

Он ухмылялся, когда позвонил мне. “Сто тонн усилия. Настоящая находка.”
Две недели спустя он не смог согнуть нержавейку толщиной 3/16 дюйма, не сработав по перегрузке. Та же машина. Тот же шильдик. Другая реальность.
Именно в этом разрыве между шильдиком и фактическим поведением хорошие мастерские теряют деньги.
Пресс для гибки с номиналом 100 тонн обычно рассчитан на воздушную гибку мягкой стали с пределом прочности на разрыв около 60 000 PSI. Измени один параметр — метод или материал — и расчёты сразу смещаются.
В большинстве объявлений ни то, ни другое не указано.
Так что вы думаете, что покупаете усилие. На самом деле вы покупаете предположения.
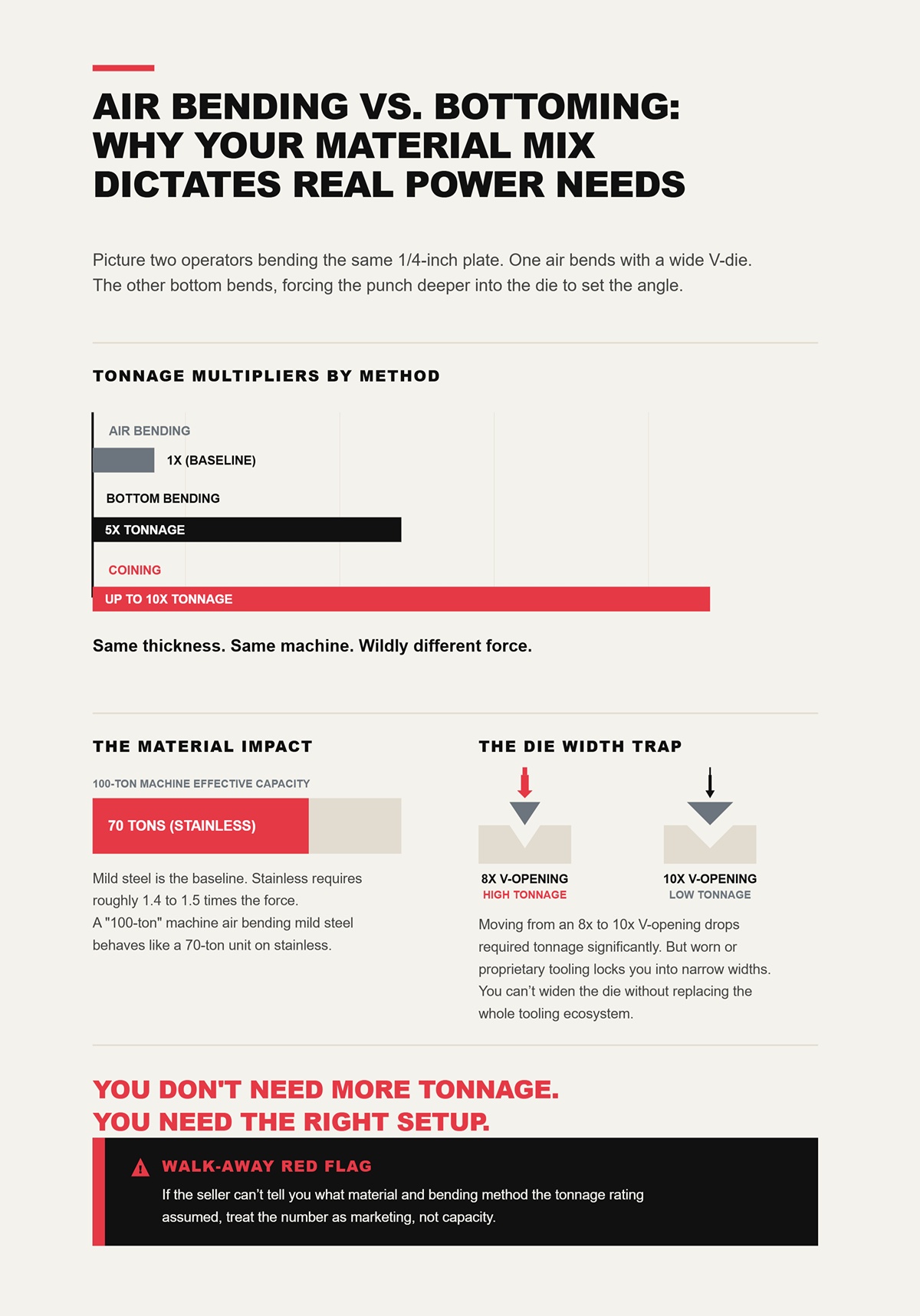
Представьте двух операторов, гнущих одну и ту же пластину толщиной 1/4 дюйма. Один выполняет воздушную гибку с широким V-образным матрицей. Другой делает осадку, вдавливая пуансон глубже в матрицу, чтобы зафиксировать угол.
Осадка может требовать в пять раз больше усилия, чем воздушная гибка. Кайновка — до десяти раз. Та же толщина. Та же машина. Совершенно разное усилие.
Теперь замените материал. Мягкая сталь — это базовый уровень. Нержавейка? Примерно в 1,4–1,5 раза больше усилия, в зависимости от марки. Так что “100-тонная” машина при воздушной гибке мягкой стали фактически работает как 70-тонная, когда вы гнёте обычную нержавейку.
А вот ловушка внутри ловушки: ширина матрицы. Если перейти от V-отверстия, равного восьми толщинам материала, к десяти, требуемое усилие значительно снижается. Но многие подержанные прессы поставляются со старыми, фирменными или нестандартными инструментами, которые ограничивают вас узкой шириной V. Увеличить её невозможно, не заменив всю оснастку.
Вам не нужно больше тоннажа. Вам нужна правильная настройка.
Сигнал «уходи прочь»: Если продавец не может сказать, для какого материала и метода гибки рассчитан тоннаж, воспринимайте это число как маркетинг, а не как рабочую способность.
