

Satın alma toplantılarında en çok duyduğum söz, tonaj ya da geri ölçüm tekrarlanabilirliğiyle ilgili değil. Şudur: “Yanılma lüksümüz yok.”
Sahip bunu, Siemens sürücülere ve tanıdık bir Avrupa CNC sistemine sahip orta sınıf bir abkant presi işaret ederken söyler. Sonra $120,000 daha yüksek fiyatlı Amada veya Trumpf satırını çevirir ve “güvenli tercih” der. Kimse kodlayıcı çözünürlüğünü karşılaştırmamıştır. Kimse servo paketlerini kimin ürettiğini sormamıştır. Logo, kanıt sunulmadan davayı kapatmıştır.
O refleksin bir zamanlar mantığı vardı. Artık yok.
Bir showroom zemininde iki modern 8 eksenli abkant pres alın. İkisi de kapalı devre servo-elektrikli sistemler kullanıyor. İkisi de mikron seviyesinde geri besleme sağlayan lineer kodlayıcılara sahip. İkisi de birkaç binde bir inç tekrarlanabilirlik iddiasında bulunuyor. Biri küçük bir bina fiyatında; diğeri altı haneli tasarruf bırakıyor.
Tam olarak, ekstra hassasiyet nerede saklanıyor?
Bu makineleri denetlediğimde, boya ile başlamam. Dolabı açarım. Bosch Rexroth, Siemens, Yaskawa’dan servo sürücüler. Aynı endüstriyel tedarikçiler, dünya çapında satış yapıyor. Aynı birkaç üreticiden yüksek çözünürlüklü kodlayıcılar. Marka sadakatini umursamayan ISO standartlarına göre üretilmiş hassas taşlanmış bilyalı vidalar.
Zemin Gerçeği: eğer hareket kontrol mimarisi malzeme olarak benzerse, doğruluk sınırı büyük ölçüde bileşen sınıfı ve kalibrasyon disipliniyle belirlenir—kapıdaki rozetle değil.
Köklü markalar kesinlikle Ar-Ge’ye yatırım yapar. Trumpf’un yüzlerce patenti vardır. Amada’nın servo-elektrikli EGB serisi etkileyici yaklaşım hızları ve düşük hata oranları sunar. Bunlar gerçek başarılar. Ancak 10 metrelik uzunluklarda yumuşak çelik braket bükmekle uğraşan küçük veya orta ölçekli bir atölye için soru, amiral gemisi bir makinenin üstün performans gösterip göstermediği değil—bu ekstra performansın faturalarınıza yansıyıp yansımadığıdır.
Çoğu zaman, yansımıyor.

Kuzey Amerika’nın abkant pres pazarı, payın yaklaşık yarısını kontrol eden beş büyük marka tarafından domine ediliyor. Bu hakimiyet tesadüfen oluşmadı. Bayi ağları, eğitim merkezleri, gösterişli demo tesisleri ve her sanayi koridorunda satış varlığı üzerine kuruldu.
Bu altyapının maliyeti vardır.
Bir atölye köklü bir logoya yöneldiğinde, sadece bir koç ya da geri ölçüm sistemini satın almaz. Küresel pazarlamayı, bölgesel showroom’ları ve havacılık firmalarına uygun büyüklükte bir kurumsal Ar-Ge makinesini finanse eder. Bazı alıcılar için bu şüpheden korunma değerdedir.
Ancak yalıtım, hassasiyet değildir.
Yaralardan Bilgeliğe: “Sıfır taviz hassasiyeti” için prim ödeyen ve sonra tüm gün ±0,010 toleranslarda çalışan atölyeler gördüm, çünkü sonraki kaynak işlemleri daha sıkı toleransları tutamıyor. Makine cerrahi düzeyde çalışmaya uygundu. Süreç uygun değildi.
Peki satıştan sonra, o premium makine ilgi gerektirdiğinde ne olur?
Tescilli bir ekosistemden gelen bir servis faturasını açın ve gerçek hesabı görürsünüz. Özel kontrol kartları. Marka özelinde yazılım lisansları. Sadece sertifikalı teknisyenler. Seyahat süresi premium oranlarda faturalanır.
Geniş çapta erişilebilir endüstriyel bileşenler kullanan orta sınıf bir makinede servo güçlendirici arızalanırsa, birden fazla servis yolu vardır. Sıkı kontrol altındaki tescilli bir platformda, seçenekler hızla daralır. Sadece hassasiyet satın almazsınız—bir tedarik zincirine bağlılık satın alırsınız.
Bu kilitlenme, teknoloji farkı geniş olduğunda mantıklıydı. Sadece birkaç üretici, yüksek hızda çok eksenli senkronizasyonu güvenilir şekilde kontrol edebildiğinde, en güçlü savaş hazinesine sahip kabileye ödeme yapardınız.
Ancak artık temel hareket teknolojisi geniş ölçüde erişilebilir durumdaysa, tam olarak neye kilitlenmiş oluyorsunuz—üstün bükme kabiliyetine mi, yoksa üstün markalaşmaya mı?

Bir zamanlar 100 tonluk, servo-elektrikli, yüksek hızlı koç hareketleri ve otomatik takım değişimi özellikleriyle övünen amiral gemisi makineyle çalışan bir atölyenin üretim kayıtlarını incelemiştim. Etkileyici bir makine. Ortalama iş mi? 40’lık seriler halinde 14 numara yumuşak çelik paneller.
Otomatik takım değiştirici boşta duruyordu. Yapay zekâ destekli bükme algoritmaları hiç temel modun dışına çıkmadı. Döngü süresi kazançları, zaten manuel yükleme tarafından sınırlanan işlerden saniyeler kazandırdı.
HVAC marjları için havacılık kabiliyeti satın almışlardı.
Önemli olan bilişsel değişim şudur: “Bu en iyi mevcut makine mi?” diye sormayı bırakın. “Hangi ölçülebilir yetenek iş akışımda gelir üretiyor?” diye sormaya başlayın.”
Köklü markalar hâlâ mükemmel ekipman üretiyor. Ancak gelir modelinizin ötesindeki mükemmellik emniyet değildir—maliyettir.
Ve eğer artık prestij zammı olmadan karşılaştırılabilir hassasiyet elde edilebiliyorsa, bu eşitliği mümkün kılan temel teknolojide ne değişti?
2005’te, bir abkant presinde yüksek çözünürlüklü çok eksenli senkronizasyon istiyorsanız—mikron seviyesinde encoder geri bildirimiyle gerçek kapalı çevrim kontrolü—kısa bir Avrupa ve Japon sürücü üreticileri listesine bakıyordunuz. Entegrasyon zordu. Ayar yapmak kabile bilgisi gerektiriyordu. Kötü bir servo paketi, strokun alt kısmında osilasyon ve palette hurda anlamına geliyordu.
İleri saralım. Bugün Bosch Rexroth, Yaskawa, Siemens, Mitsubishi—ve giderek daha fazla Inovance ile Estun—raf üzerinde otomatik ayar rutinlerine, 24-bit encoderlara ve fieldbus uyumluluğuna sahip modüler servo platformları satıyor. Özel değil. Katalogdan.
İşte değişim bu.
