

先月、ある工場を訪れた際、オーナーが「ようやくブレーキ(プレスブレーキ)のオペレーターを補充できた」と誇らしげに話していました。しかし3週間後、その機械の後ろには、赤札が貼られたレーザー加工済みのブランク材のパレットが置かれていました。曲げ順序のミス、バックゲージ設定の誤りにより、400個の部品が廃棄処分となっていたのです。.
彼は2週間のダウンタイムを節約したつもりでしたが、3ヶ月分の後始末を買うことになりました。.
あなたは生産能力の問題を解決しているつもりかもしれませんが、実際にはボトルネックとなっている金型にスクラップを送り込み、なぜラインが歪んでいるのかと首をかしげているだけなのです。.
時給17ドルの1年目のオペレーターは、書類上は安く見えます。しかし、パンチの選定ミス、スプリングバック補正の不一致、監督者による付きっ切りの指導など、月額約500ドルのスクラップと手直し費用を加えると、計算はすぐに変わります。時給23ドルの3年目のオペレーターは、時給で6ドル高くつくかもしれませんが、廃棄ロスは月額50ドル程度まで減少します。昇給分は利益をほとんど圧迫しませんが、スクラップは利益を食いつぶします。.
視点を広げてみましょう。全米平均は時給20ドル前後です。「労働力不足」が叫ばれていても、賃金はここ数年ほとんど上昇していません。つまり、工場側がこの職種を依然としてコモディティ(単なる消耗品)として扱っているということです。だからこそ、能力ではなく「空きがあるか」で採用してしまうのです。.
採用を見送るべき候補:「学習が早い」「チームプレイヤー」「機械オペレーター(5年経験)」“
採用すべき候補:「チャートなしで曲げ余裕(ベンドアローアンス)を計算できる」「多段金型のセットアップ経験がある」「材質グレードに基づいたスプリングバックを説明できる」“
安価な人材の方が熟練者よりも高くつくのであれば、なぜ賢明なオーナーたちが同じ過ちを繰り返すのでしょうか?

新人が工具を探し回り、トン数の制限について質問し、図面を再確認しているせいで、プレスブレーキがシフトの60%しか稼働していないと想像してください。それは単なる40%のアイドルタイムではありません。レーザー加工機は待機し、溶接工は予定を変更し、出荷は遅れるという、40%の混乱なのです。.
CN-HAWEは年間売上高の8%以上を研究開発に投資しています。ADHはプレスブレーキ全般にわたる研究開発能力を有しており、実用的な選択肢を検討しているチームにとって、, レーザー切断機 ここでの実用的選択肢を評価するチームにとって関連する次のステップとなる。.
空席は目に見える痛みです。手直しは目に見えない出血です。前者はスケジュールに現れますが、後者は材料のバラつきや監督者の残業代の中に隠れてしまいます。.
あなたに意識してほしい転換点はこれです:ダウンタイムは固定費ですが、手直しは雪だるま式に増えるコストです。.
採用すべき候補:最初の曲げの前に内側半径について質問する人。採用を見送るべき候補:「ずっと機械を扱ってきた」とだけ言い、それ以上の説明がない人。.
では、スクラップの計算がこれほど明白なのに、なぜ「プレスブレーキの経験」があっても解決しないのでしょうか?
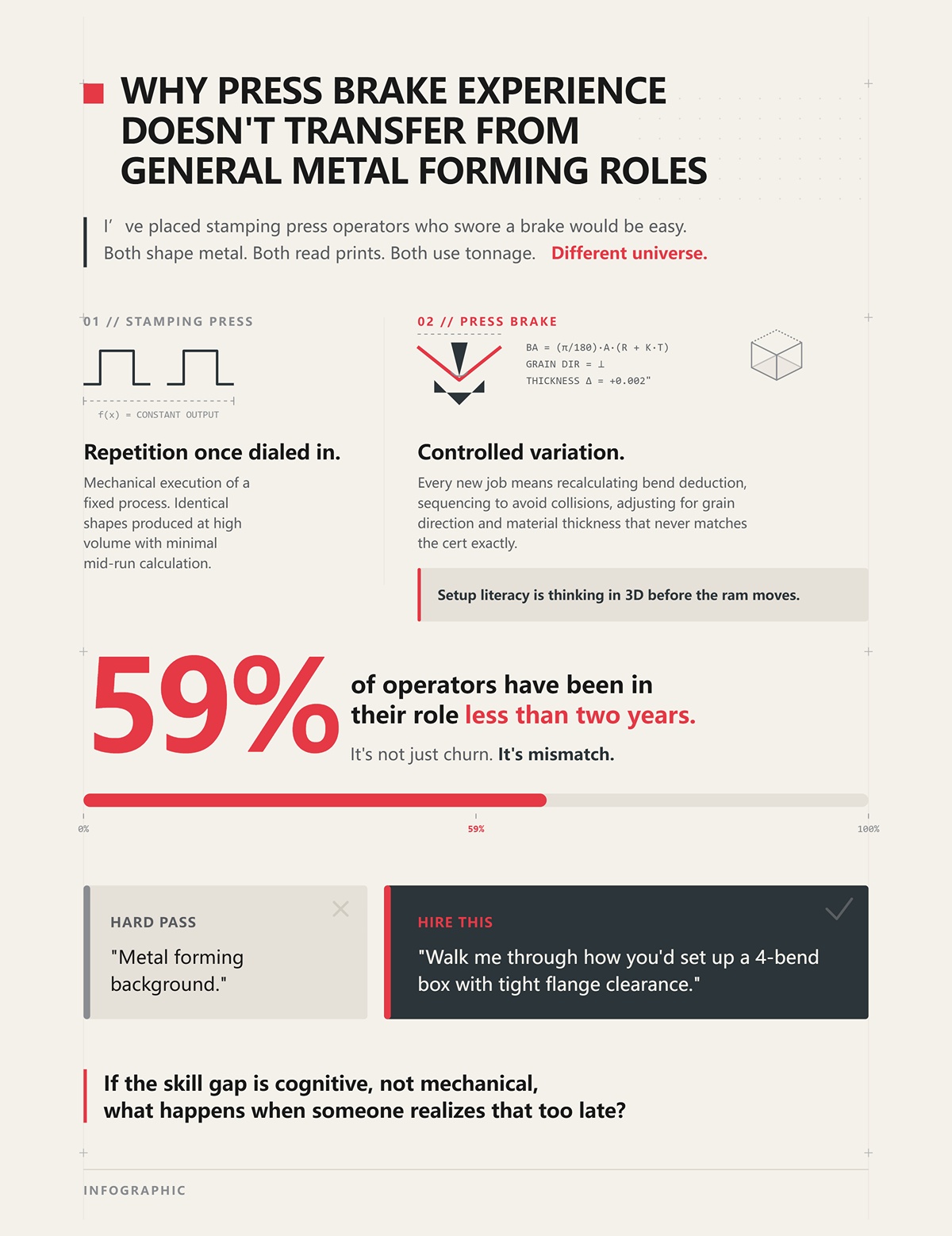
私はこれまで、プレスブレーキなど簡単だと言い切るスタンピングプレスのオペレーターを何人も配置してきました。どちらも金属を成形し、図面を読み、トン数を使用します。.