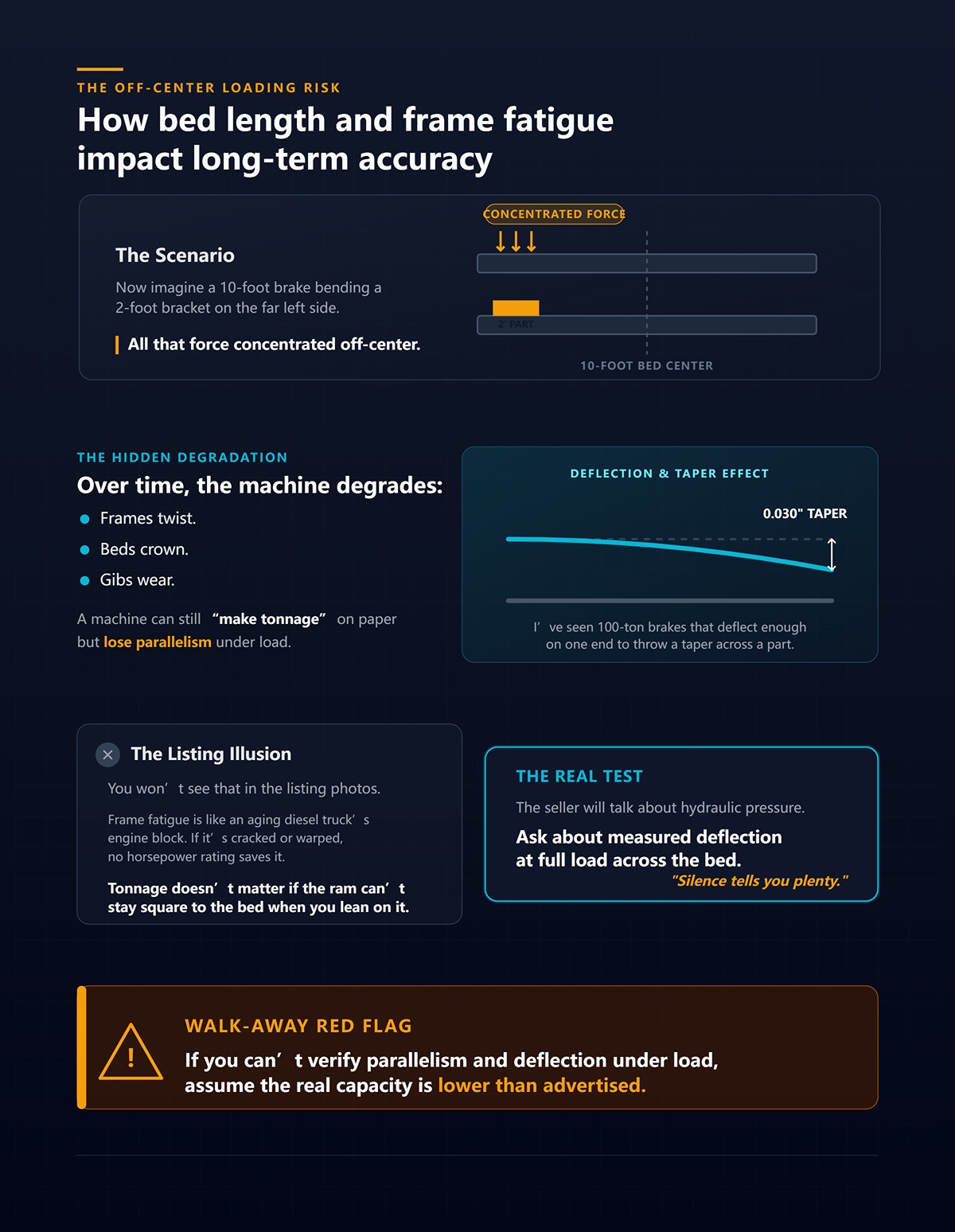
Теперь представьте пресс длиной 10 футов, который гнёт кронштейн длиной 2 фута на крайней левой стороне. Всё это усилие сосредоточено вне центра.
Со временем рамы перекручиваются. Столы изгибаются. Направляющие изнашиваются. Машина может на бумаге “выдавать тоннаж”, но терять параллельность под нагрузкой. Я видел 100-тонные прессы, которые прогибались на одном конце настолько, что создавали конусность 0,030 дюйма по всей детали.
На фото в объявлении вы этого не заметите.
Усталость рамы — как у старого дизельного двигателя: если блок треснул или повело, никакая мощность не спасёт. Тоннаж не имеет значения, если ползун не может оставаться перпендикулярным к столу, когда вы действительно начинаете на него давить.
Продавец будет говорить о гидравлическом давлении. Спросите о измеренном прогибе при полной нагрузке по всей длине стола.
Молчание говорит о многом.
Сигнал «уходи прочь»: Если вы не можете подтвердить параллельность и прогиб под нагрузкой, предположите, что реальная мощность ниже заявленной.
Давайте рассмотрим чистую гипотетическую ситуацию.