Temel hareket donanımı—motor, sürücü, encoder, kontrol döngüsü—satın alma hacmine sahip herkes için küresel olarak erişilebilir hale geldiğinde, hassasiyet ulusal bir avantaj olmaktan çıkar ve tedarik kararı haline gelir. Soru “Bunu kim üretti?”den “İçinde ne var?”a kayar.”
Ve dolabı açtığınız anda, büyü hızlıca söner.
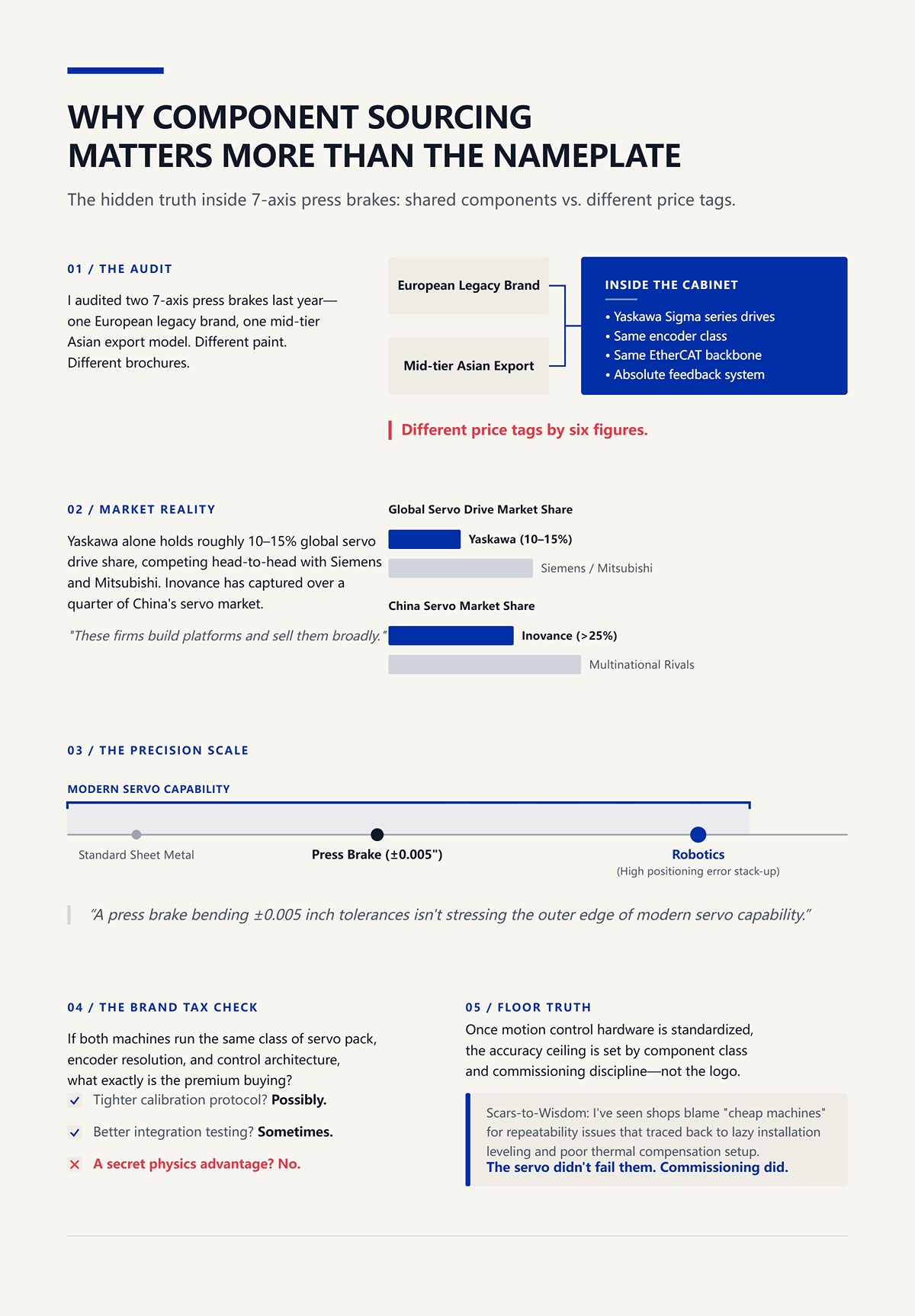
Geçen yıl iki adet 7 eksenli abkant presi denetledim—biri Avrupa menşeli köklü marka, diğeri orta sınıf Asya ihracat modeli. Farklı boya. Farklı broşürler. Elektrik dolabı içinde: Her ikisinde de Yaskawa Sigma serisi sürücüler vardı. Aynı encoder sınıfı. Aynı EtherCAT iletişim omurgası. Aynı türde mutlak geri bildirim sistemi.
Fiyat etiketleri altı haneli rakamlarla farklıydı.
Yaskawa tek başına küresel servo sürücü pazarının yaklaşık –15’ini elinde tutuyor, Siemens ve Mitsubishi ile birebir rekabet ediyor. Bu firmalar sürücüleri sadece prestijli OEM’ler için üretmiyor; platformlar inşa edip geniş çapta satıyorlar. Bir zamanlar yerel Çin tedarikçisi olarak görülen Estun, artık dünya genelinde robotlarda ve takım tezgâhlarında kullanılan servo sistemleri üretiyor. Inovance, endüstriyel otomasyon taleplerini ölçekli şekilde karşılayan yüksek performanslı sürücüler yaparak, Çin’in servo pazarının dörtte birinden fazlasını—çok uluslu rakiplere karşı—ele geçirmiş durumda.
Bu ölçek önemlidir.
Çünkü bir sürücü üreticisi robotik uygulamalara sevkiyat yapıyorsa—konumlandırma hatalarının hızla biriktiği yerlerde—hassasiyet gereklilikleri, çoğu sac metal atölyesinin talep edeceğinden çok daha yüksek olur. ±0.005 inç toleransla büküm yapan bir abkant pres, modern servo kabiliyetinin sınırlarını zorlamaz.
Yani Biz Marka Vergi Kontrolünü yapıyoruz. Eğer her iki makine de aynı sınıf servo paketi, aynı enkoder çözünürlüğünü, benzer kontrol mimarisini çalıştırıyorsa, satın alınan prim tam olarak neyi sağlıyor? Daha sıkı kalibrasyon protokolü mü? Muhtemelen. Daha iyi entegrasyon testleri mi? Bazen. Ama gizli bir fizik avantajı yok.
Gerçek Sahne: Hareket kontrol donanımı standart hale geldikten sonra, doğruluk sınırı bileşen sınıfı ve devreye alma disiplini tarafından belirlenir—koçun üzerindeki logoyla değil.
Yaradan Bilgeliğe: Tekrarlanabilirlik sorunlarını “ucuz makinelerin” suçu olarak gösteren atölyeler gördüm, ama asıl neden tembel kurulum tesviye işlemleri ve zayıf termal dengeleme ayarlarıydı. Servo onları yüzüstü bırakmadı. Devreye alma işlemi yaptı.
Ancak hassasiyet tek savaş alanı değildir. Güç tüketimi kendi hikayesini anlatır.
Sabit hızlı motorla çalışan bir hidrolik abkant presin yanına girin ve onu duyacaksınız—koç hareket etmese bile pompalar tam hızda inler. Pens ampermetreyle ölçün, boşta bile sabit çekiş göreceksiniz.