しかし、全く別の世界なのです。.
スタンピングプレスは、一度設定すれば繰り返しの作業です。一方、プレスブレーキは「制御された変動」の連続です。新しい仕事のたびに、曲げ減算の再計算、干渉を避けるための順序立て、証明書とは微妙に異なる材料の厚みや目方向への調整が必要になります。セットアップの知識とは、ラムが動く前に三次元で思考できる能力のことなのです。.
これが、オペレーターの59%が勤続2年未満である理由です。単なる離職ではなく、ミスマッチなのです。.
採用を見送るべき例:「金属成形の経験者」。採用すべき例:「フランジのクリアランスが厳しい4曲げボックスのセットアップ方法を説明してください」と問いかける。“
スキルギャップが機械的なものではなく認知的なものである場合、その事実に遅れて気づいたとき、何が起こるでしょうか?

90日が経過すると、アドレナリンは消え失せます。騒音、ペース、数千枚の材料に対する責任が、肩に重くのしかかります。これは単なるボタン押しではありません。プレッシャーの中での判断力なのです。.
その時、私は静かな退職を目の当たりにします。あるいはさらに悪いことに、質問をやめて推測で作業を始める、やる気を失ったオペレーターの姿です。.
10年以上勤務するオペレーターは12%です。5年以上続くのはおよそ30%です。彼らは単にタフなだけではありません。セットアップを理解し、プログラミングやリーダー職、時給25ドル以上への道筋が見えている人々です。セットアップの知識は単なる採用のフィルターではなく、定着率を高めるための手段なのです。.
採用すべき例:プログラミングの道筋や工具の在庫について質問する候補者。採用を見送るべき例:交代勤務の手当だけに固執する人。.
もし、空席を早く埋めることが離職の連鎖を助長しているのなら、空き状況だけで採用するのをやめ、セットアップ思考があるかどうかを評価し始めたらどうなるでしょうか?
前四半期、あるオーナーが私に言いました。「ブレーキプレスオペレーターが必要だ。最低2年の経験者で」。私は一つの質問をしました。 「何トンのプレス機で、どの制御装置を使いますか?」 沈黙が流れました。彼は知りませんでした。現場のリーダーも知りませんでした。求人広告はそのまま公開されました。.
そうやって、ボタン押し作業員という賭けに出るのです。.
空き状況だけで採用することが不良品を生むことは、すでにお分かりでしょう。ここが転換点です。機械、制御装置、そして必要なセットアップ思考のレベルを定義できなければ、セットアップの知識を見極めることはできません。それを見極められなければ、ボトルネックとなる金型に不良材料を詰め込み続け、なぜ下流で圧力がかかるのかと不思議に思うことになるのです。.
真の職務定義とは、ブレーキプレス(135トンか、230トンか)、制御装置(Delemか、Cybelecか)、材料の組み合わせ(11ゲージのA36か、14ゲージのステンレスか)、そしてオペレーターがセットアップシートを作成するのか、それとも従うだけなのかを明記することです。その具体性は、人事担当者の体裁ではありません。面接が始まる前に行う技術的な監査なのです。採用基準を実際の機械能力に合わせるなら、まずはプラットフォームそのものから始めましょう。CN-HAWEの プレスブレーキ製品ライン は、検証済みのフレーム強度と剛性を備え、高精度の曲げ加工シナリオ向けに構築されています。これにより、その役割に真に必要なセットアップの知識と制御装置の習熟度を定義することがはるかに容易になります。.
採用を見送るべき例:「プレスブレーキオペレーター募集。経験2年以上」。採用すべき例:「Delem DA-66T搭載の230トンCNCブレーキプレス。曲げ補正値を独自に計算し、多段階の金型セットアップを構築できること」。“
あなたの求人広告がその監査を通過できないのであれば、候補者にそれを期待できるはずがありません。
かつて私は、二人とも「プレスブレーキ経験3年」という二人のオペレーターを面接したことがあります。一人は、ジョブショップで薄板のブラケットを製造する90トンの機械を、基本的なCybelec制御装置で操作していました。もう一人は、Delem制御装置を備えた350トンの機械を操作し、オフラインでプログラミングを行い、1/4インチの鋼板用に段取り替え(ステージング)を管理していました。.
書類上は同一です。.
現場では、全くの別物です。.
制御装置が重要なのは、それがオペレーターの思考方法を決定づけるからです。Delem環境では、グラフィカルなプログラミング、曲げ順序のシミュレーション、干渉チェックが一般的です。古い機械のCybelecでは、手動入力が多く、経験則に頼る必要があるかもしれません。どちらが「優れている」わけではありません。しかし、それぞれ異なるスキルが養われます。もしあなたの工場がオフラインプログラミングやツールライブラリに依存しているのに、作業指示書から角度を入力することしかしたことがない人を雇えば、監督者がつきっきりで教える羽目になるでしょう。.
トン数が重要なのは、それが結果を変えるからです。薄板の作業はミスを許容しますが、厚板はそうではありません。スプリングバックの挙動も異なります。工具のたわみもすぐに現れます。荷重がかかった状態でのトン数制限を計算したことがないオペレーターは、3/16インチのステンレス鋼にラムが降りてくる際、躊躇するか、最悪の場合、勘に頼ることになります。.
ここで勤続年数のデータを重ねてみましょう。オペレーターの59%が、現在の役割に就いてから2年未満です。つまり、「2年以上」でフィルタリングしても、熟練度を抽出しているわけではありません。離職率の高い集団をランダムに切り取っているに過ぎません。真の境界線は、勤務期間ではありません。セットアップシートに従う段階から、自分で作成できる段階へ移行したかどうかです。.
