ベルト、ボールねじ、ベアリング――を使用します。メンテナンス不要というわけではありません。ベルトは伸び、ねじは過負荷で摩耗します。しかしその劣化は通常より線的で予測しやすいです。ねじのバックラッシュは測定できます。ベルトを故障前に交換するスケジュールも立てられます。.
営業マンの売り文句:「油圧は頑丈で実績があります。」“
操作する人の現実:実績があるというのは、整備する項目のリストをすでに知っているということです。.
あなたの工場が毎日高トン数で稼働しているなら、その油圧部品は快適領域で働いています。もし「念のため」に300トンの機械を購入し、週の大半で60トン程度しか使っていないなら、普段ほとんど使わないストレスのためにシステムを維持していることになります。.
私は、余裕があると思って機械を購入したものの、実際には想定よりも天井に近かった工場を見たことがあります。トン数ではなく、間接費の面で。.
あなたの作業が流体システムの複雑さに見合い、そのメンテナンスコストを仕事量で償却できるなら油圧式を購入してください。作業が軽く、多様で、オイル管理を副業にしたくないのであれば、導入は避けましょう。.
そして、次は時間の問題です。.
私が一緒に働いたある工場では、15〜40個の部品を1バッチとして製造していました。材料を変え、工具を交換し、最初の1個で確認し、稼働させて、分解。これを一日中繰り返すのです。.
彼らの油圧式ブレーキは、毎朝オイル温度を安定させるためのウォームアップサイクルが必要でした。昼休みに停止すると、再起動後、温度が安定するまで角度がわずかにずれるのです。その都度10分、5分。ほんの少しずつ時間が削られていきます。.
ここで現場の計算をしてみましょう。ウォームアップと再調整のドリフトに毎日15分失うとします。年間250日の稼働で、合計60時間以上になります。労働時間にしておよそ1週間半が、温度管理のために消えているのです。.
電動式ブレーキなら? 電源オン。基準出し。稼働。オイルの粘度曲線を追いかける必要はありません。.
サイクルタイムも重要です。多くの電動機は加速・減速が速く、サーボモーターが直接動作を駆動するため、バルブを通る油の流れを待つ必要がありません。短いバッチでは、送りと戻りの速度が速くなることで、各サイクルの非加工部分が圧縮されます。20個の部品を曲げる際でも、1回あたり数秒短縮できれば、昼までに大きな差になります。.
しかし、ここで釣り合いを取る必要があります。もしあなたの工場が時折、電動機の最大能力近くの厚板を曲げるなら、力の限界を無視することはできません。電動機の中には、同等の油圧機が生み出せるほどの高トン数を発生できないものもあります。だから多くの賢い工場はハイブリッド構成を採っています。つまり、多品種少量の作業には電動機を、重負荷には油圧機を使うのです。.
その分業が意味することがあります。.
駆動の俊敏さ ― すなわち、始動・停止・切り替えの速さ ― は、短期生産の現場では最大出力よりも重要になることが多いのです。「大きいほど良い」と言えるのは、大型生産が中心の場合だけです。.
電動機の購入を検討すべきなのは、バッチが小さく、素材が中程度で、利益がウォームアップの少ない素早い切り替えにかかっている場合です。厚板ばかりを扱うなら、常に最大出力ぎりぎりで運用することになり、導入は見送るべきでしょう。.
なぜなら、稼働停止時間やメンテナンスのリズム、ウォームアップによるドリフトが帳簿にどう影響するかを一度見てしまうと、問いは「どれだけのトン数を買えるか?」ではなく、もっと鋭いものに変わるからです。.
自分の作業は実際に ― 一押しごとに、一時間ごとに ― 何を求めているのか? そして、その現実に合う駆動システムはどれなのか、それとも恐怖に基づいた選択なのか?


