Şimdi bunu modern bir servo-elektrik veya hibrit servo-hidrolik sistemle karşılaştırın. Motor sadece hareket gerektiğinde hızlanır. Boşta güç çekimi dramatik şekilde düşer. Bazı üreticiler, geleneksel hidrolik sistemlere kıyasla enerji tüketiminde ila 40% arasında azalma iddia eder. Kesin sayı görev döngüsüne bağlıdır, ancak mekanizma basittir: bekleme gücü değil, talep üzerine güç.
İşte burada coğrafya önem kazanıyor.
Asya-Pasifik bölgesi, son yıllarda küresel servo motor ve sürücü pazarındaki büyümenin çoğunluğunu oluşturuyor. Bu büyüme; robotik benimsemesi, yoğun üretim kümeleri ve agresif verimlilik hedefleri tarafından yönlendiriliyor. Her yıl yüz binlerce servo ekseni kuran bir iç pazarda, artımlı verimlilik sadece bir pazarlama maddesi değildir—marjdır.
Geleneksel Avrupa markaları kesinlikle Ar-Ge’ye yatırım yapar. Ancak yüksek hacimli Asyalı üreticiler, kilovatları ölçekten kısmakla kazançların hızla çarpıldığı bir ortamda çalışır. Enerji verimliliği bir sürdürülebilirlik sloganı değil, rekabet silahı olur.
Ve iki vardiya çalışan bir KOBİ için elektrik soyut değildir. Genel giderdir.
Yaradan Bilgeliğe: Gözden geçirdiğim bir atölye, servo-hibrit sistemlere geçtikten sonra azalan hidrolik güç tüketimi sayesinde yıllık olarak yeterince tasarruf etti ve önleyici bakım bütçesini tamamen karşıladı. Onlar prestij değil, daha düşük işletme sürtünmesi satın aldılar.
Bu da daha zor bir soruyu gündeme getiriyor. Verimlilik ve hassas donanım küresel olarak mevcutsa, ihracat sınıfı üreticileri yalnızca yurt içi montajcılardan nasıl ayırırsınız?
Her orta seviye üretici eşit yaratılmamıştır. Bazıları iyi bileşenler etrafında makineleri monte eder ancak kablolama standartlarında, koruma uyumluluğunda veya dokümantasyonda köşeleri keser. Bu metalaştırma değildir—rulet oyunudur.
İhracat sınıfı üreticiler kendilerini daha sessiz yollarla belli eder.
Pano kapağını açın ve etiketli kablo demetleri, UL veya CE uyumlu bileşenler, doğru topraklama mimarisi, sürücüler etrafında termal yönetim alanı arayın. CNC’nin çok dilli arayüzleri ve küresel olarak tanınan güvenlik devrelerini destekleyip desteklemediğini kontrol edin. Broşür toleransları değil, belgelenmiş tekrarlanabilirlik testleri isteyin.
Avrupa veya Kuzey Amerika pazarına yönelen üreticiler—orta segmentteki LONGBOW veya Hunsone gibi isimler—genellikle uluslararası olarak tanınan servo markaları kullanır, uygunluk belgelerini yayınlar ve küresel ölçekte servis edilebilir bileşenler etrafında tasarım yapar. Yalnızca yurt içine çalışan üreticiler bunu genellikle umursamaz. Pazarları bunu talep etmez.
Fark milliyet değildir. Hedef pazar disiplinidir.
Ve bu disiplin daha sonra ortaya çıkar—beş yıl sonra parçalara ihtiyaç duyduğunuzda ve servo sürücünüzün küresel bir stok numarası mı yoksa bölgesel bir sahipsiz mi olduğunu keşfettiğinizde.
Ama temel iddiayı stres testine tabi tutalım. Aynı servo markalarıyla bile, orta seviye sistemler yük altında gerçekten Avrupa tekrarlanabilirliğini yakalayabilir mi?
İki makineyi temeline indirgediğinizi hayal edin: aynı Yaskawa servo paketleri, aynı sınıf lineer enkoderler, benzer gövde tonajı, karşılaştırılabilir CNC enterpolasyon hızı. Her iki makineyi kadran göstergeleriyle donatın ve nominal yükte 500 döngü çalıştırarak alt ölü nokta sapmasını ölçün.
Eğer tekrarlanabilirlik farklılaşırsa, nedeni servo motorun milliyeti olmayacaktır. Nedeni gövde rijitliği, termal kararlılık, bilyalı mil kalitesi veya kalibrasyon metodolojisi olacaktır.
Ve bunlar marka özellikleri değil, mühendislik değişkenleridir.
Avrupalı köklü markalar genellikle gövde tasarımında ve uzun vadeli dayanıklılıkta mükemmel performans gösterir. Bu gerçektir. Daha ağır kaynaklı parçalar, geliştirilmiş gerilim giderme süreçleri, daha dar işleme toleransları. On yıllar içinde bu, itibara dönüşür.
Ancak orta seviye ihracat üreticileri, gövde tasarımında sonlu elemanlar analizini kullanarak, ISO standartlarına uygun hassas taşlanmış bilyalı vidalar tedarik ederek ve bunları aynı sınıf yüksek çözünürlüklü geri besleme sistemleriyle eşleştirerek bu farkın çoğunu kapattı. Servo döngüsü, enkoder girdisine dayalı olarak gerçek zamanlı düzeltim yapabiliyorsa, küçük mekanik sapmalar aktif olarak telafi edilir.
Yani hüküm, tüm makinelerin eşit olduğu değil.
Daha dar—ve prestij müşterileri için daha rahatsız edici.
Temel servo teknolojisi küresel olarak erişilebilir hale geldiğinde, hassasiyet ayrıcalıklı bir kulüp olmaktan çıktı ve entegrasyon egzersizi haline geldi. Köklü markalar hâlâ ekosistem, servis ağları ve aşırı uç uygulamalarla fark yaratıyor. Küresel pazarlamayı, bölgesel showroomları ve havacılık ana sanayileri için boyutlandırılmış bir kurumsal Ar-Ge makinesini finanse ediyorlar. Bazı atölyeler için bu koruma güven hissi verir.
Ancak yalıtım, hassasiyet değildir.
Modern KOBİ için daha akıllı soru “Hangi marka en üst sırada?” değil; “İş akışım gerçekten hangi toleransı gerektiriyor—ve prestij ek ücreti olmadan bunu sağlayan şeffaf bileşen yığını hangisi?”dir. Pratikte bu, gerçek bükme senaryoları etrafında tasarlanmış tam CNC tabanlı sistemleri, sac metal işlemenin yukarı ve aşağı akış süreçleriyle entegrasyonunu ve gerçekten ürettiğiniz parçalardaki ölçülebilir tekrarlanabilirliği değerlendirmek anlamına gelir. Şu gibi çözümler CN-HAWE abkant pres bu yetenek-öncelikli zihniyet etrafında inşa edilmiştir—rozet değerinden çok hassasiyeti, otomasyon uyumluluğunu ve ölçeklenebilir performansı öne çıkararak—böylece yalnızca itibara değil, belgelenmiş sonuçlara yatırım yaparsınız.
Servo donanımı ve temel hassasiyet küresel olarak erişilebilir durumdaysa, prim motor kasasının içinde saklanamaz. Makinenin aslında sizin işinize ne kadar uygun olduğuyla ortaya çıkmalıdır.