面接でこう尋ねてみてください。「フランジのクリアランスが厳しい4曲げの箱をセットアップする手順を説明してください。曲げ順序はどうしますか?また、その理由は?」もし相手がこちらから促す前に干渉リスクや工具の高さについて語り出せば、その人はセットアップの知識にかなり近いと言えます。.
不採用の基準:「機械の背景知識がない『ブレーキ経験3年』」。採用の基準:「Delem制御装置のプログラミング経験あり、セットアップ時間を20%削減するための工具段取り経験あり、初品検査シートの作成経験あり」。“
経験にこれほどのばらつきがある場合、工場を問わず基本的な能力を証明するものは何でしょうか?
以前、ある候補者がテーブル越しにカードを差し出しました。FMA精密プレスブレーキ認定証でした。多くの経営者はこれを見過ごしますが、そうしてはいけません。.
これは、このニッチな分野における数少ない標準化された認証の一つです。図面の読み取り、曲げ計算、工具選定、安全管理、セットアップ手順をテストします。「ブレーキを触ったことがある」というレベルではありません。実証された知識です。.
完璧でしょうか?いいえ。認定を受けていても、まだ経験が必要なオペレーターには会ったことがあります。しかし、認定を受けるには、曲げ許容量、曲げ控除、K係数といった数学的な知識に触れる必要があり、それが「勘」と「予測」を分けます。これは、そのオペレーターが少なくとも機械の論理的な側面と格闘してきたことを示しています。.
スクラップ(不良品)のコストを思い出してください。1年目のオペレーターは月に約500ドルの手直しコストを発生させる可能性がありますが、3年目にはそれが50ドル近くまで下がることがあります。時給23ドルの3年目のオペレーターは、時給が6ドル高いかもしれませんが、廃棄コストは月に50ドル近くまで下がります。この差は魔法ではありません。能力です。認定が3年目のパフォーマンスを保証するわけではありませんが、その軌道に乗っていることを示す数少ない外部指標の一つです。.
セットアップの知識を重視すると言いながら、それをテストする唯一の業界資格を無視するなら、自分の価値を理解している真剣なオペレーターに対して矛盾したメッセージを送ることになります。.
不採用の基準:品質が重要だと主張しながら「経験者優遇、資格不要」とすること。採用の基準:「FMA認定保持者、または技術面接において同等の曲げ計算およびセットアップ能力を実証できること」。“
認定は数学的な知識に触れたことを証明します。しかし、画面の先にあることを考えられるかどうかは、どう見極めればよいのでしょうか?
簡単なテストを教えましょう。「プログラムされた曲げ角度を上書きするのは、どのような時ですか?」と尋ねてみてください。“
ボタンを押すだけの作業員は「オフなら調整する」と言います。オペレーターは「材料の厚みのばらつきと木目(目)の方向によります。プログラムを触る前に、実際の厚みを証明書と照らし合わせ、スプリングバック(跳ね返り)を考慮して調整します」と言います。“
その答えを聞けば、彼らがメカニズムを理解しているのか、それとも結果だけを見ているのかが分かります。.
CNCプログラミングの知識とは、ゼロからGコードを書くことではありません。制御装置が何を計算しているのか、そしてそれがいつ間違っているのかを理解することです。材料が公称通りの厚みであることは稀です。工具の摩耗は結果を変えます。エアベンディングとボトミングでは、必要なトン数やスプリングバックの挙動が異なります。数値が存在する理由を知っているオペレーターなら、上司を呼ぶことなく自分で修正できます。.
賃金データがこれを裏付けています。未経験のブレーキプレスオペレーターの時給は10ドル台後半が相場です。そこに本格的なCNCプログラミング能力が加われば、20ドル台半ばになります。市場はすでにこの認知能力の飛躍を評価しているのです。もし求人広告に「CNC経験者歓迎」と書きながら、実際には独立した段取りを求めているのであれば、それは中級レベルの思考を求めているのに、未経験者レベルの給与を提示していることになります。.
採用を見送る例:「プログラムを読み込んで部品を加工した」。採用すべき例:「曲げ順序を編集し、材料ロットに基づいてK係数を調整し、オフラインプログラミングによって段取り時間を短縮した」。“
思考力があり、数学的知識もあるのに、なぜ最初の90日で辞めてしまう人がいるのでしょうか?
コンクリートの上での10時間シフトを想像してください。安全靴を履き、足踏みペダルを繰り返し操作します。長いフランジを避けるために、40ポンド(約18kg)の板材を胸の高さまで持ち上げます。回転させ、位置を合わせ、曲げる。その繰り返しです。.
ほとんどの求人広告を読んでみてください。「活気ある環境」としか書かれていません。それだけです。.
製造業では、機械オペレーターの12〜18%が90日以内に離職します。その一部はスキルの不一致ですが、一部は身体的な現実が予想以上に過酷であるためです。体が限界に達すると、集中力も失われます。ブレーキプレスにおいて集中力を失うことは、不良品の発生、あるいはそれ以上の事態を意味します。.
もしあなたの職場が、単独のオペレーターで4×8フィートの板材を日常的に扱うのであれば、そう明記してください。交代がほとんどなく、8〜10時間の立ち仕事を求めるなら、それも明記してください。長く続くオペレーターは、精神的に備わっているだけでなく、身体的にも準備ができています。そして、負荷について正直な職場を尊重するのです。.
定着率を高めたいなら、初日を迎える前に期待値と現実を一致させてください。.
採用を見送る例:「製造現場で働けること」。採用すべき例:「10時間の立ち仕事。最大50ポンド(約23kg)の持ち上げを繰り返し行う。75ポンド(約34kg)を超える板材はチームでの持ち上げが必要。疲労軽減マット完備」。“
機械を定義し、数学を定義し、身体的要件を定義してください。.
それができれば、次に考えるべきは「何を探すか」ではありません。.
「すでにその条件を満たしている人材をどこで見つけるか」です。.
昨年の春、私はDelem制御装置を備えた175トンのブレーキプレスのために求人を出しました。大手求人サイトに掲載したところ、10日間で200人の応募がありました。しかし、Google検索なしで曲げ補正(ベンドデダクション)を説明できる人は一人もいませんでした。.