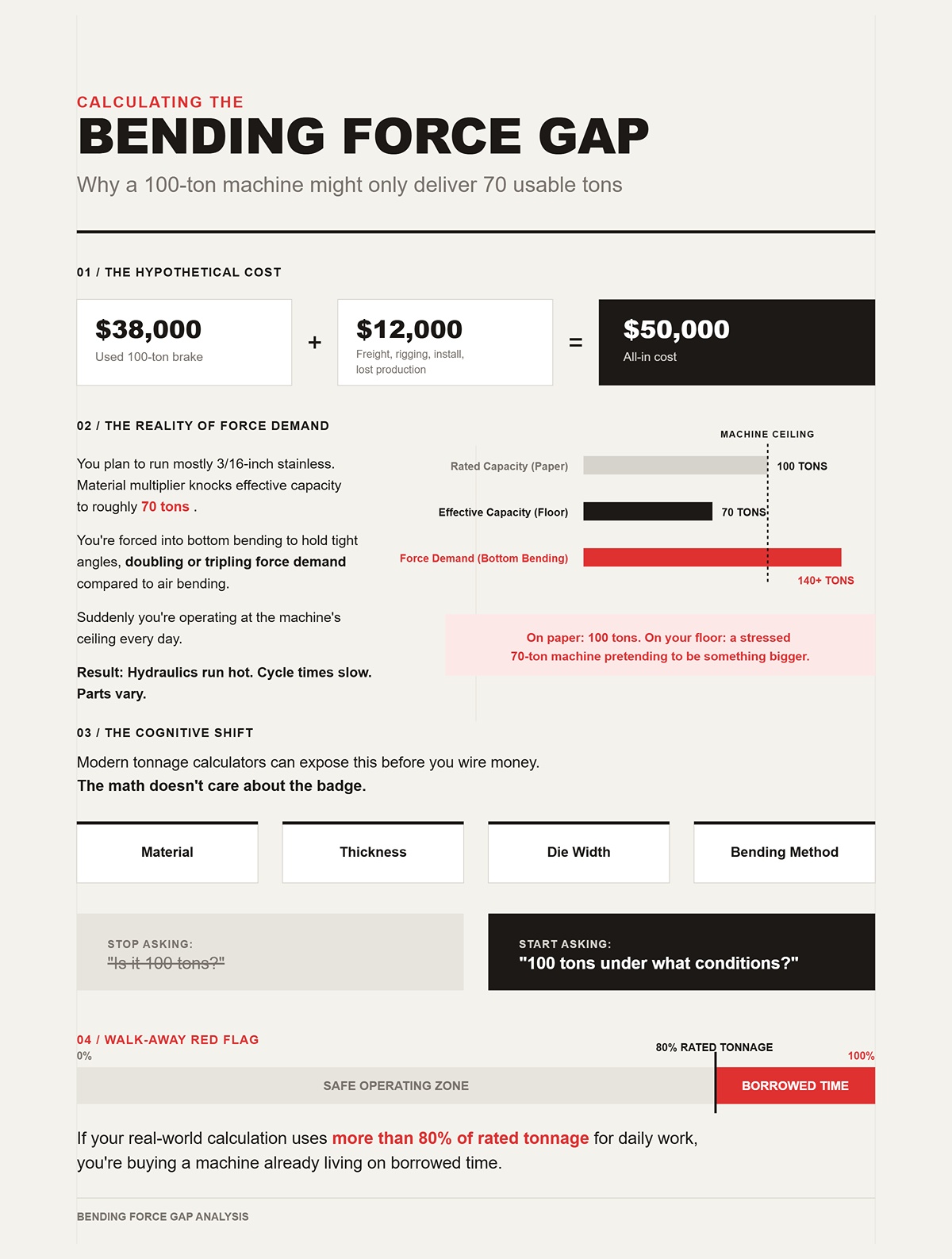
Вы покупаете подержанный пресс-тормоз на 100 тонн за $38,000. Перевозка, монтаж, установка и три дня простоя добавляют $12,000. В итоге ваша общая стоимость составляет $50,000.
Вы планируете в основном гнуть нержавеющую сталь толщиной 3/16 дюйма. Коэффициент для этого материала снижает эффективную мощность примерно до 70 тонн. Чтобы удерживать точные углы, приходится использовать нижнее гибкое формирование, которое требует вдвое или втрое больше усилия по сравнению с воздушным гибом. В итоге вы ежедневно работаете на пределе возможностей машины.
Гидравлика перегревается. Циклы замедляются. Детали отличаются друг от друга.
На бумаге: 100 тонн. На вашем производстве: перегруженная машина на 70 тонн, притворяющаяся чем‑то большим.
Современные калькуляторы тоннажа позволяют выявить это до перевода денег. Введите материал, толщину, ширину матрицы, метод гибки. Математика не обращает внимания на шильдик.
Вот тот сдвиг в мышлении, который я хочу, чтобы вы приняли: перестаньте спрашивать “Это 100 тонн?” и начните спрашивать “100 тонн при каких условиях?” Когда вы оцениваете оборудование по реальным входным данным — типу материала, толщине, ширине матрицы, рабочему циклу — вы быстро понимаете, почему современные системы с ЧПУ превосходят по производительности неопределённые паспортные значения. Решение, подкреплённое спецификацией, такое как Системы пресс-тормозов с ЧПУ от CN-HAWE спроектировано вокруг измеримой производительности, с полностью управляемыми ЧПУ платформами для гибки и проверенными НИОКР тестами в области высокоточного листового металла — так что тоннаж, который вы рассчитываете, — это тоннаж, который вы действительно можете использовать на производстве.
Сигнал «уходи прочь»: Если ваши реальные расчёты показывают использование более 80% от номинального тоннажа в ежедневной работе, вы покупаете машину, которая уже живёт на заёмном времени.
Он улыбался, когда позвонил мне насчёт сделки.
Сорок две тысячи долларов за шестилетний пресс-тормоз на 135 тонн с глянцевым сенсорным контроллером. “Половина цены нового”, — сказал он.
Три месяца спустя тот же контроллер погас посреди рабочей смены. Проприетарная система ЧПУ. Снятая с производства версия. Производитель готов продать ему восстановленную основную плату за $15,000. Срок поставки — десять недель. Без подменного блока. Без альтернатив на вторичном рынке.
Эта машина простаивала дольше, чем некоторые разорившиеся мастерские, которые я видел.
Вот часть, которую никто не считает: $15,000 за плату, $4,000 на срочный выезд техника и примерно $18,000 недополученной маржи за десять недель простоя. При покупке за $42,000 её общая стоимость этого сбоя составила $37,000. Почти столько же, сколько стоит сама машина.
Каркас не подвёл. Гидравлика была в порядке. “Мозг” оставил “тело” без движения.”
Вы можете заварить трещину. Вы можете заново загерметизировать цилиндр. Вы не можете позвонить обанкротившемуся европейскому производителю систем управления и попросить его перезапустить цепочку поставок ради вашей мастерской.
Вот где аргумент о ценности переворачивается.
Современные проприетарные системы управления впечатляют, пока обеспечивается их поддержка. Коррекция угла в реальном времени, библиотеки материалов, сетевые возможности. И да, новые станки с ЧПУ демонстрируют высокий уровень удовлетворённости, несмотря на редкие проблемы «из коробки», потому что заводская поддержка быстро их устраняет.
Поддержка — это ключевое слово.
Когда платформа управления достигает конца срока службы, вы перестаёте покупать технологии. Вы начинаете покупать дефицит. Пользовательские платы ввода/вывода. Уникальные интерфейсы сервоприводов. Лицензии на программное обеспечение, привязанные к серийным номерам. Когда выходит из строя одна критическая плата, вы не просто заменяете её чем-то стандартным — вы ведёте переговоры с единственным поставщиком на земле, который может вам помочь.
И они это знают.
Я видел мастерские, вынужденные разбирать на части вполне исправные станки только потому, что вышла из строя устаревшая панель оператора, а стоимость замены превысила остаточную стоимость пресса. Литая рама — всё ещё в допуске. Ползун прямой. Цилиндры сухие.