Çoğu KOBİ işte burada kafası karışır. Mahkeme salonuna “#1 kimdir?” diye sorarak girerler, sanki bu bir güzellik yarışmasıymış gibi; broşürler parlak tanıklar gibi sıralanır—mikron düzeyinde tekrarlanabilirlik değerleri, gösterişli gövdeler, havacılık mirası söylemleri. Ancak gelir sıralamalara aldırmaz. Gelir, makinenizin tolerans bandınızı, gün be gün, sevk ettiğiniz parçalarda tutup tutmadığıyla ilgilenir.
Farklı bir soru. Farklı bir hüküm.
Bir atölyeyi denetlediğimde marka isimleriyle başlamam. Kumpaslarla ve son iş emirlerinden oluşan bir yığınla başlarım. Hangi kalınlıklar baskın? Hangi bükme uzunlukları? Hangi açısal toleranslar yeniden işlemeyi tetikliyor? Kağıt üzerinde ±0,005 mm tutabilen bir makine anlamsızdır, eğer müşterileriniz parçaları ±0,3 derece açı sapmasında reddediyorsa, doğrusal derinlik hatasında değil. Önemli olan tolerans, faturalarınıza bağlı olandır.
Ve durumu böyle çerçevelediğinizde, prestij primi kendini logoya değil, tolerans bandınıza karşı haklı çıkarmak zorundadır.
Rijitlik bir slogan değildir. Yük altında sapmadır.
İki atölye düşünün. Biri gün boyu 1,2 mm paslanmaz muhafazalar büküyor. Diğeri 3 mm yumuşak çelik braketler ile ara sıra 10 mm yapısal kulakçıklar arasında gidip geliyor. Aynı servo sınıfı. Aynı enkoder çözünürlüğü. Ancak gövde üzerinde tamamen farklı talepler.
Servo-elektrikli sistemler yüksek tekrarlı, ince sac işlerinde parlıyor. Sıkı kontrol, düşük enerji tüketimi, minimum hidrolik sapma. Ama onları daha kalın yapısal malzemelere zorladığınızda bir duvara çarpıyorsunuz—yazılımda değil, fizikte. Elektrikli tahrikler konumu son derece hassas şekilde kontrol edebilir; ancak tasarım aralığının ötesine esneyen bir gövdeyi telafi edemezler.
Hidrolik sistemler—özellikle daha ağır, eski tip gövdelerde—hala kaba kuvvet gerektiren uygulamalarda hakimdir ve bunun bir nedeni vardır. Basınç altındaki yağ, pazarlama döngüleriyle ilgilenmez. Daha geniş bir malzeme yelpazesine tonaj sağlar ve o ağır gövdelerin kütlesi, daha hafif yapıların yakınacağı darbe yüklerini emer.
Gördüğüm hata şu: Bir KOBİ, “ne olur ne olmaz” diyerek prestijli bir markadan aşırı tonajlı bir makine alır. Makine ömrünün ’ında ince sac bükerek, nadiren kullandığı yapısal kapasiteyi sürükler. Sermaye bağlanır. Zemin alanı işgal edilir. Enerji gideri gerekenden fazla olur.
Geleceğe hazırlık adına aşırı boyutlandırma, çoğu zaman asla gelmeyecek bir gelecek için fazla ödeme yapmak anlamına gelir.
Yaradan Bilgeliğe: Aşırı yüklenmiş hafif hizmet elektrikleri nedeniyle yaşanan daha fazla duruş süresi ve kullanılmayan ağır hidroliklerden kaynaklanan daha fazla israf edilmiş sermaye gördüm; marka hatasından kaynaklanandan çok daha fazla. Gövdeyi, teklif verdiğinizi hayal ettiğiniz metale değil, gerçekten siparişini verdiğiniz metale göre eşleştirin.
Peki ya parçalarınız başlangıçta havacılık toleransları gerektirmiyorsa?
Şu cümle: “Yanılma lüksümüz yok.”
Bu cümle, herhangi bir satış temsilcisinden daha fazla aşırı alım kararını yönlendiriyor. İşletme sahipleri, aşırı hassasiyet gerektirecek tek bir işi hayal ediyor ve makineyi o varsayımsal işe göre seçiyor—faturaları ödeyen ’lik iş için değil.
Basit bir düşünce deneyi yapalım. Varsayımsal rakamlar, ama gerçekçi dinamikler. Diyelim ki Makine A ±0,005 mm tekrarlanabilirliği koruyor ve prim fiyatla geliyor. Makine B, ±0,02 mm değerini güvenilir şekilde koruyor ve daha ucuz. Tipik parçalarınız, açı değişimi hurdaya neden olmadan önce büküm derinliğinde ±0,1 mm toleransa izin veriyor.
Hangi makine yatırılan dolar başına daha fazla kâr üretir?
Eğer Makine B toleransı sorunsuz sağlıyorsa—sapma takibi gerekmeden, sürekli yeniden kalibrasyona ya da yazılım numaralarına gerek olmadan—o zaman Makine A’nın ekstra hassasiyeti kullanılmayan bir kapasitedir. Hiç girmediğiniz bir aralık için ödeme yapmış olursunuz. Üstelik sistem ne kadar sıkı olursa, kurulum disiplinine, operatör eğitimine ve yazılım güncellemelerine o kadar duyarlı hale gelir. Gelişmiş kontrol güçlüdür, ama yeterince eğitimli olmayan bir atölyede bir dokunmatik ekranda kaybedilen üretim süresine dönüşür.
Gerçekten spesifikasyonunuza tam uyum sağladığında “yeterince iyi” olmak vasatlık değildir. Kâr marjıdır.
Burada mahkeme benzetmesi önemlidir. Pazarlama iddiaları tanıklıktır. Tolerans birikimi ve yeniden iş oranınız delildir. Karar, övünme hakkı değil, yatırımdan dönüş oranıdır.
Ama günümüzde hassasiyet artık sadece çelik ve kaynaklı parçalardan ibaret değil, öyle değil mi?
Eskiden kütleye odaklanırdık. Daha ağır gövde, daha kalın yan plakalar, daha fazla tonaj. Mekanik üstünlük, tutarlılığa giden yoldu.
Şimdi servo döngüsü bu işin bir kısmını üstleniyor.
Kapalı çevrim kontrol—enkoderlerin gerçek zamanlı konum verilerini sürücüye geri beslediği sistem—makinenin her çevrimde kendini düzeltmesi anlamına gelir. Küçük mekanik sapmalar milisaniyeler içinde ölçülür ve telafi edilir. Hassasiyet, mekanik bütünlüğün üzerinde katmanlaşmış bir yazılım sorunu haline gelir.
Bu, farklılaşmanın nerede yaşadığını değiştirir.
İki makine benzer servo paketleri ve enkoder sınıflarını paylaşıyorsa, anlamlı farklar entegrasyon kalitesine kayar: kontrol algoritmasının ne kadar iyi ayarlandığı, kablolama mimarisinin ne kadar düzgün olduğu, sürücüler etrafındaki termal yönetimin uzun bir vardiya boyunca ne kadar kararlı kaldığı. Gösterişli değil. Ama belirleyici.
Ve işte bu noktada, üstün entegrasyon, devreye alma titizliği ve uzun vadeli destek kanıtlanabiliyorsa, prim hâlâ gerekçelendirilebilir. Milliyet yüzünden değil. Miras yüzünden değil. Sistem, yük profiliniz altında, operatörlerinizle, yıllar boyunca öngörülebilir davrandığı için.