同じ週、私は長年付き合いのある3つの小規模工場に電話をかけました。どの工場にも、制御装置で直接プログラミングができ、頭の中でスプリングバックを計算し、後輩を指導できるオペレーターが一人ずついました。彼らは誰も「求職中」ではありませんでした。求人サイトをスクロールなどしていません。彼らは現場でバリバリ働いていたのです。.
ここであなたが戦っているメカニズムはこれです。大手求人サイトは、段取りの知識ではなく、キーワードのボリュームを評価します。時給16ドルのボタン押し作業員(多くの都市部データで求人の約70%を占める)と、時給28ドルの段取り技術者(少数派)を混ぜ合わせ、平均的な給与を提示することで、あたかも健全な中級職であるかのように見せかけています。そのノイズが、本来のシグナルを埋もれさせてしまうのです。結局、クリック数を稼ぐために作られた山の中で、後から数学的思考や機械的推論の選別を行う羽目になるのです。.
では、熟練者はどうでしょうか?プレスブレーキオペレーターの90%以上が、民間企業で長年働き続けています。2021年に失業率が6%を超えて急騰した時でさえ、そのほとんどが職場に留まりました。忠誠心と安定した残業代は、顔の見えない求人情報に賭けるよりも確実です。「求人を出して祈る」という計画では、優秀な人材がいる場所で釣りをしていないのと同じです。.
だからこそ、採用を数合わせのゲームのように扱うと、必ずダウンタイムが発生するのです。Delem制御装置をプログラムし、パニックにならずにK係数を調整できるオペレーターは、公の求人市場にはいません。彼らは育成されているか、紹介されているか、あるいは静かに引き抜かれています。.
では、実際にセットアップの知識を持った人材を確保したい場合、どこに行くべきでしょうか?
2年前、私はオハイオ州のコミュニティカレッジのラボを訪れました。90トンのトレーニング用ブレーキの周りに6人の学生がいました。指導員が作業を中断させ、「なぜフランジが伸びたのか?」と尋ねました。ある学生が「材料が公称値より0.008インチ厚かった。スプリングバックが変化したからです」と答えました。“
その学生は、製造現場で働いた経験は一度もありませんでした。しかし、すでに3年目のオペレーターのような考え方をしていました。.
この業界への主な入り口は、依然として職業訓練プログラム、見習い制度、専門学校です。学位が重要だからではありません。実践的な経験が重要だからです。プログラムが、学生が実際の生産スケジュールに触れる前に、図面の読み方、曲げ代の計算、安全なセットアップ手順を教えれば、あなたの金型に適合する「原石」を手に入れることができます。.
しかし、ここには落とし穴があります。一部のプログラムは、セットアップを考えられる人材ではなく、単なる機械の番人を量産しています。もし求人掲示板に投稿するだけなら、また数合わせの採用に戻ってしまいます。.
戦略を変える必要があります。諮問委員会に参加してください。実際の図面を持ち込みましょう。学生が監督下で完全なセットアップ(工具選定、トン数計算、初品検査)を完了しなければならない有給インターンシップを提供してください。履歴書を採用するのではなく、早い段階で能力を評価するのです。.
確かに時間はかかります。しかし、採用ミスによる6ヶ月間の不良品発生や離職と比べてみてください。どちらにせよ、それは損益計算書上のスクラップ(無駄)です。一方の道は、人材のパイプラインを築いてくれます。.
採用を見送るべき対象:「機械加工プログラム卒業」とあるが、セットアップのプロジェクト実績がない者。採用すべき対象:曲げ計算、工具チャート、指導員が署名した初品検査レポートを含む卒業制作を見せられる学生。.
専門学校は、若手人材への近道です。しかし、すでにプレッシャーの中で考える訓練を受けている人々はどうでしょうか?
基地の転属パネルで、元91E(連合軍事専門職)の人物に出会いました。彼は装甲車両の整備で汎用フライス盤、旋盤、加工機器を操作していました。4回曲げの箱をどう作るか尋ねると、私が質問を終える前に、手順、工具のクリアランス、材料証明書について語り始めました。.
彼はボタン操作だけでなくシステムを理解していたため、次の職場でのダウンタイムを2週間短縮しました。.
特定の軍事職種は、この仕事に明確に結びつきます。91E(陸軍機械工)、2A7X1(空軍航空機金属技術者)、海軍の船体整備技術者などです。これらの職務には、図面の読み取り、測定の規律、予防保全の考え方が求められます。彼らは推測ではなく、診断するように訓練されています。.
「彼らにはプレスブレーキの経験がない」という反論をよく耳にします。確かにそうです。しかし、彼らはストレス下での論理的思考力を持っており、それこそが教えるのが最も難しい資質です。制御装置の操作は訓練できますが、認知的な規律を築くには時間がかかるからです。.
そして、これは慈善事業のパイプラインではありません。戦略的なものです。技術的な職種を終えて退役する軍人は、多くの場合、構造化された移行プログラムに参加しており、雇用主は単に履歴書を読むだけでなく、スキルの実演を観察することができます。適切に関与すれば、それは組み込み済みの審査プロセスとなります。.
採用を見送るべき対象:「軍歴あり」とあるが、技術的なMOSとの関連性がない者。採用すべき対象:91E、2A7X1、またはそれと同等の職種で、加工および測定の責任を負った経験がある者。.
専門学校は若い人材を確保し、退役軍人は成熟と規律をもたらします。しかし、もしあなたが必要とするまさにそのオペレーターが、すでに近所の工場でブレーキを操作していたらどうしますか?
私は以前、1980年代の油圧ブレーキ(基本的な制御装置付き)を使い続けている工場で12年間働いていたオペレーターを転職させたことがあります。彼は不満を抱いていたわけではありません。ただ、限界に達していたのです。新しい工具もなく、オフラインプログラミングもなく、成長もありませんでした。.
彼は、最新の制御装置を備えた350トンプレス機に投資している工場へ移りました。数ヶ月のうちに、彼はセットアップ時間を18%短縮しました。自分の思考に見合うツールをようやく手に入れたからです。.
データを思い出してください。プレスブレーキのオペレーターは民間企業に集まっており、定着する傾向があります。求人広告を出すだけでは彼らを動かすことはできません。しかし、業界の統合、経営者の高齢化、あるいは慢性的な投資不足は、静かな不満を生み出します。.