Электроника превратила всё это в якорь для лодки.
Сигнал «уходи прочь»: Если система управления является проприетарной и уже снята с производства — или близка к этому — оценивайте машину так, будто система управления выйдет из строя завтра.
Откройте боковую панель гидравлического пресса, построенного 20 лет назад известным производителем. Вы увидите толстые плиты, массивные сварные конструкции, пальцы большого диаметра, простые пропорциональные клапаны. Ничего эффектного. Только масса и масло.
Гидравлические системы выходят из строя постепенно. Уплотнения начинают подтекать. Насосы становятся шумными. Падение давления появляется на манометре задолго до того, как машина остановится. Вы получаете предупреждение.
Электроника выходит из строя как выключатель света.
Перепад напряжения, неисправный конденсатор, сбой обновления прошивки — чёрный экран, без движения. И в отличие от износа направляющих ползуна, вы не можете измерить “оставшийся срок службы” проприетарного процессора.
Есть возражение, которое стоит рассмотреть: современные высококлассные системы ЧПУ теперь используют мониторинг в реальном времени и предиктивную диагностику. Теоретически это делает надёжность измеримой и управляемой заранее. На практике это преимущество существует только пока экосистема жива — облачный доступ активен, программное обеспечение поддерживается, запчасти есть в наличии.
Предиктивное обслуживание не поможет, если сама материнская плата станет недоступной.
Чугун и гидравлические цилиндры не зависят от версий прошивки. Если рама прямая и ползун ходит ровно, вы начинаете с чего-то прочного. “Блок двигателя” дизельного грузовика.
Электроника — это приборная панель. Удобная вещь. Но не та, что удерживает коленвал от поломки.
Теперь переходим к практике.
Вы можете прикрутить новый «мозг» к прочному железу. Но вы не сможете загрузить структурную жесткость в уставшую раму.
Но не каждое старое оборудование подходит для ретрофита. Некоторые запатентованные системы настолько глубоко интегрируют управление в коллектор клапанов и петли обратной связи, что замена требует полного демонтажа электрического шкафа, замены сервоклапанов, смены энкодеров и переписывания лестничной логики с нуля. Я видел, как “простая замена управления” превращалась в шестимесячный марафон интеграции потому, что изначальный производитель использовал нестандартные протоколы связи.
Вот так и исчезают все сбережения.
Когда я оцениваю потенциал для ретрофита, я ищу три вещи:
Если гидравлика стандартная, а устройства обратной связи — общепринятые, надёжное стороннее управление способно вернуть раму 1990-х годов в современную эпоху за долю стоимости новой машины. Если внутри всё — собственная «лапша» производителя, вы покупаете инженерный проект, а не пресс-тормоз.
А большинству средних мастерских не нужен инженерный проект.
Сигнал «уходи прочь»: Если квалифицированный интегратор ретрофита не готов дать предварительную смету, изучив схемы, считайте, что риск “трансплантации мозга” машины высок.
Как только вы осознаете, что электроника — хрупкая переменная, а железо — прочный актив, вопрос меняется.
Если главное — это «кости», сколько на самом деле они будут вам стоить сверх цены молотка на аукционе?
Предположим, вы всё сделали правильно. Рама ровная. Гидравлика честная. Управление либо поддерживается, либо явно готово к ретрофиту.
Так сколько же на самом деле будут стоить эти «кости»?
Я узнал это на горьком опыте в двадцать с лишним лет. Я купил пресс-тормоз по цене, которая казалась грабежом в мою пользу. Продавец улыбался, когда позвонил и сказал, что я “украл” его. На деле я купил 18 000 фунтов стали, которые не собирались двигаться сами, включаться в моём здании и гнуть детали с произвольным инструментом, что шёл в комплекте.
Железо прочное. Но переместить, подключить и оснастить это железо — непросто.
Вот простой гипотетический пример, похожий на сделки, что я вижу каждый месяц: вы выигрываете тормоз на аукционе за $28 000. Монтаж и доставка обходятся в $9 500. Новые пуансоны и матрицы под ваши задачи добавляют ещё $11 000. Электрические обновления и требования по безопасности — $6 500. Два дня обучения операторов и потерянная производительность — $3 000. Ваш “бюджетный вариант за $28 000” теперь стоит $58 000 с учётом всех расходов.
Это та цифра, которая волнует вашего бухгалтера.
И это ещё до спора о том, где именно эти дополнительные расходы ударят сильнее всего.
Листогибы не отправляют, как стеллажи для паллет.
Их отправляют, как промышленные памятники.
10-футовый гидравлический листогиб может весить от 15 000 до 30 000 фунтов. Это значит — низкорамный прицеп, погрузчик или кран на обеих сторонах и такелажник, который знает, где правильно закрепить, чтобы не перекрутить раму. Перекосите её один раз при неаккуратном подъёме — и затем годами будете бороться с проблемой конуса, уверяя себя, что “раньше её не было”.”
Теперь представьте, что 10-футовый листогиб гнёт 2-футовый кронштейн на крайней левой стороне. Если пол под этой левой опорой неровный или не укреплён, ползун прогибается иначе, чем в цехе продавца. Ваши детали скажут правду, которую не скажет ваш оптимизм.
Большинство покупателей закладывают бюджет на доставку. Они забывают про такелаж, страховые сертификаты, разрешения на негабаритные перевозки и оценку состояния пола. Я видел, как цех заливал новую плиту уже после того, как станок завис в воздухе на кране — просто потому, что заранее никто не измерил толщину плиты.
Это не невезение. Это просчитанная ошибка.
Сигнал «уходи прочь»: Если продавец не может чётко указать массу станка, точки центра тяжести и инструкции по такелажу — считайте, что ваш риск при установке удвоился.
Листогиб гнёт металл. Деньги приносит оснастка.
Но многие подержанные листогибы поставляются с изношенной, фирменной или нестандартной оснасткой, которая ограничивает вас узким диапазоном V-образных прорезей. Если сегодня вы работаете с нержавейкой 3/16 дюйма, а завтра с мягкой сталью 11-го калибра, несоответствие радиусов пуансонов и отверстий матриц не только ухудшает качество — оно нагружает станок и ломает оснастку.
Вот где покупатели часто ошибаются. Они видят стойку с комплектом матриц и мысленно приписывают им ценность. Они не проверяют, совпадает ли форма хвостовика с их системой зажима, относится ли листогиб к американскому, европейскому или фирменному профилю, и настроено ли основание под быструю зажимную систему премиум-класса, стоимость которой превышает цену самого станка.