Ancak yalıtım, hassasiyet değildir.
Onlar küresel pazarlamayı, bölgesel showroom’ları ve havacılık ana yüklenicileri büyüklüğünde bir kurumsal Ar-Ge makinesini finanse ediyorlar. Eğer havacılık toleransları veya bu ekosistemi gerektiren otomasyon hücreleri çalıştırmıyorsanız, soru yine değişir: ölçeklendireceğiniz yazılım odaklı doğruluk için mi, yoksa mücadele edeceğiniz yazılım karmaşıklığı için mi ödeme yapıyorsunuz?
Bu, yoldaki bir sonraki dönemeçtir.
Ortabatı’daki bir atölye, köklü bir Avrupa markasından 135 tonluk bir abkant pres satın alıyor. Broşürde “Endüstri 4.0”a hazır” yazıyor. İki yıl sonra, ERP’lerine bağlı gerçek zamanlı iş takibi ve zeminden otomatik büküm programı geri bildirimi istiyorlar. OEM’den gelen yanıt: bir yazılım modülü, bir ağ geçidi cihazı, fabrika onaylı kurulum ve entegrasyon desteği.
Toplam teklif: $60.000’in biraz üzerinde.
Şaside hiçbir şey değişmedi. Servo paketinde hiçbir şey değişmedi. Bu, her zaman var olan ama bir ödeme duvarının arkasına kilitlenmiş bir yazılım kapısı.
Bu yüzden bir KOBİ bana, büyüme aşamalarında prim entegrasyonunun buna değip değmeyeceğini sorduğunda, felsefeyle başlamam. Bir anahtar ve bir kablolama diyagramıyla başlarım. Ne yerel? Ne lisanslı? Ne fabrika onayı gerektiriyor? Çünkü otomasyon hazırlığı bir logo özelliği değildir. Ya baştan bunun için ödeme yapmışsınızdır ya da daha sonra faizle ödeyeceksiniz.
Kâr hâlâ tolerans hizalamasından ve sistem uyumundan gelir. Otomasyon sadece “uyum”un nerede yaşadığını değiştirir.
Kabin kapağını açın.
Geçen yıl denetlediğim orta sınıf bir makinede, kontrolör kutudan çıktığı haliyle standart endüstriyel protokolleri—Ethernet/IP ve OPC UA—destekliyordu. Bu, makinenin üretim verilerini, alarm durumlarını ve çevrim sayılarını özel ara yazılım olmadan doğrudan tesis ağına yayınlayabileceği anlamına gelir. Entegratörünüz el sıkışmayı bir kez yazar. Canlısınız.
Yanındaki eski birimde mi? Aynı sınıfta servo sürücüler. Aynı enkoder çözünürlüğü. Ancak veri katmanı OEM’in ekosistemi içinde kilitliydi. Anlamlı üretim metriklerini çıkarmak, markalı ağ geçitlerini ve yıllık yazılım lisanslamasını gerektiriyordu.
İşte bu noktada “Endüstri 4.0”a hazır” Zemindeki Gerçeğe dönüşür: belki de hiçbir zaman tam anlamıyla kullanmayacağınız pahalı yazılım.
Şimdi bunu dayanıklılık testine tabii tutun. Bu ekosistem için ödeme yapmak akla yatkın olduğu durumlar vardır. Eğer aynı markadan birden çok makineyi kıtalar boyunca çalıştırıyorsanız ve kurumsal BT merkezi güncellemelerle tek bir pano istiyorsa, prim tutarlılık satın alır. Bu boş laf değildir. Bu yönetişimdir.
Ama çoğu KOBİ küresel filolar işletmez. Onlar teklif hatalarını azaltmaya, gerçek çevrim sürelerini takip etmeye ve belki de büküm programlarını lazer yuvalarına geri bağlamaya çalışır. MAC-Tech’in entegrasyon kılavuzu, yukarı ve aşağı akış sistemleri birbiriyle konuştuğunda 20–40% teslim süresi azaltımı gösterir. Bunun ne ima ettiğine dikkat edin: kazanç, marka soyundan değil, iş akışı bağlantısından gelir.
Makine, $60.000’lik bir gişe ücretine tâbi olmadan açık protokollerle konuşamıyorsa, ROI saatiniz geç başlamış demektir.
Yaradan Bilgeliğe: Yazılım yükseltme teklifi ikinci kez makine satın almak gibi hissettirdiği için entegrasyonu yıllarca erteleyen atölyeler gördüm. İmzalamadan önce yerel iletişim protokollerinin yazılı bir listesini isteyin. Temel özellikte yoksa, sonradan ödeme yapacağınızı varsayın.
Ancak kontrolü elinde tutan kişiler sistemi verimli şekilde çalıştıramazsa, veri hatları işe yaramaz.
Bir otomotiv tedarikçisinde, yüksek tonajlı bir pres, yaklaşık 12 haftada yedi haneli bir yatırımı geri kazandırdı. Daha güzel bir ekrana sahip olduğu için değil. Döngü süresini, fireyi ve kalıp değişim süresini disiplinli süreç optimizasyonuyla azalttıkları için.
Kontrolör önemliydi—ama pazarlamanın iddia ettiği şekilde değil.
Çoğu atölyenin gözden kaçırdığı şey şu: otomasyon, yüksek becerili manuel bükme ihtiyacını azaltır, ancak disiplinli kurulum, denetim ve program yönetimi ihtiyacını artırır. Bir E-CI otomasyon çalışması bunu açıkça ortaya koyar—otomatik pres frenleri, pres başında çok daha az nitelikli işgücü gerektirir, ancak işgücü dönüşmek zorundadır. Operatörler kurulum teknisyeni ve kalite sorumlusu haline gelir.
Şimdi iki arayüz hayal edin.
Kontrolör A görsel olarak şık, yönlendirmesi güçlü, karmaşıklığı gizler. Kontrolör B daha az gösterişlidir ama malzeme verilerini, takım seçimini ve büküm sıralaması doğrulamasını açık şekilde girmeyi zorunlu kılar.
Hangisi gece 2’deki $3,000 hurda çalışmasını önler?
Sezgisel bir arayüz, kritik parametreleri gizlemeden tuş sayısını ve kurulum süresini azaltıyorsa bir verimlilik unsurudur. Sadece fabrikaya özel eğitim ya da içeride yalnızca bir “guru”nun bildiği bir programlama mantığına bağımlılık yaratıyorsa, o zaman bir darboğaza dönüşür.
Midwest Engineering Systems, proje kalemlerinden biri olarak sahada operatör eğitimi içeren bir robotik besleme hücresi teslim etti. Bu dürüstlüktür. Öğrenme eğrisinin bedelini fiyatlandırdılar. Bazı premium markalar bu maliyeti sahipliğin ilk 90 gününe yedirir—ekibiniz sessizce saatlerini harcarken, sistemin sanki yazılım mühendisleri tarafından, imalatçılar için değilmiş gibi hissedilen bir kontrol felsefesini çözmeye çalışır.
Ancak yalıtım hassasiyet değildir. Kalın bir kılavuz ve küresel bir yardım masası, ikinci vardiya sorumlusunun çöken bir programdan, Avrupa uyanmadan önce kendi başına toparlanabileceğini garanti etmez.