倫理的な引き抜きとは、単に人員を奪うことではありません。能力が制限されている場所を特定することです。売却の噂がある工場、後継者がいない定年退職間近の経営者、設備投資計画がなく時代遅れの制御装置を使い続けている施設を探してください。そして、より良いツールライブラリ、研修予算、資格取得支援といった明確な価値提案を携えて、慎重にアプローチするのです。.
卓球台を設置すると約束するわけではありません。技術的な成長の場を提供しているのです。.
ここにはリスクがあります。忠誠心は両刃の剣です。決して離職しない人もいます。また、アプローチが雑であれば、狭い業界内での信頼関係を壊すことになります。これはスパムのような採用活動ではなく、外科手術のような繊細な作業です。.
避けるべきこと:半径50マイル以内のすべてのオペレーターへの一斉メッセージ送信。推奨すること:停滞した環境にいる高スキルオペレーターへのターゲットを絞ったアウトリーチと、具体的な能力開発計画の提示。.
“「安価な人材の採用が熟練者の採用よりも高くつくのなら、なぜ賢明な経営者は同じ過ちを繰り返すのか」”
それは、彼らがアクセス権ではなく、目先の露出を追い求めているからです。.
セットアップに精通したオペレーターが実際にどこに現れるかは分かりました。次の問題はより困難です。学生、ベテラン、あるいは熟練のプロであれ、彼らがパイプラインに入ったとき、ボトルネックとなる金型に触れさせる前に、自信満々な言葉と実際の能力をどう見分けるかです。
昨年、ある工場の経営者から電話がありました。新入社員が9日目に4,800ドルの順送プレス型を破損させたとのことでした。そのオペレーターの履歴書には「プレスブレーキ経験7年」と書かれていました。経歴は申し分なく、握手も自信に満ちていたそうです。誰もやっていなかったのは、彼が図面を読み、曲げ補正を計算し、250トンのボトルネック機に触れさせる前にノギスで初品を証明する様子を確認することでした。.
セットアップの習熟度は履歴書では確認できません。部品を確認するのと同じ方法、つまり「測定」によって確認するのです。.
ここが転換点です。アクセスによって、優秀かもしれない候補者を得ることはできます。現場監査は、誰が実際に優秀であるかを教えてくれます。性格診断や「過去の経験を教えてください」といった質問ではありません。測定、数学、シーケンス論理、そして監督下での実機セットアップといった、制御可能で観察可能な摩擦を通じて判断するのです。このステップを省けば、あなたは「期待」を採用することになります。そして期待とは、損益計算書上のスクラップ金属に過ぎません。.
資格にも役割はあります。FMA(精密板金加工協会)の精密プレスブレーキ認定は優れた指標ですが、彼ら自身もそれが専門免許ではなく、習熟を意味するものではないと明言しています。メーカーの研修は、ペーパーテストよりも実技を重視します。それは良いことです。この監査も同様です。過度なテストをするのではなく、ボトルネック工程が課すのと全く同じ認知負荷を再現しているのです。.
避けるべきこと:技術的な実証を伴わない「7年以上の経験」。推奨すること:認定の有無にかかわらず、制御された観察可能なセットアップテストに合格できる人材。.
能力でフィルタリングするなら、どこから始めるべきでしょうか?
私は以前、ある候補者に、なぜ4年間で3回もブレーキ加工の仕事を辞めたのか尋ねたことがあります。彼の答えはこうでした。「エンジニアリング部門が図面を間違え続けた。材料はいつも間違っていた。経営陣はすべてを急がせた」。彼自身が結果をコントロールするために何をしたかについては、一言もありませんでした。.
プレスブレーキにおいて、制御とは仕事そのものです。.
20分間の電話面接で、私はカリスマ性を見ているわけではありません。責任感の所在を確認しているのです。「前職で最初に失敗した製品について教えてください。何が間違っていて、どう修正しましたか?」と尋ねてみてください。セットアップに精通したオペレーターなら、内側の半径のばらつき、目(圧延方向)、スプリングバックの補正、金型の交換、曲げ余裕の再計算について語るはずです。具体的な内容、手順、数値が出てくるでしょう。.
ボタンを押すだけの作業者は、誰が間違った展開図を渡したかという話しかしません。.
転職回数も重要です。転職が悪いからではなく、そのパターンを見れば、そのオペレーターが機械を習得した後に根を下ろすタイプなのか、セットアップが複雑になると逃げ出すタイプなのかがわかるからです。熟練オペレーターの90%は、特定の工場に腰を据えて働くということを覚えておいてください。短期間での転職を繰り返すのは、多くの場合、考える力ではなく、ただ機械を監視する能力で頭打ちになっていることを示唆しています。.
これは態度の問題ではありません。プレッシャー下における認知の成熟度の問題です。.
採用見送り:「ペースの速い環境」「適応力のあるチームプレイヤー」といった言葉だけで、裏付けとなる技術的なエピソードがない場合。採用すべき人:曲げ計算のミスと、それを修正するために使用した数学的根拠を詳細に説明できる人。.
口先だけで語れるのは結構なことです。では、自分が作ったものを測定できるのでしょうか?
候補者に単純な2回曲げのテストピースとノギスを渡してください。助言はせず、「検査してください」とだけ伝えます。“
5回の面接よりも、この5分間で多くのことがわかります。.
彼らの視線に注目してください。最初にフランジの長さを確認しますか?内寸と外寸のどちらを測りますか?長さの誤差を責める前に、ゲージで角度を確認しますか?1度の誤差がフランジの長さによって直線寸法にどれほど影響するかを理解していますか?
目視で角度を完璧に合わせながら、測定面を間違えたために±0.010の公差を外すオペレーターを何度も見てきました。それは機械の問題ではなく、図面読解力の問題です。.
業界の無料オンライン評価では、実技に入る前にY14.5図面規格や曲げ余裕計算の知識不足が露呈することがよくあります。私はノギス試験の前に、基本的な曲げ引き代、トン数見積もり、目(圧延方向)の指定といった短い筆記テストを行い、それを反映させています。これにより自信が覆されることもあります。一番声の大きい候補者が、基本を忘れていることもあるのです。.
完璧さを求めているのではありません。プロセスを求めているのです。ノギスをゼロ点調整するか?寸法が積み重なって合わない場合に図面を疑うか?公差の累積を理解しているか?