Есть и уважительное возражение: подержанная оснастка для лёгких работ действительно может сократить расходы вдвое, если она совместима и не устала. Я видел цеха, строящие прибыльные линии на тщательно проверенных бывших в употреблении пуансонах. Но также видел цеха, вынужденные покупать оригинальные зажимные системы $20 000, потому что ничто другое не подходило к рамке их недавно купленного листогиба.
Оснастка — не аксессуар. Это системное решение.
Сигнал «уходи прочь»: Если вы не можете подтвердить стандарт зажима и профиль хвостовика до покупки, оценивайте станок так, будто в комплекте нет ни одной пригодной для работы оснастки.
Старый металл изготавливался в другой нормативной среде.
Кнопки управления двумя руками. Без световых завес. Без ограждения сзади. Электрические шкафы без должных маркировок на разъединителях. Я заходил в цеха, где листогиб годами работал отлично — ровно до тех пор, пока не пришла страховая проверка.
Соответствие нормам — это не косметика. Добавление современных световых завес, реле безопасности, правильных аварийных остановок и задокументированных процедур блокировки требует деталей, времени на проводку и иногда интеграции с системой управления. Если существующая система управления не может корректно взаимодействовать с обновлёнными устройствами безопасности, ваш “простой апгрейд” превращается в частичную перепроводку.
И ещё вопрос питания. Многие старые гидравлические листогибы потребляют энергию иначе, чем новые электрические модели. В некоторых регионах долгосрочные энергозатраты на гидравлику могут за несколько лет тихо сравняться с вашим изначальным бюджетом на такелаж. Это не делает гидравлику плохой — я всё ещё люблю хорошее масло и сталь — но меняет расчёт, если вы сравниваете варианты модернизации.
Соответствие и мощность — это не эмоциональные расходы. Это структурные.
Сигнал «уходи прочь»: Если у станка нет современных средств защиты и четкой электрической документации, предположите, что и время, и деньги расширятся, чтобы заполнить этот пробел.
Вы начали этот процесс, преследуя цену.
Теперь вы смотрите на обязательство.
Когда реальные затраты раскрыты, более разумный вопрос — не “Этот пресс дешевый?”, а “Где эти затраты взрываются сильнее — на аукционе, у дилера или в проекте модернизации?”
Прошлой весной у меня на столе было три гидравлических пресса по 150 тонн. Одинаковая мощность на бумаге. Один на аукционе за $24 000. Один у регионального дилера за $46 000. Один модернизированный за $61 000. Покупатель спросил меня, какой из них “лучше по цене”.”
Это неверный вопрос.
Настоящий вопрос — где сосредоточен риск: в вашей чековой книжке сегодня, в команде по обслуживанию в следующем квартале или в контроллере, который может не запуститься через шесть месяцев. Железо под ним может быть идентичным. Меняется лишь то, кто берет на себя неопределённость, когда “мозг” глючит или поршень не повторяет ход с точностью до трёх тысячных дюйма.
Аукционы перекладывают риск на вас. Дилеры делят его. Модернизации пытаются оплатить его заранее.
И на рынке, где производители (OEM) постепенно отказываются от новых гидравлических прессов малой мощности в пользу электрических и гибридных моделей, пул подержанных гидравлических машин не просто стареет — он расслаивается. Часть из них — это прочная, пригодная для восстановления сталь. Часть — будущие якоря для лодок с мёртвыми, проприетарными контроллерами, к которым никто не хочет прикасаться. Эта реальность заставляет всё больше мастерских пересматривать планирование мощностей, сочетая надёжный тоннаж гибочных прессов с современными платформами резки с ЧПУ, такими как решение для лазерной резки от CN-HAWE, где автоматизация, точность и интеграция построены вокруг современных производственных стандартов, а не вчерашней архитектуры управления.
Так где же скрытые издержки растут быстрее всего?
Давайте пройдёмся по уровням.
Несколько лет назад я стоял на бетонном полу промышленного аукциона и наблюдал, как 135-тонный пресс продаётся дешевле, чем стоит пикап. Толпа редела, как только услышала, что ЧПУ не включается. “Наверное, предохранитель,” — пробормотал кто-то.
Это было не так.
Это был проприетарный контроллер, снятый с производства три года назад. Нет плат. Нет заводской поддержки. Нет комплекта для модернизации, не требующего замены всего электрического шкафа. Рама была ровной. Цилиндры — сухими. Кости — хорошими. Мозг — мертв.
Вот где аукционы становятся опасными: механическая целостность и электронная целостность существуют на разных кривых риска. Вы можете измерить люфт ползуна индикатором. Вы можете осмотреть направляющие и шлицевую регулировку. Но вы не можете легко оценить оставшийся срок службы 20-летней платформы управления, которая никогда не получила широкого распространения.
Теперь проведите реалистичный гипотетический сценарий для мастерской со своими специалистами по обслуживанию:
Итоговая стоимость: $63,000.
Если ваша служба технического обслуживания сможет выполнить половину этой работы своими силами, вы можете сократить расходы на $8,000–$12,000. Если нет — вы просто заплатили, как дилеру, но без дилерской поддержки.
Аукционы вознаграждают мастерские, которые умеют диагностировать сервоклапаны, читать гидравлические схемы и не боятся прослеживать цепи на 480 В. Они наказывают мастерские, которым нужна надежность типа «включил и работает» к утру понедельника.
Есть еще один нюанс. Поскольку более автоматизированные системы сейчас преобладают в новых установках, некоторые гидравлические агрегаты попадают на аукцион именно потому, что их нельзя было чисто интегрировать в автоматизированные рабочие процессы. Это не делает их плохими. Это означает, что нужно понимать, покупаете ли вы производственные мощности или наследуете чужие проблемы с интеграцией.
Сигнал «уходи прочь»: Если контроллер проприетарный, снят с производства и не имеет поддержки — и у вас нет письменного предложения на модернизацию — оценивайте станок так, словно система управления — это лом.
Таким образом, если аукционы концентрируют риск на вашей технической компетенции, что же дилер фактически убирает из этого уравнения?
Он улыбался, когда звонил мне насчет “полностью проверенного” 175-тонного пресс-гибочного станка на площадке дилера. Свежая краска. Новые светодиодные лампы в цеху. Они “проверили всё”.”