Asıl soru “Arayüz modern mi?” değil. “Ortalama B düzeyinde bir operatör, yapılandırılmış bir eğitimden sonra bunu kârlı şekilde çalıştırabilir mi?” sorusudur.”
Çünkü eğer otomasyon işgücü kıtlığı tarafından yönlendiriliyorsa—birçok FANUC vaka çalışmasının gösterdiği gibi—o zaman ölçüt zarafet değil, hayatta kalmaktır. Otomasyon yapıyorsunuz çünkü işe alım yapamıyorsunuz. Kontrol bunun gerçeğini tolere edebilmelidir.
Ve kontrolör kullanılabilir hale geldiğinde, bir sonraki kısıt ortaya çıkar.
LVD’den robotize bir pres freni, yaklaşık 20 dakikalık kurulum süreleriyle 7/24 üretim sergiledi. Bu teori değil. Bu, mekanik, elektriksel ve yazılımsal olarak bir robotla koordinasyon kuracak şekilde en baştan tasarlanmış bir makine.
Bunu, geleneksel bir presin önüne “ilk adım” olarak bir cobot monte eden atölyelerle karşılaştırın. Olympus bunu otomasyona erişilebilir bir giriş olarak konumlandırıyor. Makul. Daha düşük maliyet. Görünür işgücü rahatlaması.
Ama işte tuzak burada.
Eğer pres freni yerel robot arayüz sinyallerinden yoksunsa—güvenli G/Ç el sıkışmaları, senkronize program çağrıları, açık API erişimi—sonuçta sabırlı bir insan gibi davranan bir cobot ile kalırsınız. Yükler ve boşaltır. Pres hâlâ manuel onayları veya hantal sinyal geçici çözümlerini bekler.
İşi otomatikleştirdiniz, süreci değil.
Ölçeklenebilirlik, yalnızca bir kontrol ünitesindeki port sayısıyla ilgili değildir. Bu, üreticinin daha en baştan robotik birlikte çalışabilirliği düşünüp düşünmediği ile ilgilidir: koruma mantığı, program sürüm kontrolü, çarpışma bölgeleri, çevrimdışı simülasyon yeteneği. Eğer sonradan bir robot eklemek kontrol panosunu sökmeyi ve garantiyi geçersiz kılmayı gerektiriyorsa, o makine hiçbir zaman otomasyona hazır değildi. Sadece otomasyona yakın bir makineydi.
Bir sonraki abkant presinizin gerçekten robotik bir hücreye ölçeklenip ölçeklenmeyeceğini — yoksa pahalı bir yeniden düzenleme projesine mi dönüşeceğini — değerlendiriyorsanız, imzalamadan önce mimarileri karşılaştırmakta fayda var. CN-HAWE’nin 100% CNC tabanlı portföyü, bükmeden tüm sac metal otomasyonuna kadar uzanır; abkant presler ve endüstriyel otomasyon alanlarında özel bir Ar-Ge desteğine sahiptir, böylece entegrasyon stratejisini makine tasarımının başlangıç aşamasına dâhil eder. Atölyenizin robot planlarını, tolerans gereksinimlerini ve yükseltme yol haritasını tartışmak için CN-HAWE ile iletişime geçebilirsiniz teknik bir danışma veya teklif incelemesi talep edebilirsiniz.
Ve işte Marka Vergisi Kontrolü bu noktada tekrar devreye giriyor. Birçok orta segment üretici artık geleneksel markalarla aynı sınıfta endüstriyel robot kolları ve güvenlik PLC’leri tedarik ediyor. Fark, entegrasyon katmanının açık mı yoksa tescilli mi olduğunda ortaya çıkıyor. Her ikisi de benzer donanım kullanıyorsa, neden biri altı haneli bir otomasyon yükseltmesi teklif ederken diğeri arayüzü temel mimariye dâhil ediyor?
Çünkü onlar küresel pazarlamayı, bölgesel showroom’ları ve havacılık ana yüklenicileri boyutunda bir kurumsal Ar-Ge makinesini finanse ediyorlar.
Eğer üç yıl içinde çok hücreli, insansız üretime ölçeklenmeyi planlamıyorsanız, bu ekosistemin teorik avantajlarını hiçbir zaman yakalayamayabilirsiniz. Bu arada, açık mimariye ve belgelenmiş robot arayüz sinyallerine sahip orta segment bir makine, henüz hak etmediğiniz bir geleceğin bedelini sizden almadan seçeneklerinizi canlı tutar.
Yaralardan Bilgeliğe: Geleceğe dayanıklı hale getirmek, finanse edebileceğiniz en gelişmiş hücreyi satın almakla ilgili değildir. Mesele, mimari çıkmazlardan kaçınmaktır. Satın almadan önce tek zor bir soru sorun: “Bunun gibi bir makineyi, halihazırda bir robotla çalışan bir örnek olarak bana gösterin ve oraya ulaşmak için tam olarak ne gerektiğini anlatın.”
Çünkü en otomasyon‑hazır abkant pres bile, entegrasyon gece 3’te hata verdiğinde ve kimse telefona cevap vermediğinde pahalı bir heykelden farksız hale gelir.
ABD’nin orta batısında bir atölyede 135 tonluk bir abkant pres, bir kontrol kartı arızalandığı ve yedek “Avrupa’dan yolda” olduğu için sekiz gün boyunca boşta kalıyor. Ödeme taslağı hâlâ işleme alınıyor. Bordrolar hâlâ çalışıyor. Müşteri hâlâ parçalarını istiyor.
KOBİ’lerin çoğunun, tescilli “tam ekosistemin” primi hak edip etmediğini sorgularken atladığı YG (ROI) hesabı budur. Satın alma fiyatını çevrim süresi kazanımlarıyla karşılaştırırlar. Otomasyonla sağlanacak iş gücü tasarrufunu modellerler. Ancak nadiren duruş ekonomisini modellerler: günlük gelir × gerçekçi toparlanma süresi × beş yıl içindeki arıza olasılığı.
Eğer abkant presiniz günde $4.000 katkı marjı sağlıyorsa ve destek yapınız her iki yılda bir on günlük bir kesintiye izin veriyorsa, fazla mesai, hızlı kargo veya itibar kaybı devreye girmeden önce zaten $40.000’i yakmış oluyorsunuz. Çalışmayan bir makine hassas bir araç değildir. O, sessiz bir bordro gideridir.
Geleceğe dayanıklı olmayı hedeflerken mimari kilitlenmeden kaçındık. Şimdi, logonun arkasındaki destek mimarisinin gerçekten kazanç sağlamaya devam edip etmediğini test etme zamanı.
Aynı hafta masamda iki teklif gördüm. Marka A “24 saat içinde uzaktan teşhis” sözü veriyor. Marka B “48 saat içinde yerinde teknisyen” garantisi veriyor. Her ikisi de güven verici görünüyor.
Ancak bir servo sürücü ciddi şekilde arıza yaptığında — sıfırlama yok, geçici çözüm yok — uzaktan teşhis, sürüş mesafesinde rafta bir yedek parça olmadıkça sadece bir gösteriden ibarettir. Ve kontrol kartı gümrükte bekliyorsa, yerel teknisyen sadece empatik bir yüz olur.
Destek iki eksende yaşar: 1) Yetkin ellere ulaşma süresi 2) Kritik yedek parçaların fiziksel bulunabilirliği
İkisini birlikte haritalandırmazsanız, kendinizi kandırıyorsunuz demektir.