時給23ドルの3年目のオペレーターは、時給6ドル高いかもしれませんが、廃棄ロスは月間で50%近く減る可能性があります。その差はまさにここ、測定の規律に表れるのです。.
採用見送り:一度測定して肩をすくめ、「だいたい合っています」と言う人。採用すべき人:確認し、照合し、図面を参照し、ばらつきの理由を説明できる人。.
測定はできる。よし。では、金属を曲げる前に思考できるかを見てみましょう。.
実際の生産図面をテーブルに広げます。4回の曲げ。混在するフランジ長。厳しい内寸。たった一つ質問してください。「あなたのセットアップ手順を説明してください。」“
沈黙は問題ありません。考えている証拠ですから。.
セットアップに精通したオペレーターは、まず材料の種類と厚みを確認することから始めます。次にツール選定、つまり板厚に対するVダイ幅や目標とする内側半径を決定します。続いて、ブレーキプレスへの過負荷を避けるためのフィートあたりのトン数計算を行います。最後に、衝突やフランジの挟み込みを防ぐための曲げ順序の計画を立てます。.
物理法則が重要である以上、その手順も重要だからです。.
主要なブレーキプレスメーカーのトレーニングガイドには、基本的な図面の読み方や安全なセットアップを習得するだけでも数週間から数ヶ月かかると明記されています。複雑なCNCや大型トン数のセットアップにはさらに時間がかかります。このテストが存在する理由はまさにそこにあります。もし彼らがまだ習得していないのであれば、本番環境でリスクを冒す前に、このテストでそれを見抜くことができます。.
その学習曲線を実際の機械性能と比較検討したい場合は、以下をダウンロードしてください。 CN-HAWE技術パンフレット CNCプレスブレーキおよび板金システムの詳細な仕様については、こちらをご覧ください。フレーム設計、トン数定格、制御構成、対応する曲げ加工を確認すれば、適切なセットアップトレーニングが不可欠である理由がよくわかります。現代の100% CNCベースの機器は精密に設計されていますが、それでも基礎を理解しているオペレーターの存在が不可欠なのです。.
あなたは学習者を不合格にしているのではなく、単なる作業者と「考える技術者」を見分けているのです。「曲げ余裕を確認する必要があります。計算方法はこうです」と言える候補者は投資する価値があります。「機械が勝手に計算してくれる」と言う候補者は、そうではありません。.
制御装置を魔法のように扱う人は、将来的に金型を破損させる原因となります。.
不採用の基準:「エンジニアリング部門から渡されたプログラムを入力するだけです」。採用の基準:制御装置に触れる前に、曲げ補正の計算と衝突リスクについて説明できる。.
紙の上や口頭でのやり取りは管理された環境ですが、製造現場はそうではありません。では、1万ドルの金型を賭けることなく、どのようにプレッシャーをかけてテストすればよいのでしょうか?
私は有給の実技面接を、重要度の低い部品を使った半日の監督付きセットアップとして構成しています。スクラップ仕事ではなく、実際の形状を用いた管理されたリスク環境です。トン数を制限し、最初の製品を一緒に検査し、実際の制約下での意思決定を観察します。.
私が紹介したあるオペレーターは、最初の曲げの前に材料のわずかな反りに気づき、バックゲージの位置を調整しました。そのシステム思考は予防保全やセットアップの標準化にも活かされ、彼は次の職場での2週間のダウンタイムを未然に防ぎました。あなたが購入しているのは、まさにその能力なのです。.
「大丈夫だろう」と言ってトン数の警告を無視する候補者と比べてみてください。それが金型を割る原因であり、ラムの精度が疑われる原因であり、誰かが材料のせいにし続けるまで不良品が静かに積み重なっていく原因なのです。.
これはやりすぎでしょうか?一度の金型破損、パンチホルダーの損傷、あるいはレーザー加工機の後ろに積み上がる400枚の曲げ損じの山と比べれば、決してそんなことはありません。.
実技面接に数百ドルを支払うことは、数万ドルの損害と数ヶ月の離職による損失を防ぐための保険です。.
採用基準を厳格化するのであれば、オペレーターが扱う機械やプロセスについても負荷テストを行う価値があります。CN-HAWEの100% CNCベースのポートフォリオは、ハイエンドの曲げ加工、レーザー切断、溝入れ、シャーリング、板金自動化を網羅しており、プレスブレーキやインテリジェント機器全体にわたる継続的な研究開発に支えられています。そのため、初日からオペレーターの能力と機器の能力を一致させることができます。機械の構成、セットアップ要件、または貴社の生産ミックスへの適合性評価に関するご相談については、以下から CN-HAWE に連絡して お問い合わせを開始してください。.
不採用の基準:有給の試用を拒否する、または監督付きの検査に抵抗する。採用の基準:精査を歓迎し、リアルタイムで決定の理由を説明し、フィードバックを求める。.
「Access」はパイプラインを充実させます。現場の監査は、不適格な人材による不良品からボトルネックを守ります。.
ここで新たなリスクが忍び寄ります。ようやくセットアップの知識があるオペレーターを採用できたとして、最初の90日以内に辞めてしまうのをどうやって防ぐのでしょうか?
あなたは彼らを厳しく審査しました。トン数の計算、工程の計画、初回製品の検査を、手取り足取り教えることなくこなす姿を見届けました。そしてついに、ボトルネックとなっていた金型に精密な材料を投入させたのです。.
それから6ヶ月後、彼らはいなくなっています。.
これこそ、誰も警告してくれない部分です。セットアップの知識があるオペレーターであっても、最初の30日間がまるで監視役もなしに200トンのプレス機に放り込まれるような感覚であれば、辞めてしまいます。能力は採用の決め手になりますが、定着するかどうかは環境が決めるのです。.
ここには耳の痛い真実があります。最初の90日以内の離職のほとんどは、給与が原因ではありません。それは「混沌」が原因です。工具の基準がなく、セットアップの文書化もなく、ミスの許容範囲も明確ではありません。新入社員は部品を曲げることよりもパンチを探すことに時間を費やし、「新しい専門家」という理由でプレッシャーを一身に受けることになります。“
それが、優れた人材がダメになっていく理由です。.
“「安価な人材の採用が熟練者の採用よりも高くつくのなら、なぜ賢明な経営者は同じ過ちを繰り返すのか」”
なぜなら、採用さえすればボトルネックは解決したと思い込んでいるからです。実際は違います。ストレスのポイントをオンボーディングという下流工程に移動させたに過ぎません。.