Я попросил три вещи: лист испытаний на повторяемость хода ползуна, документацию по резервным файлам контроллера и письменный список заменённых гидравлических компонентов.
Тишина.
Настоящая реставрация скучна на бумаге. В ней перечислены переборка цилиндров, результаты тестирования производительности насоса, замеры люфта ходового винта заднего упора, обновлённые схемы безопасности и версии программного обеспечения контроллера. Там указано, что происходит, если CNC выйдет из строя через 90 дней — запчасти, работа, время в пути. А не просто “мы позаботимся о вас”.”
Вот простой гипотетический пример по тому дилерскому станку за $46,000:
Итоговая стоимость: $63,000.
Замечаете что-то? Вы находитесь в аналогичной зоне, что и при восстановлении после аукциона, — но профиль риска здесь иной. Вместо того чтобы играть в азартную игру с неизвестной электроникой, вы платите за то, что кто-то уже отделил «мозги» от «костей».
Контракт — это то место, где эта надбавка оправдывает себя. Настоящая гарантия должна определять:
Если “гарантия” — это рукопожатие и обещание “помочь с поиском запчастей”, вы не снижаете риск. Вы покупаете краску.
Сигнал «уходи прочь»: Если дилер не может предоставить документированные результаты испытаний и письменную гарантию на детали и работу по контролю, считайте, что вы всё ещё сами являетесь отделом гарантийного обслуживания.
Дилеры перераспределяют риск. Они не устраняют его.
Что приводит нас к уровню, который пытается полностью нейтрализовать проблему «мозгов».
Представьте себе 20‑летний гидравлический пресс на 200 тонн с тяжелой, термоупрочнённой рамой и точными направляющими — таким, какой делали до того, как экономия на материалах «сбривала» каждый грамм стали. Механически — это как дизельный двигатель грузовика, который переживет вас. Электронно — он застрял в 2008 году.
Модернизация заменяет «мозг», сохранив «кости».
Допустим, базовая стоимость машины составляет $40,000. Полная модернизация системы управления вторичного рынка, новые сервоприводы для заднего упора, обновленный пакет безопасности и калибровка добавляют 30% — примерно $12,000. Добавьте транспортировку и монтаж — ещё $8,000.
Общая стоимость: $60,000.
На бумаге это выше, чем «сырая» победа на аукционе и близко к дилерской цене. Так зачем платить надбавку?
Потому что вы устраняете риск с наибольшей волатильностью: устаревание контроллера. Современные системы управления вторичного рынка, как правило, не зависят от платформы, хорошо поддерживаются и спроектированы для интеграции с актуальными стандартами безопасности. Когда выходит из строя плата, вы можете её найти. Когда нужны удалённые диагностики, они доступны. Эта стабильность защищает график — а график защищает маржу.
Теперь проведем стресс‑тест. Некоторые представители отрасли утверждают, что модернизация гидравлики — это мышление «утопленных затрат», когда новые электрические прессы обеспечивают меньший расход энергии и отсутствие обслуживания масла. Весомый аргумент — особенно до 150 тонн, где электрика быстро совершенствуется. Но выше 150 тонн цеха, работающие с тяжелыми листами, всё ещё полагаются на гидравлическую мощь, которую электрические системы пока не могут экономически сопоставить.
Если вы ежедневно гнёте листы толщиной 1/2 дюйма, хорошо модернизированный гидравлический пресс с проверенной прочностью рамы всё ещё может превзойти лёгкую альтернативу, стремящуюся к экономии энергии.
Ключ в следующем: модернизация имеет смысл только тогда, когда механическая основа заслуживает сохранения. Если рама устала или ползун постоянно имеет перекос, вы устанавливаете новый “мозг” в умирающее тело.
Вот так вы получаете очень дорогой лодочный якорь.
Сигнал «уходи прочь»: Если вы не доверяете раме проработать ещё 10 лет в текущем состоянии, не оправдывайте модернизацию тем, что влюбились в новый контроллер.
Аукционы требуют технической смелости. Дилеры требуют договорной внимательности. Модернизация требует механической дисциплины.
Одинаковая табличка по тоннажу. Три разные концентрации риска.
Так как же войти в любую из этих ситуаций и отличить качественный металл от машины, которая будет медленно разорять вас?
Если вам нужен второй опытный взгляд, прежде чем вкладывать капитал, это тот момент, когда стоит привлечь технического партнёра. Такие команды, как CN-HAWE, при поддержке постоянных инвестиций в НИОКР и портфеля решений на базе 100% CNC, охватывающего гибку, лазерную резку и автоматизацию листового металла, могут помочь вам сравнить спецификации, оценить качество модернизации и определить, соответствует ли машина вашему производственному плану — а не только бюджету. Вы можете начать эту оценку или запросить техническое обсуждение здесь: связаться с CN-HAWE.
Я стоял рядом с 10-футовым, 175-тонным прессом, когда продавец трижды нажал кнопку цикла “вхолостую” и сказал: «Работает плавно».”
Без инструмента. Без материала. Просто тихий ход вниз и обратно.
Если вы не видите, как он гнёт сталь под нагрузкой, вы не осмотрели листогиб — вы просто полюбовались краской.
Риск живёт в “кости” и “мозге”. Единственный способ отличить прямую, снятую напряжённостью раму от уставшей — и здоровую систему управления от той, что маскирует проблемы, — это заставить машину сказать правду под давлением. Далее приведён не теоретический список, а полевой контрольный перечень, которым я пользуюсь, потому что однажды пропустил его и превратил “выгодную сделку” в очень дорогой лодочный якорь.
Калибровщик, которому я доверяю, каждый раз выполняет один и тот же ритуал: лист мягкой стали 2 мм, V-образная матрица с раскрытием в 8–10 толщин материала, три пробных изгиба — посередине, в четверти и ближе к краю стола. Он фиксирует угол в каждой точке.
На более чем одной визуально “жёсткой” машине центр изгиба отличался более чем на полградуса от краёв.
Холостой цикл никогда бы этого не показал. Под нагрузкой сразу проявляются прогиб рамы, неравномерное ведение ползуна и изношенные системы компенсации. Полградуса звучит незначительно, пока вы не гнёте панели длиной 36 дюймов, которые должны точно ложиться в сварочный кондуктор.