Gerçekçi bir varsayımı ele alalım: orta sınıf bir üretici, yaygın olarak bulunan Yaskawa sınıfı servo sürücüleri ve hazır bir güvenlik PLC'si kullanıyor. Yerel otomasyon distribütörünüz bu sürücüleri stokluyor çünkü bunlar bölge genelinde ambalaj hatlarında ve CNC router’larda kullanılıyor. OEM 12 saat içinde yanıt verirse ama parça iki saat uzaktaysa, bir sonraki vardiyada yeniden kesim yapmaya başlarsınız.
Şimdi bunu özel bir hareket modülü kullanan bir üst düzey markayla karşılaştırın. Evet, yardım hattı 7/24 açık. Ancak modül seri numaralı, yazılım kilitli ve yalnızca denizaşırı merkezi depodan sevk ediliyor. Arıza oranı düşük olsa bile, gerçekleştiğinde duruş süresi saatiniz uluslararası yük taşımacılığına bağlı hale geliyor.
Küresel pazarlama, bölgesel showroom’lar ve havacılık ana yüklenicilerine uygun boyutta bir kurumsal Ar-Ge makinesi finanse ediyorlar. Bu kötü bir şey değil. Sadece parça lojistiklerinin büyük filolar için optimize edildiği, tek makinalı KOBİ’ler için değil anlamına geliyor.
Saha Gerçeği: “Küresel servis ağı” genellikle “mükemmel telefon desteği artı merkezi stok” anlamına gelir.”
Yaradan Bilgeliğe: Beş yıl boyunca en çok arızalanan ilk on parçanın listesini isteyin—sürücüler, enkoderler, kontrol kartları, güvenlik röleleri—sonra tek bir net soru sorun: “Bu parça bölgem için fiziksel olarak nerede stoklanıyor?”
Yanıt pasaport içeriyorsa, bunu yatırım geri dönüşünüze dahil edin.
Güneydoğu’daki bir atölye etkileyici özelliklere sahip ithal bir elektrikli pres freni satın aldı: ±0.01 mm tekrarlanabilirlik, temiz pano düzeni, modern kontrol. Kâğıt üzerinde Avrupa rakipleriyle aynıydı. Gerçekte, ilk çerçeve çatlağı 18 ay sonra ortaya çıktı.
Çelik kötü olduğu için değil. Makine, düzlüğü hiç ölçülmemiş bir zemine, bölgeye ilk kez gelen bir ekip tarafından ve daha önce devreye alınmamış bir iklim koşulunda kurulduğu için. Üreticinin 800 kilometrelik bir yarıçap içinde başka hiçbir makinesi yoktu.
Her abkant pres “terzi işi”dir, broşürlerde söylendiği gibi. Doğru. Tonaj, boğaz derinliği, takım yığını—hiçbiri evrensel değildir. Ancak bu terzilik, yakınlarda biri zaten bu tasarımla kan dökmüşse işe yarar.
Yerel Referans Testi basittir: “Bu seriden tam olarak üç makineyi bir gün uzaklıktaki bir mesafede çalışır halde gösterin. Bu sahiplerle konuşmama izin verin.”
Başka eyaletteki amiral gemisi 300 tonluk makine olmaz. Aynı ana şirkete ait kardeş lazer de olmaz. Aynı pres, aynı kontrol nesli, aynı hidrolik veya elektrik mimarisi olmalı.
Neden? Çünkü bölgesel yoğunluk gayriresmî desteği besler. Teknisyenler kalıp tanıma yeteneği kazanır. Yedek parçalar önceden konumlandırılır. Yazılım hataları ortaya çıkar ve siz görmeden önce düzeltilir.
İlk bölgesel müşteri olmak—ister yeni bir kontrol sistemi çıkaran köklü bir marka, ister pazara giren orta sınıf bir ihracatçı olsun—beta test sahası olmak demektir. Sadece bir makine satın almıyorsunuz. Onların öğrenme eğrisini finanse ediyorsunuz.
Şu cümle: “Yanılma lüksümüz yok.”
Yaradan Bilgeliğe: Yakındaki bir kuruluma gidip balayını geçmiş bir sahip ile konuşamıyorsanız, güvenilirlik satın almıyorsunuz. Potansiyel satın alıyorsunuz.
Toplantı masasına bir garanti formu gelir. “İki yıl kapsamlı koruma.” Güvenli geliyor.
Sonra hariç tutulanlar kısmını okursunuz.
Aşınan parçalar kapsam dışı. Elektrik bileşenleri “üretici takdirine bağlı” olarak kapsamda. Seyahat masrafları 90 gün sonrası için faturalandırılır. Yazılım desteği “standart işlevlerle” sınırlı. Bir anda o kapsamlı kalkan İsviçre peyniri gibi görünür.
Üç arıza kategorisine odaklanın:
1) Yüksek maliyetli elektronikler – ana kontrol kartları, servo sürücüler, güvenlik PLC'leri. Parçalar ve işçilik tamamen kapsanıyor mu? Yoksa sadece parçalar mı, seyahat ve teşhis ücretli mi?
2) Yapısal bileşenler – gövde, koç, arka dayama. Ne kadar süreyle? Beş yıllık gövde garantisi yaygın bir pazarlama vaadidir. Ancak sapma, spesifikasyonu aşarsa hizalama ve işçilik dâhil mi?
3) Yazılım ve ürün yazılımı – Bir kontrol güncellemesi sistemi kullanılmaz hâle getirirse kurtarma kapsam dâhilinde mi? Yoksa bu “ücretli destek” mi sayılır?
Üst düzey ekosistem markaları, garanti geçerliliğini genellikle sertifikalı bakım ziyaretleri ve onaylı sarf malzemelerine bağlar. Planlı bir servisi kaçırır veya üçüncü taraf takım takarsanız, kapsam daralır. Orta seviye üreticiler bazen daha basit ama daha kısa süreli şartlar sunar.
Sorun hangisinin daha uzun olduğu değil. Hangisinin daha açık olduğu.
Zemin Gerçeği: Sürücüler, kartlar, işçilik ve seyahat için açık kapsam sunan iki yıllık garanti, katmanlı koşullara sahip beş yıllık bir başlıktan genellikle daha güvenlidir.
Yaralardan Bilgeliğe: Garantiyi önünüze alın ve satış temsilcinizden, ana kontrol kartı 18. ayda arızalanırsa—nakliye ve işçilik dâhil—kimin ödeyeceğini yazılı olarak imzalamasını isteyin. Tereddüt ederlerse, gerçek risk primini buldunuz demektir.
Çünkü büyüme aşamanızda, yatırım geri dönüşü (ROI) logo prestiji veya ekosistem derinliğiyle değil, bir şey bozulduğunda—ki bozulacaktır—tekrar bükmeye ne kadar hızlı dönebildiğinizle belirlenir.
Ve teknik eşitliğin yaygın, duruş süresi ekonomisinin kişisel olduğunu kabul ettiğimizde, geriye kalan tek akılcı hamle, büyüme hızınızı gerçekten karşılayabileceğiniz destek riski seviyesiyle eşleştiren kademeli bir karar çerçevesi oluşturmaktır.
Destek mimarisi kaldıraçtır. Şimdi o kaldıracı atölyenizin gerçekten kaldırdığı yüke eşleyin.