やってはいけないこと:「泳げるか沈むか試すために放り込む」。やるべきこと:明確な業務体験、フィードバックループ、リスク管理を盛り込んだ、書面による30日間の育成計画。.
では、そのプロトコルは通常どこで最初に破綻するのでしょうか?
あなたのトップオペレーターは、寝ていても複雑な箱を曲げることができます。しかし、彼らは自分の思考プロセスを説明することができません。.
それは性格の欠陥ではなく、筋肉の記憶だからです。.
私はエリートオペレーターの段取り替えを撮影したことがあります。彼らの半分は、工具を探したり、立ち位置を調整したり、信頼していないクランプを再確認したりして無駄な動きをしています。彼らは速いため、それでもサイクルタイムは達成します。しかし、新入社員がそれに付いていくと、技術だけでなくその非効率さまでコピーしてしまいます。こうして、オンボーディングが隠れた無駄を増幅させてしまうのです。.
あなたの「一番のベテラン」は、長年かけて回避策を構築してきました。それは機械の癖を知り尽くしているからこそ通用する近道です。新入社員はそれを知りません。そのため、「トン数を少し上げろ」と言われても、負荷制限や偏心のリスクを理解していません。金型が割れるのはこういった時です。.
ですから、最高のオペレーターをトレーナーにしてはいけません。彼らを「題材」にするのです。.
彼らのセットアップを記録し、手順をマッピングしてください。工具を探す無駄を省き、クランプの位置を標準化し、トン数計算を文書化します。直感をチェックリストに変えるのです。そうすれば、新入社員は「人」ではなく「システム」を学ぶことになります。.
トレーニングとは、ヒーローの背中を追うことではありません。再現可能なプロセスをインストールすることです。.
やってはいけないこと:「数週間ジョーと一緒にやっておけ」。やるべきこと:文書化されたセットアップシート、撮影された段取り替え、そして計算を単に行うだけでなく、その理論を説明できるトレーナーを配置すること。.
教えるためのシステムが整ったら、いよいよ彼らに鋼材を加工させるのはいつでしょうか?
最低でも2週間。.
彼らが無能だからではありません。あなたの機械には敬意を払う必要があるからです。.
最初の1週間は妥協できません。観察とマニュアルの読み込みです。そうです、マニュアルです。私はこれまで、優秀な人材がインターフェースを理解せずに制御パラメータを推測したために、生産性を台無しにするのを見てきました。セットアップの知識があるオペレーターであっても、あなたの現場特有の制御ロジックを飛ばせば、プログラムの順序を間違える可能性があります。.
彼らにワークフローを監査させましょう。工具はどこに保管されているか?実際に使用されているダイ幅はいくつあるか?段取り替えの経路は?新鮮な視点は、ベテランが見落としていた摩擦(無駄)を見つけ出します。.
2週目は制御された操作を導入します。シングル曲げ、監督下での初品検査、トン数制限、エア曲げのみです。ボトム曲げはまだ行いません。ボトム曲げには正確なトン数制御とスプリングバックの予測が求められます。そこで実験をしてはいけません。.
10日目までには、なぜVダイの選択が内側半径を変えるのかを彼らがあなたに説明できるようにすべきです。教えることができなければ、完全に理解したとは言えません。.
これは生産性を遅らせているのではありません。彼らが設計していないシステムの責任を負わされることで生じる、90日以内の燃え尽き症候群を防いでいるのです。.
避けるべきこと:1週目からのフル生産ノルマ。推奨すること:マニュアルの習得、ワークフローの監査、そして高トン数作業前の監督下でのエア曲げ。.
しかし、制御された露出であっても、真の疑問が浮かび上がります。彼らがミスをしたとき、どうなるのでしょうか?
すべてのミスが同等ではありません。.
主要顧客向けの化粧ステンレスパネルを曲げる際にミスをする?許容範囲はゼロです。公差の広い社内用ブラケットを加工する?それが学習の場です。.
スケジュールのパニックではなく、リスクレベルで部品を指定してください。初期の割り当ては、公差が緩く、後工程への依存度が低いエア曲げ部品であるべきです。厳しい積み重ね公差は避けます。大きな偏心荷重も避けます。監督下で再現性のあるトン数計算を実証するまでは、ボトム曲げは行わせません。.
これは甘やかしではありません。物理学です。.
新入社員が明確な許容ゾーンがあることを知れば、ストレスは軽減されます。彼らは生き残ることではなく、プロセスに集中できるようになります。その自信が積み重なっていきます。4週目までには、その範囲を拡大します。より厳しい公差や複雑なシーケンスを導入し、最終的には文書化されたトン数チェックを伴う制御されたボトム曲げへと進みます。.
構造化された進歩は、パニックと退屈という2つの殺し屋を防ぎます。プレッシャーが強すぎれば彼らは辞め、成長が少なすぎても彼らは辞めます。.
30日間のプロトコルは、彼らの歩みを遅らせるためのものではありません。あなたの工場が英雄的な個人の力ではなく、システムによって運営されていることを証明するためのものです。熟練したオペレーターは、プロセスが自分を守ってくれる場所に留まります。.
避けるべきこと:「すべてが緊急だ」という指示。推奨すること:リスク別に階層化された部品の割り当て、文書化された進捗管理、そしてまだ任されていない作業に対する明確な境界線。.
あなたはセットアップの知識がある人材を選別しました。構造化によってそれを守りましょう。.
ここで戦略的な分岐点です。市場で探すよりも、自社内でこのリテラシーを構築する方が理にかなっているのはいつでしょうか?
システムは構築済みです。英雄的な個人の力に賭けることなく、セットアップのリテラシーを教えることは可能です。.
さて、真の問いはこれです。いつユニコーン(希少な人材)を探すのをやめ、自ら作り出すべきなのでしょうか?
答えは一見意外なものです。損益分岐点は賃金の問題ではありません。市場供給の問題です。外部市場が、あなたの90日間の生存期間内にセットアップに精通したオペレーターを安定して供給できない場合、「探し」続けるために費やす毎月が、損益計算書上のスクラップ(廃棄物)となります。.