Теперь замедлите скорость хода ползуна — до 5–10 мм в секунду при подводе и гибке. Исследование с тензодатчиком, которое я читал в 2022 году, показало динамические изменения усилия на разных скоростях, не выявляемые при статических проверках. Перевод: пресс может казаться стабильным при быстром производственном ходе, но смещаться иначе при медленном точном изгибе. Если система управления не может удерживать постоянную глубину при низкой скорости под нагрузкой, вы наблюдаете либо гидравлическое запаздывание, либо проблемы обратной связи в контроллере.
Тогда сделайте то, что большинство продавцов ненавидит: снова согните тот же испытательный образец. Верните его обратно на 90 градусов после пружинного возврата. На подозрительных машинах вы обнаружите накопленные ошибки глубины — крошечные за один удар, но очевидные после двух или трёх. Именно так ошибки “заряда или разницы” в тысячных на метр превращаются в брак при многократных ударах.
Вот сколько стоит это упущение в реальном мире. Допустим, вы списываете всего 10 деталей в неделю на сумму $40 за материал и работу, потому что пресс-тормоз не может удерживать постоянный угол по всей длине стола. Это $400 в неделю, примерно $20,000 в год. Полная стоимость игнорирования повторяемости хода ползуна: $20,000 ежегодно в виде тихой утечки прибыли.
Сигнал «уходи прочь»: Если продавец отказывается проводить тестовый изгиб на малой скорости, под нагрузкой, в нескольких положениях — и не разрешает измерять углы по центру и краям — считайте, что машина ведёт себя хуже, чем выглядит.
А что, если ползун движется прямо, а углы близки — что происходит внутри цилиндров, чего не видно?
Однажды я вытащил щуп, и жидкость выглядела как металлический кофе.
Продавец назвал это “нормальным износом”.”
Гидравлическое масло должно быть прозрачным или слегка янтарным. Молочный цвет означает загрязнение водой. Тёмное с мерцанием — наличие металла. Металл означает, что внутри — лопасти насоса, стенки цилиндра, корпуса клапанов — стираются сами по себе. Фильтр этим не исправишь.
Встаньте рядом с насосом, когда он создаёт давление. Исправный агрегат работает с ровным гулом. Кавитирующий насос — тот, который засасывает воздух или испытывает нехватку жидкости — издаёт гравийный рычащий звук, и вибрация будет ощущаться через бак. Эта вибрация превращается в нестабильное давление в ползуне, которое система управления пытается корректировать, «гоняясь» за глубиной. Операторы винят ЧПУ. Корень проблемы — нестабильность гидравлики.
Затем осмотрите видимую часть штоков цилиндров. Коррозия или царапины — не косметика. Эти дефекты разрушают уплотнения. Повреждение уплотнения приводит к внутреннему байпасу — масло проходит мимо поршня вместо удержания давления. Именно так пресс-тормоз начинает “ползти” в нижней мёртвой точке, особенно заметно на длинных задержках изгиба.
Теперь о деньгах. Правильный ремонт цилиндра на прессе среднего размера — снятие цилиндров, механическая обработка или полировка штоков при необходимости, новые уплотнения, установка, прокачка и калибровка — легко может обойтись в $12,000 с учётом работы и простоя. Полная стоимость пренебрежения гидравликой: $12,000 до того, как вы начнёте следующий оплачиваемый заказ.
И помните: безупречный насос ничего не значит, если сама рама треснула. Я видел трещины от напряжения, скрытые под свежей краской, вдоль боковых рам около сварных соединений нижней балки. Косметика может скрыть усталость; гидравлика её не исправит.
Сигнал «уходи прочь»: Металлическое масло, шум кавитации насоса под нагрузкой или видимые задиры на штоке — это не “обслуживание”, а отложенные капитальные расходы, замаскированные под ценник $5,000.
Итак, ползун движется ровно, гидравлика держит. Теперь представьте 10-футовый пресс, сгибающий 2-футовый кронштейн с левой стороны. Что обеспечивает стабильность короткой детали от удара к удару?
Я наблюдал, как оператор постучал костяшкой по пальцу заднего упора. Он двинулся.
Совсем немного.
Это “немного” — это люфт, потеря движения в ходовом или шариковом винте, который позиционирует задний упор. Когда мотор меняет направление, винт должен выбрать этот зазор, прежде чем палец действительно сдвинется. На деталях с одним ударом вы можете этого не заметить. На коробчатых деталях с несколькими фланцами этот зазор накапливается.
Вам не нужно лазерное оборудование для проверки. Подайте задний упор вперёд на 0,500 дюйма, затем верните его на 0,500. Отметьте положение пальца относительно фиксированной точки. Если он не возвращается точно в то же место, у вас есть измеримый люфт. Возьмитесь за каретку и попробуйте поднять или повернуть её. Любой заметный люфт указывает на износ линейных подшипников или направляющих.
Теперь объедините это с реальным изгибом. Сделайте пробную деталь с углом 90 градусов, переверните её и согните снова по той же запрограммированной величине. Если длина ваших фланцев отличается более чем на несколько тысячных на мягкой стали, проблема не в пружинном возврате — а в повторяемости позиционирования.
Замена шарико-винтовой передачи на ЧПУ-заднем упоре, включая детали и работу, может обойтись примерно в $8,000 на более крупном гибочном прессе. Добавьте время на калибровку и перерывы в производстве — и вы приблизитесь к полной стоимости около $10,000, чтобы восстановить точность позиционирования.
Но многие подержанные прессы поставляются с изношенным, фирменным или нестандартным инструментом, который ограничивает вас узкими значениями V-ширины. Если задний упор сомнительного качества, а инструмент ограничивает ваши возможности, вы усиливаете ошибку за счёт негибкости.
Сигнал «уходи прочь»: Если задний упор не может вернуться к отмеченной контрольной точке после простого движения вперёд-назад, закладывайте в бюджет серьёзные механические работы — или уходите.
Теперь вы заставили ползун, гидравлику и систему позиционирования говорить правду под нагрузкой. Краска больше не имеет значения. Табличка с усилием больше не важна.
Важно только то, заслуживает ли дизельный блок — рама, цилиндры, направляющие, винты — всё ещё «мозг».
И вот где финансовая граница становится острой: при каком пороге ремонта защита «костей» перестаёт иметь смысл, и покупка нового оборудования начинает защищать вашу маржу?