Çoğu sahip tonaj ve tabla uzunluğu üzerinden düşünür. Sizinse maruziyet üzerinden düşünmenizi istiyorum: günde kaç gelir doları o koç üzerinde duruyor ve ne kadar süre hareketsiz kalabilir? 70% kapasiteli bir frenle çalışan 6 kişilik bir atölye, iki vardiya halinde senkronize hücrelere lazer kesim sac besleyen 40 kişilik bir tesisten farklı bir risk sınıfındadır. Aynı makine kategorisi. Farklı duruş toleransı.
Yani çerçeve marka öncelikli değil, risk öncelikli. Kararınızı üç değişken etrafında şekillendirin: makine başına günlük gelir, iş yığınının esnekliği (müşteriler bekleyebilir mi?) ve tam o model için yerel destek yoğunluğu. Bu üçü hizalandığında, “en güvenli” kademe logo ne olursa olsun netleşir.
Hangi kademe aslında büyüyen bir KOBİ için ROI açısından en tatlı noktaya denk gelir?
Çoğunlukla hafif sac paslanmaz, alüminyum muhafazalar, medikal braketler büken, 8–15 kişilik varsayımsal bir imalat atölyesini ele alalım. Tekrarlanabilirlik önemlidir—±0,01 mm sınıfı elektrikli servo frenler burada öne çıkar. Montajla aynı alanı paylaşıyorsanız 75 dB altı temiz çalışma önemlidir. Zeminde hidrolik yağ değil.
Orta seviye elektrikli üreticiler artık büyük markaların kullandığıyla aynı sınıfta servo sürücü ve lineer kodlayıcı satın alıyor. Bu, ticarileşmedir. Marka Vergisi Kontrolü basit bir soru sorar: Sürücü, kodlayıcı ve güvenlik PLC’si aynı üreticiye ve sınıfa sahipse, iki kat fiyat ödediğiniz şey tam olarak nedir?
Çoğu zaman, bu ekosistem cilasıdır. Markalı yazılım katmanları. Küresel showroomlar. Dünya çapındaki pazarlamayı, bölgesel showroomları ve havacılık ana yüklenicileri ölçeğinde bir kurumsal Ar-Ge makinesini finanse ediyorlar.
Ancak yalıtım, hassasiyet değildir.
Bu atölye büyüklüğü için, şeffaf bileşenler, yerel stoklu sürücüler ve üç bölgesel referansla birlikte orta seviye elektrikli genellikle daha hızlı geri ödeme sağlar. Daha düşük edinme maliyeti. Karşılaştırılabilir tolerans. Daha basit garanti dili. Bir servo arızalanırsa, yurtdışından seri numaralı bir modülün gelmesini beklemek yerine bölgesel distribütörü ararsınız.
İzlerden Bilgeliğe: Tatlı nokta yalnızca malzeme karışımınız sınırında kaldığında vardır. Kalın yapısal plakayı belirlenmiş çalışma döngülerinin ötesine itmeye başladığınızda, elektrikli avantajlar aşırı yük alarmlarına ve erken aşınmaya dönüşür.
Peki üretim hacmi veya malzeme aralığı değiştiğinde ne olur?
Şimdi iki yolu gözünüzde canlandırın.
Birincisi: tahmin edilebilir parçalar, kalın yüksek mukavemetli çelik, en az iki vardiya çalışan yüksek hacimli bir otomotiv tedarikçisi. Arıza süresi bir rahatsızlık değildir; bir sözleşme ihlalidir. Burada, hidrolik sistemler hâlâ değerini korur. Aşırı yükleri daha iyi tolere eder. Bilyalı vida limitlerini zorlamadan geniş kalınlık değişimlerini kaldırır. Kontrol ekosistemi—özellikle üst düzey markalarda—robotik hücreler ve fabrika MES ile daha sıkı entegre olabilir.
Bu ortamda, prim farkını ödemek mantıklı olabilir. Rozet için değil. Yedeklilik, filo çapında parça havuzları ve hizmet sözleşmesine yazılmış garantili teknisyen müdahalesi için. Risk aktarımı satın alıyorsunuz.
İkincisi: haftada 30 parça numarası teklif eden, 5 ila 200 parça arasında partiler üreten yüksek çeşitlilikli bir iş atölyesi. Malzeme, 16 ölçüden ara sıra 1/4 inç’e kadar değişir. Esneklik ve değişim hızları kârı belirler. Burada, aşırı spesifikasyonlu hidrolik tonaj ölü sermaye haline gelir. Enerji tüketimi artar. Gürültü artar. Bakım karmaşıklığı artar.
Orta seviye elektrikli veya iyi desteklenmiş orta seviye hidrolik genellikle kazanır çünkü değişkenliğe uyum sağlar, kaba güce değil. Daha düşük boşta maliyet. Daha hızlı koç başı (ram) dönüşü. Kendi teknisyeninizin gerçekten yapabileceği daha basit bakım rutinleri.
Şu cümle: “Yanılma lüksümüz yok.”
Otomotiv fabrikası için “yanlış”, kaçırılan bir sevkiyattır. İş atölyesi için “yanlış”, hiçbir zaman nakde dönüştüremeyeceğiniz kapasiteye bağlanmış paradır.
Aynı amaç—istikrarlı yatırım getirisi. Farklı risk ve aşırı kapasite toleransı.
Bu bizi dava salonu anına getiriyor.
Satış temsilcileri ifade verir. Bileşenler ve lojistik kanıttır. Sizin göreviniz çapraz sorgudur.
Soru 1: “Ana servo sürücülerin, kontrol cihazının ve güvenlik PLC’sinin tam marka ve modelini listeleyin. Bunlar açık pazar bileşenleri mi ve başka kim yerel olarak hizmet veriyor?” Yanıt muğlaksa—“mülkiyete ait yüksek performanslı modül”—gelecekteki bir darboğazı buldunuz demektir. Şeffaflık isteğe bağlılığı gösterir. İsteğe bağlılık, arıza süresi riskini azaltır.
Soru 2: “Bu seriden tam olarak aynı üç makineyi bir günlük mesafede gösterin ve ilk beş arıza parçasının nerede stoklandığını söyleyin.” Kurumsal merkez değil. Başka bir model değil. Tam olarak bu. Destek yoğunluğu bir broşür ölçütü değildir; coğrafi bir gerçektir.
Soru 3: “Ana kontrol kartım 18. ayda arızalanırsa, nakliyeyi, işçiliği ve seyahati kim öder—ve yeniden bükmeye başlayana kadar kaç gün geçer?” Onlara bir sayı verdirtin. Aralık olsa bile. Güvenin ne kadar hızlı bir şekilde nitelendirmelere dönüştüğünü izleyin.
Görünmeyen çıkarım şudur: üretici seviyesi, hırsınıza göre değil, maruziyetinize göre ölçeklenmelidir. Erken aşama ve orta büyüme KOBİ'ler genellikle korunmuş hissetmek için prestij satın alır. Gerçekte, on kat daha büyük şirketler için boyutlandırılmış altyapı için ödeme yapıyorlar.
En güvenli abkant pres, en ünlü logoya sahip olan değil—bileşenleri, destek ağı ve tolerans aralığı gelir modelinizle uyumlu olandır.
Makineleri birer ödül değil de risk aracı olarak gördüğünüzde, her broşür farklı okunur.


