在職期間の現実を見てください。この業界のオペレーターのほとんどは、実務経験が2年未満です。深いセットアップの直感を持つベテランは統計的な例外に過ぎません。採用計画がプラグアンドプレイ(即戦力)の専門家が絶え間なく供給されることを前提としているなら、あなたはほとんど存在しない労働力プールを基に戦略を立てていることになります。それは楽観主義ではありません。忍耐という名の現実逃避です。.
ここで一線を画しましょう。3回真剣に採用活動を行い、候補者を適切に評価しても、推測なしにトン数の計算を説明できる人材を確保できないのであれば、市場の答えは明白です。歪んだ材料をボトルネックの金型に流し込むのはやめましょう。.
採用すべきもの:明確なマイルストーンを設けた6〜9ヶ月の社内育成期間。避けるべきもの:「とりあえず求人広告を出したままにして、誰か応募してくるのを待とう」という姿勢。“
なぜなら、生存可能な価格でリテラシーを買えないのであれば、残された選択肢は一つ、自社で構築することだけだからです。.
仮定の話をしましょう。時給18ドルの信頼できる一般作業員がいるとします。早めに出勤し、図面もそれなりに読める。ただし、ブレーキプレス(曲げ加工機)の経験はない。.
6ヶ月間で200時間の体系的なトレーニングに投資します。文書化されたシステムの下でのシャドーイング、監督下でのエアーベンディング、管理された初回製品の作成などです。その立ち上げ期間中、保守的な生産性の低下を想定します。監督者の時間やサイクルの遅れを吸収する必要があるかもしれません。.
次に、代替案と比較してみましょう。4ヶ月で辞めてしまう外部からの採用を繰り返す場合です。採用コスト、欠員を埋めるための残業代、急いだセットアップによるスクラップ。これらは目に見えない損失です。.
時給23ドルの3年目のオペレーターは、時給で6ドル高いかもしれませんが、廃棄コストは月額50ドル近く下がります。その時給6ドルの差は、金型の破損やブランクの作り直しが減り、監督の手間が省けることで相殺されるため、利益率にはほとんど影響しません。昇給は給与計算上は高く見えますが、利益の面では目に見えないコスト削減になります。.
多くの経営者が見落としているレバー(テコ)は、まずCNCプログラミングのリテラシーをターゲットにすることです。「より良くなる」ことではありません。プログラミングの能力は機械の生産性を倍増させるため、賃金プレミアムが付きます。シーケンスを調整し、曲げ順序を最適化し、スプリングバック(跳ね返り)を予測できるオペレーターは、単にボタンを押すだけの存在ではなく、スループット(処理能力)を制御する存在になるのです。.
断固拒否すべきもの:「とりあえず部品を加工できるように教えよう」。採用すべきもの:オペレーターからプログラマーへの昇給を伴う明確なキャリアパス。.
しかし、ここに落とし穴があります。育成した後に、彼らが限界に達したらどうするのでしょうか?
理論上は、経験の浅いオペレーターと引退間近のベテランをペアにするのは完璧に聞こえます。知識を継承し、現場の知恵を守る。誰もが幸せになれるはずです。.
しかし、ほとんどの工場には、指導役を待機させている20年選手のブレーキプレスの達人が揃っているわけではありません。長期勤続のオペレーターは希少です。消えゆく人口統計を前提に成長計画を立てることは、昨年売却した機械を前提に生産スケジュールを組むようなものです。.
モデルを転換しましょう。.
「古参の師匠の下で徒弟修行をする」のではなく、「文書化されたプロセスを師匠とし、最高の思考を持つ者がそれをレビューする」と考えてください。ベテランは影のホストではなく、編集者になります。彼らはトン数の計算を検証し、セットアップを批評し、ロジックをストレステストします。日々の指導はシステムが行うのです。.
この違いは重要です。なぜなら、スケールするからです。プロセスが標準化されていれば、1人のベテランが3人の育成中のオペレーターをレビューできます。文書化がなければ、1人を教えるのがやっとでしょう。.
避けるべきこと:「ジョーが引退するまで彼について回れ」。採用すべきこと:記録されたセットアップ、チェックリスト、そして計算を声に出して説明する構造化されたレビューセッション。.
しかし、たとえ自社で人材を育成し、知識を正しく継承できたとしても、なぜ優秀な人材は、整った職場を捨てて近所の別の工場へ去ってしまうのでしょうか?
トップオペレーターが最初に辞めるのは、不満があるからではありません。彼らには選択肢があるからです。.
熟練したブレーキプレスオペレーターは、使い古された制御装置と最新のものの違いを知っています。バックゲージがいつずれるかも分かります。油圧の不整合を手首で感じ取ります。時代遅れの設備を動かすことは、単に煩わしいだけでなく、彼らの成長を制限することになるのです。.
もし労働市場がプレスブレーキの仕事を「生産作業」と分類していても、あなたがそれを「熟練技能」として維持したいのであれば、設備がその違いを証明しなければなりません。アップグレードされた制御装置、精密なツーリングシステム、オフラインプログラミング機能への投資は、見栄のための買い物ではありません。それらは人材を定着させるためのアンカー(錨)なのです。.
トレーニングへの投資と設備の専門化は密接に関係しています。オペレーターは、あなたがセルを近代化するのを見ると、それを彼らの技術的限界に対するコミットメントだと受け取ります。20年前の制御装置をダクトテープで補修しているのを見れば、彼らは履歴書を更新し始めます。.
避けるべきこと:スキルの発揮を制限する機械で「キャリアアップ」を謳うこと。採用すべきこと:社内のトレーニングラダー(昇進段階)に合わせた設備投資。.
これから先、この視点を持っていただきたいと思います。.
あなたのプレスブレーキは、全工程におけるボトルネックとなる金型です。そこに未熟な人材を詰め込めば、圧力が高まり、部品は歪み、ラインは自滅します。システムの中で育てられたオペレーターと、彼らのスキルにふさわしい設備という「精密に適合した材料」を投入すれば、その圧力はスループット(処理能力)へと変わります。.
損益分岐点のタイムラインは、スプレッドシート上の日付ではありません。市場があなたのリテラシー問題を解決してくれることはないと受け入れたその瞬間が、損益分岐点なのです。.
そのことが腑に落ちれば、「誰を採用できるか?」と問うことはやめるでしょう。“
そして、「次にどのような能力を製造していくか?」と問い始めるはずです。“


