Вы проверили ползун под нагрузкой. Вы слушали насос. Вы почувствовали люфт заднего упора.
Теперь вопрос не “Что не так?” — а “Сколько неправильного я могу себе позволить?”
Вот правило, которому я следую после двадцати пяти лет и одного очень дорогого урока в мои двадцать: когда стоимость восстановления механической целостности и обеспечения надёжного управления приближается к одной трети реальной рыночной стоимости машины, вы больше не покупаете производственную мощность — вы финансируете чью-то халатность.
Эта цифра — не магическая. Это поведенческий ориентир. Ниже этого порога вы исправляете износ. Выше — вы наследуете разрушение, которое имеет тенденцию ускоряться.
А ускорение — вот что убивает маржу.
Давайте рассмотрим чистую гипотетическую ситуацию.
Вы покупаете подержанный гидравлический пресс за $30,000, потому что рама ровная и гнёт точно под нагрузкой. Но ему нужно перебрать цилиндры ($12,000), заменить шарико-винтовую передачу ($10,000), а контроллер работает на честном слове без заводской поддержки — пусть будет ещё $8,000 на модернизацию, пока он вас не подведёт.
Полная стоимость, чтобы привести всё в порядок: покупка $30,000 + $30,000 на ремонт и обеспечение надёжного управления = $60,000.
Вы не купили машину за $30,000. Вы купили проект за $60,000 с риском простоя.
Теперь сравните это с реальной рыночной стоимостью машины после ремонта. Если рынок говорит, что в отличном состоянии она стоит $40,000, вы только что вложили $20,000 в яму, из которой никогда не выберетесь.
Вот вам правило 30% в действии. Когда прогнозируемые механические и управляющие ремонты превышают примерно 30% от стоимости машины в исправном состоянии, математика начинает работать против вас, потому что оставшиеся 70% оборудования всё ещё несут риск старения.
Здесь количество циклов становится важнее календарного возраста. Машины с более чем полумиллионом циклов часто демонстрируют резко растущие показатели отказов гидравлики. Кривая износа становится круче. Долг по ремонту перестаёт быть линейным и становится экспоненциальным.
Теперь вот нюанс, который сбивает с толку даже дисциплинированные предприятия: документированное обслуживание может продлить срок службы на 30–50%. Хорошо обслуживаемая гидравлика с журналом масла, квартальными отчётами калибровки и ежегодными инспекциями может превзойти более новую, но запущенную машину.
Но документация — это не обещание. Это доказательство.
Сигнал «уходи прочь»: Если задокументированные ремонты плюс риск неминуемого отказа увеличивают общие расходы на восстановление более чем на треть от реальной рыночной стоимости машины, вы покупаете ремонтный долг, а не производственные мощности.
Так где это оставляет производственные цеха с большим объёмом, которые думают, что им “нужна тоннажность” во что бы то ни стало?
Вот где в игру вступают эмоции.
Подержанный гидравлический пресс на 150 тонн за $25,000 выглядит неотразимо рядом с электрическим тормозом начального уровня за $55,000. В два раза больше тоннажа за половину цены. Он улыбался, когда звонил мне.
Но цеха с большим объёмом не платят ценником. Они платят временем работы.
Гидравлика по своей природе требует более высоких затрат на обслуживание в течение жизненного цикла — масло, уплотнения, насосы. Электроприводы устраняют большую часть этой вариативности, связанной с жидкостями. Меньше расходных материалов. Меньше путей для утечек. Меньше колебаний давления, за которыми должна следить система управления.
Моделируем пятилетний период владения.
Подержанная гидравлика: покупка за $25,000, $12,000 на устранение накопившихся механических проблем, $10,000 на совокупное гидравлическое обслуживание за пять лет (консервативно для интенсивного использования), $8,000 — риск модернизации системы управления.
Совокупные затраты за пять лет: $55,000, не считая простоев.
Новый электрический начального уровня: покупка за $55,000. Минимальное обслуживание в первые пять лет, предположительно всего $3,000.
Совокупные затраты: $58,000.
На бумаге они почти равны.
Но вот что не одинаково: волатильность рисков. Кривая затрат подержанной гидравлики имеет фронтальную нагрузку и неопределённость. У новой электрической — она более ровная и предсказуемая. Цеха с большим объёмом живут или умирают от предсказуемости, потому что задержанные заказы обходятся клиентам дороже, чем просто испорченные детали.
Когда ремонтный долг плюс волатильность обслуживания уничтожают преимущество по цене в течение пяти лет, вы перешли точку безубыточности.
В этот момент “дешёвый тоннаж” превращается в якорь с графиком выплат.
А значит, реальное решение — не между подержанным и новым.
А между задокументированной надёжностью и надеждой на скидку.
Большинство покупателей спрашивают: “Какую самую низкую цену вы согласны принять?”
Опытные покупатели спрашивают: “Покажите документы.”
Журналы технического обслуживания. Листы калибровки. История сервисного обслуживания контроллера. Подтверждение наличия запчастей. Доказательство того, что «мозг» вот-вот не оставит чугунное тело без поддержки.
Подержанный тормоз с документированным анализом масла, заменами уплотнений, обслуживанием позиционирования и поддерживаемым ЧПУ часто безопаснее загадочной машины, которая дешевле на $10 000. Документация превращает неопределённость в измеримый риск. А измеримый риск можно оценить в цене.
Неочевидный сдвиг заключается в следующем: точка, после которой стоит отказаться, определяется не только суммой потраченных денег. Она зависит от того, сколько неопределённости остаётся после этих затрат.
Если ремонт на $15 000 оставил вам ровную раму, тугие винты, чистую гидравлику и поддерживаемое управление, вы купили продлённый срок службы. Если те же $15 000 оставили вас всё ещё в догадках о следующей поломке — вы купили тревогу.
Вот тот взгляд, который я хочу, чтобы вы взяли с собой дальше.
Подержанный листогибочный пресс — это как старый дизельный грузовик. Если блок прочный, а записи о сервисе обширны, можно оправданно восстанавливать систему впрыска. Если блок треснул, а лампы на панели мигают — никакая скидка не спасёт.
Производительность — это не ценность. Целостность — вот что важно.
И как только долг по ремонту плюс риск контроллера превышают одну треть реальной стоимости — без безупречной документации, способной сгладить кривую риска — это и есть ваша черта, проведённая по песку.


















